Paul H. schrieb: >> Heutzutage muß man sehr abwägen, wenn man sich wo anmeldet und bestimmte >> Daten preisgibt. > Prinzipiell hast du recht. Aber gerade auf ein privat verwaltetes Forum > wie die CNC-Ecke trifft die Sorge am allerwenigsten zu. Lediglich aus > diesem Grund Scheu vor der Anmeldung dort zu haben ist schon ein wenig > lächerlich. Man muss ja keinerlei rückverfolgbare Angaben machen. Deine Naivität ist grenzenlos.
Possetitjel schrieb: > Ich will ja gerne dazulernen: Welchen Sinn hat es, für das *Lesen* > der Beiträge eine Anmeldung zu fordern? > Entschuldigung... wir reden weder von Bankkonten noch von Ehefrauen, > sondern von einem Webforum . "Lesen nur bei Registrierung" ist > elitäres Gehabe. Darauf kann ich verzichten. Naaa jetzt hab dich doch nicht so. Man muss ja nicht hinter jeder Restriktion eine Feindseeligkeit oder Arroganz vermuten. Die Lesebeschränkung ist schon ein bisschen unnötig. Mich störts nicht mehr, da ich ja angemeldet bin. Siehs mal so: das ist einfach eine Maßnahme, die den Communitygeist stärkt. Jeder darf Mitglied werden, keiner muss sich ausgeschlossen fühlen. Man muss sich nur registrieren um auf dieses schon recht exklusive Wissen zugriff zu erhalten. Wenn man sich dafür interessiert, wieso nicht durch eine Registrierung anteilnahme zeigen? Nicht mal wahrheitsgemäße Angaben werden verlangt. Man soll sich einfach nur anonym wiedererkennbar machen. Das ist eine völlig legitime Entscheidung des Forenbetreibers. Ob das nun richtig oder falsch ist lässt sich m.E. überhaupt nicht fest machen sondern ist eine Philosophiefrage. So kann der Forenbetreiber auch wunderbar erkennen, wie groß das Interesse an seiner Plattform überhaupt ist. michael_ schrieb: > Paul H. schrieb: >>> Heutzutage muß man sehr abwägen, wenn man sich wo anmeldet und bestimmte >>> Daten preisgibt. >> Prinzipiell hast du recht. Aber gerade auf ein privat verwaltetes Forum >> wie die CNC-Ecke trifft die Sorge am allerwenigsten zu. Lediglich aus >> diesem Grund Scheu vor der Anmeldung dort zu haben ist schon ein wenig >> lächerlich. Man muss ja keinerlei rückverfolgbare Angaben machen. > > Deine Naivität ist grenzenlos. Es wäre ein geschickter Zug von dir, das vielleicht etwas noch näher zu erläutern ;-) Ich diskutier gerne, dabei kann man viel lernen. Aus plumpen, pauschalisierenden, lieblos in die Tastatur geklatschen, anmaßenden Bemerkungen lern ich jedenfalls nix.
Hallo Ich habe lange Überlegt, ob ich zu den obigen Absätzen von einigen Schreibern noch etwas schreiben soll. @ Possetitjel > Ich lasse mich auch nicht von Jakob Augstein registrieren, > um am Kiosk den "Freitag" kaufen zu dürfen. Musst Du ja auch nicht, dort bezahlst Du nicht mit Daten oder einer Anmeldung. Nein, dort bezahlst Du nur mit Geld. Nur warum, sind dort Informationen drin, die es anderswo nicht auch komplett frei Zugänglich gibt? Ist das "Bezahlen müssen" für Zeitschriften, Fachbüchern und anderem gedruckter Literatur jetzt nicht auch ein "elitäres Gehabe" der Verlage? ---- > Selbstverständlich darf sie. - Ich nehme mir im Gegenzug das > Recht heraus, das als Standesdünkel aufzufassen und das Forum > zu meiden. > Einen logischen Grund, warum man das Lesen ohne Anmeldung > verbietet, kenne ich nämlich nicht - außer dem, das Verbreiten > des eigenen Geheimwissens kontrollieren zu wollen. Standesdünkel und geheimes Wissen? Warum sollte es Standesdünkel sein, das solltest Du jetzt mal genau erklären. Andernfalls kann man auch deine Einstellung direkt als Standesdünkel betrachten, alles eine Frage des Standpunktes. Und wie kann man "Geheimwissen" kontrollieren nur aufgrund einer (Wegwerf-)E-Mail-Addy? In einem technisch veranlagten Forum wirst Du das doch sicher auch technisch belegen können? Denn das geht nicht. Und auch was dort "Geheimwissen" sein soll, möchtest Du doch bitte erklären bzw. nachweisen. Das dort geschrieben steht, wie teuer am Ende der Selbstbau einer Maschine aus Mineralguss und eigener Spindel geworden ist? Oder einfach nur, weil dort nur einfach sehr viele Selbstbauer und damit entsprechend eine große Menge Wissen vorhanden ist? Man kann all dies auch im Internet auf anderen Seiten finden. Nur eben sehr viel weiter verstreut und mit mehr Arbeit verbunden, die Informationen zusammen zu tragen. Alleine schon deswegen kann es keine "Geheimwissen" sein, man reduziert nur die Suche auf weniger weit verteilte Stellen im Internet. Eine solche Unterstellung von angeblichem "Geheimwissen" ohne Nachweis (und selbigen kannst Du ohne Anmeldung nicht liefern!) sagt auch sehr viel über einen Menschen aus. Alles was anscheinend nicht nach deinem "elitärem" Gehabe leuft, wird von dir anscheinend mit großen Schlagwörtern untermauert wie mit "Geheimwissen", "elitäres Gehabe", "mittelalterlichen Tradition", "Herrschaftswissen" und "Außenstehende". Aber im Grunde ist es nach deinem anderen Satz nur ein eher persönliches Problem, auf das solche Begriffe eher nicht passen: > Es geht mir auf den Geist. Ansonsten ist da kein weiteres Problem. ----- > Ich will ja gerne dazulernen: Welchen Sinn hat es, für das *Lesen* > der Beiträge eine Anmeldung zu fordern? Weil man es kann? Welchen Sinn haben die Weltreligionen in ihrem gesamten Umfang heute noch? Welchen Sinn hat es, das man Normblätter (die teilweise tief in unser Leben eingreifen) nicht frei zugänglich sind, sondern gekauft werden müssen? Welchen Sinn hat es, zum Spassf...en und -saufen nach Malle zu fliegen? Mit der Frage nach einem Sinn (richtig formuliert) kann man alles als negativ hinterfragen! Und ja, es kann durchaus Sinn machen, selbst das Lesen nur nach Anmeldung zuzulassen. So kann man zumindest in weiten Bereichen das "klauen" von Bildern teilweise eindämmen. Denn nicht selten schmücken sich mit solchen Informationen und Bildern dann andere Leute in anderen Foren (gibt es gerade bei Bildern sehr oft!), in der Hoffnung, das sie nie erwischt werden, wenn sie z.B. das Urheberrecht damit eindeutig brechen. Solche Leute kommen dann doch eher seltener, wenn sie sich vorher anmelden müssen. ---- > Entschuldigung... wir reden weder von Bankkonten noch von Ehefrauen, > sondern von einem Webforum . "Lesen nur bei Registrierung" ist > elitäres Gehabe. Darauf kann ich verzichten. Auch im Internet muss nicht alles komplett frei zugänglich sein, selbst wenn es nur um (allgemeines) Wissen und Lesen geht. Diese Annahme ist im Grunde auch nur ein gewisses "elitäres Gehabe", nur eben in die andere Richtung. Zumal dieses Wissen ja durchaus im Internet komplett frei verfügbar ist, man muss es nur Suchen und darf sich dann dabei nicht nur auf die Sprachen Deutsch und Englisch begrenzen. Z.B. findet man bei unseren Westlichen Nachbarn (Franzosen) auch sehr viel Wissen. Nur eben finden muss man es erst einmal, mit englischen und deutschen Suchbegriffen kommt man dann nicht mehr sehr weit. ---- GANZ WICHTIG:: Und eine letzte Frage an dich, Possetitjel. Wo sind eigentlich deine hilfreichen Beiträge für die Selbstbauer hier im Themenverlauf? Oder schreibst Du hier nur mit, um dich mal zu profilieren und zu schreiben, was deine Meinung ist, ohne etwas zum Thema selbst beitragen zu können? So gesehen kannst Du zwar Meckern, aber so gar nichts zum Thema beitragen. Eine schöne Einstellung ist dies in meinen Augen und passt dann auch zu dienen anderen "Kraftausdrücken", welche ich oben schon einmal angeführt habe (von wegen "elitärem Gehabe"). ---- @ michael_ > Deine Naivität ist grenzenlos. Nur aus einer (in Grenzen frei wählbaren) E-Mail-Addy kann man keine weiteren Rückschlüsse über die Person dahinter ziehen. Nicht mehr und/oder weniger als über die Personen, welche hier als "Gast" schreiben. Denn diese Hinterlassen die gleichen Spuren im Internet. Nicht mehr und nicht weniger. Auch Paranoia kann wohl manchmal Grenzenlos sein. Nur weil man keine andere Person hinter sich sieht, bedeutet das nicht, dass man nicht doch verfolgt wird (oder so ähnlich). ---- @ Paul H. > auf dieses schon recht exklusive Wissen zugriff zu erhalten Wobei man einschränken muss, das sich das "Exklusiv" maximal auf die Menge an Wissen an einem Platz (in einem einzelnen Forum) bezieht. Das Wissen dort selbst gibt es auch anderswo im Internet frei zu finden. Gruß Gerd Und wenn es Interessiert, in der CNC-Ecke bin ich als "gekufi" unterwegs. Unter dem gleichen Nick findet man mich aber zum Beispiel auch in der CNC-Arena als schreibendes Forenmitglied. Aber nicht wundern, mit Google findet man zu diesem Nick zuerst einmal Hinweise auf einen Scherzartikel, welcher aber abgesehen von der Erlaubnis, diesen Namen zu verwenden, keinen weiteren direkten Zusammenhang mit mir hat.
Gerd Fischer schrieb: > @ Possetitjel > >> Ich lasse mich auch nicht von Jakob Augstein registrieren, >> um am Kiosk den "Freitag" kaufen zu dürfen. > > Musst Du ja auch nicht, dort bezahlst Du nicht mit Daten > oder einer Anmeldung. Nein, dort bezahlst Du nur mit Geld. > Nur warum, [...] Weil 1) die Presseleute Zeit, Geld und Mühe aufgewendet haben, die Zeitung zu produzieren und 2) weil sie davon leben , Zeitungen zu machen. Das weiss auch jeder, dass sie davon leben. Wenn ich den "Freitag" nächstes Jahr auch noch lesen möchte, muss ich dafür sorgen, dass die Zeitungsleute vom Zeitungmachen leben können. >> Einen logischen Grund, warum man das Lesen ohne Anmeldung >> verbietet, kenne ich nämlich nicht - außer dem, das >> Verbreiten des eigenen Geheimwissens kontrollieren zu >> wollen. > > Standesdünkel und geheimes Wissen? > Warum sollte es Standesdünkel sein, das solltest Du jetzt > mal genau erklären. Ich versuche, eine Erklärung für die - in meinen Augen völlig unsinnige - Beschränkung des Lesezugriffes auf angemeldete Nutzer zu finden. Da ich auf der sachlichen Ebene keine sinnvolle Erklärung finde, suche ich halt auf der menschlichen Ebene weiter: Offenbar ist es dem Forenbetreiber wichtig, ihm missliebige Leute vollständig vom Forum ausschließen zu können. Reine Lust an der Macht. Oder - ich frage das jetzt zum dritten Mal - hast Du eine bessere Erklärung? Nicht vergessen: Wir reden davon, dass der Lesezugriff auf angemeldete Nutzer beschränkt ist! > Und wie kann man "Geheimwissen" kontrollieren nur aufgrund > einer (Wegwerf-)E-Mail-Addy? Nicht aufgrund der Mail-Adresse, sondern aufgrund der notwendigen Anmeldung: Wer dem lieben Gott missfällt, der wird ausgeschlossen. Vollständig > ["Geheimwissen"] > > Man kann all dies auch im Internet auf anderen Seiten > finden. Nein, sicher nicht. Das kann ich nicht beweisen, aber das ist meine Erfahrung. Was man im Internet auf anderen Seiten findet, sind massig "Käsefräsen-Projekte". Bei Maschinen, die auch für Metall- bearbeitung tauglich sind, wird die Luft schon sehr dünn. Wenn man wissen möchte, warum der Erbauer gerade diese und nicht jene Lösung gewählt hat, ist ganz Schluss. Das erfährt man i.d.R. nur in der Unterhaltung. > Eine solche Unterstellung von angeblichem "Geheimwissen" > ohne Nachweis (und selbigen kannst Du ohne Anmeldung > nicht liefern!) Doch. Der Nachweis ist sehr einfach und erfordert nur allgemeine Lebenserfahrung: Wenn sich mehrere Leute unterhalten, die an ähnlichen Projekten arbeiten, dann ist das sehr viel informativer, als nur eine Projektbeschreibung zu lesen. Das ist der Grund, warum wissenschaftliche Konferenzen abgehalten werden, warum am Rande solcher Tagungen die Teilnehmer in kleinen Grüppchen diskutieren, und warum solche Dinge wie "Brainstormings" gemacht werden. > sagt auch sehr viel über einen Menschen aus. Jetzt bin ich gespannt: Was sagt es denn über mich aus? > Alles was anscheinend nicht nach deinem "elitärem" Gehabe > leuft, wird von dir anscheinend mit großen Schlagwörtern > untermauert wie mit "Geheimwissen", "elitäres Gehabe", > "mittelalterlichen Tradition", "Herrschaftswissen" und > "Außenstehende". Mir ist nicht ganz klar, warum Du so angepisst reagierst. Ausgangspunkt war, dass es als "beratungsresistent" bezeichnet wurde, sich nicht bei der CNC-Ecke anzumelden. Daraufhin habe ich angemerkt, dass ich es völlig nachvollziehbar finde, sich dort nicht anzumelden. Das hat nichts mit "Beratungsresistenz" zu tun. > Welchen Sinn hat es, das man Normblätter (die teilweise > tief in unser Leben eingreifen) nicht frei zugänglich > sind, sondern gekauft werden müssen? Machtsicherung. - Deine kritische Frage ist völlig berechtigt. > Und ja, es kann durchaus Sinn machen, selbst das Lesen nur > nach Anmeldung zuzulassen. > So kann man zumindest in weiten Bereichen das "klauen" von > Bildern teilweise eindämmen. Juristische Fehlentwicklung auf allen Kanälen: Um miss- bräuchliche Verwertung zu erschweren, schikaniert man die legitimen Nutzer, statt die tatsächlichen Rechtsbrecher zu verfolgen. >> Entschuldigung... wir reden weder von Bankkonten noch von >> Ehefrauen, sondern von einem Webforum . "Lesen nur bei >> Registrierung" ist elitäres Gehabe. Darauf kann ich >> verzichten. > > Auch im Internet muss nicht alles komplett frei zugänglich > sein, Bitte beim konkreten Thema bleiben! Es geht nicht darum, dass "Alles" frei zugänglich sein muss. Es geht (mir u.a.) darum, dass sich in den Nutzungsbedingungen der CNC-Ecke folgende Floskel findet: "...daß das Recht zur Veröffentlichung an allen Texten, Grafiken, Bildern oder andere Dokumenten auf unbegrenzte Zeit an den Betreiber von Peters CNCECKE übergeht, soweit diese in dem Diskussionsforum Peters CNCECKE veröffentlicht werden." Das bedeutet nach meinem Rechtsverständnis im Klartext: Wenn ich aus der CNC-Ecke herausgeworfen wurde, dann darf ich nicht einmal meine eigenen Beiträge irgendwo anders veröffentlichen. Ich darf meine eigene Zeichnung nicht einmal auf meiner eigenen Homepage zeigen, wenn ich sie zuvor in der CNC-Ecke veröffentlicht habe. Also, bissl Dreistigkeit ist ja ganz gut und schön, aber das geht mir doch etwas weit. (Nur zur Klarstellung: In den Nutzungsbedingungen von µC.net findet sich nichts Vergleichbares. Dort herrscht wesentlich mehr Augenmaß.) > Diese Annahme ist im Grunde auch nur ein gewisses "elitäres > Gehabe", nur eben in die andere Richtung. Genau. Und "Gut" ist "Böse", nur eben in der anderen Richtung. > GANZ WICHTIG:: > Und eine letzte Frage an dich, Possetitjel. > Wo sind eigentlich deine hilfreichen Beiträge für die > Selbstbauer hier im Themenverlauf? Hat Dich der Betreiber von µC.net zum Türsteher ernannt, so dass Du selektieren darfst, wer sich zu Wort melden darf und wer nicht? > Oder schreibst Du hier nur mit, um dich mal zu profilieren > und zu schreiben, was deine Meinung ist, ohne etwas zum > Thema selbst beitragen zu können? Seit wann ist es verboten, seine Meinung zu einem einzigen nebensächlichen Punkt zu sagen? Dem TO ist "Beratungsresistenz" vorgeworfen worden, nur weil er sich nicht bei der CNC-Ecke anmelden will. Diesem Vorwurf habe ich mit zweieinhalb Zeilen widersprochen. Alles andere hat sich daraus ergeben. > So gesehen kannst Du zwar Meckern, aber so gar nichts zum > Thema beitragen. Eine schöne Einstellung ist dies in meinen > Augen und passt dann auch zu dienen anderen "Kraftausdrücken", > welche ich oben schon einmal angeführt habe (von wegen > "elitärem Gehabe"). Sag mal, warum ist es Dir so wichtig, mich persönlich anzugreifen?
Darf ich mal daran erinnern dass das Thema hier lautet: Projekt: "CNC Fräse eigenbau" und nicht "Wir diskutieren die CNC-Ecke nieder"...
So, mechanisch alles fertig. Jetzt will ich testen. Also ich will das ja mit nem Ringkerntrafo betreiben nun habe ich da ne Frage zu: Trafo -> 18VAC -> Brückengleichrichter. Dann habe ich ja 18VDC * 1.414. Dann gehe ich von + an die Steppertreiber VMOT (also Motor Plus) und mit - an Motor Minus. Dann muss noch GND zwischen Steppertreiber und Arduino angeschlossen werden. Die 18VDC - vom Brückengleichrichter sind GND? Sorry aber bislang nichts mit Gleichrichtung gemacht. Danke euch.
Äh ... Deine Steppertreiber wollen recht sicher mit Gleichstrom betrieben werden, nicht mit gleichgerichtetem und ungeglättetem Wechselstrom.
Der gleichrichter gibt mir doch Gleichstrom raus. Dann noch glätten mit Elko!?
Aus den Gleichrichter kommt gepulste Gleichspannung. Das sieht so aus: http://www.mec-castrop-rauxel.de/bilder/gru06_07.gif Zum Glätten braucht man Kondensatoren, die müssen die "Täler" zwischen den "Gipfeln" auffüllen. Die Dimensionierung der Kondensatoren hängt vom Strom ab, der fließen soll -- das dürften bei Deinen Schrittmotortreibern durchaus ein paar Ampere werden, was bedeutet, daß die Kondensatoren ziemlich groß werden. Zur Berechnung: http://de.wikipedia.org/wiki/Gl%C3%A4ttungskondensator dort Abschnitt "Dimensionierung". Wenn Du beispielsweise 1V Restwelligkeit zulässt, und (nur) 1 A entnehmen möchtest, muss bereits eine Kapazität von 10000 µF verwendet werden. Ich vermute, daß Du aber mit deutlich höheren Strömen arbeiten möchtest. Mit einem passend dimensionierten Schaltnetzteil hast Du vermutlich bessere Karten.
Rufus Τ. Firefly schrieb: > Die Dimensionierung der Kondensatoren hängt vom Strom ab, > der fließen soll -- das dürften bei Deinen Schrittmotortreibern > durchaus ein paar Ampere werden, was bedeutet, daß die > Kondensatoren ziemlich groß werden. Wenn er stromgeregelte Endstufen verwendet, dürfte eine gewisse Restwelligkeit nicht stören. - Also, ein Siebelko ist schon notwendig, aber man muss die Glättung mMn nicht übertreiben.
Mal durchlesen:http://www.vcb.de/vcb-contentb/mechatronik/basiswissen/gllt/gllt01q01/files/script.pdf Ich hätte so etwas angeschlossen: http://www.pollin.de/shop/dt/OTk0ODQ2OTk-/Stromversorgung/Netzgeraete/Festspannungs_Netzgeraete/Schaltnetzteil_MEANWELL_RS_150_24_24_V_6_5_A.html Auch wenn das nicht deine Frage war. Irgendwie geht das ziemlich schnell bei dir.
Was geht ziemlich schnell? Also ich habe nun 2 Probleme. 1. Ich habe das Arduino Board zerschossen :( Der ATMega ist aber noch geflasht. Also das Board wird nur per USB nicht mehr erkannt. Der ATMega selber ist heile. Gibts noch ne Möglichkeit wie ich den ansprechen kann? 2. Die Steppertreiber treiben mich in den Wahnsinn (DRV8825) Laut DB soll man Reset und Sleep auf High setzen, Enable auf LOW. Gesagt, getan. Motoren zucken kurz, das wars. Schickt man nun Befehle passiert nichts. Trennt und verbindet man Reset und Sleep wieder passiert das selbe. Macht man es allerdings mehrmals klappt es dann irgendwann mal, die Stepper "halten" und gibt man dann befehle oder Pulse dreht sich der Motor. Trennt man jedoch die Versorgung und schaltet wieder ein das selbe prozedere. Kennt den Treiber jemand?
Das ist hier mit Rene echt grosses Kino. Hoffentlich bleibt er uns noch eine Weile erhalten :)
Bin auch sehr gespannt wie das so weitergeht :D Ist recht amüsant, muss ich offen gestehen.
Rene H. schrieb: > Was geht ziemlich schnell? Irgendwie "wild". Eben noch an der Mechanik, dann Netzteil bauen. Ich bin manchmal auch so unterwegs, weil ich schnell etwas laufen sehen möchte. Dann greife ich jedoch auf Fertigteile zurück. Z.B. Nehme ich dann ein altes Laptop Netzteil bevor in die Entwicklung eines Netzteiles Zeit flöten geht. Muss ja nicht gleich am Anfang auf max. Leistung laufen. Bestelle dir ein paar Arduino Nano. Wenn das so weiter geht, brauchst du die. Lehrgeld musst du einplanen. (hoffentlich ist das ein ernstgemeinter thread hier)
Ich habe auch nun erstmal ein normales Netzteil (12V 1A) genommen. Das klappt auch, "eigentlich" wenn die Steppertreiber mal mitmachen würden. Bei den EasyDriver Boards ging das sofort, also muss es an der Steppertreiber beschaltung liegen.
So, ich habe dann nochmal ein paar tests gemacht. Also der ATMega auf dem Arduino Board ist tot. Das Arduino Board ebenfalls. Der FTDI und der Quarz auf dem Board werden heiß. Nungut, neuen ATMega8, ab auf Steckbrett, Quarz und ISP dran und geflasht und Fuses gesetzt. USB zu UART mit FT232RL zusammengebastelt, treiber installiert, Serial Port vorhanden. TxD mit RxD sowie RxD mit TxD zwischen ATMega und FT232RL verbunden. Baudrate im Gerätemanager auf 115200 gestellt. Mit Putty eine Serielle verbindung aufgebaut und was passiert? Nichts. TxD mit RxD vom FT232RL verbunden. Verbindung aufgebaut und was passiert? Es kommt nur müll zurück. Normal müssten ja die gesendeten Zeichen zurück kommen. Dies sagt ja eigentlich falsche Baudrate. Kann mir da jemand weiter helfen?
Ich habe das Eval Board von eaDIP. Dort habe ich dann in die Buchsenleisten wie beim Breadbord kabek in rxd und txd gesteckt und dann an den Atmega. Aber es tut sich nichts. Wenn ich die kabel nun direkt verbinde klappt es. Also das echo klappt nun nur mit dem atmega nicht. Ich werde uart wohl nie verstehen :(
Endlagen verkabelt, Not Aus verkabelt ? Ohne die geht bei meiner gar nichts los.
Angehängte Dateien:
-

