Ich hätte mal eine Frage, sind hier auch Siplace-Bediener unterwegs? Hintergrund ist, ein Freund von mir erweitert gerade seine Bestückungsfirma und ich hätte evtl. die Chance, mich in eine Siplace Bestückungsmaschine einzuarbeiten. Leider sind mir einige Dinge recht unklar und er weiß sie selbst noch nicht genau, ich glaube uns beiden fehlen einfach Erfahrungswerte und ich würde mich freuen, wenn ich hier jemanden zum Austausch finden würde. Was ich mich aktuell z.B. frage, die Siplace möchte fast alle Bauteile mit 2 Newton bestücken und mit 2 Newton aus den Feedern abholen. Wenn ich in der Schule zu diesem Zeitpunkt nicht geschlafen habe, dann entsprechen 2 Newton ziemlich genau 200g. Ich weiß nicht, ist es wirklich so eine gute Idee, SMD-Widerstände wie 0805 oder 0603 und die zugehörigen Pipetten mit 200g zu belasten? Mir kommt das ziemlich viel vor.
Doch so viele... Okay schade, dann werde ich sowas allein ausprobieren müssen. Danke trotzdem!
Welche denn? D1i hier. 0402 bis QFP208 ist kein Problem auf Auto, welche Kraft auch immer das ist.
Er hat nun eine Siplace 80 F4/12. Wir haben aktuell noch etwas Probleme mit TSSOP-16, die große Mehrzahl wird sehr gut positioniert, aber letztens hat die Maschine einen dieser ICs genau einen Pin und eine Beinchenlänge (also 45°) versetzt, sonst aber kerzengerade auf die Platine genagelt und keiner weiß wieso. Oder mit einer Rolle 0805 10k hatten wir Probleme, daß die Maschine die schlecht aus dem Feeder (2x8mm S) nimmt, hohe Abwurfraten produziert und manche dieser Widerstände mit der Oberseite nach unten (sonst aber komplett gerade und elektrisch funktionsfähig) auf die Platine nagelt... wo niemand weiß wie er die überhaupt so greifen konnte. Wir haben leider noch keine Erfahrungswerte, ob das an alten Pipetten oder so liegt oder ob wir bei der Programmierung einen Fehler gemacht haben, ob man im Falle der 10k Widerstände einen anderen Feeder versuchen sollte oder was auch immer.
Alter, ne F4... Wo bekommt man denn da noch Ersatz für, das Ding ist seit etlichen Jahren aus dem Support... Ben B. schrieb: > letztens hat die Maschine einen dieser > ICs genau einen Pin und eine Beinchenlänge (also 45°) versetzt Naja, Kamera/Bauformproblem, oder die steinalten Achsen spacken. Da die Sensoren halb absolut und halb relativ arbeiten wird sich das wieder normalisieren, aber einen Systemfehler hattet ihr da wohl im Log. Ben B. schrieb: > daß die Maschine die > schlecht aus dem Feeder (2x8mm S) nimmt Manche Tapes sind scheiße, und wenn du einen schlechten Feeder und ein schlechtes Tape kombinierst bekommst du Teile die beim vorschalten raushoppeln. Ben B. schrieb: > Widerstände mit der Oberseite nach unten Ist nach IPC610 zulässig und sieht lustig aus. Ben B. schrieb: > niemand weiß wie er die überhaupt so greifen konnte Die springen beim Step raus und landen andersrum, die Maschine sucht nur die Pads, das komplett weiße (und jetzt dunkle) Mittelstück wird ignoriert. Das sollte bei einem guten Modell nicht passieren, aber euers ist wohl über die Jahre so weit aufgemacht worden das es solche Fehlpicks halt auch mitnimmt. Normalerweise sollte so ein schlechter Feeder oder diese Rolle mit Abwürfen auffallen, und der Maschinenführer muss das auch nachkucken. Ben B. schrieb: > ob das an alten Pipetten > oder so liegt Wenn die Vakuumwerte und die Längen ok sind, passt das mit den Pipetten und Pinolen schon. Die Pipetten unterm Mikroskop nachsehen und mit Pasten- und Klebergängigem Reiniger entsiffen, dann ist das ok: mechanische Beschädigung sieht man, Pastenrückstände ebenso. Pipetten muss man je nach Typ auch erst tauschen wenn die nicht mehr auf den Pinolen einklicken, aber dann verliert man auch öfter eine beim Referenzlauf, dann sind die reif für den Müll. Ben B. schrieb: > im Falle der 10k Widerstände einen anderen Feeder > versuchen sollte Wenn ansonsten alle Teile gut sind, ists nicht der Kopf. Entweder Feeder oder Rolle. Die umgedrehten Teile solltest du aber auch sehen, wenn du manuell einfach mal ein paar mal schnell vortickerst.
Angehängte Dateien:
-

wasted.jpg
29 KB
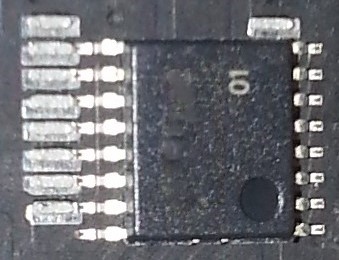
Hi, danke Dir für Deine Tipps. > Alter, ne F4... Wo bekommt man denn da noch Ersatz für, > das Ding ist seit etlichen Jahren aus dem Support... Jo, die ist nicht mehr die jüngste Maschine, aber sie ist auch für nicht millionenschwere Unternehmen bezahlbar, sollte gute Ergebnisse bis 0402 runter schaffen und wenn mal ein Problem damit ist, kann man die evtl. noch selbst reparieren. Er hat auch eine recht gute bekommen, mit sehr wenig Bauteilen für ihr Alter und gerade nochmal neu gemachten Riemen... die ist schon noch gut in Schuss. Du willst auch nicht wissen, womit er angefangen hat und ich glaube, er will auch nicht, daß das irgend jemand weiß. Aber ich finde seine Idee und den Anfang gut, könnte mir auch Spaß machen und ich überlege, dort mit rein zu gehen. Derzeit erstmal Aufträge machen, lernen und wenn irgendwann wirklich große kommen sollten, dann gibt's bestimmt auch neuere Maschinen. Ich hänge mal ein Bild des versetzt aufgeknallten ICs dran (sorry für's enge zuschneiden und die Retusche des Typs, aber sonst dürfte ich das Bild nicht ins Forum laden). Ins Log geschaut hat natürlich keiner, aber auf die Idee hätte man kommen können. Mist. Mache ich beim nächsten Mal. Oder mal mit reduzierter Beschleunigung versuchen, ich weiß nicht ob die Maschine merkt wenn ein eigentlich korrekt gegriffenes Bauteil auf dem Verfahrweg zur Bestückposition verrutscht. Es ist halt auffällig, daß der Versatz ganz genau ein Beinchen beträgt und das Bauteil trotzdem absolut gerade positioniert wurde. Danke für Deine Infos bezüglich der Probleme mit den 10k Widerständen. Wie gesagt, aufgefallen ist es, jetzt geht's um die Erfahrungswerte woran das liegt und wie man das Problem behebt. Ich werde die also im ersten Schritt mal auf einen anderen Feeder rüsten bzw. den Feeder tauschen und schauen ob sich was ändert. > Das sollte bei einem guten Modell nicht passieren, aber euers ist > wohl über die Jahre so weit aufgemacht worden das es solche > Fehlpicks halt auch mitnimmt. Bei Widerständen finde ich es okay, wenn die Siplace auch "upside-down-gegriffene" Bauteile setzt. Elektrisch funktioniert das ja gleichermaßen und es wäre schade um das Bauteil wenn es nur deswegen abgeworfen wird. Ich weiß, daß ich mich ein wenig davon verabschieden muss, daß man bei den Bauteilen 100% ohne einen einzigen Abwurf erreichen muss und jeden einzelnen Widerstand retten möchte, aber ich find's trotzdem schade wenn man diese Bauteile wegschmeißen muss weil man sie nicht nochmal neu laden kann. Ich weiß auch nicht was er evtl. selbst schon probiert hat, um das Problem zu verbessern. Ohne Erfahrung kann man sich halt nur belesen und da habe ich auch schon Texte gefunden, wonach manche Bauteile (vor allem LEDs oder an der Unterseite markierte Bauteile) für das Vision-System schwierig sein können und dann wird empfohlen, nicht zu viele Prüfungen zu machen, bis herunter dazu, nur den Umriss vermessen zu lassen und alles andere zu ignorieren. Vielleicht hat er das schon probiert. Die Fotos des ICOS sehen jedenfalls unauffällig aus wenn man sich die anzeigen lässt - außer, daß solche Widerstände komplett weiß erscheinen, wenn dann nur marginale Unterschiede zwischen den metallenen Anschlüssen und der weißen Keramik. Ist das normal oder müsste man dafür evtl. eine andere Kamera oder Belichtung wählen? Danke Dir auch für den Kommentar bezüglich der Pipetten. Er hat recht viele davon mit der Maschine übernommen, aber da weiß halt niemand wie alt die sind und was die bereits geleistet haben. Optisch sind die okay und beim Referenzlauf ist uns noch keine von der Pinole gefallen. Wir hätten die sonst turnusmäßig erneuert, aber wenn andere die verwenden bis sie von der Maschine fliegen, dann besteht da wohl erstmal noch kein Handlungsbedarf. Bei den Pinolen haben wir eine einzige, die beim Vakuumtest ein gutes Stück schlechter ist als die anderen und deren Austausch ist beschlossene Sache. Liegt nicht am Kopf, wenn man die Pinole auf eine andere Position steckt, wandert der auffällige Messwert mit. Weißt Du, welche Werte da bei der F4 im normalen Rahmen liegen und ab wann Probleme zu erwarten sind? Kann man die selbst aufarbeiten, Dichtring wechseln oder so?
Ben B. schrieb: > Oder mal mit reduzierter Beschleunigung versuchen, ich weiß nicht ob die > Maschine merkt wenn ein eigentlich korrekt gegriffenes Bauteil auf dem > Verfahrweg zur Bestückposition verrutscht. Nach dem Pick erfolgt das Vision auf dem Revolver auf dem Weg rum. Nach der Vermessung ist nur noch die Vakuumkontrolle aktiv, d.h. wenn es da aufgrund hoher Beschleunigung verrutscht merkt die Maschine das nicht, erst wenn es abfällt. Daher kann es helfen bei solchen Teilen im Editor die eine oder andere Beschleunigung zu reduzieren, aber so ein kleiner Chip läuft normal unter 100% problemlos, ihr habt da was anderes. Ben B. schrieb: > Wie gesagt, aufgefallen ist es, jetzt geht's um die Erfahrungswerte > woran das liegt und wie man das Problem behebt. Hört sich so an als ob ihr beide die Kiste noch nicht lange habt? Die Frickelei an den Parametern ist ganz viel learning by doing... Und die Kiste ist ja gebraucht, daher habt ihr vermutlich auch über lange Jahre angepasste Bauformen, da muss man auch erstmal kucken, ob das zu den eigenen Anforderungen passt. Ben B. schrieb: > Bei Widerständen finde ich es okay, wenn die Siplace auch > "upside-down-gegriffene" Bauteile setzt. Das ist nach IPC korrekt, aber eben ein Alarmzeichen das der Bestückprozess Probleme hat. Es ist nicht weit bis Teile ganz wegfliegen oder hochkant stehen, daher sollte man analysieren und beheben. Aber bei manchen Rollen mit Beistellung/Abgezählt muss man halt einen Kontroll/Korrigiervorgang einfügen, das isso. Ben B. schrieb: > bis herunter dazu, nur den Umriss vermessen zu lassen und > alles andere zu ignorieren. Ja, z.B. weiße Plastik-LEDs oder Potis laufen bei uns auch als Baredie. Weißer Adler auf Weißer Fahne ist nun mal nicht anders machbar. Ben B. schrieb: > Ist das normal oder müsste man dafür evtl. eine > andere Kamera oder Belichtung wählen? Verabschiede dich von dem Gedanken, das du siehst was die Maschine sieht. Dem Vision reichen geringe Unterschiede in der Helligkeit, die wir kaum wahrnehmen können. Falschfarben helfen uns, und sich die einzelnen Schritte der Erkennung anzukucken auch, dann kann man evtl. an den Werten fummeln. Es hilft natürlich wenn es deutlich ist, aber der Automat hat ganz andere Augen. Evtl. muss man die Bauform kopieren und "Standardteil von Hersteller" extra behandeln, mit anderen Beleuchtungen oder gar ganz anderen Visionparametern. Ist ein Spielplatz... Ben B. schrieb: > Optisch sind die okay > und beim Referenzlauf ist uns noch keine von der Pinole gefallen. Die Pipetten müssen beim Aufstecken und Abziehen deutlich in der Rastung klicksen, dann sind sie von der Seite her auch noch gut und dicht. Das vordere Ende kann man unter dem Mikroskop sehen. Bei Kunststoff ist die Spitze schnell verschlissen, Keramik hält ewig fällt aber irgendwann vom Stern, und bei TPU gibt's Risse in der Spitze. Turnustauschen macht man nur, wenn die Linie 24/7 läuft und 100m lang wird. Die kosten ja auch nix, von 10 cent bis 250€ pro Stück gibt's alles, also werden die für Einschichtbetrieb benutzt bis es nicht mehr geht und dann weg damit. Ben B. schrieb: > Weißt Du, > welche Werte da bei der F4 im normalen Rahmen liegen und ab wann > Probleme zu erwarten sind? Kann man die selbst aufarbeiten, Dichtring > wechseln oder so? Pinole ist Tauschteil. Irgendwo 900€ pro Stück neu, aber machen kann man nix. Das einzige ist der Gummiteller der in die Pipette gehört, den kann man tauschen. Die Messwerte aus der Vakuumprüfung sind für alles auf einmal: Stern, Pinole, Pipette. Wenn die passen, ist alles in Butter, ansonsten muss man durch Kreuztauschen probieren wo es klemmt. Leider gibt's keine Richtwerte dazu, manche Pipetten sind locker bei 250 wo es 90 brauchen brauchen würde, manche schaffen neu und frisch gewartet die 90 Soll-mbar so gerade eben, je nach Größe.
:
Bearbeitet durch User
So lange haben "wir" (er hat sie, ich habe nur die Gelegenheit, daran mitzulernen) sie noch nicht, etwa einen Monat kann er nun damit produzieren, aber wir müssen das Ding noch ein wenig erziehen und selbst noch lernen. Aktuell haben wir z.B. das Problem, daß die Transportbreite nicht immer auf Soll-Breite gefahren wird und dabei kein Fehler ausgelöst wird. Wenn man die Transportbreite an der Maschine dann aber manuell einstellt, dann läuft alles. Da haben wir noch nicht herausgefunden, warum das manchmal so ist und wie man das abstellt. Zweites Problem, die Maschine scheint Änderungen an Bauteilen (z.B. mit welcher Pipette er sie greifen soll) nicht immer zu übernehmen oder wenn man dem Ding für eine Gehäuseform spezielle Abhol-Verfahren wie eine Wartezeit von 500ms oder "schleichend" bei der Aufwärtsbewegung vorgibt, dann interessiert sich die Maschine nicht für sowas, sondern versucht es trotzdem mit maximaler Geschwindigkeit. Dadurch haben wir noch recht viele Pick-Fehler und können schlecht probieren, woran das liegt. Also ob entweder die Pipette ungünstig gewählt ist oder ob ein anderes Problem vorliegt. Das ICOS-System ist uns ebenfalls noch nicht absolut klar. Man kann ja Bauteile aufnehmen lassen und sich das Bild der Kamera anzeigen lassen, dabei erhält man auch eine Bewertung des Bildes durch das ICOS-System. Wenn man das gleiche Bild wiederholt bewerten lässt, sind die Werte extrem inkonsistent, bei der Qualität eines LQFP-32 ist von 60 bis 99 alles möglich, wohlgemerkt beim gleichen Bild. Da haben wir auch noch keine Ahnung, wie diese Abweichungen zustande kommen. Normalerweise würden wir von so einem Bildbewertungs-Algorithmus erwarten, daß er immer das gleiche Ergebnis oder eine kleine Varianz liefert wenn man ihn wiederholt mit dem gleichen Bild laufen lässt... macht er aber nicht.
