Guten Abend, ich habe soeben erfolgreich meine ersten kleinen Platinen belichtet und geätzt. Jetzt geht es ums Bohren. Ich habe einen handgeführten Proxxon Micromot 60/E mit einem kleinen (>1mm) HSS Bohrer versucht und das ging erst mal aber 20 Löchern wurde der Bohrer ziemlich schnell stumpf. Und Bohrungen die enge beieinander liegen oder die kleine Kupferumrandungen haben sind "von Hand" und mit freiem Auge sehr schwer genau zu bohren. Soweit alles klar, keine Überraschungen. Damals in der Ausbildung hatten wir ein tolles Platinenbohrsystem wo man von oben auf die zu bohrende Platine sehen konnte um sie mit einer Kamera mit "Fadenkreuz-Overlay" korrekt zu positionieren. Dann habt man mit einem Pedal den Bohrer aktiviert der von unten die Platine gebohrt hat. Ich habe online so etwas gesucht aber nur das Variodrill System von Bungard gefunden: https://shop.bungard.de/index.php/de/zubehoer/bungard-printbohrsystem-variodrill-detail Sonst habe ich nur einige Selbstbauprojekte gefunden. Auch eine Suche auf ebay hat nichts gebracht. Selbstbau traue ich mir nicht zu da meine mechanischen Fertigungsfähigkeiten nicht so toll sind. Meine Frage: Ist das Variodrill System das einzige auf dem Markt? (Das würde den Preis erklären: keine Konkurrenz & Nischenprodukt = 2600€) Gibt es da noch andere Produkte auf dem Markt? Oder hat vielleicht hier jemand so ein ähnliches System das den Besitzer wechseln möchte? Bitte keine Grundsatzdiskussionen zu dem Thema. Ja, selbst Platinen zu fertigen ist vielleicht nicht so effizient, günstig oder gut (Lötstopplack, Bestückungsdruck, mehrlaging) wie extern fertigen zu lassen, aber es ist viel schneller. Und das ist mir sehr wichtig. Denn wenn ich wochenlang auf Platinen warten muss dann fange ich in der Zwischenzeit wieder was anderes an und schlussendlich wird nichts wirklich fertig. So kann ich vom Testaufbau auf dem Steckbrett bis hin zur fertigen Platinen alles selbst und nach meinem Zeitplan machen. Und die meisten meiner Boards sind maximal zweilaging und bedrahtet, mit höchstens einer Hand voll SMD Teile pro Platine. Aber auch wenn man alles mit SMD bestückt, Stecker und Buchsen in SMD traue ich persönlich nicht, also führt kein Weg um das Bohren herum, auch wenn es nur für ein paar Stiftleisten oder Klemmen ist ...
Fehler 1: Handgeführt Fehler 2: HSS anstatt HM Beseitige diese, dann ist es kein Problem mehr.
Andre G. schrieb: > Meine Frage: > Ist das Variodrill System das einzige auf dem Markt? > ( Wahrscheinlich: das letzte. Ewiggestrige halt. Andere Leute nutzen heute CNC https://m.vevor.de/holzstichmaschine-c_11142/cnc-fraesmaschine-3018-pro-mit-offline-controller-8000u-min-pc-graviermaschine-p_010225409807
Kann man selber bauen, nur anderst herum. Kamera mit Fadenkreuz von unten und von oben bohren.
Crazy Harry schrieb: > Kann man selber bauen, nur anderst herum. Kamera mit Fadenkreuz > von > unten und von oben bohren. Dann könnte man eine fertige Standbohrmaschine verwenden. Aber wie hält man den Staub von der Linse fern? Druckluft und Absaugung und/oder eine Plexiglasplatte zwischen Kameralinse und Platine? Einen kleinen "Spalt" zwischen Platine und Bodeplatte muss es ja geben damit der Bohrer nicht in die Kamera bohrt. Diesen Spalt dann von der einen Seite mit Druckluft durchströmen lassen die den Staub zu einer Absaugung bläst. Danke für die Idee, das könnte mit Selbstbau etwas werden ...
Oder mit der CNC erst bohren und dann deckungsgleich belichten.
Michael B. schrieb: > Andere Leute nutzen heute CNC > > https://m.vevor.de/holzstichmaschine-c_11142/cnc-fraesmaschine-3018-pro-mit-offline-controller-8000u-min-pc-graviermaschine-p_010225409807 Wow, dass billige CNCs mittlerweile so billig sein können überrascht mich. Aber mein 3D Drucker hat ja auch nicht viel mehr gekostet ... Reichen 10.000 U/min für die Hartmetallbohrer? CNC ist vielleicht doch eine Überlegung wert ...
Die Proxxon ist schon ok, hab ich solange ich noch selber geätzt habe auch benutzt. Hartmetallbohrer sind Pflicht und nicht mehr teuer. FR4 enthält halt Glas, das ist glashart (BadPunAlert) und frisst HSS zum Frühstück. Und der einfache Proxxon Bohrständer ist schon Gold wert. Handgeführt bricht man HM Bohrer einfach zu schnell ab. hase
Andre G. schrieb: > Dann könnte man eine fertige Standbohrmaschine verwenden. > Aber wie hält man den Staub von der Linse fern? > Druckluft und Absaugung und/oder eine Plexiglasplatte zwischen > Kameralinse und Platine? Umlenkspiegel unter dem Bohrtisch, Kamera sieht von der Seite auf den Spiegel. Spiegel mit Luftstrom von herabrieselndem Bohrstaub freiblasen. Bei ausreichend langer Brennweite des verwendeten Objektivs kann die Kamera auch recht weit vom Spiegel angeordnet werden, und dieser auch ausreichend weit unter dem Bohrtisch, daß der Bohrer den Spiegel nicht erreichen kann.
Danke für alle schnellen und hilfreichen Antworten! Konkret als zwei Optionen für mich: Günstige CNC oder Kamera unter Bohrständer Ich werde mal eine Nacht drüber schlafen und mir das morgen nochmal anschauen.
Obwohl ich früher auch Platinen selbst gemacht habe, ordere ich die jetzt bei JLCPCB. Vorteile: kein Gepansche mit Chemie, Durchkontaktierung möglich, billiger als Selbstgemacht, wenn ich mal zwei brauche, nehme ich die aus der 5er-Packung. Und die 8 Tage Lieferzeit kann ich auch verschmerzen.
