Moin, bitte eine doofe Frage: Ich möchte ein M10 x 1.5 Gewinde mit einem Schneideisen auf ein Messingrundstück schneiden. Auf welchen Durchmesser muss ich dazu das Messingrundstück abdrehen? Vielen Dank, Frank
10mm?! Der Außendurchmesser eines M10-Gewindebolzens ist doch 10mm, und da du das Gewinde in den Außendurchmesser 'reinschneidest, sollte der auch vorher 10mm haben, meine ich...
Matthias L. schrieb: > sollte der auch > vorher 10mm haben, Ja danke, das klingt logisch, bin mir nur nicht sicher und habe nur Material für einen Versuch.
Ich würde 9,8 bis 9,9 mm abdrehen. Sonst franzen die Flanken beim schneiden aus.
Thomas K. schrieb im Beitrag #4048695: > Das ist so nicht richtig. Hier eine Übersicht über die Bohr- > bzw. Aussendruchmesser: > > http://de.wikipedia.org/wiki/Metrisches_ISO-Gewinde Wo genau (Zeile/Spalte) steht dort die Information, die der Fragesteller sucht?
Frank N. Stein schrieb: > Matthias L. schrieb: >> sollte der auch vorher 10mm haben, > > Ja danke, das klingt logisch, bin mir nur nicht sicher und > habe nur Material für einen Versuch. Schrottis Hinweis beachten: Nicht auf 10.00mm drehen, sondern bissl im Untermaß bleiben. 9.8mm oder 9.9mm ist ok. Das Gewindeschneiden wird sonst übelstes Gerammel.
Possetitjel schrieb: > Das Gewindeschneiden wird sonst übelstes Gerammel. Bei Messing schneidet das aber auch bei 10 mm ohne großen Unterschied.
Klaus Wachtler schrieb: > Possetitjel schrieb: >> Das Gewindeschneiden wird sonst übelstes Gerammel. > > Bei Messing schneidet das aber auch bei 10 mm ohne großen > Unterschied. Gut, das kann sein. Bei Stahl habe ich die Erfahrung gemacht, dass man lieber ein Zehntel Untermaß als ein Zehntel Übermaß haben sollte.
Wenn man schon eine Drehbank hat, sollte man auch ein Tabellenbuch Metall besitzen. Das ist ja wie Autofahren ohne Führerschein.
Yoschka schrieb: > Wenn man schon eine Drehbank hat, sollte man auch ein Tabellenbuch > Metall besitzen. ...und was hilft das dem TE bei seiner Frage?
@ Harald: Dadurch, wenn er ein hätte, dass er dann weiss wo es in dem Tabellenbuch steht, welche Außen-, Kern- und Durchgangsmaße die jeweiligen metrischen Gewinde haben. Das steht sogar in meinem alten Tabellenbuch für E-Technik drin, weil da noch technisches Zeichen und auch Werkstoffkunde nen Thema in der Ausbildung waren... Aber die Generation Smartphone (ich impliziere nicht, dass der TE dazu gehört) überflutet die Leute mit Informationen und die sind nicht mehr fähig Informationen selber zu finden, es sei den dass es i-wie "vorgekaut" wird. MfG EGS
EGS schrieb: > Dadurch, wenn er ein hätte, dass er dann weiss wo es > in dem Tabellenbuch steht, welche Außen-, Kern- und > Durchgangsmaße die jeweiligen metrischen Gewinde haben. Und das nützt ihm genau - nix. Dass ISO-Regelgewinde M10 einen Nenndurchmesser von 10mm hat, ist nicht so schwer herauszubekommen. Wenn Du jetzt glaubst, dass Du auf ein beliebiges Rundmaterial mit 10.0mm Außendurchmesser mit dem Schneideisen ein M10-Gewinde schneiden kannst, dann hast Du Dich.. nun ja ... geschnitten. Das klappt so nicht. Das Material wird nämlich nicht nur in den Gewindegängen zerspant, sondern außerdem an den Flanken kaltverformt. Das führt dazu, dass das fertig geschnittene Gewinde geringfügig dicker (!) ist als das Rohmaterial vorher war. Je nach Material muss der Rohling also ein gewisses Untermaß haben, damit das fertige Gewinde normgerecht ist.
