Hallo zusammen! Ich plane mit einer Untertischfräse FR4 Platinen zu trennen und zwar auf einen Durchgang. Der Fräser in Hartmetall vier schneidig sollte dabei nicht abbrechen. Wer hat Erfahrung und weiß wie dünn maximal so ein Fräser sein darf um dafür geeignet zu sein? Der Vorschub passiert händisch, Gefühl habe ich... MfG Danke schon mal!
Ich würde ein Diamantsägeblatt auf der FKS/E nehmen.
Hans
Herbert Z. schrieb: > (...) Wer hat Erfahrung und weiß wie dünn maximal so ein > Fräser sein darf Sowohl zur Trennung der Fertigungstafeln beim Leiterplattenhersteller als auch zur Nutzen-Vereinzelung nach der SMD-Bestückung sind 2,0 und 2,4 mm Hartmetallfräser üblich.
Hans K. schrieb: > Ich würde ein Diamantsägeblatt auf der FKS/E nehmen. > Hans Das ist auch sonst und seit vielen Jahren mein Weg. Aber ich möchte diese Methode mal testen, weil ich neugierig bin. Ich habe vor viele Jahren auch mal fräsen gelernt, aber mit dünnen Fräsern habe ich keine Erfahrung aus dieser Zeit. Vorteil gegenüber sägen, die Trennung ist immer parallel und man kann auch Durchbrüche für Displays oder ähnliches machen. MfG
Herbert Z. schrieb: > Vorteil gegenüber sägen, die Trennung ist > immer parallel und man kann auch Durchbrüche für Displays oder ähnliches > machen. Wenn du's parallel haben willst, nimm einen Anschlag. Ein passendes Sägeblatt gibt bei mir immer einen geraden Schnitt. Die Durchbrüche kann man immer noch ausfräsen. Aber bedenke, dass Fräser keine rechtwinkligen Ecken erstellen, sondern immer ein Radius bleibt.
Helmut -. schrieb: > Wenn du's parallel haben willst, nimm einen Anschlag. Naja, ich baue ja selber an einer Kreissäge, und gerade bei Diamanttrennblätter die ja "flexen " ist es enorm wichtig, dass der Anschlag wenigstens auf 0,03mm passt sonst ist der Schnitt nicht gerade. Steifere Hartmetall Sägeblätter geben nicht so leicht nach, sind bei FR4 nicht erste Wahl. Feinmechaniker und Werkzeugmacher feilen die Ecken dann schon so ,dass sie eckig sind. Ich habe schon versucht Fenster über "eintauchen" und verschieben zu machen, aber das hat mich nicht überzeugt.;-) Fräser ist da im Vorteil. Man Kann so ein Fenster auch komplett feilen, aber da habe ich keinen Bock drauf wenn es mehrere sind.
Herbert Z. schrieb: > Untertischfräse Was bitte ist das ? Eine Oberfräse kopfüber im Frästisch montiert ? Herbert Z. schrieb: > Der Fräser in Hartmetall vier schneidig Was bitte soll das sein, ein Holzfräser mit 4 eingelöteten Hartmetallplättchen ? Herbert Z. schrieb: > wie dünn maximal so ein Fräser sein darf Also ich fräse Konturen in FR 4 mit 0.8mm VHM Fräsern https://www.sorotec.de/shop/Zerspanungswerkzeuge/sorotec-werkzeuge/1-8-werkzeuge/3-175----1-8---Fraeser/2-Schneider--Flach-/ aber nicht in einem HOLZBEARBEITUNGS Gerät, sondern per CNC in einer https://www.vevor.de/holzstichmaschine-c_11142/cnc-fraesmaschine-3018-pro-mit-offline-controller-8000u-min-pc-graviermaschine-p_010225409807 Die pflügt in 10 Durchgängen a 0.2mm Tiefe durchs Material mit 400mm/min bei 1000upm. In einem Durchgang würde der dünne Fräser abbrechen, glücklicherweise ist diese Graviermaschine so genau daß sie mehrmals durch dieselbe Furche fährt. Hier in Hartpapier, damit verschleisst man weniger Fräser: Beitrag "Re: Mini CNC Fräse..welche ist brauchbar?"