Helmut -. schrieb: > Obwohl ich früher auch Platinen selbst gemacht habe, ordere ich > die > jetzt bei JLCPCB. Vorteile: kein Gepansche mit Chemie, > Durchkontaktierung möglich, billiger als Selbstgemacht, wenn ich mal > zwei brauche, nehme ich die aus der 5er-Packung. Und die 8 Tage > Lieferzeit kann ich auch verschmerzen. Schon irgendwie komisch. Ich habe bisher immer bei AISLER in fertigen lassen, was ja viel näher ist, also würde man auch meinen dass der Versand schneller ist. Trotzdem warte ich da immer zwei Wochen ... (Versand nach Österreich) Vielleicht sollte ich einfach auch bei JLC fertigen lassen. (Was sicher passieren wird da man ab und zu mal etwas "kompakteres" oder komplexeres braucht das die eigenen Fertigungstechniken übersteigt)
Andre G. schrieb: > Reichen 10.000 U/min für die Hartmetallbohrer? Natürlich. Du musst ja nicht industrielle Bohrraten erreichen. Blöder ist, dass ein Werkzeugeechsler fehlt, und umrüsten ist muhsam. Ich bohre alles mit 0.8 und bohre die paar grösseren Löcher dann per Hand auf. Man könnte sich auch mehrere CNC mit jeweils einem eingespannten Bohrer hinstellen.
Michael B. schrieb: > Blöder ist, dass ein Werkzeugeechsler fehlt, und umrüsten ist muhsam. > > Ich bohre alles mit 0.8 und bohre die paar grösseren Löcher dann per > Hand auf. Werde ich wahrscheinlich auch so machen. Wenn man ein "Führungsloch" hat kann man ja sehr gut handgeführt aufbohren.
Hartmut S. schrieb: > Die Proxxon ist schon ok, hab ich solange ich noch selber geätzt habe > auch benutzt. Ich benutze immer noch ein 230V Gerät von Proxxon. U.a. eben zum Bohren von selbstgeätzten Platinen. > Hartmetallbohrer sind Pflicht und nicht mehr teuer. > Und der einfache Proxxon Bohrständer ist schon Gold wert. ACK. Der Proxxon Bohrständer hat ja schon ein Loch in der Auflagefläche, in das der Bohrer abtaucht. Ich habe da eine grüne LED reingesetzt, um die Platine von unten zu "durchleuchten". In Verbindung mit Drillguides sieht man dann die Zielposition der Bohrerspitze hinreichend genau. Besser als mit Auflicht jedenfalls.
Eine Precidrill wäre das Richtige. Bsp. https://www.allbids.com.au/c/office-business/scientific-instruments/precidrill-precision-drill-made-in-switzerland-1013535
Angehängte Dateien:
-

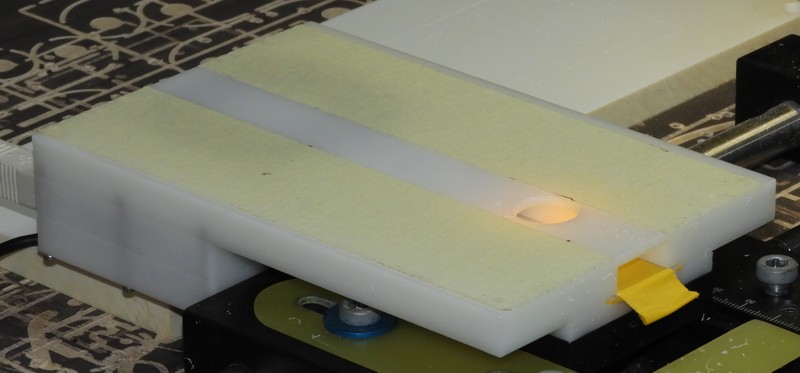
proxlight.jpg
430 KB
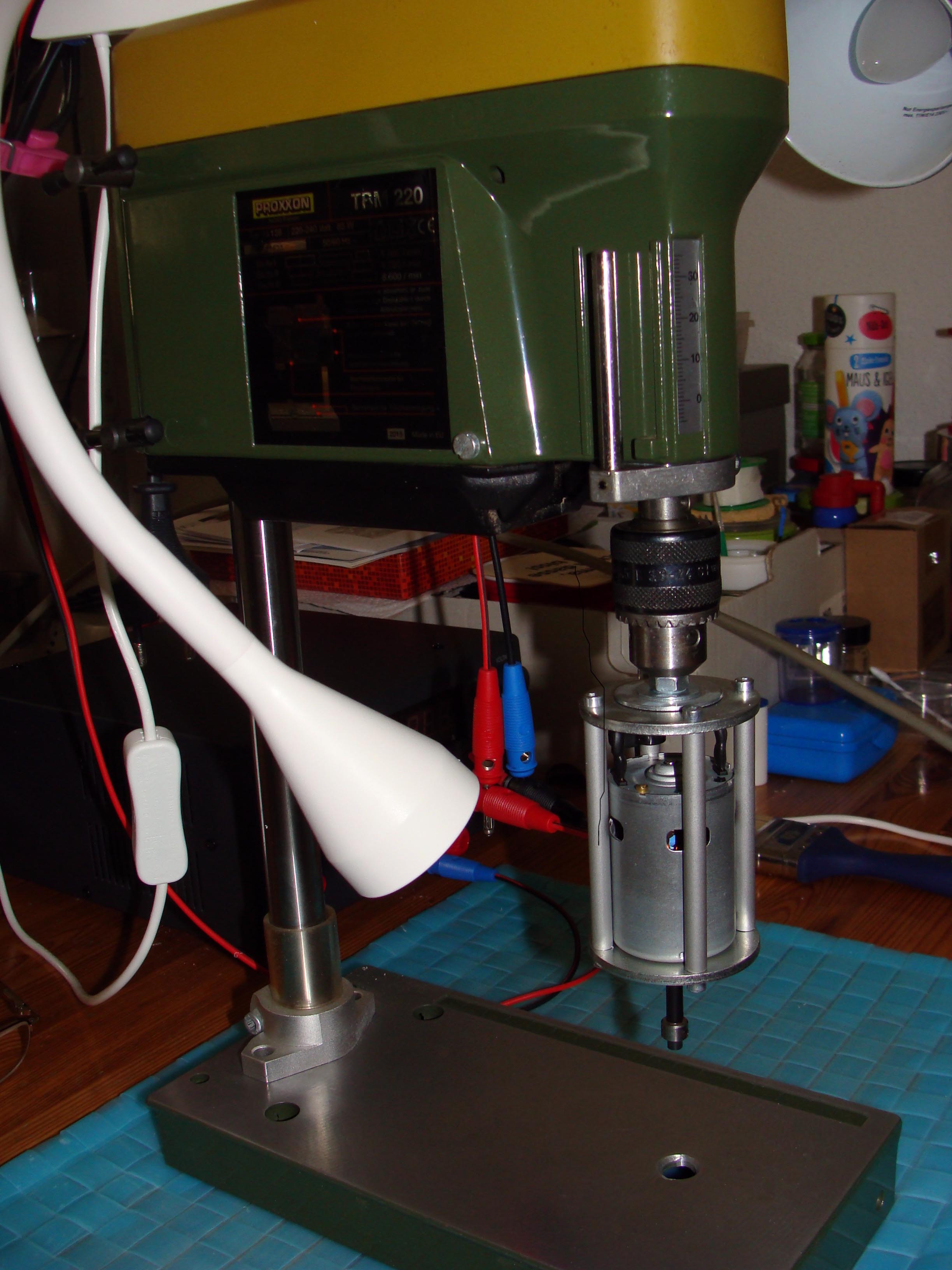
Was sehr hilft ist eine schattenfreie Beleuchtung von allen Seiten. Ich verwende als Bohrstaender den BFB2000 von Proxxon und hab mir da obige PLatine drunter geschraubt. Dann leuchten sechs moderne LEDs aus allen Richtungen und man sieht sofort erheblich besser weil der uebliche Schatten vom Bohrer wegfaellt. Andere Loesung: Oben wurde ja schonmal die 3018 angesprochen. Das teil ist ein laecherlicher Witz und keine Fraesmaschine! Aber zum bohren von Platinen reicht es vielleicht gerade so. Man braucht dann noch ein kleines Hilfsprogramm um die Daten aufzuarbeiten: Beitrag "DrillOMat 3D-Drucker als Platinenbohrmaschine" Allerdings denke ich mittlerweile das es den Aufwand nicht mehr lohnt. Wegen SMD hat man immer weniger Loecher in der Platine und die kann man fuer ein Einzelstueck dann einfacher von Hand bohren. Und wenn ich mehr brauche dann bestell auch ich bei JLCPCB. Vanye