Schrotti schrieb: > Ich würde 9,8 bis 9,9 mm abdrehen. Danke, Schrotti, so habe ich das auch gemacht und hat prima geklappt. Zum Tabellenbuch und den dazu verfassten, besonders schlauen Kommentaren: Die Drehbank ist nicht meine, sondern gehört meinem Nachbarn und dessen Frau hatte mir Zugang zur Drehbank gewährt. Mangels Anwesenheit konnte ich meinen Nachbarn auch nicht befragen. Ich selbst bin kein Mechaniker. Aber diese immer wiederkehrenden Kommentare sind hier ja üblich und sooo cool. Haupsache aber, mein Teil ist fertig geworden. Nochmals danke, sagt Frank
Possetitjel schrieb: > Dass ISO-Regelgewinde M10 einen Nenndurchmesser von 10mm > hat, ist nicht so schwer herauszubekommen. ist das so? und warum messe ich immer bei Schrauben Untermaß? z.B. M6 Schraube mit 5,8mm auf meinen Meßschieber (auch mit dem vom Kollegen), muss ich den/die wegwerfen?
Joachim B. schrieb: > Possetitjel schrieb: >> Dass ISO-Regelgewinde M10 einen Nenndurchmesser von 10mm >> hat, ist nicht so schwer herauszubekommen. > > ist das so? Sicher. > und warum messe ich immer bei Schrauben Untermaß? Weil der Nenndurchmesser nicht unbedingt der Solldurchmesser ist. Ein Nennmaß 10.0mm mit Toleranzen -0.05/-0.15 bewirkt ein Sollmaß 9.9mm. Siehe auch http://de.wikipedia.org/wiki/Nennmaß > z.B. M6 Schraube mit 5,8mm auf meinen Meßschieber (auch mit > dem vom Kollegen), muss ich den/die wegwerfen? Nein.
Possetitjel schrieb: > Wenn Du jetzt glaubst, dass Du auf ein beliebiges Rundmaterial > mit 10.0mm Außendurchmesser mit dem Schneideisen ein M10-Gewinde > schneiden kannst, dann hast Du Dich.. nun ja ... geschnitten. > Das klappt so nicht. Doch das geht! Bei Stahl, Edelstahl, Alu und Messing kann man (Aussen)Gewinde auf ein Halbzeug mit Gewindenenndurchmesser schneiden! Scharfes Schneideisen und richtige Schmierung sind natürlich Pflicht! Was anderes ist es bei Innengewinden. Da sollte man abhängig vom Material etwas grösser als der Kerndurchmesser bohren.
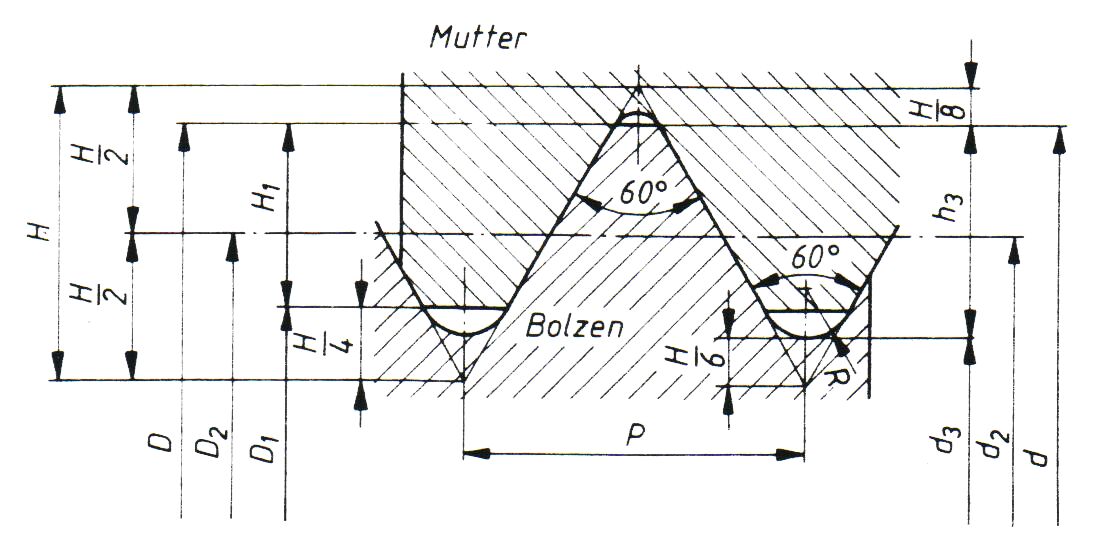
Possetitjel schrieb: >> und warum messe ich immer bei Schrauben Untermaß? Weil die Gewinde an den Spitzen eine Abflachung/Fase haben. http://www.fachlexika.de/technik/mechatronik/gewinde_metrisch.jpg
{kind=link}
Hallo Bei in Massen gefertigten Schrauben kommt auch noch ein anderes Fertigungsverfahren dazu. Deren Gewinde werden gerollt, also nur kalt plastisch verformt, kann man als Kaltschmieden ansehen. Hierbei ist dann das "Nennmaß" noch weniger aussagekräftig, da man bei der Fertigung mehr Raum für das fließende Material lassen muss. Trotzdem sind diese Schrauben aufgrund des ununterbrochenen Faserverlaufes stärker belastbar als geschnittene Schraubengewinde. Das gibt es als Gewindeformen auch für Innengewinde, auch hier ist der Kerndurchmesser am Ende größer als laut