Hallo zusammen! Was mich nervt sind Bohrungen die schon mit freiem Auge erkennbar nicht dort sitzen wo sie sein sollten.Also habe ich mich im Internet umgesehen und festgestellt ,man kann da richtig viel Geld dafür ausgeben.Ein Höhenreißer bis 300mm, ein Aufspannwinkel und einen speziellen Fadenkreuzkörner mit Lupe kosten auch wenn man billig kauft schon recht ordentlich viel. Natürlich habe ich ankörnern mal richtig lernen müssen aber wennst das nicht regelmäßig machst und die Augen auch nicht besser werden...dann klopft man auch mal was daneben.Mancher Körnerpunkt lässt sich hinklopfen aber leider und in weichen Materialien nicht alles.Im Bett habe ich dann sinniert ob ich das nicht günstiger selbst machen kann. Im kopf aus meiner Zeit bei Siemens hatte ich noch eine Ankörnvorrichtung die x-Y mäßig einstellbar war und das einstellen wie bei einer Schiebelehre via Nonius gemacht wurde. Eine Provisorische Skizze (Skizzen sind Zeichnungen die nicht der Norm entsprechen) mit Sprint erstellt schaut schon recht ermutigend aus. Ich habe mich auf ein Blechformat 300x200mm ohne Höhenbegrenzung festgelegt. Irgendwie habe ich mich dabei ertappt so zu konstruieren als wenn ich das nicht bezahlen müßte...;-)Ergo habe ich vier Linearwägen wieder rausgeschmissen und das Problem schlichter gelöst. Natürlich versuche ich auf möglichst viele käufliche Teile wie Festlagerböcke, Klemmringe etc. zurück zu greifen. Ein paar Späne werden schon Fallen müssen da komme ich nicht drum herum. Die Grundplatte muß gelasert werden. So jetzt habe ich mir die Kaufmannsbrille aufgesetzt und mal die Teile zusammengerechnet.Ernüchterung, der Abstand zum kaufen ist kleiner als erwartet. Ich hadere....was gäbe es sonst noch für Möglichkeiten? Wer eine CNC hat ist ja schon fein raus hat aber viel Geld hingelegt. Bei den billigeren Maschinen ist der Verfahrensweg oft recht bescheiden.Nicht vergessen ,es geht um "hobbymäßig" und nicht ums Geld verdienen. Jetzt mache ich erstmal die Skizzen fertig...
Ich bin der Meinung, daß du die handelsüblichen Alu und Stahlfrontplatten mit dem üblichen Baumarktwerkzeug wie Bosch-Bohrmaschine mit Wolfcraft Bohrständer nicht wirklich genau genug gelocht bekommst, also auf 0.1mm genau was man als Abweichung nicht mehr sieht statt auf 1mm was man als Abweichung deutlich sieht. Da hilft auch kein Ankörnern. Seit dem ich eine Wabeco F120 habe, passen die Löcher, aber auch dort benötigt man Spezialwerkzeug, mit dem handelsüblichen rollgewalzten HSS Langbohrer wird es jedenfalls nichts, mindestens geschliffene Kurzbohrer oder ich verwende oft auch VHM Zylinderfräser weil ich davon mehr und auch grössere Durchmesser habe. Wenn man viel Aufwand treiben will weil das Geld nicht reicht, dann könnte man versuchen das kleiner gebohrte Loch passend aufzufeilen, mit viel Mühe geht das, mir war damals die Mühe zu lästig. Oder man besorgt sich Kurzbohrer speziell mit Alublechanschliff. Das ankörnern und anreissen scheint mir noch das kleinste Problem zu sein, denn 1/10mm kann man noch gut mit dem Auge einhalten (und wenn nicht, dann sieht man hinterher auch kein Problem bei den Abweichungen)
Ich fürchte auch, es liegt nicht am Ankörnen. Hab aber trotzdem mal nach "Fadenkreuz-Körner" und "Präzisionskörner" gesucht: http://www.feinewerkzeuge.de/centerpunch.html http://shop.ploberger.net/Handwerkzeuge/Meissel-Durchtreiber-Koerner/2/ echte XY-Apparate waren so nicht aufzutreiben. Wie sieht sowas üblicherweise aus?
Wenn man exakt ankörnt, kann eine Bohrung trotzdem daneben gehen, weil der benutzte Bohrer zu lang ist. Mit Zentrierbohrern kann man das verhindern.
Nutze seit Neuestem einen Automatikkörner. Ist was Feines, und etwas eleganter als mit nem Hammer. Habe den allerdings etwas gepimpt, schwächere Federn rein, so daß man nicht wie ein Irrer aufdrücken muss. Und die Spitze nach Art einer Reißnadel angeschliffen, sonst sieht man ja kaum was...Kleine Löcher bohren sich so wirklich innerhalb 1/10mm. Erst beim Aufbohren gibt es manchmal enormen Versatz...;-/ Aber wer hat schon für alle Größen Stufenbohrer in der Werkstatt?
Zentrierbohrer wäre auch mal so mein Tipp für sauber sitzende Bohrungen. Dazu noch eine einfache Tischbohrmaschine. Fazit: Nie wieder ohne...
Christoph Kessler (db1uq) schrieb: > Ich fürchte auch, es liegt nicht am Ankörnen. Nicht nur am ankörnern, nein auch am anreißen selber auch. Je nachdem wie man die Anreißnadel an der Kante führt und in welchem Zustand sie ist. Anreißen und ankörnern sind Arbeiten mit Fehlerpotential. Es ist brutal wenn das verbohrte Teil schon etliches an Arbeit und Schweiß gekostet hat. Christoph Kessler (db1uq) schrieb: > echte XY-Apparate waren so nicht aufzutreiben. Wie sieht sowas > üblicherweise aus? Geduld ich brauche noch etwas Zeit dann stell ich die Skizze rein. MaWin schrieb: > Da hilft auch kein Ankörnern. Doch doch WaWin wennst einen sauberen Könerpunkt hast denn du nicht erst hast ins Ziel klopfen müssen, dann hilft das schon. Man sollte Körnerpunkte erstmalig freihändig anbohren ,dann zentriert sich das leichter als wenn da noch ein Bohrschraubstock mi dranhängt.Mit rollgewalzten Bohrern fange ich gar nicht an.
>Erst beim Aufbohren gibt es manchmal enormen Versatz
Dann machst du etwas enorm falsch.
Gerade das aufbohren ist bei normalen Spiralbohrern immer automatisch
zentrierend.
Irgendwie klingt das nach dem klassischen Anforderungsprofil für eine "Käsefräse", also eine 2,5D-Leicht-CNC-Fräse. Ja, der Selbstbau ist nicht soooo viel preisgünstiger als der Kauf. Statt ankörnen würde man mit dem Gerät dann eben anbohren (Zentrierbohrer).
Spiralbohrer schrieb: > Dann machst du etwas enorm falsch. > Gerade das aufbohren ist bei normalen Spiralbohrern immer automatisch > zentrierend. Nicht wirklich. Und viel falsch machen kann man ja beim Aufbohren bei ner Tischbohrmaschine nun wirklich nicht. Dennoch gibt es genau nach diesem Vorgang meist deutliche Abweichungen. Klar, das Ding ist billigst, aber die kleinen Bohrungen sitzen damit ja auch sauber. Bei Alu z.B. ist das ganz schlimm, da kann man das Zentrieren durch eine Vorbohrung fast völlig vergessen. Genau das ist eigentlich auch bekannt, daher gibt es z.B. Stufenbohrer.
