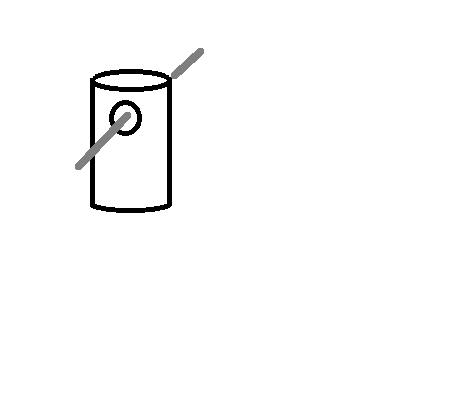
Hi Mechanikforum! Nun hoffe ich hier auf eine fachlich gute Antwort von euch! :) Ich bin Elektroniker und möchte für ein Bauvorhaben folgendes bewerkstelligen: - In ein Rundmaterial soll in Längsrichtung mittig ein Loch gebohrt werden (siehe Skizze 1). Der graue Strich soll eine Schraube darstellen, die dann durch das gebohrte Loch geführt werden soll. Ich verfüge über Ständerbohrmaschine, Fräsmaschine und Drehbank. Wie mache ich das am besten? Wie körne ich das vor, ohne "abzurutschen"? Wie mache ich es, dass der Bohrer nicht abrutscht/sich beim ansetzen verbiegt? Wie wird das Loch zur planen Fläche des Rundmaterial exakt parallel? Danke!!
Angehängte Dateien:
-

skizze1.png
951 Bytes
Du nimmst eine Feile und flachst die Rundung ab bis Du Körnen kannst. Danach wird gebohrt.
Andreas L. schrieb: > Wie körne ich das vor, ohne "abzurutschen"? Anritzen und dann körnen. Andreas L. schrieb: > Wie mache ich es, dass der Bohrer nicht abrutscht/sich beim ansetzen > verbiegt? Wenn die Körnung sauber ist, dann rutscht der Bohrer auch nicht ab
Ok, aber beides garantiert nicht, dass der Bohrer wirklich senkrecht und mittig durch das Werkstück geht. Das ist dann wohl die nächste Frage. :)
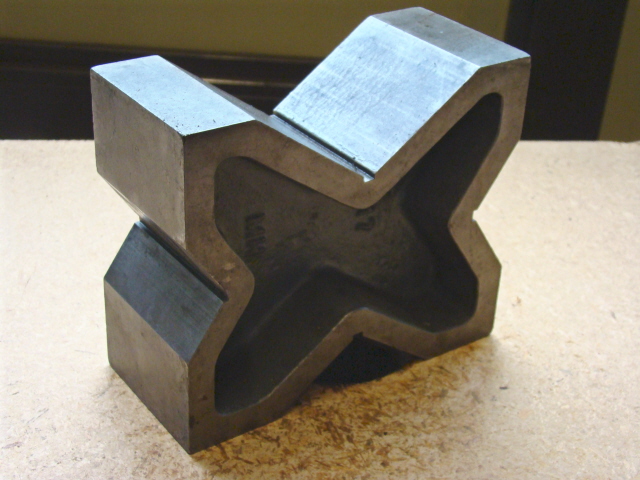
Wenn Du den Stab in ein vorher mittig ausgerichtetes Prisma legst, kann nichts "schief" gehen. z.B. http://www.schaller-maschinen-ag.ch/bilder_maschinen/Prisma_001.jpg
Andreas L. schrieb: > Ok, aber beides garantiert nicht, dass der Bohrer wirklich > senkrecht und > mittig durch das Werkstück geht. > Das ist dann wohl die nächste Frage. :) Senkrecht kannst schon mal damit sicherstellen, daß du eine Ständerbohrmaschine benutzt und das Werkstück flach auf dem Bohrständer aufliegt. Wenn es mittig sein soll, dann hilft nur eine genaue Körnung.
Ja wahnsinn. :-) Da wäre ich nie drauf gekommen. Wie einfach und effektiv! Wo gibts denn so was zu kaufen? Denn um den Kauf komme ich wohl nicht drum rum :-/ Grüße
>soll in Längsrichtung mittig ein Loch gebohrt werden Laut deiner Skizze ist das ein Querloch und kein "Längsloch" >Ich verfüge über Ständerbohrmaschine, Fräsmaschine und Drehbank. Kannst aber anscheinend mit keinem der drei umgehen. Gerade mit einer Fräsbank ist das doch ein Kinderspiel. Fräsbank: Mit passenden Spannmitteln den Rundbolzen waagerecht aufspannen, mit Taster anfahren, Mitte des Bolzens anfahren, das Loch mit passendem Schaftfräser vorbohren, mit passendem Bohrer auf Durchmesser aufbohren. Drehbank: Den Rundbolzen im Vierbackenfutter so einspannen, dass die Bohrung exakt auf Spindelmitte liegt, mit Zentrierbohrer vorbohren, mit passenden Spiralbohrern das Loch fertig bohren. Selbst mit einer normalen Ständerbohrmaschine, Maschinenschraubstock, Körner und Spiralbohrer ist das problemlos zu machen, wenn man sorgfältig arbeitet.
Zum einen stellst Du sicher, das der Bohrer genau senkrecht ist, zum anderen, das die Unterlage, d.h. in der Regel der Maschinentisch genau waagerecht sind. Für den Maschinentisch macht man in der Regel schon beim aufstellen der Maschine. Zum anderen benutzt man zum einspannen ein sogenanntes "Bohrprisma". Google mal danach in der Bildersuche. Praktisch kann der Stab dann immer noch, gegenüber der beabsichtigten Richtung ein wenig verdreht sein. Du kannst Dir aber, vor dem Körnen (anreißen ist sowieo "Pflicht"), mit dem Höhenreisser eine Hilfslinie auf dem Umfang mit der Höhe des halben Durchmessers markieren.
Andreas L. schrieb: > Ich verfüge über Ständerbohrmaschine, Fräsmaschine und Drehbank. Du kannst das Loch ja auch fräsen. Oder auf deiner Fräsmaschine einen Bohrer einspannen. Wenn du alles in einer Aufspannung machst wird das loch ganz sicher gerade... Viele Erfolg
Eigentlich reicht die sogar ein Maschinenschraubstock, Klemme das Werkstück nicht ein. Drehe den Schraubstock weiter als den Druchmesser des Halbzeug zusammen. Dadurch liegt die Rundung an den beiden kanten auf. Eventuell geht auch ein Ustahl in dem ein Dreikant Profil liegt... Vielleicht hilft dir auch ein Höhenariss. Dann wird das Werkstück so gedreht das die Bohrspitz direkt auf der Anreisslinie aufsetzt. Jetzt den Rundstahl zurückziehen bis die Abflachung von der Feile kommt...
