Hallo allerseits, da ich immer wieder kleine feine Holzdinger baue (oft auch Gehäuse für meine Elektronik-Bastlereien, ist das "Schnitzen" einer Gehrung meist sehr abenteuerlich. ich hab zwar eine Oberfräse, aber wenn das Werkstück kleiner als die Fräse ist, artet das immer in "Fräse verkehrt rum in den Schoß nehmen, und irgendwie das Brett drüberziehen" aus, mit der Betonung auf "irgendwie". Murkserei halt, noch dazu nicht ungefährlich. Deswegen hab ich mir ein Proxxon MP400 "Micro-Profiliergerät" bestellt, heute bekommen und natürlich gleich probiert. Funktioniert soweit nett & zufriedenstellen, nur - da gibts keinen Fasenfräser! ich hab sogar extra das Set mit 10 verschiedenen Profilfräsern dazubestellt, da sind alle möglichen und unmöglichen Profile dabei, aber keine stinknormale 45° Fase! Man kann zwar den V-Nut-Fräser dafür vergewaltigen, aber das ist auch Murks, und außerdem ist der mit 6.5mm Durchmesser etwas mickrig... Jemand eine Idee wo man solche Fasenfräser mit entsprechend kleinem Schaft (Proxxon-micromot-kompatibel) herbekommt? Aber positiv: Plexiglas minimal anfasen funktioniert auch mit dem V-Fräser phänomenal gut!
Bernd schrieb: > Hoffmann Werkzeuge, neben Bürklin mein wichtigster Händler ... Die scheinens aber nicht so mit Holzbearbeitung zu haben... dort find ich leider gar nix passendes
Du hättest in meine Zunft eintretten sollen, dann hättest du das Problem jetzt nicht.:-) Mal im ernst, dass finde ich ganz schön abenteuerlich. Wie wäre es mit einer Schablone und eine klemvorrichtung, die ist schnell gemacht. Dann hast du auch viel mehr Auflage und kannst gefahrlos fräsen. Da die Werkszückgröße dann keine all zu große Rolle spielt. Anleitungen gibt es im Inet.
Tischler schrieb: > Du hättest in meine Zunft eintretten sollen, dann hättest du das Problem > jetzt nicht.:-) Vermutlich, ja :-) > Mal im ernst, dass finde ich ganz schön abenteuerlich. Wie wäre es mit > einer Schablone und eine klemvorrichtung, die ist schnell gemacht. Dann > hast du auch viel mehr Auflage und kannst gefahrlos fräsen. Da die > Werkszückgröße dann keine all zu große Rolle spielt. Anleitungen gibt es > im Inet. Schon richtig, falls du dich auf mein "Fräsen im Schoß" beziehst. Deine Variante kommt aber bei Platten 10x5cm und wenigen mm Wandstärke auch an ihre Grenzen. Dafür wäre das profiliergerät gut geeignet (zumidnest für meine Ansprüche) beantwortet aber meine Frage nicht: Es ist doch legitim, einen kleinen Fasenfräser zu wollen, oder?
http://www.obi.de/decom/product/Dremel_Fasenfraeser_TR_618_fuer_Dremel_Trio_6800/4496725 Schaftdurchmesser steht nicht zu lesen...
herbert schrieb: > http://www.obi.de/decom/product/Dremel_Fasenfraeser_TR_618_fuer_Dremel_Trio_6800/4496725 > > Schaftdurchmesser steht nicht zu lesen... Danke, der sieht gut aus! Dremel-Zobehör sollte ich normalerweise montiert kriegen...
herbert schrieb: > http://www.obi.de/decom/product/Dremel_Fasenfraeser_TR_618_fuer_Dremel_Trio_6800/4496725 > > Schaftdurchmesser steht nicht zu lesen... Grummel... doch nicht: 4,8mm krieg ich nicht rein. 3.2mm ist das höchste der Gefühle... schöner Mist.
:
Bearbeitet durch User
Michael Reinelt schrieb: > Grummel... doch nicht: 4,8mm krieg ich nicht rein. 3.2mm ist das höchste > der Gefühle... schöner Mist. Schau mal wie das kleine Bohrfutter befestigt ist. Vermutlich ein UNC-Gewinde. Das kann man sicher abmachen. Nimm das Teil zu einem Dreher mit und lass dir in derselben größe ein Teil machen, das statt dem Klemmkonus nur eine Aufnahmebohrung 4,8mm besitzt und seitlich eine Madenschraube (flach ohne Spitze)zum klemmen des Fräsers. Auch darauf achten, dass man das auch wieder abbekommt , also entweder ein Querloch zum reinstecken eine geeigneten Teiles zum losschrauben. Könnte sein, dass du auch den Schaft des Fräsers kürzen mußt ... bin aber nicht sicher.