Die meisten Körner sind zudem auch noch exzentrisch (weil von Hand) angeschliffen. Da wird dann beim Ankörnen schon für einen Versatz gesorgt - plus dem Fehler, der entsteht, wenn der Ankörnende den Körner nicht senkrecht hält.
>Nicht wirklich. Doch wirklich. Die automatische Zentrierung ist prinzipbedingt und funktioniert sogar besser je wackeliger die Maschine ist. Hast du den Schraubstock bzw. das Werkstück festgeschraubt? >Genau das ist eigentlich auch bekannt Nein. Das genaue Gegenteil ist bekannt und physikalisch bedingt. > daher gibt es z.B. Stufenbohrer. Stufenbohrer werden nur zu einem Zweck eingesetzt: Stufen bohren.
>Die meisten Körner sind zudem auch noch exzentrisch (weil von Hand) >angeschliffen. Da wird dann beim Ankörnen schon für einen Versatz >gesorgt Wie soll das denn für Versatz sorgen?
Spiralbohrer schrieb: > Wie soll das denn für Versatz sorgen? Durch unterschiedliche Materialverdrängung am Einschlagpunkt.
Angehängte Dateien:
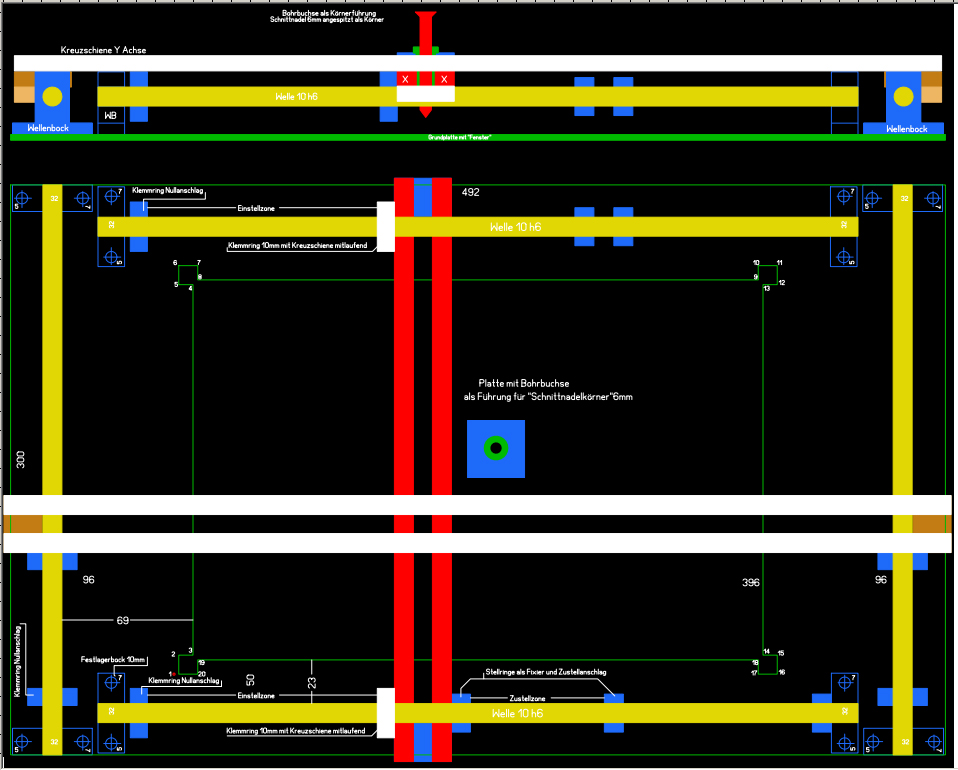
So, jetzt wäre ich soweit mit der Skizze. Vorweg, die Darstellung enspricht keiner gültigen Norm, manche Details mußten außen vor bleiben. Doch der geübte Metaller wird sich zurecht finden. Sprint Layout ist halt dafür nicht gedacht, aber besser als Bleistift und Papier. Die vier Linearwägen welche die Kreuzschienen führen sollten habe ich führs erste mal gecancelt. Es wird sich zeigen wie gut man nach etwas Übung das Teil mit einer Schiebelehre zwischen den Stellringen einstellen kann. Eine Nachrüstung aber ist immer möglich. Ich habe mir auch gedacht mir einfache "Endmaße" für die gängigsten Maße bzw. eine mit der Digitalen Schiebelehre einstellbare Lehre für einen bestimmten Messbereich anzufertigen. Fürs feine gäbe es dann noch Blattlehren bis 0.01mm.;-). Die puristische Auslegung ist durchaus gewollt. Es gibt in der Mechanik in der Tat arbeiten wie zb. ankörnern,anreißen ,einen Sägeschnitt einstellen...die vergleiche ich mit "Tee trinken".Der eine hängt seinen Teebeutel in die Tasse, der andere erfreut sich meditativ an einer längeren japanischen Teezubereitung. Die Grundplatte muß gelasert werden. Das Fenster ist konstruktive Absicht und erlaubt nach unterlegen entsprechend hoher Leisten recht und links auch hohe Teile zu bekörneren. Keine Ahnung wie gut die Winkligkeit beim lasern ausfällt, ich hoffe das passt. Trotzdem habe ich in der Grundplatte Bohrungen für Anschlagleisten vorgesehen die man mittels Winkel justieren könnte. Eins noch: die Preise für zb. Lagerböcke die streuen sehr. Man kann auch das dreifache für die gleichen Teile hinlegen. Selber bauen oder Höhenreißer plus Zubehör kaufen? Gute Frage die noch nicht entschieden ist , aber das nachdenken und die Aussicht auf anrissfreie Teile hat Spass gemacht.
Peter Xuang schrieb: > Durch unterschiedliche Materialverdrängung am Einschlagpunkt. Denk nochmal drüber nach. Spoiler: Es ist falsch. Tipp: Zeichne dir die Spitze mal auf.
Spiralbohrer schrieb: > Spoiler: Es ist falsch. Speziell für Dich: Wenn ein Körper in ein Material eindringt, dessen Flanken einen radial unterschiedlichen Winkel haben, dann wirken an den Flanken unterschiedliche Kräfte. Den Rest überlasse ich deiner Phantasie.
:
Bearbeitet durch User
>Speziell für Dich:
Danke. Aber in Nachhinein die Ursprungsbedingungen ändern ist unredlich.
Du sprachst von "exzentrisch". Und eine Exzentrizität macht mal eben gar
nichts aus.
Spiralbohrer schrieb: > Und eine Exzentrizität macht mal eben gar > nichts aus. Na, dann is ja gut :-) Unwissende sollten diesen Kommentar mit Vorsicht genießen. Vor allem diejenigen, die eine verpatzte Körnung durch "schräghalten" des Körners korrigieren konnen.