Man, man, man, nimm die Schieblehre und klemm das Rohr ein. An den Auflagepunkten am Rohr sind die gegenüberliegenden Punkte. Die Höhe holt man sich von den Rohrenden. Dann ab in den Maschienenschraubstock, körnen, bohren, freuen, ...
Andreas L. schrieb: > Ich verfüge über Ständerbohrmaschine, Fräsmaschine und Drehbank. Das ist schonmal gut... müsstest du nur noch damit umzugehen wissen ;) Andreas L. schrieb: > Ok, aber beides garantiert nicht, dass der Bohrer wirklich senkrecht und > mittig durch das Werkstück geht. Du könntest das Rundmaterial z.B. in den Maschinenschraubstock auf der Fräse einspannen und mit einem Kantentaster antasten, zentrieren und bohren (mein Favorit wenn es genau werden muss)... ...ooooder... ...Im 4.Backenfutter (muss nicht mal unbedingt eins mit einzeln verstellbaren Backen sein) auf der Drehbank einspannen, zentrieren und bohren... ...oder z.B. wie auch schon geschrieben... radial ankörnen und auf der Standbohrmaschine bohren. Ist allerdings ohne Bohrvorrichtung etwas kniffliger genau die Mitte zu treffen aber mit stirnseitigem Anriss durch die Mitte und Anschlagwinkel problemlos (je nachdem wie genau es sein soll) möglich. Gibt sicher auch noch tausend andere Möglichkeiten!
Andreas L. schrieb: > - In ein Rundmaterial soll in Längsrichtung mittig > ein Loch gebohrt werden (siehe Skizze 1). [...] > Ich verfüge über Ständerbohrmaschine, Fräsmaschine und > Drehbank. > > Wie mache ich das am besten? Ähh. Hallo?! Du hast ein Fräsmaschine und weisst nicht, wie Du das Loch in die Stange bekommst? > Wie körne ich das vor, ohne "abzurutschen"? Indem Du erstmal eine Planfläche anfräst, dann mit einem Streichmaß die Mitte anreißt, und dann körnst vielleicht? Alternativ kannst Du auch mit einem hinreichend kleinen Fräser, der über Mitte schneidet, direkt ins Material gehen. > Wie mache ich es, dass der Bohrer nicht abrutscht/sich > beim ansetzen verbiegt? Indem Du vorher (kräftig) ankörnst und das Loch ggf. in mehreren Schritten aufbohrst? Alternative: Zentrierbohrer verwenden. (Wollte den Trick eigentlich nicht verraten...) > Wie wird das Loch zur planen Fläche des Rundmaterial > exakt parallel? Indem Du das Rundmaterial vorher genau ausrichtest und zwischendrin nicht umspannst? > Danke!! Bitte. - Ich bin etwas verwundert: Wie kommt es, dass man alle Maschinen hat, aber nicht weiss, was man damit anstellen kann?
Könntest auch eine Messuhr (geht aber nur mit Messuhren die auch auf der Oberseite einen Schaft zum einspannen haben) in das Bohrfutter der Standbohrmaschine einspannen und dann dein Rundmaterial im Schraubstock eingespannt unter der Messuhr "durchfahren" bis der Maximalausschlag erreicht ist. Dann hast du genau die Mitte. Dann pratzt du den Schraubstock auf dem Bohrmaschinentisch fest und bohrst dein "Loch" (natürlich nicht mit der Messuhr ;)) Usw...
Utschitelnitza schrieb: >> - In ein Rundmaterial soll in Längsrichtung mittig >> ein Loch gebohrt werden (siehe Skizze 1). [...] Warum fragt eigentlich keiner, dass er das Loch zwar quer bohren will, aber laengs schreibt. Laengs ware naemlich auf der Drehbank ganz Standard. wendelsberg
wendelsberg schrieb: >Warum fragt eigentlich keiner, dass er das Loch zwar quer bohren will, >aber laengs schreibt. Bin ich "keiner"? >>Laut deiner Skizze ist das ein Querloch und kein "Längsloch" gepostet um 21:24
Thomas H. schrieb: > radial ankörnen und auf der Standbohrmaschine bohren. Ist > allerdings ohne Bohrvorrichtung etwas kniffliger genau die > Mitte zu treffen aber mit stirnseitigem Anriss durch die > Mitte und Anschlagwinkel problemlos (je nachdem wie genau > es sein soll) möglich. Ahh. Sehr hübsch. Das ist dem Vorschlag von sssss verwandt. Hat den Vorteil, dass auch machbar ist, wenn man nur eine Ständerbohrmaschine hat. Kannte ich noch nicht, danke!
Mach halt ein paar Haare dran, dann findest du den richtigen Einstich. Ja, ist wohl ein Troll.
Ganz ehrlich, das ist doch Kinderkacke so ein doofes Loch mit ner Ständerbohrmaschine zu bohren. Sollte ein Lehrling Mitte des ersten Lehrjahres auf jeden Fall problemlos können.
Andreas L. schrieb: > Wie mache ich das am besten? Auf der Fräsmaschine, weil die ein deutlich geringeres Spiel haben wird als die Ständerbohrmaschine, mit VHM Bohrern weil die sich nicht so verbiegen wie rollgewalzte HSS Baumarktbohrer. Du nimmst ein 4-eckiges Vollmaterial aus ähnlichem Material wie der Stab. Du spannst es senkrecht in den Schraubstock unter der Fräse (ob mittig ist egal) und bohrst ein Loch in das der Stab gerade eben reinpasst. Du steckst den Stab rein und spannst alles um 90 Grad gedreht ein, so dass der Stab waagerecht liegt. Du bohrst mit dem kleineren Bohrer quer durch. Das das Loch in dem der Stab steckt mit derselben Maschine im selben Schraustock gemacht wurde, passt beides exakt. Wenn das 4-eckige Vollmaterial genau 90 Grad hatte, ist der Stab genau winkelig. Nun wieder senkrecht stellen un das Ende vom Stab plan abfräsen, das ist genauer als es in die Drehbank umzuspannen und kann erst jetzt gemacht werden weil zuvor die Position nicht verändert werden durfte. Dann ist auch das Ende vom Stab genau winkelig. Die Methode ergibt auch noch mit schlechterer Ausstattung gute Ergebnisse. Nimm aber zumindest Kurzbohrer. Vergiss diese Ankörnern Abfeilen Streichmass sonstwie Tips, die sind alle nicht inhärent präzise.
Mein Gott, MaWin! Ich weiß ja, dass du auch mechanisch was auf dem Kasten hast, aber so ein doofes Loch machen wir zur Not mit der Handbohrmaschine noch mittig.
Wie wäre es, mit der Fräse und einem Stirnschneider den Umfang des Rundmaterials anzukratzen und an dem entstandenen Strich eine Körnung für das Bohren zu setzen, um anschließend mit einem Bohrer das Loch zu erzeugen?
