Hallo, Habe heute zum Ersten Mal meine CNC Fräse (Bausatz) erfolgreich ansteuern können. Als Software erscheint mir MACH3 unter Windows eine gute Wahl zu sein. Nach einigen Recherchen konnte ich die Maschine kalibrieren. Jedoch der fromme Wunsch gleich eine Platine zu Fräsen schlug fehl. Die Ränder sind total ausgefranst. Nun meine Fragen: Welches Basismaterial wird benötigt? Welchen Frässtichel muss man hierfür verwenden? (Bitte einen Link) Wie weit muss die Eintauchtiefe des Bohrers bei µ35 Kupferauflage sein? Wie genau wird die Z-Achse (Bohrer) kalibriert (wo ist der Nullpunkt)? Ich möchte zukünftig auch SMD Teile (0805) verbauen können. LG Günter
Günter W. schrieb: > Hallo, > ... > Jedoch der fromme Wunsch gleich eine Platine zu Fräsen schlug fehl. Die > Ränder sind total ausgefranst. Nicht wirklich ein Wunder... Platinen Fräsen ist wohl die schlechteste aller Herstellungsverfahren für gedruckte Schaltungen... Ausgefranste Ränder könnte auf ungeeigneten oder Stumpfen Fräser, zu hohem Vorschub oder zu geringer Umdrehungszeit hindeuten. > Nun meine Fragen: > > Welches Basismaterial wird benötigt? Du kannst nehmen was du willst, Fräser, Drehzahl. Vorschub und Material müssen zusammenpassen. HArtpapier dürfte aber die Standzeit des Fräsers erhöhen. > Welchen Frässtichel muss man hierfür verwenden? (Bitte einen Link) Gibt es verschiedene, evtl findet sich noch jemand der regelmäßig Platinen fräst und nachkauft, also einen Link zur Hand hat.. Die von uns verwendeten habe wir testweise als Altmaterial "aus zweiter Hand" bekommen. > Wie weit muss die Eintauchtiefe des Bohrers bei µ35 Kupferauflage sein? Nun ja, mindestens 35µ halt... In wie weit das noch tiefer seinmuss kommt auf die Fräserform und deine Anforderungen, dein Design an. Und natürlich wie Plan die Platine eingespannt ist. Wir hatten damals mit Tiefenregler gearbeitet und Eintauchtiefe der Spitze auf 150µm eingestellt Alle ernstzunehmen Berichte geben auch einen Tiefenregler/anschlag als absolutes Minimum an. Die Tiefenegelung nur über die Z-Achse ist viel zu ungenau. > Ich möchte zukünftig auch SMD Teile (0805) verbauen können. Dann hole dir einen alten Gesichtsbräuner und Fotobeschichtestes Material sowie Ätzlösung nach deiner Wahl. (Für Innenraum ist NaPS am besten geeignet, im Keller oder Waschraum geht auch FE(III)CL gut. Wenn du eh draussen arbeiten musst und über erfahrung im Umgang mit gefährlichen Chemikalien verfügst ist auch H2O2 und HCL denkbar. DAS spart eine Menge Geld und Nerven. CNC Fräsen ist super für Gehäuse/Frontplattenbearbeitung und auch das Bohren von Platinen. Aber zur LAyouterstellung ist das nur ein sehr schlechter und sehr teurer Behelf. Das würde ich nur machen wenn ich als "Modellbauer" z.B. sowieso eine qualitativ hochwertige Fräse habe und als ganz seltene Ausnahme vielleicht 1-2 Platinen/Jahr kurzfristig fertigen möchte. GRuß Carsten
Im Prinzip kann ich Carsten nur zustimmen. Was er nicht erwähnt ist die HF-Spindel. Oft ist es nötig auch mal mit z.B. 45000 1/min zu fräsen. Tiefenregelung stimmt. Selbst teueres Material hat zu große Unebenheiten für feine Struckturen. Fräser gibt es z.B. bei VHF: https://shop.vhf.de/cgi-bin/connect?server=vhf-camfacture Wenn man überschlägt, was eine "Sinnvolle" Anlage kostet und dies in gekaufte Leiterplatten umrechnet kann man lange basteln. hans
Ich habe hier Gravierstichel rumliegen: 3,175*40°*0,1 Erhältlich bei: Werbetechnik Krasner, 19061 Schwerin Glaub mir, ohne Tiefenregler kann man das vergessen, und die Teile kosten richtig Geld.
> Welches Basismaterial wird benötigt? > Welchen Frässtichel muss man hierfür verwenden? (Bitte einen Link) Auch wenn Du das vielleicht jetzt nicht hören willst: Bungard-Material, Tintenstrahler-/Laserfolie, Höhensonne oder UV-LEDs, Entwickler, Säure (Eisen3Chlorid, NaPS, HCl+H2O2). Ne CNC-Fräse ist perfekt um die Platine nachher zu bohren. Aber die Leiterbahnen machst Du mit ätzen besser, schneller und billiger.