Wohlmöglich liegt euer Problem ganz woanders.. Bohrungen, die mit Spiralbohrern gemacht werden sind prinzipiell keine Präzisionsbearbeitungen. Daraus folgt eigentlich automatisch, dass man gebohre Bohrungen (was für eine Wortkonstruktion... ;) auch nur dort konstruiert, wo die niedrige Präzision ausreicht. (Durchgangslöcher für Schrauben, Grundlöcher für Gewinde, Grundloch für eine Reibahle wo die Positionstoleranz keine grosse Rolle spielt..).. Für alles andere, was wirklich genau sein muss, z.B. Sitze für Wälzlager, Zylinderstifte zur Positionierung von anderen Teilen etc. nutzt man am Besten eine Fräsmaschine bzw. darauf einen Ausdrehkopf wenn die der Durchmesser auch genau sein muss. Bohrungen eines Spiralbohrers bekommt man per Auge normalerweise auf 0.1mm - 0.15mm Positionstoleranz hin. Was in den allermeisten Fällen locker ausreicht. Wenn nicht, fährt man halt gröberes Geschütz auf s.h. oben. Somit ergibt sich im normalen Werkstattalttag gar kein Bedürfniss nach einer super duper genauen Anreismaschine... Was der Grund ist, warum es sowas nicht einfach so zu kaufen gibt.. Obwohl mir deine Idee gefällt.. Tendenziel würde ich dir aber ebenfalls zur Käsefräse raten bzw. zu einem Kreuztisch mit Glasmasstäben (auch billig in der Bucht zu haben).. Dies dürfte dir Freude bereiten...
Achja und es ist tatsächlich problemlos möglich, sich beim Aufbohrer die Position des Zentrum einer Bohrung zu verschieben. Theoretisch ist ein Spiralbohrer tatsächlich selbstzentrierend. In der Praxis gilt dies nur dann, wenn der Bohrer auch exakt geschliffen ist bzw. beide schneiden gleich lang sind und den gleichen Winkel haben. Wer seine Bohrer per Hand nachschleift, wird dies nicht 100% exakt erreichen. Dies, zusammen mit der z.T. grossen Rundlauftoleranz der verwendeten Bohrmaschine bzw. des Futters sorgen dafür dass das gebohrte Zentrum nichtmehr mit dem ursprünglichen Zentrum der (Vor-)Bohrung übereinstimmt..
Danke Marco für deine Ausführung. Perfekte Lagersitzpassungsbohrungen macht man nicht mit der Ständerbohrmaschine, sondern mit CNC-gesteuerten Geräten. Die Naivität mancher Zeitgenossen verleitet aber, einschließlich deren Ignoranz, zu mehr Aufklärungsarbeit.
>Die Naivität >mancher Zeitgenossen verleitet aber, einschließlich deren Ignoranz, zu >mehr Aufklärungsarbeit. Danke für deine Weisheiten, oh mein Führer.
Man merkt ganz deutlich, dass hier 90% Theoretiker schreiben. Wer eine Bohrung ohne CNC-Hilfe nicht auf +- 0.1mm genau positioniert bekommt, der sollte ganz einfach üben. Diese Toleranz bekommt man mit der klapperigsten Bohrmaschine, dem schlechtesten angeschliffenen Körner und dem schiefesten angeschliffenen Bohrer hin.
Spiralbohrer schrieb: > Wer eine Bohrung ohne CNC-Hilfe nicht auf +- 0.1mm genau positioniert > bekommt, der sollte ganz einfach üben. Diese Toleranz bekommt man mit > der klapperigsten Bohrmaschine, dem schlechtesten angeschliffenen Körner > und dem schiefesten angeschliffenen Bohrer hin. Also jetzt wird es lächerlich. 0,1mm Genauigkeit kannst Du ja mal probieren bei z.B. 10mm Bohrungen in Alu, mit Baumarkt-Maschinchen, von Hand gekörnt und vorgebohrt. Von einem schief angeschliffenen Bohrer ganz zu schweigen, da rattert es nur noch, und das Loch wird 2mm größer als geplant... 0,1mm Genauigkeit bekommst DU doch noch nicht mal angerissen!
>z.B. 10mm Bohrungen in Alu...
Ja genau. Und wieder zeigst du, dass du den Grund für das Vorbohren
nicht verstanden hast. ;)
Elektriker machen sich immer über die "Schlosser" (= Mechaniker aller
Art) und ihre angebliche Grobmotorigkeit lustig. Es zeigt sich immer
wieder, dass es genau umgekehrt ist.
Spiralbohrer schrieb: > Danke für deine Weisheiten, oh mein Führer. Du brauchst offensichtlich ebenso einen. Das Problem heutzutage scheint zu sein, dass der Jugend ihre Hormone gen Hirn zu wandern, anstatt neue Rentenzahler zu produzieren. Nur mit unbewiesenen Junk-Sprüchen á la Schmartphone truth labern sich die youngster ad absurdum.
Nachtrag:
>und das Loch wird 2mm größer als geplant...
Nur so als Tipp: Wenn du vorbohrst, wird der endgültige Durchmesser
nie aufgrund des Bohreranschliffs größer. Der Anschliff spielt beim
Aufbohrer auf den Durchmesser bezogen keine Rolle.
Spiralbohrer schrieb: > Der Anschliff spielt beim > Aufbohrer auf den Durchmesser bezogen keine Rolle. Schon wieder eine Dummheit. Du kannst es nicht lassen, Unwahrheiten zu verbreiten. Es wäre bessser, du würdest dich aus diesem Forum verabschieden.
> Du kannst es nicht lassen, Unwahrheiten zu verbreiten. Meinten Sie: > Was ich nicht kenne ist unwahr. Das bekommt jeder Metall-Lehrling im ersten Lehrjahr theoretisch und praktisch beigebracht.
>Jetzt haben wir das Stichwort.
Worauf willst du hinaus?
Na auf das, was auch der Letzte jetzt verstanden hat: Du bist noch in der Lehre. Das steht in perfekter Übereinstimmung mit deinem genannten "Schlosser-Wissen".
>Du bist noch in der Lehre.
Ach, wie niedlich.
Schön wärs.
Spiralbohrer schrieb: > Worauf willst du hinaus? Dass Du hier erst mitreden kannst, wenn du über adequate Kenntnisse verfügst. Dein Wissensstand ist ewinfach zu klein. Bedenke: DU hast es in diesem Forum mit Ings und Technikern zu tun, die mehrere Jahre praktische Erfahrungen gesammelt haben, als du auf der Welt bist. Zumindest macht dein Geschreibsel den Eindruck.
Spiralbohrer schrieb: > Schön wärs. Achso, ist noch nicht mal so weit, ok! Nun aber Schluss mit der Troll-Fütterei...
>Bedenke: DU hast es >in diesem Forum mit Ings und Technikern zu tun, die mehrere Jahre >praktische Erfahrungen gesammelt haben, als du auf der Welt bist. Diese Behauptung reiht sich elegant an all deine anderen Behauptungen an. Einfach mal ohne Grundlage (oder kennst du mich etwa) irgendetwas als Fakt behaupten. Ich verneige mich vor DIR, dem allwissenden Ing. Mfg, der Grundschüler.
Spiralbohrer schrieb: > oder kennst du mich etwa Ich kenne dich (gottseidank nicht). Und ich wäre auch nicht erpicht, dich kennenzulernen. Trotzdem wünsche ich dir eine gute Zukunft.
Hallo Spiralbohrer! Natürlich ist es richtig was du sagst. Die Schmartfon-Generation hat doch kaum noch Kenntnis über Mechanik. Und der TE ist auch weit weg von dem, was er vielleicht mal gelernt hat. Auch mit einer digitalen Schiebelehre wird die Genauigkeit nicht besser. Und mit dem Begriff Endmaß sollte er ganz vorsichtig umgehen. Da kommt man auf eine Genauigkeit von 0,001mm. Wenn man es kann. Die Beschreibung zu seiner "Zeichnung" kann ich nicht recht deuten. Natürlich ist gutes anreißen das Wichtigste. Wie hat man denn das früher ohne CNC gemacht? Ja es ging. Also die Teile möglichst genau bohren. Danach justieren und die Schrauben festziehen. Danach Passbohrungen setzen und Passstifte einschlagen. Fertig. Ich hoffe, daß das heute ein Werkzeugmacher auch noch kann.