Andreas L. schrieb: > Wie bohre ich dieses Loch? Ich würde sagen, indem Du Dein Teil einem Mechaniker in die Hand drückst. Grundsätzlich ist ein solches Loch überhaupt kein Problem für einen einigermaßen geschickten Menschen mit einer Ständerbohr- maschine. Ankörnen würde ich allerdings auch. Gruss Harald
MaWin schrieb: > Vergiss diese Ankörnern Abfeilen Streichmass sonstwie > Tips, die sind alle nicht inhärent präzise. Das ist Deine Methode auch nicht. Es ist, wie es immer ist: Dein Vorschlag ist nicht schlechter als die anderen, aber auch nicht so viel besser, wie Du glaubst.
Utschitelnitza schrieb: > Das ist Deine Methode auch nicht. Doch, sie ist es, wie man daran erkennt dass man nichts ausmessen muss. Ist Fräse mit Schraubstock exakt 90 Grad, wird das Ergebnis exakt. Den 90 Grad Klotz kann man vorher ebensogenau fräsen. > Es ist, wie es immer ist: Idioten, die es offensichtlich nie selbst probiert haben, ausser vielleicht in einen Besenstil ein Aufhängeloch, ratschlagen hier wie der Blinde von der Farbe.
MaWin schrieb: > Idioten, die es offensichtlich nie selbst probiert haben, ausser > vielleicht in einen Besenstil ein Aufhängeloch, ratschlagen hier wie der > Blinde von der Farbe. Full ACK, weil Foren verleiten eher zum Sülzen, aber das ist heute wohl zeitgemäß.
Also ich würde das Loch ja einfach mittig in ein Vierkant-Material bohren, das dürfte einfacher durchzuführen sein. Danach den Vierkant auf der Drehbank rund machen und fertig :-)
Wenn mans im Drehbankfutter von der Größe gespannt bekommt, dann favorisiere ich die Drehbanklösung. Nur so kann man sicher stellen, dass das Loch auch mittig im Werkstück sitzt. Das Werkstück dabei länger lassen, das es auf der Planfläche vom Futter aufliegt. Später dann entsprechend kürzen. Dann ist das Bohren schon fast ein Klacks. Mit der Ständerbohrmaschine ist das, mal von der Maschine abgesehen, reine Glückssache. Bei dieser Methode verlaufen Bohrer eben nun mal.
geht nicht gibts nicht schrieb: > Mit der Ständerbohrmaschine ist das, mal von der Maschine > abgesehen, reine Glückssache. Bei dieser Methode verlaufen Bohrer > eben nun mal. Aber nur, wenn man nicht bohren kann oder keinen scharfen Bohrer hat. Da wird auch nicht gekörnt, denn dadurch wird es ungenau. Nun gut, richtig bohren habe ich auch erst in meinem zweiten Beruf als Fluggerätemechaniker gelernt.
Hier gehts ja drunter und drüber. Wahrscheinlich weil der TO von Längsrichtung spricht aber die Skizze eine Bohrung in Querrichtung zeigt. F. Fo schrieb: > Aber nur, wenn man nicht bohren kann oder keinen scharfen Bohrer hat. > Da wird auch nicht gekörnt, denn dadurch wird es ungenau. Das musst du mal genauer erklären. Ein Bohrer ohne Vorkörnung verläuft und zentriert sich nicht selbst. Dazu musst du fräsen. Zumindest habe ich das so in einer größeren Werkzeugmachererei gelernt. Vieleicht sagt der TO mal wie genau das Ganze werden soll und ob jetzt längs oder quer gemeint ist.
Udo Schmitt schrieb: > Ein Bohrer ohne Vorkörnung verläuft Handgeführt oder lange Baumarktstahlbohrer. Ein ordentlicher Bohrer, in einer ordentlichen Maschine, verläuft nicht, denn er verbiegt nicht und die Maschine schlackert nicht, da wäre vorkörnen nutzlos bis kontraproduktiv. Allerdings funktioniert das nur mit Zentrierbohrern, Kurzbohrern oder VHM Bohrern bzw. Fräsern. Man kann auch nicht auf 1/100 oder 1/1000 vorkörnern, das ist eher was für 1mm, bei 1/10 schon fraglich, und verdichtet hat man das Material dabei dummerweise genau an der Stelle an der man bohren will auch.
MaWin schrieb: > Ein ordentlicher Bohrer, in einer ordentlichen Maschine, verläuft nicht, Du widersprichst dir gerade selbst: MaWin schrieb: > Allerdings funktioniert das nur > mit Zentrierbohrern, Kurzbohrern oder VHM Bohrern bzw. Fräsern. Zumindest mein Beitrag bezog sich auf das was man wohl landläufig unter bohren versteht. Standard HSS Bohrer, rollgewalzt oder geschliffen und Bohrständer oder einfache Ständerbohrmaschine mit losem Maschinenschraubstock. Eine Fräse die auf 1/100 oder bessser genau arbeitet ist ein ganz anderes Kaliber. MaWin schrieb: > bei 1/10 schon fraglich Ein Zehntel geht gerade noch wenn man den Körner mit Gefühl in den Kreuzungspunkt der Anreißlinien setzt. Wie du mit einem Bohrständer oder einer Ständerbohrmaschine (keine CNC Maschinen) 1/100 oder gar 1/1000 erreichen willst musst du mir erklären. Deshalb auch meine Frage an den TO nach der Genauigkeit.
Andreas L. schrieb: > Ja wahnsinn. :-) > > Da wäre ich nie drauf gekommen. Wie einfach und effektiv! > > Wo gibts denn so was zu kaufen? Denn um den Kauf komme ich wohl nicht > drum rum :-/ Jeder Maschinenschraubstock, den man für eine Ständerbohrmaschine sowiso haben sollte hat normalwerweise ein Horizontalprisma in den Backen um Rundmaterial aufzunehmen Siehe: http://shop.rb-werkzeuge.de/maschinenschraubstock-backenbreite-140mm-7207-p-408.html?osCsid=hoj9r4lcejn86k3eir8h2nkkl3
Angehängte Dateien:
-

paint_114131289.png
8,8 KB
{kind=link}
Körnen, dann auf der stirnseite die bohrlinie einzeichnen im rechten winkel darauf auch eine linie und dann so stirnseitig einspannen das man die auf der stirnseite im rechtenwinkel angerissene linie mit der schraubstockbackenoberkante in der paralelle einspannen und vergleichen kann kann. Und dann bohren Ps gescgrieben am handY
Udo Schmitt schrieb: > Hier gehts ja drunter und drüber. > Wahrscheinlich weil der TO von Längsrichtung spricht aber die Skizze > eine Bohrung in Querrichtung zeigt. > > F. Fo schrieb: >> Aber nur, wenn man nicht bohren kann oder keinen scharfen Bohrer hat. >> Da wird auch nicht gekörnt, denn dadurch wird es ungenau. > > Das musst du mal genauer erklären. Gerne! Gerade mit ner Ständerbohrmaschine ist das besonders leicht. Schraubstock mit Prisam ist hier mal vorausgesetzt. Den Bohrer mittig auf die angezeichnete Stelle setzen, mit leichtem Druck. Nun das Futter von Hand drehen, bis sich ein Span bildet, dann langsam und mit wenig Druck mit Maschinenkraft bohren. Da es verboten ist Aluminium zu körnen, jedenfalls an Flugzeugteilen, muss man dort immer so verfahren. Dort bildet sich natürlich sofort ein Span und es kann zügig gebohrt werden. Bei Stahl dreht man sicher erstmal eine Weile. Dazu, das hatte ich vergessen, einen sehr kleinen und scharfen Boherer nehmen. Habe schon wieder viel vergessen, aber bei Bohrlöcher ist doch die Tolleranz sowieso 1/10, wie ich meine mich zu erinnern.