DSC_1559.jpg
180 KB -

DSC_1558.jpg
180 KB -

DSC_1556.jpg
180 KB



So, da bin ich dann mal wieder :) Im Anhang Bilder der Fräse. Ich hatte Probleme mit der Motorensteuerung / Steppertreiber. Diese sind nun behoben. Morgen kommt noch ein DRV8825 dann kann es losgehen. Testfahten liefen bisher problemlos. Nun muss ich noch kalibrieren etc. Nur verstehe ich die ganzen einstellungen nicht :( Und was ist sinnvoller? Full, Half, 1/8, 1/16 oder 1/32 (microstep)?
IMHO micro-stepping auf maximum und die schritte auf full-steps "runden" Micro-Stepping machts weniger lauf da weniger ruckelei...dafür wirds nicht so genau da bei den microsteps (vor allem in der nähe eines halben schritts) die sache nicht mehr wirklich definierbar ist...da hängts von den äußeren kräften ab wo du landest 73
So, jetzt gehen alle drei. :) Erstmal nen anderen treiber genommen. Jetzt gehts los richtung erster Testlauf :) Ausser das die Fräse ziemlich laut ist, also die Steppermotoren läuft alles eigentlich ganz Super :) Gut, das mit dem Bluetooth klappt nicht so ganz aber das finde ich schon noch herraus. Jetzt gehts ans eingemachte: Weg berechnen. Also meine Spindel haben eine Steigung von 2mm. Die Stepper 200 Schritte pro umdrehung. Wie errechne ich das ganze nun? Die Koordinaten, sind die in mm? Also X1 Y1 sagt dann X und Y je 1mm fahren? X0 ist bei mir ganz links Y0 ist (frontansicht) hinten X0 Y0 also hinten links. Ok. Aber wo ist Z0? Auf der Bodenplatte der Fräse? Dann wäre Z-1 schon "in" der Bodenplatte, ok, wäre logisch nur, habe ich ein wenig mit QCAD gespielt, richtig interessant, bei der CAM ausgabe jedoch kann ich nicht das Werkstück berücksichtigen, demnach würde, wenn ich 1mm tief in ein 10mm hohes Werkstück fräsen möchte dieser das Werkstück komplett durchfräsen und noch 1mm tief in die Bodenplatte fräsen. Konnte ich mir schlecht vorstellen, dann sah ich mir den GCode an und dort würde der Fräser wirklich auf Z-1 fahren.
Ich habe es mir da einfacher gemacht: a)Eine Messuhr oder Messschieber. b)Verfahrweg 1mm eingeben. c)Den Verfahrweg messen. Parameter $100-102 solange anpassen bis der Verfahrweg=1mm ist. Vergaß es zu erwähnen: Spann nicht gleich einen Fräser ein, sondern einen Stift und male erst mal auf Papier rum. Bezeichne unbedingt die Achsen und die +/- Richtung.
Rene H. schrieb: > habe ich ein wenig mit QCAD gespielt, richtig interessant, bei der CAM > ausgabe jedoch kann ich nicht das Werkstück berücksichtigen QCAD kann kein CAM. Also womit setzt du die dxf Dateien in GCode um?
QCAD hat nen direkten CAM export!? Da kriege ich *.nc *.cnc dateien usw! Guckst du hier: http://www.qcad.org/de/what-is-qcad-cam
Angehängte Dateien:
-

DSC_1563.jpg
170 KB

Anbei mal der erste test. Kann sich ja schonmal sehen lassen, nur wie gleiche ich die schrittverluste aus? Vom rechts nach links drehen habe ich so 0,2-0,4mm verlust. Und, naja, nur einer läuft auf microschritt. Muss noch jumper holen dann ist das nicht mehr so "hackig".
Rene H. schrieb: > Anbei mal der erste test. Kann sich ja schonmal sehen lassen, nur > wie gleiche ich die schrittverluste aus? > Vom rechts nach links drehen habe ich so 0,2-0,4mm verlust. Umkehrspiel ? Was hast du für Spindeln ?
Rene H. schrieb: > Anbei mal der erste test. Kann sich ja schonmal sehen lassen Ich hoffe, dass willst du deiner Freundin nicht zu Ostern schenken :-D Wenn du das doch machst, tritt sie dir deine CNC bestimmt in Stücke, damit du nicht nochmal auf die Idee kommen solltest.... Sieht sch...se aus, und dann auch noch MDF!
Nein g. Konnte noch ein wenig genauigkeit durch Microstep bekommen aber das spiel beim umkehren muss man doch noch beseitigen können. Finde aber nichts für / bei GRBL. Für mach3 gibts Backslash compi.....
Rene H. schrieb: > Anbei mal der erste test. Kann sich ja schonmal sehen lassen, nur wie > gleiche ich die schrittverluste aus? > > Vom rechts nach links drehen habe ich so 0,2-0,4mm verlust. > > Und, naja, nur einer läuft auf microschritt. Muss noch jumper holen dann > ist das nicht mehr so "hackig". Hallo Rene, Mikroschritt geht im Open Loop Verfahren nicht richtig und kannst Du vergessen. Da verlierst Du mit der Zeit Schritte, weil der Drehmoment nur im natürlichen Schrittintervall das Maximum erreicht. Der Drehmoment erreicht nämlich in der Mitte zwischen zwei Hauptschritten ein Minimum. Dadurch enstehen mit der Zeit absolute akkumulative Schrittfehler Das habe ich bei meiner Maschine vor vielen Jahren auch ausprobiert(Allegro 3977) und es entstanden mit der Zeit unakzeptierbare Schrittverluste. Mach's nicht. Es wäre zu scön gewesen weil die erreichbare Geschwindigkeit höher wäre und die Schrittmotoren wunderbar gleichmäßig laufen. Der A3977 ist ansonsten ein recht guter Schrittmotortreiber. Ohne Kompensation des Spindelspiels wirst Du das auch nicht hinbekommen. IGage hat Hochauflösende Schiebelehren mit 21bit Ausgabe. Das könnte die Basis für ein Closed Loop System sein. Mfg, Gerhard
Rene H. schrieb: > So, da bin ich dann mal wieder :) > > Im Anhang Bilder der Fräse. Ich hatte Probleme mit der Motorensteuerung > / Steppertreiber. > > Diese sind nun behoben. Morgen kommt noch ein DRV8825 dann kann es > losgehen. > > Testfahten liefen bisher problemlos. > > Nun muss ich noch kalibrieren etc. Nur verstehe ich die ganzen > einstellungen nicht :( > > Und was ist sinnvoller? Full, Half, 1/8, 1/16 oder 1/32 (microstep)? Hallo Rene, Jetzt stell Dich mal in die Ecke:-) Die Montage des Ringkerntrafos gefällt mir ganz und gar nicht. Wenn der Kleber versagt dann fällt das schwere Stück auf die Elkos und mehr und es gibt jede Menge kollaterale Sachschäden. Den solltest unbedingt mit dem mitgelieferten Montagematerial sachgerecht sichern. In meiner Maschine verwinde ich ein 2:1 Reduziergetruebe mit Verzahntm Treibriemen. Das hat den Vorteil dass einerseits Vibrationen auf der Leadscrew elimiert werden und die gewünschten 4000 Schritte pro Umdrehung im 1/2 Step Modus erreicht werden. Mfg, Gerhard
Gerhard O. schrieb: > Die Montage des Ringkerntrafos gefällt mir ganz und gar nicht. Wenn der > Kleber versagt dann fällt das schwere Stück auf die Elkos und mehr ... Ja. Das kann schon mal passieren, dass die Schwerkraft mal eben um 90° in die Waagerechte umschwenkt. Dagegen muß man sich sichern. Also ehrlich: Ich habe in der letzten Viertelstunde hier Tränen gelacht. Ganz großes Kino. Bravo.
Bitflüsterer schrieb: > Gerhard O. schrieb: >> Die Montage des Ringkerntrafos gefällt mir ganz und gar nicht. Wenn der >> Kleber versagt dann fällt das schwere Stück auf die Elkos und mehr ... > > Ja. Das kann schon mal passieren, dass die Schwerkraft mal eben um 90° > in die Waagerechte umschwenkt. Dagegen muß man sich sichern. > > Also ehrlich: Ich habe in der letzten Viertelstunde hier Tränen gelacht. > Ganz großes Kino. Bravo. Was ist denn am CNC Thema so lustig?
Korrektur: Gerhard O. schrieb: > In meiner Maschine verwende ich ein 2:1 Reduziergetriebe mit Verzahntem > Treibriemen. Das hat den Vorteil dass einerseits Vibrationen auf der > Leadscrew elimiert werden und die gewünschten 4000 Schritte pro > Umdrehung im 1/2 Step Modus erreicht werden. Sorry wegen der Buchstabenfehler die sich einschlichen, war leider zu spät zum ausbessern.
Gerhard O. schrieb: > Mikroschritt geht im Open Loop Verfahren nicht richtig und kannst Du > vergessen. Da verlierst Du mit der Zeit Schritte, weil der Drehmoment > nur im natürlichen Schrittintervall das Maximum erreicht. Der Drehmoment > erreicht nämlich in der Mitte zwischen zwei Hauptschritten ein Minimum. > Dadurch enstehen mit der Zeit absolute akkumulative Schrittfehler > Das habe ich bei meiner Maschine vor vielen Jahren auch > ausprobiert(Allegro 3977) und es entstanden mit der Zeit unakzeptierbare > Schrittverluste. Mach's nicht. Es wäre zu scön gewesen weil die > erreichbare Geschwindigkeit höher wäre und die Schrittmotoren wunderbar > gleichmäßig laufen. Der A3977 ist ansonsten ein recht guter > Schrittmotortreiber. So ein Unfug. Spätestens wenn ein ganzer Schritt voll ist dreht der Motor entweder weiter oder nicht - dann würd er auch im Vollschritt-Modus nicht weiterdrehen. Der Motor kann jedenfalls nur ganze Schritte verlieren. Schrittverluste kanns aus vielen Gründen geben. Z.b. zu kleiner Motor. Falsch eingestellter Strom. Zu große Geschwindigkeit. Falsches Timing der Schritte. Jitter. Unzureichendes Netzteil. Mechanische Resonanzen. Zu niedrige Spannungen. Überlasteter Treiberchip, der zwischendurch wegen Übertemperatur abschaltet. Schlechte Verkabelung. etc... Dass die erreichbare Geschwindigkeit mit Mikroschritten höher sei halte ich für ein Gerücht. Manche Schrittmotorsteuerungen schalten bei höherer Schrittfrequenz die Mikroschritte aus und geben Halb bzw. Vollschritte an den Motor.
rmu schrieb: > Gerhard O. schrieb: > > So ein Unfug... Als Unfug würde ich es nicht gerade abtun. Der Positionsfehler war nach langer Fahrzeit klein, aber vorhanden. Wenn z.B. Nur sehr kleine Mikroschritte innerhalb zweier Hauptschritte ausgeführt werden die den Hauptschritt nicht überschritten, kann man sehr wohl die genaue Position verlieren und es war auch nachprüfbar. Da wegen dem vorhandenen Drehmoment die Achse sich durch die Last dann mechanisch nicht richtig bewegt, gibt es automatisch Fehler. Das ist hauptsächlich auf die Leistungsgrenze des vorhandenen Motors zurückzuführen. Im Nicht-Mikroschritt Modus sind auch nach stundenlangem Gebrauch keine Fehler feststellbar. Die Maschine arbeitet sonst seit über zwanzig Hahren absolut einwandfrei. Ich wollte damals nur ergründen inwieweit Mikroschritt brauchbar ist. Dein Argument ist nur dann richtig wenn der Mikroschrittmotor tatsächlich die Achse genau bewegen kann was ich in meinem Fall verneine. Ich stelle mir vor mit einem viel größeren Motor würde es wahrscheinlich schon im Mikroschritt-Modus funktionieren. > > Schrittverluste kanns aus vielen Gründen geben. Z.b. zu kleiner Motor. > Falsch eingestellter Strom. Zu große Geschwindigkeit. Falsches Timing > der Schritte. Jitter. Unzureichendes Netzteil. Mechanische Resonanzen. > Zu niedrige Spannungen. Überlasteter Treiberchip, der zwischendurch > wegen Übertemperatur abschaltet. Schlechte Verkabelung. etc... Sicher, ist möglich. In meinem Fall, schaltete ich nur den Modus um. Der Motortreiber ist immer noch der A3977 und funktioniert im 1/2 Schrittmodus einwandfrei. Die Netzteile sind für Dauerbetrieb dimensioniert und die Gesamtausführung der Maschine wurde mit ausserster Sorgfalt erstellt und hat sich in 20 Jahren bestens bewährt. Die Führungen sind spielfrei und die Konstruktion (Gantry) verwindungsfrei. Gewicht=70kg. Ist übrigens eine PCB Gravier/Bohr/Routing Maschine ähnlich der früheren Maschinen von LPKF. 80 Löcher/Min mit linearen Z-Achsen Schub. 2000-60000Rpm BLDC Aevox Spindel mit 500W Motor. > > Dass die erreichbare Geschwindigkeit mit Mikroschritten höher sei halte > ich für ein Gerücht. Manche Schrittmotorsteuerungen schalten bei höherer > Schrittfrequenz die Mikroschritte aus und geben Halb bzw. Vollschritte > an den Motor. Im Mikroschritt Modus eliminierte ich die 2:1 Reduzierung. Deshalb die Geschwindigkeitserhöhung:-)
Gerhard O. schrieb: > Mikroschritt geht im Open Loop Verfahren nicht richtig und kannst Du > vergessen. Da verlierst Du mit der Zeit Schritte, weil der Drehmoment > nur im natürlichen Schrittintervall das Maximum erreicht. Der Drehmoment > erreicht nämlich in der Mitte zwischen zwei Hauptschritten ein Minimum. > Dadurch enstehen mit der Zeit absolute akkumulative Schrittfehler kann ich bei mir nicht beobachten, die Maschine fräst ne Stunde ohne einen einzigen Schrittverlust bei 10fach Mikroschritten, mag ein Problem sein wenn das Drehmoment grenzwertig ausgereizt wird
Gerhard O. schrieb: > Im Mikroschritt Modus eliminierte ich die 2:1 Reduzierung. Deshalb die > Geschwindigkeitserhöhung:-) also normal eine 2:1 Untersetzung und im Mikroschrittmodus 1:1? Wenn der Motor das doppelte Drehmoment aufbringen muss und vielleicht nicht kann ist verständlich dass er dann Schritte verliert
Also ich habe die GRBL was das timing angeht auf Standart gelassen, also 10us step time. Durch die Microsteps sind 2200 schritte 1mm fahrweg. Egal wie oft ich das ganze fahre. Komplett habe ich 55cm auf der Y Achse, egal wann und wieweit ich fahre immer genau. Es "verschiebt" sich erst wenn ich z.b. Y von 0 nach 45 fahre und danach von 45 auf 0 dann steht er nicht bei 0 sondern bei 0,5. Auch wenn ich von 45 auf 43 fahre dann steht er bei 43,5. Durch den laufrichtungswechsel habe ich verluste die muss ich irgendwie beseitigen. Der Trafo macht 18V 6A. Der Gleichrichter 8A. Die Motoren betreibe ich mit 1,8A (können 2,8A). Ich kann jetzt schon mit meiner Hand die kraft nur sehr schwer entgegenbringen. Die treiber könnten 2,2A aber ich lese überall das man die nicht auf 100% fahren soll. Geglättet wird das ganze mit zwei 10.000uF Elkos (63V, 105Grad) und jeder Treiber hat nochmal direkt einen 1000uF Elko. Die Treiber haben ihre kühlkörper, der 7812 für den Lüfter auch. Aktiv gekühlt wird das ganze mit einem PC Lüfter. Also Spannungsprobleme sollte ich keine haben. Die Motoren sind durch das Microstep verfahren sehr leise bis garnicht hörbar. :)
Die Idee, dass der Motor Mikroschritte verlieren kann ist leider Quatsch, lieber Gerhard ;-) Du musst mal überlegen was da genau passiert. Wie schon rmu korrekt gesaggt hat, kann ein Schrittmotor nur Vollschritte verlieren. Bei Mikroschrittbetrieb wird er künstlich durch Zwischenstufen der Bestromung beider Motorwicklungen zwischen zwei Schritten in der Schwebe gehalten. Belastet man den Motor hier durch ein bremsendes Drehmoment (es heißt übrigens DAS Drehmoment!), so kann man ihn zwar aus der ihm aufgeprägten Mikroschrittstellung etwas herausbefördern und es entsteht ein gewisser Schlupf, aber das dem Motor durch die Ströme aufgeprägte Magnetfeld bleibt da wo es ist und der Rotor versucht ihm im Rahmen der Vollschritt-Rastpunkte stets zu folgen. Wenn da irgendetwas Mikroschritte verliert dann ist es der Treiber oder sehr wahrscheinlich sogar das, was die Schrittimpulse erzeugt. Also bitte keinen Unfug verbreiten wenn du nicht genau weißt, was abgeht ;-) (nicht böse gemeint)
Gerhard O. schrieb: > Der Positionsfehler war nach > langer Fahrzeit klein, aber vorhanden. Wenn z.B. Nur sehr kleine > Mikroschritte innerhalb zweier Hauptschritte ausgeführt werden die den > Hauptschritt nicht überschritten, kann man sehr wohl die genaue Position > verlieren und es war auch nachprüfbar. Den zweiten Satz verstehe ich nicht. Ausserdem: Gibts den A3977 wirklich schon 20 Jahre? Die Motoren sind u.U. nicht recht linear zwischen zwei Schritten, und die Linearität hängt auch von allem möglichen ab wie Last, Geschwindigkeit, Großwetterlage, ... Das heisst nur, dass die Position zwischen zwei Schritten nicht genau angefahren wird. Summieren kann sich dieser Fehler aber nicht, d.h. diese Positionsungenauigkeit ist immer kleiner als ein Vollschritt. Wenn sich das summiert dann hats was anderes. Eventuell auch zu kleine Setup-Zeit vor Richtungswechsel. Drehmoment im Mikroschrittbetrieb ist ja nur zwischen den einzelnen Mikroschritten kleiner, und das hängt auch von der Position ab. Ob ich den Motor jetzt per Mikroschritten oder mit Vollschritten von einem Vollschritt zum nächsten bewege ändert nichts am Drehmoment, vorausgesetzt die Ansteuerung taugt was. Dazwischen ists mit Vollschritten vielleicht etwas holprig, aber weniger holprig als ohne Mikroschritte. Mikroschritte macht man eh weniger, um die Auflösung zu erhöhen, sondern eher um Anregung von Resonanzen zu vermeiden und Überschwinger kleiner zu machen.
Walter schrieb: Gerhard O. schrieb: > Mikroschritt geht im Open Loop Verfahren nicht richtig und kannst Du > vergessen. Da verlierst Du mit der Zeit Schritte, weil der Drehmoment > nur im natürlichen Schrittintervall das Maximum erreicht. Der Drehmoment > erreicht nämlich in der Mitte zwischen zwei Hauptschritten ein Minimum. > Dadurch enstehen mit der Zeit absolute akkumulative Schrittfehler kann ich bei mir nicht beobachten, die Maschine fräst ne Stunde ohne einen einzigen Schrittverlust bei 10fach Mikroschritten, mag ein Problem sein wenn das Drehmoment grenzwertig ausgereizt wird > Gerhard O. schrieb: >> Im Mikroschritt Modus eliminierte ich die 2:1 Reduzierung. Deshalb die >> Geschwindigkeitserhöhung:-) > > also normal eine 2:1 Untersetzung und im Mikroschrittmodus 1:1? > Wenn der Motor das doppelte Drehmoment aufbringen muss und vielleicht > nicht kann ist verständlich dass er dann Schritte verliert Hallo Walter, vielleicht sollte ich es mit stärkeren Schrittmotoren versuchen. Solange durch mechanische Last keine Mikroschritte verloren gehen, muesste es dann doch funktionieren. Wie groß sind Deine Schrittmotoren? (Type, Drehmoment) Danke für die Hinweise. Das ist schon mal recht ermutigend. Mit den Motoren im Einsatz kann ich ohne Schrittverlust nicht schneller als 20mm/Sekunde traversieren. mfg, Gerhard
rmu schrieb: > Dazwischen ists mit > Vollschritten vielleicht etwas holprig, aber weniger holprig als ohne > Mikroschritte. Fatfingered. Soll heissen, dass es bei Mikroschritten holpriger sein kann als 1/(Anzahl Mikroschritte) suggeriert, aber es ist weniger holprig als bei Vollschritten.
"Der Beitrag kann nicht bearbeitet werden. Eigene Beiträge können bis maximal 60 Minuten nach dem Absenden bearbeitet werden, und nur wenn noch keine Antworten eingetroffen sind." Was ist das denn jetzt für ne Schei***.. Ich hab mir hier grad die Finger Wund geschrieben um genau zu erklären, was bei Mikroschritt eigentlich passiert und wie es sich auf Resonanzen des Motors auswirkt. Da könnte die Forensoftware wenigstens meinen Text nicht einfach ins Nirvana versenken.. grrr
rmu schrieb: > Gerhard O. schrieb: >> Der Positionsfehler war nach >> langer Fahrzeit klein, aber vorhanden. Wenn z.B. Nur sehr kleine >> Mikroschritte innerhalb zweier Hauptschritte ausgeführt werden die den >> Hauptschritt nicht überschritten, kann man sehr wohl die genaue Position >> verlieren und es war auch nachprüfbar. > > Den zweiten Satz verstehe ich nicht. Ausserdem: Gibts den A3977 wirklich > schon 20 Jahre? Natuerlich nicht. Das Projekt fing vor fast 20 Jahren in 1995 an. Damals arbeitet ich mit L297/L298 vom Druckerport gesteuert. Die Maschine wurde in erst 1997 vollkommen einsatzfähig. Mit dem A3977 beschäftigte ich mich erst viel später. In jüngster Zeit hatte ich recht gute Erfolge mit dem ST L6470 in einem anderen Projekt. > > Die Motoren sind u.U. nicht recht linear zwischen zwei Schritten, und > die Linearität hängt auch von allem möglichen ab wie Last, > Geschwindigkeit, Großwetterlage, ... Ich verstehe;-) > > Das heisst nur, dass die Position zwischen zwei Schritten nicht genau > angefahren wird. Summieren kann sich dieser Fehler aber nicht, d.h. > diese Positionsungenauigkeit ist immer kleiner als ein Vollschritt. Wenn > sich das summiert dann hats was anderes. Eventuell auch zu kleine > Setup-Zeit vor Richtungswechsel. Dann konnte in meinem Fall höchstwahrscheinlich nur die mechanische Last dafür verantwortlich sein. Leider habe ich keine Ballscrews und die Friktion ist hoch. Stärkere Motoren würden dann voraussichtlich bessere Ergebnisse ergeben. Vielleicht sollte ich mal für stärkere Motoren recherchieren. > > Drehmoment im Mikroschrittbetrieb ist ja nur zwischen den einzelnen > Mikroschritten kleiner, und das hängt auch von der Position ab. Ob ich > den Motor jetzt per Mikroschritten oder mit Vollschritten von einem > Vollschritt zum nächsten bewege ändert nichts am Drehmoment, > vorausgesetzt die Ansteuerung taugt was. Dazwischen ists mit > Vollschritten vielleicht etwas holprig, aber weniger holprig als ohne > Mikroschritte. 100% ACK > > Mikroschritte macht man eh weniger, um die Auflösung zu erhöhen, sondern > eher um Anregung von Resonanzen zu vermeiden und Überschwinger kleiner > zu machen. Dieselbe Erfahrung habe ich auch gemacht.
Paul H. schrieb: > "Der Beitrag kann nicht bearbeitet werden. Eigene Beiträge können bis > maximal 60 Minuten nach dem Absenden bearbeitet werden, und nur wenn > noch keine Antworten eingetroffen sind." > > Was ist das denn jetzt für ne Schei***.. Ich hab mir hier grad die > Finger Wund geschrieben um genau zu erklären, was bei Mikroschritt > eigentlich passiert und wie es sich auf Resonanzen des Motors auswirkt. > Da könnte die Forensoftware wenigstens meinen Text nicht einfach ins > Nirvana versenken.. grrr Hatte dieses Problem auch schon.
Rene, du arbeitest doch mit GRBL, wenn Du Schritte verlierst liegt das häufig an zu hohen Beschleunigungswerten. Setze mal "x accel, mm/sec^2" kräftig runter und fang mal vorsichtig mit z.B. einem Wert von 3 an und dann langsam, also zuerst mal: $120=3.000 $121=3.000 $122=3.000
Rene H. schrieb: > Durch die Microsteps sind 2200 schritte 1mm fahrweg. Das kann fast nicht sein. 2mm Spingelsteigung und 200 Vollschritte pro Umdrehung würde heissen 1mm -> 1/2 Umdrehung -> 100 Vollschritte, 2200/100 wären dann 22 Mikroschritte... Umkehrspiel sollte bei neuer Spindel und Mutter nicht 0,5mm sein. Das Umkehrspiel sieht man, wenn man mit der Hand den Schlitten genauso hin und her bewegen kann. Vorsicht bei langen TR10x2, nicht zu fest drücken, die knicken leicht. Wenns da ein merkbares Spiel gibt ist die Mutter und eventuell auch die Spindel hinüber. Wenns kein Spiel gibt hats was anderes. Wahrscheinlich zwickt irgendwo was und/oder der Motor blockiert beim Beschleunigen kurz. Dünne Spindeln neigen recht schnell zum Schwingen, was die Schrittmotoren dann recht schnell mit kurzem Blockieren quittieren. Wann was wo wie schwingt hängt dann auch von der Position der Mutter ab.
Paul H. schrieb: > Die Idee, dass der Motor Mikroschritte verlieren kann ist leider > Quatsch, lieber Gerhard ;-) > > Du musst mal überlegen was da genau passiert. Wie schon rmu korrekt > gesaggt hat, kann ein Schrittmotor nur Vollschritte verlieren. Bei > Mikroschrittbetrieb wird er künstlich durch Zwischenstufen der > Bestromung beider Motorwicklungen zwischen zwei Schritten in der Schwebe > gehalten. Belastet man den Motor hier durch ein bremsendes Drehmoment > (es heißt übrigens DAS Drehmoment!), so kann man ihn zwar aus der ihm > aufgeprägten Mikroschrittstellung etwas herausbefördern und es entsteht > ein gewisser Schlupf, aber das dem Motor durch die Ströme aufgeprägte > Magnetfeld bleibt da wo es ist und der Rotor versucht ihm im Rahmen der > Vollschritt-Rastpunkte stets zu folgen. > > Wenn da irgendetwas Mikroschritte verliert dann ist es der Treiber oder > sehr wahrscheinlich sogar das, was die Schrittimpulse erzeugt. > > Also bitte keinen Unfug verbreiten wenn du nicht genau weißt, was abgeht > ;-) (nicht böse gemeint) Hallo Paul, vielen Dank für Deine Einsichten. Was Du sagst klingt überzeugend. Höchstwahrscheinlich war der Motor zu schwach um die Friktion im Mikrostep Betrieb zu überwinden und die Schritte gingen einfach mechanisch verloren. Ich stelle mir das so vor. Der Motor bekommt z.B. im 1/8 Betrieb, sagen wir +4 Schritte, dann -2, dann wieder +6. Wenn nun wegen Friktion sichj die Achse nicht wirklich bewegt, dann muß doch die Position verloren gehen. Oder sehe ich das immer noch falsch? Da die Motorenströme im Mikrostep Modus linear verlaufen, überkommt bei hoher Last der Motor scheinbar die Friktion nicht richtig. (Du hast es mir zwar erklärt). Irgendwie ist da irgend etwas ungeklärt: Im Step Modus läuft es immer einwandfrei. Nach längerer Fahrdistanz (eine komplette Platine gebohrt) verliere ich im Mikrostep Modus an die 0.5-1mm. (Das heißt, der Nullpunkt hat sich endlich um diesen Betrag verschoben). Intuitiv tippe ich auf zu kleinen (schwachen) Motor. Ich hätte fast Lust mir einen stärkeren Motor zu bestellen um zu ergründen ob das alleine die Ursache war. (Werde berichten) Daß der A3977 Mist macht, kann ich eigentlich nicht glauben. > Also bitte keinen Unfug verbreiten wenn du nicht genau weißt, was abgeht > ;-) (nicht böse gemeint) Ist OK! Gruss, Gerhard
Angehängte Dateien:
-

