Hallo, da mir bei meinem letzten Problem schnell und fachlich geholfen wurde denke ich das ihr mir auch weiter helfen könnt. Also ich plane zurzeit den Bau einer CNC Fräse. Mechanisch habe ich da schon meine Vorstellung, es hapert lediglich bei den Teilen, Motoren und der Steuerung. Y-Achse: Also die Grundplatte soll vor und zurück beweglich sein. Hier dachte ich an 4 Aluminiumprofile. Rechts und Links eine Führungsschiene, in der mitte eine Gewindestange. Hierrauf wird der Tisch montiert. Durch antreiben der Gewindestange bewegt sich der Tisch vor und zurück. X-Achse: Etwa in der Mitte der des Grundgestelles werden rechts und links ein Profil im 90Grad winkel montiert. In diese werden dann wieder 2 Führungsschienen und eine Gewindestange verbaut. Hier wird dann die Motoraufnahme befestigt. Durch antreiben der Gewindestange lässt sich die Motoraufnahme nach Rechts und Links bewegen. Z-Achse: Selbiges Schema mit Führungsschienen und Gewindestange an der Halterung der Motoraufnahme. Hierdurch lässt sich die Motoraufnahme hoch und runter bewegen. Als Motor soll ein Proxxonfräser zum Einsatz kommen. Soweit so gut. Zu meinen Anliegen: Welche Schrittmotoren eignen sicht hierfür? Wie errechne ich die Mindestkraft (ncm)? Die Ansteuerung mittes uC und Schrittmotortreiber ist jetzt nicht das Problem, jedoch wie kriege ich die Fräsdaten in den uC? Wie übersetze ich das Protokoll? Wie regel ich die Fräsgeschwindigkeit? Wie definiere ich den "0 Punkt" der Fräse und wie kalibriere ich diese am besten? Ich danke euch.
> Problem, jedoch wie kriege ich die Fräsdaten in den uC? Mit der Software >Wie übersetze ich das Protokoll? Mit der Software >Wie regel ich die Fräsgeschwindigkeit? Mit der Software >Wie definiere ich den "0 Punkt" der Fräse und wie kalibriere ich diese >am besten? Mit der Software
Rene H. schrieb: > Wie definiere ich den "0 Punkt" der Fräse und wie kalibriere ich diese > am besten? Würde ich vielleicht über Anschlagsensoren, Endschalter, soetwas, lösen. Was du für Motoren brauchst ist eine Frage daran was du fräsen möchtest, ich glaub allerdings nicht das Proxxon die beste Wahl ist. Genaueres sagen die die Profis hier bestimmt, haben ja einige schon ne Käsefräse und besseres gebaut. Gruß dat Beast
Such mal GRBL. Ist für so eine einfache cnc ein schöner controller auf avr-basis.
Rene H. schrieb: > Gewindestange. Ungeeignet, weil bei diesen Teilen die Reibung und der Verschleiß nicht zu kontrollieren sind. Dazu kommt noch das Umkehrspiel und noch so einige andere Probleme. Hier sind dafür konzipierte Spindeln geeigneter. Ich empfehle mangels Kenntnisse und Erfahrung, sowie Maschinenpark für die Bearbeitung, zu einem Bausatz, wo schon alles vorhanden ist. Die paar Euro mehr, die das kostet, sind die Investition allemal wert. Rene H. schrieb: > Wie definiere ich den "0 Punkt" der Fräse und wie kalibriere ich diese > am besten? Gewöhnlich verbaut man Mikroschalter an jeder Bahn der Fräse die dann vom µC überwacht werden. uwe schrieb: > Mit der Software z.B. Mach3 o.ä.
Hallo Rene, > Welche Schrittmotoren eignen sicht hierfür? > Wie errechne ich die Mindestkraft (ncm)? Deine Fragen und Angaben sind in etwa so präsize wie: "Ich habe mir ein Auto gekauft, welche Winterreifen brauche ich?" Um die Motoren vernünftig auslegen zu können muss man alle mechanischen Randbedingungen kennen, also z.B. bewegte Massen, mechanische Übertragungselemente, Verfahrwege, geforderte max. Vorschubgeschwindigkeit, Art der Führungen (wg. Reibung) usw. Für die meisten Käse-Fräsen (Selbstbau-Tischfräsen aus Alu) reichen Nema23 Motoren mit 1,0-1,5Nm. Für kleine Maschinen (Arbeitsraum <DIN A4, zum Platinenbohren oder Holz fräsen) reichen auch Nema17 mit 0,5Nm. Schau dir einfach an, was andere so verbaut haben. Du bist ja nicht der erste, der auf die Idee kommt, eine Fräsmaschine zu bauen. Vergiss aber nicht, dass in den meisten Fällen nach dem Prinzip "viel hilft viel" vorgegangen wird. Meist kann man den Motor auch eine Nummer kleiner wählen. Mit freundlichen Grüßen Thorsten Ostermann
Hallo Rene, Deine Fragen lassen darauf schließen, dass Du Dich noch nicht sooo sehr mit Fräsen und fräsen auseinandergesetzt hast. Das ist auch nicht schlimm, die Lernkurve kann da je nach Anspruch extrem sein. Ich habe mich, bevor ich dann meine Fräse nicht selbst von Grund auf gebaut, sondern einen Bausatz gekauft habe, 2 Jahre mit dem Thema auseinandergesetzt. Ich würde auch Dir empfehlen, nicht sofort drauflos zu bauen, sondern erstmal Deine Anforderungen festzulegen, danach zu sehen, was es alles schon so gibt und danach nochmal von vorne anzufangen. ;-) Hört sich blöd an, verhilft Dir aber vermutlich zu einer Fräse, an der Du lange Deine Freude hast. Es gibt einige Foren, die sich mit dem Selbstbau von CNC-Maschinen befassen, dort sind auch schon viele Konstruktionsfehler besprochen, die man ja nicht unbedingt wiederholen muss. In Summe ist es aber besser, ordentlich Zeit zu spendieren, das zahlt sich später in Bar aus! Viele Grüße und viel Erfolg! Volker
Melde dich in Peters CNC-Ecke an: http://www.cncecke.de/ Dann schau mal, was da bei "Alles für den Selbstbau..." steht und/oder füttere die Suche mit dem Begriff "Käsefräse". Dann hast du Lesestoff und Bilder zum Anschauen für Tage und Wochen. Nimm dir Zeit zum Lesen uns Anschauen, bevor du dort eine Frage stellst! Der Umgangston dort ist hilfreich, wenn man mit begründeten Fragen kommt, die Eigeninitiative erkennen lassen, aber der Ton wird schnell sehr rau, wenn man nur die Tipps für den Bau der einunddrölfzigsten Alufräse aus ITEM-Profilen nochmal wiedergekäut haben möchte.
Hallo, ich bin in der CNC-Ecke auch seit Jahren unterwegs und habe nach und nach über Jahre Aluprofile, Motoren und alles Mögliche für eine Käsefräse gesammelt. Die Elektronik ist auch kein Problem, genausowenig wie Drehbank und große Metallfräse. Letztlich habe ich dann doch eine fertige kleine Käsefräse gekauft. Stepcraft MF 600 als Bausatz. Hauptsächlich aus Zeitgründen und weil mich deren Konzept überzeugt hat. Klar kann man damit nur eingeschränkt Alu fräsen, geht aber. Das war auch nicht mein Hauptinteresse, habe ja große Fräsen der 1-2 Tonnen-Klasse. ;-) Wenn Dein Werkzeugpark nicht über Akkuschrauber und Nusskasten hinaus geht, dann lese Dich unbedingt in der CNC-Ecke ein. Denn zum bauen einer Fräse braucht man meist eine Fräse! Vieles kann man sich auch vom Chinamann fertig kaufen, ist für den Anfang nichtmal schlecht. Abstand würde ich von billigen Bausätzen nehmen, da hat man vielfach auch nur billig. Old-Papa
Hallo Als Hinweis. Die CNC-Ecke (http://www.cncecke.de/) ist momentan wegen Serverumzug (und damit auch einem Domain-Umzug) außer Betrieb. Der Admin will das ganze zwar diese Woche abschließen, aber man sollte evtl. doch ein bisschen Geduld mitbringen, falls es noch Probleme geben sollte. Gruß Gerd
Hallo, ich hoffe ich kann dir ein paar Anregungen geben.Bin mit meinem Selbstbau hochzufrieden. Zeichne dein Modell vorher in 3D, zumindest grob. Sketchup ist dafür super geeignet weil es recht einfach ist, eine riesen Bibliothek hat und gratis ist. So erkennst du event. frühzeitig die Schwächen deiner Konstruktion und es regt zu neuen Denkansätzen an. CAD Zeichnen sollst du sowieso lernen wenn du eine CNC brauchst, ausser du willst Platinen bohren oder sowas. Nimm unbedingt Kugelumlaufspindel! Motoren hab ich 4A Sanyo Denki, als Endstufe (Controller und Treiber in einem) die TripleBeast von Benezan, funktioniert über LPT Port Als Netzteil wird ein 24V 10A Siemens Sitop eingesetzt, welches auch reicht wenn man ordentliche Motoren und Treiber einsetzt. PC am besten alter Standrechner mit Win XP und Mach3 und sonst NICHTS! Die Proxxon Spindel ist viel zu schwach, eine Kress oder Suhner sollte es mindestens sein. Für die Steuerung per Hand bevorzuge ich einen XBOX360 Controller. Und du brauchst unbedingt für den Bau Zugang zu einer Fräse bzw. jemand der dir die Teile fertigt, du wirst mehr Frästeile brauchen als du es bis jetzt glaubst ;) Und dein Budget s(inkl. Fräser und bisschen Zubehör) sollte 1500,- nicht unterschreiten lg
es gibt noch mehr Foren zum Thema CNC Selbstbau, zB http://forum.zerspanungsbude.net/portal.php In der Heise 'Hacks' bzw jetzt 'Make:' gab es auch ein low Budget Projekt und Testberichte: http://www.heise.de/make/meldung/c-t-Hardware-Hacks-01-13-kann-bestellt-werden-1805285.html
Zum Nullpunkt: Du brauchst in meinen Augen nicht unbedingt Referenzschalter, da man Frästeile (ich zumindest) sowieso händisch abnullt. Also mit dem Controller zur 0 Position des Werkstück fahren und in Mach3 den Nullpunkt bestimmen.
Fabian schrieb: > Zum Nullpunkt: Du brauchst in meinen Augen nicht unbedingt > Referenzschalter, da man Frästeile (ich zumindest) sowieso händisch > abnullt. Referenzschalter braucht man nicht, um das Werkstück anzutasten, sondern um den Verfahrbereich der Maschine voll ausnutzen zu können.
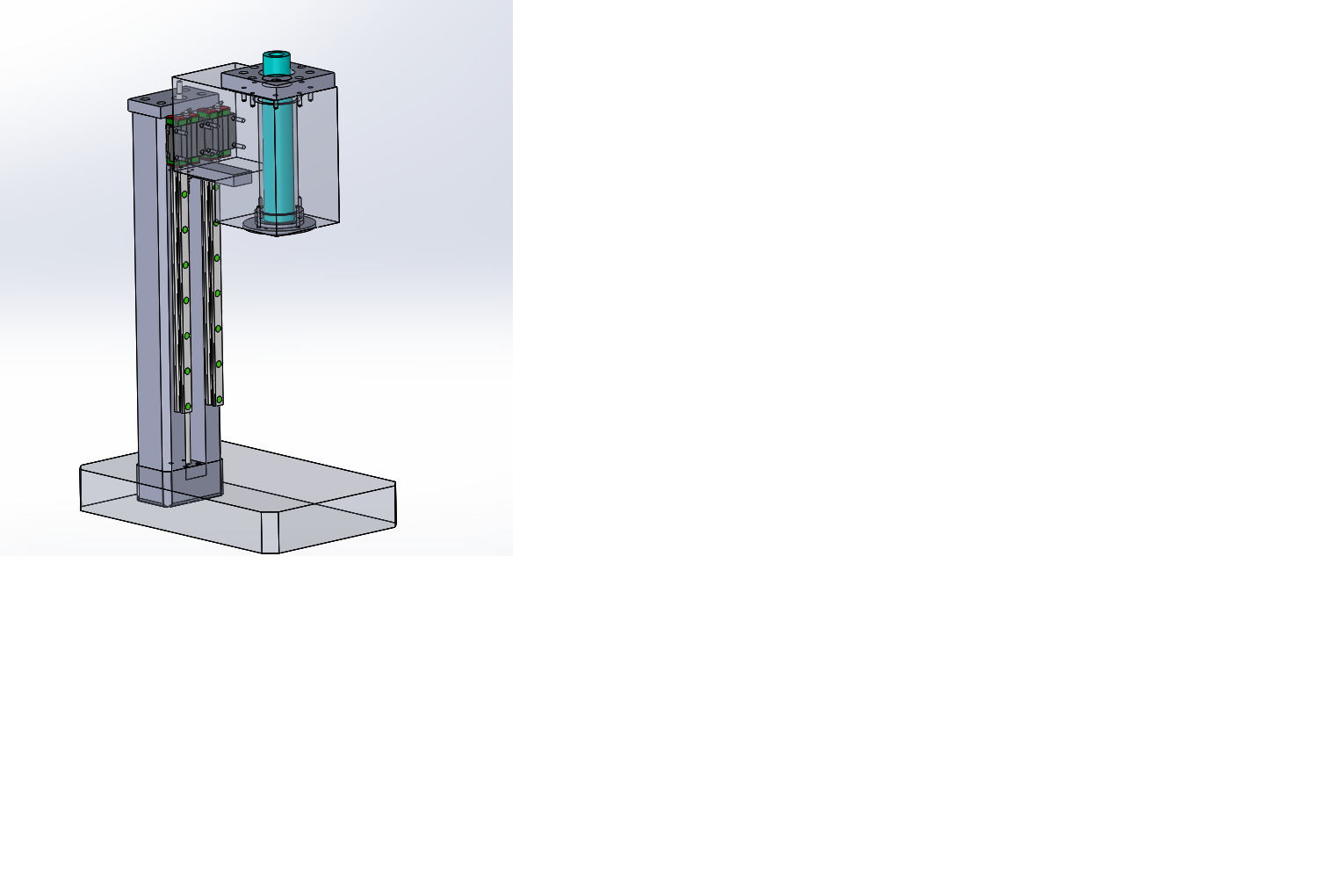
Na bisher ist das nur eine Designstudie ;-) Würde so nichtmal als Bohrständer durchgehen. Old-papa
da gebe ich Old-papa recht. Da ist ja nichts zu sehen. Anbei mal ein Detail von meiner. War aber das erste Projekt mit dem Programm. Also weit weg von perfekt. den Viewer gibts hier: http://www.solidworks.com/sw/support/downloads.htm dann unter freie Tools 2014. Gruß
Och, sooo schlecht ist die Zeichnung jetzt nicht. Die entspricht fast meiner Lösung für eine manuelle Fräse, die ich damals selbst konstruiert und gebaut habe: Beitrag "Re: Hilfe bei CNC Fräse" (erstes Bild) Mit einem entsprechenden Kreuzschlitten und Kugelumlaufspindeln könnte man genau so auch eine CNC-Fräse aufbauen.
Spindel und Fräsmotor sind nur angedeutet, als Platzhalter sozusagen. Da habe ich nicht soooo viel Wert auf Deteils gelegt :-))
Oh sorry, ich meinte nicht Deine Zeichnung, sondern die von Anatolij. Deine habe ich mir noch nicht angesehen - ich möchte nicht erst einen Reader installieren müssen (wir nutzen hier Linux). Ein Bild (Screenshot) wäre für viele hier deutlich besser.
Old Papa schrieb: > Letztlich habe ich dann doch eine > fertige kleine Käsefräse gekauft. Stepcraft MF 600 als Bausatz. > Hauptsächlich aus Zeitgründen und weil mich deren Konzept überzeugt hat. > Klar kann man damit nur eingeschränkt Alu fräsen, geht aber. Das war > auch nicht mein Hauptinteresse, habe ja große Fräsen der 1-2 > Tonnen-Klasse. ;-) Wie sind denn Deine Erfahrungen mit der MF600 ? Ich kannte Stepcraft noch gar nicht, schaue aber auch immer wieder mal nach einer kleinen CNC-Fräse für den Hausgebrauch. Da wäre vermutlich sogar die MF300 eine Option (?) Grüße Andreas
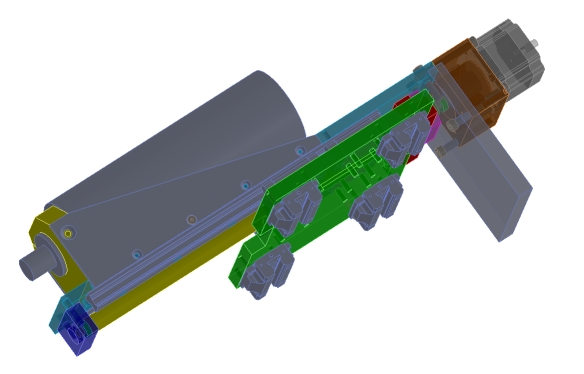
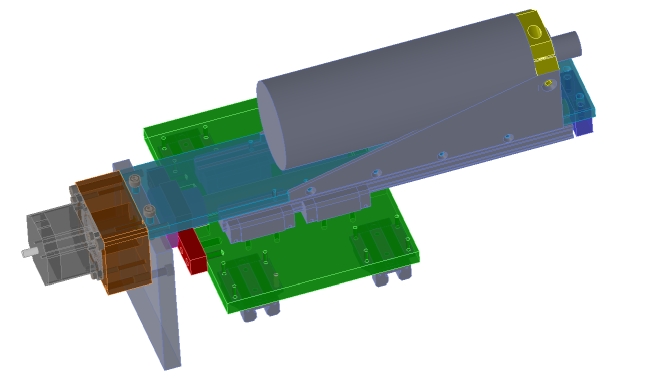
damit lässt sich nicht sooo viel zeigen. Der Reader kann das Ding frei im Raum bewegen und rotieren.
Danke :-) Doch, die Bilder sagen doch schon sehr viel aus - gerade den Transparentmodus finde ich sehr angenehm. Sieht gut aus - und es stimmt doch: das ähnelt schon sehr meiner (CNC)-Lösung ;-)
Hy, vieles was hier schon so von einigen geschildert wurde ist für den Thread Ersteller schon sehr hilfreich. Habe mir vor kurzen auch so eine eigenbau Fräse gekauft. Zum erstellen von PCB, kleinen Frontplatte und zu bearbeiten von Plexi und Co, sowie von Alublechen. Benutze dafür auch eine Proxxon für die oben genannten Aufgaben ist das auch völlig okay. Die Steuerung ist mit GRBL umgesetzt und als Soft nutze ich das Super Program von Albert hier aus dem Forum. Also um es kurz und knapp zu sagen man kann auch mit einer kleinen Käse Fräse etwas anfangen, allerdings stößt man dann auch schnell an die Grenzen. Also sollte wirklich jeder der vor hat sich sowas zu bauen oder anzuschaffen schon vor her ganz genau wissen was er damit auch machen möchte. Hier lohnt es nicht zu Sparen liebers gleich etwas mehr Investieren und stabiler Planen. lg
Zu deinen Fragen: 1. Welche Schrittmotoren eignen sicht hierfür? Hängt von deinen Schnittkräften ab, die solltest du vorher vielleicht abschätzen. 2. Wie errechne ich die Mindestkraft (ncm)? Durch die Gewindestange hast du im Endeffekt ein Getriebe, welches dein Drehmoment des Schrittmotors in eine Lineare Kraft umwandelt. Wenn du jetzt die notwendige Vorschubkraft am Tisch kennst (muss größer als die Schnittkräfte sein) kannst du deinen Schrittmotor auslegen. Natürlich solltest du auch die Trägheit berücksichtigen. Aus der maximalen Motordrehzahl bekommst du dann übrigens auch die maximale Vorschubgeschwindigkeit. 3. Die Ansteuerung mittes uC und Schrittmotortreiber ist jetzt nicht das Problem, jedoch wie kriege ich die Fräsdaten in den uC? Schau mal nach dem CNC GRBL Interpreter. 4. Wie übersetze ich das Protokoll? G-Code mit GRBL. 5. Wie regel ich die Fräsgeschwindigkeit? GRBL 6. Wie definiere ich den "0 Punkt" der Fräse und wie kalibriere ich diese am besten? Mit Endschaltern. Bei jedem Hochfahren der Steuerung wird eine Referenzfahrt an die Endschalter durchgeführt. Weiterer Tipp: Du solltest wirklich keine Gewindestange aus dem Baumarkt nehmen, die wird sich mit der Zeit fressen. Außerdem ist sie nicht besonders genau. Eine Trapezgewindespindel kostet auch nicht viel mehr ist aber schon deutlich besser geeignet! Falls es doch eine Fertigmaschine oder Bausatz werden soll kannst du auch hier mal schaun: http://www.precifast.de/cnc-fraese-bausatz/
Die Mindestkraft der Motoren hängt ganz wesentlich von der Steigung und um welche Art (Kugelumlauf oder Trapez) der Spindel es sich handelt!
Fabian schrieb: > Die Mindestkraft der Motoren hängt ganz wesentlich.... von den technischen Daten der Motoren ab.
Werner H. schrieb: > Fabian schrieb: >> Die Mindestkraft der Motoren hängt ganz wesentlich.... > > von den technischen Daten der Motoren ab. Es geht um die "für die vorliegende Anwendung erforderliche" Mindestkraft. Nicht um die von gegebenen Motoren lieferfähige Mindestkraft. Mann mann mann...
Hallo, Danke für die zahlreichen Antworten. :) Also "hauptaufgabe" der Fräse soll es sein Leiterplatten zu fräsen. Also viel "kraft" wird da wohl nicht benötigt sondern eher genauigkeit. Diesbezüglich kam ich ja auf Gewindestangen durch das "feingewinde". Ob die Fräse nun 1min oder 1std für die Leiterplatte braucht ist für mich nicht von relevantz. Eher ein Sauberes und Genaues ergebnis. Beim Pitch der Leiterplatten möchte ich schon 0,3 - 0,2mm erreichen. Gruß
Rene H. schrieb: > Ob die Fräse nun 1min oder 1std für die Leiterplatte braucht ist für > mich nicht von relevantz. Eher ein Sauberes und Genaues ergebnis. Nein, für ein bestimmtes Medium brauchst du bestimmste Schnitgeschwindigkeiten. Die Zeit, die du dafür brauchst, ist nur sekundär.
Angehängte Dateien:
-

