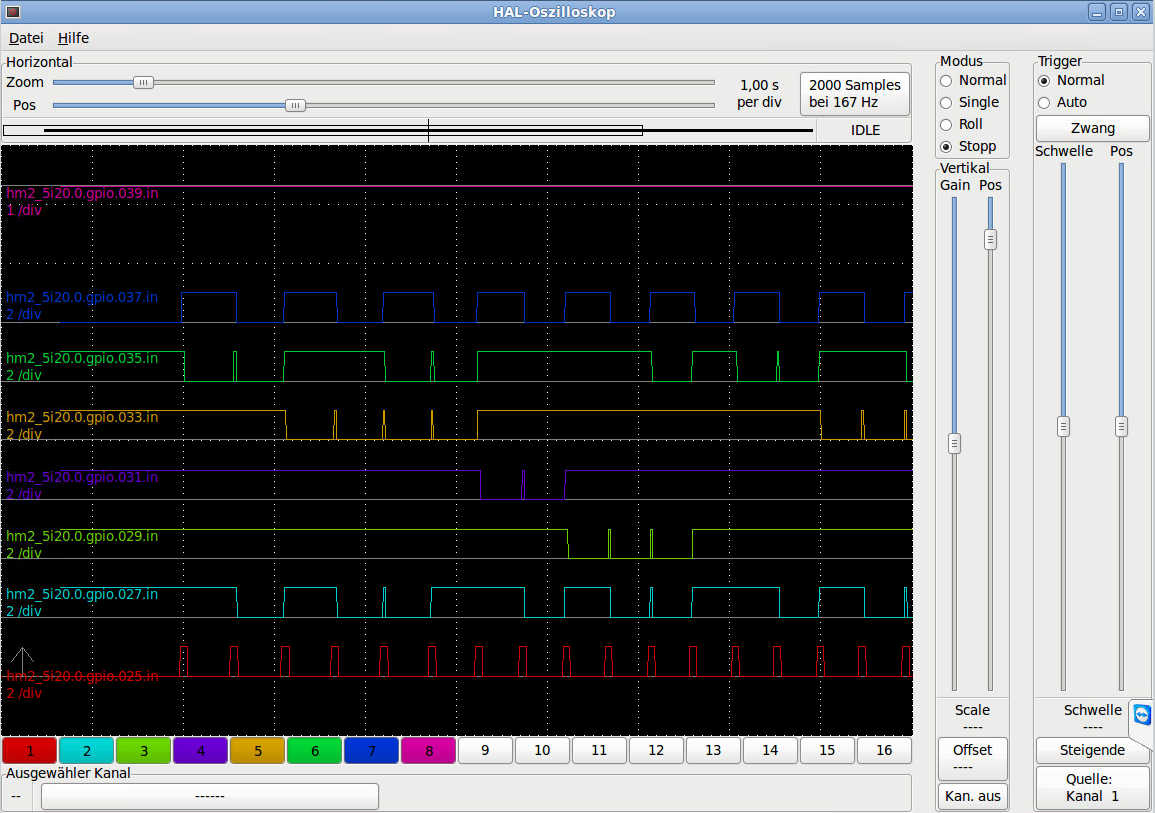
Hallo! Ich habe eine Takisawa TS-10 Drehmaschine, die ich gerade auf eine neue Steuerung umrüste. Etwas Kopfzerbrechen bereitet mit dabei der sogenannte "Pulse Coder" Positionsgeber des Werkzeugwechslers. Es handelt sich um einen Sumtak IP-108898 24V. Fotos siehe hier: https://www.cncgalore.com/image/cache/data/sumtak-ip-108898-24v-index-pulser-ip-108s98-encoder-miyano-jnc-35-cnc-lathe-800x600.jpg https://www.cncgalore.com/image/cache/data/sumtak-ip-108898-24v-index-pulser-ip-108s98-encoder-miyano-jnc-35-cnc-lathe_2-800x600.jpg https://www.cncgalore.com/image/cache/data/sumtak-ip-108898-24v-index-pulser-ip-108s98-encoder-miyano-jnc-35-cnc-lathe_3-800x600.jpg Das Teil hat 7 Ausgänge, die im Oszillogram im Anhang ausgelesen wurden. Dabei machte der Werkzeugwechsler mehr als eine ganze Drehung mit seinen 12 Werkzeugen. Meine Vermutungen so weit: - gpio25 (rot): Inhibit? Ist immer high, wenn anderen Kanäle Pegel wechseln. Jeder Flakenwechsel findet innerhalb der high-Periode statt. - gpio37 (blau): High- und Low-Pegel entsprechen je einem Werkzeug. Auf dem Oszillogram wurde insgesamt 17 mal eine Werkzeug-Position überfahren. Und meine Frage: erkennt jemand ein Muster hinter den Signalen? Ich hab sie nach aufsteigender Kabel-Nummer sortiert, aber kann kein Muster feststellen... Weder ein BCD-Code, noch ein Grey-Code... Ich bin ratlos. Natürlich kann ich die mit einer Tabelle die Codes einfach einem Werkzeug zuordnen, aber wieso sollte das eine so zufällige Codierung sein? Oder gibt es doch eine Logik dahinter? ???
