Hallo zusammen, habe mir eine günstige CNC Fräse aus China bestellt (VEVOR 3018Pro) um damit Patinen zu fräsen. Ich glaube die kleine Fräse ist einfach zu ungenau für mein Vorhaben. Mein Plan war Prototypen mit einem STM32F103 zu Fräsen allerdings "wackelt" die Fräse im Bereich 0.1 mm das sie die feinen Leiterbahnen zerstört und das wenn das Ergebnis in Ordnung war es nicht reproduzierbar ist. Hat jemand von euch damit Erfahrungen? Ich müsste die Fräse viel genauer und stabiler bekommen. Würde mir auch eine selbst bauen, weiß nur nicht, ob das Ergebnis besser wird. Ich habe auch versucht eine Platine zu Ätzen, allerdings bekommt mein Drucker die pads für den STM32 garnicht gedruckt. Viele Grüße und danke für eure Hilfe. Felix
Felix schrieb: > Hat jemand von euch damit Erfahrungen? Ja. 1. nicht die mitgelieferten 'halb abgeschliffenen' Gravierstichel nutzen, sondern spiralige https://www.ebay.de/itm/313841526380 dann vibriert es schon weniger. Es gab bei mir einen deutlichen Unterschied im Geräusch und der Breite eines gefrästen Kanals, als mehr in der Mitte der Arbeitsfläche die Vibrationen massiv anstiegen. Mit den anderen Sticheln gab es diesen Anstieg nicht mehr. 2. Vakuumspannplatte verwenden (selber auf der Maschine fräsen) dann liegt die Platine plan auf. Die übliche Pumpe dafür ist eine Thomas WOBL. 3. der BLDC Motor hat besseren Rundlauf als der DC-Permanentmagnetmotor, aber ich erachte ihn nicht als nötig 4. Epoxy-Platinen verschleissen zwar den Gravierstichel schneller, aber dünne Leiterbahnen sind darauf besser verklebt als aif Hartpapier. 5. Leiterbahnen deutlich breiter gestalten als Leiterbahnabstände, damit man dünne Kupferinseln besser wegbürsten kann ohne die Leiterbahnen abzureissen. 6. Am besten Voronoi-Routen, fräst schneller, lässt maximal viel stehen, taugt aber nicht für hohe (Netz)spannung.
Fräse auch mit ner 3018, geht. Wichtig ist wirklich, dass die Unterlage auf der Maschine selbst Plan gefräst wurde und die Leiterplatte dann auch Plan aufliegt. Hab mir dafür aus PVC ne Trägerplatte gefräst mit nem Ausschnitt für das von mir meist verwendete Europakatenformat. Hab das dann modifiziert um n Staubsauger anzuschließen, um damit die Platine in dem Ausschnitt fest und eben aufliegt.
Sorry, you made my day. Ich hab mich immer gefragt wie ich die Platte plan bekomme und bin nicht auf die Idee gekommen eine Plexiglasplatte plan zu fräsen. 1000 dank!
Felix schrieb: > Hat jemand von euch damit Erfahrungen? Hier hatte ich gute Tipps gesammelt: Beitrag "China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!" Meine Erfahrung: Beitrag "Re: China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!" Michael B. schrieb: > 1. nicht die mitgelieferten 'halb abgeschliffenen' Gravierstichel > nutzen, sondern spiralige > https://www.ebay.de/itm/313841526380 > dann vibriert es schon weniger. Danke für den Link, probiere ich mal aus.
Das Teil scheint reines Plastik zu sein, dazu noch überdimensional gross, was Platinen angeht, beides nicht vorteilhaft, was Stabilität/Steifigkeit und Wiederholgenauigkeit angeht. Vor paar Jahren gabs noch bezahlbar die 1310, komplett aus Alu, für irgendwas $250 inkl Versand, zusammen mit 24krpm BLDC Spindel macht die anscheinend ordentlich Platinen. https://www.youtube.com/watch?v=G_NbGVOHxms
Hallo, ich habe auch schon auf dem Chinamarkt nach einem Alu gestell geguckt. Die gibt es ja für einen kleinen Euro. Hab eins gefunden welches ca. 280 Euro inkl. Lieferung kostet. Werde ich auch mal drüber nachdenken. https://de.aliexpress.com/item/1005002853430756.html?gatewayAdapt=glo2deu Eine bessere Spindel steht auch schon auf meiner liste. Würde gerne eine mit 24k Upm haben. Als Fräser habe ich mir welche aus china bestellt mit denen ich gut zurecht gekommen bin. Bei mir ist einfach das Hauptproblem die instabilität und der nicht grade Tisch. Aber da habe ich gestern ja schon die perfekte antwort bekommen. Werde mit heute Abend ein Holzbrett plan fräsen. Vielen Dank für eure Tips und Tricks. Wenn Ihr mögt halte ich euch auf dem Laufenden. Viele Grüße Felix
Felix schrieb: > Sorry, you made my day. > > Ich hab mich immer gefragt wie ich die Platte plan bekomme und bin nicht > auf die Idee gekommen eine Plexiglasplatte plan zu fräsen. 1000 dank! Plexi ... kann man fräsen, ist aber nicht so ohne, der Vorschub muss exakt zur Spanabfuhr passen, sonst schmilzt das Zeug und pappt sich dann am Fräser, härtet direkt wieder aus, hab damit 3-4 Fräser ruiniert bis ich da brauchbare Ergebnisse hatte. Bei den Fräsern hab ich mit Zweischneidern gute Erfahrungen gemacht mit der 3018. PVC ist der gutmütigere Werkstoff.
Weingut P. schrieb: > PVC ist der gutmütigere Werkstoff. Meinst Du ich könnte mir mit PLA eine Grundplatte drucken und diese dann plan fräsen?
Felix schrieb: > Meinst Du ich könnte mir mit PLA eine Grundplatte drucken und diese dann > plan fräsen? Da man 3D-Druck i.d.R. nicht massiv macht ... eher nicht. Und warm werden darf das erst recht nicht, PLA hat einen recht niedrigen Schmelzpunkt.
Wäre Hartholz hier nicht ein guter Werkstoff? Oder arbeitet das wieder zuviel, um damit dann gute Ergebnisse erzielen zu können?
Jack V. schrieb: > Wäre Hartholz hier nicht ein guter Werkstoff? Üblicherweise nimmt man Alu. Der bisherige Tisch besteht ja auch aus Alu und üblicherweise bleibt der ja drunter. Für die Luftkanäle dazwischen kann man eine Schicht aus Kunststoff nehmen, PVC oder Pertinax lasst sich gut fräsen.
Moin, Wenn es vielleicht interessiert: Was Stabilität angeht, muß man eben solide und durchdacht konstruieren und ausführen. Ich baute mir ab 1995 eine LP CNC Gravier Maschine nach dem Vorbild der Pre-LPKF IBC-912 Bordmaker Maschine von Jürgen Sebach. Meine 29 Jahre alte Maschine wiegt fast 40kg und hat sich diesbezüglich bewährt. Die IBC-912 Maschinen SW ist sehr durchdacht und Benutzer-freundlich und speziell für die Belange des LP Fräsen konzipiert. Z.B. die Prozedur zur Herstellung von Doppelseitig gefrästen LP wird von der SW explizit durchgesetzt. Generelle CNC SW wie MACHx sind da meiner Erfahrung nach da weniger hilfreich. Diese SW verwendet übrigens HP-GL anstatt G-Code. Selbstbau nach eigenen Vorstellungen könnte durchaus zu erwägen wert sein. Natürlich spielen Werkstattaustattung bzw. deren Zugänglichkeit eine kritische Rolle. Die Z-Achse ist allerdings völlig anders wie bei der IBC-912, weil mir deren E-Magnet Betätigung nicht gefiel. Als Alternative konstruierte ich eine motorisierte harmonische Tiefensteuerung mit Schrittmotor. Das Bewegungsprofil hat also eine Cosinus Form und hat sich durch völliges schlagloses Verhalten sehr bewährt und schont die Bohrer und Fräswerkzeuge. (Ich habe damit bis zu 0.2mm bohren können). Bis zu 100 Aktuationen per Minute sind getestet damit möglich, obwohl ich es nur auf 80 eingestellt habe. Auch wenn das im Vergleich zu kommerziellen Maschinen niemand beeindrucken wird, bin ich damit schon zufrieden. Die BLDC 500W Spindel mit bis zu 60krpm ist übrigens auch ein Eigenbau. Der Selbstbau einer solchen Maschine war also sehr spannend und machte viel Freude, auch wenn ich ein Jahr daran beschäftigt war. Allerdings hat sie es mit dauerhafter Zuverlässigkeit belohnt und funktioniert immer noch wie am Anfang. Die Anordnung hat sich auf zur Herstellung von 2D mechanischen Teilen und Gravur von Frontplatten sehr bewährt. Die Angebote an kritischen Systemkomponenten wie Ball Screws, Linear Circulating Ball Guides, Spindellager, Motortechnik und Steuerung sind heute viel besser wie im Vergleich zu 1995. Es war damals viel teurer solche Komponenten zu beziehen und auch zu finden. Gerhard
Felix schrieb: > Weingut P. schrieb: >> PVC ist der gutmütigere Werkstoff. > > Meinst Du ich könnte mir mit PLA eine Grundplatte drucken und diese dann > plan fräsen? Da würde ich dann eher zu ABS greifen (so Du das Warping im Griff hast), PLA ist recht spröde und natürlich muss die Wandung die abgefräst wird auch ne entsprechende Dicke haben, aber sollte gehen. Hätte den Charme, dass Du da direkt die Luftleitung zum Vakuum ziehen direkt eindesignen kannst. PS: zwei Schraubzwingen zur Fixierung auf dem Tisch leisten mir bei der 3018 gute Dienste.