fraeswerk.png
18 KB
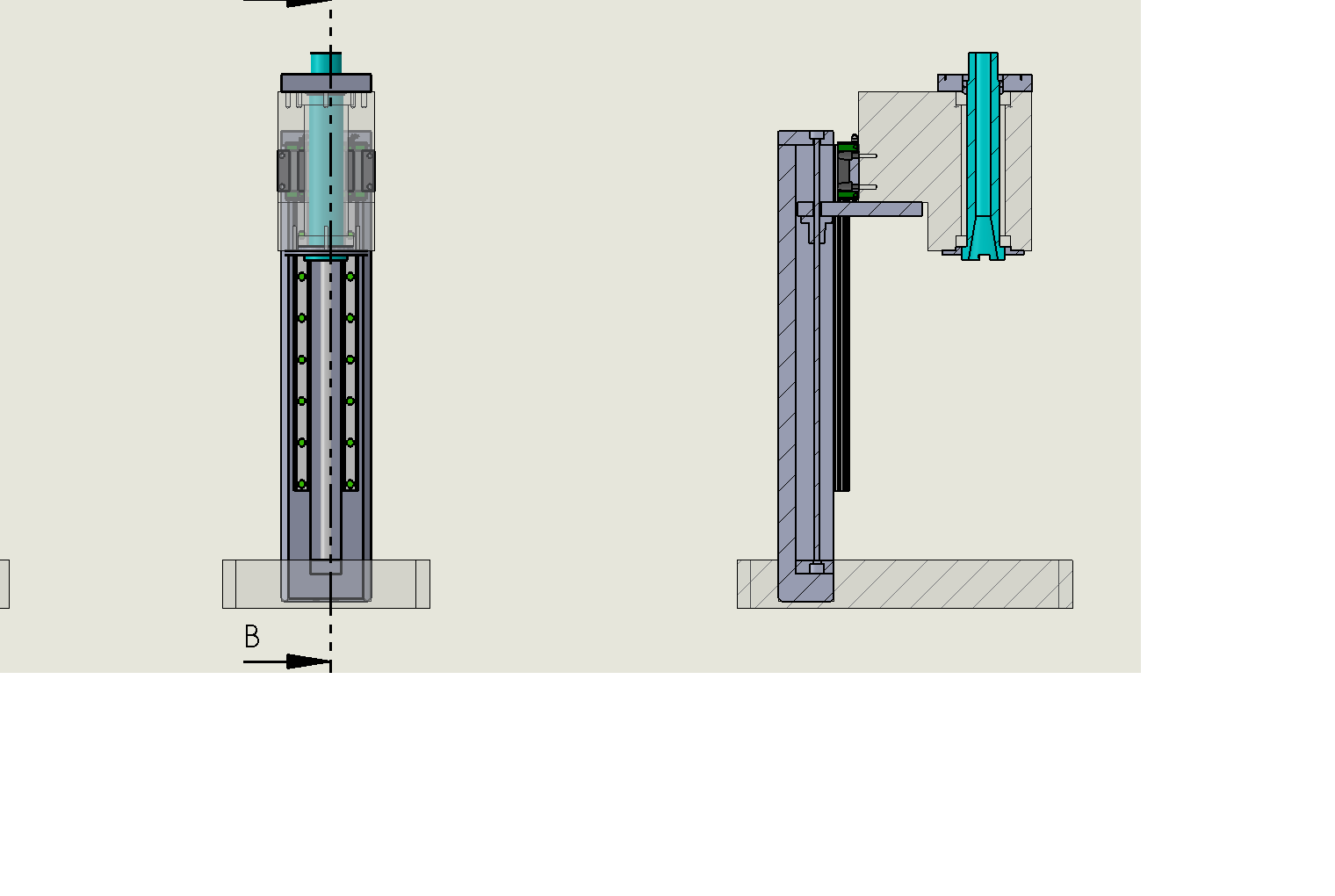
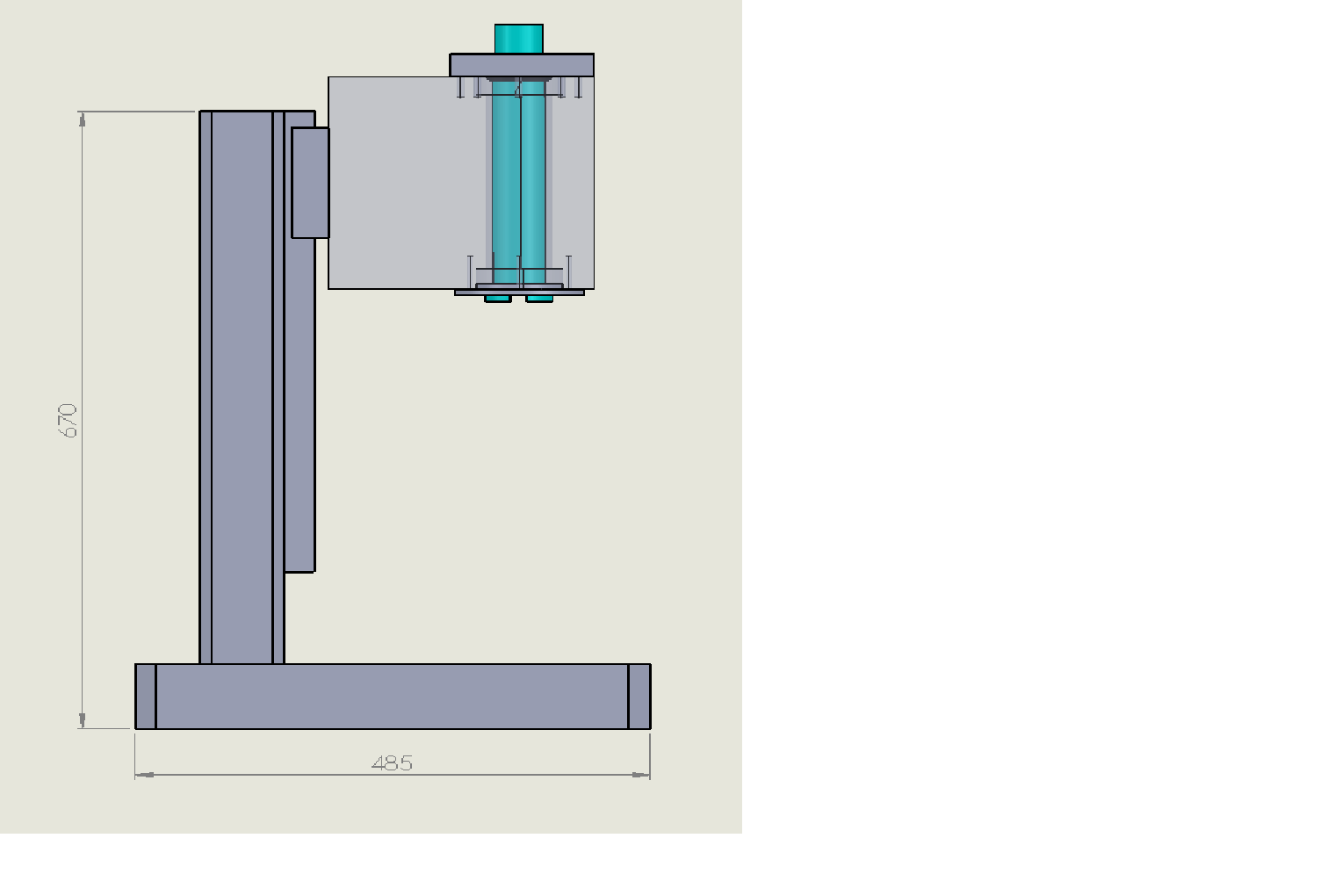
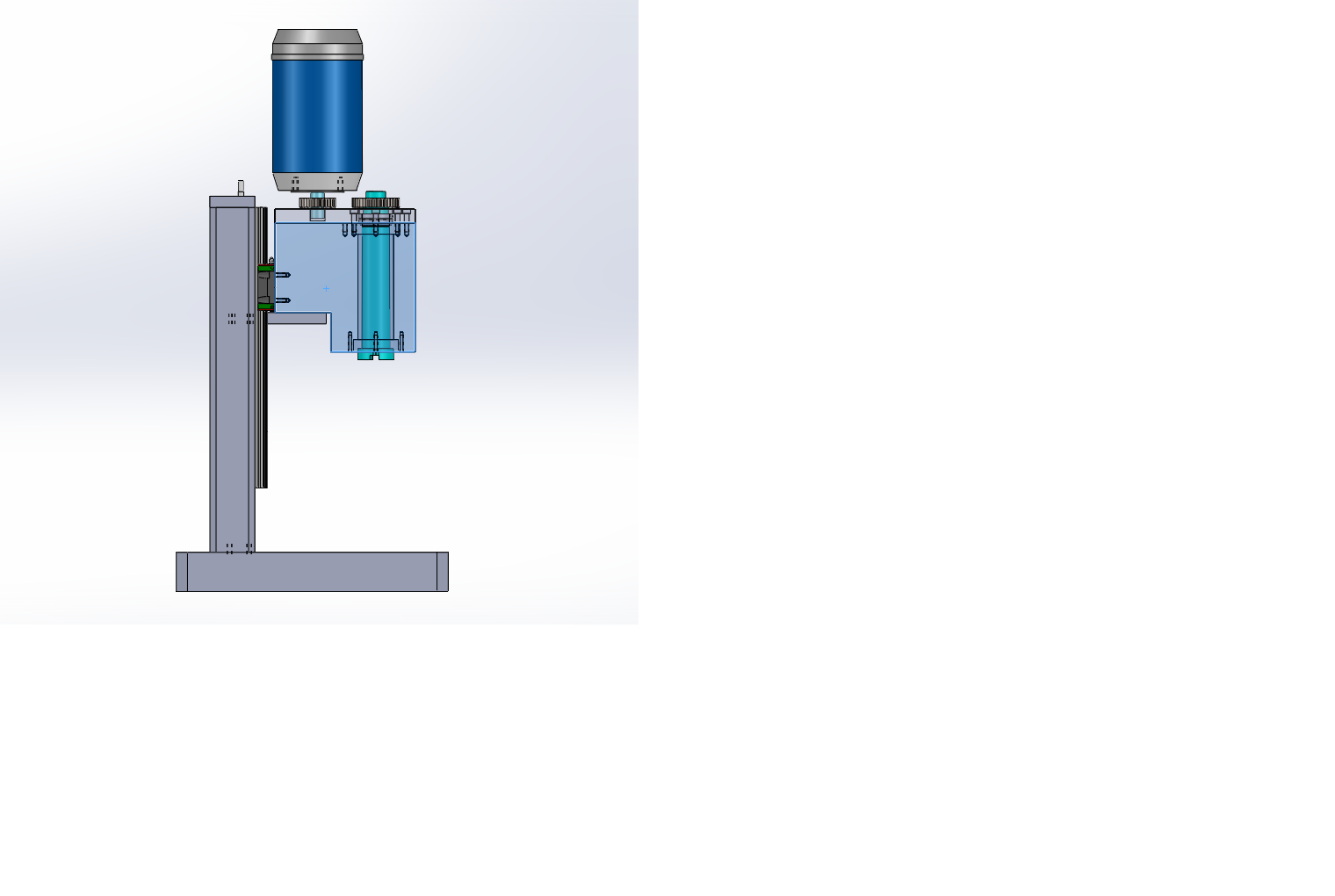
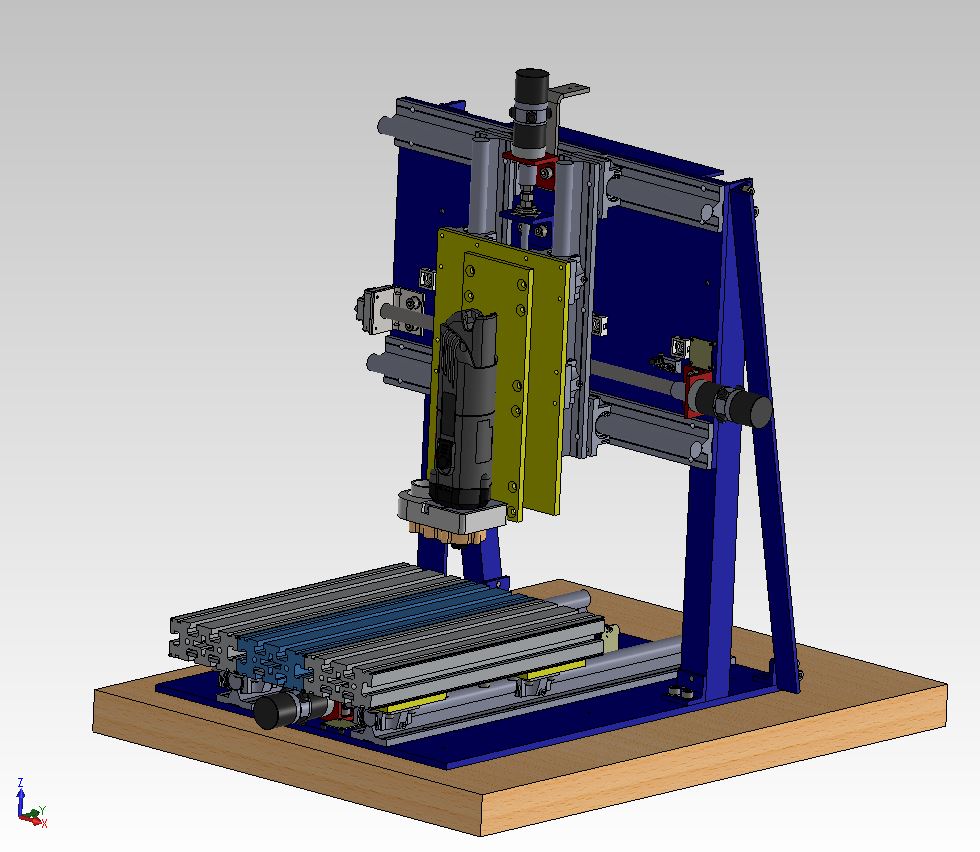
neues bild zur möglichen ausehen der Fräse hab hier mehr feinheiten eingezeichnet es fehlen noch spindel zange um das werkzeug anzuziehen. der Moter und der Kreustisch ect.
Eine isometrische Ansicht wäre viel aussagekräftiger, zeichnest du das nicht in 3D?
Das gibt eine schöne Eigenschwingung zwischen Werkstück und Fräser. Man kann schon an den Bildern förmlich sehen wie sich die Struktur biegt. Ich würde die Z-Säule auf der Rückseite über einen massiven Winkel abstützen, sonst rappelt das nachher wie wild. Mit freundlichen Grüßen Thorsten Ostermann
Thorsten Ostermann schrieb: > Das gibt eine schöne Eigenschwingung zwischen Werkstück und Fräser. Man > kann schon an den Bildern förmlich sehen wie sich die Struktur biegt. > Ich würde die Z-Säule auf der Rückseite über einen massiven Winkel > abstützen, sonst rappelt das nachher wie wild. Ja. Oder man nimmt direkt ein vernünftiges Rohr passend zur Spindel. Wenn ich mir die Bemaßung anschaue, dann hat die Fräse etwa die Ausmaße meiner manuellen selbstgebauten. Da habe ich für die Z-Säule 200x200x8mm auf einem Fuß von 280x280x20mm und M14-Schrauben für die Verbindung mit der Grundplatte genommen. Schwingungsprobleme gab es da bisher nicht. Also: auf jeden Fall Z-Säule überarbeiten - in welcher Form auch immer
Thorsten Ostermann schrieb: > Das gibt eine schöne Eigenschwingung zwischen Werkstück und > Fräser. Man > kann schon an den Bildern förmlich sehen wie sich die Struktur biegt. > Ich würde die Z-Säule auf der Rückseite über einen massiven Winkel > abstützen, sonst rappelt das nachher wie wild. > > Mit freundlichen Grüßen > Thorsten Ostermann des hab ich mir auch schon gedacht das durch den hebel effekt sowas auftretten könnte. was meint ihr eigendlich zu den motoren falls man cnc machen will was würdet ihr für motoren wählen wenn ihr damit stahl fräsen würdet? fc= berechnen + sicherheit? reicht das aus?
Wenn du Stahl Fräsen willst, sind zumindest die Aluminiumprofile gestorben. Sonst schlagen dir die Lagersitze und Führungsbefestigungen mit der Zeit aus. Du musst bei der Motorenwahl mit der Schnittkraft und Sicherheit rechnen das stimmt. Daraus mit Fräserdurchmesser das Dremoment bestimmen. Motorleistung ist nach überschlag P=n*M/9550. Wunschdrehzahl eintragen und Leistung berechnen.
Angehängte Dateien:
-