E40_Topside.jpg
260 KB -

E40_Closeup1.jpg
200 KB -

E40_teeth.jpg
210 KB
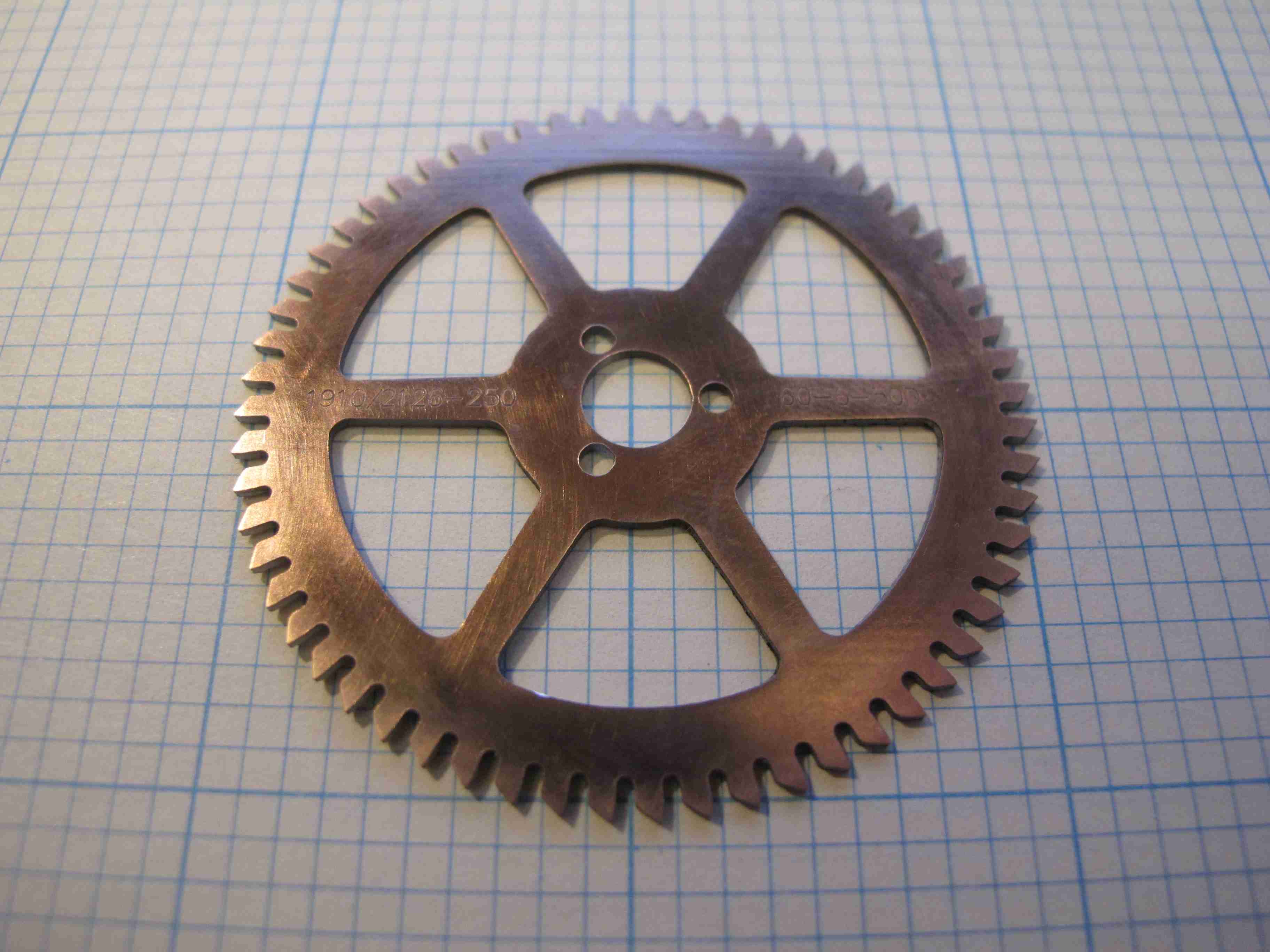


Falls von Interesse, sind im Anhang ein paar Bilder von einem Impuls Antriebsrad für ein experimentelles Uhrwerk. Es hat 120 Zähne und wird von zwei elektromagnetisch bewegten Stiften 120 mal pro Minute weiter geschaltet. Ich erstellte die CAM-Daten mittels Protel99SE. Wurde in ein paar Minuten fertig gefräst. mfg, Gerhard
Paul H. schrieb: > Ich hab mir hier grad die > Finger Wund geschrieben um genau zu erklären, was bei Mikroschritt > eigentlich passiert und wie es sich auf Resonanzen des Motors auswirkt. Wenn das wen wirklich interessiert, google ist nur einen Mausklick entfernt, und in 2 Minuten findet man da genug brauchbare Erklärungen. Gerhard O. schrieb: > Dann konnte in meinem Fall höchstwahrscheinlich nur die mechanische Last > dafür verantwortlich sein. Leider habe ich keine Ballscrews und die > Friktion ist hoch. Stärkere Motoren würden dann voraussichtlich bessere > Ergebnisse ergeben. Vielleicht sollte ich mal für stärkere Motoren > recherchieren. Kann auch eine Resonanz sein, die den Motor kurz blockiert. Oder ganz was anderes. Kugelumlaufspindeln kosten nicht mehr die Welt (die chinesischen halt, sind aber immer noch besser als eine Trapezspindel), und eliminieren gleich einen Haufen Probleme. Falls die Maschine noch mit einem Druckerport angesteuert wird: das ist u.U. auch nicht unproblematisch, vor allem wenn man höhere Frequenzen ausgeben will/muss. Meine LinuxCNC-Kisten haben beim Testen einen timer-IRQ-Jitter von teilweise 30000ns und mehr, bei 10kHz Schrittfrequenz ist das auf die Periodendauer von 100µs doch schon 30 Prozent auf und ab. Viel besser als 10000ns wirds ein PC nicht schaffen wenn ausser dem Schrittgenerator auch sonst was laufen soll (GUI, ...).
rmu schrieb: > Paul H. schrieb: >> Ich hab mir hier grad die >> Finger Wund geschrieben um genau zu erklären, was bei Mikroschritt >> eigentlich passiert und wie es sich auf Resonanzen des Motors auswirkt. > > Wenn das wen wirklich interessiert, google ist nur einen Mausklick > entfernt, und in 2 Minuten findet man da genug brauchbare Erklärungen. > > Gerhard O. schrieb: >> Dann konnte in meinem Fall höchstwahrscheinlich nur die mechanische Last >> dafür verantwortlich sein. Leider habe ich keine Ballscrews und die >> Friktion ist hoch. Stärkere Motoren würden dann voraussichtlich bessere >> Ergebnisse ergeben. Vielleicht sollte ich mal für stärkere Motoren >> recherchieren. > > Kann auch eine Resonanz sein, die den Motor kurz blockiert. Oder ganz > was anderes. Kugelumlaufspindeln kosten nicht mehr die Welt (die > chinesischen halt, sind aber immer noch besser als eine Trapezspindel), > und eliminieren gleich einen Haufen Probleme. Ich wollte immer schon Kugelumlaufspindeln verwenden. Leider waren sie mir in 1995 viel zu teuer und konnte sie mir damals nicht leisten. Das erforderliche Drehmoment und Motorleistung wären dann deutlich niedriger. > > Falls die Maschine noch mit einem Druckerport angesteuert wird: das ist > u.U. auch nicht unproblematisch, vor allem wenn man höhere Frequenzen > ausgeben will/muss. Meine LinuxCNC-Kisten haben beim Testen einen > timer-IRQ-Jitter von teilweise 30000ns und mehr, bei 10kHz > Schrittfrequenz ist das auf die Periodendauer von 100µs doch schon 30 > Prozent auf und ab. Viel besser als 10000ns wirds ein PC nicht schaffen > wenn ausser dem Schrittgenerator auch sonst was laufen soll (GUI, ...). Ich verwende die Juergen Seebach Software (Driver) auf einem sehr alten Toshiba SX3200 unter MSDOS. (Jitter sollte da eigentlich nicht passieren koennen) INCAM für die Aufbereitung und Isolierung der Gerber Dateien auf HP-GL. Mann, Oh, Mann! der Thread arbeitet sich in richtige Arbeit aus;-) Jetzt bekomme ich fast wieder Lust dem Problem endgültig auf den Leib zu rücken oder zumindest ergründen was die tatsächliche Ursache meines damaligen Mißerfolgs war. Vielen Dank für Eure Resonanz und Hilfe! Gerhard
hm schrieb: > Rene, du arbeitest doch mit GRBL, wenn Du Schritte verlierst liegt das > häufig an zu hohen Beschleunigungswerten. > Setze mal "x accel, mm/sec^2" kräftig runter und fang mal vorsichtig mit > z.B. einem Wert von 3 an und dann langsam, also zuerst mal: > $120=3.000 > $121=3.000 > $122=3.000 Wofür sind denn die werte genau!?
Gerhard O. schrieb: > Ich stelle mir das so vor. Der Motor bekommt z.B. im 1/8 Betrieb, sagen > wir +4 Schritte, dann -2, dann wieder +6. Wenn nun wegen Friktion sichj > die Achse nicht wirklich bewegt, dann muß doch die Position verloren > gehen. Je nach Ausgangslage sollte der Motor da irgendwann einen Schritt in die + Richtung machen. Was man leicht übersieht: vor einem Richtungswechsel brauchen die Stepper-Driver eine gewisse Vorwarnzeit, d.h. das Richtungssignal muss sich eine gewisse Mindestzeit vor dem Schritt ändern, sonst geht der Schritt mechanisch in die falsche Richtung. Eventuell wird auch der Reset-Eingang des A3977 irgendwie unabsichtlich angesteuert? Dann vergisst der A3977 die aktuelle Mikroschritt-Position, der Motor fällt auf die nächste Vollschritt-Position, und die dazwischenliegenden Mikroschritte sind verloren. Gerhard O. schrieb: > Da die Motorenströme im > Mikrostep Modus linear verlaufen, überkommt bei hoher Last der Motor > scheinbar die Friktion nicht richtig. Die Ströme stehen im A3977 Datenblatt. Linear würd ich die nicht nennen. Ströme bei Vollschritt 1 und Mikroschritt 5 sind ident, dittobei 2/13, 3/21 und 4/29.
Gerhard O. schrieb: > Mann, Oh, Mann! > > der Thread arbeitet sich in richtige Arbeit aus;-) ja, weil Du nur hier Deine eigenen Arbeiten dringend vorstellen willst, vollkommen am Thema vorbei. Dem Rene ist mit Deinem Gelaber nicht geholfen.
rmu schrieb: > Gerhard O. schrieb: >> Ich stelle mir das so vor. Der Motor bekommt z.B. im 1/8 Betrieb, sagen >> wir +4 Schritte, dann -2, dann wieder +6. Wenn nun wegen Friktion sichj >> die Achse nicht wirklich bewegt, dann muß doch die Position verloren >> gehen. > > Je nach Ausgangslage sollte der Motor da irgendwann einen Schritt in die > + Richtung machen. > > Was man leicht übersieht: vor einem Richtungswechsel brauchen die > Stepper-Driver eine gewisse Vorwarnzeit, d.h. das Richtungssignal muss > sich eine gewisse Mindestzeit vor dem Schritt ändern, sonst geht der > Schritt mechanisch in die falsche Richtung. Das heißt also, die Treibersoftware muß das idealerweise berücksichtigen. > > Eventuell wird auch der Reset-Eingang des A3977 irgendwie unabsichtlich > angesteuert? Dann vergisst der A3977 die aktuelle Mikroschritt-Position, > der Motor fällt auf die nächste Vollschritt-Position, und die > dazwischenliegenden Mikroschritte sind verloren. Der Reset Eingang ist gesichert. Das kann ich im Augenblick nicht nachvollziehen. Möglich wäre es. > > Gerhard O. schrieb: >> Da die Motorenströme im >> Mikrostep Modus linear verlaufen, überkommt bei hoher Last der Motor >> scheinbar die Friktion nicht richtig. > > Die Ströme stehen im A3977 Datenblatt. Linear würd ich die nicht nennen. > Ströme bei Vollschritt 1 und Mikroschritt 5 sind ident, dittobei 2/13, > 3/21 und 4/29. Ich meinte "Linear" im weitesten Sinn. Du hast natürlich recht. Die Moral von der Geschicht: Umstellung auf Mikro-stepping bedarf gründlicher Vorarbeit, Studium und Testen. So ganz einfach eine Maschine umzustellen wie ich das damals wollte, ist nicht ganz so einfach wie man sich wünscht. Möglicherweise müßte auch die Treibersoftware modifiziert werden um allen Gegebenheiten Rechnung zu tragen. Was mich interessieren würde, eine Closed Loop Steuerung mit den relative billigen linearen Messgebern der Firma iGAge zu entwerfen. Mit der 21-bit Schnittstelle könnte man eine MCU basierte Closed Loop Steuerung konzipieren. Diese Meßgeber haben 0.01mm Auflösung oder 0.0005". Nicht ganz so viel wie die Auflösung meiner Maschine mit 0.00025", ist aber für viele Zwecke ausreichend. mfg, Gerhard
hm schrieb: > Gerhard O. schrieb: >> Mann, Oh, Mann! >> >> der Thread arbeitet sich in richtige Arbeit aus;-) > > ja, weil Du nur hier Deine eigenen Arbeiten dringend vorstellen willst, > vollkommen am Thema vorbei. > Dem Rene ist mit Deinem Gelaber nicht geholfen. Da hast Du leider nicht ganz unrecht. Ich hatte ja schon ein schlechtes Gewissen. Auf der anderen Seite, ist das Thema der Motor Steuerprobleme potentiell auch für Rene etwas relevant.
Rene H. schrieb: >> Setze mal "x accel, mm/sec^2" kräftig runter und fang mal vorsichtig mit >> z.B. einem Wert von 3 an und dann langsam, also zuerst mal: >> $120=3.000 >> $121=3.000 >> $122=3.000 > > Wofür sind denn die werte genau!? Die sagen dem GRBL, wie schnell er die Geschwindigkeit der Achsen ändern kann. 3mm/s² heisst dass sich die Geschwindigkeit der Achse jede Sekunde maximal um 3mm/s ändern darf. Nennt man auch Beschleunigung ;-)
Achso :) Ich habe jetzt mal ein paar tests getätigt. Schön keine Nachbarn zu haben :) Also ich glaube zu wissen woran es liegt. Bevor ich nun alles genau einstelle etc werde ich mich morgen nochmal an die mechanik machen. Mir ist gerade aufgefallen das sich der "arm" der Z Achse, also da wo die Aufnahme an der X Achse ist sich um 1-2 mm nach links und rechts bewegen lässt. Y und Z haben 0 spiel. Naja, also nicht bemerkbaren spiel. 0,1/0,2 mm das kommt ja durch die Führungsschienen. Mir ist nun aufgefallen das die Schlitten nicht fest an der Aufnahme sitzen. Die schlitten selber bewegen sich nicht auf der schiene jedoch habe ich spiel zwischen der Platte und den Schlitten. Ich vermute jetzt mal das die Bohrungen für die Schlitten zu groß sind so das diese Spiel haben oder aber das ich nur 2 Schlitten (1 oben, 1 unten) anstatt 4, also 2 pro Schiene verwendet habe und das ganze so zuviel Spiel hat. Ich werde die Z Achse morgen mal demontieren und mir das ganze nochmal ansehen. Bei der Gelegenheit montiere ich auch direkt den Ringkern ;)
Rene H. schrieb: > Y und Z haben 0 spiel. Naja, also nicht bemerkbaren spiel. 0,1/0,2 mm > das kommt ja durch die Führungsschienen. Rene, Was sind das für Schienen? Möchte mir das mal näher anschauen. Vielleicht kann man durch einen Trick (Mechanische Vorspannung?) das Spiel reduzieren. Für PCB herstellen ist das schon sehr kritisch. Wollte Dich übrigens nicht ignorieren, manchmal passiert das. Nichts für ungut. Die GRBL Software kenne ich leider nicht. Beim Trafo übersah ich, daß der ja in der Basiseinheit lebt und nicht an der Seite aufgebaut ist. Ich spreche von eigenen schlechten Erfahrungen, wo mir das mal aktuell passierte. Leider sah ich mir das dritte Bild von der Gesamtkonstruktion nicht an;-( Gruß, Gerhard
Rene H. schrieb: > Ich vermute jetzt mal das die Bohrungen für > die Schlitten zu groß sind Falls das Schraubverbindungen ins MDF sind: die werden nicht halten, schon gar nicht, wenn man mehrmals in das selbe Loch schraubt.
Gerhard O. schrieb: > vielleicht sollte ich es mit stärkeren Schrittmotoren versuchen. > Solange durch mechanische Last keine Mikroschritte verloren gehen, > muesste es dann doch funktionieren. Wie groß sind Deine Schrittmotoren? > (Type, Drehmoment) ich habe NEMA23 Motoren mit 3Nm, direkt an die Spindeln mit 5mm Steigung angekoppelt, die ENdstufen M542 schaffen 3A Dauerbelastung, betrieben werden sie mit 42V das Problem was schon jemand erwähnt hat hatte ich auch: die Richtungsumschaltung muss einige Zeit vor einem neuen Step erfolgen, wenige mikrosec reichten nicht
Walter schrieb: > Gerhard O. schrieb: >> vielleicht sollte ich es mit stärkeren Schrittmotoren versuchen. >> Solange durch mechanische Last keine Mikroschritte verloren gehen, >> muesste es dann doch funktionieren. Wie groß sind Deine Schrittmotoren? >> (Type, Drehmoment) > > ich habe NEMA23 Motoren mit 3Nm, direkt an die Spindeln mit 5mm Steigung > angekoppelt, die ENdstufen M542 schaffen 3A Dauerbelastung, betrieben > werden sie mit 42V > > das Problem was schon jemand erwähnt hat hatte ich auch: die > Richtungsumschaltung muss einige Zeit vor einem neuen Step erfolgen, > wenige mikrosec reichten nicht Hallo Walter, Danke für die Infos. Meine Motoren sind auch NEMA23 unbekannter Herkunft über 2:1 Zahnriemenuntersetzung auf 0.2" zweigängige Leadscrews mit 800 Scritte pro Umdrehung oder 4000 Schritte/inch. Wie hoch sind Deine Motoren? Meine sind nur an die 5cm. Ich habe extra Hohe im Internet gesehen. Da die Motore im 1/2 Schritt Betrieb aber einwandfrei laufen kann man prinzipiell davon ausgehen dass sie ein ausreichendes Drehmoment haben und das Problem höchstwahrscheinlich unzureichende Richtungsänderung Umschaltverzögerung ist. Sind Deine Mototreiber Eigenbau oder kommerziell? Wenn bei mir die Richtungsumschaltungs Verzögerung die Ursache ist, dann stehe ich vor einem Software Problem. Dann müßte ich mir nach einer Software suchen, die die Umschaltverzögerung miteinbezogen hat. Selberschreiben wäre natürlich auch möglich. Wie Du obenstehend bestmmt gelesen hast bin ich (zu Recht) kritisiert worden den Thread für meine Thematik mißbraucht zu haben. Vielleicht sollte ich das Feld hier räumen und einen neuen Thread anfangen. Nachtrag: beim Frühstück fiel mir ein, dass ich noch meinen Testaufbau L6470+Controller habe. Da kann ich Verzögerungen selber Programmmieren und versuche diesbezüglich anstellen um Deine Vermutung zu untersuchen. Wenn ich die Testachse 100 Mal hin und her laufen lassen und dann die Position des Endpunkts überprüfe sollte sich herausstellen was da eigentlich vor sich geht. Deine M542 sehen vielversprechend aus und sind nicht mal sehr teuer. Habe gerade einen neuen Thread aufgemacht: Beitrag "CNC Maschine Antriebsprobleme Diskussion" Gruß, Gerhard
Paul H. schrieb: > Was ist das denn jetzt für ne Schei***.. Ich hab mir hier grad die > Finger Wund geschrieben um genau zu erklären, was bei Mikroschritt > eigentlich passiert und wie es sich auf Resonanzen des Motors auswirkt. > Da könnte die Forensoftware wenigstens meinen Text nicht einfach ins > Nirvana versenken.. grrr Dagegen gibts, falls Du mit Firefox unterwegs bist ein Addon namens Lazarus. Wie weiter weis ich nicht. Hat mir aber schon oft aus der Patsche geholfen.
So, ich habe nun alles gemacht und getan. Das Spiel der X Achse ist beseitigt aber trotzdem habe ich durch das Umkehrspiel extrem viel Spiel. Ich weiss einfach nicht mehr wie ich diesen noch beseitige. Was kann ich dagegen nun machen!? Ich kriege das Umkehrspiel nicht beseitigt :(
Rene H. schrieb: > Das Spiel der X Achse ist > beseitigt aber trotzdem habe ich durch das Umkehrspiel extrem viel > Spiel. Ich weiss einfach nicht mehr wie ich diesen noch beseitige. > > Was kann ich dagegen nun machen!? Ich kriege das Umkehrspiel nicht > beseitigt :( Ist das Spiel in der Befestigung der Schlitten oder an der Mutter? Was für Spindeln/Muttern verwendest du?
Hallo, An den Schitten/Schienen ist fast 0 spiel. http://www.neff-gewindetriebe.de/img/products/spindelmutter.jpg Solche. 12mm Trapezgewindespindel mit 2mm steigung. Und die Muttern, wie da auf dem Bild. In EMC gibts z.b. im Programm "backlash Compensation" aber bei QCad oder Target gibts das nicht :( Man muss das doch irgendwie compensieren können. Eine normale Gewindestange hat da viel viel weniger Spiel. Als Beispiel: G00X1 - X bewegt sich 1mm G00X0 - Motor dreht kurz, Spindel auch, Ache bewegt sich nicht G00X1 - Motor dreht kurz, Spindel auch, Ache bewegt sich nicht Aber: G00X1 - x bewegt sich G00X2 - x bewegt sich weiter G00X3 - x geht wieder weiter G00X2 - motor dreht, spindel auch, Achse bewegt sich nicht G00X1 - x bewegt sich wieder G00X0 - x bewegt sich So, das jetzt nur grob aber X steht jetzt bei 1 anstatt am startpunkt 0
Rene H. schrieb: > In EMC gibts z.b. im Programm "backlash Compensation" aber bei QCad oder > Target gibts das nicht :( > > Man muss das doch irgendwie compensieren können. > > Eine normale Gewindestange hat da viel viel weniger Spiel. EMC ist vergleichbar mit dem was GRBL tut, im QCad muss man da nix kompensieren. Check mal, ob die Mutter vernünftig befestigt ist und auch sitzt (sich nicht rührt). Man kann eine zweite Mutter aufs Gewinde geben und gegen die erste verspannt befestigen - Umkehrspiel ist dann weg.
Rene H. schrieb: > Als Beispiel: [...] > So, das jetzt nur grob aber X steht jetzt bei 1 anstatt am startpunkt 0 Du hast nichts geschrieben, ob man den Schlitten mit der Hand bewegen kann (in der Größe des Umkehrspiels). Falls man das nicht kann, dann gibts kein Umkehrspielk, sondern dann ist deine Maschine so weich, dass sie sich beim Umkehren erst in die andere Richtung durchbiegen muss, bevor sie sich was bewegt.
Ähm. Wenn ich die Spindel mit der hand hin und her drehe dann sehe ich doch ab wann die mutter sich wieder anfängt zu bewegen. Die Mutter hat Spiel auf der Trapezspindel. Und das compensieren Programme mit der BACKLASH COMPENSATION. Nur das gibts in der GRBL nicht. Also müsste ich mir das Spiel ausmessen und in der GRBL den Code anpassen. In etwa so das nach einem richtungswechsel x steps ausgeführt werden und erst dann wieder die steps die kommen sollen.
Rene H. schrieb: > Ähm. Wenn ich die Spindel mit der hand hin und her drehe dann sehe ich > doch ab wann die mutter sich wieder anfängt zu bewegen. wie sieht man das. Backlash-Kompensation in Software ist Pfusch, wohin willst kompensieren, wenn die Maschine eine Bewegung quer zu der fraglichen Achse machen soll? Im schlimmsten Fall wackelt dann alles um das Umkehrspiel hin und her. Wie ist die Spindel an den Enden gelagert? wenn die einfach nur auf die Motorwelle angeflanscht ist, dann gehen die Kräfte auf die Motorlager, manche Schrittmotoren hab da von Haus aus schon ein Spiel von 1-2mm bzw. können keine axialen Kräfte auf der Welle aufnehmen. Wenn sich der Schlitten mit der Hand nicht hin und herschieben lässt hast kein Problem mit dem Umkehrspiel an der Mutter, sondern eins mit einer sich verbiegenden "Maschine". Oder ganz was anderes.
Du meinst das sich zuerst die Spindel hin und her bewegt bis auf widerstand und weil sie ja dann nicht weiter kann sich dann erst die Achse bewegt!? Also per Hand rückt sich da nichts. Da ist alles bombenfest. Die Stepperachse lässt sich vor und zurückbewegen. So 0,5-1mm das könnte passen. Die Spindel liegt einmal mit ner kupplung direkt an der Motorwelle an und auf der anderen Seite mittels Kugellager gelaggert.
Rene H. schrieb: > G00X0 - Motor dreht kurz, Spindel auch, Ache bewegt sich nicht Dann würde ich mal die Mutter un der Kupplung festschrauben. Im übrigen darf sich der Motor, wenn zuvor korrekt genullt wurde, sich bei G00X0 der Motor nicht bewegen.
Ich fahre von 0 nach 10 und dann von 10 wieder zu 0 also G00X0 - es passiert nichts G00X10 - motor dreht, achse fährt 10mm G00X0 - motor dreht, achse fährt zurück Stimmt ja alles, nur er fährt von 0 nach 10 und dann von 10 nach 1 Also der motor und die spindel drehen sich aber erst nach einer umdrehung fängt erst an die achse sich zu bewegen. Also beim richtungswechsel geht eine umdrehung ins leere
Rene H. schrieb: > Also der motor und die spindel drehen sich aber erst nach einer > umdrehung fängt erst an die achse sich zu bewegen. > > Also beim richtungswechsel geht eine umdrehung ins leere Das liegt an deiner Käse Konstruktion. Du wolltest ja auf niemanden hier hören. Jetzt hast Du deine Schwabbelfräse. Nun schau zu wie Du mit deinem Starrsin weiter klar kommst.
So, jetzt habe ich bei jedem richtungswechsel genau 0,5mm "verlust". Nach dem richtungswechsel und dem 0,5mm verlust stimmt dann wieder alles genau. G00X1, G00X2, G00X3 fährt immer genau 1mm dann Noch G00X3, G00X2, G00X1, G00X0 fährt wie folgt: steht, 0,5mm, 1mm, 1mm Danach steht er dann nicht bei X0 sondern bei X0.5. Laut Library aber bei X0. Also vom Code her stimmt alles. 0,5mm ist aber definitiv zuviel. Das macht bei zehn richtungswechseln 5mm. Damit könnte man höchstens nach dem Druckerprizip arbeiten und "zeilenweise" fräsen und jedesmal zum nullpunkt + 0.5 fahren um so immer wieder 100% bei 0 zu beginnen und Y immer nur auf die breite des Fräsers vorfahren.
Rene H. schrieb: > Das macht bei zehn richtungswechseln 5mm. Damit könnte man höchstens > nach dem Druckerprizip arbeiten und "zeilenweise" fräsen und jedesmal > zum nullpunkt + 0.5 fahren um so immer wieder 100% bei 0 zu beginnen und > Y immer nur auf die breite des Fräsers vorfahren. Probiers aus. Der Fehler vom Umkehren summiert sich nicht. Wenn doch, dann woanders suchen (Schrittverluste). Mit dieser Konstruktion eine Position auf 0,5mm genau anfahren zu können ist eh nicht schĺecht.
Rene H. schrieb: > Die Stepperachse lässt sich vor und zurückbewegen. So 0,5-1mm das könnte > passen. > > Die Spindel liegt einmal mit ner kupplung direkt an der Motorwelle an > und auf der anderen Seite mittels Kugellager gelaggert. bin ich blind oder vermisse ich ich hier ein Festlager ????? Wie soll das bitte funktionieren ? Wie kann die Spindel in Längsrichtung Spiel haben ? Das spiel der Stepperachse ist völlig wurscht, es sei denn er hat Blödsinn gebaut. Zeig mal Bilder von der Lagerung der Spindeln.
nur damit er weiß wovon hier geredet wird. Festlager: http://www.google.de/imgres?imgurl=http%3A%2F%2Fwww.ivp-thurner.de%2FLagereinheiten%2Fgehause%2Fgehbilder%2Ffestgeh10b.gif&imgrefurl=http%3A%2F%2Fwww.ivp-thurner.de%2FLagereinheiten%2Fgehause%2Fgehfest.htm&h=267&w=398&tbnid=TU8yOI6xl3BntM%3A&zoom=1&docid=UcrykFwXlLFq_M&ei=4lYlVej8PMaLsgGM2IC4Bg&tbm=isch&iact=rc&uact=3&dur=439&page=2&start=13&ndsp=20&ved=0CGkQrQMwEQ Das Loselager hat dann meist nur ein Kugellager
sorry Link war falsch http://www.skf.com/de/products/bearings-units-housings/ball-bearings/principles/application-of-bearings/bearing-arrangements/index.html
Angehängte Dateien:
-