Moin, Zum "Warping": Einige Maschinen aus den 90er Jahren (LPKF, IBC912, T-Tech) verwendeten alle einen Nachführ Tastfuß, welcher den Abstand zwischen Arbeitsstück und Schneidwerkzeug einhielt. Mit diesem Fuß lässt sich mit einer Mikrometer Schraubeneinstellung präzise und eindeutig der relative Unterschied zwischen Arbeitsstück und Schneidspitze einstellen. Mit dieser Anordnung spielen leichte Verbiegungen im Basismaterial keine Rolle mehr, weil durch Federdruck das Basismaterial gegen die Auflage gedrückt wird und der relative Abstand zwischen Werkzeug und Tastfuß dann konstant bleibt. Diese Vorrichtung hat sich bei den damaligen Maschinen durchaus bewährt. Zur Reibungsverringerung und um sanftes Gleiten beim Routen zu ermöglichen besteht das Tastfußende bei mir aus einer auf einer Drehbank angefertigten PTFE Stück. Zum Leiterbahnenfräsen mit dem konischen Gravierstichel verwende ich einen polierte Hartmetallstutzen der über die Kupferoberfläche schön gleitet und minimale GleitSpuren hinterlässt. Beim Konturfräsen ist das besser als der breite PTFE Stutzen. Der breite PTFE Stutzen ist bei mechanischen Arbeiten günstig, damit der Meßfuss nicht in ein vorher ausgefrästes Loch fällt. Das könnte passieren, weil kleine lose ausgeschnittene Teile durch den Staubsaugerstutzen abgesaugt werden und der 3.175mm Fuß dann reinfallen könnte. Wie gesagt ist das eine Möglichkeit, früher von einigen dieser Spezialfirmen praktiziert. Genaue SW Tischkompensation wie sie bei einigen 3D Druckern gehandhabt wird, kann sich hier nicht gut bewähren wenn das Basismaterial nicht plan auf den Arbeitstisch anliegt. Einseitige LP sind da besonders dafür bekannt. Für meine Maschine hat sich der Abstandsfuß jedenfalls auch sehr bewährt. Vakuum Befestigung ist natürlich auch eine Möglichkeit, bei mir aber wegen der Bauweise meiner Maschine als Portalfräse nicht leicht durchführbar. Man lernt viel, wenn man sich mit dieser Technik befasst und empfehle es jedem, damit Erfahrungen zu sammeln. Für mich war das ein sehr schönes Projekt. Und die Resultate sind dauerhaft. Ich arbeite nun schon fast 30 J damit. Es gab noch keine Elektronikausfälle. Die 500W Spindelmotor läuft mit 50V bis 10A und verwendet eine BLDC Steuerung mit Halleffekt Sensoren. Die Drehzahl ist durch 0-10V bis auf 60kRPM fein einstellbar. Der Motor ist eine Spezialanfertigung für Drohnenanwendungen und hat eine Beryllium-Cu Achse. Leider kann die Treiber SW keine Analog Spannung ausgeben. Das ist über den Druckerport nicht vorgesehen. Die CAM SW erlaubt an sich Drehzahlvorgaben. Aber mit dem Steuerknopf ist es leicht einstellbar. Ich verwende diese Maschine nicht nur zur LP Herstellung, sondern vielmehr für die mechanischen Anfertigungen wie Planar Strukturen und Frontplatten und vieles nicht LP-artiges. LP lasse ich mir ohnehin meist bei JLC herstellen. Protel99SE hat sich übrigens sehr gut als MCAD Frontend für meine Maschine herausgestellt. Damit kann man superleicht die kompliziertesten mechanischen Strukturen festlegen. Bei mir ist der Datenfluß: ECAD(Protel/Altium) -> GERBER -> CAM-Sw(Isolator oder INCAM, von Graphicode) -> HP-GL. Die Maschinen Steuer SW akzeptiert HP-GL als Arbeitsformat. Der Konvertierungsprozess ist ziemlich flüssig. Die CAM SW führt die Kontur-Isolierung der Leiterbahnen durch, erzeugt eine Bohr-Datei und schließlich die Route Datei zum Ausschneiden der LP. Löcher die den DM des Routerwerkzeugs überschreiten, werden damit gefräst, anstatt gebohrt. Die CAM SW kompensiert auch den Werkzeugdurchmesser und optimiert die Weglänge der Spindel. Ungleich der sonstigen CNC SW, wie z.B MACH3/4, die derzeit vielfach verwendet wird, ist meine alte SW für die LP und 2D Herstellung von planaren Objekten optimiert. Auch das Umlegen der LP wird durch die SW geführt und stellt sicher, daß die Registrierung der LP nicht verändert wird. Die Maschine schaltet beim Spindel-Einschalten auch automatisch die Staubabsaugung ein. Die ist sehr wichtig, um die Maschinenführungen und Mensch nicht durch Feinstaub zu gefährden. Der Staubsauger hat noch ein Hepafilter am Ausgang. Ich hoffe, es hat Euch ein wenig interessiert wie dieses Thema vor 30 Jahren bei mir angefangen hat. Sonst sagt mir halt, es ist alles alter Hut und Schnee von gestern und UrUrOpa-Technik und wollt nichts davon hören. :-) Gerhard
Hallo Gerhard, gibt es auch die möglichkeit wie bei 3D Druckern das ein Taster/Sensor das Bett/Frästisch abfährt und mittels Software die unebenheiten ausgleicht? Hast Du einen Link zu den von Dir beschriebenen Sensoren? Vielen Dank für deine ausführliche Hilfe. Felix
Felix schrieb: > Hallo Gerhard, Hallo Felix, > > gibt es auch die möglichkeit wie bei 3D Druckern das ein Taster/Sensor > das Bett/Frästisch abfährt und mittels Software die unebenheiten > ausgleicht? Sicherlich. Bei moderner Steuersoftware und geeigneten angebrachten Fühlsensoren, wie bei 3D Druckern ließe sich die Arbeitsunterlage ausmessen und kompensieren. Das setzt allerdings eine volle Z-Achsen Bewegungssteuerung voraus, was bei mir nicht der Fall ist. Meine Maschine hatte ja die damalige J. Sebach IBC-912 als Vorbild. Trotzdem finde ich, daß die Tastfuß Methode schon gewisse Vorteile aufweist. Wie vorher schon erwähnt, sind viele LP nicht 100%ig flach. Speziell, einseitig kaschierte LP, weisen oft eine leichte natürliche Durchbiegung auf, die ohne Vakuumansaugung nicht flach gehalten werden kann. Da würde eine Abtastung und SW Kompensation der Spindelhöhe wenig nützen, weil ja dann der Gravurstichel die LP auf die Unterlage drücken würde und dann tiefer konturschneiden würde. Mit einem Vakuumtischauflage die die LP flach auf die Unterlage saugt, wäre dieses Problem wahrscheinlich zu umgehen. Ist aber aufwendig. Nicht ohne Grund verwendeten damals alle Maschinen den Abstandfuß um gleichbleibende Eindringtiefe zu garantieren. Mit dem Abstandsfuß sind die Konturtiefen absolut konstant und nachvollziehbar. Dann kommt auch dazu, daß die LP normalerweise auf einer aluminium kaschierten Holzunterlage liegen muß, damit man beim Bohren und Fräsen nicht den Maschinentisch beschädigt. Das ist ein Verbrauchsmaterial. Die Aluoberfläche dient auch dazu die Fräser und Bohrer zu kühlen. > > Hast Du einen Link zu den von Dir beschriebenen Sensoren? Leider nicht. Der Tastfuß ist bei mir ein mechanischer Eigenbau. Meine SW ist zu alt, um diesen Aspekt auszunützen. Da kann ich nichts weitergeben. Von den 3D Druckern Methoden könnte man wahrscheinlich profitieren, wenn man etwas in der Richtung unternehmen würde. Wie gesagt, SW Höhenausgleich würde nur dann befriedigend funktionieren, solange sicher gestellt werden kann, daß die LP absolut flach aufliegt. Speziell bei LP mit großen Abmessungen ist dies natürlich eine große Herausforderung. Vielleicht könnte man die LP irgendwie mit einem lösbaren Kleber ankleben um der natürlichen Durchbiegung der LP entgegenzuwirken. > > Vielen Dank für deine ausführliche Hilfe. Gerne. Gruß, Gerhard > > Felix
Gerhard O. schrieb: > Trotzdem finde ich, daß die Tastfuß Methode schon gewisse Vorteile > aufweist Meiner Erfahrung nach sitzt der Tastfuss auf der höchsten Stelle auf. Eingestellt auf Kupferoberfläche fräst der Stichel 70um tief, wenn aber ein Span der weggefrästen Kupferschicht sich auf den Restkupfer biegt, hebt das den Tastring an und der Stichel fräst das Kupfer nicht mehr durch. Klar kann man den Stichel auch auf 500um Frästiefe stellen, bekommt aber breitere Kanäle. Height maps z.B. in Candle erfassen die Oberfläche vor dem Fräsen und werden dann durch Fräsdreck nicht mehr gestört. Aber durch Verzug wahrend des Fräsens, gern wenn man schwebend aufspannt.
Hallo zusammen, ich glaube es läuft auf eine kombination hinaus. Ich werde mir eine Unterlage plan fräsen und die LP mit doppelseitigem Klebeband auf der Unterlage befestigen und dann noch eine Hightmap erstellen lassen. Ich arbeite aktuell mit Candle will aber auf Estlcam wechseln, gibt es dort auch die möglichkeit eine Hightmap zu erstellen? Viele Grüße Felix
Felix schrieb: > gibt es auch die möglichkeit wie bei 3D Druckern das ein Taster/Sensor > das Bett/Frästisch abfährt und mittels Software die unebenheiten > ausgleicht? Das kann die Software Candle. Du definierst die Abmessungen der Platine, der Kopf fährt die Fläche in einem Raster ab. Senkt sich bis er die Platine gerade berührt, und speichert die Z-Koordinaten in einer Height-Map. Die wird dann invers zu den Fräsdaten addiert. Es kann auch zwischen den Messpunkten noch interpolieren. Blöd nur, wenn sich die gewölbte Platine beim Fräsen unter dem Druck nach unten senkt.
Gerhard O. schrieb: > Ich hoffe, es hat Euch ein wenig interessiert wie dieses Thema vor 30 > Jahren bei mir angefangen hat. Sonst sagt mir halt, es ist alles alter > Hut und Schnee von gestern und UrUrOpa-Technik und wollt nichts davon > hören. :-) Hallo Gerhard, für mich würde ich vielleicht noch auf das "Urur-" verzichten, aber auch ich habe schon Versuche mit einer CNC3018PRO gemacht. Muss schon sagen, die Ergebnisse sind bei weitem nicht so gut wie "professionell" gefräste PLatinen. Der Gedanke mit dem Vakuumbett fasziniert mich aber schon, denn sicher ist die Wölbung eins meiner Hauptprobleme. Bzw, das eben beschriebene Nachgeben unter Druck. Wär schön wenn ich da mal eine praktikable Lösung finden würde. Also in meinem Fall: Danke für Deine ausführlichen Berichte!