dddddddddddddd.png
50 KB -

Unbdsffsdf.png
130 KB
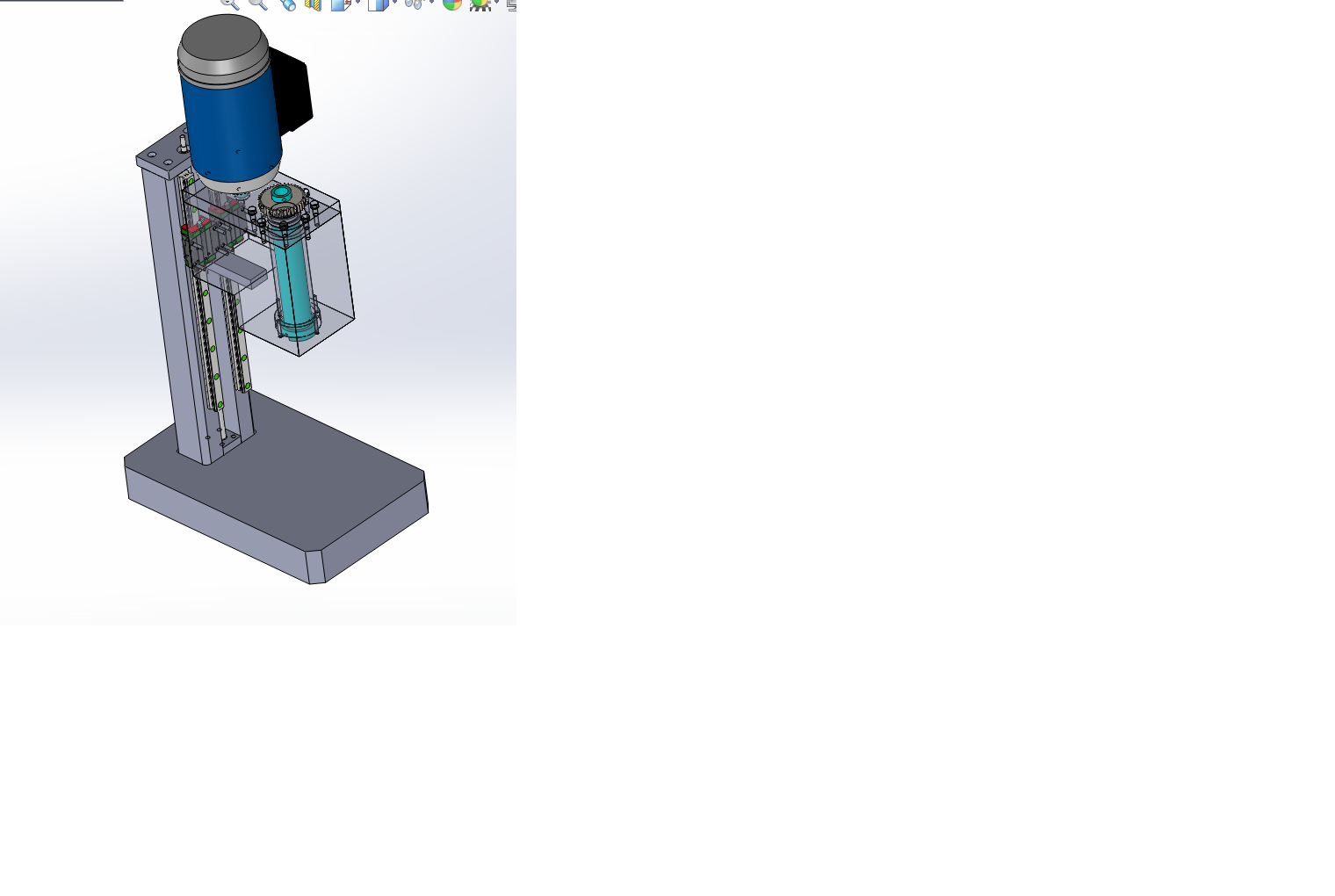
Zwei neues bilder zur fräse eigenbau.
Vergiss die beiden Linearführungen für die Z-Achse. Die sind viel zu weich. Und Belastung auf Verkippen mögen die auch nicht. Selbst bei vier Schlitten, also zwei übereinander, ist das vermutlich noch zu weich.
Thomas Forster schrieb: > Vergiss die beiden Linearführungen für die Z-Achse. > Die sind viel zu weich. Und Belastung auf Verkippen mögen die auch > nicht. > Selbst bei vier Schlitten, also zwei übereinander, ist das vermutlich > noch zu weich. was würdeste du für welche empfehlen? was meinst du zu diesen? sind normale linearführungen http://www.ebay.de/itm/THK-Linearfuhrung-680mm-lg-mit-4-Wagen-fur-CNC-Frase-guter-Zustand-/171715025000?pt=LH_DefaultDomain_77&hash=item27fb035868
ich hab hier ein 2.2 kw motor ist der so okay für die spindel? was denkst du einpashen motor oder drehstrom? maximal drehzahl der spindel ist dann 2000 min-1
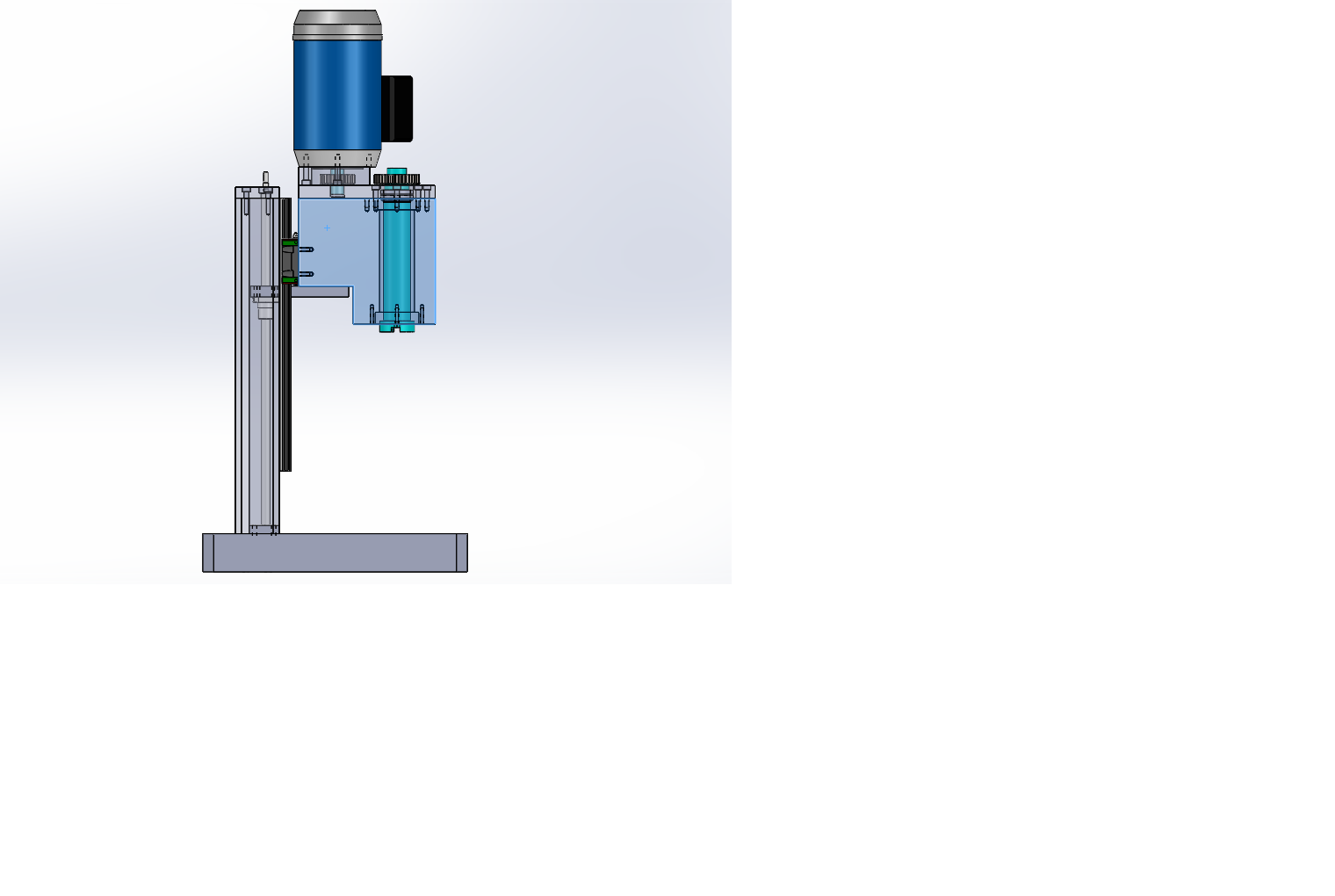
Die Drehzahl ist mit max 2000 U/min aber nur für sehr große Fräser brauchbar. Für kleinere (<= 3mm) solltest Du eine Zehnerpotenz höher kommen (20.000 U/min). Bei der Steuersoftware ist GRBL schon eine gute Wahl, schau Dir aber auch mal http://www.estlcam.de an, da ist die (später unverzichtbare) CAM-Software mit einer Steuerung auf Arduino-Basis gekoppelt. Sehr praktisch kann ich nur sagen... Schönen Abend, Jörg
Rene H. schrieb: > Wo kann man am besten die Spundel, Profile etc kaufen? Schau dich doch erst mal bei ebay um, oder definiere, was du mit "am besten" meinst.
Ich meine halt 1 - 2 shops in denen man die profile, spindel, kugellager, gleitlager, etc kaufen kann. Also so wie rs wo man "alles" an elektronik teilen bekommt nur halt für cnc fräsen.
Ok, also als "Bodenprofil" gibt es Profile bei Reichelt. Z.b. 100cm und 50cm. Reicht ja für eine "Platinenfräse". Soweit sogut, nur wie kriege ich da die Kugellager / Gleitlager rein? Dann die Schrittmotoren. Die haben eine Welle, wie befestige ich die Welle mit den Stangen / Spindeln? Wenn der Fräsmotor verbaut ist stellt sich mir noch eine frage. Endschalter zur bestimmung der 0 Punkte ist klar, aber "woher" weiss die Fräse wie "tief" sie gehen muss? Sagen wir der Fräser ist 3cm lang. und ein Bohrer 5cm wie erkennt die Fräse wie "tief" sie gehen muss um z.b. nur einbohrungen aber keine durchbohrungen zu machen? Wie funktioniert ein "werkzeug" wechsler? Ich danke euch schonmal.
Rene H. schrieb: > Profile bei Reichelt Ist mir neu. Rene H. schrieb: > wie kriege > ich da die Kugellager / Gleitlager rein? Mit guten und genauen Werkzeugen und Maschinen. Rene H. schrieb: > wie befestige ich die Welle mit den Stangen / Spindeln? Mit Wellenkupplungen. Rene H. schrieb: > aber "woher" weiss die Fräse... Mit hilfe deines erstellten G-codes. Rene H. schrieb: > Wie funktioniert ein "werkzeug" wechsler? Darüber kannst du dir Gedanken machen wenn deine Fräse fertig ist. Erst mal den Bären schiessen, danach kannst du das Fell abziehen.
Mir stellt sich gerade noch eine frage. Es gibt ja das grbl, ok, aber muss da x, y, und z beweglich sein oder geht folgendes? Den Tisch mit einer Platte versehen, die Platte nach vorne und hinten bewegen lassen (Y-Achse) X-Achse und Z-Achse dann direkt am Fräser.
Die üblichen Spindeln für viele (nicht nur DIY) Fräsen sind die Kress 530FM 800 FME 1050 FME. Alle mit 43mm Spannhals und akzeptablen Drehzahlen. Ansonsten schau Dich mal bei https://cnc-plus.de/ um, wenn du CNC Mechanik und Elektronik suchst. Und klar kann der Tisch hin- und her fahren. Hauptsache alle drei Achsen sind irgendwie beweglich. ;-)
Werner H. schrieb: > ... > Rene H. schrieb: >> aber "woher" weiss die Fräse... > Mit hilfe deines erstellten G-codes. > ... Rene meint vermutlich die Längenkorrektur Dafür gibt's Werkzeuglängentaster, oder man macht den Abgleich jedes mal manuell.
Hallo Einer Steuerung ist es relativ egal, ob man das Werkzeug oder das Werkstück bewegt oder beides mischt. Das ist einzig eine Sache der richtigen Einstellung, dass die jeweiligen Achsen dann in die richtigen Richtungen verfahren. Auch in der Industrie gibt es in diesem Bereich alle Spielarten von allen Bewegungen im Werkzeug bis hin zu allen Bewegungen im Werkstück. Zu deiner Z-Achse. Die Linearprofilführungen sind schon gut bzw. besser als alle Arten von Rundführungen. Aber Du solltest je Führungsschiene immer zwei Führungswagen vorsehen, ein Grund wurde schon genannt. Bezogen auf dein letztes Bild muss der Ständer der Z-Achse erheblich größer werden in den Abmessungen. So ist es quasi nur wie ein dünnes Vollmaterial, welches sich schon vom Anschauen verbiegen wird. Spätestens aber bei der Montage vom Fräskopf. Zum Rest wurde auch schon etwas geschrieben wie bezüglich der Drehzahl und der Materialien. Ansonsten kann man nur Werner H. zustimmen: Man kann das Fell eines Bären erst verkaufen, wenn man den Bär selbst erlegt und abgezogen hat. Also konzentriere dich erst einmal auf eine funktionierende Grundmaschine. Alles danach ist ein Bonus, um den man sich genau dann kümmern kann -> wenn der Rest läuft. Gruß Gerd
Angehängte Dateien:
-