Nur der Vollständigkeit halber, falls mal ein Billdungswilliger diesen Thread durchliest: Was Spiralbohrer schreibt ist korrekt. Nur das mit dem ausgeleierten Werkzeug, das gefällt mir nicht. Solches Werkzeug sollte es in keiner ordentlichen Werkstatt geben. Es gibt nur leider viele Leute, welche sich Ings und Techniker usw. nennen, aber von der Praxis dann eben doch keine Ahnung haben. Mechaniker, welche eine ordentliche Ausbildung genossen haben und/oder Praxiserfahrung müssen sich dann oftmals wundern, was die "Studierten" alles NICHT wissen. Ulli
Etwas am Rande zum Thema: Während meiner Ausbildungszeit in einer großen mittelständigen Elektronik Firma in Bayern um 1972 wurden wir erstmals für drei Monate in die mechanische Lehrwerkstatt geschickt wo wir vom Feilen bis Fräsen alles lernten. Bin ich heute noch froh, daß mir diese Möglichkeit gegeben wurde. Es wurde auch kein Unterschied zwischen Lehrlingen und Ingenieurstudenten gemacht. Wir lernten auch wie man Bohrer richtig nachschleift (Am Anfang hat es schon einige etwas kurze Bohrer gegeben:-) ) Werkstatt kehren mußten wir auch und der Lehrmeister verstand keinen Spaß wenn man nicht mit Leib und Seele beim Lernen dabei war. Von der Zeit habe ich immer noch ein paar Sachen im täglichen Gebrauch die wir damal hergestellt hatten wie ein Körner und Parallelschraubzwinge. Den Körner mußte ich bis jetzt noch nicht nachschleifen und die Schiebelehre habe ich immer noch im Gebrauch. Auf genaues Arbeiten wurde extremer Wert gelegt. Wenn man die gewünschte Genauigkeit nicht erreichte mußte man es nochmals machen bis es stimmte. Rückblickend muß ich wirklich zugeben, wie wichtig das damals für mich in späteren Zeiten wurde. Sowohl für Hobby und Arbeit. Diese Grundlagen waren wirklich Goldes wert. Ich nehme an ihr kennt das größtenteils von Euch selber vor langen Zeiten. Mfg, Gerhard
Ulli schrieb: > Mechaniker, welche eine ordentliche Ausbildung genossen haben und/oder > Praxiserfahrung müssen sich dann oftmals wundern, was die "Studierten" > alles NICHT wissen. Das ist kein Widerspruch. Ich selbst hab im Werkzeugbau gelernt und bin studierter Elektroniker. Ich kenne genug Studierte, die sich in die Praxis vertiefen können. Ein ehemaliger Chef hat seinen Doktor in der Fachrichtung Klebetechnik gemacht. Er ist aber trotzdem ein absoluter Praktiker. Sein Haus hat er mit eigenen Händen erbaut (in der DDR üblich) und in Sachen Elektronik kannte er sich zuletzt recht gut aus. Veralbern konnte ich ihn nicht.
Gerhard O. schrieb: > Von der Zeit habe ich immer noch ein paar Sachen im täglichen Gebrauch > die wir damal hergestellt hatten wie ein Körner und > Parallelschraubzwinge. Den Körner mußte ich bis jetzt noch nicht > nachschleifen und die Schiebelehre habe ich immer noch im Gebrauch. Meinen Körner habe ich schon mal mehrmals nach fast 50 Jahren nachschleifen müssen. Übrigens rund! Die Schraubzwinge hab ich noch in Gebrauch. Hast du da wrklich eine Schiebelehre gefeilt? Mein Glanzstück war ein Zentrierwinkel, den mir aber am Ende mein Lehrfacharbeiter abgeluchst hat.
Hallo Michael, Nein, da habe ich mich wohl etwas unklar ausgedrückt. Die Schiebelehre mußte ich damals in der Firma (Recht günstig) kaufen und hat mir ein Leben lang treu bei meinen vielen Projekten gedient. Eine gut funktionierende Schiebelehre herzustellen, traue ich mich eher nicht. Bei welcher Firma warst Du? Bei mir wars Kathrein. Mfg, Gerhard
:
Bearbeitet durch User
michael_ schrieb: > Und der TE ist auch weit weg von dem, was er vielleicht mal gelernt hat. Natürlich bin ich weit weg von dem was ich mal gelernt habe.Ich habe fast keine einzige Formel im Kopf und die ganzen Stahlsorten samt Legierung und Gebrauchseigenschaften auch nicht mehr. Aber praktisch und von meiner technischen kreativität her bin ich näher dran als früher. Ich kann nix dafür wenn du Probleme hast einfache Skizzen zu interpretieren oder Aussagen wie "Endmaße" einzuschätzen nur weil ich es versäumt habe Gänsefüßchen oder Smileys zu setzen. Meinst ich weiß nicht was Endmaße sind und was die kosten? Ich brauche keine geläppten Endmaße. Aber Fixmaße mit einer Genauigkeit kleiner 0,05 sind doch keine große Hürde.Im Gegensatz zu dir vertraue ich meiner Digitalen Schiebelehre,anderes habe ich nicht. michael_ schrieb: > Die Beschreibung zu seiner "Zeichnung" kann ich nicht recht deuten. Wenn du die "Skizze" lesen könntest, dann kommst auch ohne Text aus auch wenn die Darstellung sehr vereinfacht ist.Sperre dich halt nicht so.:-) Beste Grüße!
Ulli schrieb: > Nur das mit dem ausgeleierten Werkzeug, das gefällt mir nicht. Ja das war natürlich auch etwas überzogen dargestellt. Das zielte auf die völlig überzogenen Aussagen von Anderen ab, die behaupteten, mit einer ausgeleierten Maschine und einem leicht falsch angeschliffenen Bohrer könne man beim Aufbohren einen Positionsversatz bekommen. :) Das Gegenteil ist in Wirklichkeit eher der Fall. Da Spiralbohrer am Umfang nicht schneiden, werden sie sich in der Bohrung beruhigen und sich nicht durch Ungenauigkeiten in der Spindellagerung aufschaukeln.
Klassisch wäre der Anforderungsbereich des TOs das, was man mit einem Koordinatentisch für die Bohrmaschine macht. Das gibt es auch mit Kurbeln. Ohne CNC. Wenn ich ehrlich bin, würde ich 70% der Sachen, die ich mit meiner CNC mache, in etwa gleichschnell mit einem Koordinatentisch hinbekommen. Wobei... richtig "klassisch" würde ich mich nach vernünftigem Anreißwerkzeug umsehen und ein wenig üben. Bei Serienbohrungen (z.B. LED-Leisten) kann auch eine einfache Schablone viel Zeit sparen. Wenn ich meine Gehäuse aus der prä-CNC-Ära (wacklige Baumarkt-Bohrmaschine) mit dem späteren Vergleiche: Die Bohrungen sind nicht das, was besser geworden ist. Rechteckige Ausschnitte sahen mit Laubsäge und Feilen auch nicht schlechter aus. Es gibt ein paar Sachen, die mit CNC/einer stabilen Bohrmaschine besser gehen: - Das Ausschneiden von Kleinteilen aus dem Vollen - Das Gravieren zur Beschriftung - Das Bohren in in eine Schräge Zum Bohren in Plattenmaterial würde ich auf gutes Anreißwerkzeug setzen. Viele Grüße W.T.