Felix schrieb: > auf Estlcam wechseln, gibt es > dort auch die möglichkeit eine Hightmap zu erstellen Ja.
Michael B. schrieb: > Gerhard O. schrieb: >> Trotzdem finde ich, daß die Tastfuß Methode schon gewisse Vorteile >> aufweist Moin, > > Meiner Erfahrung nach sitzt der Tastfuss auf der höchsten Stelle auf. > Eingestellt auf Kupferoberfläche fräst der Stichel 70um tief, wenn aber > ein Span der weggefrästen Kupferschicht sich auf den Restkupfer biegt, > hebt das den Tastring an und der Stichel fräst das Kupfer nicht mehr > durch. Klar kann man den Stichel auch auf 500um Frästiefe stellen, > bekommt aber breitere Kanäle. Das passiert in der Praxis erfahrungsgemäß überhaupt nicht, weil um dem Werkzeug herum die Einsaugverschalung des Staubsaugers alle Späne sofort entfernt. Ferner sitzt beim Konturfräsen der polierte Tastfuß mit 3mm DM auf und schiebt den feinsten noch verbleibenden Fein-Staub einfach zur Seite. Nein. Das Verfahren arbeitet 100% zuverlässig. Es hat sich über die ganze Zeit bewährt. Es ist das Durchbiegen durch den Druck, der sonst die Konturtiefe ungleichmäßig machen würde. In diesem Fall überwiegt der Tastkopdruck die Biegekräfte der LP und der Konturfräser liegt immer auf der flachgehaltenen Oberfläche der LP auf. Die Ergebnisse sind absolut zuverlässig. > > Height maps z.B. in Candle erfassen die Oberfläche vor dem Fräsen und > werden dann durch Fräsdreck nicht mehr gestört. Aber durch Verzug > wahrend des Fräsens, gern wenn man schwebend aufspannt. Ob Doppelseitiges Klebeband funktionieren würde, habe ich nie ausprobiert. Dazu kommt, daß mit der Zeit die Arbeitsunterlage viele Löcher bekommt und man als "sparsamer" Operator die Lebensdauer strecken möchte. Da würde das Ankleben ohnehin problematisch. Beim Routen und Bohren müssen die Arbeitspitzen ja weit genug unter der LP Unterseite anhalten um sicher zustellen, daß sie adequät frei bearbeitet wurden. Da leidet dann das Underlay als Verbrauchsmaterial. Nein, die Tastkopf Methode hat schon ein Reihe von Vorzüge. Wie gesagt, die damaligen Maschinen beruhten allesamt auf dem Prinzip. Und deshalb auch meine Maschine. Ein Forumsteilnehmer berichtete mal, daß er sich für seine Eigenbau Maschine einen Vakuumtisch gebaut hatte. Leider kann ich mich nicht mehr erinnern wer es war. Man müsste mal nach seinen Ergebnissen nachfragen. Wie gesagt, ist die umgreifende Staubsauger Umschalung sehr wichtig und wurde von den Firmen allesamt in die Spindel mitintegriert. Bei mir verwende ich eine seitliche Absaugkopföffnung mit einer Metallumlenkkappe die die Saugkraft auf die Arbeitsfläche fokusiert. Späne sind 100% nicht ein Problem. Allemal verbleibt nur feinster Staub, der aber vom polierten Tastkopf weggewischt wird. Übrigens möchte ich bemerken, daß ich die Arbeitsstücke bzw. die zu bearbeitende LP mit Masking Tape auf allen vier Seiten auf der Alu-kaschierten Arbeitsfläche sicher befestige. Bei doppelseitigen LP veranlasst die Treiber SW zwei Referenzlöcher zu bohren, die dann beim Umdrehen der LP für exakte Registrierung sorgen. Ich kann leider nicht vergleichen und beabsichtige definitiv nicht, zu behaupten, das verwendete Verfahren ist das Einzige Gute. Für mich und den damaligen Firmen hat es sich aber tatsächlich sehr bewährt. Die IBC-912 habe ich im Betrieb beobachten können und hat sehr ordentlich funktioniert. Beim 3D Drucker sind die Randbedingungen ganz andere. Also, bitte jetzt nicht "Maultier-Störrigkeit" schimpfen:-) Gruß, Gerhard
Gunnar F. schrieb: > Gerhard O. schrieb: >> Ich hoffe, es hat Euch ein wenig interessiert wie dieses Thema vor 30 >> Jahren bei mir angefangen hat. Sonst sagt mir halt, es ist alles alter >> Hut und Schnee von gestern und UrUrOpa-Technik und wollt nichts davon >> hören. :-) Hallo Gunnar, Freut mich, daß wir den UrUr Teil unter den Tisch schlagen können:-) Opa lässt sich technisch nicht übersehen. Habe meine Jahre auf dem Buckeln und Gerüchte sind maßlos übertrieben... > > Hallo Gerhard, für mich würde ich vielleicht noch auf das "Urur-" > verzichten, aber auch ich habe schon Versuche mit einer CNC3018PRO > gemacht. Die kenne ich leider nicht. Da müsste ich erst recherchieren. ( Ich glaube, die haben wir aktuell in der Arbeit mit einem Laserkopf um IR-Blättchen auszuschneiden. Da nur der Laserstrahl die Oberfläche trifft, ist Druck kein Problem) > Muss schon sagen, die Ergebnisse sind bei weitem nicht so gut > wie "professionell" gefräste PLatinen. Der Gedanke mit dem Vakuumbett > fasziniert mich aber schon, denn sicher ist die Wölbung eins meiner > Hauptprobleme. Bzw, das eben beschriebene Nachgeben unter Druck. Ich würde dann fast vorschlagen, bei Dir, da Deine Z-Achse kontinuierlich von der SW einstellbar ist, einfach eine federnde sich drehende Stahlkugel (Gibts bei den Spielrobotern Geschäften) anzubringen, die sich frei in alle Richtungen drehen kann. Der Federdruck würde dann die LP flach auf die Unterlage drücken und könnte Deine Ergebnisse auch mit dieser Maschine beträchtlich verbessern oder ganz beheben. Auch verhindert die Federkraft, daß die Z-Achse behindert wird. Solange Deine Maschine in der Höhenkontur kalibriert ist. Wäre nicht zu schwer, das mal versuchsweise zu untersuchen. Jedenfalls kannst Du diese Richtung mal überlegen. Ich möchte aber auf alle Fälle daran erinnern, daß eine wirksame Staubabsaugung um das Werkzeug herum unumgänglich notwendig ist. Um Mensch und Maschine zu schützen. Der LP Feinstaub ist sehr schädlich. > Wär > schön wenn ich da mal eine praktikable Lösung finden würde. Also in > meinem Fall: Danke für Deine ausführlichen Berichte! Hier auch Danke zum Zuhören! Gerhard
Gunnar F. schrieb: > Felix schrieb: >> gibt es auch die möglichkeit wie bei 3D Druckern das ein Taster/Sensor >> das Bett/Frästisch abfährt und mittels Software die unebenheiten >> ausgleicht? > > Das kann die Software Candle. Du definierst die Abmessungen der Platine, > der Kopf fährt die Fläche in einem Raster ab. Senkt sich bis er die > Platine gerade berührt, und speichert die Z-Koordinaten in einer > Height-Map. Die wird dann invers zu den Fräsdaten addiert. Es kann auch > zwischen den Messpunkten noch interpolieren. Blöd nur, wenn sich die > gewölbte Platine beim Fräsen unter dem Druck nach unten senkt. Ja, das ist halt das Problem. Aber da habe ich im vorherigen Beitrag schon eine Gegenmaßnahme vorgeschlagen. Man müsste es halt vielleicht mit einer federnden lenkbaren Druck-Kugel ausprobieren. Die beschriebene Abtastung kenne ich übrigens von meine 3D Kumpels mit ihren 3D Druckern und SW. Auch beim Laserkopf nützt das um im optimalen Fokussierungsbereich fortwährend bleiben zu können.
Hier ist ein Beispiel solch eines Drehfusses: https://www.aliexpress.com/item/32924364472.html? Ob Staub da Probleme verursacht, wäre fast mit Sicherheit anzunehmen... Aber es ist nicht die einzige Möglichkeit. Man könnte auch ein kleines Rad mit Gummibelagv(Reifen) mit einer Kugellageraufhängung vorsehen, daß sich dann in die jeweilige Richtung mit dreht. Das vermeidet eine Staubfriktion im Caster. Nachtrag: Ja. Die CNC3018PRO haben wir in der Arbeit mit einem Laserkopf. Funktioniert gar nicht so schlecht. Bei uns läuft sie mit "Lightscribe" SW. Bei dieser Maschine ist die Staubentfernung unumgänglich notwendig. Sie würde sonst nicht lange halten. Auch würde ich Ersatzführungen auf Lager haben wollen. Die mitgelieferte Spindel würde ich gegen eine präzisere Ausführung austauschen. Die Motorachse ist nicht starr genug in der axialen Stabilität. Auch empfiehlt es sich, mit höheren Umdrehungszahlen arbeiten zu können.