Hallo Andre G. Andre G. schrieb: >> Ich bohre alles mit 0.8 und bohre die paar grösseren Löcher dann per >> Hand auf. > > Werde ich wahrscheinlich auch so machen. > Wenn man ein "Führungsloch" hat kann man ja sehr gut handgeführt > aufbohren. Du ahnst nicht, wie spröde HM ist und wie leicht es bricht. ;O) Mit freundlichem Gruß: Bernd Wiebus alias dl1eic http://www.l02.de
Vanye R. schrieb: > die 3018 angesprochen. Das teil > ist ein laecherlicher Witz und keine Fraesmaschine! Lass mal die Kirche im Dorf. Ich habe die größere Variante 6040 und kann damit sehr wohl Alu, Holz, Kunststoff und Keramik bearbeiten, PCBs fräsen und Bohren. Selbstverständlich mit den passenden Werkzeugen und Vorschüben. Dann gehen eben nur 0,5mm im Schleichgang mit einem 4mm Fräser. Skandalös das der Fräser dann vorzeitig verschleißt, was mir aber leider völlig schnuppe ist. Es ist natürlich auch wirklich empörend das die 1K€ China Maschine nicht mit einem 100K€ Bearbeitungszentrum zu vergleichend ist.
Andre G. schrieb: > Aber wie hält man den Staub von der Linse fern? Hier ist eine Logitech WebCam eingebaut, deren Fokus manuell verstellt wurde. Zusätzlich eine LED-Beleuchtung und ein Lüfter ;-) Von vorne ist ein Objektträger (für Mikroskopie) eingeschoben, damit der Staub nicht auf die Linse fällt. Das Videobild wird auf einem Android-Tablet dargestellt und dafür gibt es passend Fadenkreuzapps.
Andre G. schrieb: > Crazy Harry schrieb: >> Kann man selber bauen, nur anderst herum. Kamera mit Fadenkreuz >> von >> unten und von oben bohren. > > Dann könnte man eine fertige Standbohrmaschine verwenden. > Aber wie hält man den Staub von der Linse fern? > Druckluft und Absaugung und/oder eine Plexiglasplatte zwischen > Kameralinse und Platine? Nicht so kompliziert! Die Kamera kann auch von schräg oben auf die Platine schauen. Wenn man mit verschiedenen Platinenstärken arbeitet, muss man die Fadenkreuzposition im Kamerabild einmal für jede Stärke kalibrieren, indem man ein Abfallstück erst leicht anbohrt und dann das Fadenkreuz an die entsprechenden Stelle schiebt.
Wenn man das PAD "mit Loch" ätzt, dann zieht sich der Bohrer - so man denn einen Bohrmaschinenständer (in dem Fall Proxxon) verwendet - etwas in das gewünschte Loch hinein, wenn man die Platine nicht gerade festklemmt. Ich habe solche feinen Arbeiten immer mit einer Lesebrille mit höherer Sehstärke gemacht - reicht aus ist aber nicht besonders gut für die Augen :-/. Lupenleuchte kann man vergessen, ist zu unhandlich. Von Hand mit HM geht nicht ohne großen Ausschuss (an Bohrern) ...
> Du ahnst nicht, wie spröde HM ist und wie leicht es bricht. ;O) Was viele nicht ahnen, selbst kleine 0.6mm Bohrer haben eine erstaunliche Zugkraft nach oben. Man muss die Platine SEHR gut festhalten sonst zieht der Bohrer hoch und man braucht einen neuen. Da waere dann eine Maschine die von unten bohrt sicher im Vorteil. > Lass mal die Kirche im Dorf. > Ich habe die größere Variante 6040 und kann damit sehr wohl Alu, Holz, > Kunststoff und Keramik bearbeiten, PCBs fräsen und Bohren. Was ist das denn fuer eine dumme Aussage? Du hast das groessere Modell und deshalb ist das kleinere gut? Ich kann bei der kleinen problemlos mit dem Finger ohne mich anzustrengen die Spindel um 5mm zur Seite druecken weil das so wabbeliges Plastik ist. Das IST keine Fraese und deshalb verkauft der Hersteller das auch selbst schon nur als GRaviermaschine! Vanye
Vanye R. schrieb: > Das IST keine Fraese und > deshalb verkauft der Hersteller das auch selbst schon nur als > GRaviermaschine! Aber sie kann bohren. Und Isoationsfräsen.