Ben B. schrieb: > Aktuell haben wir z.B. das Problem, daß die Transportbreite nicht immer > auf Soll-Breite gefahren wird und dabei kein Fehler ausgelöst wird. Weil der Apparat doof ist. Der fährt die Breite auf die Referenz ganz auf, dann wieder 4320 Schritte zu, dann ist das Ziel erreicht. Wenn da ein Notstop dazwischen kommt weil z.B. jemand die Klappe aufmacht, hält der Motor an und hinterher weiß die Steuerung nicht mehr wo sie steht, aber "das passt dann schon". Motor und Sensor würde ich da mal prüfen, evtl. Schrittverlust oder Flusen im Referenzpunkt. Ben B. schrieb: > die Maschine scheint Änderungen an Bauteilen (z.B. mit > welcher Pipette er sie greifen soll) nicht immer zu übernehmen Auftrag stoppen, Auftrag neu optimieren, Auftrag neu vorgeben. Das ist ebenso wie die Breitenreferenzfahrt nervig umgesetzt und wird mal angenommen, mal nicht. Eine komplette Neuvorgabe des Jobs löst das aber, dafür muss man oft nur weil ein Bauteil jetzt 90° gedreht genommen wird die Breite verstellen. Kann man nicht verstehen, muss man akzeptieren. Ben B. schrieb: > für eine Gehäuseform spezielle Abhol-Verfahren wie eine > Wartezeit von 500ms oder "schleichend" bei der Aufwärtsbewegung vorgibt Je nach Softwarestand kannst du am Server eintragen was du willst, die Maschine macht es einfach nicht, produziert aber auch keine Fehlermeldung. Kann auch der Feeder sein, auch dessen Firmware ist da wichtig, aber nicht auslesbar oder updatebar. 500ms ist aber viel, 25-50 reicht immer aus, und abwärts Spezial, aufwärts Schleichend auch. Evtl. noch in der Bearbeitung die Beschleunigung runtersetzen, das macht weniger langsam als man meint, hilft aber sehr viel mehr gegen Verluste. Könnt ihr in der Maschinensoftware schon Schrittmodus? Das hilft bei sowas sehr... Ben B. schrieb: > wohlgemerkt beim gleichen Bild "Gleich" oder "Selbes"? ;) ICOS ist relativ schlecht, und mit dem Alter neigen die Dinger zu Problemen mit dem Netzteil. Durch die unsaubere Spannung kommt es dann zu solchen Effekten. Und es überhitzt auch gerne, dadurch reißen irgendwann die Lötstellen... Bald™ geht es dann los mit Resets, bzw. Hängern die einen erfordern. Daher ist ASM von ICOS weg: das ist ein Zukaufteil das nicht so langlebig ist wie der Rest. Aber auch hier gilt: die angezeigte Zahl ist unwichtig. Es gibt für den Computer nur "gut" oder "Mist". 60% gut oder 153% gut ist wurscht. Wenn ihr Visionfehler im Log habt, muss man sich die ankucken und evtl. nachteachen, ansonsten würde ich mir da noch keinen Schädel machen das die Werte schwanken. Aber ein Ersatzteil zu kaufen könnte sinnvoll sein.
Irgendwie sieht das eher so aus, als ob er die Ist-Breite des Transportbrandes mit dem Portal misst. Er fährt mit der Breitenverstellung nicht auf einen Referenzpunkt, sondern steuert damit direkt den Sollwert an und wenn er es denn einmal tut, dann passt das auch ganz gut. Was das Übernehmen von Änderungen angeht haben wir das jetzt auch so gemacht, einmal ein anderes Projekt laden und dann nochmal das geänderte. Die unnötig hohe Wartezeit beim Abholen haben wir nur genommen, um mal zu schauen, ob sich überhaupt etwas ändert... und das hat es leider nicht. Es ist auch keine Änderung an der Geschwindigkeit der Pinolen zu sehen, wenn man etwas an den Abwärts- und Aufwärts-Bewegungen wie "Spezial" oder "Schleichend" wählt. Kann man das noch irgendwo anders ändern als in den Gehäuseformen der Bauteile? Taktbetrieb kann die Maschine, ob das ein Einzelschrittbetrieb ist, habe ich noch nicht ausprobiert. Man kann die ganze Maschine in einen Schleichmodus setzen, dann verfährt er die Achsen im Schnecken-Modus, aber auf die Abholgeschwindigkeit bei Bauteilen hat das leider keinen Einfluss. Mal eine direkte Frage, welche Pipetten und Abhol-Einstellungen nutzt ihr für TQFP-32 oder TO-252 (DPAK)? Sowas sollte man doch mit dem Stern nehmen können oder braucht man dafür schon zwingend den IC-Kopf? ICOS... Mit dem selben Bild. Man kann ihn ja ein Bauteil aufnehmen lassen, sich das Kamerabild anschauen und es "bewerten" lassen. Dabei schwankt die Beurteilung halt recht stark und man erkennt auch nicht genau, ob die Maschine es als "gut" oder "schlecht" bewertet wenn sie nur diese beiden Zustände kennt. Wegen Vision-Fehlern schaue ich mir das Log mal an. Fahre gleich nochmal rüber, habe schon wieder ein neues Problem, aus dem ich nicht schlau werde. Wenn ich einen Nutzen mit entsprechenden Passmarken habe, mir auf den Tisch lege und die Passmarken mit dem Messchieber ausmesse und eintrage, dann erwarte ich normalerweise auch, daß er die findet - das Ausmessen schafft man doch locker auf 1mm genau. Macht er bei einem Projekt im Moment aber merkwürdigerweise nicht. Er findet zwei der Passmarken und landet bei der dritten irgendwo im Nirvana. Das führt dann dazu, wenn man sich vier Widerstände in den Einzelschaltungen der Ecken setzen lässt, dann passen zwei perfekt und die anderen beiden hat er mir in einer Achse um 3mm versetzt aufgenagelt, die andere Achse war perfekt. Keine Ahnung, was er da als Passmarke "gefunden" hat oder woran das liegt, das muss ich noch rausfinden. Mal eine andere Passmarke probieren.
Ben B. schrieb: > Irgendwie sieht das eher so aus, als ob er die Ist-Breite des > Transportbrandes mit dem Portal misst. Naja, die F4 kenn ich nicht wirklich, aber das wundert mich. Bei der D1, die ja doch ein wenig jünger ist, wird das Band immer wieder mal ganz aufgefahren und dann wieder zu. Das Portal hat da gar nichts mit zu tun. Ben B. schrieb: > Was das Übernehmen von Änderungen angeht haben wir das jetzt auch so > gemacht, einmal ein anderes Projekt laden und dann nochmal das > geänderte. Normal reicht im Linecontrol einmal zu stoppen und wieder neu vorzugeben, nicht "erneut vorgeben" sondern wie beim Jobwechsel "Stop" und "Play". Aber ihr habt eine ältere Software, mag sein das das bei euch nicht reicht. Ben B. schrieb: > Es ist auch keine Änderung an der Geschwindigkeit der Pinolen zu > sehen, wenn man etwas an den Abwärts- und Aufwärts-Bewegungen wie > "Spezial" oder "Schleichend" wählt. Kann man das noch irgendwo anders > ändern als in den Gehäuseformen der Bauteile? Kann sein, das eure Maschine die Einstellung ignoriert, also "Server kann, Maschine nicht". Auch hier: zu alte Software. Der Server kann ja alle Maschinentypen bedienen und daher auch Optionen, die nur wenige Maschinen können, oder die man lizensieren müsste. Aber nein, das geht nur in den Bauformen. Ben B. schrieb: > Taktbetrieb kann die Maschine, ob das ein Einzelschrittbetrieb ist, habe > ich noch nicht ausprobiert. Man kann die ganze Maschine in einen > Schleichmodus setzen, dann verfährt er die Achsen im Schnecken-Modus Takt ist leider kein Einzelschritt, aber man muss ja siebenhundertdrei mal den Taster drücken für ein Bauteil. Das sind logische Schritte, und nach jedem kann man dann ein Auge reinhalten ob das gemacht wurde was an erwartet. Der Schleichmodus ist, damit einem bei offenem Deckel nicht die Arme abgerissen werden. Oder bei herumliegendem Werkzeug der Kopf gecrasht wird. Unsere Settings für QFP32: 516er Pipette: X 4g, Y 3g, Z 4,9g, D 1570rad/s², oder 937/938er: 4, 3, 4,5, 984 und 3,295g auf dem Stern. Ansonsten ist alles auf Standard. DPAK machen wir nur mit der 937, aber ganz vorsichtig: X 2g, Y 1,5g, Z 1,8g, D 4920rad/s², Stern 6,59g Dazu 60ms Wartezeit und Standard/Schleichend/Schleichend/Standard. Ben B. schrieb: > Dabei schwankt die > Beurteilung halt recht stark und man erkennt auch nicht genau, ob die > Maschine es als "gut" oder "schlecht" bewertet wenn sie nur diese beiden > Zustände kennt. Wird da nix angezeigt "erkannt mit X%"? Das ist bei Siplace-Vision dann rot oder grün, und so lange es grün ist ist alles ok, egal ob 60% oder 99. Die Schwankung kommt m.M.n. von flackerndem Licht oder Spannungen, könnte ein Zeichen sein das das Icos-Gerät langsam alt wird. Ben B. schrieb: > Wenn ich einen Nutzen mit entsprechenden Passmarken habe, mir auf > den Tisch lege und die Passmarken mit dem Messchieber ausmesse und > eintrage, dann erwarte ich normalerweise auch, daß er die findet Oha. Passer holt man sich aus dem Gerber, wenn der CAD-Fritze nicht in der Lage ist Daten zu liefern. Auf so Sachen wie Spiegelung usw. habt ihr geachtet? Es darf nichts ähnliches im Kamerafeld sein, ein Via oder ein Testpunkt wird zur Not auch genommen. Aber wenn die Marke ihre Werte weit genug unten hat, geht auch ein Schatten... Ben B. schrieb: > Das führt > dann dazu, wenn man sich vier Widerstände in den Einzelschaltungen der > Ecken setzen lässt, dann passen zwei perfekt und die anderen beiden hat > er mir in einer Achse um 3mm versetzt aufgenagelt Hebelgesetz? Mehr als 2 Marken machen eigentlich keinen Sinn, evtl. sind die erkannten beiden recht kurz beieinander, die Dritte wird kaum mitgerechnet. Die Bauteile sind weiter auseinander und da du die Positionen der Marken nur grob erfasst hast wirkt sich der Fehler sehr stark aus. Kannst du nicht am Server die Markendaten löschen und die Maschine will sie dann anlernen? Kann sein, das eure Software das noch nicht beherrscht, aber wenn doch siehst du dann ja wie die Marke erkannt wird, evtl. kannst du sie auch auf Robustheit testen.
Man kann die eingestellte Breite des Transportbandes messen lassen, und das macht die Maschine, indem sie mit dem Portal auf einen Referenzpunkt fährt und dann langsam nach links rüber, bis sie das Band "findet". Theoretisch müsste die Maschine das mit der Abholgeschwindigkeit können. Wir haben es hinbekommen, daß er bei einem Bauteil eine langsame Aufsetzgeschwindigkeit verwendet. Was natürlich sein kann ist, daß ihm die 500ms außerhalb des genehmen Bereichs liegen und er die komplette Vorgabe dadurch verwirft. Finde ich sowas in den Logs? Wegen den Passmarken müssen wir wirklich noch ein wenig probieren glaube ich. Mir kommt es so vor, als schlackert die Platine manchmal dermaßen stark im Transportband, daß die Passmarken dadurch aus dem Suchbereich herausfallen. Hatte es jetzt schon, daß er die Passmarken findet, wenn man die Platine einfach nur ein zweites Mal einlegt. Wir können die Passmarken auch von der Maschine anlegen lassen, das funktioniert alles. Aber wie gesagt, ich muss mal schauen, ob man die Platine noch genauer/konsistenter im Arbeitsbereich positionieren kann, das löst das Problem evtl. Ich weiß noch nicht, wieso er sich manchmal mit Passmarken schwer tut, die man mit dem Messchieber verifiziert hat. Eigentlich dürfte es kein Problem sein, sie damit so genau zu vermessen, daß die Maschine sie findet. Was wir probiert haben, waren immer drei Passmarken über den ganzen Nutzen, dabei eine in X und die andere in Y möglichst weit von einer nahe des Nullpunkts weg. Mit nur zwei Passmarken haben wir es noch nicht probiert. Meinst Du, das ist besser als mit dreien? Was wir auch herausgefunden haben, unsere 12/16mm Feeder müssten zum Teil mal kalibriert werden. Wir haben Feeder, die schlechter funktionieren als andere und das finden wir merkwürdig. Was uns bei diesen Feedern auch aufgefallen ist, die seitliche Positionierung beim Abholen ist manchmal schlecht. So schlecht, daß er das Bauteil zwar greift, dann aber so weit aus den Toleranzen heraus ist, daß er es abwirft. Mit sehr hohen Toleranzen (+-1,5mm) nimmt er es und setzt es auch genau... aber ist das der Sollzustand? Da müssen wir evtl. nochmal an den Abholpositionen feilen - wobei ich gedacht hätte, daß er das Bauteil schon mittig erwischt wenn man ihm mitteilt, welche Bandbreite im Feeder liegt. Auf jeden Fall vielen Dank für Deine Einstellwerte, kann sein, daß ich da noch für viele Gehäuseformen frage. Solche Erfahrungswerte sind im Moment das, was uns am meisten fehlt. Ich stehe manchmal vor dem Ding und weiß bei einigen Sachen einfach nicht, was denn nun eigentlich der Sollzustand von irgend einem Teil ist. Ich schaue morgen mal, ob wir entsprechende Pipetten haben oder ob ich Deine Einstellungen übernehmen kann. Wegen der unterschiedlichen Beurteilungen von Bildern durch das ICOS-System, ich glaube, er macht kein neues Foto von dem Bauteil wenn man es bewerten lässt. Da muss ich mal drauf achten. Was ich an dem Ding schade finde, es gibt so wenig Möglichkeiten, den Prozess zu überwachen oder Einstellungen zu kontrollieren. Ich kann ihm z.B. nicht sagen fahre mir bspw. den Nullpunkt der Platine an und zeige mir (mit der Kamera, die er für die Passmarken verwendet z.B.) was du siehst. Oder generell vermisse ich eine "Inspektionskamera", also einfach ein Fadenkreuz und die Ist-Werte der Achsen, so daß man damit Platinen vermessen oder Positionen kontrollieren könnte.
Ben B. schrieb: > Was ich an dem Ding schade finde, es gibt so wenig Möglichkeiten, den > Prozess zu überwachen oder Einstellungen zu kontrollieren. Ich kann ihm > z.B. nicht sagen fahre mir bspw. den Nullpunkt der Platine an und zeige > mir (mit der Kamera, die er für die Passmarken verwendet z.B.) was du > siehst. Oder generell vermisse ich eine "Inspektionskamera", also > einfach ein Fadenkreuz und die Ist-Werte der Achsen, so daß man damit > Platinen vermessen oder Positionen kontrollieren könnte. So schwer kann das nicht sein, X/Y anfahren sind jeweils 2 Befehle. Die Maschine ist zudem so alt dass dort sicher nichts verschlüsselt abläuft. Schneide einfach mal die Kommunikation zwischen Rechner und Maschine mit. Sollte sich einfach in ein externes Programm implementieren lassen, und mit einem Multiplexer könnte man das dann eventuell sogar noch während des Betriebs der eigentlichen Bestückungssoftware ausführen lassen (so spart man sich die Einbindung der Kamera in ein eigenes Programm).