Moin, Ich habe mir ein paar Gedanken zur 3018er Maschine gemacht. So wie sie vom Hersteller konzipiert ist, schlage ich einige Anpassungen vor. Ich habe allerdings Bedenken, ob die Rigidität der Hauptstrukturen ausreichend zum Konturfräsen ist. Das müsste man meßtechnisch untersuchen. Die Spindel sollte gegen eine mit richtigen Führungen ersetzt werden. Die Motorachsen Lager sind von der Spindel zu weit hoch oben. Es gibt einigermaßen bezahlbare Spindeln. Ich würde dann gleich noch einen federnden Druck Fuß mit Rad oder Kugel anbringen, um die LP sicher auf der Auflage zu haben. Ferner würde ich die Führungen vom Staub beschützen wollen. Vielleicht könnte man an den Tischenden, diese Akkordeon Bälge anbringen, um die Führungen von oben her abzuschirmen. Auch würde ich bei Gelegenheit Ersatzführungen bestellen. Eine Staubsauger Staubentfernung ist auch kein Luxus. Man könnte mit einem 3D Drucker eine umgebungsgerechte Staubsauger Absaughaube schaffen, die den anfallenden Staub sofort weitgehendst entfernt. Den Staubsauger Luftausgang sollte man mit einer Hepa Haube ausstatten. Ich verwende einen uralten Staubsauger mit Rädern und langen Schlauch. Der Staubsauger schaltet sich bei mir mit der Spindel zugleich ein. Da habe ich im Staubsauger ein Relais eingebaut, das von der Maschine 24V bekommt und den Motor damit einschaltet. Ich würde auch die Maschine mit Tiefen Anzeigen meßtechnisch untersuchen, um einen Eindruck zu bekommen, inwieweit die strukturiellen Teile der Maschine sich unter den zu erwartenden Belastungen verformen und dann die Weggeschwindigkeit entsprechend einstellen um solche Verformungen in tragbaren Grenzen zu halten. Bei mir habe ich alles auf Stabilität mit ausreichend rigiden Supportstrukturen gebaut. Man bezahlt aber dafür mit hohem Gewicht. Meine Maschine wiegt über 40kg. Beim Aufheben merkt man es. Bei eigenen Konstruktion lohnt es sich die Maschine wirklich stabil und schwer zu konstruieren. Es fällt also einige Arbeit an um solche Maschinen wirklich arbeitstauglich zu bekommen. Aber ich finde das Thema sehr interessant. Die Marktmögllichkeiten sind ja im Vergleich zu den frühen 90ern enorm. Damals war es viel schwerer, bezahlbare Sachen zu bekommen. Ich hätte gerne mit Kugelumlaufspindeln gearbeitet, mußte aber mit ACME Gewindestangen zulieb nehmen. Aber so viel macht das nicht aus, weil die verspannten ACME Buchsen, das Spiel eliminieren. Die Wiederholgenauigkeit ist sehr gut. Gerhard
Beitrag #7643369 wurde von einem Moderator gelöscht.
Angehängte Dateien:
-

IMG_0666.jpeg
230 KB
Guten Morgen zusammen, ich habe mal eine Probeplatine gemacht. Erstellt mit KiCad, und mit EstlCam bearbeitet. Es handelt sich um eine Platine für einen ESP-12E mit einem Ams1117 zur Spannungsregulierung. Ich hab an der Spannung mit "dicken" Leiterbahnen gearbeitet und am ESP mit dünnen. Bei den dünnen sieht man, dass der Fräser sehr stark wackelt. Mein Plan ist jetzt die Fräse zu versteifen. Es sollen folgende Teile getauscht werden: - Spindel - Z-Führung (soll komplett aus Alu) - Halter der X Achse sollen auch getaucht werde, da diese aus Plastik sind. Ist ein Feder Druckfuß dafür da um die Platine runter zu drücken um immer den selben abstand zu haben? Kannst Du mir ein paar Bilder von deiner Fräse und dem Druckkopf zukommen lassen? Viele Grüß Felix
Gerhard O. schrieb: > Die Marktmögllichkeiten sind ja im Vergleich zu den frühen 90ern enorm. Ich höre schon das Jammern und Wehklagen bei Aisler, JLCPCB, Beta Layout, Multi CB, Euro Circuits, Jenaer Leiterplatten, Contag etc. pp. Die können dann nämlich mit ihren durchkontaktierten Multilayer PCBs mit 100% E-Test einpacken. 1L Kupfer blank in Kuchenblechgröße um THD Giganten zu verwenden, sei ja gerade ganz groß im kommen, munkelt man. Die ersten Bauteilhersteller fragen schon beim Schrotti an ob die vor 10J ausgemusterten Produktionsanlagen der 60er Jahre da noch stehen. Es wurden die ersten Stellenausschreibungen in Seniorenheimen gesichtet. Industrie 6.0 geht dann wieder voll auf Lochraster und Fädeldraht. Also investiert in Seidenraupen, zur Kabelsiolation!
Felix schrieb: > Guten Morgen zusammen, > > ich habe mal eine Probeplatine gemacht. > Erstellt mit KiCad, und mit EstlCam bearbeitet. > > Es handelt sich um eine Platine für einen ESP-12E mit einem Ams1117 zur > Spannungsregulierung. > > Ich hab an der Spannung mit "dicken" Leiterbahnen gearbeitet und am ESP > mit dünnen. Bei den dünnen sieht man, dass der Fräser sehr stark > wackelt. Welche Fräser verwendest Du? Die Chinesischen Gravurstichel haben viele schlechte Eigenschaften und ihre Standzeit reicht nicht einmal an eine einzige LP heran. Wenn es Dein Budget erlaubt, verwende nur die V-förmigen Fräser wie LPKF und andere solche Firmen sie anbieten. Da ist in der Qualität Tag und Nacht Unterschied. Der Chinesischer Gravier ist für FR4 nicht wirklich geeignet und wird schnell stumpf. Man sieht das deutlich, wenn man einen neuen mit einem gerade gebrauchten an der Schneidenkante untersucht. Die LPKF Fräser haben ein ganz anderes Profil in der Form eines Spaten mit definierten Winkel. Solche Fräser halten sehr lange und lassen sich leicht mit einem feinen Stein nachschleifen. > > Mein Plan ist jetzt die Fräse zu versteifen. > Es sollen folgende Teile getauscht werden: > - Spindel Auf alle Fälle eine richtige gut gelagerte Spindel suchen. Die mitgelieferte taugt nicht zu viel. > - Z-Führung (soll komplett aus Alu) Das wäre nur notwendig, wenn Du mit einer Meßuhr beweisen kannst, ob sie beim Seitenbearbeiten nachgiebt. Ich denke, die ist in Ordnung für LP bohren und fräsen. > - Halter der X Achse sollen auch getaucht werde, da diese aus Plastik > sind. Das kann ich momentan nicht beurteilen. Generell sollten CNC Maschinen massiv genug gebaut werden, daß kein merkbares Nachgeben feststellbar ist. Auch hilft Masse, Vibration zu dämmen. Zuerst würde ich empfehlen, die Führungen mit einer Meßuhr zu charakterisieren. Erst dann kann man sich ein Bild machen ob die Führungen genau arbeiten. Auch aufpassen, daß die Führungsmuttern ohne Spiel eingepasst wurden. Bei mir kann ich das einstellen. > > Ist ein Feder Druckfuß dafür da um die Platine runter zu drücken um > immer den selben abstand zu haben? Auf alle Fälle empfiehlt sich das. Bei mir funktioniert das zuverlässig und präzise. Wenn Du Bilder haben willst, mache ich welche. > > Kannst Du mir ein paar Bilder von deiner Fräse und dem Druckkopf > zukommen lassen? Meinst Du mich? Gruß, Gerhard > > Viele Grüß > > Felix
Beitrag #7643890 wurde von einem Moderator gelöscht.
Michael schrieb: > Gerhard O. schrieb: >> Die Marktmögllichkeiten sind ja im Vergleich zu den frühen 90ern enorm. > > Ich höre schon das Jammern und Wehklagen bei Aisler, JLCPCB, Beta > Layout, Multi CB, Euro Circuits, Jenaer Leiterplatten, Contag etc. pp. > Die können dann nämlich mit ihren durchkontaktierten Multilayer PCBs mit > 100% E-Test einpacken. > > 1L Kupfer blank in Kuchenblechgröße um THD Giganten zu verwenden, sei ja > gerade ganz groß im kommen, munkelt man. > Die ersten Bauteilhersteller fragen schon beim Schrotti an ob die vor > 10J ausgemusterten Produktionsanlagen der 60er Jahre da noch stehen. > Es wurden die ersten Stellenausschreibungen in Seniorenheimen gesichtet. > > Industrie 6.0 geht dann wieder voll auf Lochraster und Fädeldraht. > Also investiert in Seidenraupen, zur Kabelsiolation! Was soll das? Heute bist Du wieder einmal unaustehlich!😊 ...