Nachtrag: Möglicherweise ist das Teil in dem man die Spannzangen einsetzt die Motorachse selbst. Dann nimm die Überwurfmutter mit mit der du deine Werkzeuge klemmst. So ein Teil brauchst du nur eben mit 4.8mm Bohrung und Madenschraube von der Seite. Der Platz den sonst die Spannzangen einnehmen reicht weil die Spannzangen am Schaft zufälligerweise auch 4,8mm messen.;-)
herbert schrieb: > seitlich eine Madenschraube Hmm... ich bin weder Tischler noch Maschinenbauer, aber: seitlich klemmen bei 25.000 Upm? Unwucht? Zentrierung? Macht mich etwas unfroh... Die bestehende Aufnahme möchte ich eher nicht angreifen, schließlich sind die mitgelieferten Fräser ja auch zu was nütze... Aber du hast recht, ich werd mal meinen "Wunder-Onkel" (fast 80, aber immer noch der beste Dreher auf weiter Flur, Spezialität: Hydraulik) besuchen...
Deine Maschine hat eine 1/8 zoll Werkzeugaufnahme. Kauf dir ein Fasenfräser mit 8mm Schaft und lass diesen im Schaftdurchmesser passend abdrehen. Kostet nicht mehr als 10EUR in die Bierkasse.
Bernd schrieb: > Deine Maschine hat eine 1/8 zoll Werkzeugaufnahme. Kauf dir ein > Fasenfräser mit 8mm Schaft und lass diesen im Schaftdurchmesser passend > abdrehen. Kostet nicht mehr als 10EUR in die Bierkasse. Ja, daran hab ich auch schon gedacht. Allerdings muss ich berücksichtigen dass ich mit dem "Gegenhalteschlüssel" noch über den Fräser drüberkomme, aber das ist lösbar... Nur interessehalber: Wie dreht man den Schaft ab, wenn man nur den Schaft zum Klemmen hat?
du nimmst ein Fräser mit langem Schaft. Die 10mm zu Spannen werden zum Schluss "abgestochen". Der Typ an der Drehbank kann das schon... Gegenhalteschlüssel gibt es auch als Gabelschlüssel, alles kein Problem.
Bernd schrieb: > du nimmst ein Fräser mit langem Schaft. Die 10mm zu Spannen werden zum > Schluss "abgestochen". Der Typ an der Drehbank kann das schon... Danke, hab das so vermutet. "abstechen" ist mir sogar noch ein begriff (vor ca. 30 jahren an der Drehbank gestanden) > Gegenhalteschlüssel gibt es auch als Gabelschlüssel, alles kein Problem. Ich brauch aber einen der "eintaucht" weil das Ding ca. 5mm versenkt ist. Aber das löse ich (und bist du nicht willig, so brauch ich gewalt...)
Wenn es nur um die 45° für Gehrungen geht ist es vuelleich am einfachsten eine 45° Aufsatz auf den Tisch zu klemmen, dann kannst du ganz normale Zylinderfräser benutzten.Die gibts mit 3,2 mm Schaft übetall und sie sind billig und bei 12 mm Schneidenlänge schaffst du immher schon Gehrungen an 8 mm dichen Platten.
Florian Rist schrieb: > Wenn es nur um die 45° für Gehrungen geht ist es vuelleich am > einfachsten eine 45° Aufsatz auf den Tisch zu klemmen, dann kannst du > ganz normale Zylinderfräser benutzten.Die gibts mit 3,2 mm Schaft > übetall und sie sind billig und bei 12 mm Schneidenlänge schaffst du > immher schon Gehrungen an 8 mm dichen Platten. Daran habe ich auch schon gedacht... Problematisch ist es, einen "Anschlag"hinzukriegen. Das mitgelieferte Ding ist da wenig geeignet, da hier die Tiefenverstellung durch Schrägstellung erreicht wird. Aber sowas in die Richtung ist mein "Plan B"
Michael Reinelt schrieb: > aber wenn das Werkstück > kleiner als die Fräse ist, artet das immer in "Fräse verkehrt rum in den > Schoß nehmen, und irgendwie das Brett drüberziehen" aus, mit der > Betonung auf "irgendwie". Schraub ein Brett unter die Fräse, mit dem du sie gleichzeitig kopfüber an der Werkbank festschrauben kannst, bohr ein Loch ins Brett durch das der Fräser von unten hoch guckt und schraub einen Führung/Anschlag drauf, an der du dein Werkstück entlang schieben kannst. Fetisch ...