geht nicht gibts nicht schrieb: > Mit der Ständerbohrmaschine ist das, mal von der Maschine > abgesehen, reine Glückssache. Bei dieser Methode verlaufen Bohrer > eben nun mal. Wenn einem eine Genauigkeit von ca. 1/10 mm reicht, ist das eigentlich kein Problem, wenn man nicht gerade zwei linke Hände hat. Allerdings lernt man solche Sachen typisch unter Anleitung innerhalb einer Ausbildung (Lehre o.ä.) und nicht per Fernkurs im INet. Gruss Harald
Wenn er eine Fräse hat, dann hat er (sollte) auch einen Kreuztisch haben. Da spannt er den Rundstahl ein. Fährt in X-Richtung mit dem Zentrierbohrer bis an die Kante des Rundstahls. Nullt seine X-Achse und fährt Durchmesser/2 + Zentrierborher/2 exakt auf die Mitte. Kreuztisch arretieren und langsam die Zentrierbohrung setzen. Werkzeug wechseln (Nur Z-Achse evt. ändern) und fertig bohren. Einfacher geht es wirklich nicht.
Zugegeben, das ist eine Bastellösung, aber für nur ein paar Löcher brauchst Du kein Winkelprisma zu kaufen. Das kannst Du einfach aus einem Holzrest aussägen. Hauptsache, Du kannst damit das Rohr stabil und fest im Schraubstock einspannen. Zusammen mit dem Bohrständer sorgt das bei genauer Ausrichtung für den rechten Winkel, eine gute Körnung dafür, dass der Bohrer an der richtigen Stelle greift. Für normale Löcher, bei denen keine hohe Präzision gefordert wird, reicht das. Ich mache so auch Löcher in Rundmaterial, in welche ich später Gewinde schneiden möchte. Soll es auf den zehntel oder hundertstel Millimeter genau sein, würde ich eher bei einem Metallbauer in der Nachbarschaft fragen...
Beitrag "Re: Wie bohre ich dieses Loch?" Danke BattMan, wenigstens einer der praktische Erfahrung hat! Ansonsten, selten so viel Blödsinn in einem Thread gelesen aber danke wir haben uns hier selten so köstlich amüsiert :D
Teo Derix schrieb: > Beitrag "Re: Wie bohre ich dieses Loch?" > Danke BattMan, wenigstens einer der praktische Erfahrung hat! Naja, wenn man zuviel Zeit hat. Ansonsten gehts auch mit einer Ständerbohrmaschine problemlos und wesentlich schneller. Gruss Harald
BattMan schrieb: > Fährt in X-Richtung mit dem Zentrierbohrer > bis an die Kante des Rundstahls. Auch eine sinnvolle Lösung, vor allem wenn man von links und rechts anfährt und dazwischen mittelt.
Harald Wilhelms schrieb: > Naja, wenn man zuviel Zeit hat. Ansonsten gehts auch mit einer > Ständerbohrmaschine problemlos und wesentlich schneller. Das musst Dir mir mal vormachen, wie das schneller gehen soll, wenn es genau sei soll. Bei einer Ständerbohrmaschine ist das Axialspiel schon jenseits von Gut und Böse. Aus meiner Sicht, wurde hier wieder sehr viel, viel Müll geschrieben. Wie so oft. Wenn ihr echt keine Ahnung habt, dann schreibt hier nicht so praxisfremde Vorschläge!
Wie viele Elektroniker braucht man, um 1000 Mechaniker zu beschäftigen? Antwort : 1 .... mfg Martin
Hallo, das geht am präzisesten mit einer Senk-Erodiermaschine. Gruß Peter
Peter Hofbauer schrieb: > das geht am präzisesten mit einer Senk-Erodiermaschine. Der nächste bringt jetzt noch ein Wasserstrahlschneider in die Diskussion Man könnte auch vorbohren und das Loch dann mit einer Faden Erodiermaschine auf Mass bringen. Vieleicht wollt ihr es auch noch auf Passung reiben, oder honen? Der TO ist längst nicht mehr hier und das Loch längst gebohrt, wahrscheinlich war es nur eine Durchgangsbohrung für einen Stift oder eine Schraube. Aber zum Glück hat uns Theoderix mit seinem Wissen verschont :-)
Harald Wilhelms schrieb: > Naja, wenn man zuviel Zeit hat. Ansonsten gehts auch mit einer > Ständerbohrmaschine problemlos und wesentlich schneller. Klar und wenn man weis wie's geht sogar wesentlich genauer als auf 1/10. BattMan schrieb: > Bei einer Ständerbohrmaschine ist das Axialspiel schon jenseits von Gut > und Böse. Ähh... gilt sicher nur für Baumarkt-Wahre?! Das Axialspiel ist kaum von Interesse, für die Position gar nicht, für den exakten Durchmesser muss ich nur wissen wie damit umgeht.(Jetzt kommt mir aber nich mit Serienfertigung etc.!) PS: Ich wollte nicht sagen das nur Blödsinn geschrieben würde!
MaWin schrieb: > Auch eine sinnvolle Lösung, vor allem wenn man von links und rechts > anfährt und dazwischen mittelt. Nu mal ehrlich, wie nah bist Du, in der Realität, einer Fräsmaschine schon gekommen? (oder war das ironisch gemeint?)
Teoderix schrob:
>Ähh... gilt sicher nur für Baumarkt-Wahre?!
Ja, das ist wirklich nicht das Wahre!