Naja, ganz so einfach wie ein 3D-Drucker funktioniert die Maschine leider nicht. Das ist definitiv kein Spielzeug mehr, sondern dafür gebaut, im Industriemaßstab Teile auf die Platine zu spucken. Sie braucht eine Ehternet-Verbindung zu einem Linienkontrollrechner, der ihr das Programm zuteilt, so einfach mit ein bißchen G-Code schreiben und SD-Karte rein ist es nicht. @Jens Wir haben heute nochmal eine Kalibration der Grundmaschine und Tische gemacht, alles okay, daran liegt der auffällige seitliche (90° zur Feeder-Förderrichtung) Versatz nicht, den wir beim Abholen des einen IC aus dem 12/16mm Feeder hatten. 937/938 Pipetten haben wir leider nicht da, denke die werden Teil der nächsten Bestellung, ist aber noch nicht durchgesprochen. Wir haben gestern eine größere Anzahl TO-252/DPAK mit der 715 (915) Pipette gesetzt, Ergebnisse waren brauchbar, aber ~5% Abwürfe. Immerhin erübrigt das meine Frage, ob unser Vakuum reicht. Die 715/915 Pipette ist einiges kleiner als die 737, die Du empfohlen hast und trotzdem hat er sie damit ganz gut aus dem Feeder bekommen.
:
Bearbeitet durch User
Ben B. schrieb: > Mir kommt es so vor, als schlackert die Platine manchmal dermaßen > stark im Transportband, daß die Passmarken dadurch aus dem Suchbereich > herausfallen. Die sollte schon sehr fest von oben geklemmt sein. So fest, das man sie nicht mal mit einem Hammer herausprügeln kann. Ben B. schrieb: > Hatte es jetzt schon, daß er die Passmarken findet, wenn > man die Platine einfach nur ein zweites Mal einlegt. Evtl. ist die Vorderkante unscharf, z.B. durch einen Frässchlitz oder Fusseln, Kleber, sowas. Wie wird da vorn gestoppt? Die D1 hat da einen Laser, der mit Bluemask die etwas übersteht genau dieses Probleme hat. Ben B. schrieb: > Meinst Du, das ist besser als mit dreien? Evtl. schaltet da ein Messmodus um, manche Maschinen nehmen bei 2 diese beiden für alles (Position, Verzerrung, Verdrehung), bei dreien jedoch jeweils ein Paar für je eine Rechnung, da kommt dann effektiv was schlechteres bei raus. Ausgenommen extremboards, also sehr lang oder winzig klein. Ben B. schrieb: > Wir haben Feeder, die schlechter > funktionieren als andere und das finden wir merkwürdig. Ich nicht, die sind vielleicht 30 Jahre alt und haben wer weiß wie viele zigtausend Zyklen durch. Das ist robust gebaut und da wird viel rein mechanisch gemacht, das hält lange und zuverlässig aber eben nicht ewig. Ben B. schrieb: > daß er das > Bauteil schon mittig erwischt wenn man ihm mitteilt, welche Bandbreite > im Feeder liegt. So sollte es sein. Du gibst ja im Editor den Feeder vor, plus die dort hinterlegten Offsets. Aber wenn dort 0 steht, gilt das Feederspezifische, das ist fest, und da hat der Feeder auch zu sein. Schon mal die Tische kalibriert, mit dem "Bügeleisen"? Bei kleinen Bauformen fährt er ja die Feedermarke an, aber bei großen passt das eigentlich auch wenn der Feeder etwas daneben ist. Wobei ich so raushöre das ihr das mal so mal so habt also nicht konsistent. Kann sein das da was total anderes nicht stimmt. Ben B. schrieb: > Ich stehe manchmal vor dem Ding > und weiß bei einigen Sachen einfach nicht, was denn nun eigentlich der > Sollzustand von irgend einem Teil ist. In der Regel ist alles auf Standard, was der Editor bei einem neuen Teil vorgibt. Dann dreht man z.B. bei Kondensatoren runter, bis die stabil laufen. Man kann auch irgendwo im Editor die Default-Gehäuseformen wieder herstellen, die sind hart eingebaut, zumindest bei unserer Version. Das sind eigentlich erprobte Werte, die flutschen wenn das Material und die Maschine der Norm entsprechen. Bei eurem Methusalem muss man da vielleicht Abstriche machen... Ben B. schrieb: > Ich schaue morgen mal, ob wir > entsprechende Pipetten haben Solltet ihr. Die 915/935 (bei euch glaub ich 715/735, aber das ist die gleiche) ist für viele ICs und so wichtig. 7xx ist "alte Maschine", 9xx "Neue", 15 die Plastikversion, 35 aus TPU. Ben B. schrieb: > Was ich an dem Ding schade finde, es gibt so wenig Möglichkeiten, den > Prozess zu überwachen oder Einstellungen zu kontrollieren. Weil der Server alles als Daten hat. Diese Pfuscherei ist nicht nötig, das Produkt wird nach den Daten programmiert und läuft dann. ;) Schließlich wurde z.B. die LP auch nach eben genau diesen Daten erstellt. Es gibt eine Teachoption, die genau das erlaubt, aber die hat niemand, weil dann der Maschinenführer das Programm zerpfuscht, anstatt das fehlerhafte Board zu entsorgen. Du musst bedenken: geplant ist ein Programmierer, der nix anderes macht als am Server zu sitzen. Ein Maschinenfahrer, der nur Rollen tauscht und Platinen reinlegt. Ein Maschineneinrichter, der Aufträge rüstet. Und ein Reparateur, der sich um Störungen kümmert die abseits von "Rolle ist leer" sind. Niemand von denen darf Positionen von Teilen ansehen oder korrigieren können! Dir als Universalallesineinsmann am Gerät bleibt höchstens, mittels Sitest zu basteln. Ist möglich, aber mühsam. Thomas H. schrieb: > So schwer kann das nicht sein, X/Y anfahren sind jeweils 2 Befehle. Bei Siplace reichlich sicher nicht. Da geht sooo viel über den CAN-Bus. Thomas H. schrieb: > Die Maschine ist zudem so alt dass dort sicher nichts verschlüsselt > abläuft. Das ja. Aber mit so viel sich aus Sicherheitsgründen gegenseitig auf die Finger kucken das man nicht mal eben einen Maschinenrechner nachbaut. Thomas H. schrieb: > Sollte sich einfach in ein externes Programm implementieren lassen, und > mit einem Multiplexer könnte man das dann eventuell sogar noch während > des Betriebs der eigentlichen Bestückungssoftware ausführen lassen (so > spart man sich die Einbindung der Kamera in ein eigenes Programm). Ich bin mir reichlich sicher, das du bei vielen kleineren Firmen die wenige ASM/Siplace-Maschinen haben mit einem Laptop plus Adapter für sagen wir mal 10000€ offene Türen einrennst, wenn das Ding erlaubt ein Bestückprogramm mit der Kamera abzufahren, dabei an den Positionen die Teile als Umriss anzeigt und evtl. Korrekturen erlaubt, ohne das die Maschine crasht oder Fehler schmeißt. Ben B. schrieb: > Sie > braucht eine Ehternet-Verbindung zu einem Linienkontrollrechner, der ihr > das Programm zuteilt Und da ist eine SQL-Datenbank dahinter, die wer weiß wie viele Tabellen enthält, da steht jeder scheiß drin, alles gegeneinander querbezogen und relativ referenziert. Schon da was anzufassen ohne den Editor ist absoluter Wahnsinn.
Ben B. schrieb: > Die 715/915 Pipette ist einiges > kleiner als die 737, die Du empfohlen hast und trotzdem hat er sie damit > ganz gut aus dem Feeder bekommen. Immer die größtmögliche Pipette nehmen die auf den Body passt, oder eben mit frühem Vakuum, Wartezeit, Schleichen und wenig Beschleunigung kompensieren. Aber man kann nicht alles kompensieren... ;) Ben B. schrieb: > ~5% Abwürfe Abwurf, Verlust oder Pickfehler? Pick wäre Pipette oder Kopf, die Teile bleiben im Gurt. Aufpassen: DPAK und ähnliche Klötze machen euch evtl. den Schneider kaputt, es macht Sinn evtl. die Repicks runterzunehmen auf 1, macht mehr Stops, aber ein neuer Schneider ist teuer. Zumindest bis es flutscht. Verlust ist Einstellung am Server (langsamer usw.), plus die Teile fliegen auf dem Tisch rum. Abwurf ist opt. Vermessung, Teile sind im Mülleimer. Ben B. schrieb: > daran liegt der auffällige seitliche (90° zur > Feeder-Förderrichtung) Versatz nicht, den wir beim Abholen des einen IC > aus dem 12/16mm Feeder hatten. - Nur ab und an? -> Maschinenproblem - Nur dieser Feeder? -> Feeder falsch konfiguriert oder Tischfehler (Bauteil auf Magnetleiste) - Nur dieses Teil? -> Ungewöhnlicher Gurt oder Definitionsfehler am Server Ganz oft muss man einfach kreuztauschen und dann auf einmal klickts.
Jens M. schrieb: > Thomas H. schrieb: >> So schwer kann das nicht sein, X/Y anfahren sind jeweils 2 Befehle. > > Bei Siplace reichlich sicher nicht. Da geht sooo viel über den CAN-Bus. Na dann einfach CAN Bus mitschneiden. Und crashen wird eine Maschine mit Absolutkoordinaten-Steuerung sehr wahrscheinlich nicht sofern die Nozzle nicht unten hängt. So verrückt und mit einer relativ-Steuerung zu arbeiten wird Siemens damals sicher nicht gewesen sein. Arbeite selber mit diversen Servo Motoren, kritisch war's bis jetzt nur wenn ich die Servos komplett ausgetauscht habe und diese neu parametrisieren musste, selbst da hab ich noch keine Crashes gehabt. Hat Siemens damals eigene Servos / Steuerungen dafür entwickelt oder haben die zugekauft (wie viele es heutzutage machen)? Bin nur etwas neugierig, wie viel Watt haben denn die Motoren überhaupt?
> Die sollte schon sehr fest von oben geklemmt sein. Fest geklemmt sind die Platinen. Aber der Stopp funktioniert mechanisch, heißt er fährt mit der Platine gegen einen kegelförmigen Stopper, diesen Kontakt erkennt er und klemmt dann die Platine. Aber vorher schlackern manche ganz schön im Transportband herum, vor allem wenn sie breit sind, aber nicht lang. Beim letzten Projekt hatte er solche und die hatten auch nur noch an der kurzen Seite Stege für's Handling... kein gutes Design was den Nutzen angeht. Generell sind recht viele Platinen schon viel zu weit ausgefräst. Die kann man dann zwar hinterher prima brechen, aber mir persönlich ist das zum maschinellen Bestücken schon viel zu wackelig. > Schon mal die Tische kalibriert, mit dem "Bügeleisen"? Gerade heute nochmal gemacht, weil wir das als Fehler ausschließen wollten, da passt alles und waren auch nur minimale Korrekturen. >> ~5% Abwürfe > Abwurf, Verlust oder Pickfehler? Definitiv Abwurf, Teile im "Mülleimer". Am Anfang hatten wir Pickfehler, die hat er mit einem anderen Feeder nicht. Er bekommt das Bauteil, aber hat von diesen DPAK-Teilen recht viele abgeworfen. Bei dem einen TSSOP-IC, wo der seitliche Versatz beim Aufnehmen und Vermessen des Bauteils auffällig war, hat eine extrem hohe (zumindest für mich als Unerfahrenen extrem hohe) Toleranz von über einem Millimeter für Abhilfe gesorgt, daß er die nicht mehr abgeworfen hat bzw. nur noch sehr vereinzelt. Die hat er dann trotz der hohen vorgegebenen Toleranz sehr gut gesetzt. Ich weiß dann immer nicht, ob eine so hohe Toleranz bei ICs im Gurt normal ist oder ob irgendwas anderes nicht stimmt bzw. ob man die Abholposition korrigieren müsste bis es stimmt. Der Versatz war praktisch immer, so als wäre die Abholposition 1mm daneben - was immerhin einen Maschinenfehler ausschließt. Ich würde auch am ehesten auf sowas wie "ungewöhnlicher Gurt" tippen, aber dazu muss man erstmal wissen, dass es sowas gibt. Wenn man annimmt "der Gurt stimmt immer", dann möchte man nicht an der Abholposition herumdrehen oder so, sonst hat man das gleiche Problem irgendwann später evtl. wieder. Erstmal bekommen wir diese Woche ein paar kalibrierte Feeder 12/16mm. Ich bin gespannt, was das bringt. Was mir an diesem "alles automatisch so wie es sein muss"-Betriebsmodus nicht passt ist, daß man eine absolut tolle Maschine hat, die richtig Masse kann - aber dafür ist das Ding ständig nur im Blindflug unterwegs, wenn irgendwas nicht passt, ist es sehr schwer herauszufinden, was nicht passt. Obwohl man den ganzen Prozess und ggf. sogar noch die dahintersteckenden Berechnungen kennt. Aber wenn das Ding z.B. ein Bauteil abwirft, dann weiß man nie wieso... man weiß nie was ihm nicht gepasst hat, nur daß das Bauteil "außerhalb der Toleranz" lag. Oder bei Pickfehlern, das geht viel zu schnell um sagen zu können, wieso er ein Bauteil nicht greifen konnte. Also Position falsch oder blieb nicht an der Pipette... Alles was man weiß ist "geht nicht". Wegen der Antriebe, die sind zumindest für's Portal X/Y recht stark für eine Pick-and-Place-Maschine. Das Ding fährt sehr schnell mit dem Portal, kann hohe Beschleunigung und Verzögerung. Die Geschwindkeit würde für einen größeren Schaden locker ausreichen, wenn man damit irgendwo gegenbummst. Allerdings sollten Crashes weit seltener sein als bei CNC-Fräsen usw, soweit ich weiß passieren die meisten Crashes bei diesen Maschinen, wenn Feeder nicht korrekt geschlossen waren oder Werkzeug in der Maschine vergessen wurde. Die Steuerung bei unserer Maschine verwendet Lineale an den Achsen, hat aber auch Drehencoder an den Antriebsmotoren.