Grbl_Pin_Diagram.png
25 KB
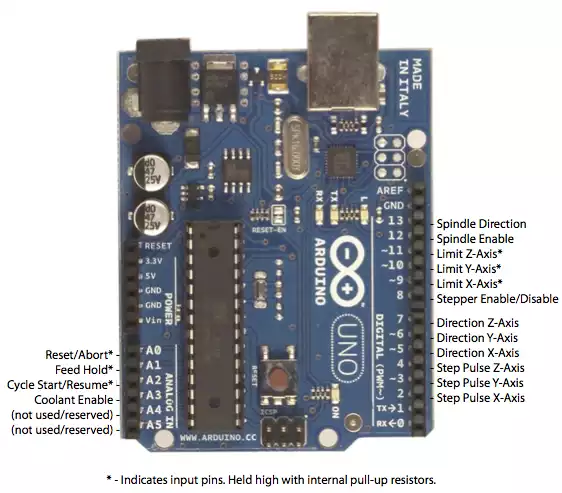
Kann mir mal jemand den Link zum GRBL geben? Ich finde den GRBL Code für Arduino. Ok. Ich hätte ein Arduino Board da aber wo/wie geht es weiter!? Wie und "was" für daten gelangen in den Motortreiber? Ich habe hier mehrere 52 ncm Steppermotoren Unipolar da. Ich hatte die mal zu Testzwecken nur kriege ich die einfach nicht betrieben. Sind 5V Stepper mit 8 Kabeln und 52ncm. Die sollten es ja schaffen das ganze zu bewegen. Also ich will eine reine "mini" fräse. Hauptsächlich zum Fräsen und gleichzeitigen Bohren von Platinen. Könnt ihr mir da weiter helfen!?
Angehängte Dateien:
-

IMG_5932b.jpg
250 KB
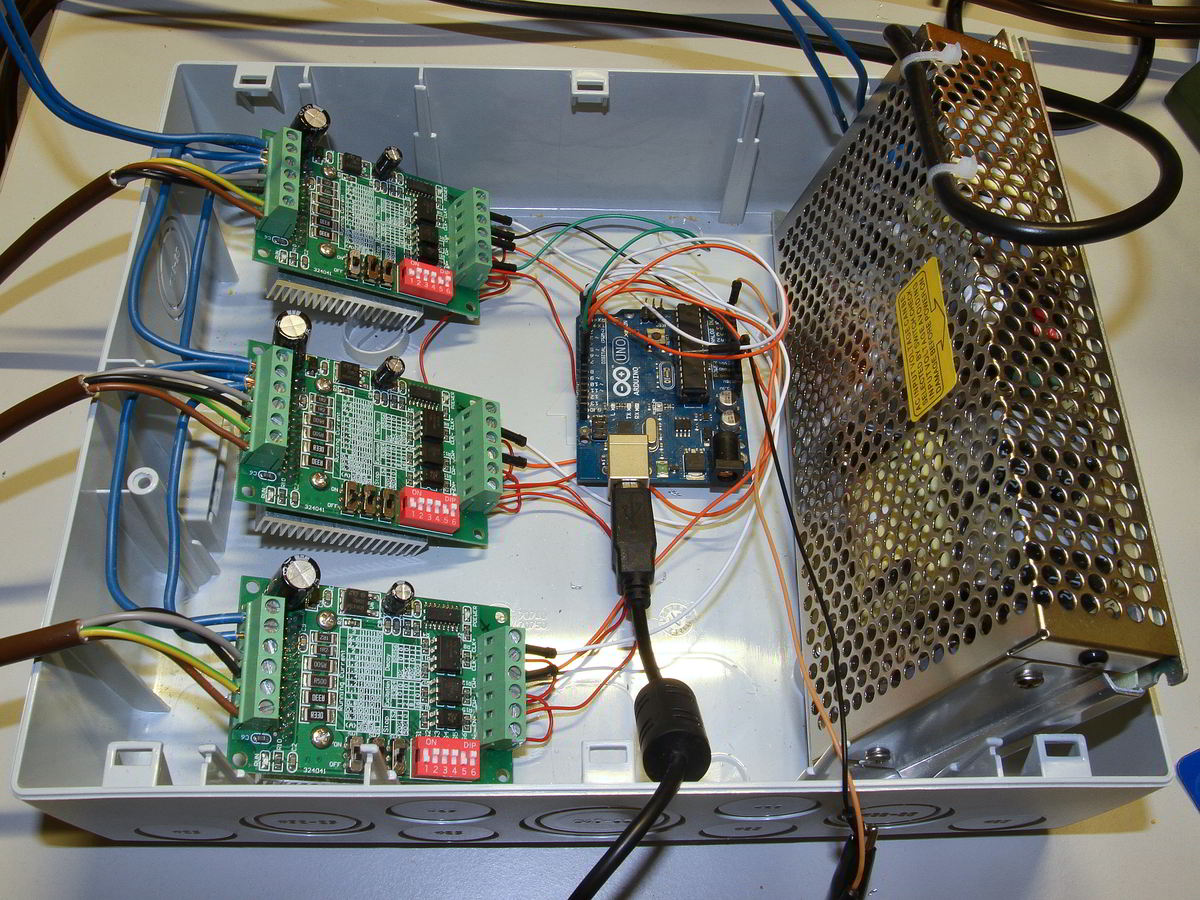
Rene H. schrieb: > Kann mir mal jemand den Link zum GRBL geben? Ich finde den GRBL Code für > Arduino. Ok. Ich hätte ein Arduino Board da aber wo/wie geht es weiter!? Stepper Driver Boards und Netzteil kaufen, z.B. wie im Bild oben. https://github.com/grbl/grbl/wiki https://github.com/grbl/grbl/wiki/Connecting-Grbl Hier mein Frontend für GRBL: http://www.serialcominstruments.com/cnc.php
Ok, danke. Also so wie ich das da gerade sehe müsste ich mir einen Motortreiber basteln der dann die signale auf die Motoren gibt. "pulse" gibt wahrscheinlich den "schritt" und "direction" dann vermutlich die "richtung". Das ganze für X, Y und Z. Ein ATMega8 der die Motoren dann antreibt und die Sache ist erledigt. Gibt der "pulse" oder "pwm" aus!? Wie werte ich das ganze in der Steppertreiber schaltung aus? Lässt sich das ganze auch noch erweitern das die Software die Drehzahl des Fräsmotors regelt!? Die anderen 3 werden die Eingänge der Endschalter sein, richtig!? Dann muss ich mich nochmal mit den Steppern auseinander setzen. So langsam steige ich dahinter :) Am "beginn" fahren dann erstmal immer alle stepper bis zum endschalter und dann beginnt das ganze, richtig!?
Rene H. schrieb: > Also so wie ich das da gerade sehe müsste ich mir einen Motortreiber > basteln der dann die signale auf die Motoren gibt. > > Das ganze für X, Y und Z. Ein ATMega8 der die Motoren dann antreibt und > die Sache ist erledigt. Du musst Dir weder einen Motortreiber basteln noch benötigst Du einen ATMega8. Oder siehst Du sowas auf meinem Foto? Alles was Du an Elektronik brauchst ist Dein vorhandener Arduino, die gezeigten 3 Stepper-Driver-Boards (oder alternativ ein 3-fach Board), sowie ein Netzteil. Rene H. schrieb: > Gibt der "pulse" oder "pwm" aus!? Wie werte ich das ganze in der > Steppertreiber schaltung aus? Du wertest da nichts aus. Die Stepper-Driver Boards werden vom GRBL auf dem Arduino angesteuert. Warum gebe ich Dir die Links oben, wenn Du die anscheinend nicht liest?
hey leute, was kann ich statt der lineaführungen verwenden bitte mit foto bzw link antworten
Ja das habe ich soweit verstanden. Nur sagte ich ja gerade ich habe hier mehrere (an die 10 Stück) Steppermotoren da und eben nicht die "besagten". Dann nennen wir es halt "Stepper-Driver-Board". Die hier genutzten und die ich auch überall fonde sind für Bi-Polar-Stepper-Motoren. Ich habe wie gesagt etliche mit genügend Kraft da nur sind diese eben Unipolar. Um diese nun zu nutzen muss ich mir lediglich "eigene" Stepper-Driver-Boards basteln. Das ist ja nicht das Problem. Jedoch "was" für ein Signal gibt die Software durch das Arduino an die Stepper-Driver-Boards weiter sodass ich das passende dafür bauen kann!?
Nochmal: Meine obigen Links lesen, da steht alles. Und mach dich mal über Stepper-Motoren schlau. Ich bin jetzt hier raus.
Rene H. schrieb: > Jedoch > "was" für ein Signal gibt die Software durch das Arduino an die > Stepper-Driver-Boards weiter sodass ich das passende dafür bauen kann!? Lies dich hier erst mal schlau. http://de.wikipedia.org/wiki/Schrittmotor Sicherlich gibts im Web zig Seiten mit Ardunio-Projekten, wo deine Fragen besser beantwortet werden. Musst nur selbst mal suchen. Rene H. schrieb: > Also ich will eine reine "mini" fräse. Hauptsächlich zum Fräsen und > gleichzeitigen Bohren von Platinen. Mit einem mechanischen Bausatz bist du sicher besser bedient, insbesondere wenn dir eine Werkstatt mit geeigneten Maschinen fehlt.
-.- ich flashe das ganze auf den Arduino und halte nen Oszi dran. Dachte das könnte eventuell einer so sagen aber dann muss ich das ganze mal testen und sehen was die library an signalen auf dem "stepper" pins ausgibt.
Rene H. schrieb: > Dachte das könnte eventuell einer so sagen aber dann muss ich das ganze > mal testen und sehen was die library an signalen auf dem "stepper" pins > ausgibt. LESE endlich mal die Links von oben!
LES mal was ich geschrieben habe. Wenn ich das STEPPER DRIVER BOARD selber bauen will MUSS ich schon WISSEN wie die GRBL LIBRARY dieses ANSTEUERT.
Weiter oben hast du geschrieben, du willst auch Stahl fräsen. Für Stahl sind die Linearführungen zu schwach. Wenn du jetzt nur noch Platinen und Alu-Blech fräsen willst, dann wird das schon eher funktionieren. Aber vier Schlitten sollten es auf alle Fälle sein. Der 2,2kW-Motor ist völlig überdimensioniert. Die Opti MB4 hat beispielsweise einen 1,5kW Motor. Und das Ding wiegt 320kg leer und ist für Stahl ausgelegt. Nimm doch wie vorgeschlagen erst mal einen Kress Fräsmotor. Das ist Motor und Spindel in einem und die Drehzahl passt auch.
Albert M. schrieb: > Stepper Driver Boards und Netzteil kaufen, z.B. wie im Bild oben. > > https://github.com/grbl/grbl/wiki > > https://github.com/grbl/grbl/wiki/Connecting-Grbl > > Hier mein Frontend für GRBL: > > http://www.serialcominstruments.com/cnc.php Genauso habe ich es auch gemacht. Super einfach. Ist auch komplettes Neuland für mich. So kann man sich auf die Mechanik und Gehäusebau konzentrieren. Hatte vorher angefangen ein Board zu bauen, habe es aber dann sein lassen. Der Markt bietet es einfach zu billig an. Warum nicht davon profitieren, was andere in langer Arbeit entwickelt haben. Natürlich nur meine Meinung.
Hallo Rene, > LES mal was ich geschrieben habe. Wenn ich das STEPPER DRIVER BOARD > selber bauen will MUSS ich schon WISSEN wie die GRBL LIBRARY dieses > ANSTEUERT. Nimms mir nicht übel, aber so wie du hier fragst ist das mindestens eine Nummer zu viel für dich. Außerdem verzettelst du dich immer weiter. Eigentlich wolltest du eine Fräse für Stahl bauen, hast aber nicht einmal die nötigen Maschinen, um die Teile dafür zu bearbeiten. Noch hast du nicht verstanden, wie eine CNC-Steuerung funktioniert, willst aber trotzdem schon anfangen eine Schrittmotorsteuerung bzw. Schrittmotorendstufe zu entwickeln? Mit freundlichen Grüßen Thorsten Ostermann
Rene H. schrieb: > Ich meine halt 1 - 2 shops in denen man die profile, spindel, > kugellager, gleitlager, etc kaufen kann. Ich hoffe nur Du redest nicht von Alu Profilen.
Thorsten Ostermann schrieb: > Nimms mir nicht übel, aber so wie du hier fragst ist das mindestens eine > Nummer zu viel für dich. Außerdem verzettelst du dich immer weiter. Sehe ich genauso, leider.
So, also ich habe nun 3 EasyDriver Boards bestellen. Diese kommen morgen an. Hinzu habe ich noch 3 Nema 23 Schrittmotoren sowie 3 Endschalter bestellt. 3 Trapezspindel von 16mm Durchmusser mit den Trapezmutter sind ebenfalls bestellt. Alle am ende abgedreht für 10mm Kugellager. Die Kugellager habe ich auch bestellt. Alles was ich noch benötige sind "V-Rollen" und "stahlstangen" als Führungsschiene. Passende Linearkugellager habe ich ebenfalls bestellt. Jemand ne alternative zu myhobby-cnc? Somit sollte das Technische vollständig sein. Einige Fragen stellen sich mir aber noch :) Wie kriege ich die GRBL Library auf den Arduino? Ich habe mir die Software heruntergeladen diese startet aber nicht. Wo gebe ich in der Library die Maße an? Also wenn der Fräser auf 0 Stellung ist. Wo gebe ich dann an wie "weit" X, Y und Z maximal geht? Der rest macht die Software, oder? Also wenn von der Z Achse von ganz oben bis zur Bodenplatte der Fräse sagen wir 45cm sind. Nun habe ich ein Holzbrett in das ich eine Fuge fräsen möchte. Das Holzbrett ist 3cm Dick und die Fuge soll 1,5cm tief sein. Dann muss die Fräse ja 43,5cm herunter fahren. Das berechnet aber die Software, oder? Und wo ist "0"? Also ist das die Mitte vom Tisch oder wo? Danke euch schonmal.
Rene H. schrieb: > Wie kriege ich die GRBL Library auf den Arduino? Ich habe mir die > Software heruntergeladen diese startet aber nicht. Das zeigt mal wieder, dass du die bereitgestellten Informationen nicht richtig nutzt. Ein Link von Albert: https://github.com/grbl/grbl/wiki/Flashing-Grbl-to-an-Arduino Du musst das puzzle nur noch zusammenbauen. Ist halt keins mit 10 Teilen, sondern schon eins mit 1000 Teilen. Geduld wirst du schon brauchen.
Ja genau. Du bist mein Held. Wenn die IDE unter WIndows 8 laufen würde hätte ich solche sorgen nicht. Naja, dann halt mit Linux. Zum Glück ist beides vorhanden.
Ja die IDE will einfach nicht starten. Treiber etc kein Problem. COM Port habe ich alles nur die IDE will einfach nicht.
Ich habe auch Win8.1 64bit. Arduino-IDE läuft ohne Probleme. Musste nichts besonderes einstellen o.ä. Probiere es mal vom USB-Stick aus zu starten. Vielleicht hast du auch ein Rechte-Problem.
Nix zu machen :( Welche IDE nutzt du? Also die 1.0.5 geht aber mit der kriege ich die Library nicht geflasht. Die 1.6.1 als Installer und als Portable version startet einfach nicht. Der Splash-Screen kommt, geht weg, das war. Selbst von USB-Stick.
Bei mir läuft die Version 1.0.6 Es soll auch ohne IDE gehen: https://github.com/grbl/grbl/wiki/Flashing-Grbl-to-an-Arduino#for-windows
So, ich habe den Arduino geflasht bekommen :) Die Motortreiber etc. sind auch da :) Nun mal was ganz anderes :) um die "motoren" mal drehen zu lassen, bin ja noch im zusammenbau. Was und Wie sende ich das ganze an den Arduino? Also es reicht ja wenn ich die einfach mal drehen lassen kann ;)
Rene H. schrieb: > Die Motortreiber etc. sind auch da :) Die Spielzeugtreiberboards kannste in die Tonne kloppen. Rene H. schrieb: > Nun mal was ganz anderes :) um die "motoren" mal drehen zu lassen, bin > ja noch im zusammenbau. Was und Wie sende ich das ganze an den Arduino? > Also es reicht ja wenn ich die einfach mal drehen lassen kann ;) Anscheinend hast Du nicht den leisesten Schimmer was Du da betreibst. Hättest Du die Dir gegebenen Links gelesen, wüstest Du was zu tun ist. Aber penetrant ignorierst Du jeden Rat. Du bist in der letzten Zeit der dümmste und ignoranteste DAU hier. Deshalb werde ich Dir auch nicht im Ansatz helfen.
Kopfschüttler schrieb: > Deshalb werde ich Dir auch nicht im Ansatz helfen. Heee! Gerade wurde es doch interessant, was der 2,2kW Fräsmotor mit den 10mm Kugellagern und den Mini-Treiberplatinen alles anstellen wird... ...Okay, das Ende wird schnell kommen. Aber offensichtlich arbeitet der TO nach try'n error. Damit ist die Menschheit auch vom Altertum in der Neuzeit angekommen, hat halt nur etwas länger gedauert.
Thomas Forster schrieb: > Heee! Gerade wurde es doch interessant, was der 2,2kW Fräsmotor mit den > 10mm Kugellagern und den Mini-Treiberplatinen alles anstellen wird... > ...Okay, das Ende wird schnell kommen. Und dann noch mit ner Trapezspindel(mit Umkehrspiel versteht sich). Manche müssen es eben auf die harte Tour lernen, wenn ihm das Ding, oder wenigstens die Fräser, um die Ohren fliegen.
So, also, alle 3 Motoren drehen sich. Dann können die Spindel montiert werden und testen :) Ja ich habe das hier schon erkannt. Alle "ach so schlau" und sonst nichts. Ich habe mich an den Rat gehalten. Driver Boards, und NT geholt. Stepper dazu. Arduino GRBL geflasht, getestet, läuft. Kommentare in den Raum schmeissen und das noch als "Gast". Naja, bislang klappte es mit den Ratschlägen die ich bekommen habe.
weil hier einige bei sind die sich bereits erfolgreiche eine CNC gebaut haben. Wie ich auch. Nur ignorierst Du ja unsere Vorschläge. Der Herr Ostermann verdient sogar sein Geld damit. Na ja ist ja Dein Geld.
Rene H. schrieb: > Ja ich habe das hier schon erkannt. Alle "ach so schlau" und sonst > nichts. Darauf bezog sich meine Antwort.
Angehängte Dateien:
-