Gerhard O. schrieb: > Etwas am Rande zum Thema: > > Während meiner Ausbildungszeit in einer großen mittelständigen > Elektronik Firma in Bayern um 1972 wurden wir erstmals für drei Monate > in die mechanische Lehrwerkstatt geschickt..... Ich bräuchte in Deinem Beitrag nur die "mittelständigige Elektronik Firma in Bayern" gegen einen "VEB in Thüringen" zu tauschen, den Rest könnte ich genau so lassen, außer das wir auch noch einen E-Schweiß-Lehrgang hatten, um uns z.B. Konsolen für Kabelbahnen herstellen zu dürfen. Das scheint heute vollkommen zu fehlen. Aber ein Rat zum Herstellen von Bohrschablonen: Ich zeichne in Eagle in der Boardansicht ALLES, was ich mechanisch brauche, z.B. Rahmenwangen für Modell-Lokomoteufelchen. Ausgedruckt und auf das Werkstück mit Pritt-Sift kleben->Ankörnen->Bohren->Aufbohren->Passt. MfG Paul
Walter Tarpan schrieb: > Klassisch wäre der Anforderungsbereich des TOs das, was man mit einem > Koordinatentisch für die Bohrmaschine macht. Das gibt es auch mit > Kurbeln. Ohne CNC. Gute Kreuztische kosten auch viel Geld und meistens bieten sie zu wenig Weg. Walter Tarpan schrieb: > Wobei... richtig "klassisch" würde ich mich nach vernünftigem > Anreißwerkzeug umsehen und ein wenig üben. Bei Serienbohrungen (z.B. > LED-Leisten) kann auch eine einfache Schablone viel Zeit sparen. Ein guter Höhenreißer bekommt man auch nicht für lau sondern der kostet ebenso die Teile die man zum anreißen und Körnern noch dazu kaufen muß. Paul Baumann schrieb: > Aber ein Rat zum Herstellen von Bohrschablonen: Aber gerade auch mit dem Teil das ich im Kopf vorschwebt kann man für größere oder schlecht zugängliche Teile einfache Bohrschablone anfertigen. Damit arbeite ich bei sehr genauen Sachen immer. Wenn man was verstiften muß, ist abbohren immer angesagt. Mir ist schon klar, dass die Leute welche eine CNC oder eine fp1 im Keller haben auf das koordinatenbohren mit ihre Maschine schwören. Nur: Es gibt auch kleinere Teller und keinen Keller. bei meiner ersten Eigenbau Kreissäge habe ich schätzungsweise 120 Bohrungen angerissen und angekörnt.Das mache ich nie wieder.
herbert schrieb: > Ein guter Höhenreißer bekommt man auch nicht für lau sondern der kostet OK, ich kenne Deine Anforderungen nicht. Ich habe Plattenmaterial bis jetzt fast immer nur in Dickenrichtung gebohrt. Da bin ich immer ohne Höhenreißer ausgekommen.
Walter Tarpan schrieb: > Da bin ich immer ohne > Höhenreißer ausgekommen. Das schafft Mancher beim Hochsprung nicht... ;-) MfG Paul
Was nehmt ihr eigentlich als ausreichend flache Bodenplatte für den Höhenreisser? Granit? Mfg, Gerhard
Gerhard O. schrieb: > Was nehmt ihr eigentlich als ausreichend flache Bodenplatte für den > Höhenreisser? Die Anreissplatte macht ja den entscheidenden Preis beim Höhenanreisser aus. Eignet sich dafür auch als Tuschierplatte. Für 0.1mm tuts aber auch eine polierte Granitplatte.
MaWin schrieb: > Gerhard O. schrieb: >> Was nehmt ihr eigentlich als ausreichend flache Bodenplatte für den >> Höhenreisser? > > Die Anreissplatte macht ja den entscheidenden Preis beim Höhenanreisser > aus. Eignet sich dafür auch als Tuschierplatte. > Für 0.1mm tuts aber auch eine polierte Granitplatte. zur Zeit verwende ich eine künstliche Granitplatte. Ist aber leider nicht 100%ig flach. Den Höhenreisser fernöstlicher Herkunft gab es damals leider nur ohne Anreissplatte. Habe aber seitdem herausgefunden dass es jetzt seit einiger Zeit eine 30x30cm 5cm dicke geschliffene Granitplatte geben soll. Sollte ich mir mal näher ansehen.
Ich habe mir für meinen Koordinatentisch zwei Digitale Anzeigen zum Nachrüsten besorgt. die gibt es für ca $50 pro Achse. Dies Anzeigen haben verschiedene Anzeigefunktionen mit mm und Inch Skalen. Muß mir allerdings noch überlegen wie ich die geschützt einbauen kann. Die Anzeigen selber sind mit einem langen Kabel mit der Messschiene verbunden. Ein Freund von mir hat das schon vor längerer Zeit gemacht und bohrt genaue Löcher nur mehr auf diese Weise. Mfg, Gerhard
Paul Baumann schrieb: > rschablonen: Ich zeichne in Eagle > in der Boardansicht ALLES, was ich mechanisch brauche, z.B. Rahmenwangen > für Modell-Lokomoteufelchen. Ausgedruckt und auf das Werkstück mit > Pritt-Sift kleben->Ankörnen->Bohren->Aufbohren->Passt. > > MfG Paul Ich habe leider die Erfahrung gemacht dass mein Laser Drucker das Papier beim durchziehen fast unmerklich verdreht und es dann geometrische Verzerrungen gibt. Bei gewissen Anwendungen stört das schon. Der Tintenstrahldrucker hat dieses Problem allerdings nicht. Der arbeitet ausreichend genau.
Gerhard O. schrieb: > Ich habe leider die Erfahrung gemacht dass mein Laser Drucker das Papier > beim durchziehen fast unmerklich verdreht und es dann geometrische > Verzerrungen gibt. Ich habe diese Erfahrung bei einem Brother HL-2030-Drucker nicht gemacht. Deshalb riet ich weiter oben zu der Methode -nicht weil ich Freude dran habe, anderer Leute Werkstücke zu versauen. Paul
Paul Baumann schrieb: > Gerhard O. schrieb: >> Ich habe leider die Erfahrung gemacht dass mein Laser Drucker das Papier >> beim durchziehen fast unmerklich verdreht und es dann geometrische >> Verzerrungen gibt. > > Ich habe diese Erfahrung bei einem Brother HL-2030-Drucker nicht > gemacht. > Deshalb riet ich weiter oben zu der Methode -nicht weil ich Freude dran > habe, anderer Leute Werkstücke zu versauen. > > Paul Ich glaube auch nicht dass Du das auch jemals beabsichtigt hättest. Mein uralter Lexmark 4039 ist leider in dieser einen Beziehung eine Enttäuschung. Sonst ist dieser unverwüstlich. In meiner alten Firma hatten wir die auch dort und einige machten es bis über 3Mio Blätter.