:
Bearbeitet durch User
Thomas H. schrieb: > Und crashen wird eine Maschine mit > Absolutkoordinaten-Steuerung sehr wahrscheinlich nicht sofern die Nozzle > nicht unten hängt. Du musst aber "alles" steuern, weil sich alles gegenseitig in die Tasche kuckt, jeder Feeder, alle Motoren, der ganze Kopf. Wenn da irgendeiner nicht regelmäßig meldet das er noch lebt hast du schneller einen Notaus als du kucken kannst. Thomas H. schrieb: > So verrückt und mit einer relativ-Steuerung zu arbeiten wird Siemens > damals sicher nicht gewesen sein. Absolut relativ. Die Servokarten sind reichlich pingelig mit ihren Maßstäben, aber die Begrenzungen (und die 100 Fahrparamter) sind rein PC-Software-gestützt. Du kannst im Testmodus durchaus die Köpfe aus den Schienen knallen lassen. Thomas H. schrieb: > Hat Siemens damals eigene Servos / Steuerungen dafür entwickelt oder > haben die zugekauft (wie viele es heutzutage machen)? Ich würde sagen Hybrid. Eine zugekaufte Eigenentwicklung. Also wie Lidl "wir hätten gern deins, aber bitte mit...". Thomas H. schrieb: > Bin nur etwas neugierig, wie viel Watt haben denn die Motoren überhaupt? Geht eigentlich, die D1i hat zwar einen dicken 16er CEE-Stecker aber lt. Typenschild gerade mal 1kw rum (weiß nicht mehr genau, 1,1?). Ben B. schrieb: > vor allem wenn sie breit sind, > aber nicht lang. Mööp, Niete. Lps müssen immer länger sein als breit. Evtl. müsst ihr ein Trägertablett nutzen. Kann man durchaus aus Baumarktaluplatten und -Flachprofilen selber machen. Obere/hintere Anschläge mit Magneten. Ben B. schrieb: > Die kann man dann zwar hinterher prima brechen, > aber mir persönlich ist das zum maschinellen Bestücken schon viel zu > wackelig. Habt ihr keine Stützpins? Die mit dem roten Magneten, da gehören für jede Maschine ich mein 8 oder 10 Stück dazu. Ben B. schrieb: > waren auch nur minimale Korrekturen. Das ist doch gut, heißt das die Mechanik funktioniert und die Sensoren noch ok sind. Ben B. schrieb: > Definitiv Abwurf, Teile im "Mülleimer". Dann ist es die Vermessung. Evtl. auch durch schlechte Aufnahme außerhalb der Toleranz. Ausprobieren ob ein anderer Feeder was bringt, evtl. auch mal Testbestückung mit anderem Teil gleicher Bauform machen (wenn möglich anderer Hersteller = anderes Werk und Gurt). Und natürlich die größere Pipette nehmen... ;) Ben B. schrieb: > Die hat er dann trotz der hohen > vorgegebenen Toleranz sehr gut gesetzt. Ich weiß dann immer nicht, ob > eine so hohe Toleranz bei ICs im Gurt normal ist oder ob irgendwas > anderes nicht stimmt bzw. ob man die Abholposition korrigieren müsste > bis es stimmt. Manche Gurte haben sehr lose Taschen, da muss man tatsächlich mit der Toleranz ans Limit gehen. Aber grundsätzlich ist die Toleranz in X und Y kein Problem, die kann ruhig groß sein, um so besser fängt er die Teile mit der Kamera ein. Beim Winkel gibts halt das Risiko das sich das Teil ganz umdreht, aber 20° gehen eigentlich auch immer. Wobei es z.B. 1210 Kerkos gibt die mehr brauchen, weil die Tasche 30% zu groß ist. So lange die Pipette voll drauf ist und die Teile nicht Luft ziehen und runterfallen könnt ihr das ruhig groß machen, man muss nicht extra pingelig nur die geraden Teile aus dem Gurt holen. Der Wert gilt ja für "nehme ich noch als gut gepickt an", nach der Vermessung wird das Teil so genau bestückt wie es geht. Evtl. muss man auch mit der Abholpositionskorrektur spielen. Manche Gurte gehen besser "mit", manche "ohne", und manche machen "mit" Probleme, manche "ohne". Und das liegt teilw. am Teil oder Hersteller, also 10 Ohm geht, 22 nicht, oder Vishay ist ok, Kemet nicht. Ben B. schrieb: > Der Versatz war praktisch immer, so als wäre die > Abholposition 1mm daneben Das wundert mich immer noch. Nach der Vermessung weiß die Maschine wo das Zentrum ist und das kommt da hin wo im Plan die Koords sind. Wenn das selbe Teil mal so mal so bestückt wird, passiert entweder während oder nach der Vermessung was. Wenn das Ergebnis immer gleich "gerade aber daneben" ist, würd ich sagen "während", denn Beschleunigungsprobleme lassen das Teil chaotisch verrutschen mal so mal so. Wenn es immer (!) daneben ist, liegts an der Bestückposition im Programm oder an der Bauform. Ben B. schrieb: > Wenn man annimmt "der Gurt stimmt immer", dann möchte man nicht an der > Abholposition herumdrehen Och du, bei manchen Teilen, speziell mit nicht-mittigen Aufnahmepositionen (DPAK, Stecker) ist es schon besser die Position vor dem Job an der Maschine zu korrigieren. Aber die Programmierung muss halt auch stimmen. Ben B. schrieb: > Erstmal bekommen wir diese Woche ein paar kalibrierte Feeder 12/16mm. Magst du nennen woher? Ben B. schrieb: > ist es sehr schwer herauszufinden, was nicht > passt. Ja leider. Es gibt auch viele Fehler, die in der Meldung irgendwas suggerieren, aber die Ursache ist ganz woanders. Das muss man einfach aus Erfahrung wissen nachdem man an einem Problem mal 3 Tage Haare gelassen hat. Ben B. schrieb: > man weiß nie was ihm nicht > gepasst hat, nur daß das Bauteil "außerhalb der Toleranz" lag Habt ihr nicht unter Ansicht die Messkontexte? Da kann man die Vermessung wie beim Anlernen sehen, nur eben das es der gespeicherte Fehler ist. Aber auch hier: evtl. ist eure Software zu alt oder mit ICOS gehts nicht. Ben B. schrieb: > wieso er ein > Bauteil nicht greifen konnte. Also Position falsch oder blieb nicht an > der Pipette. Dafür ist der Einzelschritt. Ben B. schrieb: > Allerdings sollten Crashes weit seltener sein > als bei CNC-Fräsen usw, soweit ich weiß passieren die meisten Crashes > bei diesen Maschinen, wenn Feeder nicht korrekt geschlossen waren oder > Werkzeug in der Maschine vergessen wurde Ich hab in 20 Jahren keinen Crash bei uns gesehen, aber die Klappen und das Werkzeug wird auch immer 3x kontrolliert. Selbst defekte Servokarten werden eher deaktiviert wenn was mit dem Lineal nicht stimmt, zack "notaus". Daher auch "so einfach wird das mit dem CAN nix". Und eine Feederklappe lässt jeder nur einmal auf. So ein Kopf kostet eine Woche Stillstand und 50000€ wenn mans offiziell macht, das gibt ein "Mitarbeiter des Monats" im Aufenthaltsraum. Ben B. schrieb: > Die Steuerung bei unserer Maschine verwendet Lineale an den Achsen, hat > aber auch Drehencoder an den Antriebsmotoren. Doppellineale. Relativ mit dem durchgehenden Streifen, Absolut immer mal wieder zwischen drin zur Kontrolle mit den unterbrochenen. Fettfinger auf dem Relativstab = Notaus. Die Encoder sind Tachos, die Motoren werden Drehzahl und -momentgesteuert, mit einer schönen Beschleunigungs- und Bremskurve, Sinusoid sagt Siemens dazu. Da gehen mehrere g und etliche m/s. Bei der D1i 4g (sagt der Server) und 1,6m in deutlich unter 0,5s vom Gefühl her (im Testmodus kann man zickzack fahren, gestoppt hab ich das aber nicht).
Jens M. schrieb: > Thomas H. schrieb: >> Und crashen wird eine Maschine mit >> Absolutkoordinaten-Steuerung sehr wahrscheinlich nicht sofern die Nozzle >> nicht unten hängt. > > Du musst aber "alles" steuern, weil sich alles gegenseitig in die Tasche > kuckt, jeder Feeder, alle Motoren, der ganze Kopf. > Wenn da irgendeiner nicht regelmäßig meldet das er noch lebt hast du > schneller einen Notaus als du kucken kannst. Naja ohne die CAN dumps zu sehen wird man auch nicht wissen was die Maschine während der Idle Phase macht. Dass man die Maschine nicht Kreuz bedient mit 2 Applikationen auf einmal sollte klar sein. Du schreibst hier aber nicht von der Siplace 80 F4/12? Auf den Youtube Videos sieht die Beschleunigung und Geschwindigkeit eher gemäßigt aus.
Thomas H. schrieb: > Du schreibst hier aber nicht von der Siplace 80 F4/12? Auf den Youtube > Videos sieht die Beschleunigung und Geschwindigkeit eher gemäßigt aus. Ich arbeite an einer D1i-Linie. Die F4 ist ein sehr alter Typ, aber nicht wesentlich langsamer in der Leistung, ganz im Gegenteil. Das sieht nur so aus, wegen der Beschleunigungskurve, wobei ich nicht weiß wie schnell die alten Maschinen mit den Bürstenmotoren beschleunigen, die D1 hat zumindest für die lange Achse quer durch die Maschine einen Linearantrieb der vmtl. deutlich mehr Feuer unterm Arsch hat. Von der Bestückleistung her ist die alte Serie aber vergleichbar, und der Kopf ist gleich, also sind die Achsen auch ähnlich schnell. Evtl. wurde für die Videos etwas eingebremst? Weil auch wir feststellen mussten das unter Vollspeed kein sinnvolles Video zustandekommt, die Kamera ist total überfordert.
> Habt ihr keine Stützpins? Die mit dem roten Magneten, da gehören > für jede Maschine ich mein 8 oder 10 Stück dazu. Haben wir noch nicht für die Maschine, aber gesehen habe ich die Dinger schon mal. Hatte schon überlegt, mir einfach ein paar Säulen aus dem 3D-Drucker zu holen, muss nur mal ausmessen wie hoch die Dinger sein müssen. > Manche Gurte gehen besser "mit", manche "ohne", und manche > machen "mit" Probleme, manche "ohne". Und das liegt teilw. > am Teil oder Hersteller, also 10 Ohm geht, 22 nicht, oder > Vishay ist ok, Kemet nicht. Na toll. **gg** Das war in etwa genau das, was ich nicht hören wollte. >> Der Versatz war praktisch immer, so als wäre die >> Abholposition 1mm daneben > Das wundert mich immer noch. [..] Da habe ich mich wohl unklar ausgedrückt, sorry. Ich meinte, wenn man sich einen dieser ICs aus dem Gurt abholen und vermessen lässt, dann hängt der mit deutlichem seitlichen Versatz an der Pipette, wird also nicht mittig aufgenommen wie man es eigentlich erwarten würde. Auf die Platine wurden sie ohne jeden Versatz draufgenagelt nachdem wir die Toleranzen angehoben haben. Evtl. waren die Toleranzen immer noch einen Hauch zu niedrig und deswegen noch eine vergleichsweise hohe Abwurfrate. Wie gesagt, es ist schade, daß man ihm nicht sagen kann, fahr mal mit einer Fadenkreuz-Kamera auf die programmierte Abholposition und zeig mir, was du siehst. Dann würde man ziemlich leicht erkennen ob man mit der Pipette trifft wo man treffen will oder nicht. > Magst du nennen woher? Im Moment ist er im Urlaub und ich weiß nicht ob ich seine Quellen rausrücken darf oder wo er Kunde ist. Ich bin mir unsicher, ob er das möchte. > Es gibt auch viele Fehler, die in der Meldung irgendwas > suggerieren, aber die Ursache ist ganz woanders. Das stimmt, das kenne ich vom WFL M30 Bearbeitungszentrum. Wenn die Dinger in die Jahre kommen, produzieren sie Fehler, die glaubt man erst wenn man sie gefunden hat. Die Hilfsschütze in der F4 sind leider auch nicht besser, eines davon muss bei uns auch neu... bei einer als generalüberholt gekauften Maschine. Da dürfte eigentlich kein Schütz mehr drin sein, wo schon Kontaktpaare als defekt gekennzeichnet sind und auf andere umgeklemmt wurde, hatten wir so nicht erwartet. > Fettfinger auf dem Relativstab = Notaus. Normal. Wie putzt ihr die Lineale falls da mal jemand draufgetatscht hat? Die F4 wird auch 3phasig versorgt... 1,8kW, aber nur ein einziger Drehstromtrafo für die Antriebe, macht wegen der 3phasigen Gleichrichtung das Netzteil einfacher zu bauen. Würde man den rausschmeißen und gegen ein einphasiges Schaltnetzteil ersetzen oder so, läuft die Maschine auch mit 230V. Richtig Sinn würde das aber nur machen, wenn man das Vakuumsystem auf eine Vakuumpumpe umbaut. So braucht das Ding 400L Druckluft pro Minute und der dafür nötige Schraubenkompressor läuft definitiv nicht mit 230V (wir haben jetzt einen mit 1000L/min und 7,5kW). Wer drüber nachdenkt, sich so'ne Siplace zuhause in den Bastelkeller zu stellen... vergessen, ganz schnell vergessen. Ein normal-großer Baumarktkompressor rödelt sich binnen 2..3 Tagen zu Tode. Irgendwann für die Zukunft ist so ein Umbau angedacht, aber erstmal ist uns eine laufende Maschine wichtiger und den Kompressor haben wir jetzt sowieso. Und ob es sich lohnt, etwa einen Euro pro Stunde Maschinenlaufzeit an Stromkosten zu sparen... weiß nicht. Die Achsen fahren so schnell, daß man die Beschleunigungs- und Bremskurve gar nicht richtig hört. Klingt wie eine konstante Geschwindigkeit (die es nicht ist, aber klingt eben so). Also die Antriebe haben schon Bumms, wenn man da irgendwo die Finger zwischen hat oder in den Riemen... ich glaube, das wird nicht angenehm.
:
Bearbeitet durch User
Ben B. schrieb: > Ich meinte, wenn man > sich einen dieser ICs aus dem Gurt abholen und vermessen lässt, dann > hängt der mit deutlichem seitlichen Versatz an der Pipette Das darf nicht sein. Feeder falsch, steht schief, oder die Programmierung ist schuld. Aber: du hattest doch ein Bild von einem Versatzbestück? Ben B. schrieb: > Wie gesagt, es ist schade, daß man ihm nicht sagen kann, fahr mal mit > einer Fadenkreuz-Kamera auf die programmierte Abholposition und zeig > mir, was du siehst. Könnt ihr die Abholposition nicht anlernen? Wow. Die muss man doch öfter mal korrigieren, das hätte ich gedacht geht. Ben B. schrieb: > Wie putzt ihr die Lineale falls da > mal jemand draufgetatscht hat? Erst mit Alkohol, dann mit Mikrofaserbrillentuch.
> Das darf nicht sein. Feeder falsch, steht schief, > oder die Programmierung ist schuld. Ob er schief steht muss ich nochmal genau kontrollieren. Der Rest sollte eigentlich stimmen. > Aber: du hattest doch ein Bild von einem Versatzbestück? Das oben? Das war einen Maschinen-Oops oder so, ist bislang nur einmal vorgekommen und danach nicht wieder. > Könnt ihr die Abholposition nicht anlernen? Wow. Die muss man > doch öfter mal korrigieren, das hätte ich gedacht geht. Sag mir mal bitte, wie ihr das macht. Eventuell machen wir das falsch oder verlassen uns zu sehr auf die Maschine oder die Programmierung. >> Wie putzt ihr die Lineale falls da mal jemand draufgetatscht hat? > Erst mit Alkohol, dann mit Mikrofaserbrillentuch. Isopropanol? Brillentücher besorge ich mir dann besser schon mal.
Ben B. schrieb: > Ob er schief steht muss ich nochmal genau kontrollieren. Der Rest sollte > eigentlich stimmen. "eigentlich" ;) Eigentlich ist im Editor die Aufnahmeposition definiert und genau da kommt auch die Pipette an, Gurtspiel muss man natürlich beachten. Es kann sein, das an der Maschine ein anderer Aufnahmepunkt angezeigt wird, wenn man im Editor einen Offset vergeben hat, aber aufgenommen wird da wo definiert ist. Verwirrt kaum, ist halt ASM-spezifisch. Wenn nicht, steht der Tisch oder Feeder schief. Oder (gern genommen) es ist ein 12/16, definiert ist 12, eingestellt ist 16, bzw. andersrum: beim 16er ist der Feeder am linken Anschlag identisch, aber das Teil ist immer mittig in den Taschen, also genau 2mm weiter rechts als beim 12er. Ben B. schrieb: > ist bislang nur einmal > vorgekommen und danach nicht wieder Achsoooo Ben B. schrieb: > Sag mir mal bitte, wie ihr das macht. Im Maschinenmenü "Rüstung" (der ganz linke Button unten) gibts die Tabelle mit den Teilen und unten den Button "Position korrigieren". Bzw. wenn leer in der Vollmachseite. Geht nur wenn man Einrichter ist, ist sonst grau oder unsichtbar. Da kann man die Pickposition sehen und korrigieren. Bei uns auch mit eingeblendetem Sollteil, allerdings nur sichtbar wenn es komplett in die Markenkamera passt. Aber man kann dann ja einfach rechts/links bzw. hoch/runter fahren und die Mitte ausrechnen. Ben B. schrieb: > Isopropanol? Jau. Verdunstet sauberer als vergälltes Eth. Ben B. schrieb: > Brillentücher besorge ich mir dann besser schon mal. Ein echtes, einen Lappen, nicht diese Brillentücher mit Imprägnierung in so einem Aufreißtütchen wie die Reinigungstücher von Siemens. Muss man ja auch die Pinolen mit bearbeiten bei der Wartung (oder beim manuellen Pipettentausch), ist also sowieso Pflicht. Persönliche Empfehlung: eins von Zeiss vom Optiker. Hinten Noppen für die Finger, vorne einfach simpel weiß ohne Druck bis auf das Logo. Schwer zu bekommen weil teuer (deutlich über 5€/stk) aber sind sehr gut, ich musste sie bestellen lassen und gleich ein 10er Pack abnehmen.