Gerd E. schrieb: > Ne CNC-Fräse ist perfekt um die Platine nachher zu bohren. Aber die > Leiterbahnen machst Du mit ätzen besser, schneller und billiger. Volle Zustimmung!!! Gruß HF-Papst
Immer diese Negativschwingungen, hier ;) Ätzen ist wie Gruppenreisen mit dem öffentlichen Nahverkehr. Fräsen ist das vollgetankte Taxi, das samt Fahrer vor der Tür wartet. Beim Fräsen gehts um schnelles Rapid Prototyping oder Anfertigung eines einzelnen Stücks. Da steht der teure Softwerker, mangels Hardware, untätig herum und schaukelt sich Einen? Dem kann innerhalb weniger Minuten Abhilfe geschaffen werden ;) Die zeitraubendste Tätigkeit ist immer noch die, hinter dem Azubi herzulaufen und dafür Sorge zu tragen, daß das Ding auch zügig bestückt wird oder die TQFPs nicht kopfüber bestückt werden... Billig? Nein, ist es nicht. Weder in der Anschaffung noch im Unterhalt. Schön? Nein, schön sehen sie auch nicht aus, die Leiterplatten. Schnell? Ja, in jedem Falle. Für mich zählt nur das. Man muß hier aber auch nach gewerblichen oder privaten Einsatzzwecken unterscheiden. In einem "großen" Unternehmen mit Sicherheitsfachkraft (...) und (über-) ordentlichem Umgang mit Chemikalien, braucht ihr zum Erhalt des Gefahrenschrankschlüssels, dem Anlegen der Sicherheits- klamotten, etc..., länger als zum Ätzen. Von dem Riesenbohei, der um das Ein- und Ablassen sowie Entsorgen der Stinkebrühe getrieben wird mal ganz zu schweigen. Mit der Fräse und nem Schutzschalter am Gehäuse (nach Maschinen- gesetz Trallala oder so), waren die einzigen Bedenken die Druckluft. Da laut Sicherheitsfachkraft ab 2 Bar Lebensgefahr besteht (ich sag da jetzt mal nichts zu, denke aber an das Erfindungsreichtum einiger Azubis mit heruntergelassenen Hosen, sicher eine Wette zu gewinnen...), wurde der Druckminderer hinter einer Hochsicherheitsbarriere, mit Not-Aus Kontakt, angebracht. Privat ist das sicherlich alles halb so wild. Es sei denn, man hat allzu neugierige Kinder. Gerd E. schrieb: > Ne CNC-Fräse ist perfekt um die Platine nachher zu bohren. Wieso nachher? Das ist normalerweise der erste aller Schritte oder machst Du Deine Durchkontaktierungen mit Fädeldraht? Dann bräuchte man sich über "besser" nicht mehr zu unterhalten ;) Verstehe ich nicht... (Aber hat ja mit dem Fräsen nichts zu tun). So, genug der Lobduselei auf das Fräsen. Letztendlich muß das jeder für sich selber entscheiden. Beim Prototyping fahre ich Taxi. Für die folgende Massenabfertigung, nehme ich den Bus ;) === Günter W. schrieb: > Welches Basismaterial wird benötigt? Spielt (fast) keine Rolle. FR4 ist gang und gäbe. > Welchen Frässtichel muss man hierfür verwenden? (Bitte einen Link) Die Besten ;) Übliche Massenware sind 60°, 0.2-0.5mm Fräser, bei denen die Fräsbreite durch die Zustellung (aka.: Z-Achsentiefe) variiert werden kann. http://www.lpkf.biz/Werkzeuge/Universal-Cutter/Universal-Cutter-1-8-Zoll-L-nge-36-mm-10er-Pack.html Für Feineres, den 0.1mm-Typ: http://www.lpkf.biz/Werkzeuge/Micro-Cutter/Micro-Cutter-1-8-Zoll-L-nge-36-mm.html Für Sachen die nicht konisch sein dürfen, zylindrische Endmills: http://www.lpkf.biz/Werkzeuge/End-Mill/End-Mill-RF/End-Mill-RF-1-8-Zoll-L-nge-36-mm-oxid.html > Wie weit muss die Eintauchtiefe des Bohrers bei µ35 Kupferauflage sein? Hat ja oben schon einer geschrieben: mindestens 35um ;) Hängt vom Fräser und der Maschinenstrategie ab. Auf meiner "Privatbilligmaschine" 0.105mm (mit 0.1mm, 60° Fräsern), für SMD bis 0.5 pitch. Bei TH-Gedöne (aka.: bedrahtet) spielt das fast keine Rolle (in den Maßstäben der Maschine gemessen ;-) > Wie genau wird die Z-Achse (Bohrer) kalibriert (wo ist der Nullpunkt)? Auf dem Kupfer. Ist aber Maschinen, respektive steuerungsabhängig. Einfachste "Privatmaschinenmethode" (geht aber nur, wenn die Leiterplatte nicht leitend mit dem Fräskopf verbunden ist): Multimeter (oder Druchgangspiepser) an Fräser und Leiterplatte und Kopf langsam(!) nach unten fahren, bis es pieps. Einfacher gehts nimmer... Um Zeit zu sparen, setzt man die G00 Eilgänge meist nicht höher als 0.05mm. Günter W. schrieb: > Die Ränder sind total ausgefranst. Das kann viele Ursachen haben: - ungeeignete oder unscharfe Werkzeuge Dann schneidets nicht, sondern schleift - Spindeldrehzahl und Vorschub passen nicht Langsam Hobeln geht nicht... Alles benötigt die optimale Schnittgeschwindigkeit. Zu schnell ist genauso schädlich wie zu langsam. - schwabbelnde, schlackernde Maschine Nennt man auch Käse-Rattermarkenmaschine - schlechte Führungen (Umkehrspiel) Tja, da geht dann wirklich nicht mehr.