ich nutze eine kleine aber extrem stabile China CNC die umgebaut wurde auf ESTLCAM mit Handradcontroler. Das ermöglicht auch passgenaues Koordinatenbohren, einfach mit dem Handrad. oder eben vom Programm. Man kann so ein Minimalmengenkühlschmiersystem anbauen ( ca 15,-) , wenn die Beimengung zugedreht ist pustet es nur mit Luft. (Druckluft erforderlich) Wer das auf Sicht machen möchte istalliert sich einen Halter für ein TOMLOV Lötmikroskop, 7 Zoll ist prima. Die komplette Baustelle kommt auf knapp 1k€ mit der Stahl-Maschine für 320x200mm
Andre G. schrieb: > Druckluft und Absaugung und/oder eine Plexiglasplatte zwischen > Kameralinse und Platine? Du brauchst zwischen (Hauptebene der) Kameralinse und Platine einen Abstand der zumindest größer als die Brennweite ist - Grundlagen der Optik. Martin M. schrieb: > Das ermöglicht auch passgenaues Koordinatenbohren, einfach mit dem > Handrad. oder eben vom Programm. Eben, warum mit dem Handrad rumfummeln, wenn man die Koordinaten sowieso in digitaler Form vorliegen hat. Oder handelt es sich um von Hand in Paint gezeichnete Leiterplatten ;-) ?
Entschuldigung dass ich mich gestern nicht mehr gemeldet habe, ich hatte zu tun ... Ich habe die weiter oben genannte VEVOR CNC "Fräse" bestellt und eine 10er Packung 0,8mm Hartmetallbohrer von Reichelt. (https://www.reichelt.at/at/de/shop/produkt/10er-set_hartmetallbohrer_0_8mm-33810) Ja, dass die Fräse um das Geld nicht wirklich erstklassig ist habe ich mir schon gedacht, aber ich werde das Gerät wirklich ausschließlich zum Bohren von Platinen verwenden. Danke auch für die Erwähnung der benötigten Software um die Bohrdaten in G-Code umzuwandeln.
Andre G. schrieb: > Oder hat vielleicht hier jemand so ein ähnliches System das den Besitzer > wechseln möchte? hier gibt es eine mit Kamera: https://www.ebay.de/itm/134574628917 mit Glück gibt's auch mal was günstiges. Hier ein älteres beendetes Angebot mit Optik: https://www.proventura.de/metallbearbeitung/leiterplattenbohrmaschine-brunnerwueest-ag--id-94022-item.html
Hallo Vanye R. Vanye R. schrieb: >> Du ahnst nicht, wie spröde HM ist und wie leicht es bricht. ;O) > > Was viele nicht ahnen, selbst kleine 0.6mm Bohrer haben eine > erstaunliche Zugkraft nach oben. Man muss die Platine SEHR gut > festhalten sonst zieht der Bohrer hoch und man braucht einen neuen. Richtig. Darum verwende ich ja auch gerne Speerbohrer und keine irgendwie gewendelten. > Da waere dann eine Maschine die von unten bohrt sicher im Vorteil. Dann zieht der Bohrer halt nach unten und das Problem ist das gleiche. Mit freundlichem Gruß: Bernd Wiebus alias dl1eic http://www.l02.de
> Darum verwende ich ja auch gerne Speerbohrer und keine > irgendwie gewendelten. Naja, die machen aber keine so schoenen Loecher. Das Auge loetet ja auch mit. > Dann zieht der Bohrer halt nach unten und das Problem ist das gleiche. Und? Die Platine liegt ja dann auf der Auflage auf. Vanye
Hallo Vanye R. Vanye R. schrieb: >> Darum verwende ich ja auch gerne Speerbohrer und keine >> irgendwie gewendelten. > Naja, die machen aber keine so schoenen Loecher. Das Auge loetet ja auch > mit. Die Löcher werden genauso rund wie die mit gewendelten Bohrern. Die Wendelung ist dazu da, um Späne/Bohrmehl aus dem Bohrloch zu entfernen, damit der Bohrer nicht klemmt. Das ist aber bei Platinen und Löchern mit Durchmesser 0,8mm und mehr nur ein halbes Problem. >> Dann zieht der Bohrer halt nach unten und das Problem ist das gleiche. > > Und? Die Platine liegt ja dann auf der Auflage auf. Nein. Du musst die Platine nun von oben abstützen, weil der Bohrer von unten mit seinem Axialdruck (sonst bohrt er nicht) die Platine sonst wegheben würde. Da kannst Du besser von oben Bohren und die Platine besser befestigen. Das wird weniger umständlich. ;O) Das Umschlagen des Druckes durch den Bohrer in eine Zugkraft passiert durch die Wendelung und Reibung derselben im Bohrloch. Dann bist Du aber schon sehr weit in der Platine oder sogar durch. Mit freundlichem Gruß: Bernd Wiebus alias dl1eic http://www.l02.de
> Die Löcher werden genauso rund wie die mit gewendelten Bohrern.
Aber du boerdelst immer das Kupfer auf der Austrittsseite auf.
Ich hab selbst schon mit so Bohrern gearbeitet. Es geht natuerlich!
Aber schoen ist anders.
Vanye
Vanye R. schrieb: > Ich kann bei der kleinen Es gibt nicht DIE China Fräse. Wer etwas aus wabbeligen Plastik kauft, ist selber schuld! Die gewöhnliche China Fräse ist aus Alu Stranggussprofilen. Gleitlager oder Kugel, Trapezgewinde oder Kugelumlauf. In welchselnder Qualität aber im allgemeinen mit ein wenig Liebe in den Griff zu bekommen und bei artgerechter Behandlung sehr brauchbar. Als reine PCB Bohrmaschine kann man noch das wabbeligste Käsefräsenmodell nehmen. Nichts ist noch ungenauer als die zittrige Hand des Bastlers der auf seiner Proxon herumgurkt. Was ich garnicht leiden kann: Für einen lächerlichen Betrag eine China Fräse vom billigsten Anbieter kaufen und sich dann aufregen das das Ding keine Heidenhain oder Fanuc ist. Nee, ist es nicht. Es ist eine Billo CNC für Holz, mit der man Alu machen kann, wenn man sich zusammenreißt und mit holperigen Ergebnissen lebt.
Bernd W. schrieb: > Dann zieht der Bohrer halt nach unten und das Problem ist das gleiche. Nur, wenn man ohne Bohrtisch bohrt.