Festager.jpg
160 KB
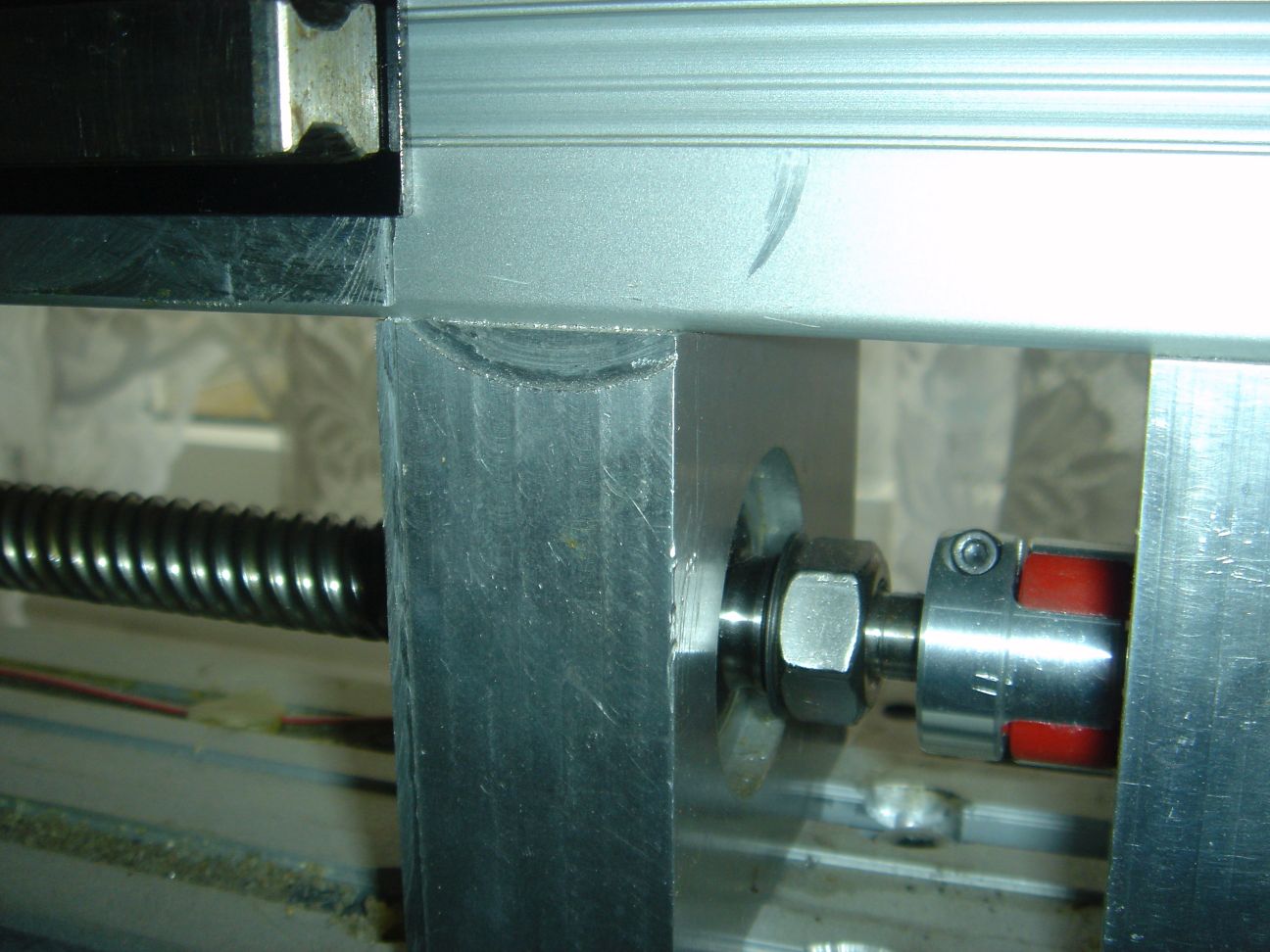
mal ein Bild. Rechts und links im Alublock sitzt ein Lager. Allerdings war das Gewinde zu kurz. Deswegen musste ich einen Distanzring einbauen. Der Innenring eines Kugellagers ist dafür ideal, weil plan.
ja die Nuten in den Profilen wurden mit Polymerbeton gefüllt um die Stabilität zu erhöhen. :-))
Stephan schrieb: > ja die Nuten in den Profilen wurden mit Polymerbeton gefüllt um die > Stabilität zu erhöhen. :-)) sweet :-D
Wollmilchsau schrieb: > Stephan schrieb: >> Polymerbeton gefüllt > > Wo hast du denn das her? Eigentlich brauchst Du nur vernünftigen Harz. Der Rest ist ein Gemisch aus Steinen unterschiedlicher Größe. Im Baumarkt gibt es zB. im Poolbereich Quarzsand. Dazu Kies in aufsteigender Körnung. Es gibt auch fertige Mischungen zB. silimix. So was haben Firmen die Straßenbau machen und Brücken ausbessern. Ich habe mir eine "Siebline" besorgt 0,5-1mm ist ein Sack Kies mit definierter Körnung. Das Problem sind immer Kleinmengen bis 50kg.
Hat die Polymerbetongeschichte zu spürbaren Unterschieden geführt? Wäre ja echt eine Überlegung wert. Aber ich stell mir das nicht allzu einfach vor die Profile allseitig zu befüllen, man muss sie ja 4 mal wenden und jede Rille einzeln befüllen, oder?
ps.: ein Bekannter von mir hat seine Profile wenn ich mich richtig erinnere mit Vinylharz ausgegossen. Der hatte eine noch höhere Festigkeit als Epoxi.
Paul H. schrieb: > Hat die Polymerbetongeschichte zu spürbaren Unterschieden geführt? Wäre > ja echt eine Überlegung wert. Aber ich stell mir das nicht allzu einfach > vor die Profile allseitig zu befüllen, man muss sie ja 4 mal wenden und > jede Rille einzeln befüllen, oder? ja es ist eine Sauerei und dauert entsprechend. zumal meiner eine Topfzeit von 4 Std. hatte. Mit 30 Min. Harz bist Du gut dran. Der harz hat aber nur ca. 5% Anteil an der Gesamtmasse. Ja es bringt deutlich mehr Steifigkeit. Vor allem die Großen Kammern. Ich hatte 40x90 Profile. Alles gut mit einem Stampfer fest einbringen. ACHTUNG !! An eine zukünftige Kabelverlegung durch die Hohlräume oder Nuten denken. Ich hatte nicht daran gedacht.. :-((
Verzieht es das Profil nicht beim Aushärten, wenn man immer nur eine Seite füllt ?
so, nun läuft endlich alles so wie es soll :) Nur das der Treiber der Z Achse manchmal aussetzer hat da der Heiß wird. Wenn er nicht heiß wird läuft alles 1A. Naja, muss mir da noch was mit der kühlung überlegen. Problem ist, wie schon bereits angesprochen das der Kühlkörper unten anstatt oben angebracht wird. Naja, werden morgen mal jedem Treiber einen eigenen Kühler können.
Rene H schrieb: > Nur das der Treiber der Z Achse manchmal aussetzer hat da der Heiß wird. > Wenn er nicht heiß wird läuft alles 1A. > > Naja, muss mir da noch was mit der kühlung überlegen. Problem ist, wie > schon bereits angesprochen das der Kühlkörper unten anstatt oben > angebracht wird. Da kann ich mir die Schadenfreude nicht verkneifen. Merkst Du endlich jetzt, dass die Vorschläge mit gescheiten Treiber Boards nicht von ungefähr kamen? Aber Du konntest ja nicht hören. Köstlich!
ja, ich gebe es ja zu, ist ja auch in Ordnung. Nun mus ich sehen wie ich das hinkriege. Jedoch lagen hier viel mehr zweifel. Also egal was ich mache läuft alles top. Ich kann es zwar nicht auf komma X mm nachmessen aber meine gewünschte toleranz halte ich ein. Also MDF hin oder her, das ergebnis ist gut. Werde morgen mal was fräsen und es posten. Jetzt ist schlecht wegen Lautstärke und so, aber ergebnisse sind echt gut, nur das die Z Achse ab und an mal aussetzt.
Angehängte Dateien:
-

vorne.png
170 KB -

hinten.png
200 KB -

modell.png
7,3 KB
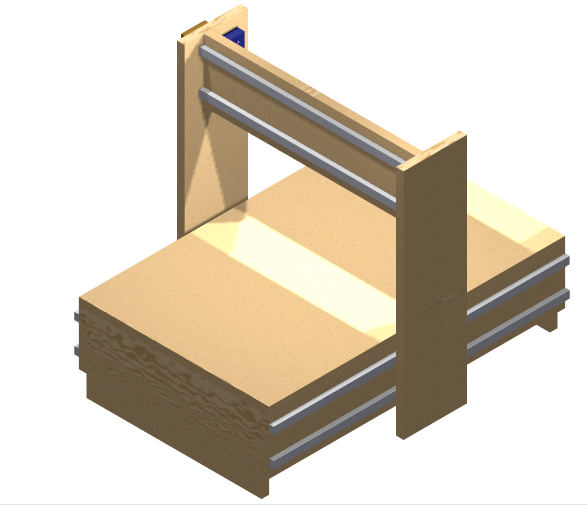
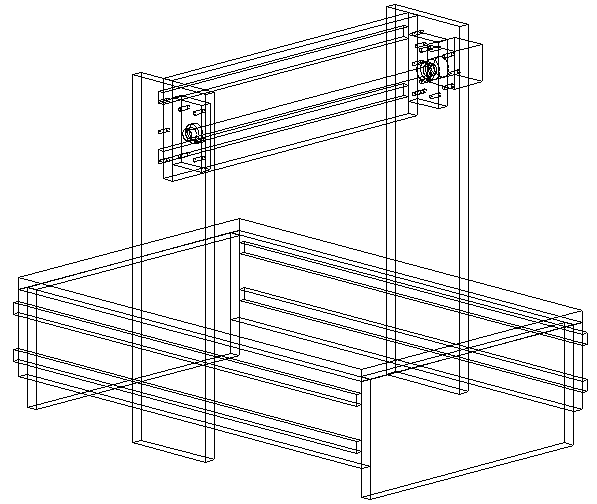
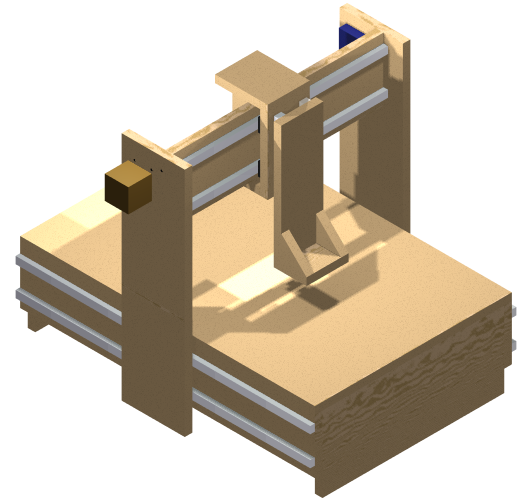
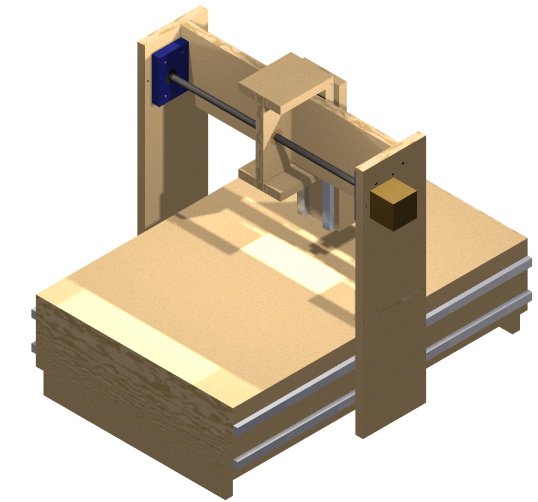
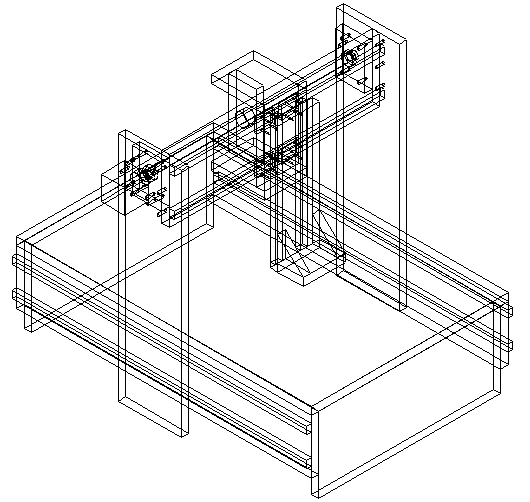
So, ich werde das ganze nochmal neu aufbauen. Die Teile sind ja da. Im Anhnag mal eine bisherige Zeichnung. Noch nicht ganz fertig, sollte sich aber schon sehen lassen können.
Angehängte Dateien:
-

vorne.png
180 KB -

hinten.png
180 KB -

modell.png
9,4 KB
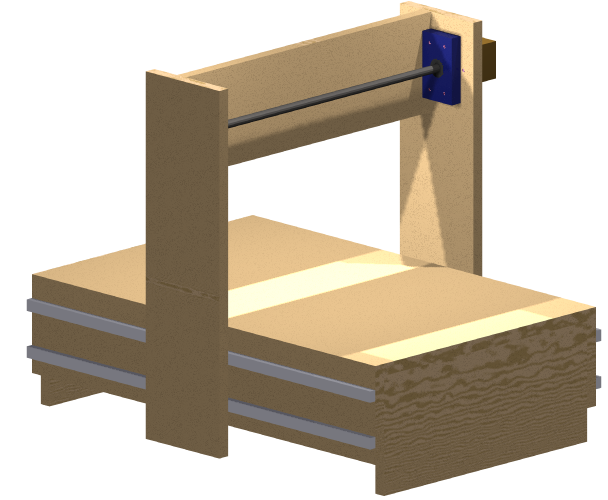
so, und weiter gehts. Die X-Achse ist dann fertig. Den halter hinten wo die Spindel durch geht wird noch verstärkt. Leider habe ich keine Idee mehr für die Z Achse. Habt ihr da vielleicht eine Idee? Also ich könnte das ganze weiter nach Vorne aufbauen und die Spindel dann zwischen dem X und Z Schlitten montieren. Nur habe ich da bedenken mit der festigkeit da die Schienen und Schlitten der Z Achse ja dann weiter von dem Schlitten der X Achse entfernt sind. Eine andere Möglichkeit, die ich bei anderen gesehen habe wäre die Spindel und den Motor neben der Z Achse zu befestigen. Dann jedoch hätte ich eine Einschränkung auf dem Verfahrensweg den X Achse da ja dann noch der Motor und die Spindel im wege ist. Was meint ihr? Auch wenn die CAD Zeichnung Holz ist wird das Material 20mm Starke Aluminiumplatten sein. Ich habe einen Händler gefunden der mir diese günstig und genau, inkl. der Bohrungen fräst.
Lies dir bitte die Tipps durch die hier im thread stehen. Gerade was die verstärkung deiner Maschine betrifft. 20mm alu bringt dir da auch nichts, jedes 5mm blech mit abgeknickten Kanten wird da stabiler sein. Ich würde auch die Schienen vor Dreck schützen.
Alle Bauteile sind gezeichnet und bestellt. Wenns weiter geht gibts wieder Infos.
Keine Lust mehr oder sind die Alu Platten zu schwer für die Konstruktion? Meine Popcorn halten nicht ewig... :-) Bitte gibt uns en Status.
Also die ALU Platten sind bereits da aber derzeit noch keine Zeit des zusammenbaus gehabt. Alles zusammen liegt jetzt bei rund 600 Euro. Ich denke am Wochenende kriege ich das dann zusammen.
So, hat ein wenig gedauert aber nun geht es weiter. Habe nun folgende Stepper Treiber gekauft: http://pages.ebay.com/link/?nav=item.view&id=311380464642&alt=web Damit sollte sich doch was anfangen lassen. Wie sieht es da mit der Kühlung aus? Kann da jemand was zu sagen? Danke euch schonmal.
Wie solls da ausschaun ? Es ist ein Kühlkörper drauf, den ich aber mit einem Lüfter anblasen würde.
Ja das meinte ich. Ob ich trotzdem noch das ganze aktiv kühlen sollte.
Angehängte Dateien:
-