Fräskopp schrieb: > Beim Fräsen gehts um schnelles Rapid Prototyping oder > Anfertigung eines einzelnen Stücks. Und beim Ätzen? Wie lange legst du denn deine Platinen üblicherweise in das Ätzbad? Das Einspannen, Ausrichten und Fräse dauer eher länger. Und es redet hier auch keiner von Großserie mit Lötstopp, Bestückungsdruck, Lötpastenschablone und ... mfg
Hallo Günter, also ich bekomme mit meiner Käsefräse (MDF Platten, M8 Gewindespindeln und Ausziehschienen) gute Ergebnisse zusande. Also nicht von den Pessimisten und "das beste ist gerade gut genug" aus dem Konzept bringen lassen. SMD 1206 und 805 Bauteile gehen damit ganz gut, bei einen Vorschub von gemütlichen 250mm/min. Werkzeuge habe ich von hier: http://www.cnc-plus.de/index.php/cat/c125_Fraeser---Bohrer-Fraeser---Bohrer.html/XTCsid/ltm6ibooep86ppo0p6pj7cggl3 Wenn die Ränder ausgefranst sind: - Stumpferfräser - Vorschub stimmt nicht Nach dem Fräsen einfach mit einem feinen Schleifpapier plan schleifen, dann sieht s meinst sehr gut aus. MfG Smarti P.S: Fräsen dauert zwar länger als ätzen (bei mir), dafür habe ich die Pansche mit der Chemie nicht und kanns gemütlich im Arbeitszimmer machen. Für größere Stückzahlen ist ätzen dann allerdings doch die 1 Wahl. Und nur die Löcher werden CNC gebohrt und die Konturen gefräst.
> Welches Basismaterial wird benötigt? Egal, Pertinax fräst sich natürlich leichter, aber bei ganz schmalen Leiterbahenn reissen die leichter ab. Epoxy ist immer etwas wellig, und braucht daher tiefere Eintauchtiefe. > Welchen Frässtichel muss man hierfür verwenden? (Bitte einen Link) z.B. http://www.cnc-modellbau.com/Gravierstichel/60%B0-VHM-Fraesstichel-spitz::96.html > Wie weit muss die Eintauchtiefe des Bohrers bei µ35 Kupferauflage sein? 100u, also 0.1mm bzw. so tief wie die Nut breit sein soll. Je schmaler, je höher die Drehzahl. > Wie genau wird die Z-Achse (Bohrer) kalibriert (wo ist der Nullpunkt)? Auf der Platinenoberfläche. Ohne Tiefenregler kannst du das i.A. vergessen.
Das Bungard-Paper wurde hier schon hunderte Male durchgekaut. Bitte nicht schon wieder. Alle Methoden haben Ihre Vor- und Nachteile. Ich persönlich bin nicht so der Chemie-Mensch und Fräse lieber. Und im Endeffekt beantwortet eine Diskussion Chemie vs. Mechanik dem TO keine seiner Fragen. mfg, Stefan.
B. G. schrieb: > Hallo Günter, > > also ich bekomme mit meiner Käsefräse (MDF Platten, M8 Gewindespindeln > und Ausziehschienen) gute Ergebnisse zusande. Also nicht von den > Pessimisten und "das beste ist gerade gut genug" aus dem Konzept bringen > lassen. Full ack, mfG ingo
B. G. schrieb: > also ich bekomme mit meiner Käsefräse (MDF Platten, M8 Gewindespindeln > und Ausziehschienen) gute Ergebnisse zusande. Also nicht von den > Pessimisten und "das beste ist gerade gut genug" aus dem Konzept bringen > lassen. > > SMD 1206 und 805 Bauteile gehen damit ganz gut, bei einen Vorschub von > gemütlichen 250mm/min. Meinst du, du könntest mal Bilder von deinen Platinen posten. Also nicht, dass ich deine Platinen zerlegen will, sondern mich interessiert einfach was man mit so einer Käsefräse zusammenbringt. Danke
Ätzer schrieb: > Und beim Ätzen? Wie lange legst du denn deine Platinen üblicherweise in > das Ätzbad? Während Du noch die Folien ausdruckst, hat die Fräse schon die Hälfte fertig... > Das Einspannen, Ausrichten und Fräse dauer eher länger. Einspannen? Sinterplatte mit Vakuum. Ausrichten? Ähem, wir leben hier nicht in den 70ern ;-) Das macht die Maschine mit der Kamera automatisch. Du kannst die Leiterplatte auch um 33.7° versetzt auflegen... Ich glaube, ihr habt da etwas altbackene Vorstellungen über Fräsmaschinen ;)
Also ausgefranst kann ich auch nicht bestätigen. Die CNC-Maschine, die mein Vater damals gebaut hat, hat eine Schnellfrequenzspindel mit 28.000 U/min. Das läuft wie geölt.