> Nur, wenn man ohne Bohrtisch bohrt.
Puh...ich dachte schon es wuerde an mir liegen. :-D
Vanye
Andre G. schrieb: > So kann ich vom Testaufbau auf dem Steckbrett bis hin zur fertigen > Platinen alles selbst und nach meinem Zeitplan machen. Ja naja solange bis du es nicht kannst. z.B. das Bohren.
Cyblord -. schrieb: > Ja naja solange bis du es nicht kannst. z.B. das Bohren. Nur ein Julian Lange kann das richtig...
Ich habe früher lange Jahre mit Zahnarztrundfräsern 0.8mm im Ständer gebohrt. Geht recht gut mit den HSS-Dingern. Brechen nicht so leicht ab, allerdings sind sie nach 500 Löchern stumpf. Aber dafür kosten sie wenig und sind bei jedem Dentallabor-Ausstatter in jeder größeren Stadt zu haben. Hab gerade gesehen, Meisinger.de hat auch einen Onlineshop.
Erwin R. schrieb: > Cyblord -. schrieb: >> Ja naja solange bis du es nicht kannst. z.B. das Bohren. > > Nur ein Julian Lange kann das richtig... Kenn ich nicht, aber es spielt keine Rolle wer das sonst noch kann. Der TE hat Probleme damit und gerade das Bohren IST ein großes Problem bei den PCBs. Dann kommen noch Multilayer und Vias. Deshalb würde ich mir das auch nicht mehr antun. Daher eben Unsinn zu behaupten man KANN dann eben einfach mal schnell und jederzeit Platinen machen, wenn man es offensichtlich doch nicht kann.
> Ich habe früher lange Jahre mit...
Ja, frueher! Heute hat sogar Lidl ab und an VH Bohrer! Ich hab mich
schon gefragt wer die alle kauft. Ich kann gar nicht glauben das es im
Umkreis um jeden Lidl zehn Selberaetzer gibt...
Vanye
Hallo Harald. Harald K. schrieb: >> Dann zieht der Bohrer halt nach unten und das Problem ist das gleiche. > > Nur, wenn man ohne Bohrtisch bohrt. Dann hättest Du das Problem beim Bohren von oben aber auch nicht. ;O) Du müsstest die Platine dann von unten gegen den Bohrtisch halten....das ist nur geringfügig umständlicher als die Platine von oben auf den Bohrtisch zu drücken, damit sie nicht abhebt wenn Du von unten bohrst. ;O) Wenn Du das aber sowieso musst, kannst Du auch gleich von oben Bohren..... Egal wie, Du musst das Werkstück zum Bearbeiten ausreichend gut befestigen. Mit freundlichem Gruß: Bernd Wiebus alias dl1eic http://www.l02.de
Angehängte Dateien:
-

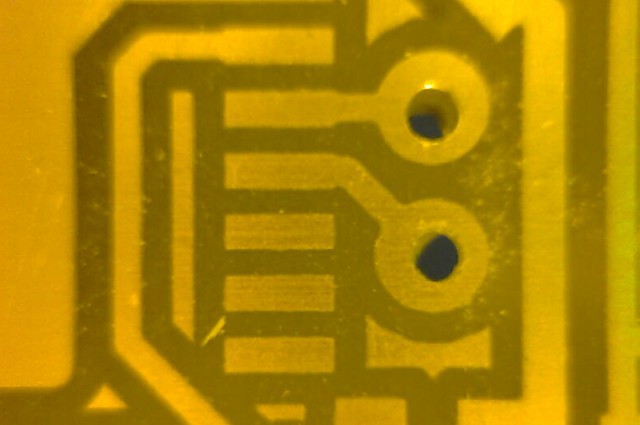
LP.JPG
230 KB -

kleine_Hand-Bohrmaschine.JPG
230 KB
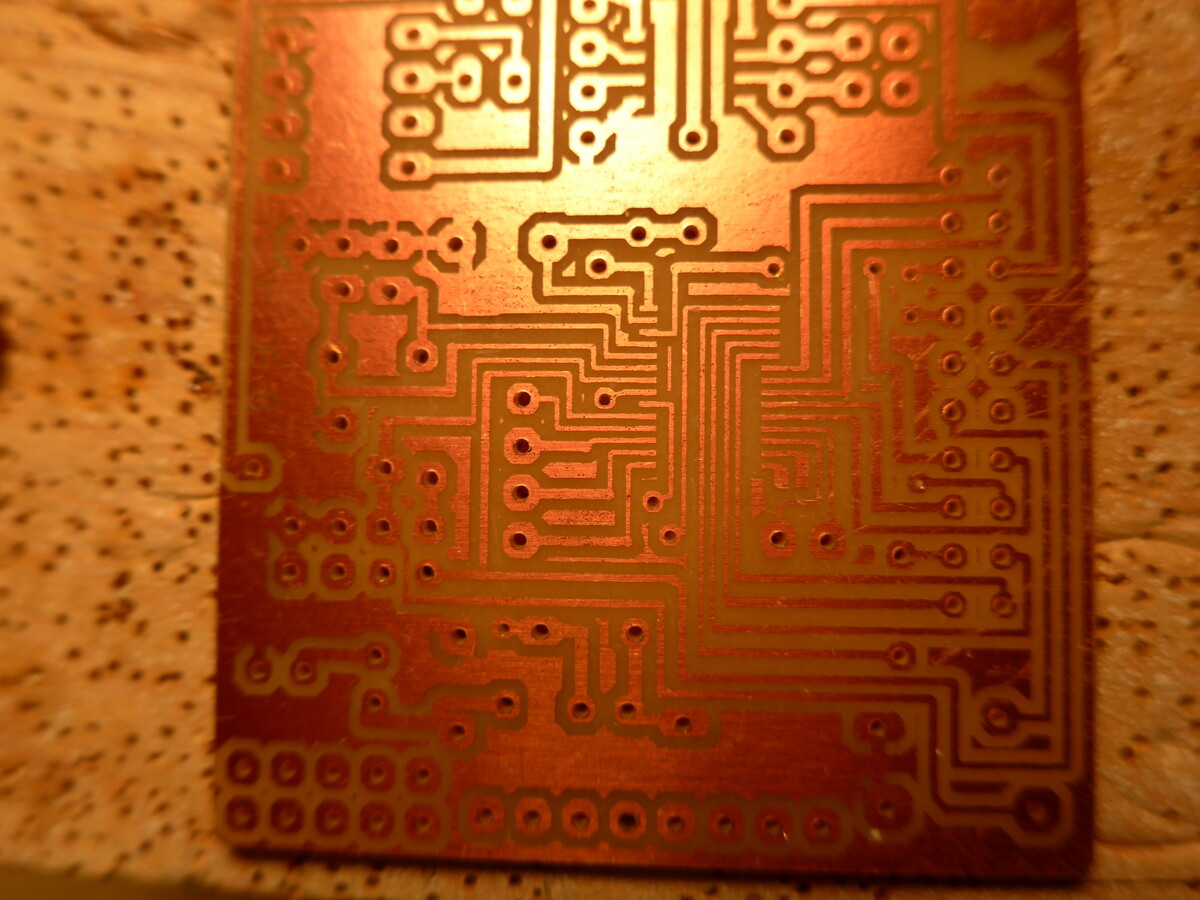

Michael B. schrieb: > Andere Leute nutzen heute CNC > > https://m.vevor.de/holzstichmaschine-c_11142/cnc-fraesmaschine-3018-pro-mit-offline-controller-8000u-min-pc-graviermaschine-p_010225409807 Welche Leute sollen das sein, die unbedingt solch eine Maschine brauchen? Andre G. schrieb: > ich habe soeben erfolgreich meine ersten kleinen Platinen belichtet und > geätzt. > Jetzt geht es ums Bohren. > Und Bohrungen die enge beieinander liegen oder die kleine > Kupferumrandungen haben sind "von Hand" und mit freiem Auge sehr schwer > genau zu bohren. Es geht hier also um eine kleine selbst geätzte Leiterplatte, wo die Lötaugen eine Bohrung von ca. 0,5mm erhalten sollen. Dazu reicht m.E. auch eine einfache kleine Hand-Mini-Bohrmaschine. Siehe: z.B. angehängte Bilder Diese kleine Maschine funktioniert bei mir nun schon Jahrzehnte. Sie wird einfach nur von Hand geführt. (allerdings brauchte ich jetzt in den letzen Jahren eine Brille, um das Lötauge sicher treffen zu können. Ankörnen ist nicht notwendig, da die geätzte Lötaugenmitte die Führung des Bohrers übernimmt.)
Wolle G. schrieb: > Dazu reicht Ja früher, als ich noch besser gesehen hab, konnte ich mich auch 2m von der Bohrmaschine weg setzen oder hab ich Löcher mitm Luftgewehr gemacht 😁. Heute seh ich, und vielleicht auch der TO, nicht mehr so gut.