Angehängte Dateien:
-

IMG_1493.jpeg
240 KB -

IMG_1496.jpeg
240 KB -

IMG_1497.jpeg
240 KB -

IMG_1498.jpeg
240 KB -

IMG_1500.jpeg
240 KB -

IMG_1501.jpeg
240 KB -

IMG_1501.jpeg
240 KB -

IMG_1503.jpeg
240 KB -

IMG_1506.jpeg
240 KB -

IMG_1504.jpeg
220 KB
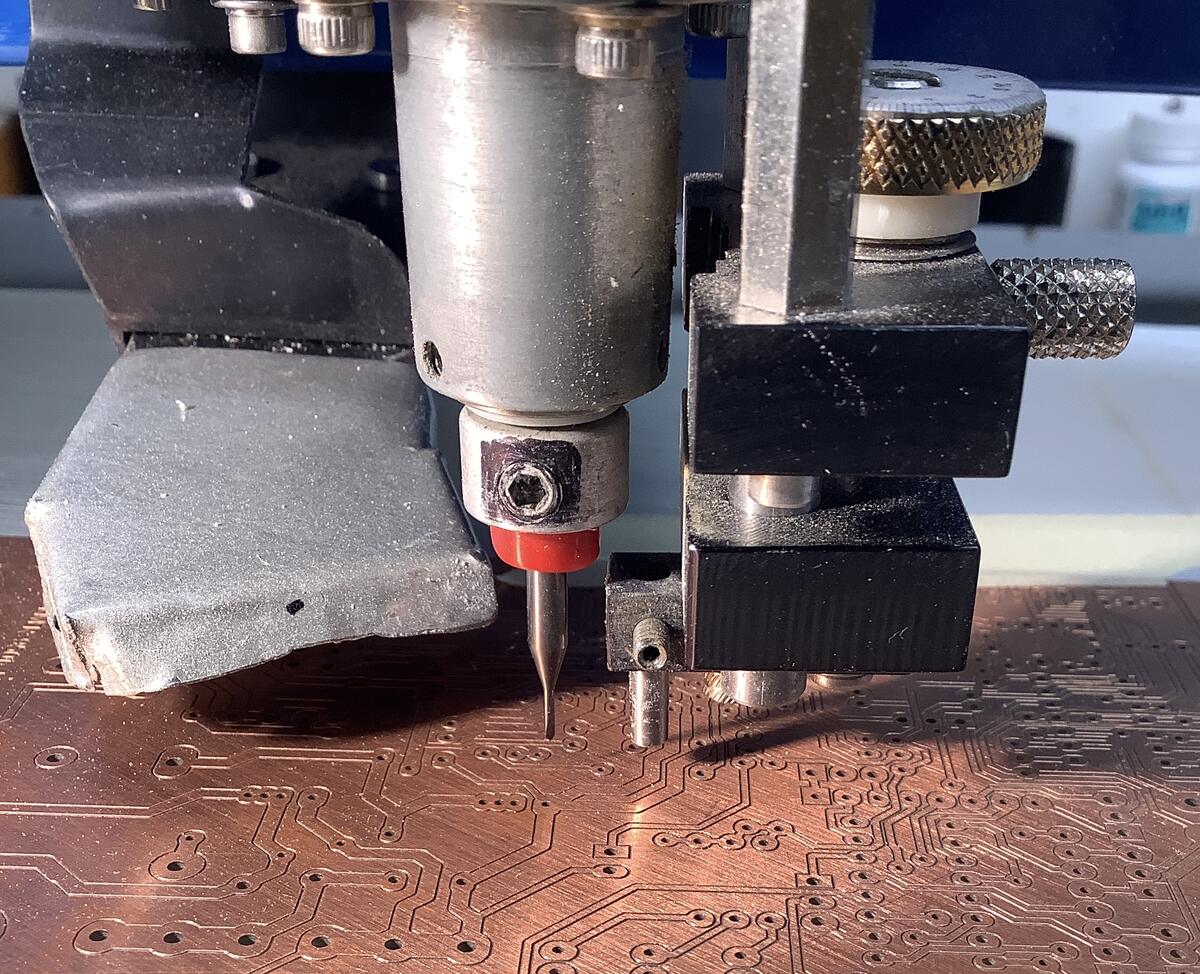
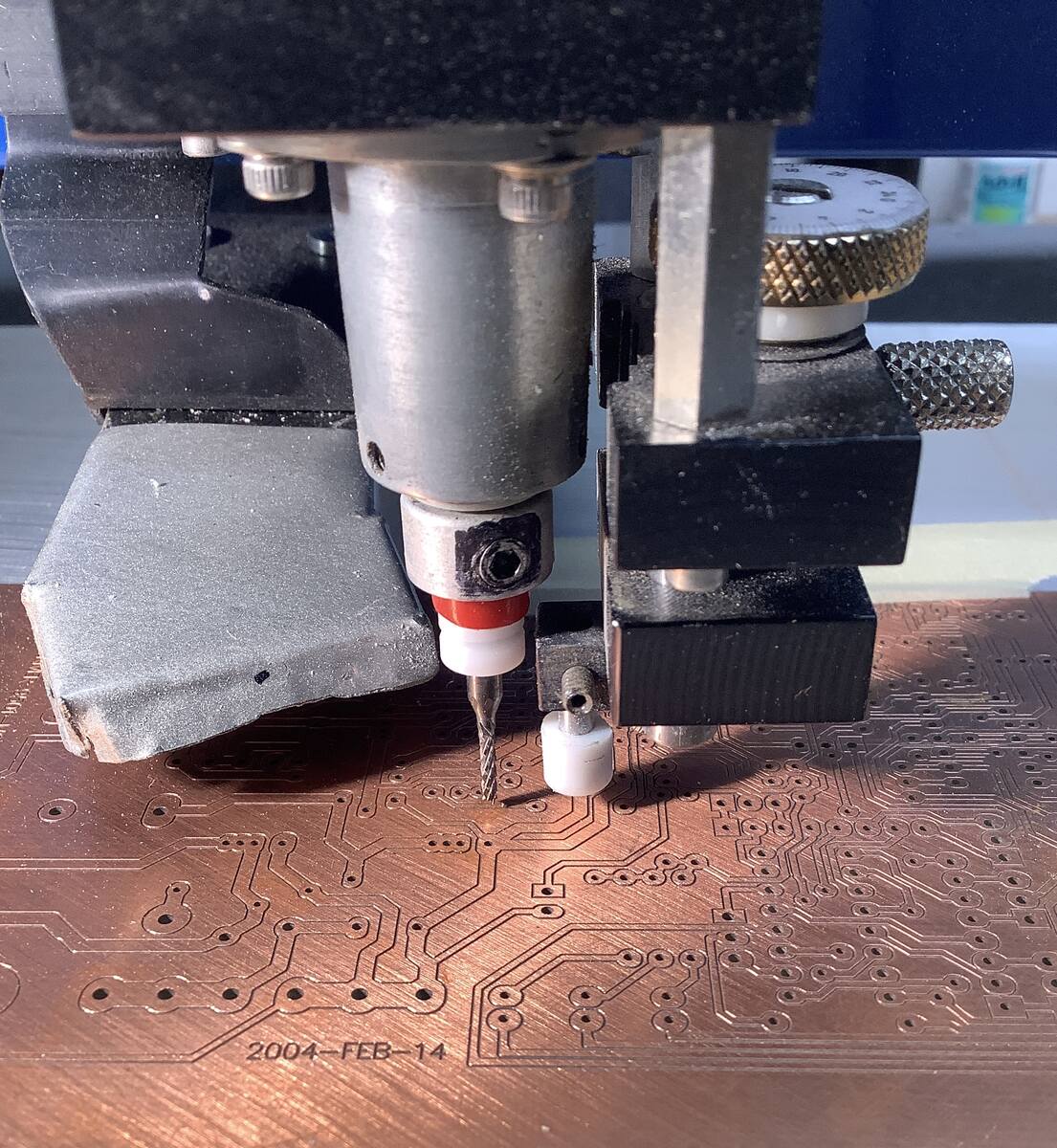
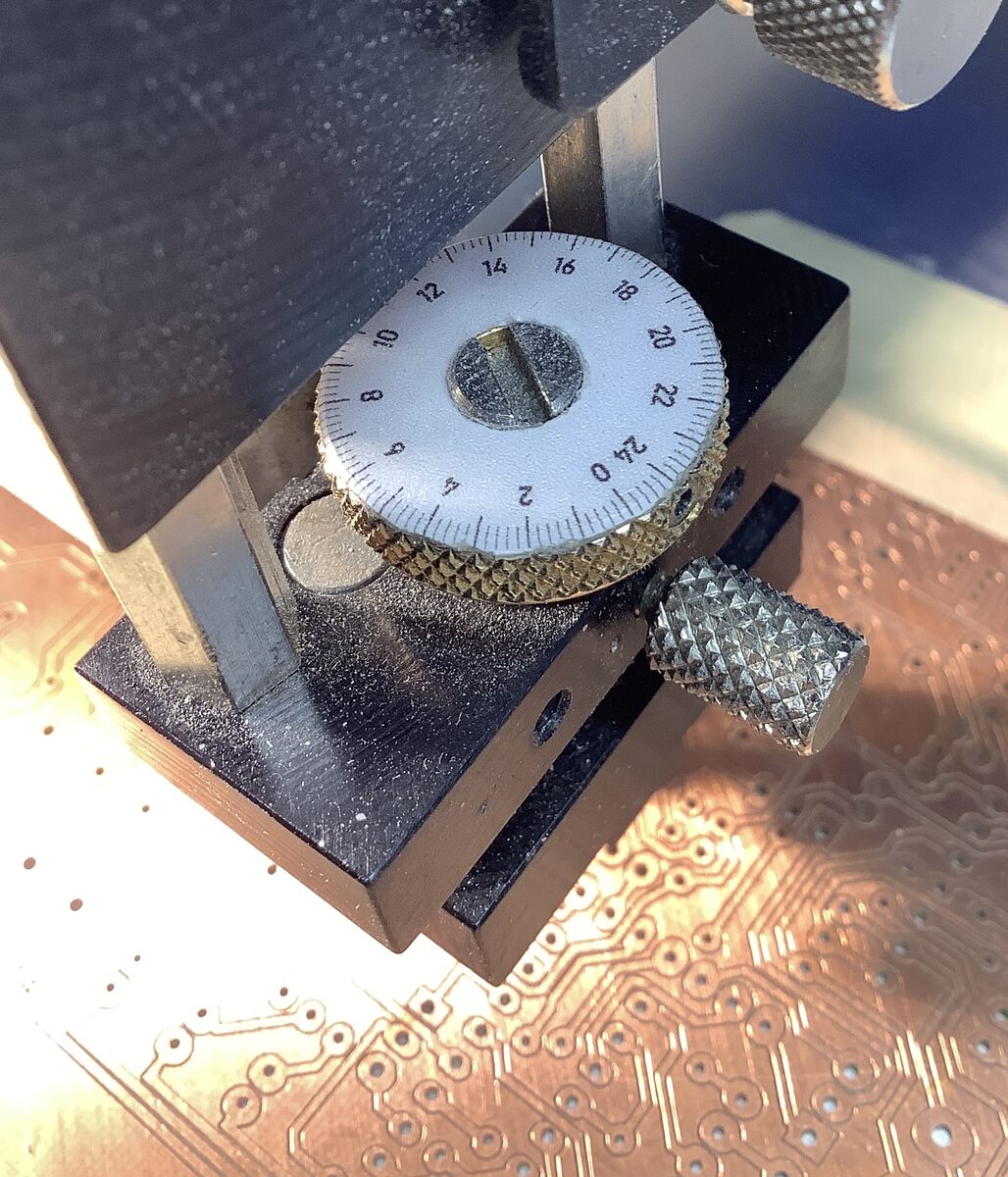
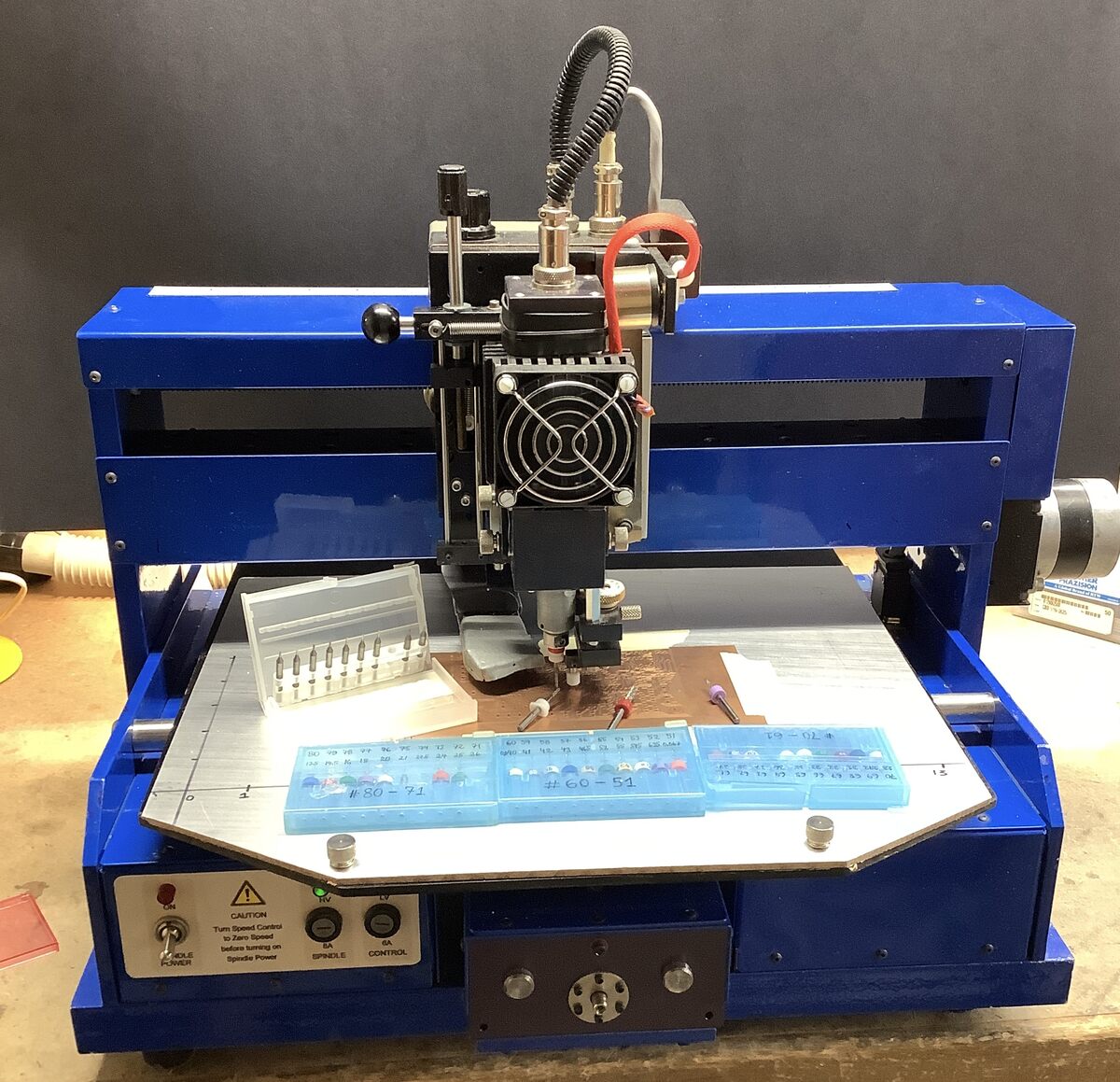
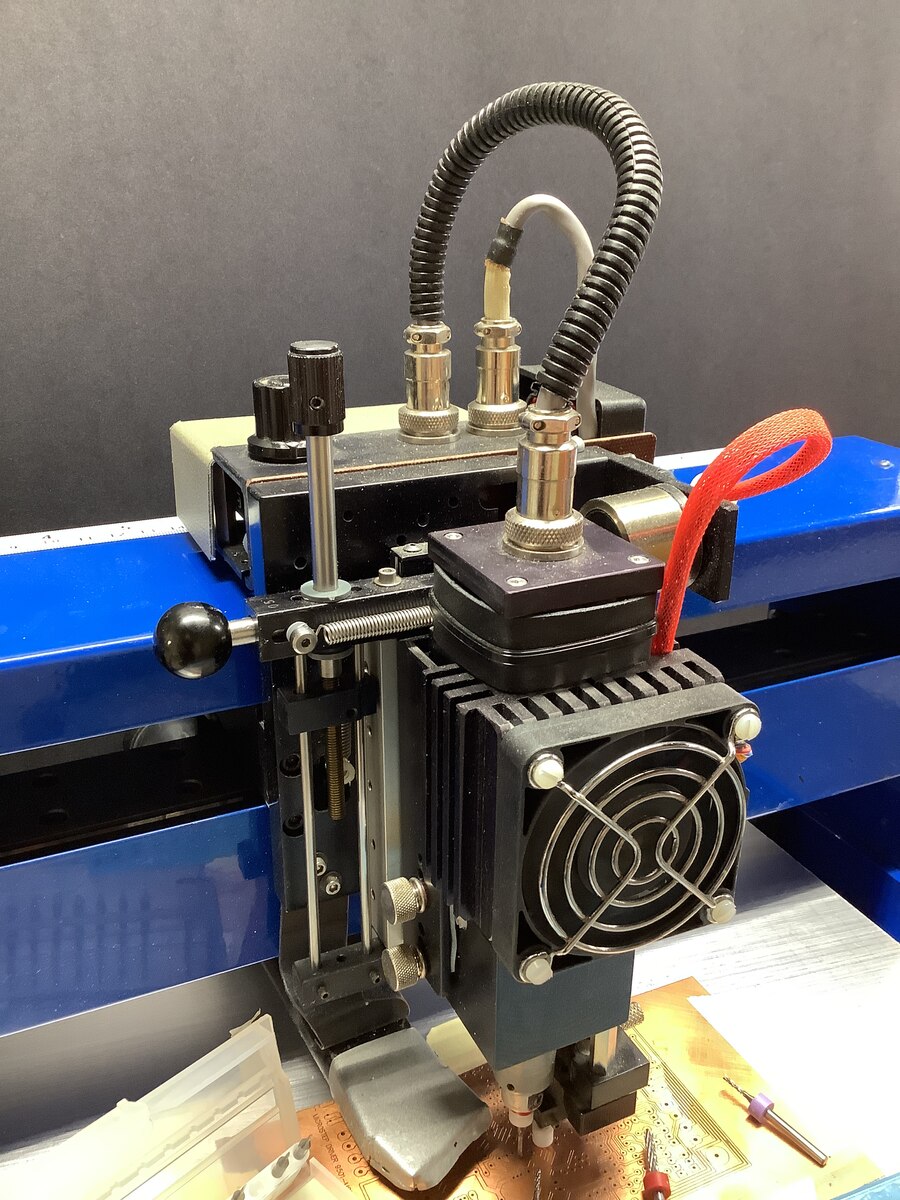

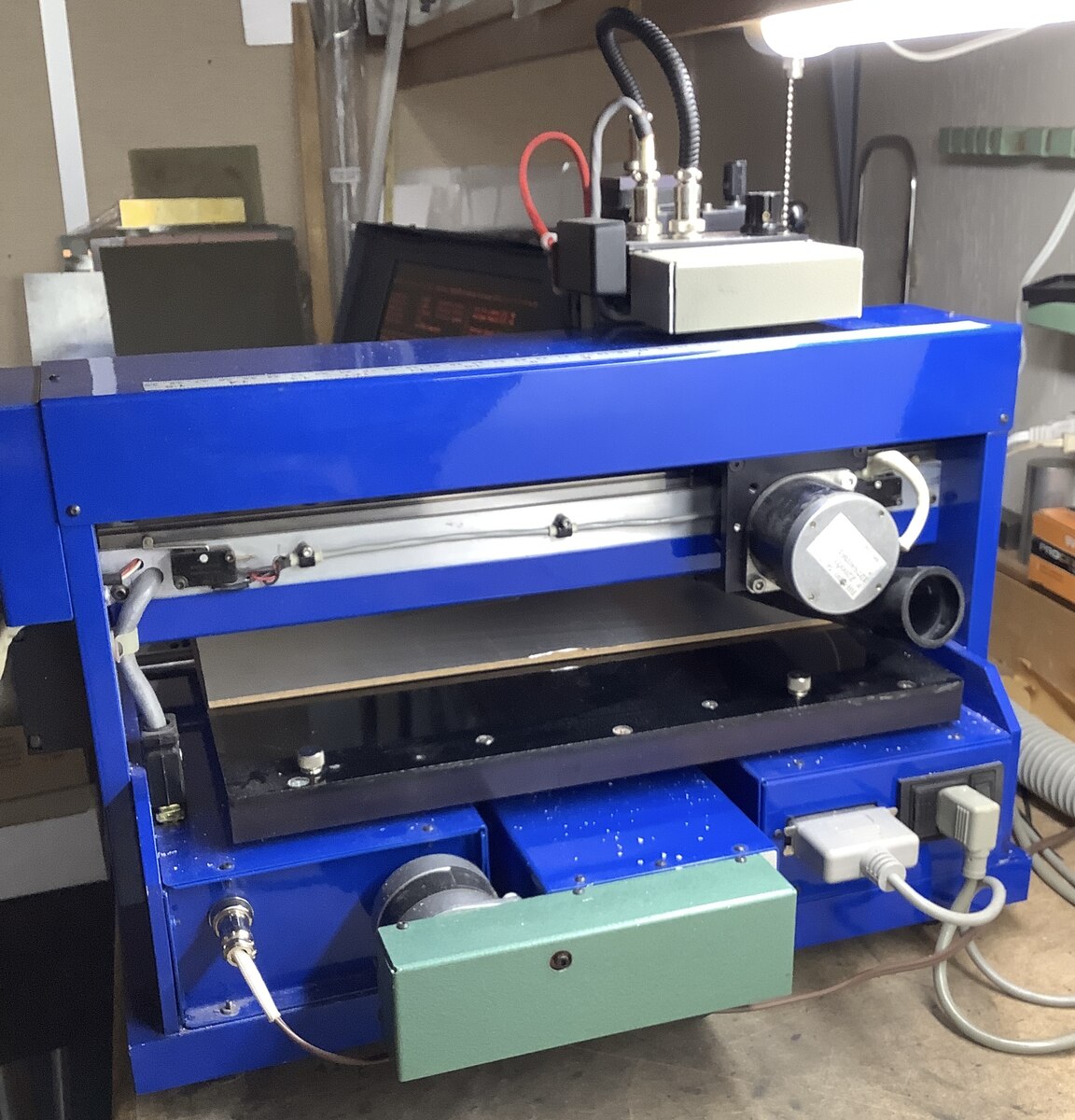

Hier sind die verlangten Bilder... Man kann die Höheneinstellung gut erkennen. Beim Isolationsfräsen verwende ich wie gezeigt den nackten Fuß. Beim Fräsen und Bohren stecke ich den PTFE Fuß auf um nicht in geroutete Löcher zu fallen. Löcher die größer als 1.6mm sind, fräse ich immer. Da muß man bei größeren Löchern aufpassen, daß man nicht in ein vorher gemachtes Loch hineinfällt und stecken bleibt. Mit kleineren Fräsern machte ich übrigens auch schon Modul 0.5-1 Zahnräder. Die Z-Achse Bewegung folgt einer Cosinus Kurve um sanftes Bohren zu ermöglichen und die Eintrittgeschwindigkeit einstellen zu können. Die Bohrgeschwindigkeit kann zwischen 30-120 Actuationen per s eingestellt werden. Das Cosinus Profil hat den Vorteil einer sanften Anfahrt und unterem Umkehrpunkt. Im normalen Betrieb hört sich die Achsenbewegung wie das zufriedene Schnurren einer Katze an. Es sind also keine Stöße zu hören und der Bohrer hat Zeit zum Span abheben. Einen Bohrer zu schnell durchzustoßen ist nicht empfehlenswert. . Der kleinste Bohrer den ich ohne zu Brechen ausprobiert hatte, wies einen DM von 0.2mm auf. Diese Portal-Maschine ist Baujahr 1995-6, also schon sehr betagt. Ungleich moderner Internet abhängigen und verdongelten Geräten spielt hier allerdings das Alter weniger eine Rolle:-) Die MSDOS SW stammt von IBC und ist für die LP Herstellung optimiert. Ich verwende die Maschine oft für die Anfertigung mechanischer Fein-Teile und Frontplatten Gravur und Schilder. Die Spindel ist bis auf den Motor kompletter Eigenbau mit gemessenem 0.0002" Rundlauf. Die maximale einstellbare Drehzahl ist um 60kRPM. Die Kugellager der Spindel sind aus Keramik. Metall-Kugellager fangen zum Flattern an wie ich mit einem Stroboskop verfolgen konnte und sind hier nicht geeignet. Der einstellbare BLDC Halleffekt Motor hat 500W Nennleistung. Die Geschwindigkeitssteuerung ist auf Basis von Drei-Brücken Treibern und einem Motorola Steuer-IC. Das Netzteil ist für 200W Dauerleistung ausgelegt. Die Schrittmotoren werden über eine 2:1 Zahnriemen an die doppelgängigen Acme Leitspindeln angekoppelt. Ich wählte diese Art der Kopplung um Leitspindel Resonanzen zu eliminieren. X/Y Schrittmotor Treiber sind auf Basis von Allegro 3977. Der Z-Achsenmotor auf Basis L297/8. Die Genauigkeit und Wiederholgenauigkeit der Führungen ist gemessene 0.00025". Die Maschine wiegt über 40kg. Die silberne