Fräskopp schrieb: > Ich glaube, ihr habt da etwas altbackene Vorstellungen > über Fräsmaschinen ;) Eher realistische Vorstellungen von dem was bei dem durchschnittsbastlern so herumsteht. Das es technisch andere Lösungen gibt steht ausser Frage, aber auf einem Hobbyisten der tatsächlich solche Technik daheim nutzen kann kommen einige hundert die mit einer Fräse aus Alu-Profilteilen und fixierungen mittels Nutentisch -wenn überhaupt- arbeiten. Zudem: Wenn du die Druckzeit der Folien (bei mir 25sekunden für beide Lagen der Doppelseitgen Eurokarte) mit ins Spielbringen willst, dann kann man auch den Werkzeugwechsel ins Spiel bringen... Und bei den Zeiten darf man ja jetzt nicht die High-End Leiterplattenfräse für 50 K-Euro mit dem Schalenätzen vergleichen. Alleine für die Kosten die du aufbringen musst um eine für Gehäusebearbeitung und Platinenbohren sehr gut geeignete Fräse so umzurüsten das wirklich hochwertige Platinen dabei herauskommen plus die laufenden Kosten pro Platine kannst du einer hervorragende Komplettausrüstung zum Ätzen bekommen. Wenn dann die Fräse selbst noch dazukommen sollte kann man es ganz vergessen. Es bezwifelt ja hier niemand das es grundsätzlich bis zu einem gewissen Grad geht, aber wenn man beider Verfahren "RICHTIG DURCHGEFÜHRT" gegenüberstellt ist Ätzen klar im Vorteil. Aber mal eine Frage: Wie lange brauchst du für die folgende Platine: http://www.ap210.org/tiki/img/wiki_up/cpu_eagle2.gif (Einfach mal wahllos mit google gesucht...) ICh komme 15Minuten nach dem ich die Letzte Leiterbahn gezogen habe mit der fertig geätzen Platine wieder nach oben. Wenn ich fünf gleiche Platinen machen sind es vielleicht insgesamt 16-18Minuten. Laufende Kosten liegen incl. Basismaterial bei unter 2 Euro /Stück. Wie schaut es bei dir aus? Gruß Carsten
Fräskopp schrieb: > Einspannen? > Sinterplatte mit Vakuum. > > Ausrichten? > Ähem, wir leben hier nicht in den 70ern ;-) > Das macht die Maschine mit der Kamera automatisch. > Du kannst die Leiterplatte auch um 33.7° versetzt auflegen... > > Ich glaube, ihr habt da etwas altbackene Vorstellungen > über Fräsmaschinen ;) Du solltest vieleicht mal lesen üben. Zur Erinnerung der TO sprach von Günter W. schrieb: > Habe heute zum Ersten Mal meine CNC Fräse (Bausatz) erfolgreich > ansteuern können. Als Software erscheint mir MACH3 unter Windows eine > gute Wahl zu sein. Nach einigen Recherchen konnte ich die Maschine > kalibrieren. Ist halt immer schick Mäuse mit Elefanten zu vergleichen.
Naja, das Plugin für die Webcam für Mach3 gibt es ja gratis, kosten einer Webcam, vielleicht 10€ inkl. längerem Kabel. Das Script, welches ausgehend von einer Ecke die Kante abfährt und dann den G-Code entsprechend dreht sollte man noch installiert haben. Eine Ecke unter der Kamera eingelegt misst sich die SW dann wirklich die Platine aus, und wer keine Sinterkeramik bezahlen kann (ich auch nicht) benutzt (leicht)MDF, funktioniert genauso. Wenn kein Leicht-MDF (LDF) weil nicht erhältlich oder zu teuer einfach eine Lochplatte und darauf 3mm oder 8mm MDF. Mit einem Saugstauber den man hat und 20€ hat man den Luxus.
Lehrmann Michael schrieb: > Meinst du, du könntest mal Bilder von deinen Platinen posten. Also > nicht, dass ich deine Platinen zerlegen will, sondern mich interessiert > einfach was man mit so einer Käsefräse zusammenbringt. Danke Hatte hier mal einige Beispiele: Beitrag "Re: Platinen ätzen, jetzt mal richtig" Die mit den 5 Nutzen trägt inzwischen die beliebten FT232RL (SSOP) ohne Probleme, Bearbeitungszeit mit Richten und Bohren knapp 20 Minuten Die große ist trägt einen AT89C51 mit Adresslatch und 64k SRAM, Bearbeitungszeit mit Richten und Bohren knapp 30 Minuten Hintergrundinfos (insbesondere Höhenkontrolle) stehen hier: Beitrag "Re: Brauche Empfehlung für PCB-Fräse" mfG ingo
Carsten Sch. schrieb: > Aber mal eine Frage: > Wie lange brauchst du für die folgende Platine: > http://www.ap210.org/tiki/img/wiki_up/cpu_eagle2.gif > (Einfach mal wahllos mit google gesucht...) Auch wenn ich Ätzen mit HCl und H2O2 vorziehe, aber da hast du schon eher ein unübliches Layout herausgesucht. Prinzipiell ist es beim Fotoverfahren egal, wieviele Leiterbahnen kreuz und quer verlaufen. Der zeitliche Aufwand bleibt der gleiche, im Gegensatz zum Fräsen und da liegt u.a. auch ein Nachteil von vielen. Fräsmaschine ist ein tolles Bastelprojekt und beeindruckt einen selbst, wenn von Geisterhand sich die Leiterbahnen abzeichnen, das war es aber auch!!! Gruß ...
Gerd E. schrieb: > Bungard-Material, Tintenstrahler-/Laserfolie, Höhensonne oder UV-LEDs, > Entwickler, Säure (Eisen3Chlorid, NaPS, HCl+H2O2). > > Aber die > Leiterbahnen machst Du mit ätzen besser, schneller und billiger. Ja stimme ich voll zu... > Ne CNC-Fräse ist perfekt um die Platine nachher zu bohren. ja da wird auch nicht jede CNC-Fräse mit halten ;-)
Ich danke Euch allen für diese ausführliche Diskussion. Mein Problem war tatsächlich ein falscher Bohrer. Ich konnte mir mittlerweile einen HSS 0,8 mm Bohrer besorgen, und siehe da, die Ränder sind sauber. Ich habe nun die Hoffnung, mit den nun bestellten 0,4mm Schaftfräsern meine Anforderungen erfüllen zu können. Einen "Seitenhieb" muss ich dennoch an das "Ätz-Lager" loswerden: Ich habe hier eine Frage zum Thema Fräsen gestellt und nicht zum Ätzen. Es soll ja tatsächlich Leute geben die einfach nicht die Möglichkeit haben Nasschemie so zu versorgen, daß keine Unfälle passieren können. In meinem Fall habe ich hier drei Kinder, teilweise noch im Krabbelalter. Hier kommt einfach Chemie aus Sicherheitsgründen nicht in Frage. Es ist also unerheblich ob Ätzen besser oder schlechter ist. Es ist hier einfach keine mögliche Alternative. Ich habe hier auch nicht danach gefragt. LG Günter
Günter W. schrieb: > HSS 0,8 mm Bohrer Wenn du FR-4 Material verwendest, dann solltest du VHM-Bohrer benutzen. Du wirst schnell merken und sehen, dass die Löcher noch besser werden. Nicht zuletzt, weil HSS bei FR-4 mit der Zeit stumpf wird. Gruß ...