Ich trenne meine Platinen mit "Konturenfräser", ähnlich Bungard SC/FT. Sind gebrauchte von Kemmer, die aber noch gut sind für Privatgebrauch.
Thomas W. schrieb: > Ich trenne meine Platinen mit "Konturenfräser", ähnlich Bungard SC/FT. Ich brauche 6mm Schaft.
Angehängte Dateien:
-

20250717_130012.jpg
230 KB
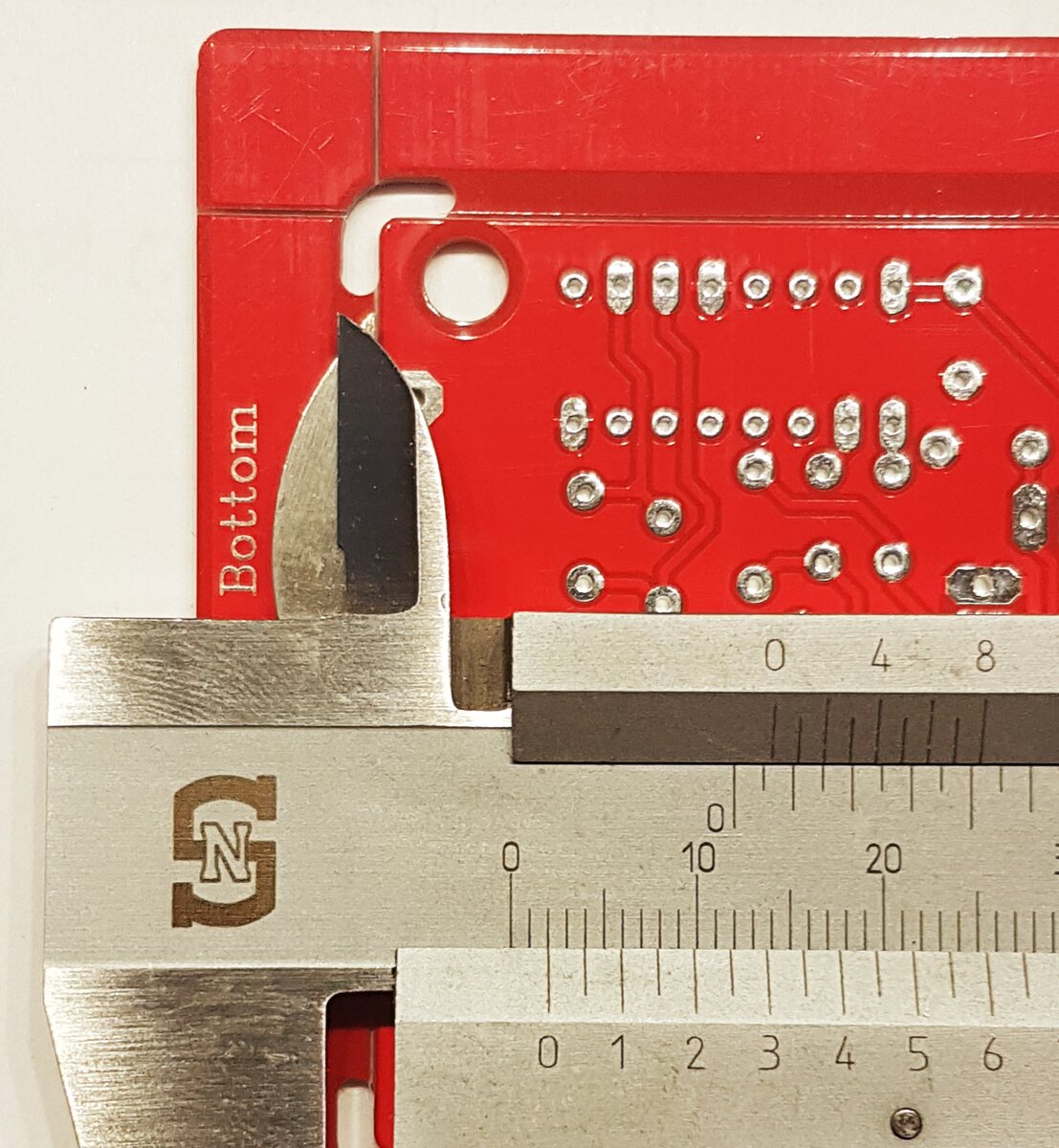
Hartmetal-Konturenfräser mit einem Durchmesser von weniger als 2 mm (Bild) brechen bei mir regelmäßig ab! Ich bevorzuge, da wo es möglich ist, sogar eher 3 mm Fräser. Die sind einfach robuster!