Werner schrieb: > Schraub ein Brett unter die Fräse, mit dem du sie gleichzeitig kopfüber > an der Werkbank festschrauben kannst, bohr ein Loch ins Brett durch das > der Fräser von unten hoch guckt und schraub einen Führung/Anschlag > drauf, an der du dein Werkstück entlang schieben kannst. Du wirst lachen - sowas hab ich :-) Allerdings ist das mühsam zu montieren (ich hab die Kunststoff-"Gleitplatte" meiner Oberfräse kopiert, Montage ist aufwendig (Grundplatte abmontieren, meine Platte montieren, Werktisch aus der Garage holen, 3 Minuten arbeiten, alles wieder retour damit schön zusammengeräumt) - das ist unbefriedigend. Bleibt außerdem noch das Problem, dass man den Sicherheitsschalter der Oberfräse manipulieren müsste. Da ich das Ding doch ab und zu "bestimmungsgemäß" verwende, und ab und zu auch mal an den einen oder anderen Nachbarn verborge, mag ich da eigentlich nicht eingreifen.
Wie wäre es wenn du den 4,8mm Schaft auf 3,2mm abdrehen oder abschleifen lässt? Im übrigen, bei einer sauber ausgeführten Bohrung eiert da nix. Ich habe da ein Teil hier da bohre ich mit o,6mmm Hartmetallbohrer bei 16000 U/min ohne Probleme und der wird auch seitlich von einer Madenschraube gehalten. Hätte man das Teil in der Hand gäbe es sicher noch andere Ideen...
herbert schrieb: > Wie wäre es wenn du den 4,8mm Schaft auf 3,2mm abdrehen oder abschleifen > lässt? hab ich vor. > Im übrigen, bei einer sauber ausgeführten Bohrung eiert da nix. > Ich habe da ein Teil hier da bohre ich mit o,6mmm Hartmetallbohrer bei > 16000 U/min ohne Probleme und der wird auch seitlich von einer > Madenschraube gehalten. Ok... mal sehen was mein Wunder-Onkel sagt. > Hätte man das Teil in der Hand gäbe es sicher > noch andere Ideen... Du bist herzlich eingeladen, kühles Bier hab ich immer im Kühlschrank :-)
Michael Reinelt schrieb: > Du bist herzlich eingeladen, kühles Bier hab ich immer im Kühlschrank > :-) Kannst das Sechzger Stadion sehen? Der Betzenbberg ist mir zu weit...für eine halbe...
herbert schrieb: > Michael Reinelt schrieb: >> Du bist herzlich eingeladen, kühles Bier hab ich immer im Kühlschrank >> :-) > > Kannst das Sechzger Stadion sehen? Der Betzenbberg ist mir zu weit...für > eine halbe... Das Sechzger nicht, dafür Schloßberg + Urturm (fast) Dürfte also doch etwas zu weit sein für ein schnelles bier :-(
herbert schrieb: > I spiel höchstens no in Graz > Sinabelkirchen und Stinatz.... Immerhin sind die Ortsnamen richtig geschrieben :-)
Angehängte Dateien:
-

Fraeser.PNG
79 KB
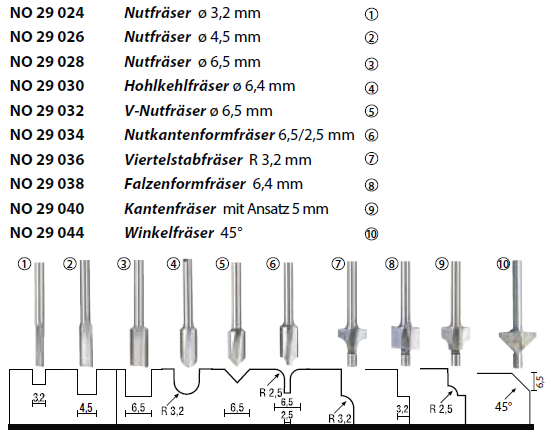
Gibt doch auch nen Fräser für 45° Fase. Gesamtkatalog Seite 33
Robert Knipp schrieb: > Gibt doch auch nen Fräser für 45° Fase. > Gesamtkatalog Seite 33 Huh? Bin ich denn jetzt komplett blöd? ich hab doch genau diese Kasette mit genau diesen 10 Fräsern? Entweder bin ich blinder als blind, oder ich hab eine andere Kasette.... muss ich heute abend gleich kontrollieren... jedenfalls: VIELEN DANK!