schnell.png
673 Bytes
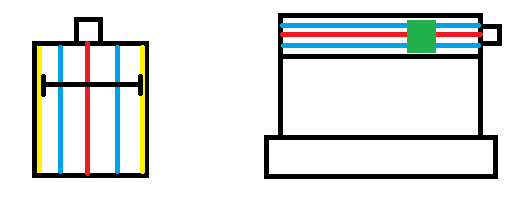
Ich habe mal ein Bild angehangen. Nicht drüber lachen, habe das nur als vorstellungshilfe kurz gezeichnet. Also links ist die oben ansicht, rechts die vorne ansicht. Das Rote sind die Trapezsindel mit 2mm steigung. Das blaue sind 12mm Rundstahl. Das gelbe sind Linearlagerschienen. In den "schieber" habe ich die Trapezspindelmutter, 12mm Linearkugellager und an den seiten die Linearlagerschlitten montiert. An dem Schlitten habe ich links und rechts eine Säule montiert für den oberen X-Achsenteil. Wenn der schrittmotor nun angesteuert wird treibt dieser Spindel an was den Schlitten ganz sanft vor und zurück bewegt. Aufgrund des Spiels der Spindelmutter habe ich den Schlitten mehrfach gelagert. Das klappt auch perfekt. Das gleiche nur horizontal habe ich dann nochmals für die X-Achse gebaut. Auch das hin und her fahren des X Schlittens klappt ohne probleme, bis... sobald Gewicht an dem X-Schlitten hängt hängt bewegt sich dieser nur Stottern oder garnicht. Hebe ich den Schlitten dann leicht von unten an, also entlasste ihn bewegt er sich wieder. Also sobald gewicht dran hängt will die X Achse nicht mehr so richtig. Die Y-Achse bewegt sich weiterhin, trotz gewicht problemlos. Ich denke das liegt daran das die Führungsschiene oben nach vorne, und die Schiene unten nach hinten gedrückt wird sobald das Gewicht dazu kommt. Wie kann ich dieses nun beheben? Wie ist die Führung des X-Schlittens anderswo umgesetzt? Es bringt ja nichts wenn sich Y und Z Achse tadellos bewegen, X aber nicht passend dazu! Wie kann ich dieses nun beheben? Dann würde ich gerne etwas zeichen, eine Gravur o.ä. und dies dann mal "testfräsen". Womit zeichnet man sowas? Danke euch.
Du hast Dich bis jetzt als absolut beratungsresistent erwiesen. Fang noch mal ganz oben im Thread an zu lesen. Wenn Du es danach dann vielleicht verstanden haben solltes, weisst Du woran Deine jetzigen Probleme liegen und kannst sie beheben. Aber das ist wieder mal in den Wind gesprochen ...
Rene H. schrieb: > Also links ist die oben ansicht, rechts die vorne ansicht. Trotz Bild und Text versteht man dein Problem nicht richtig. Wie bereits gesagt: Mach mal Fotos. Rene H. schrieb: > Womit zeichnet man sowas? Qcad? A9cad? LibreCAD?
tj das passiert wenn man nicht hören will und labbrige Gestelle baut. Gezeichnet wird mit einem CAD Programm. Dann geht die Zeichnung durch den CAM Prozess und der daraus entstandene GCode in die Maschine. Für einfach Sachen reicht erst mal BoCNC. gibts in der CNCEcke, wo Du eigentlich lesen und lernen solltest bevor Du anfängst zu bauen.
Rene H. schrieb: > Linearkugellager und an den seiten die Linearlagerschlitten montiert. Linearkugellager sind Bestandteil des Linearlagerschlittens (der dann auf Linearlagerschienen läuft). Rene H. schrieb: > sobald Gewicht an dem X-Schlitten hängt hängt bewegt sich dieser nur > Stottern oder garnicht. Was erwartest du denn von 52Ncm? Normalerweise werden da Motore ab 0,5Nm Drehmoment verbaut. Das ist das Hundertfache. Gib dir doch mal etwas mehr Mühe, insbesondere bei deiner Rechtschreibung. Davon bekommt man ja Augenkrebs. Installiere dir notfalls ein Add-on-Wörterbuch in deinem Browser, der dich dabei unterstützt.
52 Ncm ? Ist mir doch glatt entgangen....die waren wohl so winzig das ich sie glatt übersehen habe. Ist ja niedlich. Meine Maschine ist zwar nur 500x700mm aber in Y fahre ich mit 2 Motoren a 1Nm welche noch zusätzlich 2:1 untersetzt sind. Das halte ich nicht für übermotorisiert, trotz KG Spindeln. :-)
Usus schrieb: > Was erwartest du denn von 52Ncm? Normalerweise werden da Motore > ab 0,5Nm Drehmoment verbaut. Das ist das Hundertfache. 52Ncm = 5,2Ndm = 0,52Nm ;-) 0,5Nm sind sogar schon ein wenig schwach. Man geht da als eher auf 1 oder 2Nm. Ich selbst habe aber noch überhaupt keine Erfahrung. Kommt halt auch drauf an, was man fräst.
Ok, also ich weiss ja nicht wo Ihr die Infos herhabt, allerdings habe ich mal gegooglet. Ich habe da folgendes gefunden: Die Umrechnung von Newtonzentimeter (N/cm) in Newtonmeter (N/m) erfolgt mit Faktor 100. So ist 1 N/cm = 100 N/m Herleiten kann man sich diese Umrechnung mit 1 cm= 0,01 m – 1N/0,01 m = 100 N/m Bsp.: 5 N/cm = ??? N/m -> Lösung: 5N/0,01m = 500 N/m Das wären bei meinen 52 N/cm demnach 5200 N/m. 5200 newton meter = 530.2524 kilogramm-kraft meter (umrechner) wie gesagt, habe das nur gefunden. lasse mich gerne einen besseren belehren. P.S.: Ich habe die X-Achse nun auch linear oben sowie unten gelagert, und siehe da es klappt einwandfrei. Das "festhalten" per Hand ist nicht möglich. Ausser am motor direkt. Der "schieber" bewegen sich und schieben und zerquetschen unaufhaltsam. (nunja, bis das material nach lässt)
Rene H. schrieb: > Das Rote sind die Trapezsindel mit 2mm steigung. > Das blaue sind 12mm Rundstahl. > Das gelbe sind Linearlagerschienen. > > In den "schieber" habe ich die Trapezspindelmutter, 12mm > Linearkugellager und an den seiten die Linearlagerschlitten montiert. Glaubst du immer noch daran, dass du damit Stahl fräsen kannst?
Rene H. schrieb: > Das wären bei meinen 52 N/cm demnach 5200 N/m. Demnach hätte deine CNC das 10-fache Drehmoment eines Sportwagens!!
Hallo Rene, > Ok, also ich weiss ja nicht wo Ihr die Infos herhabt, allerdings habe > ich mal gegooglet. > > Ich habe da folgendes gefunden: > > Die Umrechnung von Newtonzentimeter (N/cm) in Newtonmeter (N/m) erfolgt > mit Faktor 100. > > So ist 1 N/cm = 100 N/m Nein. Die Einheit ist Nm nicht N/m, weil Drehmoment = Kraft * Hebelarm. Und somit sind 100 Ncm = 1 Nm. Mit freundlichen Grüßen Thorsten Ostermann
ok, demnach also 0,5nm was dann 0,0510 kilokraft pro meter entspricht. Hhhmm... ok, die Motoren lassen sich ja noch tauschen. ALso ich habe das ganze hierher: http://www.physik-grundlagen.de/grosen-und-maseinheiten/ncm-in-nm-umrechnen/
Rene H. schrieb: > ALso ich habe das ganze hierher: > > http://www.physik-grundlagen.de/grosen-und-maseinheiten/ncm-in-nm-umrechnen/ Scroll mal runter ;-)
Rene H. schrieb: > ALso ich habe das ganze hierher: aha und? Auf der Seite geht es nicht um das Drehmoment mit Nm, sondern eben um N/m. Also alles richtig auf der Seite... Für die, die das nicht selber checken, steht das sogar gleich als zweites in den Kommentaren "Meine Umrechnung bezog sich aber nicht auf den Drehmoment."
na ich sagte ja ich lasse mich gerne eines besseren belehren. Ok, also sollte ich bei der Motorauswahl auf NM achten. Und für den Fall das da Ncm steht? Also kann man da sagen, multipiziere mit 10 oder mit 100 oder was auch immer? Oder besser Motor hier posten und nachfragen!? Den z.b.: http://www.exp-tech.de/stepper-motor-unipolar-bipolar-200-steps-rev-57-56mm-7-4v-1-a-phase Danke euch schonmal
Nochmal: Es heißt Newtonmeter, Einheit Nm, nicht NM und nicht N/m. Und "kilokraft" gibt es schon gar nicht! Zur Umrechnung von Nm auf Ncm habe ich ja schon etwas geschrieben, aber du bist ja völlig beratungsresistent. Wahrscheinlich trollst du hier nur rum. Ich bin dann mal raus. Mit freundlichen Grüßen Thorsten Ostermann
Rene H. schrieb: > Oder besser Motor hier posten und nachfragen!? > > Den z.b.: > > http://www.exp-tech.de/stepper-motor-unipolar-bipolar-200-steps-rev-57-56mm-7-4v-1-a-phase das sind ca. 0,9Nm. für weniger gibts mehr, zB. beim Herrn Ostermann: http://www.mechapro.de/shop/Schrittmotoren/Schrittmotor-Nidec-Servo-KH56QM2-951::73.html
Rene, ich würde dir empfehlen das Projekt besser bleiben zu lassen und dir ne Fräse zu kaufen. Entweder CNC fix und fertig oder ne konventionelle und die kannst du dann noch umbauen. Wie wärs mit ner BF20 mit CNC Umbausatz? Du stellst hier eine Frage nach der anderen und lässt dir alles vorkauen, so kann man doch nichts entwickeln. Ich mein das nicht böse aber so kommst du nicht weiter und du machst dich ein bisschen lächerlich. Wie du siehst haben sich nun sogar schon mehrere hier ausgeklinkt.
Thorsten Ostermann schrieb: > aber > du bist ja völlig beratungsresistent. zumal er aus der Schule wissen sollte wie man cm in m umrechnet.
So, ich habe mich nochmal umgesehen und erkundigt und habe eine Lösung mehrfach gesehen. T-Profile mit V-Laufrollen. Nur wo kriege ich diese Laufrollen? Ich finde sie nicht. Entweder für Gewerbetreibende oder ohne Kugellager. Jemand nen rat!?
Rene H. schrieb: > Nur wo kriege ich diese Laufrollen? Solche? http://www.motedis.com/shop/Dynamik-Lineareinheiten/Wellen-Zubehoer-einzeln/Laufrolle-mit-Rundschliff-14mm::1139.html Oder so? http://mechastep.de/index.php?cat=c70_Linearschienen-und-Linearwagen-M-System-Linearschienensystem-M.html
Angehängte Dateien:


Die erste, sowas meine ich. Also ich sehe das des öfteren. Ist das denn "stabil"? Ich habe da noch ne andere Führung gefunden. Linearführung mit Schlitten. Aber da gibt es zich verschiedene. Welche bieten sich da an? Die haben alle nur eine Welle in der mitte. Wie kriegen die das hin das sich beide seiten "genau" bewegen? Die linearführung interessieren mich da schon sehr. Kann da jemand was zur belastung und "spiel" sagen? Generell doppelt führen oder bei der Y Achse eine führung pro Seite? 1 oder 2 schlitten pro führung? Wären die Optimal? http://www.igus.de/wpck/1969/drylin_n Danke euch.
Rene H. schrieb: > Die linearführung interessieren mich da schon sehr. Kann da jemand was > zur belastung und "spiel" sagen? Generell doppelt führen oder bei der Y > Achse eine führung pro Seite? Schaue dir bei den div. Herstellern mal die Datenblätter bzw. Einbauhinweise an. https://tech.thk.com/de/products/pdf/de_b01_089.pdf http://www.schaeffler.com/remotemedien/media/_shared_media/08_media_library/01_publications/schaeffler_2/manualmountingoperation/downloads_7/mon28_de_en.pdf Dann bekommst du eine ungefähre Vorstellung.
Angehängte Dateien:
-

img_2517.jpg
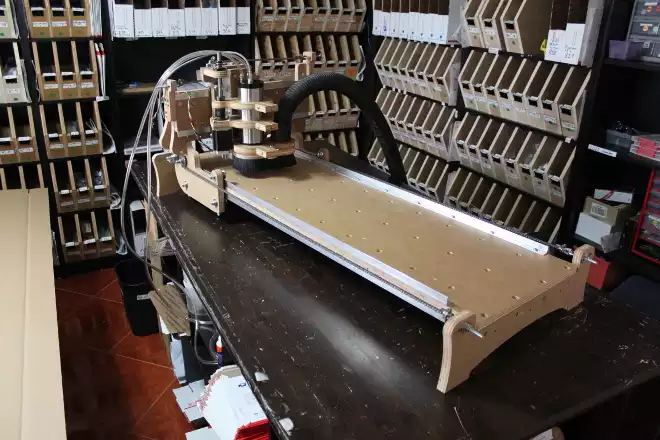
17 KB

So, also ich habe mich nun für die Linearschienen mit Schlitten entschieden. Dann habe ich noch das beigefügte Bild gefunden. Daran werde ich mich orientieren. Dort werden auch diese linearführungen benutzt wie auch bei etwa 90% der von mir angesehenen fräsen. Das wird ja schon seinen Grund haben. Worauf sollte bei gestell besonders geachtet werden? Gerade was die präzision ausmacht? Da ich vorerst nur "kleinere" Sachen fräse wird der Proxoon IB/E zum Einsatz kommen. Einen ruhigen lauf und eine genauigkeit von 3/100 stel mm sollten für präzision genügen. Jedoch muss das Gestell auch die dementsprechende präzision bieten. Die linearführung sind von igus.
Du hast es offenbar gerade geschafft, ein korruptes Jpeg hochzuladen ;-) Ich kanns jedenfalls nicht sehen
Das ist eine .webp Datei, weiß der Teufel, was das ist. Ich hab es abgespeichert und mit IrfanView aufmachen wollen. Das hat es erkannt und umbenannt.
Hallo @ Rene H. Zu deinem Bild mit den Linearführungen noch einige Hinweise. 1) Je Achse sollte man zwei "parallele" Führungsschienen vorsehen und je Führungsschiene zwei Führungswagen. Also nicht unbedingt so wie in dem Bild. 2) Diese Linearführungen benötigen einen entsprechend genauen "Untergrund" (die Fläche zum Aufschrauben)zur Befestigung und werden im Normalfall zudem seitlich gegen eine Anschlagkante gedrückt (mittels Schrauben, Keile, Andruckleisten). Diese Anschlagkanten müssen auch eine gewisse Genauigkeit einhalten. 3) Diese Linearführungen sind im Lieferzustand selten bis nie wirklich gerade, das werden diese erste durch die/eine fachgerechte Montage (siehe oben und die Links der anderen). Dafür muss das Gestell (der "Montageuntergrund") auch einen gewisse Stabilität mitbringen. Wenn dies nicht der Fall ist, werden die Linearführungen in einem gewissen Bereich die Mechanik "verbiegen". 4) Achte auf die bei den Lieferanten angegebenen Vorspannungen. Denn es gibt diese Linearführungen von "mit Luft/Spiel" bis hin zu "kann von Hand quasi nicht mehr bewegt werden". Für eine sogenannte "Käsefräse" braucht man nur eine leichte Vorspannung bis mittlere Vorspannung im unteren Bereich. Mehr bringt nichts, da der Rest der Mechanik dann schon vorher aufgibt und auch die benötigten Vorschubleistungen zu groß werden können. Gruß Gerd
Hallo, danke für die Infos. Sehr interessant das ganze. Also werde ich mit diesen Linearführungsschienen und den dazugehörigen Schlitten wohl am besten bedient sein, oder? Ich habe diese hier gefunden: http://de.rs-online.com/web/p/linear-fuhrungsschienen/4152622/ Da man bei RS nur als Gewerbetreibender kaufen kann habe ich bezüglich dieser Schienen mit den passenden Schlitten bei igus direkt per Mail angefragt. Statische Traglast: 4kN Ist das die belastung generell? Ich finde leider nichts über den "reibungswiderstand". Neue passende Schrittmotoren (13,3kg haltekraft) habe ich ebenfalls schon bei meinem Händler geordert. Jetzt suche ich ein passendes 2A Motorshield. Mit den Schienen sollte ich am besten fahren, oder? Also so wie du das erklärst habe ich das wie folgt verstanden: Rechts und Links für die Y Achse mache ich 2 schienen parallel zueinander (so genau wie möglich) sagen wir mit 15cm abstand zwischen den schienen und dann oben sowie unten jeweils 2 schlitten. und das dann halt auf jeder seite. Das gleiche dann für die X und Z Achse? Bei der Z Achse dachte ich mir dann aber anders herum. Also die Schienen an den Motorhälter und die Schlitten an den Schieber der X Achse. So habe ich dann die Schienen nicht richtung Boden hängen.
Hallo Nene, solche Aludinger mit Kunststoffgleiter meine ich nicht. Das was Du da hast, ist nichts anders als ein Stück Alu, auf dem Kunststoff läuft. Da könntest Du auch gleich die unnützen Rundführungen aus Stahl mit Kunstststoffbuchsen nehmen. Diese Führungen sind für Transportaufgaben gemacht, die Genauigkeit ist dort kein wirkliches Kriterium. Ich meine schon richtige Linearführungen wie z.B. von THK: http://www.ebay.de/itm/Linearfuhrung-Laufwagen-2-x-THK-SHS20-2xFuhrungsschiene-470-L-/171720967299?pt=LH_DefaultDomain_77&hash=item27fb5e0483 http://www.ebay.de/itm/THK-Linearfuhrung-820mm-mit-4-Wagen-Fuhrungen-CNC-/171721038874?pt=LH_DefaultDomain_77&hash=item27fb5f1c1a http://www.ebay.de/itm/THK-Linearfuhrung-1150-L-NEU-/171727462843?pt=LH_DefaultDomain_77&hash=item27fbc121bb Wobei letztere von der Baugröße (15er) für dich völlig ausreichend sein sollten. Rene H. schrieb: > Also so wie du das erklärst habe ich das wie folgt verstanden: > > Rechts und Links für die Y Achse mache ich 2 schienen parallel > zueinander (so genau wie möglich) sagen wir mit 15cm abstand zwischen > den schienen und dann oben sowie unten jeweils 2 schlitten. und das dann > halt auf jeder seite. Das gleiche dann für die X und Z Achse? Nein, für Jede Achse brauchst Du nur zwei Führungschienen. Und für jede Führungsschiene zwei Führungswagen. Also bei drei Achsen insgesamt sechs Führungsschienen und zwölf Führungswagen. Schau und Lies dich auch mal durch Peters CNC-Ecke durch: http://www.cncecke.de/ Die Anmeldung ist kostenlos und es gibt sehr viele Informationen für Selbstbauer. Aber man muss Lesen und die Suche benutzen. Dann bekommt man alleine dadurch quasi alle Fehlerquellen bei einem Selbstbau aufgezeigt und auch wie man diese vermeidet. Und vor allem kann man dann auch besser abschätzen, was so alles an "Nebenkosten" auf einen zukommen können. Gruß Gerd
Ok. Na da zeigt sich ja mal Qualität :) So meinte ich das mit den Führungen. Du wahrscheinlich auch, richtig? http://extreme.pcgameshardware.de/attachments/556205d1339882553-tagebuch-diy-cnc-fraese-das-etwas-andere-tagebuch-2012-06-14_z-achse.jpg Na dann mal sehen auf wieviel präzision ich komme. 0,3 - 0,2 mm sollten schon drinne sein :)
Angehängte Dateien:
-