Angehängte Dateien:

Herbert Z. schrieb: > Ich brauche 6mm Schaft Dann nimm halt solche Damit fräse ich in der Wabeco FR4 in einem Durchgang macht halt mit 3mm viel Materialverlust und grosse Inneneckenradien.
Bei Ebay wird eine elektronisch defekte Mutronic für 150Euro angeboten.
Ich habe mir eine 4200 Mutronic an Land gezogen.
Die defekte Mutronic 4500 hat elektronische Höhenverstellung und in eine
Richtung funktioniert es nicht mehr.
Ist ein ganz anderes Caliber als die Proxxon.
Hans
Angehängte Dateien:
-

DSC04500_2Kopie.JPG
240 KB
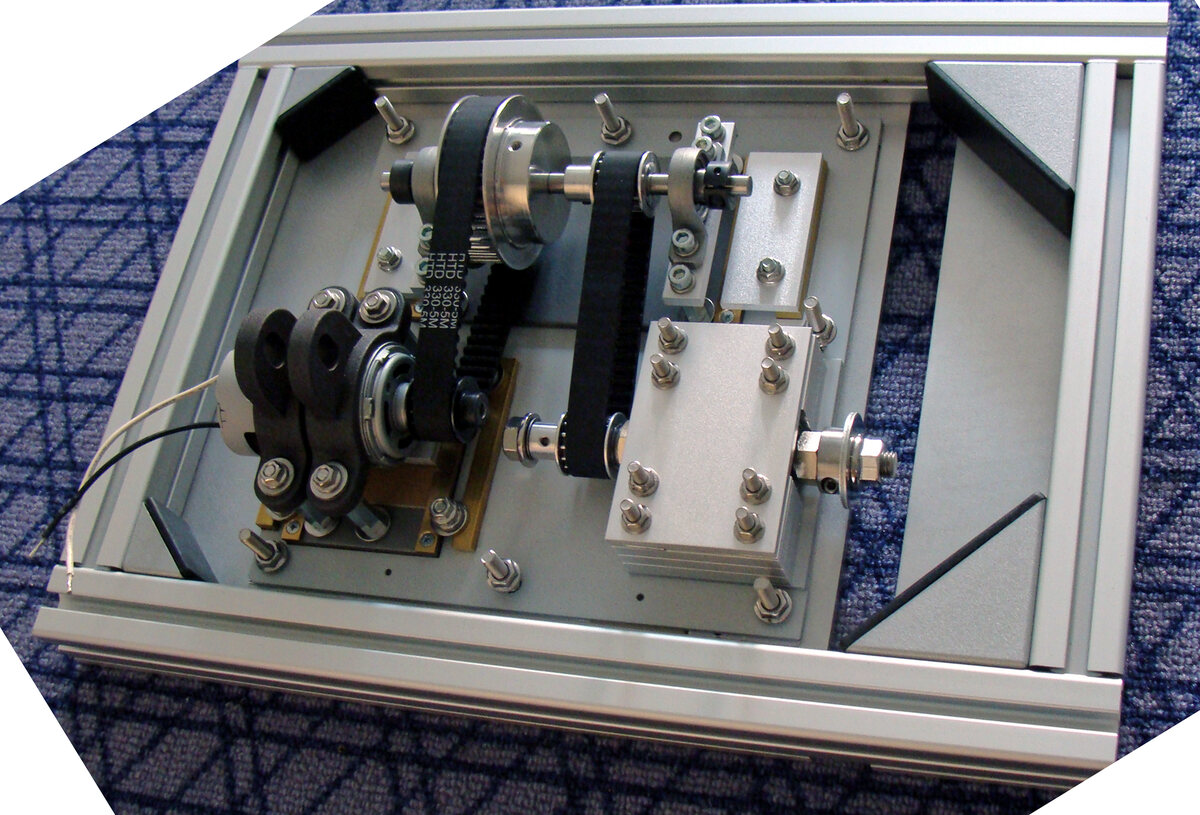
Hans K. schrieb: > Bei Ebay wird eine elektronisch defekte Mutronic für 150Euro angeboten. Wenn viel defekt ist ,dann kann so etwas in viel Arbeit ausarten. Naja, ich baue ja schon länger an eine eigene Modellbausäge. Aber es drängt mich nichts damit fertig zu werden, weil ich noch eine Eigenbau V1 besitze und dann noch die Proxxon FKS/E. Metallern tue ich aus Spass an der Freud und auch an der Freude am Ergebnis. Ich habe leider keine richtige Werkstatt mit Maschinepark und so. Ich muss viel improvisieren. Aber Freihandgesägt habe ich schon damit. An bei ein Bild von dem was noch auf seine Fertigstellung wartet... Ich mache zu viel parallel;-) MfG
Herbert Z. schrieb: > An bei ein Bild von dem was noch auf seine Fertigstellung wartet... > Ich mache zu viel parallel;-) ...und Du schraubst gerne. ;-)
Ein T. schrieb: > ...und Du schraubst gerne. ;-) An Schrauben ist nichts verkehrt;-) Die kann man lösen und defekt gewordenes tauschen. Und: vertrauenerweckend schauen sie auch aus. Hätte ich eine Werkstatt mit Maschinen sähe das anders aus, aber ich bin auch so zufrieden. Das Teil ist stabil wie ein "Lanz Traktor". Eine Rolex ist filigraner....
Mal etwas Erfahrung von mir: Ich habe eine ISEL/ISERT Portalanlage mit einem Kress-Fräsmotor, der max. ca. 20.000 upm/m macht. Kommt lange nicht an eine HF-Spindel heran, reicht mir aber durchaus bisher. Der "Abbrech-Faktor" der VHM-Fräser hat natürlich mit mehreren Parametern zu tun: - Durchmesser - Fräser-Typ - Zustellung - Geschwindigkeit FR4-Material fräse ich z.B. nur