:
Bearbeitet durch User
Angehängte Dateien:
-

daneben.jpg
130 KB
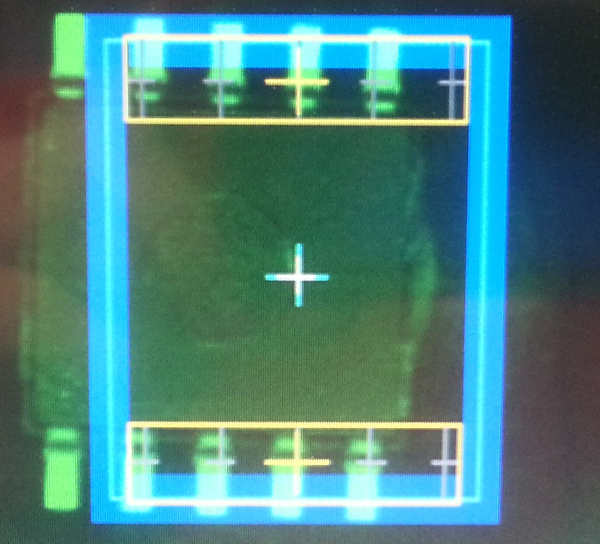
Maschinenmenü Rüstung muss ich mir noch einmal anschauen. Kann sein, daß seine Maschine das noch nicht so beherrscht wie Du es beschrieben hast. Die Programmierung schaue ich mir auch nochmal an, aber aktuell ist das Teil nicht mehr auf der Maschine. Ich kann aber ein Bild von so einem versetzt gegriffenen Bauteil dranhängen, hatte ein Foto davon gemacht weil ich mir das nicht erklären konnte. Bauform ist TSSOP-10. Mal schauen, wo ich entsprechende Putztücher bekomme. Muss ja keine 5 Euro Luxus-Variante sein, nicht imprägniert und fusselfrei sollte ja eigentlich für ein Brillenputztuch ausreichen. Mehrfach verwenden sollte man die Dinger nach meinem Empfinden ja auch nicht. Isopropanol muss ich ebenfalls schauen, wahrscheinlich online bestellen. Der örtliche Baumarkt hat es nicht. Der hat nur Aceton und das ist wahrscheinlich schon eine Spur zu heftig. Für Platinen würde ich das noch nehmen - wobei einfacher Bremsenreiniger da auch einen guten Job macht - aber nicht für empfindliche Teile in der Maschine.
Ben B. schrieb: > Kann sein, daß > seine Maschine das noch nicht so beherrscht wie Du es beschrieben hast. Aufgrund des Alters kann das durchaus sein, und wenn ich dein Foto so ankucke weiß ich auch warum Siemens von ICOS weg ist. ;) Hätte aber trotzdem vermutet das es das schon sehr früh gab, weil es halt relativ wichtig ist. Ben B. schrieb: > Bauform ist TSSOP-10. Naja, ein Beinchenpitch daneben, gerade mal 0,5mm. Das kann auch die Tasche sein, und das sollte das Vision ausgleichen können. Natürlich nur, wenn die Toleranzen im Editor passend sind. Wenn ICOS sagt "das ist 0,5mm daneben" aber im Teil steht "0,25mm max", dann wird es verworfen, obwohl perfekt getapet, genommen und vermessen. Es gibt ja eine Grenze wie hoch man die Toleranzen im Editor machen kann, aber keine für "nach unten". Da kann man auch 0 einstellen und die ganze Rolle in dem Müll werfen lassen. Klasse, wenn man viele Papierschnipsel braucht, um den Nachbarn beim Poltern zu ärgern. So lange das Bestückergebnis passt, würde ich die Toleranz reichlich hoch ansetzen, mein Kollege hatte die Angewohnheit die im Maschinenmenü beim Anlernen einer neuen Bauform immer auf Maximum zu setzen, und bislang hatten wir noch kein Problem bei dem das zuviel war. Sieht bei den Beinchen natürlich anders aus, da muss man sehen das die alle gerade sind und nicht zu verbogen durchgewunken werden. Ben B. schrieb: > nicht imprägniert und fusselfrei sollte ja > eigentlich für ein Brillenputztuch ausreichen. Naja, ich finde einen großen Lappen sehr bequem. Ben B. schrieb: > Mehrfach verwenden sollte > man die Dinger nach meinem Empfinden ja auch nicht. Das ist ja gerade der Trick: so ein A4-großes flauschiges Tuch kann und sollte man lange benutzen, dann waschen. Kleinere Einmaltücher haben das Risiko, das man die Teile wieder berührt, sind üblicherweise mit wer weiß was imprägniert, und außerdem kratzen sie oft, weil wir es hier nicht mit Glas zu tun haben. Und du willst die Encoderscheibe an der Pinole nicht zerkratzen... Ben B. schrieb: > Der örtliche > Baumarkt hat es nicht. Der hat nur Aceton Apotheke. Medizinische Qualität, teuer aber absolut zu empfehlen. Aceton ist auf den Metalllinealen kein Problem, aber für Pinolen würd ich das nicht nehmen, wegen den Gummis. Und zwei Flaschen kann man schnell verwechseln. Auf den Achsen wäre Ace sogar besser, weil es Fett besser löst, aber mir ist das Risiko zu hoch mich da zu vertun. Bremsenreiniger ist für die Lineale denk ich auch geeignet.
Jens M. schrieb: > Alter, ne F4... Wo bekommt man denn da noch Ersatz für, das Ding ist > seit etlichen Jahren aus dem Support... Oh, ich hab noch 2 Stück Siplace F3 Bj 96/97 hier, die problemlos laufen. Auch Ersatzteile. Man braucht keinen Support, einfach die Maschine verstehen.
Ja, der Trick ist das du ein Ersatzteillager hast. Mit "Support" meinte ich genau das: wenn du was kaputt hast, musst du es selbst haben oder einen kennen der es hat. Siemens bzw. ASM haben da nix mehr, und die bekannten Schrottwiederverkäufer haben alle stabilen Teile, die Ersatzteile (also das was regelmäßig kaputtgeht) sind schon seit mehr als 10 Jahren aus allen Lagern weg, es sei denn die Nachfolger haben das selbe Teil genutzt, wie z.B. die Pinolen oder Pipetten. Aber ein neues ICOS? Das war schon damals horrend teuer, und jetzt aufzuwiegen mit diamantenem Gold. Außer du hast eins und brauchst es nicht mehr: dann gibt's keinen der es kauft! :D
Ben B. schrieb: > Ich kann aber ein Bild von so einem > versetzt gegriffenen Bauteil dranhängen, hatte ein Foto davon gemacht > weil ich mir das nicht erklären konnte. Bauform ist TSSOP-10. Jo, da ist das Bauteil nicht richtig eingegeben. Gehäuseformeditor starten und die Werte anpassen bis er es richtig zentriert. Manchmal kann man auch mit der Beleuchtung herumspielen(an der Maschine) bis er die Mitte findet.Generell sollte das Bauteil aber einigermaßen mittig mit der Pipette aufgenommen werden, sonst gibt's Probleme. Maschine schon mal kalibriert?
Jens M. schrieb: > Aber ein neues ICOS? Hmmm... Das ICOS war doch auf den noch älteren Maschinen wie z.B meiner MS102. Die Siplace haben eine einzige Einschubkarte für die Bilderkennung.
Jens M. schrieb: > Siemens bzw. ASM haben da nix mehr Ja, als ich vor ein paar Jahren auf der Produktronika am Siplace Stand war wurde mir das auch mitgeteilt und gleichzeitig ehrfürchtig behandelt, weil sowas war denen auch noch nicht untergekommen.Recht lustige Sache damals.
Gebhard R. schrieb: > Die Siplace haben eine einzige Einschubkarte für die > Bilderkennung. Ja, was eine zugekaufte Karte ist, die m.W. von ICOS gebaut wurde, mit deren Technik drauf. Die modernen haben SiplaceVision, das ist deutlich weiterentwickelt und zumindest nicht mehr von den Belgiern zusammengeschustert.
Gebhard R. schrieb: > Jens M. schrieb: >> Alter, ne F4... Wo bekommt man denn da noch Ersatz für, das Ding ist >> seit etlichen Jahren aus dem Support... > > Oh, ich hab noch 2 Stück Siplace F3 Bj 96/97 hier, die problemlos > laufen. Auch Ersatzteile. Man braucht keinen Support, einfach die > Maschine verstehen. Und Regelmäßig Wartung (richtig) durchführen. Schön sauber halten, Magnetleiste regelmäßig Pflegen, Förderer Pflegen. Stern Zerlegen Kamera Putzen usw. Aber trotzdem verstehe ich keinen der sich eine gebrauchte F3/F4 holt. Ersatzteile sind immer vergoldet, kaum Servicetechniker (Nein, die Maschinenschubser die diese Geräte verhökern haben KEINE Ahnung). STM gibt es nicht mehr, die waren gut, Berotech in Ingoldstadt hat evtl. noch Teile, sonst sind keine Techniker mehr da. Meine Unterlagen und Software habe ich verschenkt, will auch nicht mehr an den Maschinen Werkeln. Einzig einen ICOS M10000 habe ich als Ständer für meine kleine Strahlkabine Aufbewahrt ;). MS72N/K MS102 HS180 SP120 Kleber90 als die Maschinen liefen (Software und Hardware) wurden sie Eingestellt von Siemens. Siplace F1/2 eine wahre Freude für uns Techniker, nur nicht für den Kunden. Wer eine gebrauchte Robuste Maschine will, die man auch Reparieren kann, dann eine JUKI von KE750/760 - KE2010,2020 oder eine kleine PM570/575. KE2050/2060 kann ich nicht Empfehlen, zu viele Probleme mit den Motoren.
Roland F. schrieb: > Aber trotzdem verstehe ich keinen der sich eine gebrauchte F3/F4 holt. > Ersatzteile sind immer vergoldet, kaum Servicetechniker (Nein, die > Maschinenschubser die diese Geräte verhökern haben KEINE Ahnung). Ich find die Siplace Automaten richtig gut. War damals das Beste was man kaufen konnte. Mechanisch sind die Dinger für die Ewigkeit gebaut.Ersatzteile gibt es noch und eigentlich nicht allzu teuer.
Naja, irgend eine Maschine muss man letztlich nehmen. Die Siplace ist schon eine deutliche Steigerung zu dem, was vorher im Einsatz war. Hat denn noch wer eine Siplace F4/12 abzugeben oder eine HF3? Wenn wir auf was neueres geiern wie z.B. die DI2, an der Jens arbeitet, dann wird das gleich wieder deutlich teurer und wenn die noch den gleichen Kopf einsetzt, wird die F4 eine ähnlich gute Produktivität erreichen, auch wenn manches veraltet ist (ICOS, Software...). Kann es eigentlich sein, daß die DI2 oben gar keine Fenster zum Reinschauen mehr hat? Das wäre schade, ich mag das bei der Siplace, daß die wie ein Aquarium aussieht und man ganz gut sehen kann was das Ding gerade macht oder wenn irgendwas nicht funktioniert. Man kommt beim Rüsten auch gut an die Feeder dran... ich würde da nichts dran ändern wollen. @Jens Danke Dir nochmal sehr für Deine Tipps. Habs jetzt geschafft, den LQFP-32 zuverlässig mit dem Revolver zu nehmen, andere Pipetten (glaube 719) wirken echt Wunder. Nicht ein einziger Abwurf oder Fehlpick bei 200 gesetzten Teilen, 100% Quote im ersten Anlauf diesmal. Ich glaube die Probleme, die wir da hatten, basieren auf nicht kalibrierten Feedern und Mangel an Erfahrung (mit Erfahrung würde man das schneller sehen wenn ein Feeder den Gurt nicht gut positioniert). Was mich interessieren würde, wie kommt's, daß Feeder ihre Kalibration verlieren? Sind das Bedienungsfehler oder passiert das irgendwann nach x Bauteilen, daß man die neu einstellen muss? Eine Sache nervt mich noch ein bißchen, das sind 0603 LEDs... Die Dinger kommen trotz Shutter-Feeder nicht vernünftig aus dem Gurt. Also auch wenn man den Feeder manuell fährt, springen die Dinger munter wie Flöhe durch die Gegend und ich habe recht viele Abwürfe, selten werden sie mit der Lötseite nach oben gesetzt - schön, wenn man jede einzelne LED vor dem Löten begutachten und ggf. händisch korrigieren darf - und wenns stellenweise richtig schlecht läuft, gibt's Fehler, die Spur sei leer. Entweder sind die Spulen Mist, die wir da haben, oder ich weiß noch nicht woran das liegt.
Ben B. schrieb: > Was mich interessieren würde, wie kommt's, daß Feeder ihre Kalibration > verlieren? Sind das Bedienungsfehler oder passiert das irgendwann nach x > Bauteilen, daß man die neu einstellen muss? Verschleiß. Aber die werden schon seeeehr viele Teile geliefert haben bevor das kritisch wird. Eigentlich passiert auch sonst nix, außer das das Zahnrad für die Löcher auf dem Antriebsrad verrutscht. Krumme Teile durch runterwerfen mal ausgenommen... Mir sind jedenfalls noch keine unkalibrierten Feeder untergekommen, bei denen nicht Schrauben lose waren, und manche sind echt wichtig. Ben B. schrieb: > Die Dinger > kommen trotz Shutter-Feeder nicht vernünftig aus dem Gurt. Evtl. auch "wegen" ;) Wir haben 3x8 Shutterless und damit gehen auch 0402-LEDs. Allerdings muss da vorne so ein Pröppel rein, der den Gurt an der Aufnahmeposition stützt. Bei so kleinen leichten Teilen kann es aber auch schon ESD sein, die rappeln nicht raus, die kleben am Oberband. Luftfeuchte und evtl. Ionisationsgeräte gegen Aufladung können helfen, manch LED-Hersteller empfiehlt gar Magnetfeeder, bei denen unter der Entnahmestelle ein Magnet das Teil "ansaugt". Oder wirklich eine Mistrolle. Aber da der Antrieb für den Sprocket ein normaler Motor ist, der vorgedreht wird bis die Lichtschranke einen Step meldet, dann umgepolt und in einen mechanischen Anschlag gepresst, kann es sein, das der Motor bzw. die Elektronik zu zackig ist. Hört man auch, wenn man gute und schlechte Feeder hat, manche tackern richtig, manche sind leise.
Jens M. schrieb: > Aber da der Antrieb für den Sprocket ein normaler Motor ist, der > vorgedreht wird bis die Lichtschranke einen Step meldet, dann umgepolt > und in einen mechanischen Anschlag gepresst, kann es sein, das der Motor > bzw. die Elektronik zu zackig ist. Bei den Schulzfeedern verdreht sich gerne das geklemmte Ritzel für das Gurtförderrad. Läßt sich auch mit mäßigem Geschick wieder einstellen.Auf Motor Anschlag sollte oben 1/2 Zahn sichtbar sein, dann passt's. Generell macht auch erhöhte Reibung die meisten Probleme, weil die Dinger vom Moment her auf die Kante genäht sind. Also immer auf Leichtlauf überprüfen und schmieren.