:
Bearbeitet durch User
Gerhard O. schrieb: > Bei welcher Firma warst Du? Bei mir wars Kathrein. > > Mfg, > Gerhard Damals in den 60'-zigern Hersteller von elektrischen Schaltuhren/Bahnhofsuhren. herbert schrieb: > Im Gegensatz zu dir vertraue ich meiner Digitalen > Schiebelehre,anderes habe ich nicht. Jedes Messmittel hat eine Grundgenauigkeit. Egal ob du analog oder digital abliest. Was du willst, ist nur mit besseren Mitteln erreichbar, z.Bsp. mit einer Meßuhr.
michael_ schrieb: > zigern Hersteller von elektrischen > Schaltuhren/Bahnhofsuhren. Den Namen darfst Du doch nennen:-) Telefon und Normalbau? RFT?
:
Bearbeitet durch User
michael_ schrieb: >> Bei welcher Firma warst Du? Bei mir wars Kathrein. >> >> Mfg, >> Gerhard > > Damals in den 60'-zigern Hersteller von elektrischen > Schaltuhren/Bahnhofsuhren. Tja, damals im Kessel... Ich hatte in den 20er Jahren schon reichlich Berufserfahrung beim Ausbau des Telegrafennetzes (Fa. Ernst Beiseite und Söhne). Wenn ich so zurückdenke, war es schon ne tolle Zeit...bin aber gespannt, was das Jahr 2055 so bringt, werde mir dann sicherlich die Marslandung ansehen. Zusammen mit meinen Enkeln, sollten die da noch leben...;-)
michael_ schrieb: > Was du willst, ist nur mit besseren Mitteln erreichbar, z.Bsp. mit einer > Meßuhr. Wie soll das mit einer Messuhr gehen? Mit einer Messuhr kannst doch nur von einem Bezugspunkt aus einen zweiten oder mehrere Messpunkte vergleichen und Differenzen ermitteln. Außer du beschränkst dich auf die Maße die der Hub der Messuhr zulässt. Da kommst in der Messpraxis aber nicht weit. Die Ablese genauigkeit eine analogen Schiebelehre liegt etwas unter 0,05 mm ca 0,025mm sofern sie nicht vergammelt ist. In dem Bereich muß man schätzen aber für die meisten Bohrarbeiten reicht das locker aus. Ist lange her bei dir?
Rufus Τ. Firefly schrieb: > Rüstiger Opa schrieb: >> Ich hatte in den 20er Jahren > > Also vor über 90 Jahren? Er rechnet im UNIX-System, 1970==0! ;-)
Ich habe bei der ganzen Diskussion immer noch nicht verstanden, was man beim Bohren von Plattenmaterial mit Aufspannwinkel und Höhenreißer machen will. Hat der TO ein Horizontalbohrwerk? So ein bischen fühle ich mich an den alten Witz mit dem Herrn erinnert, der eine Schranke hochklettert, um zu erfahren wie hoch sie ist.
Walter Tarpan schrieb: > Ich habe bei der ganzen Diskussion immer noch nicht verstanden, was man > beim Bohren von Plattenmaterial mit Aufspannwinkel und Höhenreißer > machen will. Hat der TO ein Horizontalbohrwerk? Also gehörst zu denen ,die den Höhenreißer auf den Bauch legen? Ja irgendwo wirst doch dein Blechle anlehhnen müssen wennst mit dem Höhenreisser arbeiten willst? Meinst das steht von alleine? Ich glaube du machst das generell mit der Schiebelehre und einer Anreißnadel? Wenns auf einen halben Millimeter nicht ankommt mache ich das auch. Es muß doch was geben was irgendwo zwischen Anreißnadel und cnc Fräse liegt? Könnte das der Höhenreißer sein? jein, weil ich möchte mir das Handgeführte ankörnern sparen und auch das anreißen. Also x-y Vorrichtung einstellen und mit dem Hammer auf einen "zwangsgeführten" Körner schlagen.Ist das so schwer sich das vorzustellen? Für mich ist das die einfachste Sache der Welt....und eine CNC Fräse würde es mir auch ersparen. Hast warscheinlich so eine x-y Ankörner noch nie gesehen...ich schon, ist länger her ... und ich habe auch schon damit gearbeitet. Das arbeiten damit geht Super damit und müde Augen bekommt man auch nicht...und schneller bei vielen Bohrungen geht es auch und...OHNE Anriss auch noch.Ich verstehe nicht was du mir sagen willst.
Ein Freund von mir erzählte mir gestern, dass er seit einiger Zeit nur noch mit einem sogenannten "Spot Drill" aus Carbide arbeitet. Auf einem Koordinatentisch mit digitalen Anzeigen stellt er die gewünschte Stelle ein und bohrt das Anfangsloch. Er behauptet es funktioniert genauestens. Ich muss das erst mal ausprobieren. Sein "Spot Drill" kam von Garr Tools. Normalerweise sollte es auch mit einem Drehbank Zentrierer gehen. Die sind ja auch relativ stabil. Garr Tools Nr. 91020 0016n ist die Bezeichnungsnummer. Gruss, Gerhard
herbert schrieb: > Es muß > doch was geben was irgendwo zwischen Anreißnadel und cnc Fräse liegt? Ich bin zwar auch durchaus in Besitz eines Streichmaßes, aber ehrlich gesagt sind bei mir Anreißmeßschieber, Streichmaß und CNC alle in derselben Genauigkeitsklasse.
Walter Tarpan schrieb: > Ich bin zwar auch durchaus in Besitz eines Streichmaßes, aber ehrlich > gesagt sind bei mir Anreißmeßschieber, Streichmaß und CNC alle in > derselben Genauigkeitsklasse. Interessant... aus welchem Holz ist das Zeug?;-)
herbert schrieb: > Interessant... aus welchem Holz ist das Zeug?;-) Eher eine Frage der Einstellung - Bohrungen auf dem gleichen Maß werden halt zusammen angerissen. Man muß ja nicht aus allem eine Wissenschaft machen. :-) Wir reden doch vom Hobby, oder will hier jemand eine Austauschfertigung machen?
:
Bearbeitet durch User
Walter Tarpan schrieb: > Man muß ja nicht aus allem eine Wissenschaft > machen. :-) Hast schon mal bei einem Projekt weit über Hundert anspruchsvolle Bohrungen angerissen und gekörnert? Nein? Ich schon und darauf habe ich keinen Bock mehr das muß komoder gehen, muß Spass machen. Einstellen und ein Schlag mit dem Hammer auf den Körner...fertig. Wobei man beim einstellen keinen Fehler machen sollte . ;-) Im übrigen war das x-y Gerät damals ein Produkt von einer großen deutschen Firma für Messschieber und Höhenreisser....und beim suchen im Internet nach diesem Teil bin ich sogar auf eine Patentschrift gestoßen die sich auf diese Technik bezieht. Da muß das Patentamt aber schlecht recherchiert haben, denn Sachen die es in dieser Form schon gibt ein Patent zu erteilen...schlechte Arbeit...
herbert schrieb: > Hast schon mal bei einem Projekt weit über Hundert anspruchsvolle > Bohrungen angerissen und gekörnert? So richtig hab ich dein Vorhaben nicht verstanden, obwohl ich deine Zeichnung und Beschreibung nochmal angesehen habe. Und wozu soviel "anspruchsvolle" Ankörnungen? Wenn, dan kannst du doch auch gleich bohren.
herbert schrieb: > Da muß das Patentamt aber schlecht recherchiert haben, > denn Sachen die es in dieser Form schon gibt ein Patent zu > erteilen...schlechte Arbeit... Das Patentamt verdient an jedem Patent, egal wie haltlos, da wird man auch die Erweiterung eines alten Patents um einen Satz zulassen. Soll doch der Konkurrenz auf Nichtigkeit klagen, bis dahin kann man ja Gebühren kassieren.