gesamt.JPG
110 KB
So, ich will nun auch mal meinen Senf dazu geben... Hab ja ein bisschen Erfahrung in der Richtung da ich mir über Jahre auch so ein Gerät gebastelt habe. 1. Verabschiede dich von dem Gedanken mit dem Proxxon oder Dremel. Ich hatte am Anfang einen Proxxon drauf. kannst du total vergessen. Drehzahl viel zu hoch, schlechte Drehzahlregelung und deutlich zu wenig Leistung. Selbst für Holz. Bin jetzt bei einer Kress Frässpindel mit reichlich 1000W angekommen, klappt super. 2. Als Linearführungen benutze ich sog. Supported Rail, das ist eine Stahlstange, auf ganzer Länge auf ein Alu-Profil verschraubt. Dazu passende Kugelumlaufwägen. Absolut spielfrei und Preis/Leistung unschlagbar. 3. Momentan läuft das ganze noch mit 8er Gewindespindeln für den Vorschub mit selbst gefertigten Spindelmuttern um das Spiel rausstellen zu können. Funktioniert, aber verschleißt ziemlich schnell. Der Umbau auf Kugelgewindespindeln ist bereits am Laufen. Beim nächsten mal würde ich die gleich benutzen. 4. Antrieb: Momentan pro Achse ein 30W Servomotor. Reicht aus, die Leistung könnte aber gern etwas mehr sein. Schritte können ja da zum Glück aber nicht übersprungen werden. PS: In das Projekt sind bisweilen einiges mehr als 1000€ geflossen und dabei sind nicht unbedingt die teuersten Sachen zum einsatz gekommen. Wenn man was vernünftiges bauen will wird man sicher auch nicht günstiger kommen. das sollte auch bedacht werden und dem sollte man sich vorher klar sein. MfG Matze
Na da habe ich schon genug Infos :) Also es werden dann wohl die Linearführungen von THK. Egal wo werden immer auf diese Führungen und gerne von THK verwiesen. Dies wird ja schon seinen Grund haben. Auch wenn die extrem teuer sind. Aber wenn das Ergebnis dann das ist was ich will ist das schön :) Die Bauzeit verlängert sich dann nur. Will die Bauen und sachen holen wie ich immer Geld habe. Nichts auf Finanzierung o.ä. Sodass ich am Ende sagen kann. Meine. Nicht Bank, Händler etc. pp. Dann habe ich erstmal noch 4 Fragen. Ich habe mir jetzt mal so einige Videos von CNC Fräsen angesehen. Recht interessant denen beim Fräsen zuzusehen. Nun stellt sich mir die frage, wenn ich nun etwas in einem CAD Programm zeichne, und das Fräsen will. Z.b. ein Stück auf einem Holz oder ALU Stück ausfräsen dann sieht man auf den Videos das das "stückweise" heraus fräst. Also sagen wir man will druch ein 5mm ALU Stück einen Kreis heraus fräsen dann sieht man das der Fräser z.b. 5 mal diesen Kreis fräst. Also erst 1mm tief, dann 2mm tief bis er dann am ende durch ist. Macht das die Software oder muss man sich je nach material selber darum kümmern? Welche möglichkeiten hat man wenn man das ganze Standalone betreiben will? Also nicht immer einen PC / Laptop angeschlossen haben. Sowas wie, SD Karte rein, man drückt start und der Code wird dann an die CNC übergeben. Was hat man da so für möglichkeiten? Ich nutze ja GRBL mit Arduino. Ich finde aber nicht "wo" berechnet wird wieweit der Fräser herunter fahren muss. Also ich muss ihm doch sagen die Z Achse ist X mm lang. Z0 ist direkt am Tisch. Z400 ist dann ganz oben. Jetzt kommt der Fräser der ist sagen wir 30mm lang. Wo stelle ich das ganze in der GRBL Library ein? Und wo gibt man die Materialdicke an? Wenn ich in ein 10mm Brett nur 1mm Tief fräsen will dann muss der ja wissen ich muss nicht bis G0 Z-1 sondern nur bis G0 Z9 fahren. Ich finde diese einstellung nicht :( Dann hat die Lib ja die Anschlußmöglichkeit der "End" Schalter. Diese montiere ich je am Anfang und am Ende jeder Achse oder immer nur am Ende jeder Achse? Ich danke euch und hoffe ihr wisst wie ich das meine. Jetzt erstmal Pläne für die Fräse zeichnen. Vorhaben ist erstmal, bis auf die Technik alles aus stabilen Holz (MDF / Tischlerplatte). Dann mit CAD Software die Teile in ALU zeichnen. Fräsen und die Holztile gegen ALU tauschen. Jemand noch eine Idee wo man ALU Rohmaterial bekommt?
Was mir noch eingefallen ist. Man liest des öfteren mal was von MACH3 und von irgendwie was mit ner USB Endoskopkamera. Was hat es damit auf sich?
Rene H. schrieb: > Ich nutze ja GRBL mit Arduino. Ich finde aber nicht... Hättest Du die Leute die sich damit auskennen nicht mit Deiner seltsamen Art verprellt, würdest Du zu GRBL mit Arduino, CAD und CAM ausführlich Antwort bekommen.
Albert M. schrieb: > Rene H. schrieb: >> Ich nutze ja GRBL mit Arduino. Ich finde aber nicht... > > Hättest Du die Leute die sich damit auskennen nicht mit Deiner seltsamen > Art verprellt, würdest Du zu GRBL mit Arduino, CAD und CAM ausführlich > Antwort bekommen. ja so ist er eben.... MACH3 ist lediglich ein GCode Interpreter. dort wird Deine GCode Datei eingelesen und MACH3 macht daraus Steuersignale welche über die LPT an die Maschine gesendet werden. Das alles ist Takt /Richtung. Die Maschine hat dann entspr. Stepper IC wie z.B. TB6560 die den Motor ansteuern. Die Kamera wird dazu benutzt die Fräse an entsprechende Punkte zu fahren bzw. auszurichten. MACH3 kostet Geld. Alternativ kannst du Dir EMC unter Linux anschauen. Geht ohne Installation. Beide benötigen aber eine CAD Zeichnung mit anschließendem CAM Prozess.
Ok. Danke :) So also ich kriege nun diese Motoren (3 Stück): http://www.exp-tech.de/stepper-motor-bipolar-200-steps-rev-57-56mm-2-5v-2-8-a-phase Dazu das GRBL Shield mit drei A4988 Steppertreiber (A4988) max. 2Ampere. Betreiben werde ich das ganze dann mit einem zwei mal 18V 120VA Ringkerntrafo. Dieser sollte nach zusammenlegen beider Spülen und Gleichrichtung (knapp 40V) genug Leistung für die Stepper haben. Der Treiber kann bis 40V.Gleichzeitig StepDown Regler für die Arduino versorgung. Morgen kommen Linearführung und Schlitten von THK. 6 Meter und 20 Schlitten. (Verdammt teuer aber Spielfrei) Was noch fehlt ist nun der Fräsmotor. Dieser muss bis nächsten Monat warten. Mit dem zusammenbau sollte ich erstmal genug zu tuen haben.
Dass du damit ca. 1/3 der Kraft, die diese Motoren schaffen könnten, verschenkst ist dir klar, oder?
Ich habe leider keinen Treiber gefunden der mehr kann und ohne Probleme direkt an den Arduino und GRBL betrieben werden kann. Halt das EasyDriver board oder dann das GRBL Shield. Andere Treiber arbeiten mit H Brücke was GRBL wieder nicht unterstützt :(
Äh, wie wärs mit so was: http://www.ebay.de/itm/TB6560-3A-CNC-Schrittmotor-Stepper-Motor-Treiber-Driver-Controller-Steuerung-/141466414216?pt=LH_DefaultDomain_77&hash=item20f00e2c88 Die haben TTL-Eingänge in Schritt/Richtung. Natürlich nicht Plug&Play sondern man muss erst die Schwierigkeit überwinden, sie per Kabel mit dem Arduino zu verbinden. Sooo high level electric engineering sh*t ist das jetzt net grad ;-) H-Brücken-Treiber sind überhaupt nicht mehr zeitgemäß. Wo hast du die denn ausgegraben?
Bleiben wir mal bei deinen 1/3 tel dann machen die Motoren immernoch rund 8 kg kraft. Das sollte erstmal ausreichen. Aufstocken kann man immer ;)
Usus schrieb: > Rene H. schrieb: >> 6 Meter und 20 >> Schlitten. > > Wahnsinn. Wird teures Lehrgeld. Vor allem: wofür benötigt man 20 Schlitten? Entsprechende Fotos gab es bisher auch nicht - man könnte fast meinen ...
Usus schrieb: > Rene H. schrieb: >> 6 Meter und 20 >> Schlitten. > > Wahnsinn. Wird teures Lehrgeld. oh Shit. Ich überlege was er damit bauen will. Das wird ein Spaß mit der Säge... Welche Größe haben die Führungen ??
Hallo Rene, > Ich habe leider keinen Treiber gefunden der mehr kann und ohne Probleme > direkt an den Arduino und GRBL betrieben werden kann. > > Halt das EasyDriver board oder dann das GRBL Shield. Andere Treiber > arbeiten mit H Brücke was GRBL wieder nicht unterstützt :( Unsinn. GRBL unterstützt Takt/Richtung, und das können fast alle Schrittmotorendstufen. Mit freundlichen Grüßen Thorsten Ostermann
Hallo Paul, > Dass du damit ca. 1/3 der Kraft, die diese Motoren schaffen könnten, > verschenkst ist dir klar, oder? Es sind sogar 50%. Die 2,8A sind nämlich der Effektivwert, die 2A von dem Easydriver sind aber eine Peak-Angabe. Und ich wage zu bezweifeln, dass das Board die 2A im Dauerbetrieb wirklich liefern kann. Der Easy-Driver kann übrigens auch nur max. 30V, der A4988 maximal 35V. Wobei das "Maximal" wirklich wörtlich zu nehmen ist. Für den Nennbetrieb sollte man da ein Stück drunter bleiben. Der angepeilte Trafo liefert bei Reihenschaltung der Sek.-Wicklungen 36V~, also ungefähr 50V=, im Leerlauf noch etwas mehr. Die Easy-Driver werden also nur einen sprichwörtlichen Augenblick halten. Aber dieses wenig planvolle Vorgehen passt voll ins Bild... Mit freundlichen Grüßen Thorsten Ostermann
Thorsten Ostermann schrieb: > Die Easy-Driver werden also nur einen > sprichwörtlichen Augenblick halten. Aber dieses wenig planvolle Vorgehen > passt voll ins Bild... @Thorsten, Mann eh, ich hatte schon Chips und Popkorn gekauft. Spielverderber. :-))
Stephan schrieb: > Mann eh, ich hatte schon Chips und Popkorn gekauft. > > Spielverderber. :-)) Ganz meiner Meinung.;-b
Sorry, soll nicht wieder vorkommen ;) Mit freundlichen Grüßen Thorsten Ostermann
Rene H. schrieb: > Morgen kommen Linearführung und Schlitten von THK. 6 Meter und 20 > Schlitten. (Verdammt teuer aber Spielfrei) Jetzt will ich aber auch mal wissen, wofür du 6 Meter Linearführung und 20 Schlitten brauchst. Ich komm da mit meiner Rechenmethode nur auf max 12 Schlitten. Und einen Arbeitsraum von 2x2x2m trau ich deiner Konstruktion jetzt auch nicht grade zu.
Paul H. schrieb: > Jetzt will ich aber auch mal wissen, wofür du 6 Meter Linearführung und > 20 Schlitten brauchst na 8 für X-, 8 für Y- und 4 für Z-Achse. Wenn schon, dann richtig stabil :-)
Ja genau. So sieht es aus. 8 für Y 8 für X 4 für Z Y Links je 2 schienen a 70 cm länge und 15 cm abstand. Das gleiche rechts. Hier dann je 4 schlitten pro säule. X Die Säule wird vorne und hinten mit je 2 schienen a 50 cm länge und 15 cm abstand geschient. 4 schlitten vorne, 4 hinten Z 2 schienen a 30 cm und 4 schlitten. Als treiber kommen nun DRV8825 zum einsatz. GRBL fähig. 2,2 A konstant, 4 A peak.
Rene H. schrieb: > 8 für Y > 8 für X > 4 für Z Na das ist doch mal eine erfrischend neue Konstruktion:-) Mal sehen wie das Bett aussehen wird. Wieviele Motoren es wohl braucht um das verspannte Konstrukt zu bewegen?
Mist jetzt hab ich beim Einkaufen vorhin ganz vergessen Popcorn mitzunehmen...
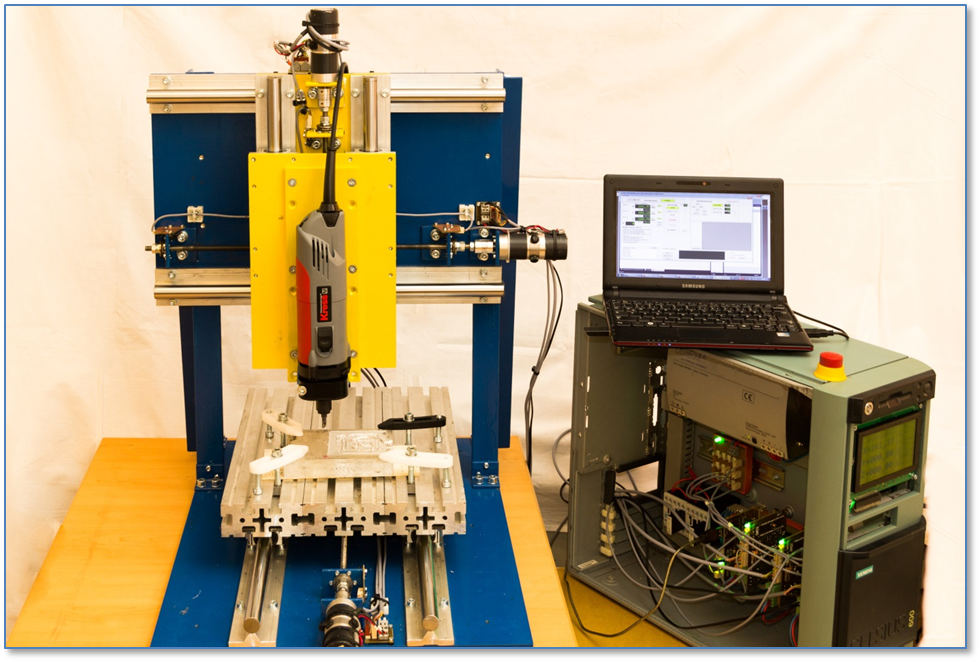
Hallo! Ich bin gerade mit meiner (etwas anderen CNC) fertig geworden. Ist auf meiner Homepage im Detail beschrieben. Ist nicht das was Dir vorschwebt, aber vielleicht trotzdem von Nutzen. www.hcp-hofbauer.de Gruß Peter
Hallo @ Rene H. Äh, Du weist aber schon, was Du dir damit für eine Menge Arbeit zum Ausrichten der Linearführugen gekauft hast? Denn für die Linearführungen gibt es von jedem Hersteller genaue Toleranzvorgaben, welche die Schiene zueinander einhalten müssen. Das ist bei nur zwei Schienen zueinander nur etwas Aufwand. Und bei den Wagen sieht es genau so aus. Aber vier Schienen und noch mehr Wagen zueinander, viel Spaß. Es hat schon seinen Grund, warum man im Normalfall nur zwei Schienen mit vier Wagen je Achse nimmt. Erst wenn die Abstände zu groß werden, nimmt man mehr Schienen und/oder Wagen. Ansonsten nimmt man lieber größere Schienen/Wagen. Und da ich noch kein Bild deiner Konstruktion gesehen habe, behaupte ich jetzt einfach einmal, selbst wenn die Linearschienen nur 15er Baugröße haben, sind diese das mit Abstand stabilste Element deiner Fräse. Und bevor diese nachgeben, ist durch die Belastungen deine ganze restliche Konstruktion schon verbogen. Hast Du dir mal die zu den von dir gekauften Linearführungen die entsprechenden Daten (Datenblatt!) beim Hersteller angeschaut und beachtet, was diese an Belastungen aushalten können? Die besten Führungen bringen nichts, wenn der Rest der Konstruktion deren Vorteile nicht nutzen kann. Gruß Gerd
Ja. Wahrscheinlich hat er dadurch doppelte Kosten und doppelten Aufwand für nichts. Schade, das Geld hätte man z.B. in gescheite Schrittmotortreiber oder eine schicke Frässpindel investieren können.
Ok. Also ich lasse mich ja gerne des besseren belehren aber dann erklärt mir doch auch mal bitte, warum? Also egal was ich mir so angesehen habe, überall wird doppelt geschient. X Achse http://www.neo7cnc.com/images/large/large007.jpg http://extreme.pcgameshardware.de/members/lenne0815-albums-cnc-2700-picture563955-dsc-0007.JPG Und auch die Y Achse https://d2t1xqejof9utc.cloudfront.net/screenshots/pics/2a445275ff5ab7297dbf0ac6b29e0410/medium.JPG So wie hier mache ich das auch. Nur nutze ich hier nicht Stangen sondern linearführungen. Und ich nutze nicht 2 Motoren für Y sondern nur einen. Trotzdem sehe ich überwiegend doppelte führungen je seite bei der Y Achse. Warum ist eine "dicke" führung nun besser? Ja ich nutze 15er linearführung. Gut, bei X übertreibe ich vll ein wenig und schiene diese 4 mal, 2 vorne 2 hinten. Jedoch überlege ich mir da gerade 2 Bauweisen. Bei 4 schienen lege ich diese gegenüber zur innenseite und lasse Z dazwischen. Oder nur 2 und dann wie man es überall sieht. Da bin ich mir noch nicht sicher.
Rene H. schrieb: > Ok. Also ich lasse mich ja gerne des besseren belehren aber dann erklärt > mir doch auch mal bitte, warum? Haben wir, lies doch! ;-) > Also egal was ich mir so angesehen habe, überall wird doppelt geschient. Und warum schienst du dann überall 4-fach? Hast du dir vorher überhaupt schon gedanken gemacht, wie du das überhaupt alles ausgerichtet kriegst? Deine Linearführungen sind schon in 2-facher Ausführung wie schon von anderen hier erwähnt wahrscheinlich das stabilste Element an deiner Fräse. Eine 4-Fache Ausführung ist vollkommen unnötig, sogar nachteilig, aus oben genannten Gründen. Wenn du klug bist lässt du den schwachsinn bleiben und versuchst, die hälfte von deinem bestellen Zeug wieder zurückzugeben. Irgendwie versteh ich dein Konzept noch nicht. Erst hast du dich überall durchgefragt hier und jetzt kaufst du einfach so kamikaze-mäßig diese Linearführungen. Was machst du denn? Was hast du vor? Willst du die Fräse irgendwann mal fertig kriegen? Willst du sie optimal bauen? Übrigens: Selbst bei Rundführungen braucht man nur 2 pro Achse. 4 können je nach Bauweise den Vorteil haben, dass sie das Portal zusätzlich gegen Verwindungen stabilisieren. In der Praxis macht es aber wohl nicht viel unterschied. Ist auch ne Philosophiefrage. 8 pro Achse sind keine Philosophiefrage mehr (in deinem Fall)
Gerd Fischer schrieb: > jetzt einfach einmal, selbst wenn die Linearschienen nur 15er Baugröße > haben, sind diese das mit Abstand stabilste Element deiner Fräse. Und evtl das stabilste Element. Aber stabil sind die keinesfalls ohne entsprechende Unterkonstruktion. Wie die nachgeben merkt man schnell beim Ausrichten.
Paul H. schrieb: > Übrigens: Selbst bei Rundführungen braucht man nur 2 pro Achse. 4 können > je nach Bauweise den Vorteil haben, dass sie das Portal zusätzlich gegen > Verwindungen stabilisieren. In der Praxis macht es aber wohl nicht viel > unterschied. Ist auch ne Philosophiefrage. 8 pro Achse sind keine > Philosophiefrage mehr (in deinem Fall) na ja Stabilisierung mit der Führung, wohl eher nicht. Dafür wurden Knotenbleche erfunden. Die dürfen dann wie bei mir auch mal 5-10 mm dick sein :-)
Ich hatte diese Linearschienenführungen auch noch nie in der Hand. Wie fühlt sich das Arbeiten damit so an? Sind die wirklich absolut Spielfrei? Oder bewegt sich das Spiel zumindest im unteren µm-Bereich? Kann man das einstellen? Was ist der Vorteil zu den Supported-Rails, also quasi der runden Version davon. Abgesehen davon, dass Supported-Rails bauartbedingt einfach größer sind. Gibt es irgendwo eine Gegenüberstellung von wichtigen Kenndaten?
Paul H. schrieb: > Ich hatte diese Linearschienenführungen auch noch nie in der Hand. Wie > fühlt sich das Arbeiten damit so an? Sind die wirklich absolut > Spielfrei? Oder bewegt sich das Spiel zumindest im unteren µm-Bereich? > Kann man das einstellen? Profilschienenführungen werden in verschiedenen Güten und die Wagen mit verschiedenen Vorspannungen geliefert. Die Güte bestimmt, wie genau die Schienen fluchten und die Maße eingehalten werden. Die Vorspannung sagt etwas darüber, wie stark quasi die Kugeln "gequetscht" werden. Du bekommst von jedem Schienentyp sehr leichtgänige Wagen, die teilweise 1/10mm Spiel haben bis hin zu sehr präzisen, spielfreien, die Du per Hand kaum verschoben bekommst. Eingestellt wird die Vorspannung üblicherweise durch die Größe der eingefüllten Kugeln. Man kann also durchaus einen zu "stramm" sitzenden Wagen durch Austausch der Kugeln ändern (haben wir hier schon gemacht). Die Durchmesser der Kugeln ändern sich dann üblicherweise nur im µm-Bereich. Natürlich ist der systembedingte Verschleiß auch umso höher, je stärker die Vorspannung ist. Für einfache CNC-Anwendungen nimmt man meist leicht vorgespannte Schlitten - also welche, die spielfrei sind, aber nicht zu viel Kraft für die Bewegung benötigen. Für Schwerzerspanung wird die Vorspannung dann entsprechend erhöht. > Was ist der Vorteil zu den Supported-Rails, also quasi der runden > Version davon. Abgesehen davon, dass Supported-Rails bauartbedingt > einfach größer sind. Unterstützte Rundwellen biegen sich deutlich weniger durch, weil man sie auf der gesamten Länge verschrauben kann. Aber die Wagen haben natürlich radial Spiel - im Gegensatz zu den Profilschienen, die Kräfte in allen Richtungen aufnehmen können (außer natürlich achsial ;-) > Gibt es irgendwo eine Gegenüberstellung von wichtigen Kenndaten? Da weiss ich leider keine Adresse - aber generell gilt (qualitativ aufsteigend): Rundführung - unterstützte Rundführung - Profilschienenführung Wobei es mittlerweile Profilschienen schon so preiswert gibt, dass man sich den Ärger mit den ersten beiden Typen am besten direkt erspart.
Chris D. schrieb: >... bekommst von jedem Schienentyp sehr leichtgänige Wagen, die teilweise > 1/10mm Spiel haben bißchen übertrieben, eher im paar Hundertste Breich. > Eingestellt wird die Vorspannung > üblicherweise durch die Größe der eingefüllten Kugeln. Man kann also > durchaus einen zu "stramm" sitzenden Wagen durch Austausch der Kugeln > ändern (haben wir hier schon gemacht). Hast du Bezugsquelle für solche hoch qualitative Kugel? habe letztesmal bei Chinesen die 4,78mm bestellt, die kommen mit zwischen 4.75mm und 4.79mm an. Eben Chinesen :-))
Tany schrieb: > Chris D. schrieb: >>... bekommst von jedem Schienentyp sehr leichtgänige Wagen, die teilweise >> 1/10mm Spiel haben > bißchen übertrieben, eher im paar Hundertste Breich. Ja, sorry - es sollte natürlich 1/100mm heissen :-) >> Eingestellt wird die Vorspannung >> üblicherweise durch die Größe der eingefüllten Kugeln. Man kann also >> durchaus einen zu "stramm" sitzenden Wagen durch Austausch der Kugeln >> ändern (haben wir hier schon gemacht). > > Hast du Bezugsquelle für solche hoch qualitative Kugel? > habe letztesmal bei Chinesen die 4,78mm bestellt, die kommen mit > zwischen 4.75mm und 4.79mm an. Eben Chinesen :-)) Ich hatte die Kugeln damals direkt über den Techniker von HiWin bezogen (weil es auch HiWin-Schlitten waren). Eigentlich sollte man die von allen Profilschienenherstellern erhalten können, es gibt aber auch Anbieter für normale Kugellager, die so etwas im Programm haben: http://www.schleelein.de/kugelnstandardabmessungen.html
Hab gerade mal bei "richtigen" Fräsen rumgeschaut: Ich dachte dort gibt es nur Schwalbenschwanzführungen da Kugellagerungen doch stoßempfindlich sind. Aber auch dort kommen bei manchen Maschinen Linearführungen zum Einsatz, siehe pdf. Sogar denen reichen vier Wagen aus. Nett ist das Feature innengekühlte Kugelumlaufspindel. Sowas sollte man für Selbstbau-Fräsen auch projektieren;-)
Hallo Paul,
> Gibt es irgendwo eine Gegenüberstellung von wichtigen Kenndaten?
Ina Schaeffler hat ein schönes technisches Taschenbuch dazu. Ich weiss
aber nicht ob das frei erhältlich ist. Wir haben das damals am Institut
über unseren Kontakt zu Ina bekommen, sonst wird das wohl über den
Vertrieb verteilt. Alle Hersteller haben natürlich technische
Erläuterungen in ihren Katalogen, aber immer nur zu den Führungstypen,
die der jenige Hersteller im Angebot hat.
Mit freundlichen Grüßen
Thorsten Ostermann
Hallo Thomas, > Hab gerade mal bei "richtigen" Fräsen rumgeschaut: > > Ich dachte dort gibt es nur Schwalbenschwanzführungen da Kugellagerungen > doch stoßempfindlich sind. > Aber auch dort kommen bei manchen Maschinen Linearführungen zum Einsatz, > siehe pdf. Sogar denen reichen vier Wagen aus. Schwalbenschanzführungen verbaut bei CNC-Maschinen schon lange niemand mehr. Die haben Spiel, zu viel Reibung usw. Dort verwendet man allerdings meist keine Kugelumlaufführungen, sondern Rollenumlaufführungen. Die sind deutlich höher belastbar. > Nett ist das Feature innengekühlte Kugelumlaufspindel. Sowas sollte man > für Selbstbau-Fräsen auch projektieren;-) Wenn du HSC-Bearbeitung machen willst und entsprechende Antriebe vorsiehst... Mit freundlichen Grüßen Thorsten Ostermann
Thorsten Ostermann schrieb: > Wenn du HSC-Bearbeitung machen willst und entsprechende Antriebe > vorsiehst... hat einer schon gemacht. Interessant... http://www.ebay.de/itm/CNC-Frasmaschine-Mini-High-Speed-Cutting-BF20-Stabile-Gestell-Servomotor-/331513914205?pt=LH_DefaultDomain_77&hash=item4d2fc4e35d
Thorsten Ostermann schrieb: > Schwalbenschanzführungen verbaut bei CNC-Maschinen schon > lange niemand mehr. Was heißt denn "lange" in diesem Kontext? Die CNC-Fräse, in der ich mal rumgeturnt bin (3-Achs-Fräse von AXA), hatte Flachführungen (=Gleitführung). Von Wälzführungen war da keine Spur.
Angehängte Dateien:
-