Tabellenbuch. Wichtig ist in beiden Fällen, dass die Flankenwinkel und der Flankendurchmesser passt und nicht zu viel Material fehlt. Ansonsten als einfache und erste Faustregel passt es mit den 0,1mm Untermaß am Außendurchmesser für das Schneiden von Außengewinde mittels Schneideisen im Bereich vom M6-M16. Darunter (M5 und kleiner) sollte man weniger und darüber (ab M18 aufwärts) etwas mehr Untermaß fertigen. Angepasst immer auch an das Material, wie es auch schon geschrieben wurde. Gruß Gerd
Gerd Fischer schrieb: > als einfache und erste Faustregel passt es mit den 0,1mm > Untermaß am Außendurchmesser für das Schneiden von Außengewinde mittels > Schneideisen im Bereich vom M6-M16. Darunter (M5 und kleiner) sollte man > weniger und darüber (ab M18 aufwärts) etwas mehr Untermaß fertigen Kann man machen wenn das ein Teil ist das sowieso auf der Drehbank gefertigt wird. Bei Halbzeugen die mit Nennmaß aus dem Lager kommen macht das normalerweise niemand und ist auch nicht nötig.
Max Mustermann schrieb: > Possetitjel schrieb: >> Wenn Du jetzt glaubst, dass Du auf ein beliebiges Rundmaterial >> mit 10.0mm Außendurchmesser mit dem Schneideisen ein M10-Gewinde >> schneiden kannst, dann hast Du Dich.. nun ja ... geschnitten. >> Das klappt so nicht. > > Doch das geht! Mag sein, dass es geht. Ich kann nur sagen, dass das Gewinde beschissen geworden ist, wenn der Zapfen Nennmaß hatte. Wenn er leichtes Untermaß hatte, ist das nicht passiert. Werkstoff war Stahl; genaue Sorte ist mir nicht erinnerlich.
Max Mustermann schrieb: > Bei Halbzeugen die mit Nennmaß aus dem Lager kommen Nennmaß 10.0mm heißt nicht unbedingt, dass das Sollmaß 10.0mm ist. Die Diskussion hatten wir oben schon.
Possetitjel schrieb: > Nennmaß 10.0mm heißt nicht unbedingt, dass das Sollmaß > 10.0mm ist Desshalb heist das Nennmaß ja auch Nennmaß und nicht Sollmaß! Ich schneid ohne Problem ein normgerechtes M10 Gewinde auf ein 10h6 (ungehärtetes) Halbzeug!
Possetitjel schrieb: > EGS schrieb: > Das Material wird nämlich nicht nur in den Gewindegängen > zerspant, sondern außerdem an den Flanken kaltverformt. > Das führt dazu, dass das fertig geschnittene Gewinde > geringfügig dicker (!) ist als das Rohmaterial vorher war. > > Je nach Material muss der Rohling also ein gewisses Untermaß > haben, damit das fertige Gewinde normgerecht ist. Du hast nur insofern Recht, wenn das Gewinde gerollt wird. Beim Gewinde schneiden wird zerspant und damit ändert sich am Volumen nichts, auch nicht an den Flanken!
Wenn man es ganz genau nehmen will: Für ein M10 Gewinde ohne Toleranzangabe gilt die Toleranzklasse 6g. Ein M10 Außengewinde hätte demnach folgende Toleranz: max. 9,968mm, min. 9,732mm. Als Mechaniker würde ich 90% aller Fälle sagen: sch... drauf.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.