Fertig_Hinten.png
100 KB -

Fertig_Vorne.png
100 KB -

portal.png
91 KB -

unterbau.png
110 KB -

X_Schlitten.png
92 KB -

Z_Schlitten.png
76 KB
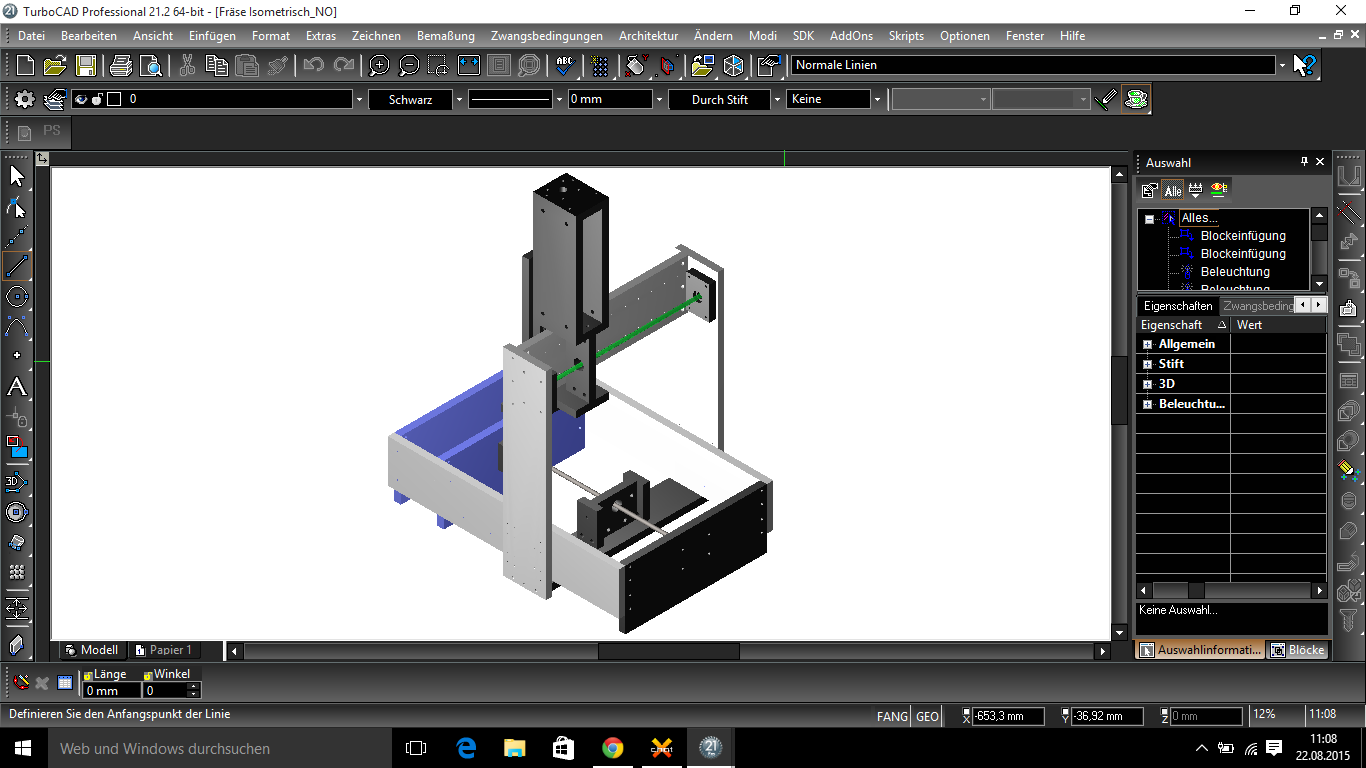
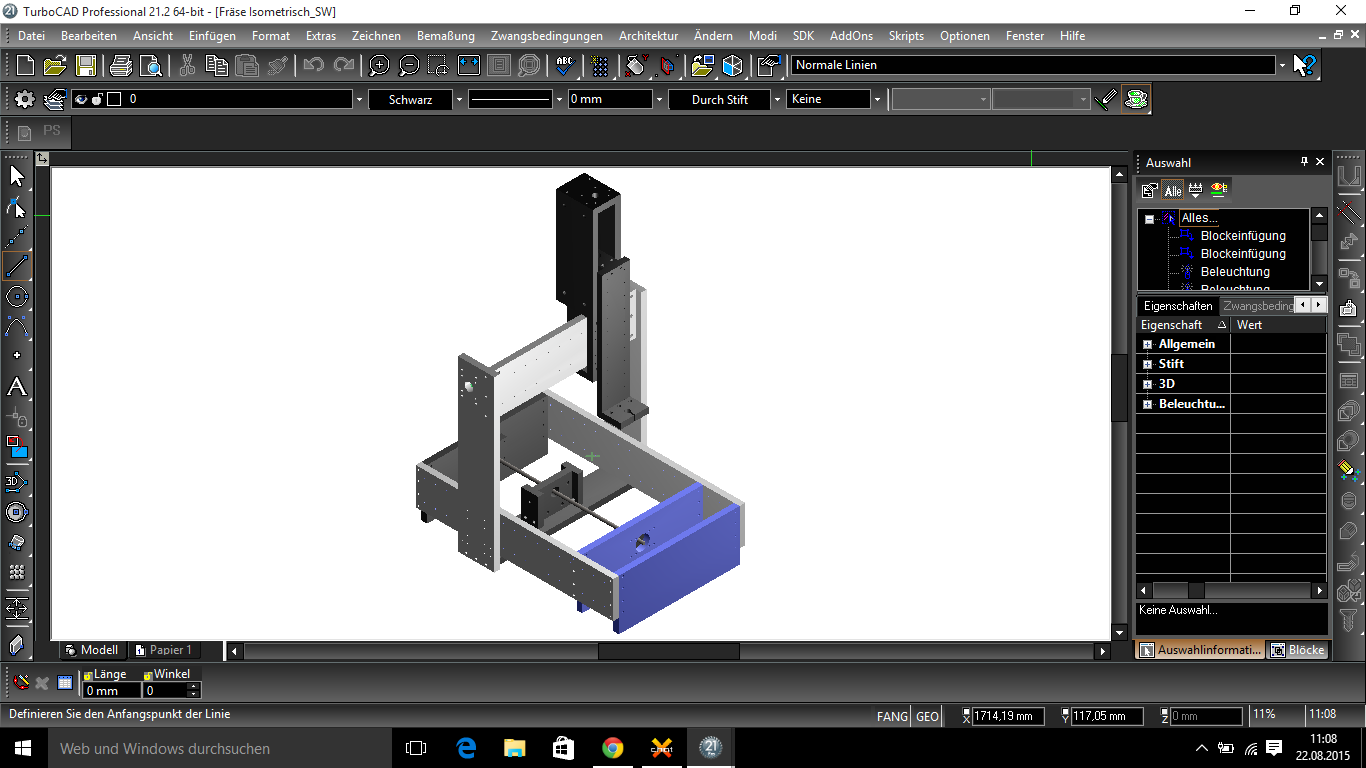
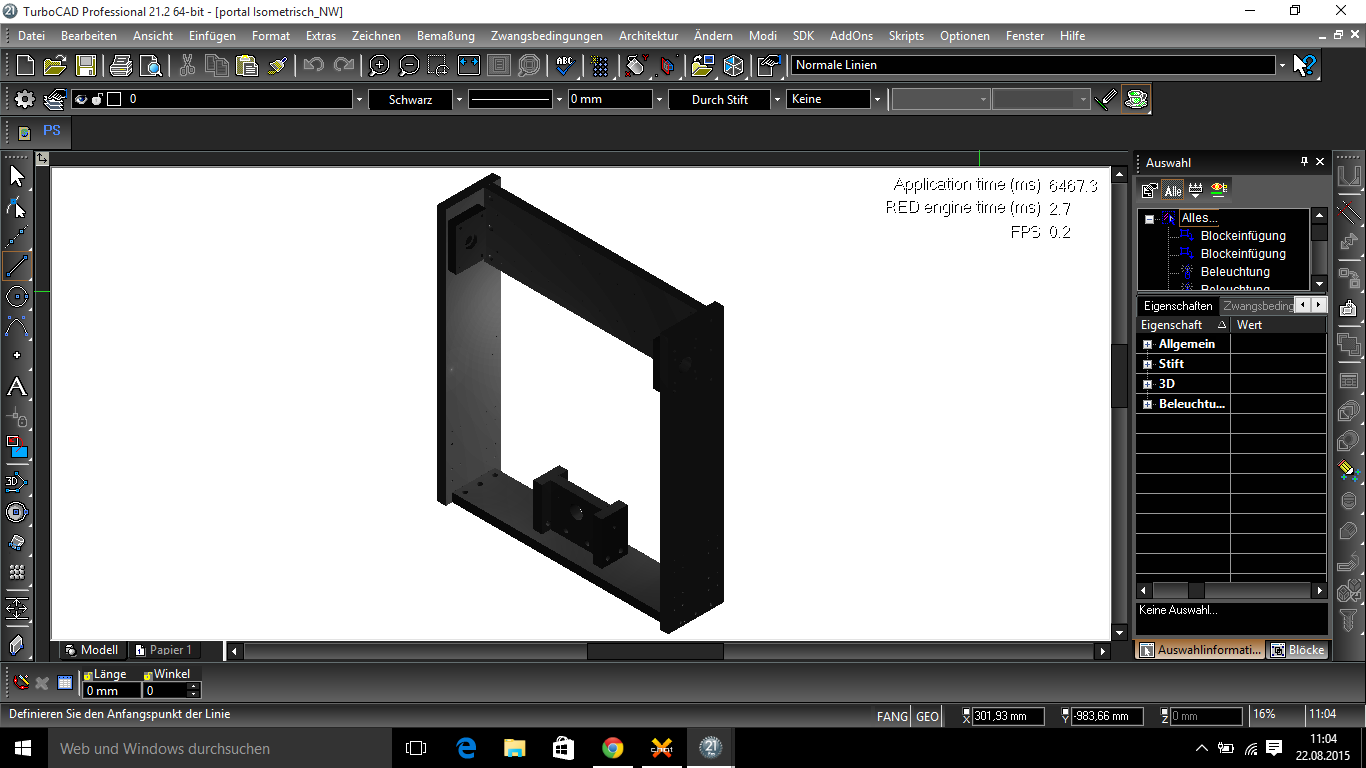
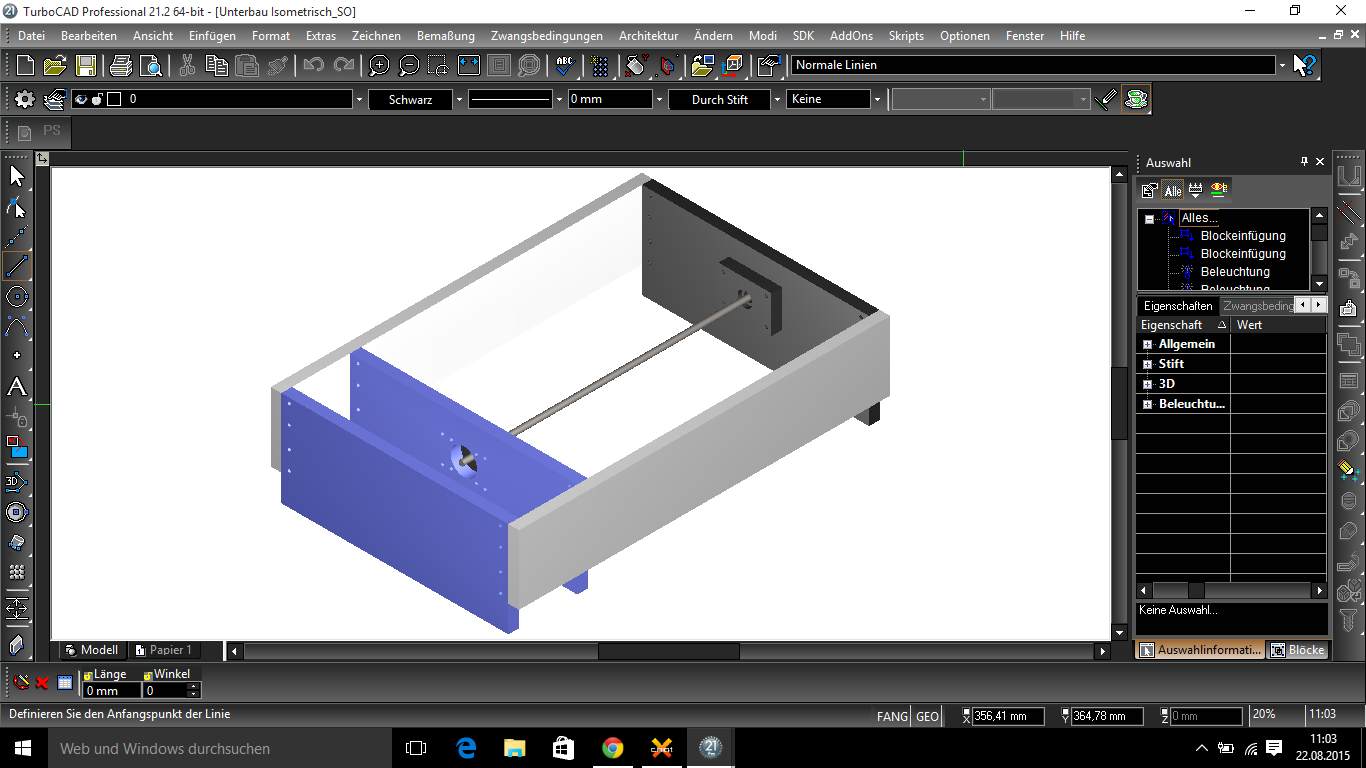
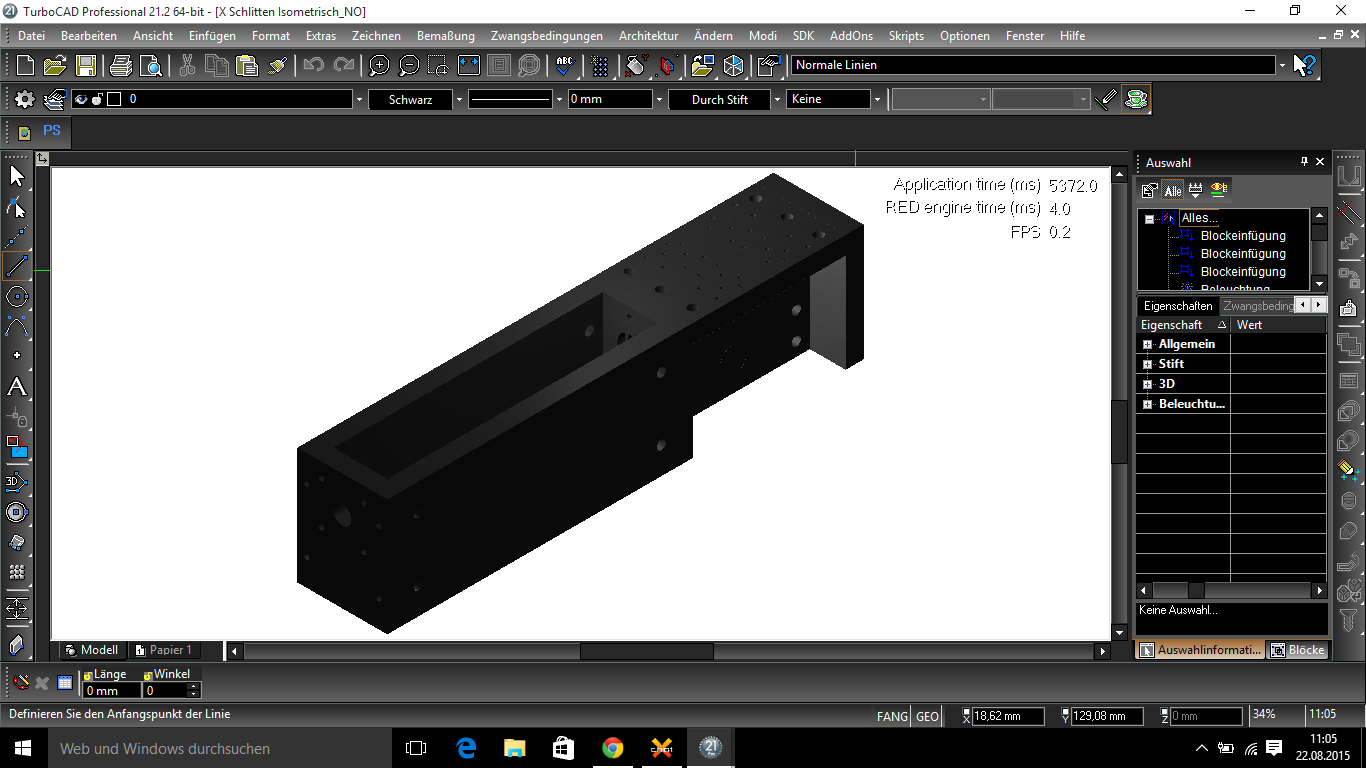
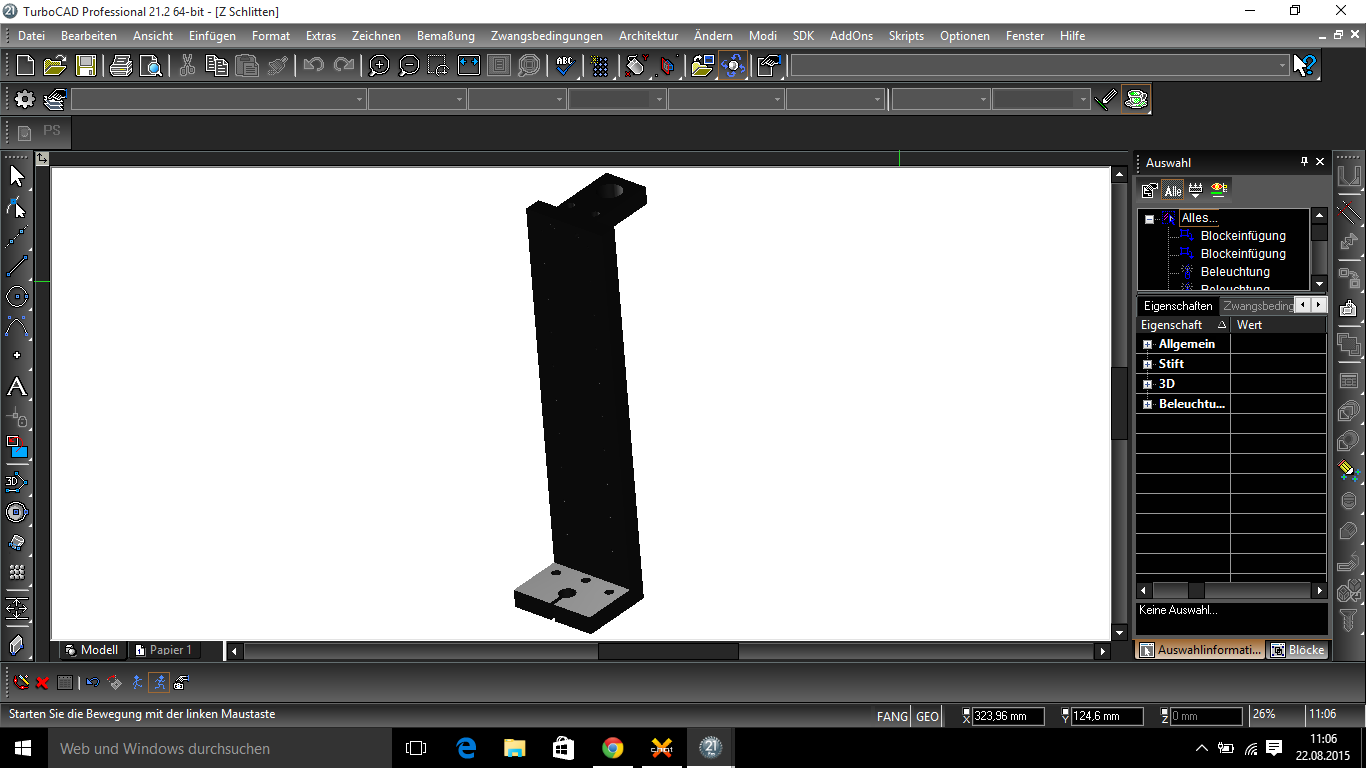
So, ich habe dann mal ein paar Fotos. Also die ersten Teile passten mal nur zum Teil bis gar nicht. No Name Firma, günstig, etc, nunja, zum Glück konnte ich mich mit dem einigen und es wurde dann nicht gerade teuer. Rücknahme wegen KG Preis etc. und dann zahlte ich noch 70 Euro. So lernt man wohl mal. Jetzt habe ich das ganze nochmals gemacht und sofort über eine andere Firma alles erledigt. Diese prüften anhand deren CAD Zeichnern und Maschinenbauern ob das ganze auch so stimmt und passt wegen den Maßen etc. Kostete natürlich extra aber dafür mit Garantie das das passt und die Teile werden auf einer Datron CNC Fräse gefertigt, alle auf einer Fräse um Unterschiede zwischen den Maschinen entgegen zu sehen etc. Die Teilen werden nun aus 20mm starkem gehärtetem Aluminium Guss gefertigt. Zusätzlich kommen nochmals über die Kanten U Profile für noch mehr stabilität. Verschraubt wird das ganze mit M6 Vierkantschrauben und Quergewindebolzen. Zusätzlich wird das ganze noch verklebt. Ein paar Fotos habe ich auch angehangen. Zum Einsatz kommen IGUS Linearschienen sowie IGUS Automatikschlitten. Als Spindel kommen 20mm Kugelumlaufspindel mit 2,5mm Steigung zum Einsatz. Als Schrittmotoren kommen Nema23 Motoren mit 2,5V 2,8A und einer Holding torque von 13 kg-cm (180 oz-in) zu Einsatz. Betrieben werden die Motoren mit dem TB6560 Stepperdriver. Als Spannungsquelle dient ein Ringkerntrafo mit 2 x 36V und 2 x 4,44A Parallel auf 36V 8,88A beschaltet. Zusätzlich vier 100.000uH Kondensatoren zum Glätten und Buffern. Das ganze wird vorerst mit GRBL betrieben. Später soll das ganze dann auf Mach3 umgestellt werden.
Rene H. schrieb: > Als Schrittmotoren kommen Nema23 Motoren mit 2,5V 2,8A und einer Holding > torque von 13 kg-cm (180 oz-in) zu Einsatz. > > Betrieben werden die Motoren mit dem TB6560 Stepperdriver. Als > Spannungsquelle dient ein Ringkerntrafo mit 2 x 36V und 2 x 4,44A > Parallel auf 36V 8,88A beschaltet. Zusätzlich vier 100.000uH > Kondensatoren zum Glätten und Buffern. Das ist doch alles ohne Sachverstand. Aus 36V~ Trafos werden nach Gleichrichtung 50V (+/-10%) und der TB6560 hält höchstens 40V aus. Motoren mit 2.8A rms hat einen Spitzenstrom von 4A und der TB6560 verträgt höchstens 3.5A. 2.5V*2.8A=7W, 3 Achsen 6 Spulen sind 42W, gegenüber 316W Trafoleistung. Auch die 3d Darstellungen zeigen doch vor allem eines: Das wackelt wie ein Lämmerschwanz, diese rechteckigen resonanten Rahmen. Ich sehe, wie man viel Geld ausgeben kann und nur Murks bekommt.
Pass auf, Michael, dass du von Rene nicht gleich wieder ne verbale Schelle dafür bekommst!
Manche Kommentare sind hier schon echt lächerlich. Also die Aussage bzgl. des Trafos ok, nehme ich mir an und werde eine andere Lösung suchen/finden. Vll hilft mir ja jemand auch dabei. Zum "wackeln" sieht dies in einem anderen Forum schon ganz anders aus. Also ich kann Kritik schon "verstehen" aber auch nur wenn begründet, daher explizip folgende Frage: Hast du selber schon eine CNC Fräse gebaut!? oder Hast du Maschinenbau gelernt/studiert!? Wie gesagt, in Peters CNC Forum wird dies schon ganz anders gesehen, zumindestens was das "Mechanische" angeht. Ich habe nicht umsonst geschrieben das über die Kanten noch U Profile gesetzt werden. Dies sorgt für weitere Stabilität und das verhindern der "Blattfedern" Wirkung. Das ganze wird aus Aluminium GUSS gefertigt. Dies sollte schonmal einiges erklären. Sorry was den Stepperdriver angeht, Hatte den 6560 noch im Kopf. Zurzeit viel Stress es kommen folgende Treiber zu einsatz: http://www.amazon.de/SainSmart-TB6600-Micro-Stepping-Stepper-Driver/dp/B00MQGSLNE/ref=pd_rhf_se_p_img_3?ie=UTF8&refRID=1TSTSDG8CTMCH1RK8N03 Diese kommen mit der Eingangsleistung klar. Der Gleichrichter kann max. 10A sodass dieser auch ausreichend dimensioniert ist. Durch die Elkos sollte auch kein Ausfall auftreten. Alles was in Peters CNC Ecke "bemängelt" wurde waren lediglich die Linearführungen. Dort wurde besser auf THK oder Schneeberger verwiesen. Die Mechanik wurde jedoch keineswegs bemängelt. Lediglich das ein Kress Fräsmotor "überdimensioniert" wäre. Aber ich sage es mal so, und verweise VORAB auf die MEINUNGSFREIHEIT des GRUNDGESETZTES: Hier haben alle RECHT und ALLE ANDEREN haben KEINE AHNUNG. Selbst in anderen FOREN haben die leute KEINE AHNUNG weil HIER die PROFIS sind. Wer sich HIER nicht RUMTREIBT ist BLÖD und hat KEINE AHNUNG von jeglicher ART UND WEISE. Dies ist meine FREIE MEINUNG und bezieht sich auf die FREIE MEINUNGSÄUSSERUNG gemäß ARTIKEL 5 Abs. 1 des GG welcher besagt: (1) Jeder hat das Recht, seine Meinung in Wort, Schrift und Bild frei zu äußern und zu verbreiten und sich aus allgemein zugänglichen Quellen ungehindert zu unterrichten. Die Pressefreiheit und die Freiheit der Berichterstattung durch Rundfunk und Film werden gewährleistet. Eine Zensur findet nicht statt. Ich habe mittlerweile festgestellt das nur die hier registrierten Leute PROFIS sind auch alle anderen "dumm" sind. Auch dies ist meine FREIE MEINUNG gemäß Artikel 5 GG.
Rene H. schrieb: > Dies ist meine FREIE MEINUNG Meinungen darfst du haben wie du willst, was ich schrieb, mit 50V/40V, 3.5A/4A, resonantem Rahmen, sind Fakten. Du passt zwar flugs den Schrittmotortreiber an den Strom an, aber 50V+/-10% hält der immer noch nicht aus, du übersiehst also trotz Hinweisen immer noch wesentliche Fehler. Ich bau mir keine CNC Fräse selbst, ich habe ein gekaufte Wabeco F1200, mit der ich so was zerspane wie deinen Aluguss. Ich weiss daher, wie wichtig Stabilität ist, denn selbst die Grauguss-Wabeco kommt regelmässig an ihre Grenzen wegen mangelnder Stabilität, und sehe, daß dein Gestell konstruktionsbedingt keine hat. Wenn WENIGSTENS in den Ecken von Portal und Tisch grosse Dreiecke als Versteifungen wären, so gross daß sie sich in der Mitte treffen, aber selbst das ist nicht drin.
Meine Güte, der Blödsinn mit der Meinungsfreiheit ist auch nicht totzukriegen... In der CNC-Ecke sind viele User auch müde, die einundrölfzigste Käsefräse mit immer wieder den selben Konstruktionsmängeln durchzukommentieren. Das dürftie die Zurückhaltung dort ein Stück weit erklären. Deine Rahmen sind wirklich ziemlich offen. Schau mal, du hast doch bestimmt schon mal einen Schrank aufgebaut. Ohne Rückwand ist das auch so ein offener Rahmen - und eine ziemlich instabile Angelegenheit. Und das ziemlich unabhängig von der Stärke der Platten. Erst mit einer Rückwand wird das stabil. Statt einer kompletten Rückwand kann man einen (möglichst breiten) Streifen verwenden, das brint schon mal etwas, besser sind vier (möglichst große) Dreiecke in den Ecken. Bei Maschinenkonstruktionen ist die Physik die selbe, deshalb hat Michael hier schon Recht: Michael B. schrieb: > Wenn WENIGSTENS in den Ecken von Portal und Tisch grosse Dreiecke als > Versteifungen wären, so gross daß sie sich in der Mitte treffen, aber > selbst das ist nicht drin. Die Seitenwangen sind auch recht schwach, wenn du da noch Verstärkungsprofile draufsetzt, ist das hilfreich - aber in der CNC-Ecke wird üblicherweise empfohlen, hier gleich Torsionskästen hinzusetzen.
Michael B. schrieb: > Wenn WENIGSTENS in den Ecken von Portal und Tisch grosse Dreiecke als > Versteifungen wären, so gross daß sie sich in der Mitte treffen, aber > selbst das ist nicht drin. Der TO begreift doch das gar nicht, weil ihm dazu jegliche qualifizierten Grundlagen der Mechanik und Festigkeitslehre fehlen, mal von der E-Technik ganz abgesehen. Informationen aus fragwürdigen Quellen können zwar richtig und lehrreich sein, aber ob die auch qualitativ auf hohem Bildungsniveau sind, weiß der TO doch gar nicht, mal ganz abgesehen davon, ob er das Wissen überhaupt assimilieren und fachgerecht anwenden kann, woran ja schon verschiedene Leute Zweifel zu geäußert haben. Techniker und Ingenieure der E-Technik wissen das schon, weil die da relevante Vorlesungen besucht, Klausuren zu erfolgreich geschrieben haben und das Wissen praktisch angewendet haben. Rene H. schrieb: > Der Gleichrichter kann max. 10A sodass dieser auch ausreichend > dimensioniert ist. Durch die Elkos sollte auch kein Ausfall auftreten. 7 Watt Verlustleistung dürften da kaum Probleme bereiten, aber man kann sich ja im Betrieb vergewissern ob die Temperatur nicht zu hoch wird. Was haben die Elkos mit Ausfällen zu tun? Der Zweck von Elkos in Netzteilen scheint dir irgendwie nicht klar zu sein. Wenn man das übertreibt, in der Annahme viel hilft viel, wird sich andere Probleme damit einhandeln, z.B.eine unverhältnismäßige kapazitive Belastung die den Gleichrichter oder den Trafo beschädigen kann. Rene H. schrieb: > Lediglich das ein Kress > Fräsmotor "überdimensioniert" wäre. Das kann man verschmerzen. Übel wäre es, wenn die Spindel unterdimensioniert wäre. Rene H. schrieb: > Hast du Maschinenbau gelernt/studiert!? An der Güte der fachlichen Aussagekraft kann man erkennen wer das Fach gelernt/studiert hat. Manche habe auch Maschinen selbst konstruiert und gebaut. Rene H. schrieb: > Ich habe mittlerweile festgestellt das nur die hier registrierten Leute > PROFIS sind auch alle anderen "dumm" sind. Auch dies ist meine FREIE > MEINUNG gemäß Artikel 5 GG. Das Strafrecht (z.B. bei Beleidigung) beginnt da, wo die Meinungsfreiheit endet. Also würde ich mal nicht den Mund so voll nehmen. An dem Bissen verschluckst du dich. Rene H. schrieb: > Diese kommen mit der Eingangsleistung klar. Auch so ein unsinnige Aussage die jeglicher praktischen Anwendung widerspricht. Es kommt auf die Leistung der angetriebenen Verbraucher (Motore) an. Der aus der für die Treibermodule und Motore zulässigen Betriebsspannung resultierende Laststrom ist der für die Dimensionierung die zu betrachtende Größe.
Ok, also reden wir mal von der Praxis. Ganz klar, und wo ich auch recht gebe, was natürlich das perfekte Beispiel ist (gebe ich vollkommen recht) das mit dem Schrank. Ohne eine Rückwand ist dieser total "wabbelig". Diesbezüglich schrieb ich, das die Seiten mit U-Profilen bestückt werden. Dies setzt entgegen der "dreiecke" und/oder der "rückwände". Bezüglich der "beleidigung" weise ich mal darauf hin das ich diesbezüglich jemanden explizip ansprechen müsse. Jedoch besagt Artikel 5 des GG ganz klar das die Meinungsfreiheit ist Wort, Bild und Schrift ohne jegliche Zensur stattfinden kann. Demnach ist es keine Beleidigung sondern meine FREIE MEINUNG. Ich spreche niemanden PERSÖNLICH an. Bezüglich des Ringkerntrafos entschuldige ich mich und korrigiere das ganze wie folgt. Ich hatte einen Denkfehler. Der Ringkerntrafo gibt 2 x 18Volt und 2 x 4,44 Ampere ab. Hier entstand ein flüchtigkeitsfehler. Somit ergibt sich eine, durch die Paralellschaltung eine Spannung von 18V sowie 8,88 Ampere WECHSELSPANNUNG. Ich entschuldige mich nochmals explizip für diese Aussage. Nach der Gleichrichtung liegen wir hier also bei 20 - 22 Volt und 8,88 Ampere was für die Motoren 2,8A * 3 somit 8,40 Ampere ausreichend Dimensioniert ist. Der Motortreiber gibt nicht mehr aus als er kann. Die U-Profile ersetzen die "Dreiecke/Rückwand". Der Fräsmotor erhält eine eigene Versorgung. Was mir jedoch auffällt ist, das dass Thema ja nicht "neu" ist. Aber egal was ich ändere/ergänze, es immernoch "falsch" ist. Ich sage hier keineswegs das ich ein PROFI bin oder MASCHINENBAUTECHNIKER oder was auch immer. Aber es kommen immer nur "mal wieder" ein paar neue Sachen. Ich sage jetzt nicht was ich "verlange" mir hier alles vorzukauen". Aber wenn man schon "Hilfestellung" gibt, dann könnte man ja direkt sagen, z.b. les dir die, das und jenes durch (links) oder gar, änder, dies das und jenes (mit Fachlichen informationen oder links) und gut ist. Stattdessen wird nur immer mal wieder was bemängelt und das war es dann. Also ich bin der Meinung (mal wieder Artikel 5 GG) das, wenn man schon helfen möchte, man entweder komplett alles sagt was nun ist, was man machen sollte etc. oder man es komplett seien lässt. Dies soll jetzt weder abschreckend noch gegen Kritik sprechen. Aber entweder will man nun helfen oder "sich nur wichtig tun". Grüße
Rene H. schrieb: > was für die Motoren 2,8A * 3 somit 8,40 Ampere ausreichend Dimensioniert > ist. Erstens wäre das falsch, weil jeder Motor 2 Spulen hat a 2.8Arms, also 5.6Arms zieht, also nach deine Rechnung 16.8A nötig wären, aber Gleichstrom DC, und wenn aus der Wechselspannung von 18V~ deiner Meinung nach durch Gleichrichtung 20-22V werden (das hast du vermutlich ausgerechnet durch 18V*1.414-2 abzüglich Elkoverlust von 10%), dann werden also aus 18VAC*1.414=25.5VDC, da bleibt der Strom sicher nicht bei 8.8A sonst würde mehr Leistung nach der Gleichrichtung rauskommen als vorne reingeht, sondern der Strom reduziert sich um zumindest dieselben 1.414 wie die Spannung steigt, also werden aus 8.8A eher 6.2A, real sogar weniger weil der Trafo in Impulsen belastet wird was mehr Wärme erzeugt, man kann sicherheitshalber den Faktor 1.8 ansetzen, also werden aus 8.8A nur 4.88A Gleichstrom. Glücklicherweise hast du noch nicht verstanden, daß sich der stromregelnde Schrittmotortreiber wie ein transformierender stop donw Schaltregler verhält. Es reduziert die Spannung (sagen wir von 20V aus 2.5V, also 8-fach) und gleichzeitig zieht es aus 20V auch nur 1/8 des Stromes, also statt 2.8A nur 0.35A (zuzüglich Verluste weil der Wirkungsgrad nicht 100% beträgt, sondern vielleicht 80%). Du 6 x 0.35A/80% = 2.625A sind weniger als 8.8A~/1.8 = 4.88A DC, also passt der Trafo trotzdem. In der Realität ist die Berechnung noch komplizierter http://de.nanotec.com/support/faq/ (Plug & Drive Motore und Motorcontroller:Welches Netzteil ist erforderlich ?)