Günter W. schrieb: > Ich habe hier auch nicht danach > gefragt. Wenn du jemanden fragst:"Wissen sie, wie spät es ist?", dann bekommst du normalerweise auch keine passende Antwort. Die wäre nämlich entwerder "Ja" oder "Nein". Stattdessen bekommst du eine Antwort, die dir weiterhilft. So wie die, das Fräsen zwar möglich aber nicht optimal ist und das Ätzen immer noch das Mittel der Wahl ist. > Es soll ja tatsächlich Leute geben die einfach nicht die Möglichkeit > haben Nasschemie so zu versorgen, daß keine Unfälle passieren können. > In meinem Fall habe ich hier drei Kinder, teilweise noch im Krabbelalter. Unfälle können niemals ganz ausgeschlossen werden. Weder bei Chemie noch bei Mechanik. Auch mit der Fräse kann ein Unfall passieren. Hier hilft nur Aufpassen.
Hi, also wegen der Erwähnung des "Ätzthemas" kann ich Heiko nur zustimmen. Gerade hier wo ja immer wieder darauf bestanden wird das es durchaus sein kann das es ebend NICHT die optimale Lösung sein muss wie sich der TE das gedacht hat und man das auch noch einmal in Ruhe durchdenken sollte. Davon abgesehen hast du hier ja die Informationen bekommen die du wolltest und nur ergänzend die Hinweise darauf das es trotzdem eher Subotimal ist. Da gibt es hier viel schlimmeres wo anstelle dem TE seine Frage zu beantworten nur Geflame kommt das alles "Scheisse" ist weil es nicht der "beste" Weg ist oder das "allerteuerste" Messgerät verwendet wird. Günter W. schrieb: > Es soll ja tatsächlich Leute geben die einfach nicht die Möglichkeit > haben Nasschemie so zu versorgen, daß keine Unfälle passieren können. In > meinem Fall habe ich hier drei Kinder, teilweise noch im Krabbelalter. > Hier kommt einfach Chemie aus Sicherheitsgründen nicht in Frage. Es ist > also unerheblich ob Ätzen besser oder schlechter ist. Es ist hier > einfach keine mögliche Alternative. Ich habe hier auch nicht danach > gefragt. Also ich kenne deine Wohnumstände jetzt nicht. In einer Ein-Zimmer Wohnung mag es durchaus so sein das man nicht mit Chemie arbeiten will, gerade weil man die Kinder immer um sich aht. Aber wenn du wegen der Kinder auf Chemie verzichtest, dann hast du sicher keinen Badreiniger, Tabs/Pulver für den Geschirrspüler oder Vollwaschmittel für die Waschmaschine daheim, oder? Von Badreiniger auf Chlorbasis oder Rohrreiniger ganz zu schweigen! Ich weiß jetzt nicht welche Vorstellungen du vom Platinenätzen hast, aber ALLE DIESE Mittel sind GEFÄHRLICHER als die angesetzten Lösungen für das Platinenätzen mit NaPS. Das einzige wo ich wirklich Aufpassen muss wenn ich nicht 100% sicherstellen kann das eins der Krabbelkinder niemals -auch nicht beaufsichtigt- nach dem Arbeiten in den Raum kommt, das ist mit dem NaOH. Eine der Minikügelchen kann schon mal wegspringen und dann wenn sie nicht entdeckt/Entfernt wird zumindest eine Schmerzhafte punktuelle Blase verursachen. Das muss nicht sein. Aus diesem Grund würde ich dann eher die groben Pellets verwenden. Die angesetzte Entwicklerlösung mit 1%NaOH (= 1 kl MEsserspitze Rohrreiniger auf 1l Wasser!) oder die NaPS Lösung ist sicher nichts Gesundheitsförderlich, aber im "Kontaktfall" nicht schädlicher als die oben genannten Substanzen, eher deutlich harmloser