DSC_1541.jpg
160 KB -

DSC_1542.jpg
150 KB -

DSC_1543.jpg
170 KB



So, hier schonmal 3 Bilder. Klappt bisher perfekt. Mache mich dann mal an die X Achse :)
Du nimmst also zig Schienen und Wägen für die absolute Präzision und baust den Rest dann aus HOLZ??!! Dir ist schon klar dass die Ausdehnung von Holz nur allein durch Temperatur und Luftfeuchteschwankungen bei dieser Größe im Bereich von mehreren mm liegt! MfG Matze
Google -> Bilder -> DIY CNC Also locker 90% bauen aus Holz. Weiter oben habe ich jedoch schon erwähnt daa ich die Teile damit aus Alu fräse und dann 1 zu 1 tausche.
Dein Ansinnen in Ehren - aber was glaubst Du, was der Fräser mit Deinen dünnen Brettchen des fahrbaren Portals macht, wenn auch nur ansatzweise seitliche Kräfte auftreten? Klar, Du wirst Dein Alu so irgendwie bearbeiten, aber fräsen wird man das nicht nennen können - genaues fräsen schon gar nicht. Mein Tipp: Bau Dir das Gestell aus vernünftig verschraubten Stahlprofilen und form die Referenzflächen für die Schienen mit passendem 2K-Epoxy von einer genauen Anreißplatte ab. Preiswerter und robuster geht es kaum.
Hallo Rene, danke für die Bilder. Meine Fragen/Anmerkungen: * Wie hast du die MDF-Platten verschraubt? Mit Gewindeeinsätzen? * Ich würde die MDF-Platten mit Metallschienen versteifen und die Rechtwinkligkeit mit Metallwinkel unterstützen. Bleib dran, ich werde dein Projekt weiter verfolgen und bin gespannt wie deine Fräse später funktioniert. Gruß Frank
Ach du sch.. das jetzt nicht dein Ernst xD THK Linearschienen in 2-facher Ausführung und dann die Fräse aus MDF?? Was willst du denn da fräsen um irgendwas später durch Alu zu ersetzten? Deine Linearschienen hätten eigentlich erwarten lassen, dass hier ein massiver Stahlrahmen zum Einsatz kommt. Muss meinen Vorrednern recht geben: Deine dünnen Portalbrettchen werden sich biegen und Schwingen wie noch was. Noch dazu sind die MDF, ein Material das nicht gerade durch seine Biegesteifigkeit besticht. Das liegt nur knapp über der Spanplatte. Multiplex wäre hier mindestens angebracht gewesen. Am besten zwei aufeinandergeleimt. Meine Güte man kann sich bei allem hier nur die Händer überm Kopf zusammenschlagen. Ich frage dich noch mal: Was hast du vor? Willst du eine funktionsfähige und kosteneffiziente Fräse bauen? Was haben die Führungen und der ganze Krempel denn gekostet? Eventuell kommst du da schon in Bereiche für die du einfach ne fertige Chinafräse hättest kaufen können, die dann am Ende steifer gewesen wäre und dir alles an Ärger erpart hätte, den du bisher gehabt hast und, sofern du wirklich alle Führungen verbaust und entgegen meiner Empfehlung nicht zurückgibst, garantiert noch haben wirst.
@ Paul, Henning, Matthias Euer gerede ist ja schön. Dann zeigt mal Bilder von euren selbstbauten. @ Frank Die Bohrungen der Schienen und die Seitenbretter hat mir ein bekannter auf der Arbeit mit ner CNC gebohrt. Ich habe das dann zusammengestellt. Mit einer Schraubzwinge fixiert und dann vorgebohrt das dass Holz nicht platzt. Gelöst, verleimt, Schraubzwinge, verschraubt. Die Trapezspindel wurde vorne in Hinten in Kreuzform aufgeflext, in die Kugellager gesetzt und ein Bolzen in das Kreuz geschlagen. Das ganze besteht aus 22er MDF. Für die Kugellager hat er mir ebenfalls die ausfräsungen auf der CNC gemacht. Als Kupplung dient ein Rohr mit Bohrungen. In der Spindel und dem Motorshaft hat er mir ebenfalls eine Bohrung gesetzt und ein Reduzierstück auf der CNC. Zusammengesteckt, Splint rein. Sitzt ohne spiel. Die neuen Treiber sind noch nicht da. Die 750mA des EasyDriver Boards treiben das ganze jedoch ohne Probleme. Mal sehen wie es mit der dreifachen Leistung der neuen Treiber wird.
Rene H. schrieb: > Also locker 90% bauen aus Holz. Stirnseitig mit Holzschrauben in MDF geht gar nicht. Wenn schon Holz, dann nimm Sperrholz (Multiplex) aus Buchenfurnieren, am besten A100 verleimt, 20mm oder mehr. Genau verarbeitet (Ecken verzinken!) und vernünftig verleimt kann das eine halbwegs stabile Maschine ergeben, aber Wunder darf man sich davon natürlich nicht erwarten.
Angehängte Dateien:
-

fraese.jpg
120 KB
Nicht die Passgenauigkeit des Aufbaus ist das Problem, sondern die Instabilität. Es nützt nix wenn alles schön zusammen gebaut ist, aber wenn der Fräser das erste mal mit dem Alu in Kontakt kommt verbiegt und schwingt alles. So fertigst du jedenfalls keine geauen Teile für Version 2.0 Und dass du nicht denkst ich laber nur, hier ein Bild von meiner Fräse. Ist übrigens alles ohne Dreh und Frästeile entstanden. Nur Ständerbohrmaschine und Flex mit Trennständer... MfG Matze
Angehängte Dateien:
-