Rene H. schrieb: > Ich spreche niemanden PERSÖNLICH an. Dann benim dich und bemühe dich, das man auch sinnvolle Fortschritte erkennen kann. Dann wird dir auch weitere Hilfe zuteil. Rene H. schrieb: > Hier entstand ein flüchtigkeitsfehler. Nicht der Einzige, wie ich bemerken möchte. > Somit ergibt sich eine, durch die Paralellschaltung eine Spannung von > 18V sowie 8,88 Ampere WECHSELSPANNUNG. Mal die Schaltung mal auf, was du da PARALLEL geschaltet hast, denn mir schwand übles. Ampere ist keine Wechselspannung, sondern Wechselstrom. Beides ergibt als Produkt Leistung. Rene H. schrieb: > Ich entschuldige mich nochmals explizip für diese Aussage. Nun lass mal gut sein. Bescheidenheit reicht. > Nach der > Gleichrichtung liegen wir hier also bei 20 - 22 Volt und 8,88 Ampere was > für die Motoren 2,8A * 3 somit 8,40 Ampere ausreichend Dimensioniert > ist Ampere liegt nicht an, sondern fließt durch den Leiter. Nur Spannung liegt an. Den Unterschied musst du halt lernen. Rene H. schrieb: > für die Motoren 2,8A * 3 somit 8,40 Ampere ausreichend Dimensioniert > ist. Hast du eine Ahnung. Motore haben zu weilen auch einen Anlaufstrom und er liegt etwas höher als der Betriebsstrom. Da man aber bei solchen Systemen eine Start- und Bremsrampe fährt(damit keine Schritte verloren gehen) dürfte die Stromproblematik hoffentlich nicht ins Gewicht fallen. Kommt drauf an ob die Mechanik leicht oder schwergängig ist und das wissen wir ja nicht. Wenn dann bei der Bearbeitung von Werkstücken noch Probleme (stumpfes Werkzeug, verschmieren des Werkzeugs durch fehlende Kühlung, und, und, und) dann kann die Dimensionierungsthese schnell obsolet werden. Rene H. schrieb: > Was mir jedoch auffällt ist, das dass Thema ja nicht "neu" ist. Aber > egal was ich ändere/ergänze, es immernoch "falsch" ist. Ich sage hier > keineswegs das ich ein PROFI bin oder MASCHINENBAUTECHNIKER oder was > auch immer. Darauf sind wir auch schon gekommen und wenn man das weiß, kann man sich drauf einstellen, aber wenn man eine Neigung zur Lernrestistents zeigt, dann hat man irgendwann keine Lust mehr zu helfen und immer wieder gegen ein Wand zu reden. Das liegt in der menschlichen Natur. Rene H. schrieb: > Ich sage > jetzt nicht was ich "verlange" mir hier alles vorzukauen". Das hätte auch keinen Erfolg. Netiquette hat schon seine Daseinsberechtigung. ;-b Rene H. schrieb: > Aber wenn man > schon "Hilfestellung" gibt, dann könnte man ja direkt sagen, z.b. les > dir die, das und jenes durch (links) oder gar, änder, dies das und jenes > (mit Fachlichen informationen oder links) und gut ist. Und woher soll man wissen, dass du das auch liest und verstehst? Viel wird auch weit über deinem Niveau sein und da wäre die Referenzierung kontraproduktiv. Rene H. schrieb: > Stattdessen wird > nur immer mal wieder was bemängelt und das war es dann. Nun, das hat aber wie beim Tüv den Vorteil, das die Mängel ernst genommen werden und nicht die ist-mir-egal-Regel greift. Rene H. schrieb: > (mal wieder Artikel 5 GG) Langsam nervst du. Das ist hier nicht das königlich bayrische Amtsgericht, jawohl. ;-b Rene H. schrieb: > Dies soll jetzt weder abschreckend > noch gegen Kritik sprechen. Aber entweder will man nun helfen oder "sich > nur wichtig tun". Die Kunst besteht darin, das auseinander zu halten.
Also, ich habe am Ringkerntrafo zwei Ausgänge (also 4 Leitungen) diese habe ich zusammengelegt. Ich habe Leitung 1 mit 3 verbunden und 2 mit 4. So liegen am Ausgang weiterhin 18V an. (das "Netzteil" habe ich ja bereits fertig). In etwa so, http://www.der-moba.de/images/9/93/Trafo_parallel2.png nur das ich nicht 2 x 230V habe sondern nur einen Eingang aber 2 Ausgänge.
Rene H. schrieb: > Diesbezüglich schrieb ich, das die Seiten mit U-Profilen bestückt > werden. Dies setzt entgegen der "dreiecke" und/oder der "rückwände". Ich weiß zwar nicht, was der zweite Satz aussagen soll, aber falls du damit meinst, dass der wabbelige "Schrank" dadurch stabiler wird, dass man auf die Seitenwände einen dichen Balken draufschraubt, dann irsst du leider gründlich. Das verhindert zwar, dass sich die Seitenwände bei Belastung nach außen oder innen wölben (was du iirc als Blattfeder-Effekt bezeichnet hast), aber es hat keinerlei Einfluss darauf, dass sich der "Schrank" mit kleinstem Krafteinsatz vom Rechteck zum Parallelogramm verzerren lässt. Dagegen helfen nur Rückwand-Dreiecke. Oder als einfachste Maßnahme wenigstens eine Diagonal-Strebe. Und lass das Grundgesetz stecken, das hat in einem privaten Forum überhaupt nichts zu sagen. Lies mal im GG den Art.1 Abs.3, da steht drin, wen das GG bindet. Da hier keine staatlichen (!) Zensoren als Mods unterwegs sind, KANN es hier gar keine Zensur geben...
FYI ich habe die Versorgung mit einem Standard 24V 20A Netzteil aus der Industrie gelöst. Gebraucht bekommst du sowas ums selbe Geld wie einen vergleichbaren Ringkerntrafo...
Rene H. schrieb: > In etwa so, > > http://www.der-moba.de/images/9/93/Trafo_parallel2.png > > nur das ich nicht 2 x 230V habe sondern nur einen Eingang aber 2 > Ausgänge. Die Punkte in deiner Skizze sind dir aber klar? Die sind nämlich nicht zur Verzierung da.
Rene H. schrieb: > Wie gesagt, in Peters CNC Forum wird dies schon ganz anders gesehen, > zumindestens was das "Mechanische" angeht. Hmmm....ich war schon lange nicht mehr da, aber wenn es um den Entwurf aus diesem Beitrag "Re: Projekt: CNC Fräse eigenbau" Beitrag geht, glaube ich kaum, daß jemand das dort als in irgendeiner Form steif ansieht. Schon eher ein "der nervt eh nur rum - soll er doch machen, wenn er eh alles besser weiß".
Mal ne Frage, muß ich mich bei Peters CNCecke anmelden um Lesen zu können oder ist mein Browserfilter falsch eingestellt?
OK, also Du hast gar keine Rückmeldung, was die Steifigkeit angeht, in der CNC-Ecke. Das ist für mich aber das Gegenteil von: Rene H. schrieb: > Wie gesagt, in Peters CNC Forum wird dies schon ganz anders gesehen, > zumindestens was das "Mechanische" angeht. Und zu: Rene H. schrieb: > Hast du selber schon eine CNC Fräse gebaut!? > > oder > > Hast du Maschinenbau gelernt/studiert!? > Beides ja. Aber das nützt Dir nichts. Es nützt Dir nur das, was Du selbst lernen kannst. Es ist OK einen Schaumstoffzerspaner zu bauen. Es ist auch OK, die Warnungen zu ignorieren und seinen ersten Versuch grandios in den Sand zu setzen. Es ist aber einfacher und billiger, aus den Fehlern anderer zu lernen. Post scriptum: Dein Problem liegt nicht in den Spindeln. Nimm die billigsten, die Du kriegen kannst. Jede davon ist genauer als das, was durch die restliche Mechanik an Wiederholgenauigkeit verlorengeht. Kugelroll- oder Trapezgewindespindel ist erst einmal auch egal. Dein Prototyp wird nicht lange genug leben, daß Dich das ständige Nachstellen des Umkehrspiels stören würde.
Beanstandet wurde jedoch nichts. Nur der Frässpindel aber die Konstruktion selber nicht. Dafür wurde ja gefragt "was" gefräst werden soll. Und aufgrund der "Bauweise" kamen keinerlei Mängel.
Rene H. schrieb: > Beanstandet wurde jedoch nichts. Nur der Frässpindel aber die > Konstruktion selber nicht. Dafür wurde ja gefragt "was" gefräst werden > soll. Und aufgrund der "Bauweise" kamen keinerlei Mängel. Wundert mich nicht. Es ein Standard-Erstlings-Entwurf mit den Standard-Erstlings-Fehlern. Irgendwann ist man's leid. In der "Ecke" gibt es keinen KHB, der mit einer Engelsgeduld die Anfänger ans Händchen nimmt.
Das sehe ich auch so. Nur, weil da noch nichts Negatives kam, heisst das nicht, dass das so ok ist. Bisher hat sich dazu überhaupt erst ein einziger (al_bundy) gemeldet. Und wenn man sich dessen Beiträge und Vorhaben in der Vergangenheit angeschaut hat, dann weiss man auch, wie dessen Ausführungen einzuordnen sind. Rene, Du solltest bei aller Euphorie wirklich Verstrebungen (Knotenbleche etc.) einsetzen. Das ist fast kein Aufwand, wird aber die Maschine erheblich versteifen. Bisher setzt Du auch das Material nicht optimal ein. Das ist zwar schweres Plattenmaterial, aber das wird sich aufgrund der ungünstig gewählten Querschnitte sehr leicht verbiegen. Da solltest Du lieber Rohre mit entsprechendem Querschnitt wählen, die bei gleichem oder sogar weniger Gewicht Deine Maschine viel steifer werden lassen.
Ok, also an der "verteifung" kann man ja noch arbeiten. Also da gibt es ja auch im nachhinein noch eine Sachen die man tätigen kann. Wenn ich jedoch sowas hier sehe: https://www.youtube.com/watch?v=5ZIwgXlHxkc Dann frage ich mich "warum" Aluminium nun "schlechter" sein soll!? Es lassen sich durchaus noch Verbesserungen einbringen. Am "Unterbau" könnte ich noch Verstrebungen einsetzen beim Portal wird es jedoch schon schwerer. Zumindestens den oberen Teil des Portals kann ich mit Querverstrebungen verstärken. "Blöde" aussage aber die Seiten des Portals könnte man ja noch von aussen versteifen. Z.b. mit einem Rechteckigem Rohr o.ä. was zugleich noch als Kabelführungen dienen kann.
Chris D. schrieb: > Bisher setzt Du auch das Material nicht optimal ein. Das ist zwar > schweres Plattenmaterial, aber das wird sich aufgrund der ungünstig > gewählten Querschnitte sehr leicht verbiegen. Da solltest Du lieber > Rohre mit entsprechendem Querschnitt wählen, die bei gleichem oder sogar > weniger Gewicht Deine Maschine viel steifer werden lassen. Das musst du mal vormachen wie du mit einem Fachwerk eine höhere Steifigkeit hin bekommst, als wie mit Vollmaterial? Wer sich mit Konstruktionen beschäftigt weiß, dass Masse nicht gleich Klasse ist und muss sich daher auch mit Kräften, Festigkeiten, Momenten und Freiheitsgraden beschäftigen. Mal hier ein Rohr, da ein Winkel wird die Probleme kaum lösen. Im ungünstigsten Fall kann es sogar passieren, dass die Konstruktion zu steif wird und sich die Führung so fest fährt und so klemmt, das ohne Nachhilfe das Ding sich nicht mehr bewegt. Rene H. schrieb: > Ok, also an der "verteifung" kann man ja noch arbeiten. Klar, kann man, wenn man weiß was man tut oder auf andere hört, die es besser wissen. > Also da gibt es > ja auch im nachhinein noch eine Sachen die man tätigen kann. Wenn ich > jedoch sowas hier sehe: > > Youtube-Video "First cut on my homemade DIY CNC Router from start to > finish" > Vergiss solche Video, die dir nicht im mindesten Wissen vermitteln. > Dann frage ich mich "warum" Aluminium nun "schlechter" sein soll!? Es gibt verschiedene Materialien für den Maschinenbau, die man nehmen kann. Aber diese Materialien haben eben ihre Eigenschaften und Grenzen. Da kannst du im Idealfall nur solche Materialien wiederholungsgenau mit bearbeiten wie das Werkstückmaterial, ansonsten würde man entweder das Werkstück verderben oder die Maschine beschädigen. > Es lassen sich durchaus noch Verbesserungen einbringen. Am "Unterbau" > könnte ich noch Verstrebungen einsetzen beim Portal wird es jedoch schon > schwerer. Das Prinzip mit der Rückwand einer Schrankwand wurde hier doch schon erwähnt und deshalb kannst das auch für deinen Unterbau nutzen. > Zumindestens den oberen Teil des Portals kann ich mit Querverstrebungen > verstärken. Mach man, bau da mal schön zusätzliche Spannungen ein und missachte die auftretenden Momente und Kräfte. Wirst schon merken wenn die Mühle klemmt. > "Blöde" aussage aber die Seiten des Portals könnte man ja noch von > aussen versteifen. Z.b. mit einem Rechteckigem Rohr o.ä. was zugleich > noch als Kabelführungen dienen kann. Mach mal, wirst schon sehen, was dann wahrscheinlich passiert. Wenn du dich auf nur eine Seite beschränkst, könnte es dagegen klappen.
Nemesis schrieb: > Das Prinzip mit der Rückwand einer Schrankwand wurde hier doch schon > erwähnt und deshalb kannst das auch für deinen Unterbau nutzen. Nunja, in der Zeichnung fehlt die Boden/Opferplatte diese sah ich als Selbstverständlich an und habe diese deswegen nicht eingezeichnet. DIese liegt ja als "Deckel" auf dem Unterbau auf und wird Links und Rechts mit je 5, Oben und Unten mit je 3 Schrauben befestigt. Dadurch ist der Unterbau stabil. Wo, wie ja schon angemerkt, die Boden/Opferplatte ja dann als Rückwand wie bei einem Schrank fungiert. Ich hätte da noch was. Wo bekomme ich Wellenkupplungen her? Ich finde leider keine passenden. Eine Bohrung ist immer zu klein oder zu groß. Selber herstellen? Also Rundstahl oder Rundedelstahl nehmen, jede Seite mittig anbohren und von der Seite je ein Gewinde für eine Madenschraube um da dann auf der einen Seite die Spindel und auf der anderen Seite den Motorschaft zu fixieren?
Rene H. schrieb: > Ich hätte da noch was. WO bekomme ich Wellenkupplungen her? Ich finde > leider keine passenden. Eine Bohrung ist immer zu klein oder zu groß. Normalerweise sind die beiden Hälften der Kupplung einzeln erhältlich - mit dem Verkäufer reden. Wenn es partout nicht geht: Bohrung aufdrehen oder -reiben. Der normale Weg besteht allerdings darin, alle Wellen auf ein Standardmaß zu drehen und die passenden Wellenkupplungen zu kaufen.
Nunja, ich hatte mir auch schon überlegt in die Spindel Zentriert anzubohren, so 2 - 3 cm tief und direkt auf die Motorwelle zu setzen. Eine seitliche Bohrung für eine Madenschraube in die Spindel zum fixieren. Jedoch werde ich mich da wohl mit dem "zentriert" sehr schwer tun.
Rene H. schrieb: > Nunja, ich hatte mir auch schon überlegt in die Spindel Zentriert > anzubohren, so 2 - 3 cm tief und direkt auf die Motorwelle zu setzen. Deine Problemklasse heißt "Welle-Nabe-Verbindung" und es gibt sehr viele Standardlösungen. Eine oder mehrere davon passen für Deinen Fall. Viel Spaß beim Suchen.
Bei Ebay gibt's haufen Kupplung für verschiedene Durchmesser. Einfach nach Wellenkupplung suchen.
Nemesis schrieb: > Chris D. schrieb: >> Bisher setzt Du auch das Material nicht optimal ein. Das ist zwar >> schweres Plattenmaterial, aber das wird sich aufgrund der ungünstig >> gewählten Querschnitte sehr leicht verbiegen. Da solltest Du lieber >> Rohre mit entsprechendem Querschnitt wählen, die bei gleichem oder sogar >> weniger Gewicht Deine Maschine viel steifer werden lassen. > > Das musst du mal vormachen wie du mit einem Fachwerk eine höhere > Steifigkeit hin bekommst, als wie mit Vollmaterial? Bei gleichem Gewicht (wie ich oben schrieb)? Das ist eine der leichtesten Übungen. Dazu reicht schon der simple Fall eines Brettes, das einmal hochkant und einmal flach Kräfte aufnehmen muss. Spann Renes Flachmaterial für die Portalständer (Maße sehe ich jetzt nicht, ich schätze einfach mal 20x80mm) waagerecht ein und häng 50kg dran und miss die Durchbiegung und dann nimmst Du ein Hohlprofil fast gleicher Masse aber mit mehr Querschnitt (80x80x5mm)und wiederholst das. Dreimal darfst Du raten, welche Konstruktion steifer ist (und zwar nicht nur ein bißchen, sondern um Größenordnungen). Dazu musst Du Dir nur den Eiffelturm anschauen - oder auch eine beliebige alte, genietete Stahlbrücke. > Wer sich mit Konstruktionen beschäftigt weiß, dass Masse nicht > gleich Klasse ist und muss sich daher auch mit Kräften, Festigkeiten, > Momenten und Freiheitsgraden beschäftigen. Mal hier ein Rohr, da > ein Winkel wird die Probleme kaum lösen. Im ungünstigsten Fall > kann es sogar passieren, dass die Konstruktion zu steif wird und sich > die Führung so fest fährt und so klemmt, das ohne Nachhilfe das > Ding sich nicht mehr bewegt. Eine Lagerung, die klemmt, ist einfach nur eine schlechte Lagerung - die hat aber nichts mit der Steifigkeit der Konstruktion zu tun.
Nemesis schrieb: > Das musst du mal vormachen wie du mit einem Fachwerk eine höhere > Steifigkeit hin bekommst, als wie mit Vollmaterial? Wenn der Kran aus Vollmaterial gebaut wird, um die notwendige Steifikeit zu haben... wenn du nicht verstanden hast, was damit gemeint ist, dann einfach den Fuß still halten.
Wenn ich mir die letzten posts so duchlese kann ich mir nicht verkneifen auf die 3020 zu verweisen... Beispielhaft gibts die hier: http://www.ebay.at/itm/New-CNC-Router-Engraver-Milling-Machine-Engraving-Drilling-3-Axis-3020-Desktop-/171852393472?hash=item2803336c00 Es gibt auch einen 3020Z mit kugelumlaufspindeln (hab ich mir geholt) Glaub mir, auch wenn die Mechanik fertig ist, das thema ist weit komplexer wie ich mir das gedacht hätte... Absaugung, Lärmschutz sind auf der einen und die GCode-Generierung auf der anderen Seite sind weit aufwendiger als das bisserl mechanik. Übrigens würde ich für eine "richtige" cnc-fräse auf jedenfall zu einem Sieg X1-Umbau tendieren... Für PCB oder Kunststoff fräsen tuts die 3020 allemal... Die absolute Genauigkeit verhaut man sich sowieso mit billigen china-fräseren/spindeln (rundlauf von fräse und spindel und spann-zangen). da ist die Steifigkeit fast schon nebensache... 73
Hans schrieb: > Übrigens würde ich für eine "richtige" cnc-fräse auf jedenfall zu einem > Sieg X1-Umbau tendieren... Mach aus der X1 eine X3 und dann paßt das :-).
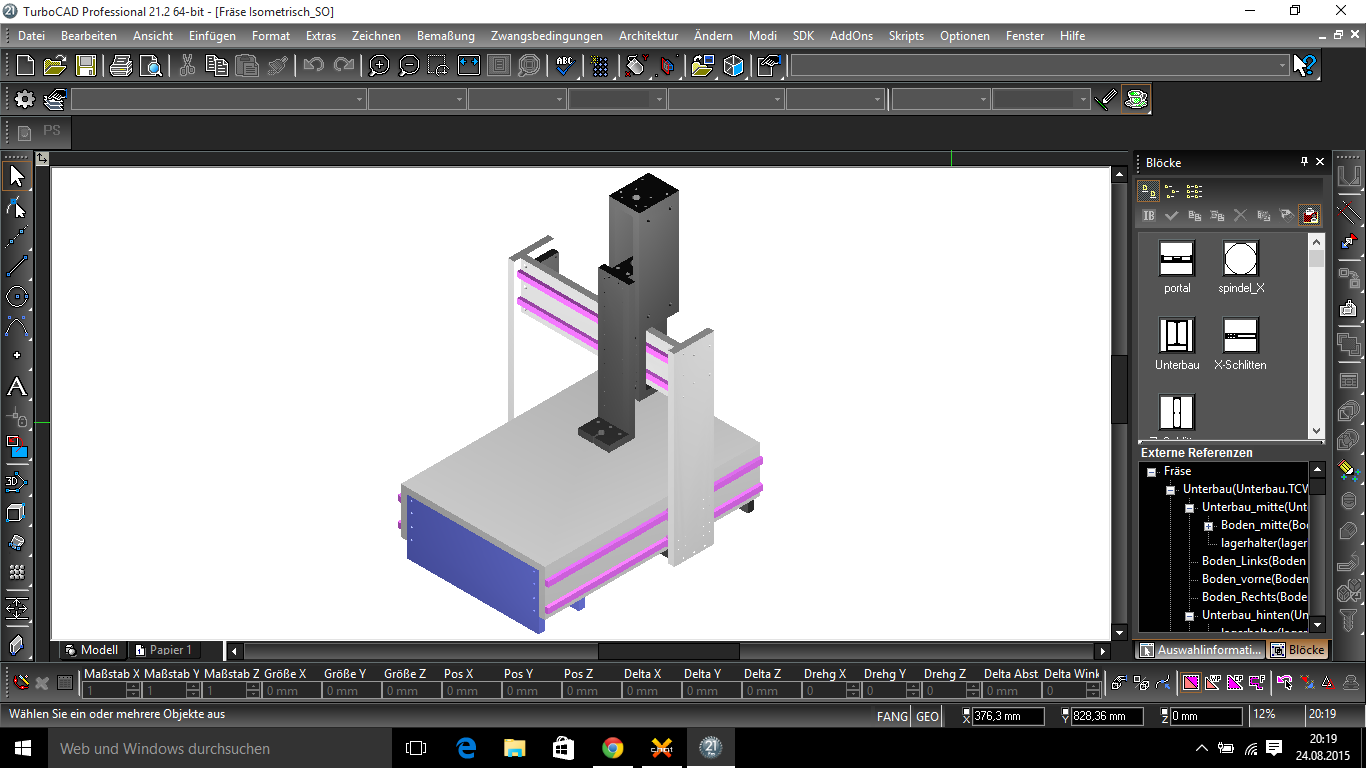
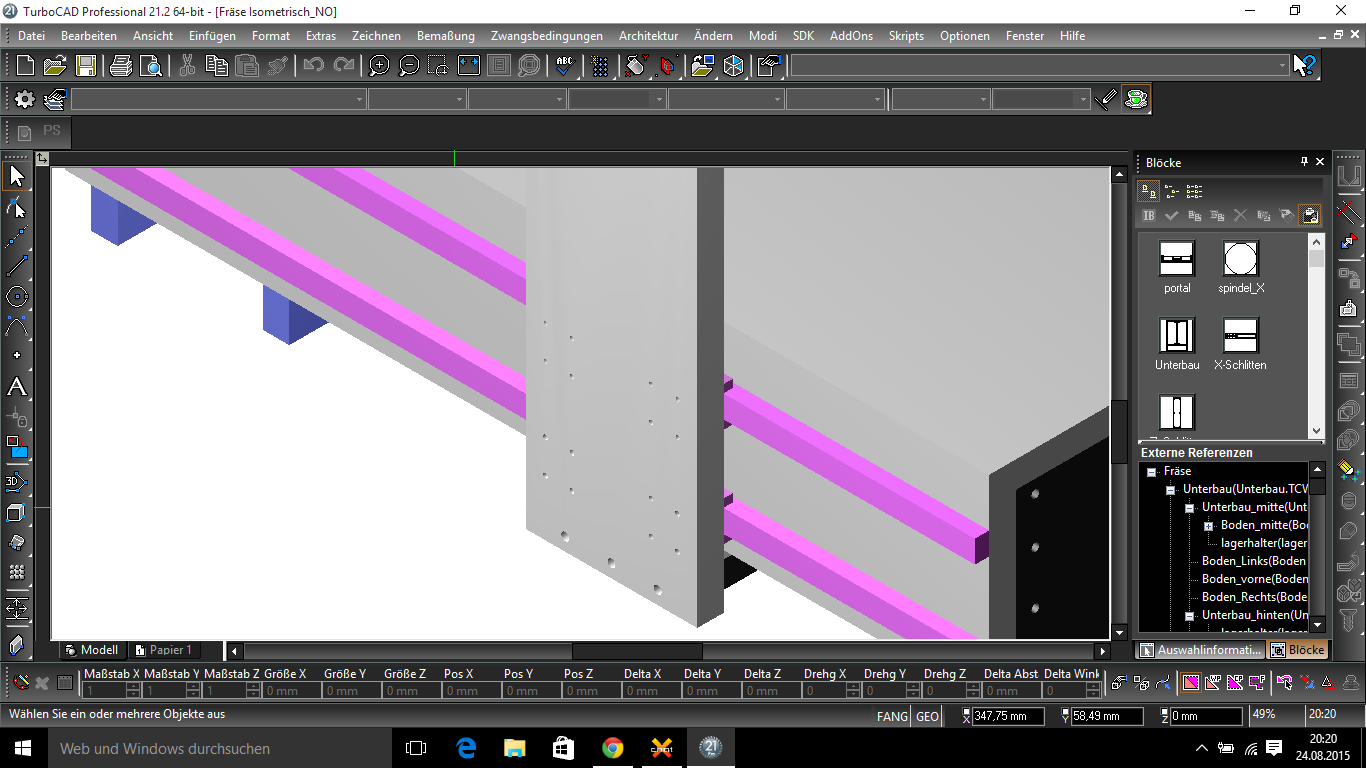
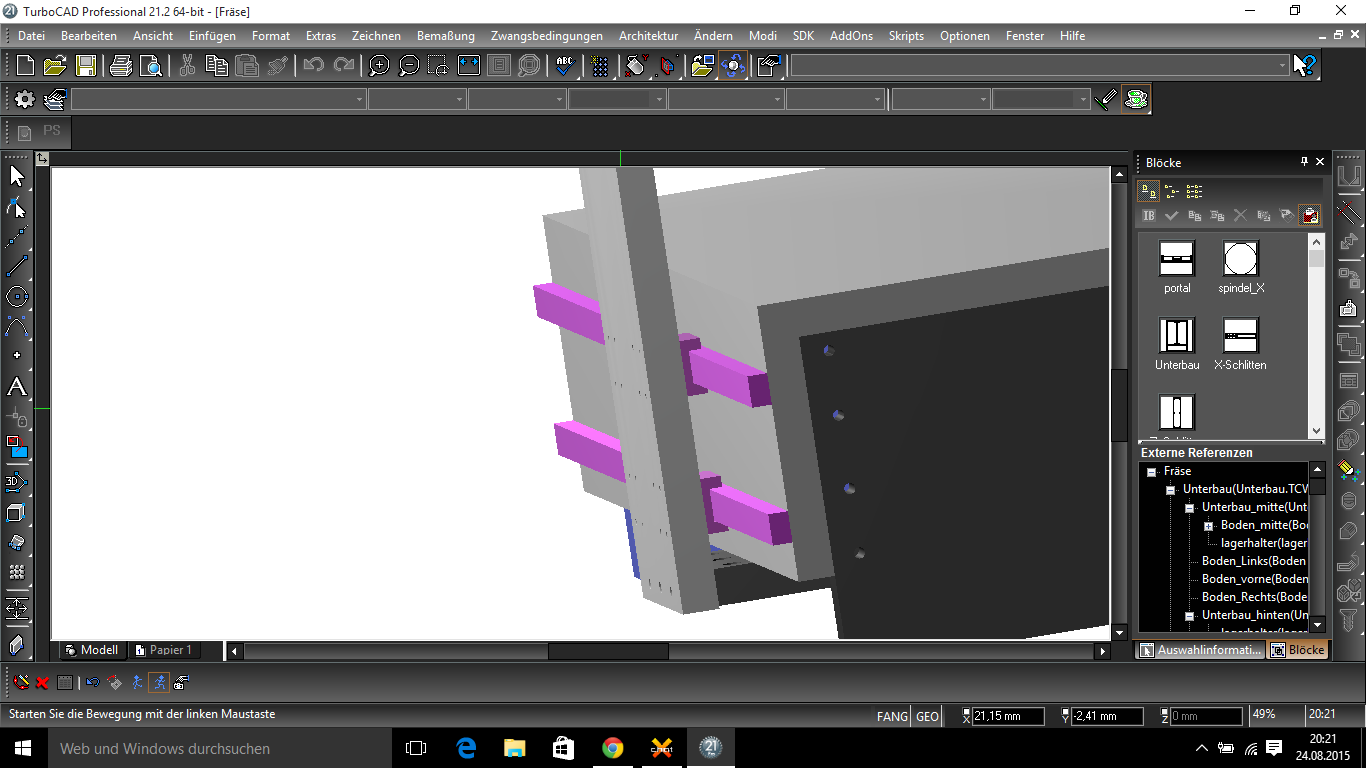
So, ich habe dann mal die Schlitten und die Schienen sowie die Opferplatte eingezeichnet. An die U-Profile mache ich mich dann morgen. Also links und rechts sind je 2 Schienen sowie 4 Schlitten.
Angehängte Dateien:
-