Wolle G. schrieb: > Dazu reicht m.E. auch eine einfache kleine Hand-Mini-Bohrmaschine. > Siehe: z.B. angehängte Bilder Bei Pertiknax reicht die.
H. H. schrieb: > Wolle G. schrieb: >> Dazu reicht m.E. auch eine einfache kleine Hand-Mini-Bohrmaschine. >> Siehe: z.B. angehängte Bilder > > Bei Pertiknax reicht die. Die kleine Hand-Mini-Bohrmaschine ist nicht nur bei Pertinax brauchbar. Funktioniert genauso gut bei Epoxydharz-Platten. Auf Grund des Glasfaseranteils sollte allerdings hartes Bohrermaterial verwendet werden.
Wolle G. schrieb: > Dazu reicht m.E. auch eine einfache kleine Hand-Mini-Bohrmaschine. > Siehe: z.B. angehängte Bilder Kommt halt drauf an wofür man sich bestrafen will.
"Früher" - vor über 30 Jahren - hatte ich so eine kleine Proxxon Diese bekam hinten eine Aufhängung spendiert, an der Decke hin ein Balancer senkrechte Löcher waren so kein Problem, man konnte die Maschine mit 2 Fingern führen Würde ich auch heute - falls ich Platinen selber machen wollte - wieder so machen
Die tbm200 von Proxxon hab ich schon 30 Jahre, läuft einwandfrei rund. Auch Hartmetall Bohrer bis so 0,2mm sind machbar. Ab und zu bricht einer ab. Nutze ich immer weniger wegen SMD.
Servus, ich habe die Bungard vor ein paar Jahren günstig bekommen. Ich kenne das Teil noch aus der Ausbildung und habe eine gefühlte Ewigkeit mit einer ISEL gebohrt. Wird im Alter wegen der schlechter werdenden Augen halt immer mühseliger: schlechtes fokusieren, Tiefenschärfe lässt nach (Brille nicht sonderlich hilfreich) und das händische Bewegen des Pinolenhebels ist bei vielen Bohrungen grauslich. Also musste eine alternative Lösung her. mein kleines Pflichtenheftchen beinhaltete folgendes: leistungsstarker aber dennoch leiser Motor, Drehzahl min 10.000, Spannzange (1/8", ggf 3mm), automatischer Vorschub, Elektrische Auslösung der Vorschubs, Monitor oder Lupe, Bohren von unten, Bohrstaubabsaugung. Meine Recherche im Netz ergab a) kompletter Eigenbau (es gibt tatsächlich interessante Projekte) b) Proxxon Winkelbohrmaschine auf Eigenbauständer ähnlich Bungard c) Bungard günstig erwerben d) ISEL-Maschine auf den Kopf stellen Ich konnte mich zum Glück für c) entscheiden. Das größte Problem generell stellt der automatische Vorschub dar. Entweder mit einem Schrittmotor oder einer Nockenscheibe mit Steuerung und Getriebemotor. vgl hier: https://www.techniker-forum.de/thema/hubmechanismus-mit-hilfe-eines-exzenters.109919/ https://bastli.ethz.ch/index.php?page=platinen-bohrmaschine Zum Thema Bohrer wurde im Grunde schon fast alles gesagt. HSS-Bohrer sind allenfalls für Hartpapier geeignet. Für gängige Epoxid-PCBs sind Voll-HM-Bohrer notwendig. Die Standzeit ist um ein vielfaches höher. ABER: Bohrerbruch ist ohne Bohrständer kaum unvermeidbar. interessante Links hierzu: zerspanungsbude.net http://www.zabex.de/site/bohr.html Falls jemand Fotos der Innereien der Bungard benötigt, möge er bescheid geben. Gruß Ralf
Angehängte Dateien:
-

DSC04543f.jpg
470 KB
Es bohrt sich auch ganz gut von oben. Ich bohre mit Lupe und ganz wichtig einer guten Beleuchtung am besten mit Schwanenhals weil man den Lichteinfall optimieren kann. Ich habe zwar eine Proxxon 220 und die TBM, habe mir aber was spezielles, gebaut die schneller läuft als die 220 und benutze die nur als Führung für mein Zubehör. Etwas zum pusten des Bohrstaubes werde ich noch gönnen... Ps: Wer noch jung ist sollte erst recht keine Probleme haben...