MaWin schrieb: > Das Patentamt verdient an jedem Patent, egal wie haltlos, da wird man > auch die Erweiterung eines alten Patents um einen Satz zulassen. > Soll doch der Konkurrenz auf Nichtigkeit klagen, bis dahin kann man ja > Gebühren kassieren. So wird das wohl sein... wie überall halt. Schade ,dass ich die damalige Bezeichnung für dieses Super Teil nicht mehr im Kopf habe. Das suchen wäre einfacher. Als das Teil damals in unserer Werkstatt stand gab es noch keine CNC Maschinen...überall mußte man noch kurbeln,Koordinatenlocher wurden noch von Hand eingestellt.Das Computerzeitalter zumindest in Sachen Großrechener (System4004) war aber schon am laufen, da wir Drucker und Festplatten (Magnetspeicher) dafür gebaut haben.Ich hatte da gerade mal ausgelernt und hatte noch Erfahrungen zu sammeln...;-)
Tja, wer sucht der findet...so habe ich heute einen recht günstigen Teleskoplehrensatz entdeckt der den Bereich von 8 bis 150mm abdeckt. Damit könnte man ein Maß von der Schiebelehre abnehmen und auf meinen x-y Koordinatenkörner übertragen. Für schlappe 21 Euro kann man vergleichbares nicht selber bauen. jetzt muß ich nur noch in der Stadt nach einem Schildergraveur ausschau halten der mir die Schnittnadeln sauber an seiner Stichelschleifmaschine zu einem Körner schleift. Früher gab es hier in der Stadt zahlreich kleine Metallbaufirmen bei denen ich schon mal was gemacht bekommen habe. Leider sind die alle in die "Prärie "sprich in die umliegenden Industriegebiete gezogen.
Rüstiger Opa schrieb: > Ich hatte in den 20er Jahren schon reichlich Berufserfahrung Spannend ! also schon knapp 100 jahre alt
Thomas der Bastler schrieb: > Rüstiger Opa schrieb: >> Ich hatte in den 20er Jahren schon reichlich Berufserfahrung > > Spannend ! also schon knapp 100 jahre alt Schon der Zweite, der nicht rechnen kann...(aber nicht daß ich überrascht wäre;-)
Thomas der Bastler schrieb: > Rüstiger Opa schrieb: >> Ich hatte in den 20er Jahren schon reichlich Berufserfahrung > > Spannend ! also schon knapp 100 jahre alt In was? dauerfeilen? mit CNC ging damals ja noch nix ..oder doch? Stand "CNC" damals nicht für "Cosa Nostra Cognac"? Kein Wunder bei der harten Tätigkeit....da braucht man schon was...um die Hände sauber zu machen...
Rüstiger Opa schrieb: > Schon der Zweite, der nicht rechnen kann...(aber nicht daß ich > überrascht wäre;-) Als "20er Jahre" wird der Zeitraum von (Anfang) 1920 bis (Ende) 1929 bezeichnet. Er begann also vor 95 Jahren und endete vor 85 Jahren. Woran glaubst Du stattdessen?
20er Jahre -> als ER im Alter von 20-30 war. MfG Paul
Rufus Τ. Firefly schrieb: > Als "20er Jahre" wird der Zeitraum von (Anfang) 1920 bis (Ende) 1929 > bezeichnet. Das dürfte ja jedem klar sein. Nur, wenn wer auch immer in den 20er Jahren schon mit reichlich Berufserfahrung arbeitete, der war da schon min. 30, 40 Jahre alt, eher noch älter. Also er müsste heute schon gut und gern 120 Jahre alt sein.
Paul Baumann schrieb: > 20er Jahre -> als ER im Alter von 20-30 war. Das sind dann nicht "die 20er Jahre", sondern "seine Zwanziger". Ohne Jahre. "Als Opa in den Zwanzigern war" ...
Spiralbohrer schrieb: > Man merkt ganz deutlich, dass hier 90% Theoretiker schreiben. > Wer eine Bohrung ohne CNC-Hilfe nicht auf +- 0.1mm genau positioniert > bekommt, der sollte ganz einfach üben. Diese Toleranz bekommt man mit > der klapperigsten Bohrmaschine, dem schlechtesten angeschliffenen Körner > und dem schiefesten angeschliffenen Bohrer hin. Wo er Recht hat. Natürlich überprüft man das mit der Uhrmacherlupe. Fragt euch mal, wie die 1650 eine Taschenuhr hergestellt haben. Toleranzen um ein paar hundertstel Millimeter, gehen auch händisch. Grüße Bernd
:
Bearbeitet durch User
Ich mußte bei mir feststellen, dass das genaue Anreißen heutzutage wegen der älteren Augen etwas schwerer geworden ist. Ohne Stereo Lupe gehts bei mir nimmer so gut. In meinen jungen Jahren sah ich wie ein Luchs und mein Körner ging damals immer genau ins Fadenkreuz. Eine Toleranz von besser als +/- 0.1mm war überhaupt kein Problem. So ändern sich die Zeiten. Deshalb finde ich, dass der Koordinatentisch mit digitaler Anzeige kein Luxus mehr ist. Ich kann mir nicht vorstellen dass es mir alleine so geht. Jetzt beichtet mal wie es Euch über 50 in der Beziehung wirklich geht:-) wir sind ja "unter uns". Mfg, Gerhard
:
Bearbeitet durch User
Ich hab erstmal einige dieser Schlauartikel gelesen, echt überflüssig. Was mir zur Frage einfällt: Anreißen und körnen ist billig. Zum besser sehen geht meist eine 1 oder 2€ Lesebrille als Lupe. Man braucht genug Licht, eine Reißnadel, ein Lineal aus Metall, man kann auch mit Meßschieber improvisieren. Den Körner vielleicht 60° spitz und zack. Wenn man schon ziemlich blind ist und zittert, es kann auch noch andere Probleme geben, könnte man bei Alublech Toner aus dem Laserdrucker aufbügeln und dann Zentrierpunkte mit NaOh einätzen. Körnungen klein(reicht da schon) oder mit speziellem Zentrierbohrer vorbohren. Die Querschneide eines fertigen oder größeren Bohrer wird nicht so gut zentriert.
Es ist weniger eine Frage des Scharfsehens wie fokusieren. Meine Brille ist gut zum Lesen oder PC Bildschirm. Wenn man aber wirklich nahe ran muß um besser zu sehen kann man nicht mehr richtig fokusieren. Da hilft dann nur mehr Vergrößerung mit geigneten Mitteln. Mit dem Zentrierbohrer gehts in vielen Fällen genauer, das stimmt. Gutes Licht ist wirklich extrem wichtig.
:
Bearbeitet durch User
Bernd Funk schrieb: > Fragt euch mal, wie die 1650 eine Taschenuhr hergestellt haben. Naja, da war jede Uhr ein Einzelstück und die Teile kaum austauschbar. Das schwierige war damals Reparaturen zu machen. Gerhard O. schrieb: > Ich mußte bei mir feststellen, dass das genaue Anreißen heutzutage wegen > der älteren Augen etwas schwerer geworden ist. Das kommt erschwerend dazu und außerdem hat der Anriss mit einer Reißnadel nicht die Qualität die ein guter Hohenreißer liefert. Beim händischen ankörnern merkt man das dann schon. Außerdem, wenn man nach dem bohren noch ellenlange Abrisse sehen kann dann schaut das nicht gut aus. Die Methode Koordinatentisch vermeidet das gänzlich strengt die Augen nicht an und geht bei vielen Bohrungen einfach flotter bei gleichbleibenden Ergebnis.Es lassen sich auch Wellen schöner und masshaltiger ankörnern und bei fünf gleichen Teilen wird es richtig flott.