Arbeitsfläche (Verbrauchsmaterial) besteht aus Alu kaschierten Sperrholz (Panzerholz) und hat den Zweck die Bohrer zu kühlen und den Arbeitstisch zu schützen. Leider ist es nicht mehr leicht zu bekommen. Seitdem kaschiere ich es mit Aluklebefolie selber. Das zu bearbeitende LP Material fixiere ich einfach auf allen vier Seiten mit Masking Tap. Das hat sich gut bewährt. Für doppelseitige LP werden dann später noch zwei Referenzlöcher gebohrt. Gerhard
Gerhard O. schrieb: > Die Maschine wiegt über 40kg Erstaunlich. Danke für die Fotos und detaillierte Beschreibung.
Moin, Hier gibt es ein paar gute Information zu CNC LP Herstellung: https://www.precisebits.com/products/carbidebits/scoreengrave.asp Da gibt es viele nützliche Hinweise. Haltet Euch von Chinesisch Billig Produkten fern, sofern nicht getestet. Ich hatte damit sehr schlechte Erfolge. Die teureren Werkzeuge funktionieren besser und halte ungleich länger. Gerhard
Frank G. schrieb: > Gerhard O. schrieb: >> Die Maschine wiegt über 40kg > Erstaunlich. > Danke für die Fotos und detaillierte Beschreibung. Danke für die Blumen. Was ist erstaunlich? Das Gewicht oder die Konstruktion?😊 Übrigens, da hat sich leider ein Fehler eingeschlichen. Ich meinte bei der Z-Achse 30-120 Aktuationen per Minute.
Moin, Um Missverständnissen vorzubeugen, noch ein paar Gedanken zum Thema Isolationsfräsen (IF). Finanziell lohnt sich IF nicht. Da ist kommerzielle Bordfabrikation unschlagbar. Das muß vorerst offen konstatiert werden. Lohnt es sich trotzdem da einzusteigen? Kommt darauf an. Hier ist eher der Weg das Ziel und Freude an solchen Konstruktionsprojekten. Wer die Zeit, Fähigkeiten und Werkstattmöglichkeiten hat, wird die Konstruktion und Bau so eines Systems faszinierend und befriedigend finden. Kosten sind auch nicht unbeträchtlich, da man in der Regel viele Werkzeuge und Spezialkomponenten zukaufen muß. Zugang zu einer guten Drehbank und Vertikalfräsmaschine ist wichtig. Es ist aber absolut toll so einer Maschine dann beim Arbeiten zuzusehen. Für den Bau einer solchen Maschine spricht, daß es heute Dank Internet viele nützliche Komponentenangebote gibt, die mir damals nicht zur Verfügung standen. Es war schwierig Spezialteile wie Leitspindeln, Kugelführungen u.ä. zu finden und bestellen zu können. Auch waren solche Sachen meist nicht sehr billig. Ich mußte z.B. eine 1.5m lange Leitspindel kaufen und dann bearbeiten. Auch das schwere Aluminium war nicht billig. Zahlreiche Werkzeuge mussten angeschafft werden. Wo hat also IF noch Sinn? Wenn man von der Herstellung von LP absieht, ist so eine Maschine auch zur Herstellung von Frontplatten durch Gravur einsetzbar. Man kann flache mechanische Teile anfertigen. Auch die Herstellung von Zahnrädern ist möglich. Durch Layering und Epoxidkleben kann man auch drei-dimensionale Objekte und Strukturen erzeugen. Auch bei der Konstruktion von komplizierten Frontplatten