;-)
MfG Paul
Teo Derix schrieb: > MaWin schrieb: >> Auch eine sinnvolle Lösung, vor allem wenn man von links und rechts >> anfährt und dazwischen mittelt. > > Nu mal ehrlich, wie nah bist Du, in der Realität, einer Fräsmaschine > schon gekommen? (oder war das ironisch gemeint?) MaWin hat gar nicht so unrecht. Wenn man von einem unbearbeiteten Rundstahl ausgeht. Habe noch keinen Rohling erlebt, der wirklich rund war. Wenn man es somit wirklich genau haben will, dann muss man einen Rundstahl der Übermaß haben muss, vorher auf der Drehbank erst einmal auf das Endmaß rund drehen. Danach kann man dann das Loch bohren. Und kann sich dann das ausmitteln sparen. Aber so genau wollte es der TO wahrscheinlich nicht wissen. :-)
BattMan schrieb: > Wenn ihr echt keine Ahnung habt, dann schreibt hier nicht so > praxisfremde > Vorschläge! Dito.
>dann schreibt hier nicht so > praxisfremde > Vorschläge! Gut, dann mal eine praktikable Lösung: Um ein Loch ohne Aufwand zu erstellen, eignet sich eine Kugelschreiber- Mine. Man wickelt vorsichtig das Material der Mine ab und erhält so das Loch allein ohne bohren zu müssen. MfG Paul
Teo Derix schrieb: > Klar und wenn man weis wie's geht sogar wesentlich genauer als auf > 1/10. Ich wollte mich da nicht so genau festlegen. Die Ständerbohrmaschine, die in unserer Werkstatt stand, war jedenfalls genau genug. Ein solches Loch habe ich mit einem spitzgeschliffenen Körner leicht angekörnt, das Rundmaterial dann auf den leicht geöffneten Maschi- nenschraubstock gelegt und dann gebohrt. Je nach Durchmesser auch in mehreren Stufen. Zumindest in Messing ging das eigentlich immer recht gut. Um den Körnerpunkt genau nach oben zu legen, habe ich mein eingebautes, verstellbares Augenmaß benutzt. :-) Eine Fräsmaschine hatten wir zwar auch, aber da haben die Mecha- niker die Elektroniker nicht gern drangelassen. Ausserdem musste man die, je nach Aufgabe, oft erst einmal umbauen. Gruss Harald
Nichts leichter als das...zwar hast du nicht erzählt welchen Durchmesser dein Stab hat und außerdem bohrst du quer und nicht längs wie ich das aus der Skizze entnehme. Wenn du keine Übung im ankörnerm hast dann empfehle ich dir,besorge dir einen für diese Achse passenden Stellring in dreifacher Ausführung.Bei einem entfernst du die Madenschraube ...er dient dir als einfache Bohrlehre.Mit den anderen beiden fixierst du rechts und links die "Bohrlehre in der Mitte auf dein Maß auf der Achse.Wenn du jetzt durch das vorhandene Gewindeloch bohrst,dann sollte die erzielbare Genauigkeit genügen.Auf alle Fälle genauer als wenn man nicht gut körnern kann.Die Methode hängt vom Durchmesser des Stabes ab da große Stellringe nicht billig sind.
Teo Derix schrieb: > Nu mal ehrlich, wie nah bist Du, in der Realität, einer Fräsmaschine > schon gekommen? ( So nah, wie du ihr nie kommen wirst, ich teile mein Haus mit ihr.. Beitrag "Re: Kennt von euch jemand die BF16 Fräse?" Mann diese behinderten Laberköppe hier...
BattMan schrieb: > MaWin hat gar nicht so unrecht. Wenn man von einem unbearbeiteten > Rundstahl ausgeht. Habe noch keinen Rohling erlebt, der wirklich rund > war. So unrund kann das Halbzeug garnicht sein als wie die Schei.. die Du Dir einhandelst wenn man das von zwei Seiten an fährt! (ausgenommen mit ner Messuhr. Dafür eignet sich in diesem Fall ein Messschieber aber besser) Harald Wilhelms schrieb: > Ich wollte mich da nicht so genau festlegen. Die Ständerbohrmaschine, > die in unserer Werkstatt stand, war jedenfalls genau genug. Ein > solches Loch habe ich mit einem spitzgeschliffenen Körner leicht > angekörnt, Jup, das geht so locker auf's 10tel :) Nur nen Körner selber schleifen hat mehr Türken als man denken möchte. Wenn das nich exakt is, setzt sich das fort!(Material abhängig) PS: Teo Derix schrieb: > Danke BattMan, wenigstens einer der praktische Erfahrung hat! Das ziehe ich, mit größtem bedauern, wieder zurück :(
Paul Baumann schrieb: > Um ein Loch ohne Aufwand zu erstellen, eignet sich eine Kugelschreiber- > Mine. Man wickelt vorsichtig das Material der Mine ab und erhält so > das Loch allein ohne bohren zu müssen. ...und wie geht das dann mit der Dampfmaschin, wenn wir uns dann mal janz dumm stellen?
So ein Loch in ein Rohr bohren, mache ich in drei Minuten, während hier einen ganzen Tag darüber diskutiert wird. In der Ausbildung hatte ich schon im ersten Ausbildungsjahr Metallabteilung ganz andere Kaliber. ;-)
Es ist erstaunlich wie lange mann einen Haufen Nerds mit einem Loch beschäftigen kann...
MaWin schrieb: > So nah, wie du ihr nie kommen wirst, ich teile mein Haus mit ihr.. > > Beitrag "Re: Kennt von euch jemand die BF16 Fräse?" > > Mann diese behinderten Laberköppe hier... Das ist wirklich traurig, mit etwas weniger Ego, könntest Du Dir die Möglichkeit eröffnen auch damit umgehen zu lernen :( Ein IQ von über 130 mag beeindruckend sein, ist aber nur hinderlich wenn man nicht damit umgehen kann.
Teo Derix schrieb: > Jup, das geht so locker auf's 10tel :) Wenns vorher mit dem Höhenreisser angerissen wurde... > Nur nen Körner selber schleifen hat mehr Türken als man denken möchte. Das habe ich unserem Mechaniker überlassen. :-) Gruss Harald
mirgraustsvornix schrieb: > Es ist erstaunlich wie lange mann einen Haufen Nerds mit einem Loch > beschäftigen kann... Hier geht's schon lang nicht mehr um ein "Loch"! Das hier ist DER Kindergarten :D Und für mich ne gute Ablenkung, bei meiner Nikotin-Entwöhnung :)
Teo Derix schrieb: > Und für mich ne gute Ablenkung, bei meiner Nikotin-Entwöhnung :) Dann kannst Du ja in Deine Zigarettenrestbestände lauter Querlöcher bohren. So kommst Du nicht in Versuchung, die noch mal zu benutzen. :-) Gruss Harald
Harald Wilhelms schrieb: > Dann kannst Du ja in Deine Zigarettenrestbestände lauter Querlöcher > bohren. Schon erledigt! Danke. Momentan kitt' ich die "Löcher" in der Tischkante :)
Harald schrub: >Dann kannst Du ja in Deine Zigarettenrestbestände lauter Querlöcher >bohren. Geniale Idee. >So kommst Du nicht in Versuchung, die noch mal zu benutzen. Um 90 Grad im Mund drehen und als Querflöte benutzen! ;-) Manch Einer sieht mit der Kippe im Gesicht einem Starenkasten ähnlich... saublöde grins MfG Paul
Teo Derix schrieb: > Momentan kitt' ich die "Löcher" in der Tischkante :) Ich hoffe, ich muss diese Löcher nicht meiner Haftpflicht melden?