Yep, die Mechanik von den Dingern hat mich auch interessiert, ich hab schon einen defekten aufgemacht... aber leicht zerlegen lassen die sich nicht. Halb geschraubt und halb geklemmt, ich hasse sowas weil man nie weiß, wann man was verbiegt und am Ende nicht wieder zusammen bekommt. Außerdem sind bei den 8mm Feedern immer zwei Mechaniken übereinander verbaut, wenn man an die untere dran muss, muss wohl erst die obere weg... sehr nervig. Einen 3x8mm möchte ich erst recht nicht zerlegen. Bei den 12/16mm geht's vielleicht einfacher, das ist nur eine Fördermechanik pro Feeder und die sah recht logisch aufgebaut aus. Sowas einzustellen würde ich mir direkt noch zutrauen. Ich müsste mir nur irgend eine Messvorlage bauen, wo man den Feeder einsetzen kann und dann sieht, wie die Zähne des Gurtförderrades stehen müssen. Ich weiß, es gibt Arbeitsplätze für sowas, die die Abholposition der Feeder mit Protokoll vermessen können. Aber kostet ja auch wieder Geld und lohnt sich wohl nur, wenn man die Feederkalibration als Service anbieten möchte. Ich will aber lieber Platinen bestücken und nicht den ganzen Tag mit Mini-Schrauben herumfummeln... @Jens, eine Frage noch (vorerst... **g**) - Womit tragt ihr die Lötpaste auf eure Nutzen auf oder welchen Lötprozess verwendet ihr? Shutterless Feeder für einen Versuch mit den LEDs haben wir leider nicht. Wir haben einen ganzen Haufen 2x8mm und nur einen einzigen 3x8mm, alle mit Shutter... der 3x8mm gefällt mir aber ganz gut. Vielleicht mal einen 3x8mm shutterless besorgen, mit solchen "Pröppeln". Das ist immer schade, wenn man sowas noch nicht weiß. Verkauft jemand der Mitlesenden sowas? Oder so einen Magnetfeeder? Irgendwie kommt mir das so vor, als ob man solche Probleme öfter bekommen kann und dann sowieso einen besonderen Feeder braucht, weil's ohne gar nicht geht. Paar abgeworfene 0603 LEDs sind jetzt nicht sooo schlimm, aber trotzdem schade drum - und irgendwann kommen Teile, wo die Abwürfe schwerer zu tolerieren sind.
:
Bearbeitet durch User
Ben B. schrieb: > Womit tragt ihr die Lötpaste > auf eure Nutzen auf oder welchen Lötprozess verwendet ihr? Ich hab einen DEK Horizon, der zentriert die Schablone automatisch und rakelt dann durch. Ältere Modelle zwischen 2000 und 2005 sollten für etwa 6000€ zu haben sein. Für kleinere Serien hab ich füher einen einfachen Ekra Siebdrucker gehabt, den mit Kameras ausgerüstet und händisch zentriert und mit Spachtel "gerakelt". Die Ergebnisse waren durchaus gut aber eben mit dem Mehraufwand vorallem der händischen Zentrierung. 0,5mm BGA bekommt man mit beiden Druckern aber nicht wirklich gut hin. Zum Löten hab ich einen DIMA breeze Konvektionsofen. Ist IMHO eigentlich die günstigste Lösung, weil Galden Löter im Betrieb ziemlich teuer sind und die "günstigeren" Modelle meist nur 1 Leiterplatte zur selben Zeit Löten können. Ben B. schrieb: > Paar abgeworfene > 0603 LEDs sind jetzt nicht sooo schlimm, aber trotzdem schade drum Ja, damit muß man leben. Ich hab's auch schon gehabt daß so ein Schulz Feeder 3m Gurt samt Bauteilen einfach durchgezogen hat, weil der Gurt aus dem Förderrad gesprungen ist und der Abzugsmotor auf Dauerlauf gegangen ist. Die Bestückerei ist leider voll mit Heimtücken jedlicher Art...
Ben B. schrieb: > Womit tragt ihr die Lötpaste > auf eure Nutzen auf oder welchen Lötprozess verwendet ihr? Ein vollautomatischer Rakel von SJIT mit AOI. Metallschablonen im ZelFlex-Wechselrahmen. Ofen ist Heißluft von Rehm, also Reflow. Gebhard R. schrieb: > auch schon gehabt daß so ein Schulz > Feeder 3m Gurt samt Bauteilen einfach durchgezogen hat, weil der Gurt > aus dem Förderrad gesprungen ist und der Abzugsmotor auf Dauerlauf > gegangen ist Och, das kann dir bei ASM mit "neuen" Originalteilen auch passieren, normalerweise beim Einschalten. Hauptschalter ist "hinten", Gurte stehen "vorne", Klack sirrrrrr bevor du merkst was los ist ist die Rolle leer.
Hm, das habe ich ganz alleine durch eigene Blödheit geschafft.
Feederklappe geöffnet ohne vorher das Abdeckband zu entspannen. oO
Große Augen, dann geistesgegenwärtig doch noch das Abdeckband entspannt,
wodurch sich der Verlust auf vielleicht 10..20 SMD-Polyfuses
beschränkte. Aber gut, sowas macht man einmal, beim nächsten Mal weiß
man bescheid wie das funktioniert.
> Ein vollautomatischer Rakel von SJIT mit AOI.
Gleich mal googeln. Was kostet sowas?
Von Hand rakeln bekomme ich zwar inzwischen einigermaßen hin, also wenn
Stencil und Platine Passmarken hat, treffe ich fine pitch ohne Probleme,
finde ich aber umständlich weil man jede Platine manuell neu ausrichten
muss und ich bin recht langsam dabei. Erst recht, wenn man alles
kontrolliert, daß auch nirgendwo 'ne Ecke fehlt.
Jetzt habe ich aber das Problem, eine Platine bzw. der Stencil davon hat
keine Passmarken und trotzdem fine pitch. Na das wird ein Spaß, sehe
mich da schon die Hälfte der Versuche wieder abwischen. Und danach kommt
eine Platine, die ist zu groß für diesen Rakel-Tisch, da freue ich mich
auch schon drauf und weiß noch nicht richtig, wie ich das auf einem
Tisch oder so hinkriegen soll. So viel Panzertape wie ich da brauchen
werde, hat der Baumarkt bestimmt gar nicht vorrätig. :(
Ben B. schrieb: > Jetzt habe ich aber das Problem, eine Platine bzw. der Stencil davon hat > keine Passmarken und trotzdem fine pitch. Das macht meinem alten DEK Drucker nichts aus,der kann auch auf ein beliebiges Pad oder mehrere zentrieren. Wenn die Platine aber keine Passmarken hat, wirds beim Bestücken schwieriger. Oft kann man auch Pads für THT Bauteile nutzen oder Durchkontaktierungen.
Ben B. schrieb: > Und danach kommt > eine Platine, die ist zu groß für diesen Rakel-Tisch, da freue ich mich > auch schon drauf und weiß noch nicht richtig, wie ich das auf einem > Tisch oder so hinkriegen soll. Vielleicht doch einen vernünftigen Drucker kaufen. Wie schon gesagt ab 5-6k€ bist du dabei.Auf Dauer ist das Gemurkse zu nervenaufreibend.
Ben B. schrieb: > Was kostet sowas? Weiß nicht genau, aber vor 10 Jahren so 250k, hab ich gehört. Ben B. schrieb: > keine Passmarken und trotzdem fine pitch. Na das wird ein Spaß, sehe > mich da schon die Hälfte der Versuche wieder abwischen. Irgendwann muss man einfach mal sagen "tut mir leid scheff, dazu brauchts ne gute Schablone". Die kostet dann halt 250€, aber wenn man einen Tag verbastelt ist das am Ende teurer. Gebhard R. schrieb: > Oft kann man auch Pads > für THT Bauteile nutzen oder Durchkontaktierungen. Gefährlich. Bohren ist ein separater Vorgang, also nicht mehr maßhaltig. Wenn die Maschine nach dem Loch kuckt und nicht nach dem Äußeren des Rings kann der ganze Kram daneben liegen. Aber kenn ich auch, manchmal ist "schlecht" besser als "nicht", und der Ofen reißt auch noch was raus.
Na mal schauen, glaube da müssen vorher noch ein paar Aufträge von Hand gerakelt werden. **gg** > Wenn die Platine aber keine Passmarken hat, > wirds beim Bestücken schwieriger. Die Platine hat Passmarken (logisch), aber im Stencil sind die nicht ausgeschnitten. Ist ja einerseits praktisch, weil man sie dann nicht mit Paste beschmaddert (das mag die Siplace gar nicht, sie akzeptiert die zwar noch, aber nimmt sich ewig lange Zeit dafür und evtl. leidet die Genauigkeit darunter wenn man mit der Paste nicht so exakt getroffen hat wie die Passmarke liegt) aber man sie halt nicht durch den Stencil sehen. > Ein vollautomatischer Rakel von SJIT mit AOI. Dazu habe ich leider überhaupt nichts gefunden. Aber gut, dann muss er sich mal schlau machen, was es da so gibt und ob vielleicht irgendwas brauchbares, erschwingliches dabei ist. Ich glaube, das muss noch nicht mal das schnellste Gerät sein, aber einfach bedienbar (Vision-System) und zuverlässig, das wär's.
SJIT ist SJ InnoTech, aus Korea. Vertrieb in DE über Smarttec, wenn ich nicht irre. Teuer, und ein wenig hakelig ists auch (Koreaner und ihre Übersetzungen), aber wenn mans im Griff hat muss man nur noch LPs reinstecken und Paste nachfüllen. Vor allem das AOI mit der 3D-Pastenvermessung ist wenn es denn klappt eine super Erleichterung. Ob man das braucht.... Es macht halt den Großteil des Gerätepreises aus, aber wenn man professionell den ganzen Tag bestückt dann ist es das definitiv wert. Aber auch hier: Schablone, Halterung und LP-Material muss alles passen. Wenn man da Beistellklamotten hat, also keinen Einfluss auf die Qualität, dann isses auf einmal doch alles nicht mehr so toll.
Ben B. schrieb: > Die Platine hat Passmarken (logisch), aber im Stencil sind die nicht > ausgeschnitten. Passer werden immer nur angelasert (also nur "Dunkel", nicht "Loch"), weil der Rakel ja zwischen LP und Schablone schaut, und so kommt keine Paste drauf. Will man eine Handschablone, dann müssen die Passer durchgelasert werden. Und: Passer sind immer 100% Größenidentisch zum Kupfer, Pads dagegen Größenreduziert. Ist also so oder so eine Sonderbehandlung, und eine Schablone für den einen Prozess passt nicht zum anderen.
Ben B. schrieb: >> Könnt ihr die Abholposition nicht anlernen? Wow. Die muss man >> doch öfter mal korrigieren, das hätte ich gedacht geht. > Sag mir mal bitte, wie ihr das macht. Eventuell machen wir das falsch > oder verlassen uns zu sehr auf die Maschine oder die Programmierung. Bei F- und S-Maschinen mit SR 407/408 lässt sich die Abholposition leider nicht einstellen. Außer bei der S27-HM funktioniert das, die hat auch die neuere 505er Software. Bei den S-Maschinen geht das nicht, Weil die Abholposition der Feeder, außerhalb dem Verfahrweg der Y-Achse liegt. Bei den F-Maschinen würde es vom Verfahrweg her funktionieren, weil der RV-/IC-Kopf u.a. von beiden Seiten abholen kann, aber man hat es einfach nicht in die Software integriert. Schön wäre es gewesen, wenn ASM ab der F4/S20 noch die 505er Stationssoftware nachgeliefert hätte. Ben B. schrieb: > Richtig Sinn würde das aber nur > machen, wenn man das Vakuumsystem auf eine Vakuumpumpe umbaut. So > braucht das Ding 400L Druckluft pro Minute und der dafür nötige > Schraubenkompressor läuft definitiv nicht mit 230V (wir haben jetzt > einen mit 1000L/min und 7,5kW). Genau das gleiche habe ich auch irgendwann vor. Bei der F4/12 steht zwar 400l/min auf dem Typenschild, aber es müssten 250l/min sein. Die 400l/min gilt für 2x RV12, wie z.B. bei der S20. Bei manchen F4ren steht auch 250l/min drauf. Also wenn ihr da mal was umbaut, bin ich auch an Nachbauplänen sehr interessiert. Ich weiß nur, dass ASM sonst immer Vakuumpumpen von Becker verwendet (hat). Bis jetzt habe ich nur eine Nachrüstanleitung rumliegen, teilweise mit Verschlauchungsplan (S25HM, S27HM, HS60...).
Yep, der alte Softwarestand scheint so das größte Problem an der Maschine zu sein wenn man es denn so nennen möchte. Und vielleicht ICOS anstelle eines anderen "besseren" Vision-Systems. Aber wenn man jetzt auf eine noch neuere Maschine setzen wollen würde... Welche? Was kostet die dann gleich wieder? Kann man die Feeder usw. dann weiterverwenden oder braucht man die ganze Gerümpelsammlung dann auch gleich wieder neu? Wieviel kostet z.B. so eine DI2 heute noch? Vielleicht habe ich noch zwei Fragen... Die erste, was macht man mit Abdeckbändern, die zu kurz sind, um sie in den Feeder einzuspannen? Habe 'ne Lieferung mit Gurtabschnitten bekommen, die wirklich einfach nur abgeschnitten sind, also Bauteile ab der ersten Tasche. Großes Hurra, wie soll ich das vernünftig in einen Feeder eingelegt kriegen ohne etliche Bauteile wegzuschmeißen? Und die zweite, kann man mit den leeren Rollen und den ganzen Gurtschnipseln irgendwas sinnvolles anfangen oder ist das einfach nur was für den Müll oder ggf. für den gelben Sack? >> Druckluft > Bei manchen F4ren steht auch 250l/min drauf. Bei den F4/6... wobei ich den 12er Revolver schon ganz nice finde und wenn man sich neuere Maschinen anschaut, die scheinen da noch deutlich mehr Plätze zu haben.
:
Bearbeitet durch User
Ben B. schrieb: > Aber wenn man jetzt auf eine noch neuere Maschine setzen wollen würde... > Welche? Was kostet die dann gleich wieder? Kann man die Feeder usw. dann > weiterverwenden oder braucht man die ganze Gerümpelsammlung dann auch > gleich wieder neu? S-Feeder werden z.B. hoch bis zur HF(/3), teilweise X-Serie oder D-Serie benutzt. Da gibt es verschiedene Ausführungen, manchmal gibt es auch die Option für S-Feeder bzw. DLM Köpfe z.B. bei der X-Serie. Die X- oder D-Serie hat z.B. schon das digitale Vision. X-Feeder sind aber nicht so erschwinglich wie S-Feeder. Wegen den Kosten kommt es immer darauf an, wo man kauft und in welchem Zustand. Beim Händler wirst du einiges drauflegen müssen, für eine überholte sowieso. Manchmal lohnt sich auch ein Kauf aus einer anderen Firma heraus. Ben B. schrieb: > Vielleicht habe ich noch zwei Fragen... Die erste, was macht man mit > Abdeckbändern, die zu kurz sind, um sie in den Feeder einzuspannen? Habe > 'ne Lieferung mit Gurtabschnitten bekommen, die wirklich einfach nur > abgeschnitten sind, also Bauteile ab der ersten Tasche. Großes Hurra, > wie soll ich das vernünftig in einen Feeder eingelegt kriegen ohne > etliche Bauteile wegzuschmeißen? Dafür gibt es Gurteinfädler. Also ein Art Deckband, dass an einem Ende ein Art Klebetreifen hat, um es mit dem Deckband des Gurts zu verbinden. Ben B. schrieb: > Und die zweite, kann man mit den leeren Rollen und den ganzen > Gurtschnipseln irgendwas sinnvolles anfangen oder ist das einfach nur > was für den Müll oder ggf. für den gelben Sack? Man könnte die leeren Rollen verwenden, um Cut-Tapes aufzurollen. Ich wüsste nicht, wo die Gurtabfälle Verwendung finden könnten :D Ben B. schrieb: >> Bei manchen F4ren steht auch 250l/min drauf. > Bei den F4/6... wobei ich den 12er Revolver schon ganz nice finde und > wenn man sich neuere Maschinen anschaut, die scheinen da noch deutlich > mehr Plätze zu haben. Schau mal bei eBay Kleinanzeigen, da ist auch eine F4 drin... Da steht 250l/min drauf. Die 50l werden für den IC-Kopf sein, die anderen 200l für den 12er Revolverkopf. Bei der F5 mit einem 6er Revolverkopf/IC-Kopf sind es 300l/min. Wobei die ganzen Angaben auf dem Typenschild sowieso nicht immer direkt stimmen. Bei der Gewichtangabe zählen z.B. auch die BE-Wägen bzw. der WPW dazu, obwohl das Grundmodul nur 1500kg wiegt.