Gerhard O. schrieb: > Es ist weniger eine Frage des Scharfsehens wie fokusieren. Äh - das ist beides dasselbe. Nur musst du bei Feinarbeiten auf einen noch kürzeren Seh-Abstand fokussieren als beim Lesen, also braucht's eine Brille mit mehr Dioptrien. Ich habe für Feinarbeiten daher ein paar Billig-Brillen vom Grabbelständer mit mehr Dioptrien als mein Alltagsverstärker. Und um Kleinkram hoffentlich richtig gut sehen zu können, habe ich so eine Zahnarzt-Brille in der Billigversion in China bestellt. Die soll nächste Woche geliefert werden, schau'n mer mal. Beitrag "Re: Empfehlung für Lupenbrille, Kopflupe etc. gesucht"
Matthias L. schrieb: > Gerhard O. schrieb: >> Es ist weniger eine Frage des Scharfsehens wie fokusieren. > > Äh - das ist beides dasselbe. Nur musst du bei Feinarbeiten auf einen > noch kürzeren Seh-Abstand fokussieren als beim Lesen, also braucht's > eine Brille mit mehr Dioptrien. > > Ich habe für Feinarbeiten daher ein paar Billig-Brillen vom > Grabbelständer mit mehr Dioptrien als mein Alltagsverstärker. Und um > Kleinkram hoffentlich richtig gut sehen zu können, habe ich so eine > Zahnarzt-Brille in der Billigversion in China bestellt. Die soll nächste > Woche geliefert werden, schau'n mer mal. > > Beitrag "Re: Empfehlung für Lupenbrille, Kopflupe etc. gesucht" Ich habe mir eine sogenannte "Spring Clip" Stereo Aufsatz-Lupe von Edroy Products mit 2.75 Vergrößerungsfaktor und 15cm Arbeitsabstand zugelegt. Damit lässt sich sehr gut arbeiten. Durch die Wegklappbarkeit braucht man sie auch nicht andauernd herunternehmen. Für längere SMD Bestückungen arbeite ich mit einem Stereo Zoom Mikroskop. Der Abstand vom Objektiv ist groß genug um nicht viel behindert zu sein. Man kommt mit dem Lötkolben recht gut heran. Auch beim Ankörnen ist die Aufsatzlupe recht hilfreich. Hier eine Link zum ansehen: http://www.amazon.ca/Edroy-917-Spring-Clip-Opticaid/dp/B0015PDC6I Grüße, Gerhard
Angehängte Dateien:
-

005__800x600_.jpg
350 KB

Ich, ( ca. 60 Jahre ) habe eine Uhrmacherlupe. Mit ein wenig Klebeband einen Gummi drangemacht und nun kann ich das Teil auch mal vor der Brille fixieren. Es hilft bei den ganz fitzligen Arbeiten . Grüße Bernd
herbert schrieb: > was gäbe es sonst noch für Möglichkeiten? Anreißmesschieber, eine gute Lampe und Übung. Für ein 300x200 Blech erscheint mir diese Anreißeinrichtung etwas übertieben. Wenn möglich rede mal mit einem guten Mechaniker. Der kann Dich wahrscheinlich besser beraten als ein Elektronik-Forum.
Ja genau ,es liegt nicht am Ankörnen. Es liegt an schiefen Augen oder krumen Händen.
Fachmann schrieb: > Ja genau ,es liegt nicht am Ankörnen. Es liegt an schiefen Augen oder > krumen Händen. Da hast du schon recht. Im Alter gibt es zwangsläufig Probleme mit dem Nahsehen. Das lässt sich aber preiswert mit geeigneten Hilfsmitteln, wie einer Brillenlupe, kompensieren. Man muss sich halt selbst auch mal gestehen, dass das nötig ist :) Viele Grüße Bernd
:
Bearbeitet durch User
Hallo, es gibt mittlerweile eine Alternative Anwendung zum Automatik-Körner. Der neue Körner steht von allein und kann entsprechend positioniert werden, oder auch korrigiert werden genau auf den Punkt. Wenn die richtige Position erreicht ist, ein Hammerschlag und der genaue Körnerpunkt ist da. Das heißt also 100% Arbeitseinsparung,da vorkörnen nicht mehr notwendig ist. Gruß d.bruker
was noch nicht erwaehnt wurde: weniger umspannen. Ist also das Werkstück festgespannt fuer die Vorbohrung unter der TBM, soll es gleich so verbleiben und der Bohrer wird gewechselt, womit zumindest Bohrspindel und Werkstück in der selben Achse verbleiben. Damit kommt auch das Konstruieren (neudeutsch: designen) des Teils und dessen Bohrungen ins Spiel. V.a. die wichtigen Anrisse/Bohrungen haben so platziert zu sein, dass sie mindestens 1 Mass gleich haben (auf 1 Bearbeitungsachse). Beim Anreissen mit z.B. Streichmass gehöhren also moeglichst viele Anrisse mit der gleichen Einstellung gemacht, natuerlich von der selben Referenzkante aus. Nachtrag: anstelle des ersten Hammerschlages erstmal nur von Hand den Körner ins Werkstück drücken (mache ich so bei Bunt-&Leichtmetallen und KS), per Lupe nachkontrollieren, 2. Ansetzen + Hammerschlag. Doch noch Fragen zum Körnen Die Körnerspitze wird ja "in der Furche" eines Anrisses gefuehrt bis sie in die "Querfurche" rastet. F: also muesste es doch helfen beim Anreissen kräftiger zu druecken um tiefere "Furchen" zu erhalten und somit die (scharf geschliffene!) Körnerspitze deutlicher/sicherer zu Führen?
Besenwagen schrieb: > F: also muesste es doch helfen beim Anreissen kräftiger zu druecken um > tiefere "Furchen" zu erhalten und somit die (scharf geschliffene!) > Körnerspitze deutlicher/sicherer zu Führen? Probier das doch einfach aus, irgend eine Methode wird für dich schon passen. Ich arbeite oft mit der Anreissnadel und drücke mit ihr schon eine kleine Delle in die Kreuzungspunkte. Dann gibt es gar keine Frage mehr, in welche "Furche" der Körner nun gerutscht ist. Meiner Meinung nach siehst du das alles viel zu akademisch. Z.B. wenn ein Körnerpunkt nicht genau da ist wo er sein soll, sehe ich ja immer noch den Anriss und kann beim Bohren entsprechend da hin steuern. Das geht natürlich nur mit etwas Gefühl für das Material, wenn man alles fest spannt uns hofft dass der Bohrer schon seinen Weg finden wird geht das zwangsläufig schief. Genauso beim vorbohren/aufbohren. Zu viele Schritte und es kommt zwangsläufig Ungenauigkeit rein. Also lieber nur ein mal groß vorbohren und dann mit dem Flachsenker weiter machen.
wenn man nicht ausgerechnet am Montag Morgen vorm ersten Kaffe etwas bohren will, wird das auch gerade und kommt an die richtige Stelle ;)
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.