als die meisten davon. Wenn davon mal ein Spritzer irgendwo landet und von diesem Spritzer dann durch wirklich unglückliche abläufe kleine Rückstände übrigbleiben besteht keine ernsthafte Gefahr, zumindest keine die über Frässtaub oder Holzsplitter hinausgeht. Und selbst der Kontakt mit einer größeren Substanzmenge ist zwar sehr unangenehm, aber birgt keine ernsthafte GEfahr bleibender oder langwieriger Schäden wenn man überlegt reagiert. Nur der pure Entwickler (NaOH) kann natürlich wirklich böse Verletzungen durch Verätzungen hervorrufen, aber genau dieser Stoff -oder noch schlimmere- ist gerade in den oben genannten Haushaltschemikalien auch vorhanden. Fast pures NaOH mit etwas Aluminiumspänen ist ja der Inhalt von Rohrreiniger fast aller HErsteller. Das eine Lagerung aller Stoffe oben im Regal zu erfolgen hat versteht sich natürlich von selbst. Solange die Möglichkeit besteht während der Arbeit "Kinderfrei" zu agieren oder gar ein Bastelkeller (wo soll die Fräse stehen?) zu Verfügung steht ist das selbst für sehr verantwortungsvolle Eltern keinerlei Hinderungsgrund. Es ist ja nicht jede Ätzmöglichkeit so gefährlich wie HCL+H2O2, was ich natürlich gerade mit Kindern nur dann verwenden würde wenn ich TODSCIHER garantieren kann das es niemals in die Nähe meiner Kinder kommt. Fe(III)Cl ist etwas zweischneidig. Der reine Hautkontakt ist RELATIV harmlos. Kontakt der Lösung mit den Augen kann BLEIBENDE Augenschäden verursachen, wogegen bei NaPs diese Möglichkeit recht unwahrscheinlich ist. Unangenehm und vielleicht bei größerer Menge ein paar Tage schmerzhaft, aber bei richtiger Gegenmßnahme in der Regel ohne längere Folgen. Wie gesagt, ich will es nicht verharmlosen. Diese Mittel sind definitiv kein Süssigkeiten und man sollte die unbedingt aus der Reichweite von Kindern fernhalten. Das Arbeiten damit würde ich zumindest bei ganz kleinen Kindern auch nicht machen solange die um einen "rumwuseln". Eher weniger wegen der GEfähr oder irgendwelchen Dämpfen (Bei NaPs harmlos), als generell wegen der "allgemeinen" Unfallgefahr beim Umgang mit heißen Flüssigkeiten. Denn das ist die größte Gefahr dabei. Das Heiße Wasser für das Wasserbad! (Wenn man Schalenätzen mit NaPS macht) Aber bei der Wahl der "richtigen" Mittel ist die davon ausgehende Gefahr geringer als von den Dingen die eh schon in vielen Haushalten rumstehen. Gruß Carsten
> Es soll ja tatsächlich Leute geben die einfach nicht die Möglichkeit > haben Nasschemie so zu versorgen, daß keine Unfälle passieren können. In > meinem Fall habe ich hier drei Kinder, teilweise noch im Krabbelalter. > Hier kommt einfach Chemie aus Sicherheitsgründen nicht in Frage. Zum Thema Sicherheit und Ätzen hat Carsten schon alles gesagt. Aber beim Fräsen musst Du auch aufpassen: wenn Dir der Fräser bricht und die Reste rumfliegen kann das auch schon ganz schön weh tun oder ins Auge gehen. Ich fräse deshalb nur mit Schutzbrille. Solange Du also keine vollständige Hülle für Deine Fräse hast sollten die Kinder beim Fräsen also auch nicht ins Zimmer kommen können.