Teo Derix schrieb: > Und für mich ne gute Ablenkung, bei meiner Nikotin-Entwöhnung :) Du scheidest eh fürs ankörner aus.....weil du zitterst wie ein 80 jähriger mit Tremor...wetten...;-) Ansonsten habe ich das mit dem Geld verbrennen schon lange hinter mir und habe es nie bereut. Mein Kumpel ... leider und ein Arbeitskollege haben es erst nach der Diagnose geschafft..und schnell auch noch ...genutzt hat es aber nichts mehr...
Davis schrub:
>Wie solltest du auch sonst grinsen :)
Pass auf Du!
Ich komme gleich aus Deinem Router und ziehe Dir den Scheitel nach.
;-)
MfG Paul
Stephan Henning schrieb: > http://www.holzwerken.net/HolzWerkenTV/Tipps/Saeul... Mist will auf der Kiste nich wirklich laufen :( Is der auch so, wie das Trockenbauvideo das ich mal gesehen habe? Dort haben sie die C-Profile mit der Flex und die Platten mit 'ner Stichsäge bearbeitet. Was sie mit den Schrauben angestellt haben, brauch ich sicher erst gar nicht erst zu erwähnen :D herbert schrieb: > Du scheidest eh fürs ankörner aus.....weil du zitterst wie ein 80 > jähriger mit Tremor...wetten...;-) Nö, umgekehrt! Das zittern kommt vom Nikotin, nicht vom Entzug. So ruhige Hände hat ich seit 1,5Jahre nich mehr :) Harald Wilhelms schrieb: > Ich hoffe, ich muss diese Löcher nicht meiner Haftpflicht melden? Ja, der oberste Regierungsrat überlegt schon, mich in den Stall zu verbannen :{
Martin schrieb: > Wie viele Elektroniker braucht man, um 1000 Mechaniker zu beschäftigen? > > Antwort : 1 > > .... > > mfg > Martin Jau, der ist gut!
Welle auf ein Bohrprisma legen. Mit dem Höhenreißer auf der Planfläche und auf einer Seite der Welle durch die Wellenmitte anreißen. Mit dem Höhenreisser den Abstand der Bohrung vom wellenende bei senkrecht aufgestellter Welle anreissen. Bohrungsmitte ankörnen. Auf dem Prisma oder im Mschinenschraubstock mit Hilfe der Linie auf der Planfläche und einem Winkel senkrecht zum Bohrtisch ausrichten. Mit Zentrierbohrer anbohren und auf Endmass durchbohren. Die ganzen schlauen Sprüche kann man sich ansonsten schenken. Gruß Airmech
>Die ganzen schlauen Sprüche kann man sich ansonsten schenken.
Insbesondere Deine. So weit waren die Leute vor Monaten schon.
Es ist Alles gesagt, nur noch nicht von Jedem.
Aber schön, daß wir mal darüber geredet haben.
Wenn du eine Fräsmaschine hast spann doch das Rundmaterial liegend in den Schraubstock ein und mach das Loch mit einem Fräser?
Hallo. Habt ihr es mitlerweile geschaft das loch zu bohren ??? Es sind ja nur zwei monatge zu Weihnachten !!...... Mfg Der Locher
Das Thema ist ja nun schon etwas älter, aber ich habe vor ein paar Wochen das gleiche Problem gehabt. War bei einem alten Arbeitskollegen der mir in die Teile das Loch gebohrt hat. Sein Vorgehen: Ein Stück Vollmaterial in den Maschinenschraubstock gespannt und mit einem Fräser plangefräst. Anschließend einen kleineren Fräser eingespannt(Durchmesser war kleiner wie der von dem Rundmaterial) und eine tiefe Nut gemacht. Vorn noch einmal hin und her gefahren (als Anlegekante) Fräser raus, Bohrer rein und auf das richtige Maß positioniert. Rundmaterial in die Nute gelegt, vorn passend an die Kante geschoben und ratzfatz war das Loch da wo es hin soll... Ich glaub einfacher und genauer geht es nicht... nitraM
Nitram L. schrieb: > Ich glaub einfacher Einfacher? Ständerbohrmaschine, Prismenmaschinenschraubstock, auf Mitte ausrichten und mit ganz kleinem Bohrer anbohren, in dem man den Bohrer bis aufs Werkstück führt und dann von Hand das Futter dreht, bis sich ein leichter Span bildet; also der Bohrer "packt". Jetzt langsam und mit wenig Druck bohren. Kann den keiner mehr ein doofes Loch bohren? Da brauche ich nicht mal die Mitte anzeichnen, denn das ist der höchste Punkt und dann bohre ich das so (innerhalb der üblichen Metallbautolleranzen). Kommt hier keiner mehr mit normalen Mitteln klar. Dann ist auch noch die Frage wie genau das wirklich sein muss. Manchmal braucht man einfach nur ein Loch und ungefähr an der Stelle, weil es auf Präzision gar nicht für dieses Loch ankommt.
Foldi schrob: >Kann den keiner mehr ein doofes Loch bohren? Eine bohrende Frage.... Demnach nicht. >Da brauche ich nicht mal die Mitte anzeichnen, denn das ist der höchste >Punkt Ganz grünau! MfG Paul
Also ich nehm dafür immer den guten, alten Zentrierbohrer. Einfach das Stück mittig anzeichnen und ordentlich körnen. Danach mit einem Zentrierbohrer vorbohren und dann mit einem normalen Bohrer fertigbohren. Zentrierbohrer haben die wunderbahre Eigenschaft nicht zur Seite zu wandern. Wenn das Loch genauer werden soll, fräse ich vor dem anzeichnen & ankörnen eine kleine Flachstelle auf das runde Teil. Nach dem Fräsen der Flachstelle sollte dabei das Teil nicht mahr aus dem Schraubstock genommen werden bis es fertig gebohrt wurde.
F. Fo schrieb: > Kann den keiner mehr ein doofes Loch bohren? Du hast es offenkundig noch nie probiert, sonst würdest du nicht so einen handbüchenen Unfug schreiben. Nitrams Arbeitskollege wusste wenigstens wie es geht ohne die Mitte suchen zu müssen.