Ben B. schrieb: > Großes Hurra, > wie soll ich das vernünftig in einen Feeder eingelegt kriegen ohne > etliche Bauteile wegzuschmeißen? Gurteinfädler, gibt's von Steier. Oder einen Rest von einer anderen Rolle anspleißen. Ben B. schrieb: > kann man mit den leeren Rollen und den ganzen > Gurtschnipseln irgendwas sinnvolles anfangen Restmüll. Die Plastikrollen kann man u.U. z.B. bei Farnell recyceln, die verkaufen die dann wieder. Oder in den gelben Sack, aber je nach Landkreis kann es sein das der dann liegenbleibt. Ben B. schrieb: > die scheinen da noch deutlich > mehr Plätze zu haben. Man kann noch einen 20er RV bekommen bei den neuen Generationen. Wobei der nicht außen rum dreht sondern mehr so 90° quer. Der ist extrem schnell und muss gekühlt werden, für sehr viele sehr kleine Teile super, aber schon bei noch normalen Transistoren oder ICs muss er passen.
Ben B. schrieb: > Habe > 'ne Lieferung mit Gurtabschnitten bekommen, die wirklich einfach nur > abgeschnitten sind, also Bauteile ab der ersten Tasche. Großes Hurra, > wie soll ich das vernünftig in einen Feeder eingelegt kriegen ohne > etliche Bauteile wegzuschmeißen? Ja, willkommen in der harten Bestückerwelt. Die Gurtabschnitte, wenn nur etwa 10 Bauteile drin sind, steck ich in Die Feeder,ziehe voooorsichtig das Abzugsband händisch ab und schließe die Feederklappe ebenso vorsichtig. Meistens funzt das, allerdings, ein keiner Schlenker mit einem Finger oder so und dann fliegen die Teile aus dem Gurt. Ben B. schrieb: > Aber wenn man jetzt auf eine noch neuere Maschine setzen wollen würde... > Welche? Was kostet die dann gleich wieder? Kann man die Feeder usw. dann > weiterverwenden oder braucht man die ganze Gerümpelsammlung dann auch > gleich wieder neu? Dazu sollte man einen Geschäftsplan haben, in diesen Zeiten mehr als schwierig. Eine neue Maschine wäre gar nicht sooo teuer, um etwa 150k€ ist man dabei, allerdings ohne Feeder. Die kosten gerne pro Gurt um die 800-1000€. Also ist man bei einem halbwegs reichhaltigen Sortiment bei guten 100k€.Drucker neu kostet auch schnell gute 100k€, ein Öflein zum Löten neu auch nochmal in der Größenordnung. Wenn ihr das im Hosensack habt dann kaufen! Und nicht vergessen: bis ihr da mit dem neuen Equipment in die Gänge kommt, vergehen schnell 2-3 Wochen.
Hm, das passt nicht aneinander. Du schreibst von 150k für so 'ne Maschine und popelst dann Gurtreste mit 10 Bauteilen in einen Feeder rein? Das passt nicht zu den Aufträgen, die man hat, wenn man sich eine 150k Maschine plus den nötigen Satz Feeder leisten kann. 10 Bauteile aus einem Gurtabschnitt würde ich händisch setzen. Nervig, aber das in einen Feeder reinpopeln, nur um dann mit der Feederklappe draufzuschnippen oder was auch immer und schwupps verteilen sich die 10 Bauteile im Inneren der Maschine... Nee! Ich habs jetzt so gelöst, daß ich ein paar Bauteile - wirklich nur ein paar - herausgenommen habe und ein altes Stück Abdeckband drangeknotet habe. Das führt zwar dazu, daß man da händisch ziehen und die Siplace babysitten muss bis genug Abdeckband frei geworden ist, damit es bis zu den Einzugsrollen reicht... aber funktioniert. Er denkt gerade noch über eine zweite Maschine nach, aber auch das wird was gebrauchtes und kein 150k Neugerät. Irgendwas, was die vorhandenen Feeder nutzen kann, aber evtl. neuer, mit neuerem Softwarestand, das wäre schon nice... aber bislang nur eine reine Überlegung, noch kein Entschluss und auch noch kein gutes Angebot. Und dann muss man auch gleich sagen, daß die F4 durchaus einen guten Job macht. Aktuell bin ich der einzige, der damit "spielt" und Erfahrungen sammelt... was dazu führt, daß ich nicht immer gleich die am besten geeignete Pipette finde, bzw. es erweisen sich Pipetten als 100%-Lösung, wo ich vorher nie gedacht hätte, daß das überhaupt funktioniert. Die gute 715/915 nimmt so gut wie alles, z.B. LEDs wo sie seitlich übersteht und wo ich dachte, wegen der Vertiefung in der Mitte der LEDs klappt das nie mit dem Vakuum - aber geht bestens, erstaunlicherweise. Ein paar Feeder sind nach wie vor nicht (gut) kalibriert, das merkt man leider auch. Vor allem wenn man Bauteile hat, die gerade so in den Feeder passen. Aber wenn diese Fehlerquellen dann mal beseitigt sind, rattert das Ding 10k Bauteile ohne einen einzigen Abwurf durch. Neuere Maschinen schaffen das bestimmt noch besser oder zumindest schneller, aber das ist schon beeindruckend. Ofen usw. ist alles da (kleinstes Problem), mit der Hand rakeln ist etwas mühsam, das stimmt - aber es ist nicht unmöglich und er hat meiner Meinung nach leider noch nicht die Stückzahlen, die er sich wünscht oder für die sich so ein Rakel-Automat wirklich lohnen würde. Ich glaube, da werden demnächst erstmal die Aufträge wachsen müssen. Wir brauchen Stückzahlen. :) Dazu evtl. mal eine Frage wegen der schlecht kalibrierten Feeder: Verfügen eure Firmen alle über einen Arbeitsplatz zum Feeder überholen oder lasst ihr solche Arbeiten extern machen?
Ben B. schrieb: > Ein paar > Feeder sind nach wie vor nicht (gut) kalibriert, das merkt man leider > auch. Die Schulz Feeder kann man nicht kalibrieren, die werden einfach auf einen mechanischen Anschlag eingestellt. Sollte die korrekte Position trotz Einstellens nicht erreicht werden, ist entweder erhöhte Reibung oder momentenschwacher Antriebsmotor die Ursache. Ben B. schrieb: > Hm, das passt nicht aneinander. Du schreibst von 150k für so 'ne > Maschine und popelst dann Gurtreste mit 10 Bauteilen in einen Feeder > rein? Das passt nicht zu den Aufträgen, die man hat, wenn man sich eine > 150k Maschine plus den nötigen Satz Feeder leisten kann. Ich hab ja gesagt, daß ich 2Stück Siplace F3 habe. Dennoch gab's Zeiten, wo ich mich auch anderweitig nach Neuem umgesehen habe (und dann schauderte).Es ist ja auch nicht so, daß man eine neue Maschine kauft und dann läuft alles von alleine problemlos dahin.
:
Bearbeitet durch User
Ben B. schrieb: > Du schreibst von 150k für so 'ne > Maschine und popelst dann Gurtreste mit 10 Bauteilen in einen Feeder > rein? Das passt nicht zu den Aufträgen, die man hat, wenn man sich eine > 150k Maschine plus den nötigen Satz Feeder leisten kann. Als EMS frisst du was dir der Kunde vorschmeißt. Könnte ja der Millionenauftrag hinterherkommen. Der eigentliche Maschinenfahrer hat keinen Kontakt zum Kunden und kann dem gepflegt an die Stirn tippen... Den im Büro interessiert nicht was hinten im Betrieb passiert, aber das man dem Kunden nix abgeschlagen hat ist wichtig für's Ego. Ben B. schrieb: > 10 Bauteile aus einem Gurtabschnitt würde ich händisch setzen. Du bekommst eine LP, neuer Auftrag, mit Fertigschablone von JLC oder Eurocircuits, 100 verschiedene Bauteile, je 10 Stück, alle von Farnell oder Digikey abgezählt im Gurtabschnitt im Tütchen. Gern auch alles 0402, also entweder schwarze oder braune Klötze. Und jetzt? Was ist, wenn's 20 Tütchen und 80 Rollen sind? Ben B. schrieb: > ein altes Stück Abdeckband drangeknotet > habe Keine Ausrüstung um Gurte zu spleißen? Normal frickelt man vorn ein 35cm-Stück leeren Rest dran (oder einen Einfädler, wenn man hat), und hinten auch 10 Taschen. Dann ist das ein offizieller Gurt für die Maschine und alles läuft normal. Wenn man das Oberband gut kleben kann. Wenn's schief ist machts auch Ärger! Ben B. schrieb: > Verfügen eure Firmen alle über einen Arbeitsplatz zum Feeder überholen > oder lasst ihr solche Arbeiten extern machen? Lohnt sich nicht und wird auch nur in Ausnahmefällen gemacht, denn das verstellt sich normal nicht. Wenn man billig einen bekommen kann würde ich den auch kaufen, aber das ist Affenscheiße: zu selten um es zu haben und zu verkaufen weil es keiner braucht oder damit umgehen kann. Der Preis ist also weit weniger als der Anschaffungswert und damit werden die paar die es gibt nicht verkauft. Eure Feeder sind entweder mal unsachgemäß geöffnet worden oder haben 3-stellig Millionen gemacht. Wir haben zwar etliche Feeder und ich hab keine Statistik über einzelne Feeder, aber ich weiß das wir schon etwa 200 Mio Teile mit unseren Feedern gesetzt haben und da wurde noch nie einer kalibriert. Da steckt mal was drin, oder das Kabel geht kaputt, aber die Position der Zähne passt wenn man nicht unbedacht schraubt. Ben B. schrieb: > Irgendwas, was die vorhandenen > Feeder nutzen kann Dann müsst ihr euch beeilen. Die alten S-Feeder sind m.W. zuletzt auf der D-Serie verbaut worden und damit aus dem Support. Das Zeug gibt's nur noch gebraucht. Und wg. der Geschwindigkeit: je eine S20/F4 (2 12er RV-Portale in der S, 1 12er RV + 1 C&P in der F) oder 3x D1i (2x mit einem RV12, 1x mit RV12 & 1x C&P) sind etwa gleich schnell. Neues ist nicht immer besser!
Jens M. schrieb: > Was ist, wenn's 20 Tütchen und 80 Rollen sind? Die Tütchen kann er ja rauchen, dann geht die Arbeit besser von der Hand...
> Die Schulz Feeder kann man nicht kalibrieren, die werden einfach > auf einen mechanischen Anschlag eingestellt. Muss mir das nochmal genau anschauen, habe ich momentan nicht die Zeit zu. Ich hatte bei dem einen Feeder (8mm S) halt sehr viele Fehlpicks bzw. Meldung Bauteil beim Abholen nicht an der Pipette obwohl er es hatte (und "korrekt" abgeworfen hat). Einfach aus Geck mal eine andere Spur genommen - Problem komplett weg, binnen zwei Stunden die ganze Rolle durchgerattert ohne einen einzigen weiteren Fehlpick oder Abwurf. > Gern auch alles 0402, also entweder schwarze oder braune Klötze. > Und jetzt? Was ist, wenn's 20 Tütchen und 80 Rollen sind? Dann wäre es aus meiner Sicht eine Frage des Geldes. Da bin ich ja schon ewig mit der Rüstung der vielen kleinen Tütchen-Schnipsel beschäftigt und wenn dabei was schiefgeht und sich die Bauteile klimpernd ins Innere der Maschine verabschieden, bin ich auch noch der Arsch. Also ehrlich, das muss sich so lohnen, daß ich mir dafür einen Tag Zeit nehmen kann, sonst würde ich das ablehnen oder der Chef darf sich selbst mit dem Gefummel befassen. Und wenn sowas nur und immer wieder passiert, dann arbeite ich in der falschen Firma. Will damit gar nicht sagen, daß die Arbeit schlecht wäre oder so, aber dann ist es die falsche für mich. > Keine Ausrüstung um Gurte zu spleißen? Leider noch nicht. Was unsere Feeder angeht... keine Ahnung wodurch das kommt oder wie viele Teile da schon durchmarschiert sind. Aber wenn sich das normal nicht verstellt, dann besteht ja Hoffnung. Ich denke, daß wir unsere dann einmal zum Check geben und dann werden die hinterher hoffentlich sehr lange halten. Plan B wäre halt so ein Feeder-Einstellplatz oder ggf. was selbst bauen, wobei ein gekaufter Einstellplatz für alle Feeder passt... man müsste sich überlegen, ob man evtl. auch Feeder-Service anbieten würde wenn man sowas hat, aber da wäre ich auf Dauer der falsche für - die Dinger schrauben sich nicht gut weil so viele Teile mechanisch "dünn" und nur geclipst anstatt geschraubt sind, sowas nervt mich immer recht schnell weil man nie weiß, was man da gerade dauerhaft verbiegt. > Neues ist nicht immer besser! Wie gesagt, ich halte die F4 als Solo nicht für schlecht oder besonders langsam. Aber mit einem neueren Softwarestand wird manches vielleicht einfacher, z.B. daß man sich genauer anschauen kann wenn irgendwas nicht wie erwartet funktioniert. Oder - ich weiß nicht wie anfällig diese Riemen sind, wie lange die halten bevor sie gewechselt werden müssen - vielleicht eine Maschine mit Linearantrieben, die keine Riemen hat.
:
Bearbeitet durch User
Ich würde den Thread gerne noch einmal hoch holen. Weiß jemand, ab welcher Siplace-Generation Siplace Vision anstelle von ICOS verbaut wurde? Hat jemand eine Meinung oder Prospekte über die Siplace D3? Wieviel muss man für sowas ausgeben? Die Informationen darüber im Internet sind leider sehr nur sehr spärlich. Danke!
ich behaupte mal wer eine D-Serie hat wird sie auch behalten. Das ist m.W. die letzte Generation mit den S-Feedern, d.h. egal was du danach kaufst: du ersetzt alle Feeder gleich mit. Zudem hat ASM bei der D soweit mir bekannt die Köpfe sehr flexibel konfiguriert, da die Maschine keinen anderen wesentlichen Vorteil zur S/F-Linie bot. Wenn man da also ne gebrauchte findet, muss man entweder echt Glück haben das die universell konfiguriert ist, oder gleich eine ganze Linie aus 2 oder 3 Maschinen kaufen. Das es keine Infos dazu gibt ist klar: die gab es eh nur auf Anfrage (wegen der Konfiguration) und das Ding ist auch schon Jahre aus den Prospekten weg.
Sowas sind Dinge, die ich gerade nicht weiß. Ich versuche Preisinformationen zu einer Maschine zu finden, die grob umrissen - die älteren S-Feeder verwenden kann - Linearantriebe an beiden Achsen (X/Y) hat - gute Software-Version (etwa ab der 505) - Siplace Vision wenn ICOS eher nicht zu empfehlen ist - lange Leiterplatten kann (bis vielleicht 600mm). Die D3 z.B. würde in das Schema passen, die kann vielleicht sogar die alten S-und die neueren X-Feeder (falls man sowas mal haben will) parallel. Die Linearantriebe an beiden Achsen finde ich nice, aber haben wohl nur die Maschinen mit drei Portalen. Die Köpfe sind bei den meisten dieser Maschinen recht variabel, man könnte sie bei vielen dieser Maschinen mit mehreren Portalen relativ leicht tauschen, um die Maschine an neue Projekte anzupassen. Oder vielleicht doch bei ICOS bleiben? Dann hätte man mehr Auswahl, aber ihr sagt, das wird früher oder später Probleme machen, wegen irgendwelcher wackelig werdender Netzteile. Haben die späten ICOS-Versionen bzw. deren letzte Baujahre das Problem auch noch oder wurde das gefixt? Ich kann leider nur schwer abschätzen, wie wahrscheinlich Probleme damit tatsächlich sind und sowas will natürlich niemand.