mit diamantverzahnten Fräsern und einer Zustellung von max. 1mm bei Fräser-Durchmesser 1.5 - 2mm. Bei max. 1cm/sec geht bei mir auch 1mm Fräser. Nebenbei: Wasser hilft enorm, tropfenweise hinzugegeben. Ist zwar ein ziemlicher Matsch aber nach meiner Erfahrung bringt es allerhand. Der Fräser bricht ohnehin automatisch am Ende der Lebensdauer. ;-)
Michael B. schrieb: > Herbert Z. schrieb: >> Ich brauche 6mm Schaft > > Dann nimm halt solche > > Damit fräse ich in der Wabeco FR4 in einem Durchgang macht halt mit 3mm > viel Materialverlust und grosse Inneneckenradien. Hallo, willst doch keinem erzählen dass die HSS(-Co) Fräser wirklich für FR4 taugen… Aber schön dass du sie hast. :) Irgendwo fliegt bei mir auch noch so olles HSS Zeug rum. Grüße
Sascha S. schrieb: > willst doch keinem erzählen dass die HSS(-Co) Fräser wirklich für FR4 > taugen… Sehe ich persönlich genau so. Das ist (in Kombination mit den anderen Fräser-Daten des TO) die schlechteste Kombination die für FR4 möglich ist. Sicher gibt es doch für die Maschine des TO eine andere Spannzange, (z.B. 3.175mm) damit das Tor zu geeigneten VHM-Fräsern geöffnet wird. So eine kleine Investition zahlt sich zig-fach aus.
Jochen schrieb: > FR4-Material fräse ich z.B. nur mit diamantverzahnten Fräsern und einer > Zustellung von max. 1mm bei Fräser-Durchmesser 1.5 - 2mm. Hier noch eine Zusatz-Info zu meinem EIGENEN Beitrag: Ich nutze selbst-geschriebene Software, daher kann ich allerhand probieren/optimieren. Dazu folgende Erfahrung für z.B. FR4: Das Objekt befindet sich ja üblicherweise auf einer "Opferplatte", damit der Fräser tiefer eintauchen kann als das Material es erfordert. Als Opferplatte nutze ich weiches Material, 3-4mm MDF. Bei der LETZTEN ZUSTELLUNG (also wenig FR4 "steht noch") fahre ich deutlich tiefer in die Opferplatte ein als die Zustellung es erfordert. Es wird also ein "weiter-oben-liegender" Teil des Fräsers genutzt und der Verschleiß etwas besser verteilt. Tatsächlich wird die Lebensdauer spürbar (deutlich!) erhöht. Natürlich nur bei "diamantverzahnten" Fräsern, die über die gesamte Nutzlänge fräsen/abtragen können.