20150827_165456_resized.jpg
240 KB -

20150827_165505_resized.jpg
200 KB -

20150827_165511_resized.jpg
220 KB -

20150827_165522_resized.jpg
200 KB -

20150827_165535_resized.jpg
250 KB -

20150827_165544_resized.jpg
220 KB

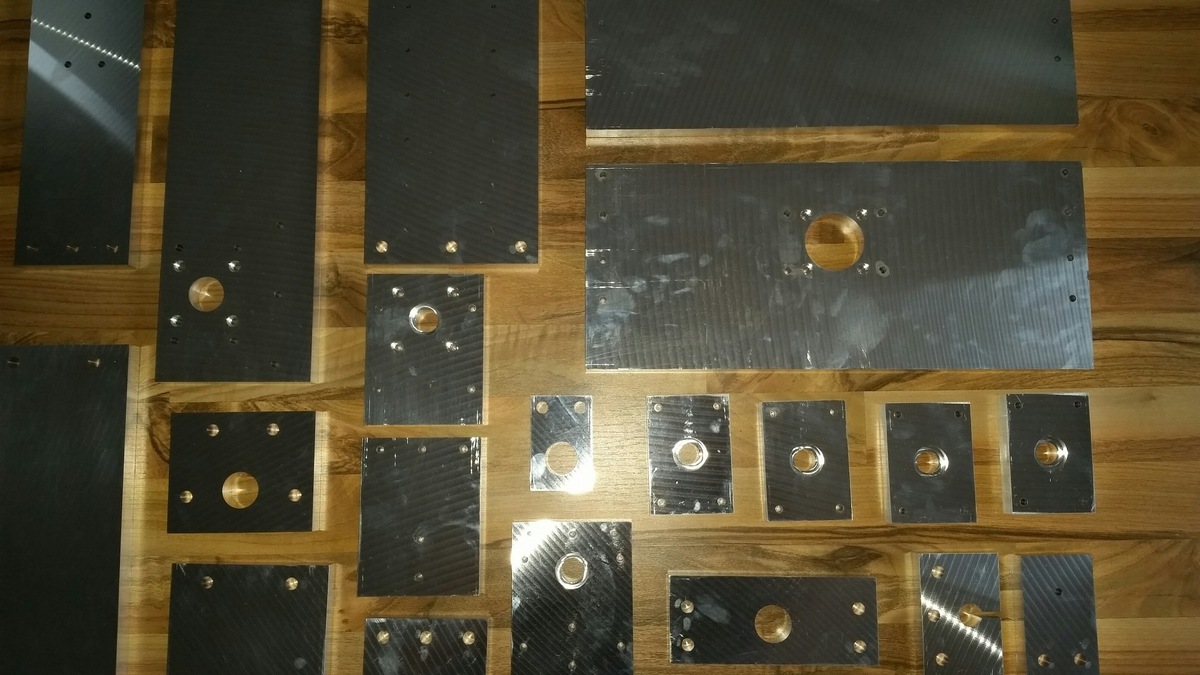




So, die neuen Teile sind da. Nun geht es an den Aufbau :)
Ich schwerer als gedacht :) Naja, es geht vorran :) Ich habe es jetzt nun mehrfach getestet, "verbiegen" tut sich da mal absolut nichts. Das längste Teil ist 70cm lang. Nur an den enden je 10mm Auflage, der Rest hin frei in der Luft. 5kg mittig aufgelegt und es ist weder durchgehangen noch sonst etwas. (ok, 0,2mm) aber bei 5kg auf diese Länge. Beim fräsen sollte da wohl kaum was "verbiegen".
Was haltet ihr von so einem Spindle? http://www.ebay.de/itm/CNC-400W-Brushless-Spindle-Motor-ER11-Mach3-PWM-speed-controller-Mount-PS-/121486334930?hash=item1c49265bd2
Rene H. schrieb: > Beim fräsen sollte da wohl kaum was "verbiegen". Wenn im Betrieb deine Fräser unmerklich stumpfer werden, wirst du schnell merken ob sich da was verbiegt oder schwingt.
Wie viel haben diese ALU-Teile gekostet? Ich finde es ja erstaunlich dass du - aller berechtigten Kritik zum Trotz - dich gegen eine Versteifung entschieden hast und nun viel Geld für diese Alu-Teile ausgegeben hast! Herzlichen Glückwunsch. Hast du IGUS-Führungen schon mal in der Hand gehabt? Die sind für viele Dinge super zu gebrauchen! Aber sicher nicht für CNC-Fräsen. Natürlich kannst du bei einigen IGUS-Produkten das Spiel einstellen, aber je weniger Spiel du einstellst desto höher wird die Reibung. So verballerst du dein Motor-Drehmoment schon in der Linearführung. Außerdem klemmen diese Führungen gerne wenn man bestimmte konstruktionsgrundlagen missachtet wie z.B die 2:1 Regel: http://www.igus.de/contentData/wpck/pdf/global/2zu1Regel.pdf Du findest 5kg viel und 0,2mm wenig? Rechne mal aus wie viel Kraft deine Motoren über die Spindel aufbringen können! Da sind 5kg eine eher geringe Last. Angenommen dein Aufbau schwingt "nur" 0,2mm in jede Achse. Das reicht aus um für einen schnellen Fräsertod zu sorgen. Viel Erfolg noch! Vielleicht wird ja doch alles gut! Gruss Harald
Hallo, Die ALU-Platten haben mich jetzt inkl. Fräsen, Vermessen und Versand 386,72 Euro gekostet. Ein paar Teile habe ich nun noch nachbestellt was die Versteifung angeht. Hier habe ich ja bereits mehrere Zeichnungen erhalten. Auch habe ich das mit einer Maschinenbau Firma hier bei uns mal besprochen. Diese hatten zwar erst, ähnlich wie hier, "komisch" reagiert. Fanden es aber dennoch gut etwas derartiges als Hobby zu verrichten und zeigte mir dann auch anhand ein paar Reststücken was die so hatten einige Praxisbeispiele der Versteifung, verbiegen etc. Natürlich sagte man mir auch dort, das man das ganze etwas anders hätte Planen können sodass das ganze besser wäre, jedoch ist es möglich das ganze nun so zu verbessern das es auch über Umwege zu einer dennoch für den Hobbygebrauch guten CNC Fräse wird. Natürlich habe ich schon einmal IGUS Schienen und Schlitten in der Hand gehabt. Diese habe ich erstmal genutzt da ich günstig an 8m Schienen und 30 Schlitten kam. Beim Prototypen haben diese schon ganz guten Dienste geleistet. Jedoch werden diese in den nächsten Tagen gegen Schienen von Schneeberger sowie Automatikschlitten ersetzt.
Rene H. schrieb: > Was haltet ihr von so einem Spindle? > > http://www.ebay.de/itm/CNC-400W-Brushless-Spindle-Motor-ER11-Mach3-PWM-speed-controller-Mount-PS-/121486334930?hash=item1c49265bd2 Müll! Ich kenne zwar Leute die sind damit zufrieden, die kaufen aber auch laufend neue Fräser ;-) Warum? Das Ding besteht an der eigentlichen Spindelaufnahme aus einem aufgeschraubten Mörkel. Das wird nie einen wirklich guten Rundlauf haben. Bei echten Spindeln besteht Motorachse und Spindelaufnahme aus einem Stück. Old-Papa
Also dann doch eher sowas? http://www.kress-fraesmotoren.com/de/kress-fraesmotor-fraesspindel-1050-fme-1.html
https://www.youtube.com/results?search_query=diy+portalfr%C3%A4se&page=2 Die haben natürlich alle keine Ahnung und die hatten alle "Glück" oder wie soll ich das verstehen? Selbst aus Holz läuft es bei denen.
Rene H. schrieb: > 5kg mittig aufgelegt und es ist weder > durchgehangen noch sonst etwas. (ok, 0,2mm) aber bei 5kg auf diese > Länge. Beim fräsen sollte da wohl kaum was "verbiegen". Nicht beim Fräsen von Käse. Ein Fräser soll einen gleichmässigen Span von 0.01 bis 0.05mm abtragen. Was heisst das in Bezug auf 0.2mm ? Hast du mal versucht, einen Span von Alu-Metall mit einem Messer abzuschneiden ? Reichten da 5kg (50N) ?
Angehängte Dateien:
-

DSC_0005.jpg
250 KB -

DSC_0006.jpg
220 KB -

DSC_0008.jpg
240 KB -

DSC_0009.jpg
240 KB -

DSC_0010.jpg
240 KB -

DSC_0011.jpg
230 KB -

DSC_0012.jpg
230 KB -

DSC_0013.jpg
240 KB
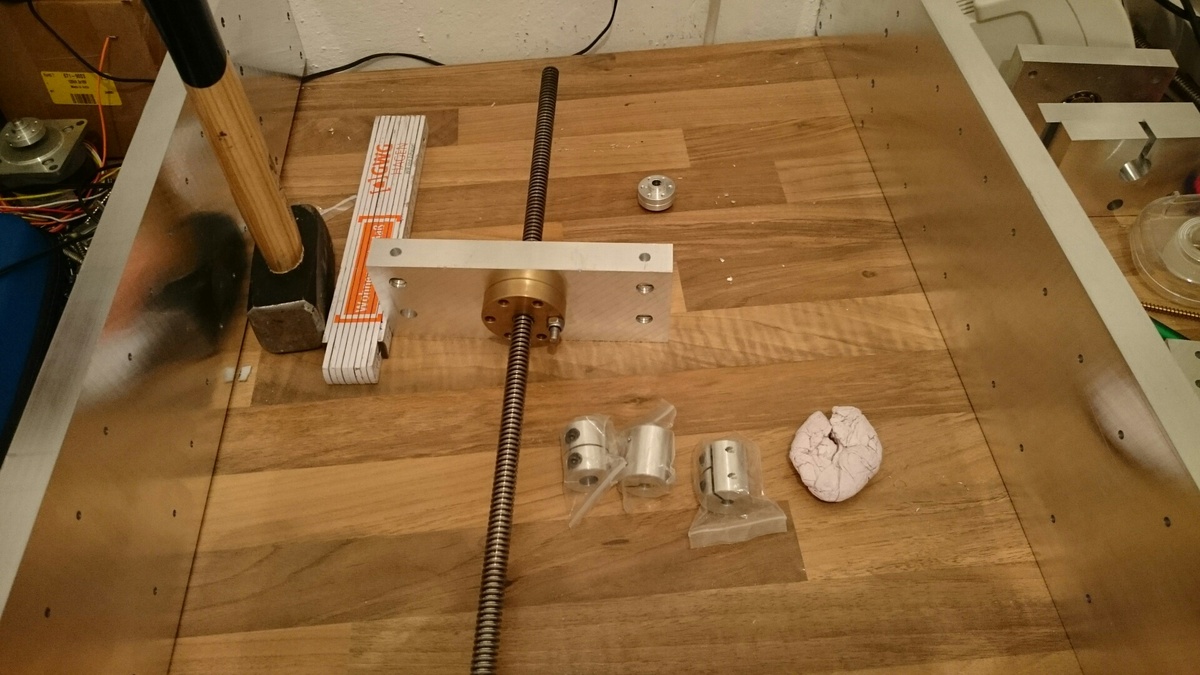






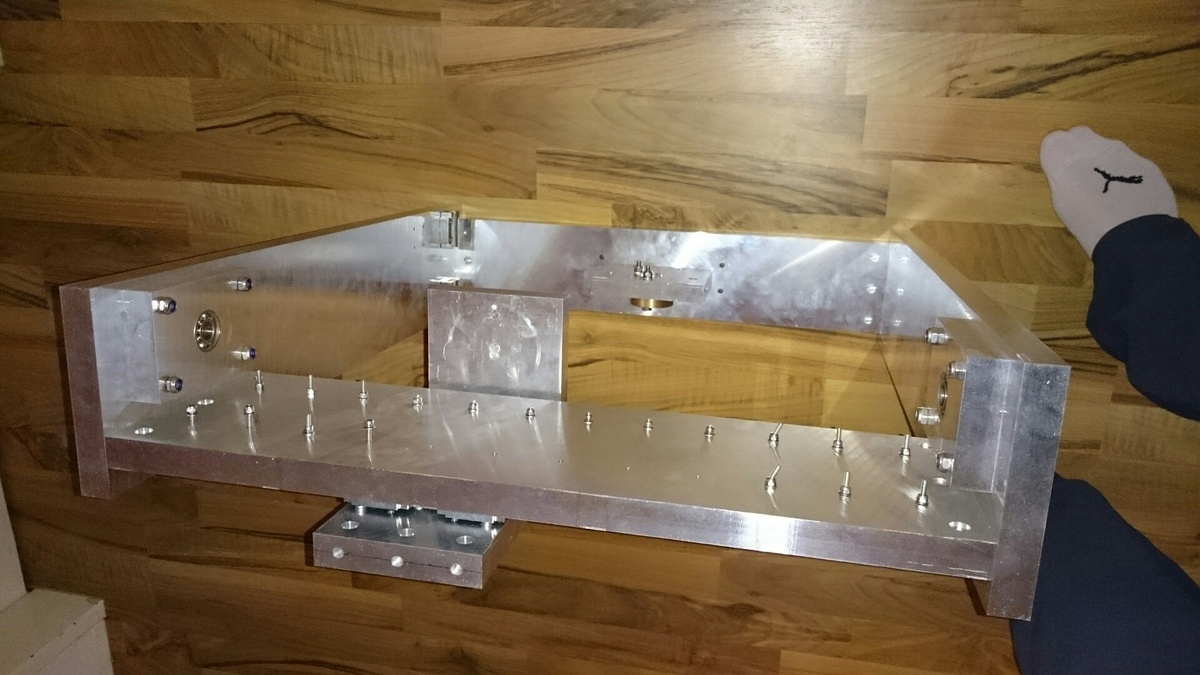
So, anbei dann mal wieder ein paar weitere Bilder.
Für die Sünden, die du da konstruiert hast, bekommst du keine Absolution. Sich Mühe geben, reicht einfach nicht. Du hättest dir bei deinem Vorhaben über Details mehr Gedanken machen und mehr Fragen stellen müssen. Jetzt musst du teuer Lehrgeld zahlen, sehr teuer. -Allein wenn ich die lange Spindel sehe im Verhältnis zu der Größenordnung deiner Gesamtkonstruktion. -Dann dein Kugellager, dass im Betrieb jederzeit aus seinem Lagersitz herausgedrückt zu werden droht, so wie das aussieht. -Wie die Spindel da befestigt werden soll, würde ich auch gern mal sehen. -Die hinteren Schlitten für die X-Achse auf der Z-Achsen-Platte sehen auch komisch aus, als wenn da noch eine Platte dazwischen montiert ist. -Die Schlitten für die Z-Achse sind so sehr ungünstig platziert. -Das gibt durch die Z-Schienen einen schön großen Hebel, der die Schlitten hübsch überlasten wird, je weiter die Z-Achse nach unten fährt. -Gewöhnlich montiert man die Schienen der Z-Achse auf die Platte der X-Achse und die Schlitten auf die Platte wo die Frässpindel montiert und betrieben wird. -Was man falsch machen kann, scheinst du auch falsch gemacht zu haben, neben ein paar Dingen, die vermutlich noch gar nicht erkennbar sind. Da wird noch jede Menge Nacharbeit nötig sein.
Darf man erfahren, was der Erbauer dieses Kunstwerks für einen schulischen bzw. beruflichen Hintergrund hat? Schon mal ein ähnliches Projekt gemacht?
GeneigterLeser schrieb: > Darf man erfahren, was der Erbauer dieses Kunstwerks für einen > schulischen bzw. beruflichen Hintergrund hat? > Schon mal ein ähnliches Projekt gemacht? Achte mal auf die Füße des TO in den letzten zwei Bildern. Ich tippe auf einen Teenager der noch aufs Gymnasium geht.
Hallo Rene, ich habe auch eine Fräse selber gebaut und es war mir von vorne herein klar, daß ich mit der nur Holz und Kunststoff bearbeiten kann. Alu muss ich auch nicht bearbeiten. Ich würde meine Maschine heute anderst bauen und vielleicht mache ich das auch irgendwann noch mal. Laß dich ned unterkriegen und mach wie du willst. Nur aus Erfahrung wird man klug. Weiter so ! Harry
@ Nemesis Bitte kein Spiel verderben. Mein PopCorn habe ich immer noch für den Moment aufgehoben :-) Der Rene will so und es bleibt bitte SO. Crazy H. schrieb: > Laß dich ned > unterkriegen und mach wie du willst. Nur aus Erfahrung wird man klug. > Weiter so !
Crazy H. schrieb: > Nur aus Erfahrung wird man klug. Dein Mut-Zuspruch in allen Ehren aber zum Glück hast du mit dieser Aussage nicht recht!