Günter W. (gbl1) schrieb: > Einen "Seitenhieb" muss ich dennoch an das "Ätz-Lager" loswerden: > Ich habe hier eine Frage zum Thema Fräsen gestellt und nicht zum Ätzen. > Es soll ja tatsächlich Leute geben die einfach nicht die Möglichkeit > haben Nasschemie so zu versorgen, daß keine Unfälle passieren können. In > meinem Fall habe ich hier drei Kinder, teilweise noch im Krabbelalter. > Hier kommt einfach Chemie aus Sicherheitsgründen nicht in Frage. Es ist > also unerheblich ob Ätzen besser oder schlechter ist. Es ist hier > einfach keine mögliche Alternative. Ich habe hier auch nicht danach > gefragt. Und wie schützt du dich davor, dass dir die kleinen nicht - die Lötstation - das Oszi - herumliegendes Werkzeug - herumliegende Bauelemente - sonstige Maschinen - alles was irgendwie nicht Niet und Nagelfest ist vom Tisch reißen, zweckentfremden oder sonst irgend einen Blödsinn anrichten? Das bisschen Chemie kann man für kurze Zeit aufbauen, den Raum mal abschließen während man seine Platinen macht und danach das ganze wieder sicher zugeschraubt verstauen. Ein heißer Lötkolben birgt da fast mehr Gefahren, da ganzjährig vorhanden. Mal abgesehen davon, welche Qualität erreicht man mit Platinenfräsen? Mal einen hochaufgelösten Ausschnitt der Platinen posten wenn möglich. Ja, gewiss! Kinder sind halt eine echte Herausforderung für den Bastelinteressierten und manch anderen. ;)
Hi, ich fräs auf meiner komplett selbstegebauten Fräse auch SMD Platinen. OHNE Tiefenregler. Als Fräsmotor hab ich einen Proxxon IB/E (220V Variante) und stell bei Drehzahl ein, was geht. Also so schnell wie möglich. Ist wichtig um schöne Ränder zu bekommen. Vorschub mach ich 350mm/Sec. Leiterbahnbreite 0.6mm (reicht dann für 0.5mm Bahnen/Pads) Frästiefe ist so ca. 0.8mm GANZ WICHTIG: Am Anfang hab ich meine Platinen aufgespannt. Da die Platinen aber immer wellig sind, führte dass zu unterschiedlich tiefen Fräskanälen. Jetzt klebe ich die Platinen mit doppelseitigem Klebeband direkt auf den Frästisch. Wenn der Frästisch/Platine staub- und Fettfrei ist hält das wie Bombe. Ich schneid dazu kleine Eckchen (ca. 20ct stück groß)und verteil die auf die Platinen Fläche. Bei ner 10x6cm großen Platine nehm ich 6 von diesen Klebeecken. Je nach Welligkeit und größe dann halt mehr. Die Klebepads dürfen nicht runzelig sein. Sie müssen alle schön glatt auf der Platine aufgebraucht werden. Sonst haben die Dinger eine unterschiedliche Höhe und machen ein gleichmäßig tiefes Fräsen unmöglich. Nach ettlichen Tests geht das nun echt super und möchte das nicht mehr missen. Layout in Target fertig gemacht, also HPGL exportiert. Rüber auf den FräsPC, Platine aufkleben (ausrichten muss man nicht, einfach die Platine sauber ans Eck pappen). Nullen des Fräsers mach ich auch mit Durchgangspiepse wie oben beschrieben und los gehts. SCHUTZBRILLE NIE VERGESSEN. Kurze Zeit später: Voila: Platine feritg :-) Beim Layouten kann man auch noch ein paar ungeschickte Sachen machen. Wenn man z.B. 2 Leiterbahnen so nebeneinander legt, dass beim Fräsen zwischen den 2 Leiterbahnen eine hauchdünne Kupferbahn stehen bleibt. DAS ist kacke. Entweder so platz lassen zwischen den Leiterbahnen, dass ordentlich Kupfer stehen bleibt (0.5mm oder so) oder die Leiterbahnen so nebeneinander legen, dass nur EIN Fräskanal entsteht. ABER: Eine gefräste Platine