Egal, wenn ich eine Platinen Bohrmaschine zu bauen hätte würde ich zu einer steifen Bohrspindel tendieren und den Bohrtisch heben und senken. So einen Bohrtisch kann man solo bauen und für verschiedene Bohrmaschinen verwenden. Manche Pinolen sind recht schwergängig, da ist ein liftbarer Bohrtisch oder Bohrplattform einfach besser. Ein externer Bohrkopf lässt sich in jede Bohrmaschine einspannen wenn man die Spindel gegen verdrehen blockiert. Ich habe zwischen Riemenscheibe und Gehäuse harten Schaumstoff reingedrückt, das genügt, dass sich mein Bohrkopf nicht bewegt wenn der Motor anläuft.
Angehängte Dateien:
-

20241226_124950.jpg
230 KB -

20241226_125042.jpg
230 KB
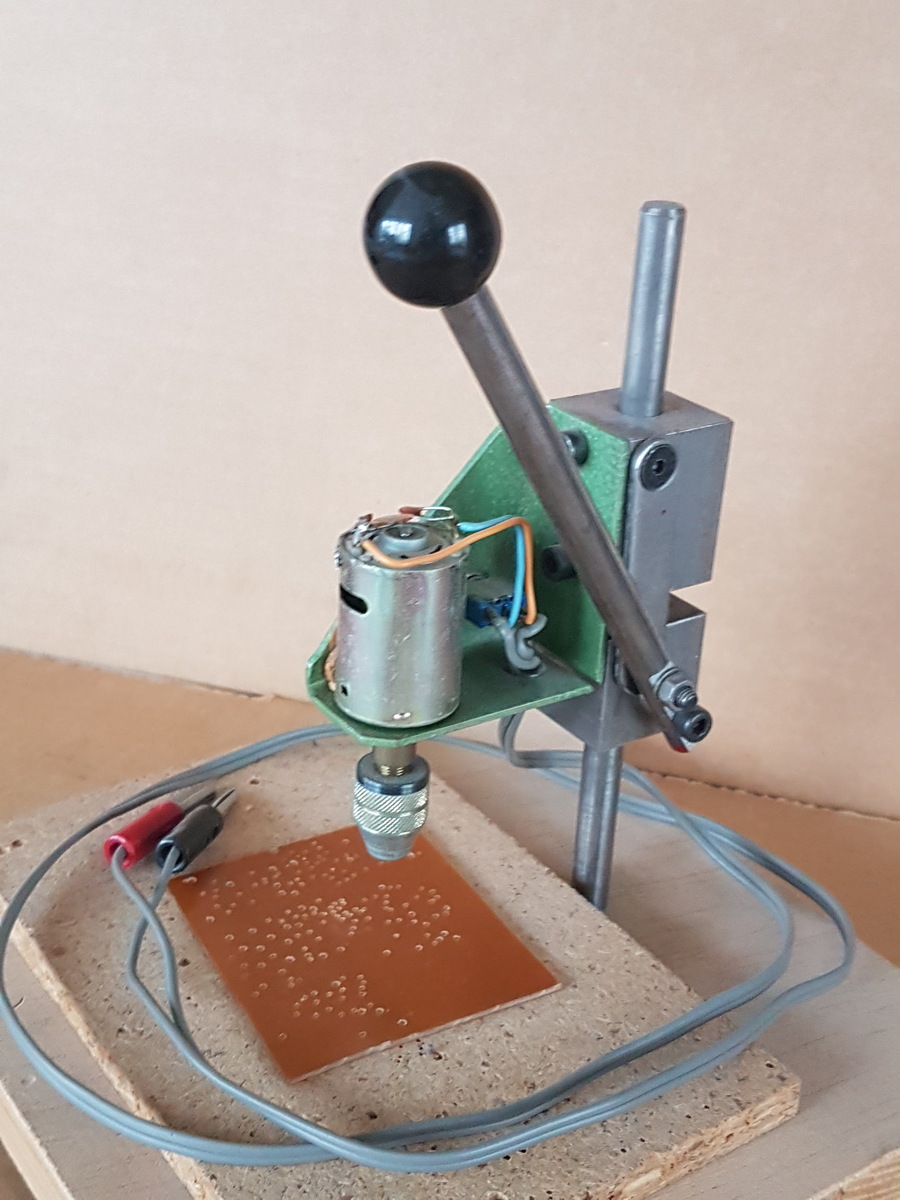
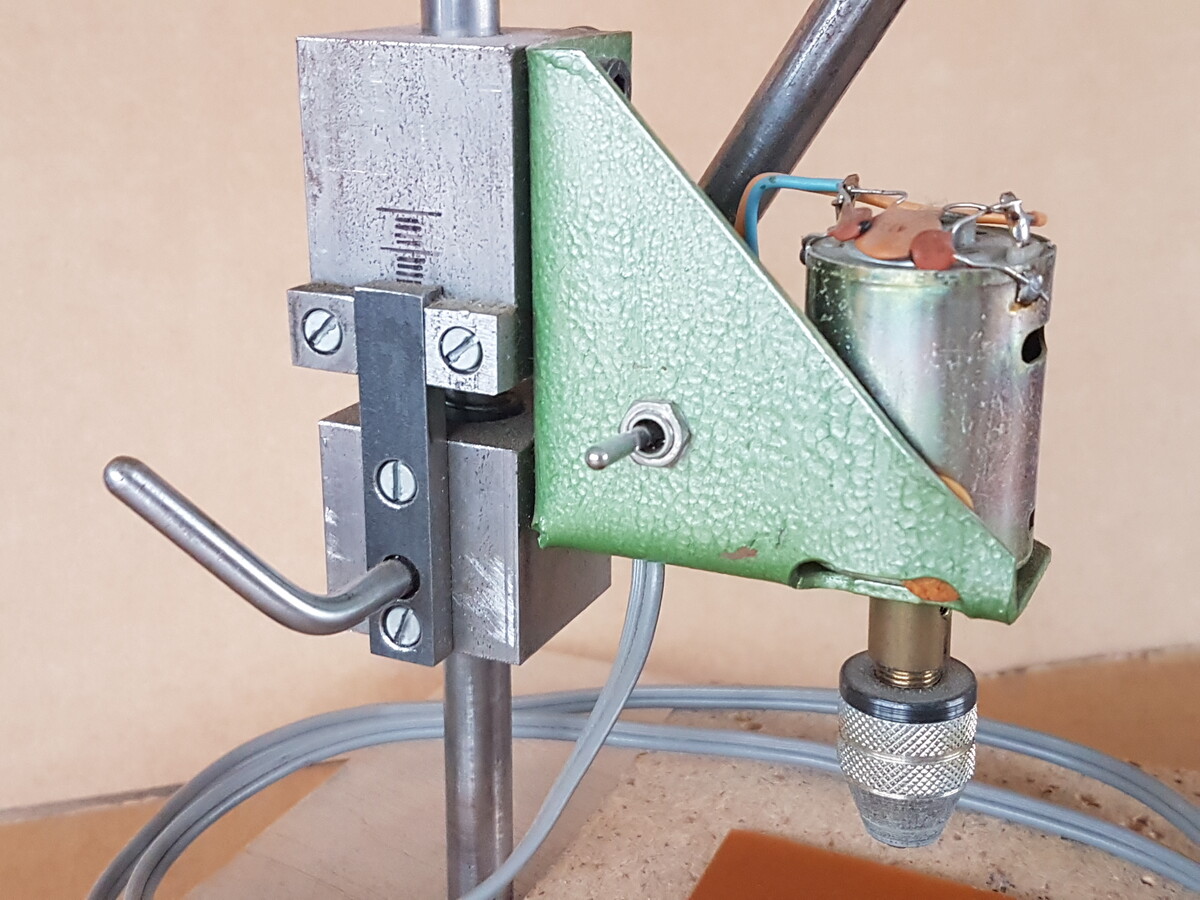
Herbert Z. schrieb: > wenn ich eine Platinen Bohrmaschine zu bauen hätte würde ich... In der Lehrwerkstatt habe ich mir damals eine 12V Platinenbohrmaschine selbst gebaut. Über eine Hebelmechanik mit Rückholfeder kann man den Antriebsmotor mit Bohrfutter runterdrücken. Auf der gegenüberliegenden Seite ist an der Führung noch ein handgemalter Nonius für die Bohrungstiefe angebracht.
Marcel V. schrieb: > Auf der gegenüberliegenden > Seite ist an der Führung noch ein handgemalter Nonius für die > Bohrungstiefe angebracht. Das ist kein Nonius.
H. H. schrieb: > Das ist kein Nonius. Im Gegensatz zu dir, habe ich ihn persönlich mit Edding da drauf gemalt. Ich werde doch wohl noch wissen was ich da in meiner Jugend gemalt habe!
Marcel V. schrieb: > H. H. schrieb: >> Das ist kein Nonius. > > Im Gegensatz zu dir, habe ich ihn persönlich mit Edding da drauf gemalt. > Ich werde doch wohl noch wissen was ich da in meiner Jugend gemalt habe! Im Gegensatz zu dir weiß ich was ein Nonius ist.
Nenn das Ding einfach "Skala", und alle sind zufrieden ;-)
Marcel V. schrieb: > In der Lehrwerkstatt habe ich mir damals eine 12V Platinenbohrmaschine > selbst gebaut. Über eine Hebelmechanik mit Rückholfeder kann man den > Antriebsmotor mit Bohrfutter runterdrücken. Kann man so machen, aber ich sehe keine Führung gegen ein verdrehen des Lifter mit Motor. Eventuell ist die nicht zu sehen auf dem Bild. Weißt ja wir schnell Hartmetall Bohrer abbrechen.