Lange Leiterplatte ist eine Einhornoption. Wobei ich aus dem stegreif nicht weiß wie viel noch ohne sie geht. Auf die Linearantriebe würd ich nix geben, unsere D1i hat Linear an der langen Achse und Riemen an der kurzen, das flutscht. Das man S und X mischen kann, kann ich mir kaum vorstellen. Evtl. kann man die Maschine beim Kauf konfigurieren und bekommt dann alle S-Tische oder alle X-Tische oder so. Aber mal eben umstecken kann ich mir nicht vorstellen: die kommunizieren anders soweit ich weiß. Ben B. schrieb: > Die Köpfe sind bei den meisten dieser > Maschinen recht variabel, man könnte sie bei vielen dieser Maschinen mit > mehreren Portalen relativ leicht tauschen, um die Maschine an neue > Projekte anzupassen. Die muss man auch erstmal haben, und mal eben die ganze Maschinenkalibrierung neu machen ist auch nichts für einen Nachmittag. Aber ja, mechanisch ist das einfach. Der Trick liegt in der Software, die ja alle Limits anpassen muss. ASM veranschlagt 1 AT für den Kopftausch gegen gleichen Typ (2 bei Crash), 2 AT für Upgrade gegen anderen. Selbst "runternehmen, Wartung, wieder drauf", also exakt den selben Kopf, dauert einen halben Tag, die andere Hälfte ist die Wartung, weil die Kalibrierung so lange dauert. Ben B. schrieb: > Oder vielleicht doch bei ICOS bleiben? Wenn ich die Wahl hätte würde ich vom ICOS weggehen. SV kann einfach mehr, und die ICOS-Technik ist "von früher", steinalt. Das hat man damals mitgenommen weil man es nunmal hatte, seit den 80ern schon. Aber eine SV-Maschine ist nunmal neuer und damit teurer... Dafür kann man easy die Abholpositionen sehen und anpassen, Teile und Marken an der Maschine mit dem Zauberhut in Sekunden anlernen, und auch der Prozess klappt besser, weil das System schneller und genauer ist.
Ich habe Bilder von einer D3 gesehen, die am vorderen Aquarium (mit zwei Portalen) mit X-Feedern bestückt war und am hinteren mit S-Feedern. Von daher wäre es die Frage, ob man da S- oder X-Tische dranstellen kann wie man gerade möchte oder ob die Maschine speziell dafür vorbereitet sein muss. Die Konfiguration der Köpfe sollte bei einem Kauf natürlich passen. Auf jeden Fall ein Twin-IC-Kopf am hinteren Portal, vorne entweder 2x CP12 oder 1x CP12 plus 1x CP6. Der kann etwas größere Bauteile und genauer ist er auch, ob man das wirklich braucht oder besser 2x CP12 und was die nicht können mit dem IC-Kopf... keine Ahnung. Bei Bauteilen, die gerade so nicht auf den CP12 passen, wäre der CP6 halt schneller als der IC-Kopf, hat man davon viele Bauteile, wird man es merken. Ja... Siplace Vision würde ich mir wünschen... aber das ICOS an der F4 funktioniert auch nicht wirklich schlecht. Sage ich vielleicht auch nur, weil ich SV noch nicht im Betrieb gesehen habe. Mir fehlen eben nur Kontroll-Kameras, z.B. ein Bild mit Fadenkreuz wo er die Sollposition zum Abholen der Bauteile in den Feedern zeigt oder eine Inspektionskamera (am besten mit angezeigten Koordinaten) mit der man auf der Platine z.B. Passmarken anschauen kann). Das würde bei nicht ganz rund laufenden Prozessen die Fehlersuche vereinfachen.
Ben B. schrieb: > Ich würde den Thread gerne noch einmal hoch holen. > > Weiß jemand, ab welcher Siplace-Generation Siplace Vision anstelle von > ICOS verbaut wurde? > > Hat jemand eine Meinung oder Prospekte über die Siplace D3? Wieviel muss > man für sowas ausgeben? Die Informationen darüber im Internet sind > leider sehr nur sehr spärlich. > > Danke! Was sowas kostet, findest du am besten heraus, indem du bei den üblichen Händlern anfragst. Registriere dich mit deiner Firma bei ASM und du wirst alle Daten zu Siplace Maschinen dazu im Downloadbereich herunterladen können. Ben B. schrieb: > Ich habe Bilder von einer D3 gesehen, die am vorderen Aquarium (mit zwei > Portalen) mit X-Feedern bestückt war und am hinteren mit S-Feedern. Von > daher wäre es die Frage, ob man da S- oder X-Tische dranstellen kann wie > man gerade möchte oder ob die Maschine speziell dafür vorbereitet sein > muss. Laut Spezifikation kann die D3 nur S-Feeder. Ben B. schrieb: > Mir fehlen eben nur > Kontroll-Kameras, z.B. ein Bild mit Fadenkreuz wo er die Sollposition > zum Abholen der Bauteile in den Feedern zeigt oder eine > Inspektionskamera (am besten mit angezeigten Koordinaten) mit der man > auf der Platine z.B. Passmarken anschauen kann). Das würde bei nicht > ganz rund laufenden Prozessen die Fehlersuche vereinfachen. Die Sollposition kann er zwar nicht anzeigen, ist normal aber auch nicht nötig. Die Funktion brauchst du eigentlich nur bei Abholproblemen. Von daher sollten deine Feeder vorab alle richtig eingestellt sein. Selbst bei neueren Maschinen macht es Sinn, die zu kalibrieren, du willst ja schließlich die Maschinen nicht jedes mal eine 1h wegen den Feedern einrichten. Und wenn die Feederlagenerkennung aktiviert ist, funktioniert das auch. Die Marken kannst du ja mit Fadenkreuz anfahren, testen und anzeigen lassen, wie gut er die erkennt. Die musst du in der Regel auch nur ein einziges mal einlernen, es sei den, du hast bei jedem Produkt unterschiedliche Marken.
Ben B. schrieb: > Bei Bauteilen, die gerade > so nicht auf den CP12 passen, wäre der CP6 halt schneller als der > IC-Kopf, hat man davon viele Bauteile, wird man es merken. Die Klamotten werden immer kleiner, auf dem CP12 gehen SO28 oder DPAK. Die geringe Anzahl Teile auf dem CP6 dagegen merkst du eher, weil der Kopfzyklus lange dauert. Ich würde eher CP12/Twin nehmen, oder wenn möglich CP20, aber dazu brauchts noch modernere Maschinen. Ben B. schrieb: > Mir fehlen eben nur > Kontroll-Kameras, z.B. ein Bild mit Fadenkreuz wo er die Sollposition > zum Abholen der Bauteile in den Feedern zeigt Da ist sogar der Umriss eingeblendet! ;) Ben B. schrieb: > eine > Inspektionskamera (am besten mit angezeigten Koordinaten) mit der man > auf der Platine z.B. Passmarken anschauen kann) "Marke nicht gelernt" - Button drücken - Zauberhut - MArke markieren - Testen - Speichern - Bestücken. Dauert keine 10 Sekunden. Hinfahren und ankucken geht nicht, braucht man aber auch nicht.
Klar lässt sich ein Haufen der Probleme mit einer korrekten Kalibration der Feeder beheben - aber dafür muß man erstmal klar wissen/sehen, daß sich eine Spur wirklich verstellt hat. Daher finde ich eine Funktion zum Anzeigen der Abholposition (bzw. Nullpunkt der Abholposition ohne gelernte Korrekturwerte) schon nützlich, weil wenn ich da plötzlich eine Taschenbreite daneben liege, dann weiß ich wo ich suchen muss und kann andere Gedanken wie andere Pipette probieren usw. vergessen. Ich mag es auch, wenn ich die Dinge "in freier Wildbahn" sehen kann. Am Computer bekommt man zwar alles hübsch dargestellt, wie sich die Maschine das so vorgestellt hat, aber wenn es dann mal nicht funktioniert, dann würde ich halt gerne genau sehen, was wirklich passiert. Ok, also braucht man den CP6-Kopf nicht wirklich wenn ihr sagt, daß die Teile, die nicht durch den CP12, aber durch den CP6 gehen, eher selten sind und seltener werden. Das hat dann zwar zur Folge, daß man sowas wie SMD-Elkos gleich nur noch mit dem IC-Kopf nehmen kann, aber das ist dann halt so. Man kann nicht alles gleichzeitig haben bzw. wenn man ein breites Spektrum mit nur einer Maschine abdecken will, wird es immer einen Fall geben, wo sich diese eine Maschine als nicht besonders optimal erweist. Dann ist mir aber wichtiger, daß sich das Projekt trotzdem damit fertigen lässt, auch wenn es länger dauert als mit einer optimierten Maschine oder Linie aus mehreren Maschinen. Nach noch einer Weile Maschinen-Möglichkeiten durchstöbern: Die D3 scheint noch zu neu zu sein, bzw. erscheint mir unrealistisch teuer für ihr Alter. Noch neuere Maschinen können nur noch X-Feeder und kosten gleich nochmal mehr. Klar, schöne Dinger, werden nur leider in Gold aufgewogen. Aber da gibt's noch die recht ähnlich aufgebaute HF3 - auch mit Linearantrieben für beide Achsen, S-Feedern, 5er Software - allerdings mit der evtl. letzten ICOS-Version. Also wie schlecht ist ICOS wirklich, nach dem was ich so bei der F4 sehe, erscheint es mir alles andere als untauglich zu sein. Was haltet ihr von einer HF3 wenn man eine mit zwei CP12-Köpfen und IC-Kopf findet? Wäre das eine Alternative zur D3 mit dem Vision-System oder ist ICOS ein sehr deutlicher Nachteil?
Das liegt aber nicht daran das der CP12 das nicht könnte, aber die fliegen aus der Kurve, wenn sie nicht sowieso zu hoch sind. Zuverlässig funktioniert das nur mit dem P&P. Ben B. schrieb: > Man kann nicht alles gleichzeitig haben bzw. wenn man ein > breites Spektrum mit nur einer Maschine abdecken will, wird es immer > einen Fall geben, wo sich diese eine Maschine als nicht besonders > optimal erweist. Das Los des EMS. Ich kann in dem Fall nur empfehlen, sich 2-3 590er Pipetten zu besorgen, das ist der Adapter auf 9xxer, dann kannst du jedes Teil mit dem P&P nehmen. Dauert dann eben länger, ist aber auf jeden Fall machbar. Die 5xxer sind ja in der Auswahl doch ein wenig eingeschränkt. Das ICOS ist nicht schlecht, aber eben alt. D.h. die Genauigkeit, die Geschwindigkeit und die Möglichkeiten und Flexibilität ist Spitzenklasse, aber eben von 1995. Der Nokia Communicator oder Apple Newton waren auch absolute Spitzengeräte, aber eben vor 25 Jahren. Ein heutiges 80€-Telefon ist schneller, hat 20x mehr Speicher und kann schon Internet. Und: aus persönlicher Erfahrung mit ICOS kann ich nur sagen das es deutlich anfälliger ist für Hardwareschäden, weil das Ding einfach State of the Art war und alles am Limit. Das macht Elektronik nicht über Jahrzehnte mit. Der Siemens-Kram ist Standard off the shelf, langlebig und weit weniger komplex, der hält sehr viel länger. Das ICOS ist ein Blackbox-Zukaufteil für Siemens gewesen. Aber so lange es tut und man mit den Möglichkeiten bzw. Einschränkungen umgehen kann ist es technisch gesehen nicht schlecht. Nur wenn es versagt steht man da. Es ist ein schlecht supportetes teures Kaufersatzteil, das bei Versagen sofort und vollständig die Maschine lahmlegt, ohne die kleinste Chance auch nur notdürftig irgendwas machen zu können.
Der Ausfall solcher essentiellen Teile wie des Vision-Systems bzw. ICOS legt glaube ich jede Maschine lahm. Oder bei diesem CP20-Bestückkopf, wenn da einzelne Segmente ausfallen, kann man mit der Maschine zwar evtl. erstmal noch weitermachen, aber wenn die Reparatur jedes dieser Segmente 1..2k Euronen kostet, landet man relativ schnell beim wirtschaftlichen Totalschaden so einer Maschine sobald man genug Wartungsstau angesammelt hat. Ich weiß nicht was da günstiger ist, aber 20 oder 40 einzelne Elemente in so einer Maschine, von denen jedes beim Schaden 1..2k Euro kostet - ich glaube da geht regelmäßig was kaputt und dann kann man gleich ein Abo-Modell beim Instandsetzer buchen. Das hat man beim ICOS vielleicht noch nicht, da muss man sich "nur" etwas Geld parat legen falls wirklich mal so ein großer Schaden eintritt oder evtl. gleich das passende Ersatzteil wenn man mal günstig eines bekommen kann. Mit etwas Glück käme man bei alten Maschinen sogar an wichtige Ausrüstung für Reparaturen dran wenn die Dinger aus dem professionellen Support fallen und die Ausrüstung nicht mehr für neuere Maschinen genutzt werden kann. Edit: Was ich Dich gerne fragen würde: Auf wie viele Jahre Erfahrung mit solchen Maschinen blickst Du zurück? Ist Dir mal sowas wie ein Schaden am ICOS oder anderen "verdammt wichtigen" Baugruppen untergekommen?
:
Bearbeitet durch User
25 Jahre 2x ICOS in einer S20/F4-Linie (Bin selber mit dem Teil nach Belgien gegurkt, weil UPS es nicht versichern wollte) Etliche Male sind da auch die Linienrechner weggestorben, aber dank HDD-Image und Gebrauchtkauf passender Computer ist das in 2h flickbar. Eine Servokarte in der D1i bzw. im WPC hats auch schon zerissen. Einfach so beim Einschalten nach der Wartung. Zack, eine Achse ohne Saft. Ansonsten eigentlich nur Motörchen, Riemchen, Sensörchen.
Ben B. schrieb: > Was haltet ihr von einer HF3 wenn man eine mit zwei CP12-Köpfen und > IC-Kopf findet? Wäre das eine Alternative zur D3 mit dem Vision-System > oder ist ICOS ein sehr deutlicher Nachteil? Eine HF3 ist das beste, was du in der Analogtechnik bekommen kannst. Alternativ könntest du auch eine S27HM + 5FHM nehmen. Aber wie schon erwähnt wurde, hat die HF3 die guten Linearantriebe, aber auch den besseren IC-Kopf bzw. hier Twin-Head. Das Vision System ist aber bspw. bei der HF3, S27HM und F5HM identisch, außer das die HF3 zwei ICOS-Karten hat. Wenn man sich eine nicht nicht mehr supportete Maschine zulegt, sollte man sich die noch verfügbaren (kritischen) Ersatzteile zusammenhamstern. Bei der F- bzw. S-Serie kann man sich auch gleich mehrere Automaten auf Lager legen, da einige Einzelteile oft teurer gehandelt werden, als der ganze Automat allein kostet. So eine ICOS-Karte kostet auch nicht die Welt, da kann man bis 2k€ rechnen. Im Endeffekt kann aber auch jedes andere Teil kaputt gehen (Kratzer im Maßstab, defekt an der Abtasteinheit usw.), was nicht so einfach zu beschaffen ist. Ben B. schrieb: > Die D3 scheint noch zu neu zu sein, bzw. erscheint mir unrealistisch > teuer für ihr Alter. Noch neuere Maschinen können nur noch X-Feeder und > kosten gleich nochmal mehr. Das stimmt so nicht. Bspw. kam die X-Serie nach der D-Serie raus und die X-Serie gibt es u.a. auch mit der Option für S-Feeder/DLM-Kopf.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.