Es ist echt mysteriös: Schau mal hier: http://www.proxxon.com/de/micromot/einsatzwerkzeuge_profilfraeser.php KEIN Fasenfräser???? Da wird doch der Hund in der Pfanne und so...
Michael Reinelt schrieb: > Robert Knipp schrieb: >> Gibt doch auch nen Fräser für 45° Fase. >> Gesamtkatalog Seite 33 > > Huh? Bin ich denn jetzt komplett blöd? > > ich hab doch genau diese Kasette mit genau diesen 10 Fräsern? > > Entweder bin ich blinder als blind, oder ich hab eine andere Kasette.... > muss ich heute abend gleich kontrollieren... > > jedenfalls: VIELEN DANK! Ja, fand ich auch komisch. Vergleich mal, ein Fräser ist unterschiedlich und das ist dummerweise gerade der Fasenfräser.
Robert Knipp schrieb: > Vergleich mal, ein Fräser ist unterschiedlich > und das ist dummerweise gerade der Fasenfräser. Richtig. ich hab mal Proxxon direkt angeschrieben, mal sehen (und hoffen...)
Michael Reinelt schrieb: > Es ist echt mysteriös: Schau mal hier: > > http://www.proxxon.com/de/micromot/einsatzwerkzeuge_profilfraeser.php > > KEIN Fasenfräser???? > > Da wird doch der Hund in der Pfanne und so... Nein, KEIN Fasenfräser. Natürlich kannst du den V-Nutfräser missbrauchen. Schneidest du beidseitig, ist keine Führung notwendig. Einseitiger Schnitt, dann mit Führung.
Kann man nicht einen dieser Profilfräser umschleifen. Mit einer Stichelschleifmaschine etwa? Man suche sich den günstigsten dafür aus. Das kann aber nur der beurteilen der so einen in der Hand hat und sehen kann wie die Schneiden aufgebaut sind....
So, ich habe Antwort von Proxxon: Ja, es gibt diesen Fasenfräser, allerdings ist der ganz neu, und kommt erst Ende Februar in den Handel, ist aber bereits bestellbar. Allerdings verkauft Proxxon selbst die teile nicht (nur Ersatzteile, die dafür sehr schnell und sehr günstig, hab grad für meine Mini-Kreissäge einen neuen Zahnriemen bestellt). Die haben mir aber gleich die empfehlenswertesten Händler in meiner Gegend mitgeteilt. jetzt wer dich mich also noch ein paar Wochen gedulden müssen, und dann ist das Problem hoffentlich gelöst.
Ein schönes Spielzeug hast Du Dir zugelegt. Ich habe jetzt nur nicht verstanden, was das Problem mit dem V-Nut-Fräser ist. Muß die Führung für das Profilieren unbedingt am Fräser sein? Ist dafür nicht auf die silberne Schraube auf der Oberseite gedacht? Viele Grüße W.T.
Walter Tarpan schrieb: > Ein schönes Spielzeug hast Du Dir zugelegt. Ich habe jetzt nur nicht > verstanden, was das Problem mit dem V-Nut-Fräser ist. Muß die Führung > für das Profilieren unbedingt am Fräser sein? Ist dafür nicht auf die > silberne Schraube auf der Oberseite gedacht? Mit dem V-Nut Fräser schaffst du Fasen nur bis ca. 3mm Wandstärke bzw. Höhe. Weiters kommt dazu, dass der an der Spitze praktisch keinen "Eingriff" mehr hat (nennt man das so?) Radios geht gegen 0, damit auch kaum/wenig materialabtrag, damit unsaubere Kanten.
Michael Reinelt schrieb: > Mit dem V-Nut Fräser schaffst du Fasen nur bis ca. 3mm Wandstärke bzw. > Höhe. Ah, OK, es geht eigentlich nicht um ein Anfasen, sondern um ein komplettes Abschrägen der Seite. Dafür dürfte der 90°-V-Fräser wirklich zu klein sein. Dafür werden aber auch schnell Fräsergrößen notwendig, für die die kleine Motorwelle nicht gemacht ist - Fasenfräser sind ja immer recht groß und schwer im Verhältnis zur Schneidenlänge.
:
Bearbeitet durch User
Auch noch ne blöde Frage von mir: Der MP400 ist der Nachfolger der MT300, nein? Kennt jemand die wesentlichen Unterschiede der beiden? Zoe
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.