und Gehäuse ist so eine Maschine sehr zu empfehlen, weil alles zusammenpasst und es keine Abweichungen von Löchern gibt. Viele Prototypen lassen sich gut herstellen. Auch Gehäusekonstruktion sind möglich. Durch Kantenbrechen, Füllen kann man sehr ansprechend aussehende Schalengehäuse anfertigen. Auch bei der Herstellung von laminierten Frontplatten und Rückseiteplatten kann man die Ausparungen genau und Konturgerecht herstellen. Es gibt noch viele andere mögliche Einsatzgebiete. Mit entsprechendem Zusatz lassen sich z.B. Skalenknöpfe tangential gravieren. Laser Gravur und Schneiden ist möglich. Auch Schreib-Plotter a la HP7475A. Lohnt es sich Zugang zu so einer Maschine zu haben? Ganz gewiß. Zumindest für meine Person. Diese Frage muß allerdings jeder für sich beantworten. Für Leiterplatten Herstellung alleine lohnt es sich nicht wirklich. Es gibt aber Spezialfälle. For 20 Jahren entwickelte ich Mikrowellen Komponenten wie LNA, Image Reject Mixer, Filter, kontinuierliche Phasenschieber im 7-22GHz Bereich. Da verwendete ich die gleiche Maschine um LP auf ROGERS Spezialsubstraten herzustellen. Damals gab es China LP Inc. noch nicht und Kosten wären astronomisch gewesen. Da lohnte es sich LP Konturen auf diese Weise herzustellen. Ferner hat IF den Vorteil, daß es keine Unterätzung der Strukturen gibt und die Kupferkanten mit entsprechenden flachen Fräsern vertikal bleiben. Die Übereinstimmung mit dem Genesis CAD Program war beeindruckend. Ich hoffe, es ist nützlich gewisse Betrachtungen anzustellen. Isolationsfräsen oder nicht, dass ist halt die Frage😊 Gerhard
Michael B. schrieb: > Am besten Voronoi-Routen Das interessiert mich schon lange: Zum Isolationsfräsen ist ja das "Umfahren" einer Leiterbahn nicht unbedingt das beste. Wenn zwei Tracks eng nebeneinander liegen, wird der Spalt dazwischen doppelt gefahren. Statt dessen mache ich in manchen Fällen lieber "Potentialinseln". Nur das Verfahren ist aufwendig, ich zeichne Linien in einen eigenen Layer und erzeuge G-Code aus Flatcam per "follow-" Kommando. Dann fräst er nur einmal die Linie entlang. Insgesamt viel Arbeit, um etwas Fräszeit zu sparen. Kennt da jemand bessere Wege? Wie erzeuge ich Voronoi-Routen?
Maschine mit Werkzeugwechler? Je nach Isolationsbreite Werkzeug mit anderem Radius an der Spitze, keine Ahnung, ob CAM/Postprozessor das kann, wäre zumindest die einfachste Lösung, statt eine Leiterbahn mehrfach abzufahren.
Gunnar F. schrieb: > Das interessiert mich schon lange: > Wie erzeuge ich Voronoi-Routen? https://www.mediachance.com/electronics/voronoi.html
Michael B. schrieb: > Gunnar F. schrieb: >> Das interessiert mich schon lange: > Wie erzeuge ich Voronoi-Routen? > > https://www.mediachance.com/electronics/voronoi.html Danke Michael, die Seite habe ich bei meiner Recherche auch gefunden. Aber PhotoReactor kostet alleine 90€, für mich etwas viel für eine Nachbearbeitung.