Herbert Z. schrieb: > ich sehe keine Führung gegen ein verdrehen des > Lifter Schau wo er seine Skala angebracht hat.
H. H. schrieb: > Schau wo er seine Skala angebracht hat. Ja, habe ich vor lauter Wald den Baum nicht gesehen...:-(
Yalu X. schrieb: > Nenn das Ding einfach "Skala", und alle sind zufrieden ;-) ja, Skala oder Bohrtiefenskala sollte die beste Bezeichnung sein. Eine Skala mit Nonius macht bei der Bohrtiefe nur selten Sinn. Interessant, dass es diese Teile auch zum Nachrüsten gibt: https://www.hug-technik.com/shop/NONIUS-ALUMINIUM-HORIZONTAL.html?gad_source=1&gclid=CjwKCAjwgfm3BhBeEiwAFfxrGyRJww3lU-3iyXCGZPkXtHIPUle5Ga4JWiEl6MTpAntytaXrzsuyuxoCcksQAvD_BwE Gruß Ralf
Ralf S. schrieb: > Interessant, dass es diese Teile auch zum Nachrüsten gibt: > https://www.hug-technik.com/shop/NONIUS-ALUMINIUM-HORIZONTAL.html?gad_source=1&gclid=CjwKCAjwgfm3BhBeEiwAFfxrGyRJww3lU-3iyXCGZPkXtHIPUle5Ga4JWiEl6MTpAntytaXrzsuyuxoCcksQAvD_BwE Für mich ist das gezeigte Teil nicht so richtig verständlich. Die Skale hat eine Einteilung von 0 bis 10. Nun die Frage: Entspricht der Wert 10 gleich 10mm oder 9mm?
Wolle G. schrieb: > Entspricht der Wert 10 gleich 10mm oder 9mm? 10mm und die wissen auch nicht, was ein nonius ist
R. L. schrieb: > Wolle G. schrieb: >> Entspricht der Wert 10 gleich 10mm oder 9mm? > > 10mm > und die wissen auch nicht, was ein nonius ist Sollte doch jeder wissen dass man so den Beifahrer bei einem Motorrad nennt...
R. L. schrieb: > Wolle G. schrieb: >> Entspricht der Wert 10 gleich 10mm oder 9mm? > > 10mm Wenn man der Zeichnung Glauben schenken darf, sind es 18 mm. Für eine Auflösung von 1/10 mm, wie auf den Skala vermerkt, müsste deren Länge allerdings 19 mm (oder allgemein (10n-1) mm) sein. Aber vielleicht wurde die Zeichnung ja von einem Werbekünstler gemalt, und es sind in der Realität tatsächlich 19 mm. Cyblord -. schrieb: > Sollte doch jeder wissen dass man so den Beifahrer bei einem Motorrad > nennt... Zu Zeiten des Herrn Nonius gab es noch keine Motorräder.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.