MaWin schrieb: > F. Fo schrieb: >> Kann den keiner mehr ein doofes Loch bohren? > > Du hast es offenkundig noch nie probiert, sonst würdest du nicht so > einen handbüchenen Unfug schreiben. > > Nitrams Arbeitskollege wusste wenigstens wie es geht ohne die Mitte > suchen zu müssen. MaWin, wenn du der Echte bist, von dir hätte ich so was jetzt nicht erwartet. Ich weiß aus vielen Beiträgen, dass du handwerklich sicherlich was kannst. Zu dem, ob ich das schon mal versucht hätte - nicht nur versucht, unzählige Male gemacht. Zu meiner Ausbildung gehörte es noch dazu so was auch ohne "Weltraumtechnik" zu bewerkstelligen.
Foldi schrieb: >MaWin, wenn du der Echte bist, von dir hätte ich so was jetzt nicht >erwartet. Ich weiß aus vielen Beiträgen, dass du handwerklich sicherlich >was kannst. BRÜLL!! MaWin IST ein Universalgenie -es gibt Nichts, was er nicht kann, weiß oder schon getan hat (mit der Schnauze). Das ist einfach so und auch uneingeschränkt zu akzeptieren. Wer daran zweifelt, ist sofort unfähig, blöd und weiß der Teufel noch was sonst. Deshalb: Ignorieren.
Man braucht keine Weltraumtechnik, sondern Intelligenz. Ich habe gerade heute wieder auf dem Wolfcraft Bohrständer versucht, ein 8mm Loch in simples Buchenholz zu bohren, nur daß das Brett um 45 Grad geneugt war. Kannste voll vergessen, egal ob mit 3mm oder 8mm Bohrer, der Bohrer drückt seitlich, der Bohrständer verzieht sich, der Bohrer biegt weiter und das Loch ist 1cm neben dem anvisierten Punkt. Und das war Holz, und kein Rudstab aus Metall. Ich bin auf die F1200 gewechselt mit Kurzbohrer, damit waren die 8 Löcher wenigstens in einer Reihe. Ich war zu optimistisch und wurde wieder belehrt was für ein unsäglicher Schrott doch eine Bosch im Bohrständer ist. Wenn ich hier schon Leute höre, die so waas anreissen wollen, vorkörnern wollen. Abgesehen davon, daß manche Materialen kein Ankörnern mögen, wird der Körnerpunkt nie genau und die Anreisslinie nie präzise. Manche Leute kommen aber wohl vom Bau und halten 1 cm für kein Mass. Da sind inhärent genaue Methode wie die vom Arbeitskollegen oder meine eindeutlig im Vorteil, es kommt dabei nur auf die Präzision der Maschine an.
MaWin schrieb: > Wenn ich hier schon Leute höre, die so waas anreissen wollen, vorkörnern > wollen. Abgesehen davon, daß manche Materialen kein Ankörnern mögen, > wird der Körnerpunkt nie genau und die Anreisslinie nie präzise. Da gebe ich dir völlig recht und von Bohrständern halte ich auch nichts, aber von einer Ständerbohrmaschine. Dein Bohren ins Holz bist du ja auch völlig falsch angegangen. Wenn du ein Loch in eine Schräge bohren willst, dann bohrst du das erstmal gerade an und wirklich ein paar Millimeter. Wenn du das super genau willst dann nimmst du einen 3,2 mm Bohrer und bohrst die schräge Bohrung mit einem 3 mm Bohrer (als Beispiel), wenn du nun so vorgebohrt hast, kannst du noch einen 5 mm Bohrer oder gleich den achter Bohrer nehmen.
Trozdem wurde schon alles zu dem Problem gesagt, jetzt wird nur wiederholt und der TO hat das Loch schon seit 8 Monaten im Griff seiner Kehrschaufel, die hängt längst an der Wand :-(
Udo Schmitt schrieb: > im Griff seiner > Kehrschaufel, die hängt längst an der Wand :-( HaHaHa! Udo, recht hast du! :-)
MaWin, wenn du nicht bohren kannst oder glaubst du kannst es, als Fluggerätemechaniker lernst du das richtig. Und nicht nur das, auch Materialkunde bis zum Erbrechen. Bei mir ist das schon ein Weilchen her, aber man lernt halt doch ein wenig mehr als der Schlosser. Der Feinmechaniker oder Werkzeugmacher kommen dem schon gleich, nur dass die halt alles mit CNC machen würden (ich auch, wenn ich es da hätte). Aber meistens, und Udo hat es ja noch mal etwas spaßig wiederholt, was ich schon kurz zuvor geschrieben hatte, muss das gar nicht so hoch exakt werden.
@ F. Fo Du hast jetzt allen erklärt was für ein toller Hecht du bist, das du es sogar schaffst ein Loch zu bohren wo andere sich schwer tun... Klasse! Herzlichen Glückwunsch... Hilft aber vielen nicht weiter, die nicht wie du das Privileg hatten Fluggerätemechaniker zu lernen und Materialkunde bis zum Erbrechen hatten... Soziale Kompetenz scheint jedenfalls kein Pflichtfach in diesem Ausbildungsberuf zu sein! Ist ja auch verständlich. Bei einer begrenzten geistigen Kapazität füllt halt Materialkunde bereits einen großen Teil des grauen Speichers. Merkst du was? So das war's- das Loch ist gebohrt... Ende der Diskussion... nitraM
Nitram L. schrieb: > Merkst du was? > > So das war's- das Loch ist gebohrt... Ende der Diskussion... Klar merke ich was. Ich merke, dass du nicht lesen kannst. Der Hinweis, dass das Loch schon lange gebohrt ist, kam schon einige Beiträge vorher. Zusätzlich merke ich, dass du wohl nur sehr wenig oder gar kein Selbstbewusstsein hast und dich sofort bedroht fühlst, wenn jemand das zu haben scheint. Aber dagegen gibt es was. Geh zum Therapeuten und schildere ihm, dass du dich von (vermeintlich) starken Persönlichkeiten bedroht fühlst du versuchst sie nieder zu machen, indem du sie bezichtigst keine oder nur sehr wenig Intelligenz zu besitzen. Es tut mir wirklich leid, dass du so leidest. Noch ein Nachtrag: >Hilft aber vielen nicht weiter, die nicht wie du das Privileg hatten >Fluggerätemechaniker zu lernen. Aber sicher deine von dir vorgestellte Methode? Dein Kumpel hat es gebohrt! Und wie? Meinst du jeder hat eine Fräse zu Hause? Nicht nur abgeflacht, auch noch eine Nut! Sicher, da läuft kein Bohrer weg. Jetzt mal ein Tipp vom Praktiker und für alle die, die keine Fräse zu Hause stehen haben. Wer sich das nicht zutraut es auch ohne Hilfsmaßnahmen zu schaffen, für den die einfache Methode. Je nach dem wie groß das Loch werden soll, so groß eine Feile aussuchen. Schlüsselfeile bevorzugt oder die Seite der Feile, die auch zum feilen geeignet ist nehmen. Ein Strich anfeilen, dann genauso wie schon oben von mir beschrieben weiter arbeiten.