Angehängte Dateien:
-

IMG_1542.jpeg
240 KB
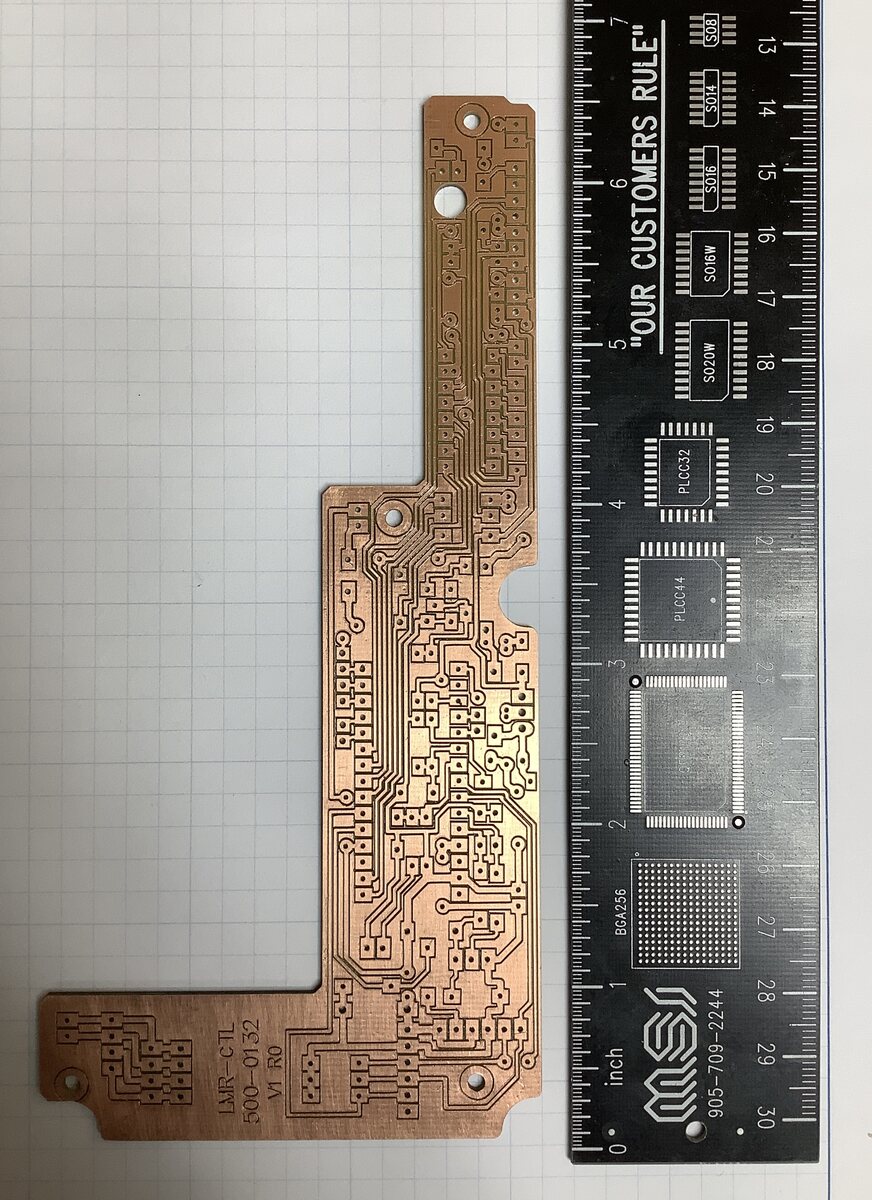
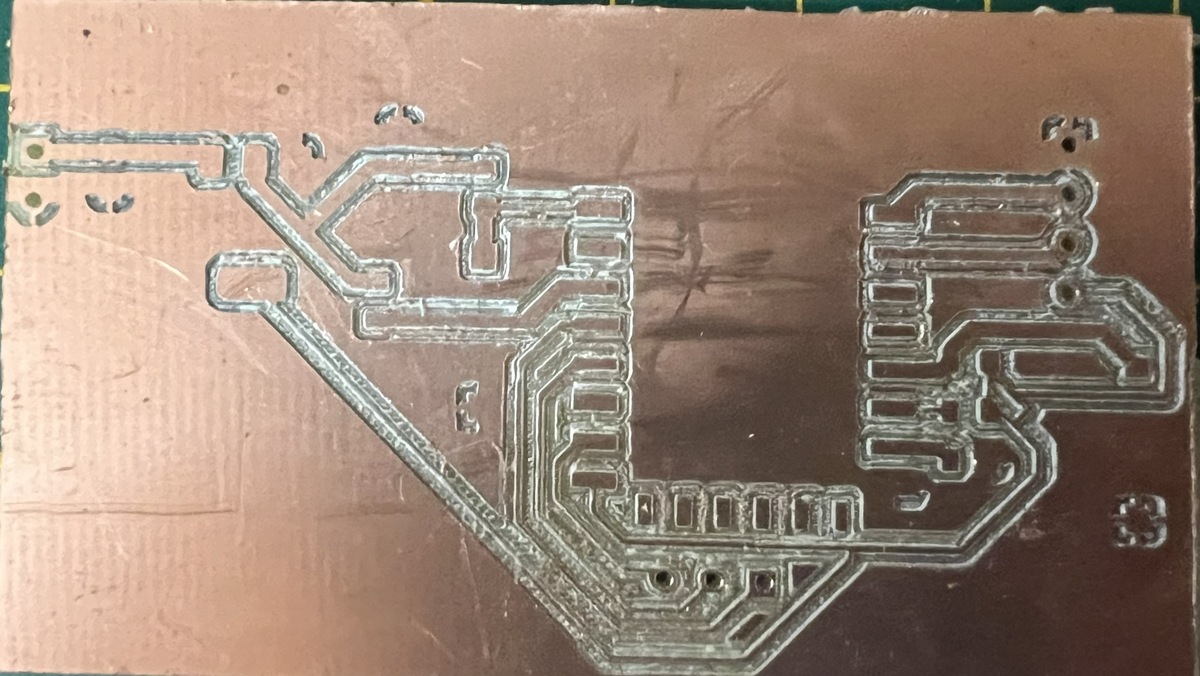
Moin, Falls von Interesse: Dieses W.E. machte ich die gezeigte LP. Isolationsabstand ist 0.016". Ich stellte die Eindringtiefe etwas zu schmal ein. Deshalb gab es an einigen Stellen sehr schmale Splitter die eigentlich nicht geplant waren. Die Lötseite wurde mit SK10 versiegelt. Bei solchen LP versuche ich grundsätzlich zum Zweck des leichteren Lötens die Lötaugen so groß wie möglich zu gestalten. Auch helfen viereckigen Formen beim Löten und verlangsamen die XY Steuerung nicht unnötig, wenn sonst bei runden Pfaden koordinierte XY Bewegungen gemacht werden müssten. Das Pr99SE CAD Design ist grundsätzlich zweiseitig mit genormt langen geraden Brücken anstatt Leiterbahnen auf der Oberseite. Wer THT nicht mag, muß halt wegsehen:-) Gerhard
Michael B. schrieb: > 6. Am besten Voronoi-Routen, fräst schneller, lässt maximal viel stehen, > taugt aber nicht für hohe (Netz)spannung. Wie erzeugst Du die?
http://flatcam.org/ Gerber, SVG, Excellon oder G-Code reinkippen, auswählen ob nur isoliert oder auch geräumt werden soll, Stichelparameter festlegen und los. Völlig unabhängig vom verwendetet CAD. Es beherrscht leider nicht die Erstellung einer heightmap. Man kann aber die Isolations-Fräskonturen wieder als G-Code exportieren und mit ESTLCAM fräsen, mit dem man vorher eine heightmap erstellt. Dann klappts auch ohne Tiefengravurregler mit feinen Strukturen. Ist aber sehr mühselig und dauert ewig. Ausräumen nur wenns nicht anders geht. Ist wie Lack beim Trocknen zusehen und mit jedem mm Fräsweg steigt die Gefahr das der Stichel bricht bevor die PCB fertig ist. Ich verwende Isolationsfräsen höchst selten. Genau gesagt einmal um auch das mal auszuprobieren. Ist auch kein Stück billiger als eine professionell gefertigte PCB. Bevor ich mich als Fräsenjockey in der FR4 Zerspanung betätige bestell ich mit 100fach bessere Quali einfach bei Aisler für weniger € als ein paar anständige Stichel + Basismaterial kosten.
Nanu? Falscher Michael oder falsches CAM? Im "Manual" von FlatCam finde ich nichts zu Voronoi Pattern.
Walter T. schrieb: > Im "Manual" von FlatCam finde > ich nichts zu Voronoi Pattern. Einfaches Isolationsfräsen ohne ausräumen. Es werden die Konturen abgefahren. Was mehr sollte ein Voronoi Pattern Deiner Meinung nach machen?
Ich fragte spezifisch nach einem brauchbaren CAM mit Voronoi-Pattern. Die Idee dahinter ist es, aus den Leiterbahnzügen mit den Gleichungen, mit denen Kristallwachstum beschrieben wird, Material aufwachsen zu lassen, um Trennlinien lokal minimaler Länge zu erzielen. Als die Idee damals aufkam, habe ich das mal rudimentär in Matlab probiert, aber daraus ein echtes CAM zu programmieren fehlte mir damals die Motivation. Aber wenn es das in fertig gäbe, wäre es noch einmal einen Versuch wert.
Walter T. schrieb: > Ich fragte spezifisch nach einem brauchbaren CAM mit Voronoi-Pattern. visolate http://publications.csail.mit.edu/abstracts/abstracts05/rus/rus.html https://github.com/Traumflug/Visolate
Michael schrieb: > Es beherrscht leider nicht die Erstellung einer heightmap. Candle kann das: https://github.com/Denvi/Candle
Gunnar F. schrieb: > Candle kann das: ESTLCAM auch. Nur keines davon kann Gerber zu Isolationsfräsen umrechnen. Das wiederum kann Flatcam.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.