Angehängte Dateien:
-

wzwencscope3.png
150 KB
{kind=link}
{kind=link}
{kind=link}
Ich hab das Oszillogram auch nochmal als Code-Tabelle aufgelistet. gpio27 als LSB, gpio37 als MSB. Werkzeug 1 011111.
1 | 37 27 |
2 | -v----v- |
3 | 011111 |
4 | 101111 |
5 | 001110 |
6 | 110111 |
7 | 010110 |
8 | 100110 |
9 | 000111 |
10 | 111011 |
11 | 011010 |
12 | 111101 |
13 | 011100 |
14 | 101100 |
1 | original negiert vertauscht gesplittet |
2 | 37 27 37 27 27 37 par. Zehner Einer |
3 | -v----v- -v----v- -v----v- odd BCD BCD |
4 | 011111 100000 000001 0 0 0001 |
5 | 101111 010000 000010 0 0 0010 |
6 | 001110 110001 100011 1 0 0011 |
7 | 110111 001000 000100 0 0 0100 |
8 | 010110 101001 100101 1 0 0101 |
9 | 100110 011001 100110 1 0 0110 |
10 | 000111 111000 000111 0 0 0111 |
11 | 111011 000100 001000 0 0 1000 |
12 | 011010 100101 101001 1 0 1001 |
13 | 111101 000010 010000 0 1 0000 |
14 | 011100 100011 110001 1 1 0001 |
15 | 101100 010011 110010 1 1 0010 |
Aaah, Danke! Da wäre ich lange nicht draufgekommen.
Rein interessehalber, hat jemand eine Erklärung dafür, warum BCD? Parität ist ja okay, aber BCD? Ich verstehe hier den Sinn nicht ganz.
Mike Mike schrieb: > hat jemand eine Erklärung dafür, warum BCD? das ist einfach nur unglücklich formuliert. Es handelt sich um eine normale 5bit-Zahl
Schreiber schrieb: > Mike Mike schrieb: >> hat jemand eine Erklärung dafür, warum BCD? > > das ist einfach nur unglücklich formuliert. Es handelt sich um eine > normale 5bit-Zahl Da solltest du vieleicht mal erst nachrechnen!
Max Mustermann schrieb: > Da solltest du vieleicht mal erst nachrechnen! tatsächlich. Bei den letzten 3 Werten passts nicht.
Das ist ja grad der Knackpunkt, mit BCD verschwende ich unnötig. Ohne hätte ich mir ein Bit sparen können.
Mike Mike schrieb: > Das ist ja grad der Knackpunkt, mit BCD verschwende ich unnötig. Ohne > hätte ich mir ein Bit sparen können. BCD hat den Vorteil das man mit einem einfachen BCD-zu-Siebensegment-Decoder eine humancompatible Anzeige bauen kann. Ist heute wo sowiso Alles durch einen MC vorverdaut auf dem Touchscreen landet fast obsolet.
Max Mustermann schrieb: > Mike Mike schrieb: >> Das ist ja grad der Knackpunkt, mit BCD verschwende ich unnötig. Ohne >> hätte ich mir ein Bit sparen können. > > BCD hat den Vorteil das man mit einem einfachen > BCD-zu-Siebensegment-Decoder eine humancompatible Anzeige bauen kann. Genau das hab ich mir nach deiner Dekodierung auch gedacht. Heißen Dank nochmal! Echt cool! > Ist heute wo sowiso Alles durch einen MC vorverdaut auf dem Touchscreen > landet fast obsolet. Die Drehmaschine stammt aus 1983, hatte aber eine komplette CNC-Steuerung. Als Austattungs-Option sogar 12 Meter anstatt Standard 8 Meter Speicher (wie im Handbuch das Lochstreifenband genannt wurde :D)
Michael schrieb: > Als Austattungs-Option sogar 12 Meter anstatt Standard > 8 Meter Speicher Mann, das sind ja mehr als 4 kB! Georg
Georg schrieb: > Mann, das sind ja mehr als 4 kB! Für die meisten Dreharbeiten noch heute völlig ausreichend. Lästig ist nur das Neuprogrammieren und bei Tippfehlern ist Bastelstunde mit Klebeband, Schere und Locher angesagt... Welches Lochstreifenformat verwendet die Maschine eigentlich? 5bit vom oder 8bit? bei 5bit kann man die Fertigungsdaten bequem per Fernschreiber von einem Werk ins andere bringen. :-) Gibts eigentlich Bilder von der guten, alten Technik?
Schreiber schrieb: > und bei Tippfehlern ist Bastelstunde > mit Klebeband, Schere und Locher angesagt Ein Kunde von mir stand mal in der Sowjetunion auf einer Messe ohne Programm da, das war unterwegs verlorengegangen, da wird man kreativ: die haben einen Lochstreifen mit dem Kugelschreiber gelocht. Schreiber schrieb: > bei 5bit kann man die Fertigungsdaten bequem per Fernschreiber von einem > Werk ins andere bringen Das total verrückte 5bit-Format mit der Zeichenumschaltung deutscher Fernschreiber hat es meines Wissens bei NC-Maschinen nie gegeben, die hatten immer Teletype-Format. Ich hatte allerdings mal vor sehr langer Zeit einen Wandler gebaut von 5 auf 8 Kanal, aber der war für die Softwareentwicklung, um einen Fernschreiber als Programmierplatz zu verwenden, daher kenne ich das noch. Georg
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.