zu löten ist mal ein ganz anderer Schnack als eine geätzte Platine zu löten :-) Da sollte man schon ein wenig Gefühl fürs Löten haben. Für die ersten Versuche auf jeden Fall Entlötlitze und eine gute Lupe bereitlegen :-) SMD-Lot ist auch nicht schlecht. Ich messe nach jeder Lötstelle kurz mit dem Durchgangspieper, ob ich einen Lötbrücke fabriziert hab. Kommt selten vor, aber wenn, dann ist die Brücke sehr fein und meist nur mit der Lupe zu erkennen. Das waren meine 50ct..... Grüße, Bernd
Angehängte Dateien:
-

IMAG0330.jpg
1 MB
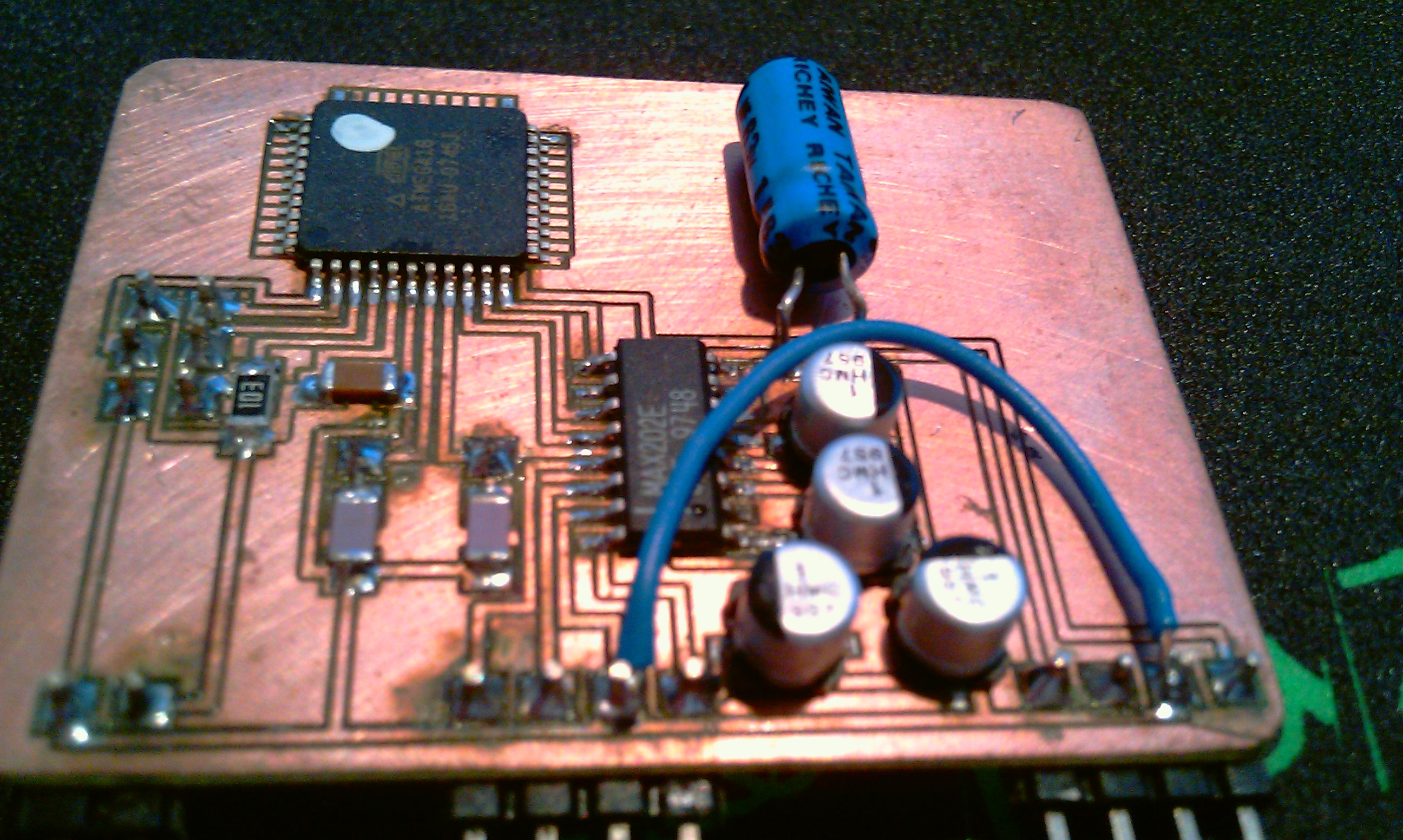
Hier noch ein Bild einer gefrästen Platine. Ist ein Mega16 mit 2xRS232. Die Platine ist schon was älter und hat keinen Lötlack. Daher die unschönen Oxidationen. Fräsdaten siehe 1 post weiter vorne. Sorry wegen der Dateigröße aber so kann man auch wirklich was sehen. Grüße, Bernd
Angehängte Dateien:
-

Platine.JPG
210 KB
{kind=link}
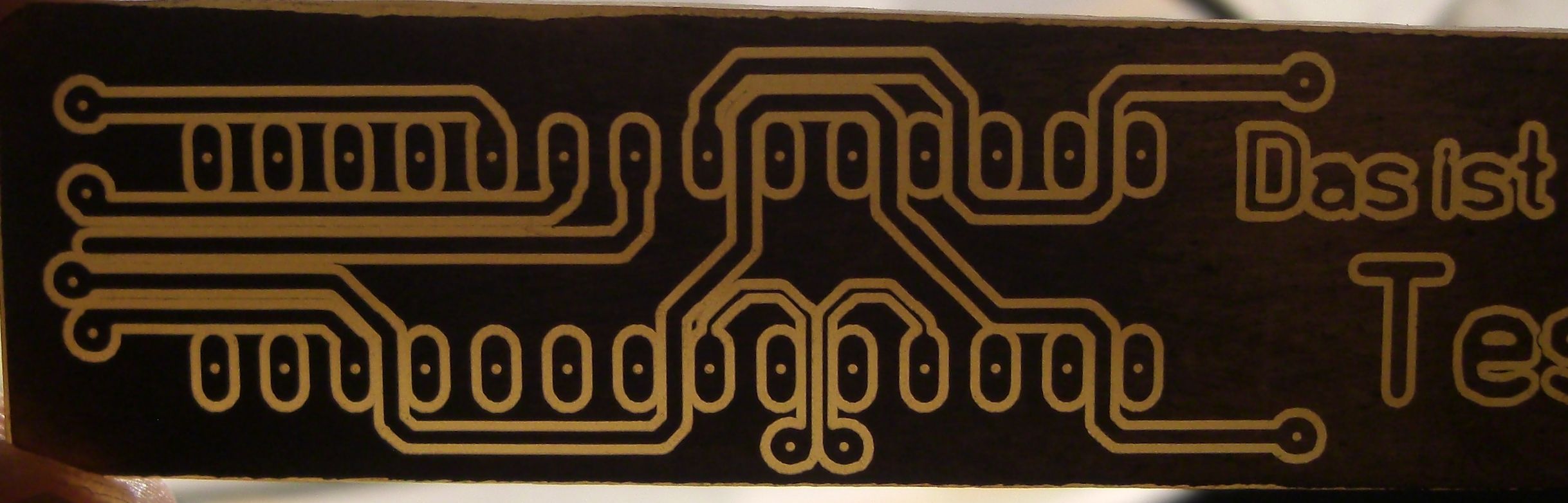
Hallo, auch ich habe noch zu Zeiten meinen ersten Platinen hergestellt, als Rubbelsymbole und das handmalen von Leiterbahnen üblich waren. Später habe ich dann meine Platinen im Fotoverfahren hergestellt. Allerdings ist das nicht ganz ohne. Zum Einen muss man natürlich erst mal vernünftige Lichtdichte Ausdrucke hinbekommen, zum Anderen dann noch die ganze Arbeit mit belichten und Ätzen. Ich hatte mir zu diesem Zweck aus einem alten Scanner und einem Gesichtsbräuner ein Belichtungsgerät gebastelt http://www.a-reinert.de/Atmega_Projekte/Belichtungsgerat/belichtungsgerat.html und wenn man erst mal alle Prozesse im griff hat, erzielt man mit der Ätztechnik wirklich gute Ergebnisse. Letztes Jahr habe ich mir dann eine CNC-Fräsmaschine gebaut und mit dieser dann auch mal getestet was denn dabei rauskommt wenn man Platinen fräst. http://www.youtube.com/watch?v=jjA203loYPY&list=UU-5HTdaSo9iAf0idu_llidQ&index=9&feature=plcp Hat auf anhieb geklappt, auch wenn der Fräser nur ein selbst angeschliffener Passtift war. Ermutigt durch dieses Ergebnis habe ich mir dann noch eine kleine Fräsmaschine nur zum Platinenfräsen gebastelt. http://www.youtube.com/watch?v=xa3lZT37ngM&list=UU-5HTdaSo9iAf0idu_llidQ&index=5&feature=plcp Preis komplett mit Steuerung und Proxon etwas über 300€ und damit lassen sich bis doppeltes Euroformat super Platinen fräsen! http://www.youtube.com/watch?v=ndct5cyp9d0&list=UU-5HTdaSo9iAf0idu_llidQ&index=1&feature=plcp Allerdings muß man, wie von anderen schon angemerkt peinlichst darauf achten, das die Platinen sauber aufliegen, sonst gibts Schwankungen in der breite der Isolationskanäle und Leiterbahnen. Anbei mal ein Bild eine sinnlosen Platine die ich nur zum testen mal gefäst habe... Also ich kann nur sagen, wenn ich zwischen 2 IC-Pinns noch 2 Leiterbahnen durch kriege, ist mir die Maschine präzise genug! Die Platine die im Video zu sehen ist hatte eine Fräszeit von ca. 6 Minuten incl. aller Bohrungen. Bei der Ätztechnik wäre ich da mal gerade mit dem Belichten fertig gewesen. Als Resüme kann ich nur sagen: Auch wenn ich viele Jahre mit dem Fotoverfahren gearbeitet habe, ist mir das Fräsen doch mittlerweile um vieles lieber! Gruß...
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.