Crazy H. schrieb: > Ok damit ihr noch was zum lästern habt Der Aufbau dürfte im Betrieb auch aufgrund der dünnen Bleche recht laut sein. Vor allem bei Holz, wo man um einen Mindestvorschub nicht herumkommt, will man vermeiden, daß das Werkzeug ausglüht. Wenn Dir das reicht: OK. Aber wenn Du Dich wunderst, warum die Oberflächen nichts werden: Nicht jammern. Sondern verbessern. Und sollte es Dein Erstlingswerk sein: Gratulation! Man kann schlechter starten.
Die Bleche sind 1.5mm Edelstahl und mehrfach gekantet - da schwingt nichts. Außerdem dienen die nur der Abdeckung der Führungen und Spindeln. Die beiden Platten vorne/hinten sind aus 20mm Alu. Verbunden sind diese durch 4 16mm Präzisionswellen und 6 30er Bosch-Profile (auf denen der Nutentisch verschraubt ist).
Crazy H. schrieb: > Die Bleche sind 1.5mm Edelstahl und mehrfach gekantet Sieht man dem Aufbau nicht an. Das verbessert natürlich einiges.
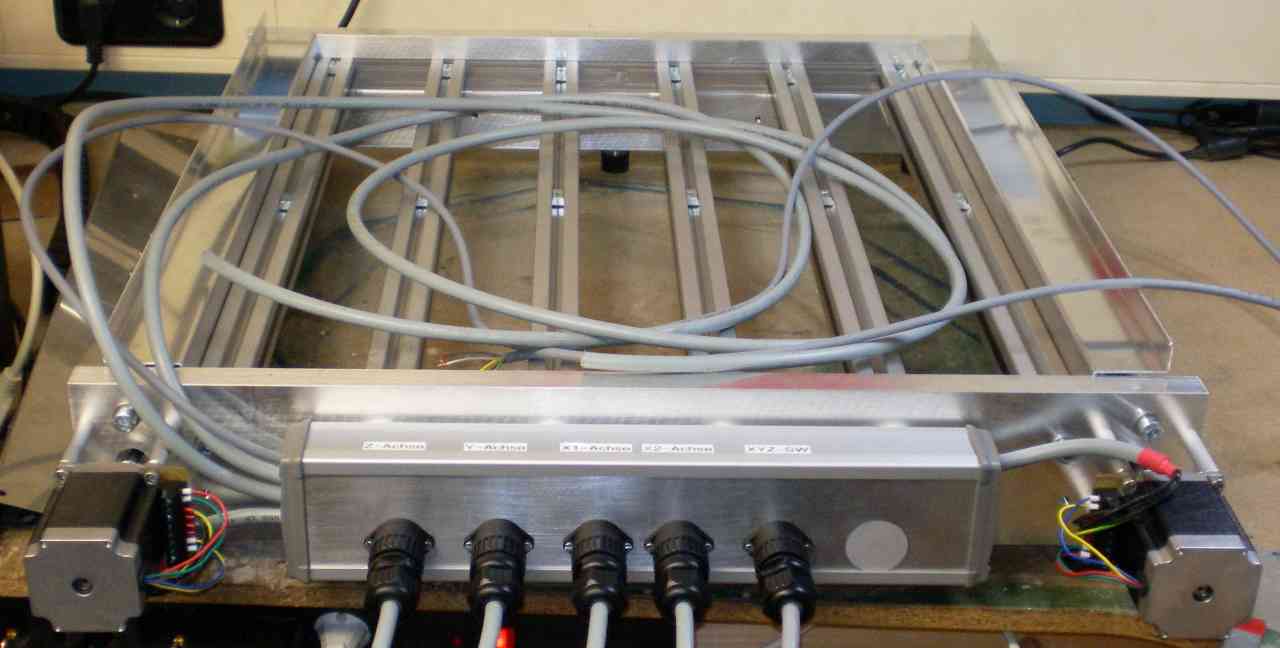
{kind=link}
{kind=link}
{kind=link}
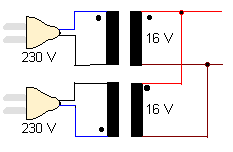{kind=link}
Zwei Motore auf der Y-Achse synchron zu halten hat aber auch seine Grenzen. Die Portalstiele rechts und links könnten zur Parallelogrammverschiebung neigen wenn Werkzeuge stumpfer werden und die daraus entstehenden Gegenkräfte größer, evtl. zu groß werden. Einer Seite durch zusätzliche Profilierung eine höhere Steifigkeit aufzuzwingen könnte dem Effekt entgegenwirken. Kommt natürlich drauf an was man bearbeiten will. Käse? Crazy H. schrieb: > Verbunden > sind diese durch 4 16mm Präzisionswellen Zunächst mal bezeichnet man das als Spindeln (eine Welle hat kein Gewinde) und wo da vier sein sollen, kann ich nicht nachvollziehen. > und 6 30er Bosch-Profile (auf > denen der Nutentisch verschraubt ist). Viel hilf viel, wird aber mit anderen Nachteilen in Kauf genommen. Mehr Reibung, mehr Aufwand ohne erkennbaren Grund, höhere Kosten, etc.. Das Konstruktionsgrundprinzip von Fest-und Loslager wird hier scheinbar auch komplett mit Füßen getreten. Zumindest kann man hier wohl auf der Maschine auch einen Bleiblock bearbeiten, was die Linearführungen sogar packen würden. Ob das die Motore auch schaffen? Gewöhnlich reichen zwei Schienen pro Achse bei normalen Materialien die nicht härter wie die, aus der die Maschinenkonstruktion ist. Walter T. schrieb: > Sieht man dem Aufbau nicht an. Das verbessert natürlich einiges. Als Schutz macht das sicher Sinn. Ansonsten werden sich Probleme erst im Betrieb zeigen. Ein Video wenn die Maschine in Betrieb arbeitet wäre aussagekräftiger.
Nemesis schrieb: > Crazy H. schrieb: > Verbunden > sind diese durch 4 16mm Präzisionswellen > >> Zunächst mal bezeichnet man das als Spindeln (eine Welle hat kein >> Gewinde) und wo da vier sein sollen, kann ich nicht nachvollziehen. Ja Herr Klugscheisser, nur das sind Präzisionswellen. Die beiden Spindeln befinden sich zwischen jeweils 2 von denen Damit man das versteht: (das ist übrigens die X-Achse) links und recht befinden sich jeweils 2 WELLEN und dazwischen eine Spindel. Das Portal wird über 8 lange Linearlager auf diesen Wellen geführt und gehalten. Die Boschprofile (und Wellen) verbinden die End-Platten.
Crazy H. schrieb: >>> Zunächst mal bezeichnet man das als Spindeln (eine >>> Welle hat kein Gewinde) und wo da vier sein sollen, >>> kann ich nicht nachvollziehen. > > Ja Herr Klugscheisser, Nun ja, dem Herrn Klugscheisser sollte man das "Klug-" aberkennen. Die AbtriebsWELLE einer üblichen Handbohrmaschine trägt nämlich durchaus Gewinde. > nur das sind Präzisionswellen. Sicher nicht. WELLEN übertragen Drehmoment, während ACHSEN nur andere Bauteile in ihrer Position halten. Achsen mit durchgehendem Gewinde kenne ich unter dem ordinären Namen "Gewindestange". Meinst Du so etwas? > Damit man das versteht: (das ist übrigens die X-Achse) > links und recht befinden sich jeweils 2 WELLEN und > dazwischen eine Spindel. "Ein Bild sagt mehr als tausend Worte." > Das Portal wird über 8 lange Linearlager auf diesen Wellen Nein. Achsen. > geführt und gehalten. > Die Boschprofile (und Wellen) verbinden die End-Platten. Himmelherrgott! ACHSEN!!! Mach doch einfach mal ein Photo von der Seite, oder zumindest aus schräger Blickrichtung, damit man sich das leichter vorstellen kann. Warum hast Du Dich übrigens für eine Portalbauweise entschieden? Ich weiss, dass das mehr oder weniger alle so machen, aber ich würde trotzdem gern Deine Gründe wissen. Ich finde Portalfräsen nämlich ziemlich furchtbar... Unabhängig davon: Glückwunsch zum funktionierenden Spielzeug :-)
Portalfräsen haben nun mal das beste Gesamtgrößemitausladung-Verfahrbereich-Verhältnis :) Auf Kosten der Stabilität, da man gleich 3 Achsen kaskadieren muss. Ich persönlich bin da ein Fan der obenliegenden Gantrybauweise. Diese Achsen werden übrigens bei eBay und sonst überall als "Präzisionswelle" verkauft. Daher wohl die konsequente Verwendung des Wortes Welle.
Paul H. schrieb: > Diese Achsen werden übrigens bei eBay und sonst überall als > "Präzisionswelle" verkauft. Daher wohl die konsequente Verwendung des > Wortes Welle. DANKE :o) ansonsten möge man mir die Verwechslung der Begriffe verzeihen. Foto von der Seite ist schwierig, da auf der zugänglichen Seite die Kabelführungen an dem Abdeckblech befestigt sind. Evtl. eine Zeichnung, wenn ich am PC bin (jetzt Tablet).
Paul H. schrieb: > Portalfräsen haben nun mal das beste > Gesamtgrößemitausladung-Verfahrbereich-Verhältnis :) Ist mir klar; das wird auch der Grund für die häufige Wahl dieser Bauweise sein. Trotzdem interessiert mich, warum sich Crazy H. nun genau für diese Form entschieden hat. > Auf Kosten der Stabilität, da man gleich 3 Achsen kaskadieren > muss. Zumindest bei der (üblichen) Ausführung mit fahrendem Portal ist das so, ja. > Ich persönlich bin da ein Fan der obenliegenden Gantrybauweise. Naja, ich habe bei der Ausbildung an (konventionellen) Werkzeug- fräsen gearbeitet. Direkt daneben standen auch 3 CNC-Fräsen, die waren in Fahrständer-Bauweise ausgeführt. Der Vorteil dieser Bauweise ist, dass das Werkstück selbst wesentlich größer sein kann als der Arbeitsraum, der durch Verfahren in den drei Achsen zugänglich ist. Bei einer Portalfräse ist man in zwei Achsen definitiv durch die Portalgröße beschränkt; lediglich in der dritten Achse kann man das Werkstück nachsetzen. Deshalb glaube ich, dass die Portalbauweise letztlich mehr Probleme schafft, als man dadurch löst - durch die harte Beschränkung baut man die Fräse von vornherein größer, was letztlich der Stabilität abträglich ist. > Diese Achsen werden übrigens bei eBay und sonst überall > als "Präzisionswelle" verkauft. Daher wohl die konsequente > Verwendung des Wortes Welle. Scheußlich. Als Erbauer einer CNC-Maschine sollte man schon wissen, dass man etwas, was man unter dem Namen "Welle" gekauft hat, auch als Achse einsetzen kann :) Aus dem Hahn kommt auch Wasser, aber was man seinen Gästen letztlich serviert, ist Bratensauce...
Possetitjel schrieb: >> Ich persönlich bin da ein Fan der obenliegenden Gantrybauweise. > > Naja, ich habe bei der Ausbildung an (konventionellen) Werkzeug- > fräsen gearbeitet. Vor einigen Jahrzehnten ich ebenfalls. Inzwischen geht der Trend für CNC und große Werkstücke immer mehr zu Portalmaschinen. > Der Vorteil dieser Bauweise ist, dass das Werkstück selbst > wesentlich größer sein kann als der Arbeitsraum, der durch > Verfahren in den drei Achsen zugänglich ist. Das Werkstück liegt dabei auf einem Tisch welcher die XY-Bewegung ausführt. Der Tisch muss bei großen Teilen mit hohem Gewicht dafür ausgelegt werden (Schwerpunkt wandert). Bei einer Portalmschine liegt das Werkstück 'auf dem Boden', kein Tisch wird mit dem Werkstück belastet. Da das Portal der Fräse immer gleich schwer und steif ist kann der Hersteller dieses dann 'auf Punkt' auslegen und muss nicht wechselnde Gewichtsbelastungen mit eingeziehen. > Deshalb glaube ich, dass die Portalbauweise letztlich mehr > Probleme schafft, als man dadurch löst - durch die harte > Beschränkung baut man die Fräse von vornherein größer, was > letztlich der Stabilität abträglich ist. Größer muss doch nicht zwangsläufig weicher sein. In der Halle nebenan wird gerade eine obenliegende Gantryfräse aufgebaut, Arbeitsbereich geschätzt 2000x4000x1500mm. Ausgeführt übrigens mit vier obenliegenden Linearführungen. Das Ding sieht seehr stabil aus, stabiler als eine auskragende Gestell-Werkzeugfräse. Bei dieser Maschine sieht das Gestell m.E. ordentlich steif aus: http://www.iberimex.de/zayer/portal_frasmaschinen/memphis
Possetitjel schrieb: > Ist mir klar; das wird auch der Grund für die häufige Wahl dieser > Bauweise sein. > Trotzdem interessiert mich, warum sich Crazy H. nun genau für diese Form > entschieden hat. Meinst die Bauform an sich oder speziell diese Bauweise ? Zur Bauform (also Portalfräse): weil die Platznutzung am besten ist, der Eigenbau am einfachsten war und diese Form für mein Einsatzzweck (Platten fräsen aus Holz und Kunststoff) am geeignetsten erschien. Zur Bauweise: die Maschine ist komplett selber entworfen. Naturlich nicht ohne vorher hunderte Seiten im Netz gelesen zu haben.
Crazy H. schrieb: > Possetitjel schrieb: >> Ist mir klar; das wird auch der Grund für die häufige Wahl >> dieser Bauweise sein. Trotzdem interessiert mich, warum >> sich Crazy H. nun genau für diese Form entschieden hat. > > Meinst die Bauform an sich oder speziell diese Bauweise ? > Zur Bauform (also Portalfräse): Ja, das meinte ich. > weil die Platznutzung am besten ist, der Eigenbau am einfachsten > war und diese Form für mein Einsatzzweck (Platten fräsen aus > Holz und Kunststoff) am geeignetsten erschien. Okay, das verstehe ich. Für 2D-Bearbeitung von Plattenmaterial ist eine Portalfräse wahrscheinlich wirklich das Optimum. Danke.
Thomas F. schrieb: >> Deshalb glaube ich, dass die Portalbauweise letztlich mehr >> Probleme schafft, als man dadurch löst - durch die harte >> Beschränkung baut man die Fräse von vornherein größer, was >> letztlich der Stabilität abträglich ist. > > Größer muss doch nicht zwangsläufig weicher sein. "Nicht zwangsläufig", richtig. - Ist es aber faktisch in der Praxis des Hobbybastlers. Eine Portalfräse, die Kunststoff der Größe (1200 x 600 x 100)mm^3 bearbeiten kann, finde ich nicht sehr interessant. Ich würde mir eine Fahrständer-Fräse wünschen, die ungefähr (500 x 200 x 100)mm^3 Arbeitsraum hat und für Stahl geeignet ist. Der Arbeitsraum sollte aber frei zugänglich sein. Wenn ich viermal umspannen und das Werkstück neu einmessen muss, macht das nix.
Es ist mir ja schon fast unangenehm die Frage zu stellen.. aber wieso verwendest du eine nicht-elastische Kupplung?
Hallo @Rene Wo hast du dir die Alu Blöcke fräsen lassen? Waren die 365 EUR inkl. Material? Was ist das fürn Alu? lg, Richard
Hi
>Beitrag #4354765 wurde von einem Moderator gelöscht.
Danke.
MfG Spess
Hi, komme nicht wirklich vorran da ich 12-14 std arbeite aber ich poste heute Abend neue Bilder. Die Teile waren ohne MwSt. also die kommen noch drauf. Algm2 ist das Alu. Gussaluminium. Grüße
Rene H. schrieb: > komme nicht wirklich vorran da ich 12-14 std arbeite aber ich poste > heute Abend neue Bilder. Für ein Hobby sollte man schon Zeit haben, was du anscheinend nicht hast. Kauf dir was Fertiges oder einen Bausatz und lerne daraus. Das Geld dafür kannst du aus dem Verkauf deines Alus und der Schienen sicher locker wieder herausholen. Dann ist das Lehrgeld nicht so teuer.
@Rene Könnte ich bitte die Adresse haben? @Nemesis Ein Bausatz wird nicht viel besser sein ;) lg, Richard
Richard B. schrieb: > @Nemesis Ein Bausatz wird nicht viel besser sein Meist sind Bausätze ausgereifter die auch keine Forumsfragenorgie nach sich ziehen und das Erfolgserlebnis ist dann wahrscheinlicher. Viele fangen Eigenprojekte an, die dann, wenn Probleme auftreten nie fertig werden. Natürlich kann das jedem passieren, aber aus Erfahrung sollte man schon klüger werden. Beim nächsten Projekt kann man dann besser planen und eher ein Erfolgserlebnis haben. Natürlich steht das jedem frei.
Nemesis schrieb: > Viele fangen Eigenprojekte an, die dann, wenn Probleme auftreten > nie fertig werden Die missratenen werden dann über eBay verklappt. http://www.ebay.de/itm/CNC-Mineralguss-Frasmaschine-Projekt-/281856879350 http://www.ebay.de/itm/Basis-Aufbau-CNC-Frasmaschine-TOP-ZUSTAND-Frase-Modellbau-Kress-Drehmaschine-/161847662127 http://www.ebay.de/itm/CNC-Frase-Eigenbau-Grundgestell-Alu-Profil-Frasmaschine-3D-Drucker-Winterprojekt-/301782553373
Ja, der um 5000 EUR ist schon lustig. Da geht noch nichts... Sonst finde ich all diese Entwicklung eher traurig. Mit Häuslebauern ist das aber auch nicht anderes ;) LG, Richard
Von der anderen Fraktion sitzt das Geld aber auch zu locker. Sicher alles Amateure.
An die ganzen Lästerer - manchmal gilt - learning by doing. Natürlich ist es vom Ergebnis fast immer besser, wenn man fertiges kauft. Aber der Lerneffekt ist ggfs. deutlich geringer. Dazu wenn ein Groß der Teile vorhanden ist. Dazu die Aluminiumteile auch für ein Hobbyprojekt fremdfertigen zu lassen ist eine schöne und gute Lösung - die mir auch noch recht preiswert erscheint... Vielleicht kann ja einer der Kritiker die grundsätzlichen wichtigen geometrischen Erwägungen bei der Konstruktion einer Portalfräsmaschine oder Führung zusammenfassen oder ein gutes Buch / Skript oder Internetseite dazu beisteuern (oben war ja schonmal eine kleine Liste). Das ist bestimmt eine Problemstellung - die viele Selberbauer interessiert - und bei vielen mit eher elektrotechnischem Hintergrund - mangels schlechter Erfahrung entstehende Fehler vermeiden könnte. Dabei noch eine Frage : Sind für eine "gantry"/Portal - Maschine Zahnstangenantriebe neben einer Linearführung geeignet - wenn die Position zusätzlich z.B. über eine Positionsmessung (Magnetband / Linearmaßstab) geegelt wird -oder ist das Spiel im allgemeinen zu groß, das der Fräser trozdem flattern wird.. Was sit dort der aktuelle Stand der Technik ? Ich habe hier noch einen so aufgebauten alten 2m Linearroboter den ich gern zweckentfremden möchte... -und stehe auch grade vor der Frage - Koordinatentisch aus hermumlungernden Teilen selbst bauen - oder was fertiges kaufen.. vg Maik
MaikH schrieb: > Dabei noch eine Frage : Sind für eine "gantry"/Portal - Maschine > Zahnstangenantriebe neben einer Linearführung geeignet - wenn die > Position zusätzlich z.B. über eine Positionsmessung (Magnetband / > Linearmaßstab) geegelt wird Die "dicken Brocken" werden tatsächlich über Zahnstangenantriebe positioniert, siehe Prospekt http://www.f-zimmermann.com/fileadmin/Mediendatenbank/Subnavi/Produkte/CNC/PDFs_FZ_Maschinen/FZ_100_deutsch.pdf Andere Hersteller machen das auch so.
@MailH Bitte sehr: http://www.cnc-modellbau.net/shop-2011-07/start.htm?d_1062.htm Kostet 2000€ und du kannst diese auch gleich in die Tonne werfen. Learning by Doing geht bei einer Fräse IMHO heute nicht mehr. Das geht so ins Geld... Am Schluss kannst du dich nur noch erschiessen. Instructables.com und Co machen die Situation auch nicht besser. Jeder Fräsen-bauer sollte IMHO einen "Metaller" zur Rate ziehen. Sonst geht das garantiert in die Hose. LG, Richard
Hi Richard, dass es natürlich auch viel schlechtes fertiges gibt, ist klar. Das im Internet jeder *?x$% seine Basteleien als Qualitätsprodukt anpreisen kann - ist auch bekannt. Auch die vielen Baubeschreibungen in allen Bereichen - von Laien für Lebensmüde - sind eine Plage. Bei Fragen an einen Maschinenbauern muß mann natürlich erstenmal einen echten finden - der dazu auf dem aktuellen Stand ist. In meinem Umfeld gibt es jedoch nur Leute - die mal Strom studiert haben. Die nächste Industriemesse zum Maschinenangucken ist auch noch etwas hin - und Vertreter will ich auch nicht anlocken. Und genau deswegen bin ich ja auf der Suche nach einem kleinen Kompendium oder einem guten - kommentierten - Beispiel. Gern nehme ich dafür auch eine analoge Buchempfehlung an - das dürfte dann sogar Geld auf Springer-Niveau (nein -nicht die Zeitung) ;) kosten... . Thomas : danke für Dein imposantes Beispiel im .PDF- da kommt dann wieder der Größenwahn hoch - was ich viellecht mit meinen 6m 120mm x 120mm Aluminiumprofilen und denServomotoren aus dem Linearroboter bauen könnte.... Da wäre dann auch wieder die Frage an : wären Zahnstangen für eine relativ präzise Anwendung im 1m Bereich neben "THK" Führungen montiert statthaft? Besser im Preis-Leistungsverhältnis als Gewinde aller Art? Regelung vorausgesezt? Verschleiß? Für den Antrieb eine große "Bastelmaschine" habe ich vor 2 Jahren mal einig Meter Zahnstangen erworben - hat gut funktioniert und waren sehr preiswert. Auf Beschlauung hoffend Maik
MaikH schrieb: > Auf Beschlauung hoffend > Maik Hast du den schon gelesen? Beitrag "Portalfräse Eigenbau welches Material für Portal" Ist evtl. auch der passendere Diskussionsort für dein Projekt. Hier geht es ja eigentlich um Renes Maschine. Bin jetzt erst mal weg.
@Rene Dürfte ich bitte die Adresse haben? Falls du noch Bilder hast, würde ich diese auch gerne sehen. lg, Richard
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.