Andreas L. schrieb: > Ich verfüge über Ständerbohrmaschine, Fräsmaschine und Drehbank. Dann tu es auf der Fräse. Zuerst das Werkstück einspannen und mit dem entsprechenden Support auf Mitte des Rundlings gehen. Dann bohrst du das Loch vor - und zwar NICHT mit nem Bohrer, sondern mit einem Zentrierbohrer von deiner Drehbank. Der geht nämlich genau dort ins Material, wo du ihn hinzeigen läßt. Anschließend spanst du den Bohrer um und bohrst dein Loch mit dem Bohrer, den du eigentlich nehmen wolltest. Alternative für mehrere Werkstücke: Du nimmst dir ein Stück Eisen her (jaja, ST38 reicht) und bohrst dort ein Loch quer durch, das zu dem Durchmesser deines Werkstückes paßt. Dann bohrst du rechtwinklig ein Loch mittig durch das erste Loch und zwar so, daß es später einem normalen Bohrer genug Seitenhalt gibt, also lang genug ist. Diese Vorrichtung kannst du nun in einen Maschinenschraubstock einspannen und entweder auf deiner Ständerbohrmaschine oder Fräse unter den Bohrer plazieren. Dann Werkstück reinschieben, bohren, fertig, nächstes... W.S
W.S. schrieb: > Zuerst das Werkstück einspannen und mit dem entsprechenden Support auf > Mitte des Rundlings gehen. Die Mitte des Rundling, und da liegt das Problem. Da ist es egal, ob man ankörnt oder das mit dem Zentrierbohrer macht. Mit deiner Methode, da kriegst du gerade mal ein Loch in den Stiel der genannten Kehrschaufel. Soll es präzise sein, dann helfen die oben genannten Methoden mit genauem anreißen oder die von Nitram L. . Das gilt auch für F. Fo (foldi) !
Michael_ schrieb: > Das gilt auch für F. Fo (foldi) ! So war es auch damals mit der Erde. Da gab es auch ganz viele, die sich nicht vorstellen konnten, dass die Erde keine Scheibe ist. Glaubt was ihr wollt. Ich bin hier jetzt raus. Von mir aus könnt ihr auch ein Rundstab oder Rohr um das Loch gießen.
Guten Abend zusammen, das wollte ich auch mal gerne wissen wie man da ein Loch durchbohrt, ich habe aber eine große Drehmaschine und wollte wissen ob ich es mit einen Bohrer oder einen fräskopf machen muss? Meine massive Metall Stange ist v2a
Andreas L. schrieb: > Hi Mechanikforum! > > Nun hoffe ich hier auf eine fachlich gute Antwort von euch! :) > > Ich bin Elektroniker und möchte für ein Bauvorhaben folgendes > bewerkstelligen: > - In ein Rundmaterial soll in Längsrichtung mittig ein Loch gebohrt > werden (siehe Skizze 1). Der graue Strich soll eine Schraube darstellen, > die dann durch das gebohrte Loch geführt werden soll. > Ich verfüge über Ständerbohrmaschine, Fräsmaschine und Drehbank. verwende ein 60° Körner, sehr leicht anschlagen. Spanne das Werkstück mit Hilfe der Prismabacken in dein Schraubstock. Verwende ein 1mm Bohrer, nach Lichtspaltverfahren Werkstück am Bohrer ausrichten -> mit hoher Drehzahl bohren, auf sehr geringen Vorschub achten. Kühlen nicht vergessen. Erweitere die 1mm Bohrung Damit schafft jeder blinde eine Genauigkeit von 1/10mm - und wer nicht, der sollte besser Treppengeländer schmieden. > Wie mache ich das am besten? > Wie körne ich das vor, ohne "abzurutschen"? 118 Grad Standardspitze schleifen. Extrem langsam anbohren > Wie mache ich es, dass der Bohrer nicht abrutscht/sich beim ansetzen > verbiegt? Gefühl ... > Wie wird das Loch zur planen Fläche des Rundmaterial exakt parallel? Ständerbohrmaschine! > Danke!! Bitte
Hallo, ich schieße mal mit der großen Kanone da du ja perfekt ausgestattet zu sein scheinst. - Schraubstock auf Fräsmaschine - Rundmaterial einspannen - Anfahren (Nullpunkt an Außenkontur holen). Das geht z. B. mit einem Paßstift den du mit Edding anmalst und in die Spannzange o. schlechter dein Bohrfutter spannst. Dann vorsichtig an das Rundmaterial fahren bis Farbe vom Stift gerieben wird. - Stift ausspannen. - Mit der Fräsmaschine um den Stiftradius auf das Rundmaterial zufahren. - Jetzt bist du an der Außenkontur (Mantelfläche angelangt). Um den Betrag des Radius weiter auf da Rundmaterial zufahren. - Du bist jetzt auf der Mittelachsean gelangt. - Zentrierbohrer einspannen - bohren. - Bohrer einspannen - Feuer frei. Bei Bedarf muß du evtl. eine Fläche anfräsen auf die der Zentrierbohrer aufsetzen kann.
Jungs das Loch ist seit 10 Monaten gebohrt. Nur der Nasenbohrer Sascha musste den Thread wieder ans Tageslicht zerren, aber ohne konkrete Frage oder neue Hinweise. @Sascha: Bitte Netiquette bzgl. Threadkaperung und Beschreibung des Problems beachten.
er hat keine Fräsmaschine. Wer ein solches Gerät besitzt, kennt das Prozedere Werkzeug und Werkstück spannen. "Nullpunkt" auf allen Achsen bestimmen muss zwingend ein Begriff sein. Egal ob drehen, fräsen, schleifen usw. Möglicherweise meint er eine Oberfräse? Damit ist Bohren ebenfalls möglich, nur wird die Geschichte bei einem freifliegenden Rundstahl sehr spannend ... Hoffentlich AOK versichert
Hi, ist zwar schon sehr alt der Beitrag aber , Das zu bohrende Rundmaterial in das Bohrfutter einspannen den Bohrer dann senkrecht in den Maschinenschraubstock dann unter das drehende Rundmaterial und los geht's , der Bohrer zentriert sich am drehenden Werkstück selbst .
Die Frage ist in den vergangenen fast vier Jahren ganz sicher schon geklärt worden, und Du hast sie obendrein falsch verstanden, weil der Threadstarter sich falsch ausgedrückt hat (er hat "längs" und "quer" verwechselt) und Du Dir offensichtlich das Bild nicht angesehen hast.