Sascha S. schrieb: > willst doch keinem erzählen dass die HSS(-Co) Fräser wirklich für FR4 > taugen Hmm, stimmt auffällig. Ich hab nur nach einem 3mm Fräser mit 6mm Schaft gesucht. Ich weiss, dass ich mit denen Plastikgehäuse, Eisenbleche und Alufrontplatten gefräst habe, es ist mein Fräser der Wahl für cuts denn dünnere brechen zu leicht und dickere machen unnötig breite Zerspanung. Ich bin mir aber nicht mehr sicher ob ich sie für FR4 benutzt habe, mir fällt nur eine Platine mit einer Ausfräsung ein, vielleicht habe ich damals aber auf VHM geachtet. Und Aussenkanten habe ich damals gesägt, meist mit FKS/E und 28011. Seit dem ich die 3018 habe, fräse ich Platinen nur noch mit der, auch die Aussenkontur, zumindest wenn die Platine sowieso aufgespannt wird. Jochen schrieb: > Tatsächlich wird die Lebensdauer spürbar (deutlich!) erhöht. Daher nutze ich kaum noch FR4 sondern meist FR2 und Hartpapier, das bringt noch viel mehr Standzeit, fast ewig. Da ich sowieso nicht chemisch durchkontaktieren kann, brauche ich kein Glasgewebe, und Stabilität ist bei den heutigen meist kleinen Platinen eh kein Thema mehr, niemand schraubt mehr Eisenkerntrafos auf die Platine. Nur Nachbearbeitung von industriellen DS DK Platinen ist noch FR4.
Michael B. schrieb: > Daher nutze ich kaum noch FR4 sondern meist FR2 und Hartpapier, das > bringt noch viel mehr Standzeit, fast ewig. @Michael, gute + interessante Infos, Dank dafür! FR2 kenne ich offen gesagt bisher nicht, 'Hartpapier' kenne ich natürlich. Hartpapier hat mir bisher immer die Fräser 'verstopft', kann aber sein daß ich die optimalen Fräs-Params (noch) nicht herausfand. 'Standzeit=ewig' bei Hartpapier stimmt völlig, der (gute VHM) Fräser lebt ewig und merkt nichtmal was von seinem Einsatz.. ;-) Immer jedoch hatte ich das Gefühl, daß Leiterbahnen sich beim löten auf Hartpapier sehr-sehr schneller ablösen als per FR4. Ist manchmal ärgerlich... Wie ist Deine Erfahrung dazu?
Jochen schrieb: > Immer jedoch hatte ich das Gefühl, daß Leiterbahnen sich beim löten > auf Hartpapier sehr-sehr schneller ablösen als per FR4. > Ist manchmal ärgerlich... > Wie ist Deine Erfahrung dazu? Ja, rumbraten kann in die Hose gehen. Erstellen einer Platine geht eigentlich gut, Bauteile tauschen, also wieder ablöten und neu einlöten kann schon mal die Leiterbahn abreissen. Weil man ja auch am Bauteil wackelt und den Draht durch das noch teilweise von Zinnresten verschlossene Loch drückt etc. Ich erinnere mich an eine Hartpapierplatine dieses Jahr, auf der ich auf einer grossen Kupferfläche Lötzinn aufgebracht habe (um eine Feder aufzulöten) und überrascht war, dass sich eine Blase unter dem Kupfer bildete, poff, Buckel.
Michael B. schrieb: > Die pflügt in 10 Durchgängen a 0.2mm Tiefe durchs Material mit 400mm/min > bei 1000upm Fehlt da nicht mindestens ne Null, bei der Drehzahl? 1000upm kommen mir bei nem 0.8er Fräser recht langsam vor.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.