IMG_4473.jpg
57 KB
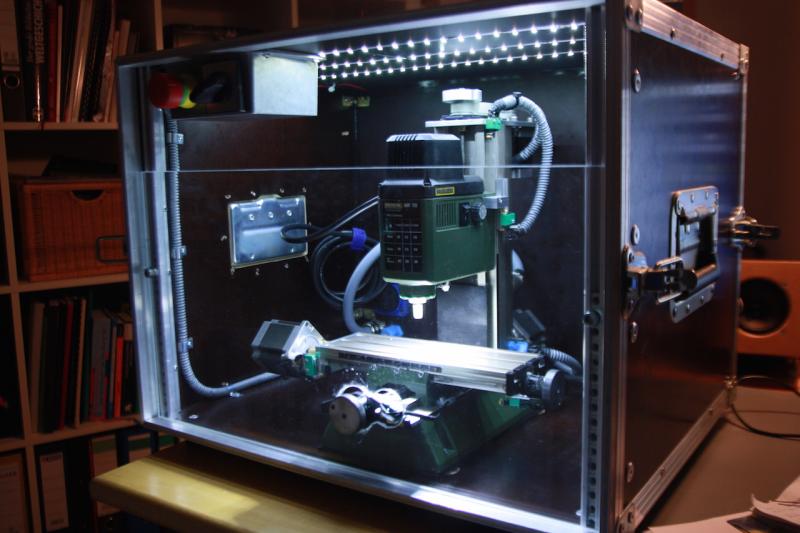
Also ich hab mir jetzt lang genug Dein Treiben hier angeguckt... Da ich mir von vornherein klar war, dass es mein Hobby-Budget sprengen wird, eine vernünftige Portalfräse selber zu bauen, habe ich mich lieber auf was kleineres konzentriet und erstmal eine MF70 umgebaut. Deine Äußerungen zeigen, dass du dich noch nichtmal im geringsten etwas tiefer mit der Materie befasst hast. Baust einfach munter drauf los kauft teure Linearführung und wirfst die Perlen vor die Säue (MDF). Während du das tust, hast du dir noch nichtmal die Mühe gemacht, iirgendwas die Ansteuerung zu lesen, und fragst hier ernsthaft , was MACH3 ist. Anscheinend kannst du Google auch nichtmal richtig bedienen. Von Schrittverlusten oder Jitter hast du wahrscheinlich auch noch nix gehört. Aja, fast hätte ich es vergessen, anbei ein Bild meiner MF70 Gruß
Paul H. schrieb: > THK Linearschienen in 2-facher Ausführung und dann die Fräse aus MDF?? Die Linearführung ist von IGUS und nicht von THK.
Schick schick Und zu deiner Frage, ich habe die Linearführungen günstig bekommen. 6 Meter für 200 Euro dazu nen Karton voll Schlitten. Waren jedoch nur 17 Stück drinne.
Rene H. schrieb: > @ Paul, Henning, Matthias > Euer gerede ist ja schön. Dann zeigt mal Bilder von euren selbstbauten. Dazu ist jetzt eigentlich nichts mehr zu sagen. Geholfen gehört dir jedenfalls nicht mehr.
Matthias Becher schrieb: > Du nimmst also zig Schienen und Wägen für die absolute > Präzision und baust den Rest dann aus HOLZ??!! Natürlich. Das war doch nach dem bisherigen Verlauf der Diskussion zu erwarten, oder nicht? "Der Berg kreißte und gebar eine Maus."
@Matthias Becher (matthias882): Ich lese hier nur aus Interesse mit, Deine Maschine gefällt mir. Sehr schön, was mit den beschränkten Metallbearbeitungs-Möglichkeiten eines Bastlers machbar ist. Beim Basteln kommt es halt auf die richtigen Ideen, die Lust, auch mal was auszuprobieren, und natürlich auch auf eigene Erfahrungen an. Mach weiter so, und weiterhin viel Spaß. Mit freundlichen Grüßen - Martin
Hallo Linearschienen und dann eine Konstruktion aus Holz?? Das kann und muss man nicht mehr verstehen! > Google -> Bilder -> DIY CNC > Also locker 90% bauen aus Holz. Ja, wenn man auf Google sucht. Und wie viele stellen dann auch ihre gefrästen Werkstücke ein und geben die erzielten Genauigkeiten mit an? Bevor ich mich jetzt hier auch ausklinke, da es eigentlich keinen Zweck mehr hat noch einige Hinweise: WWW.CNCECKE.DE Dieser Link wurde dir jetzt schon mehrmals hier im Thema ans Herz gelegt. Und dort findet man mehr als die teilweise fragwürdigen Bilder bei Google. Vor Selbstbauten aus Holz (und nur für Holzbearbeitung!!) bis hin zu kompletten Gestellen aus Mineralguss und eigen-entwickelten SK40/SK30-Spindeln. Und damit wird dann mit einem Messerkopf mit 25mm Durchmesser gefräst, Aluminium ebenso wie Stahl. Nur der Zeitaufwand und der Preis muss man dann auch höher einsetzen. Der von dir eingebrachte Link: > zeigt ein schönes Beispiel, was man schon für die Bearbeitung von Aluminium eigentlich nicht mehr brauchen kann. Folgende kann man auf dem Bild sehen: Rundführungen freitragend, welche sich schon durch das Eigengewicht der Achsen durchbiegen, und das teilweise erheblich. Auch wenn er für die große Achse zwei je Seite genommen hat. Die Portalseiten wahrscheinlich nur aus einem Blech -> Blatt Papier -> biegt sich schon bei kleinsten Belastungen. Der Körper der Z-Achse genauso, da fehlen Versteifungen gegen Durchbiegen in Richtung der großen Achse Für die Bearbeitung von Holz OK, aber aber ansonsten wird es kritisch. > 6 Meter für 200 Euro dazu nen Karton voll Schlitten. Waren jedoch nur 17 > Stück drinne. OK, bei dem Preis und wenn die Führungen in Ordnung sind und dann evtl. sogar noch einen Vorspannung haben, dann sollte man das komplette Paket für diesen Preis nehmen. Den Rest kann man dann zur eigenen Kostenreduzierung ja wieder verkaufen. Gruß Gerd
Possetitjel schrieb: > Thorsten Ostermann schrieb: > >> Schwalbenschanzführungen verbaut bei CNC-Maschinen schon >> lange niemand mehr. > > Was heißt denn "lange" in diesem Kontext? Meine knapp 20 Jahren im Büro sind wohl schon zu lange um was anderes zu kennen, wie ich gerade gelernt haben. (Mist, jetzt weiß jeder dass ich schon alt werde)
Ich hab das ja hier eigentlich für einen Troll-Thead gehalten, weil ich dachte das niemand so blauäigig sein kann. Wieder was gelernt... Mit freundlichen Grüßen Thorsten Ostermann
ich dachte auch er wäre bei Möderl oder CNCEcke richtig. Sorry ich hatte mich vertan. Hier der Link um Dein Projekt zu vollenden.: http://kaesefraese.com
er weigert sich ja von Anfang an beharrlich, sämtliche Hinweise auf die CNC-Ecke anzunehmen. Also wirst auch du damit keinen Erfolg bei ihm haben.
Club der Beratungsresistenten schrieb: > er weigert sich ja von Anfang an beharrlich, sämtliche Hinweise auf die > CNC-Ecke anzunehmen was soll er da? Die Ratschläge hier ist konstutiv und gut genug für den Anfang.
Ja aber nur weil sich hier jeder die Mühe macht, diesem arroganten Zeitgenossen alles vorzukauen. Und das alles damit er dann Geld für unpassende Schrittmotortreiber rauswirft und eine Holz-Käsefräse mit 8-fach Linearschienen präsentiert. Da fühlt man sich als gutwilliger Helfer schon ein wenig ans Bein gepisst. Solche Leute treten hier immer wieder auf und ich finde, man sollte konsequenterweise jegliche Hilfeleistung einstellen und ein Schloss an den Thread hängen :(
Paul H. schrieb: > man sollte konsequenterweise jegliche > Hilfeleistung einstellen das ja. >...und ein Schloss an den Thread hängen das bitte nicht. Das dicke Ende kommt noch und wir wollen's nicht verpassen. Wenn X-Achse fertig ist und die erste Alu Platte drauf liegt... Naja, jeder darf seine Phantasie freilaufen lassen. Besorgt dir genug Popkorn für "The Best of ..."
Club der Beratungsresistenten schrieb: > er weigert sich ja von Anfang an beharrlich, sämtliche Hinweise > auf die CNC-Ecke anzunehmen. Völlig zu Recht. Ein Forum, bei dem man sich anmelden muss, um Beiträge zu lesen?! Hallo? Geht's noch?
Possetitjel schrieb: > CNC-Ecke > Ein Forum, bei dem man sich anmelden muss, um Beiträge zu lesen?! > Hallo? Geht's noch? Wer an dem gesammelten Wissen in der CNC-Ecke teilhaben möchte meldet sich da gerne an. Es meckern bezeichnender Weise immer nur die über eine Foren-Anmeldung die das Foren-Thema eh nicht interessiert. Aber das hatten wir ja schon beim Thread über das Luna-Forum.
Albert M. schrieb: > Possetitjel schrieb: >> CNC-Ecke >> Ein Forum, bei dem man sich anmelden muss, um Beiträge >> zu lesen?! Hallo? Geht's noch? > > Wer an dem gesammelten Wissen in der CNC-Ecke teilhaben > möchte meldet sich da gerne an. Ich würde da schon gern mitlesen, aber für's Lesen anmelden möchte ich mich nicht. Demnächst melde ich mich auch an, wenn ich am Kiosk an der Ecke eine Tageszeitung kaufen will? Das Web ist dazu da, Informationen zu teilen. Wer einen Privatklub betreiben will, soll eine Mailingliste aufmachen. > Es meckern bezeichnender Weise immer nur die über eine > Foren-Anmeldung die das Foren-Thema eh nicht interessiert. Nun, dann bin ich halt die Ausnahme.
Possetitjel schrieb: > Ich würde da schon gern mitlesen, aber für's Lesen anmelden > möchte ich mich nicht. Irgendeine alte, nicht mehr genutzte E-Mail-Adresse wirst Du doch noch haben. > Demnächst melde ich mich auch an, wenn ich am Kiosk an der > Ecke eine Tageszeitung kaufen will? Da bezahlst Du sogar für die Informationen :-) > Das Web ist dazu da, Informationen zu teilen. Tun die Leute in der CNC-Ecke ja - nur nicht mit jedem. > Wer einen > Privatklub betreiben will, soll eine Mailingliste aufmachen. Oder eben ein geschlossenes Forum. Es besteht keine Verpflichtung, allen Zugang zu gewähren. Auch wir haben Informationen im Netz, die nur für bestimmte Kundengruppen bestimmt sind - selbstverständlich sieht die auch keiner außer diesen. >> Es meckern bezeichnender Weise immer nur die über eine >> Foren-Anmeldung die das Foren-Thema eh nicht interessiert. > > Nun, dann bin ich halt die Ausnahme. Du solltest es Dir nochmal überlegen - die CNC-Ecke ist wirklich eine Fundgrube. Ich persönlich halte den Anmeldezwang für das reine Lesen in der CNC-Ecke auch für unsinnig - aber: die Informationen dort sind für mich eben sehr wertvoll und außerdem habe ich kein Problem damit, mich irgendwo anzumelden. Jetzt lehne ich mich aber erstmal zurück und warte auf die ersten Videos der Alubearbeitung :-)
Chris D. schrieb: > Possetitjel schrieb: >> Demnächst melde ich mich auch an, wenn ich am Kiosk an der >> Ecke eine Tageszeitung kaufen will? > > Da bezahlst Du sogar für die Informationen :-) ... was ich grundsätzlich auch in Ordnung finde. >> Wer einen Privatklub betreiben will, soll eine Mailingliste >> aufmachen. > > Oder eben ein geschlossenes Forum. > Es besteht keine Verpflichtung, allen Zugang zu gewähren. Natürlich besteht keine Verpflichtung - ebensowenig, wie es eine Verpflichtung gibt, keinen Standesdünkel zu haben oder nicht arrogant zu sein... :) > Auch wir haben Informationen im Netz, die nur für bestimmte > Kundengruppen bestimmt sind - selbstverständlich sieht die > auch keiner außer diesen. Das ist etwas anderes. Bei Euch gibt es mit Sicherheit auch keine Übersichtsseite, die für alle lesbar ist, deren Links aber für Unangemeldete ins Leere führen... Noch dämlicher finde ich Modellbau-Foren, deren Seiten zwar über Suchmaschinen gefunden werden, auf denen die Bilder aber für Unangemeldete nicht sichbar sind. > Ich persönlich halte den Anmeldezwang für das reine Lesen > in der CNC-Ecke auch für unsinnig - Er steht in der mittelalterlichen Tradition der Zünfte: Ja kein Herrschaftswissen an Außenstehende geben! Diese unselige Tradition lebt übrigens auch in Lehrbüchern für die Berufsschule (!) fort. Man findet dort eine Menge halbtheoretischen Mist - aber um zu lernen, wie man einen Radius feilt oder wie man das Material zweckmäßig in die Drehmaschine spannt, muss man Arbeitsunterweisungen vom Beuth-Verlag (!!) kaufen. Dort steht dann tatsächlich drin, wie man's macht... > aber: die Informationen dort sind für mich eben sehr > wertvoll und außerdem habe ich kein Problem damit, mich > irgendwo anzumelden. Kommt auf den Einzelfall an. - Ich habe jahrelang im UseNet unter Klarnamen geschrieben. Ich hätte mich ganz sicher nicht für jede Gruppe einzeln angemeldet.
Hallo Warum stellt eine kostenlose Anmeldung auch zum Lesen in einem Forum ein Problem dar, wenn man dafür nur eine E-Mail-Addy benötigt? Auf die von mir dort benutzte E-Mail-Addy hab ich jedenfalls noch keinen Spam bekommen im Gegensatz zu so manch anderen "offeneren" Foren, wo man sich nur für das Schreiben anmelden muss. Und irgendwelche Werbung muss man dort auch nicht lesen, es gibt schlicht Keine. Im Gegensatz zu hier, wo man z.B. schon auf der Startseite irgendwelche Links in die Bucht findet. Und da die CNC-Ecke komplett privat von einer Person finanziert wird, darf diese Person durchaus auch Hausregeln aufstellen. Und wenn dazu gehört, das eine Anmeldung Pflicht ist (auch zum Lesen), mein Gott, dann ist es so. >> Ich persönlich halte den Anmeldezwang für das reine Lesen >> in der CNC-Ecke auch für unsinnig - > Er steht in der mittelalterlichen Tradition der Zünfte: Ja > kein Herrschaftswissen an Außenstehende geben! Kostenlose Anmeldung (nur eine E-Mail-Addy und ein Kennwort muss eingegeben werden!)ohne eine weitere Überprüfung außer der Freischalt-E-Mail an die angegeben E-Mail-Addy wird jetzt schon mit mittelalterlichem Herrschaftsverhalten gleichgesetzt?? Warum schreibst Du hier nicht deine Kontodaten (IBAN und BIG) mit rein und machst so ein Geheimnis im Sinne von mittelalterlichem Herrschaftsverhalten aus diesen Daten. Man muss deiner Meinung nach doch alles komplett frei miteinander teilen.... Gruß Gerd
Chris D. schrieb: > Possetitjel schrieb: >> Ich würde da schon gern mitlesen, aber für's Lesen anmelden >> möchte ich mich nicht. > > Irgendeine alte, nicht mehr genutzte E-Mail-Adresse wirst Du doch noch > haben. Ist das der heutige Zeitgeist? Betrügen, falsche Identitäten, bescheißen, fertigmachen ... Es soll noch Leute geben, zu denen ich mich auch zähle, die das nicht mitmachen. Und immer auf die CNC-Ecke verweisen mit der Anmeldung nur zum mitlesen ist nicht hilfreich. Heutzutage muß man sehr abwägen, wenn man sich wo anmeldet und bestimmte Daten preisgibt. Glücklicherweise hab ich genug Kenntnisse um meine halbfertige "Käsefräse" mal richtig in Betrieb zu nehmen. Profitechnik scheitert an den Kosten. Obwohl ich es beim TO es nicht mit der Holzvariante optimal finde, wird er sich doch tierisch freuen, wenn er damit seinen ersten Schwibbogen erstellt hat.
michael_ schrieb: > Ist das der heutige Zeitgeist? > Betrügen, falsche Identitäten, bescheißen, fertigmachen ... > Es soll noch Leute geben, zu denen ich mich auch zähle, die das nicht > mitmachen. Du musst ja nicht deine gesamte Identität inkl. Adresse, Kreditkartennummer und sonstigem preisgeben. Aber deinen Namen kannst du ja ruhig angeben wenn du das möchtest ;-) Kannst dich da auch persönlich vorstellen, sieht die Community gerne. Kansnt auch völlig anonym unterwegs sein. > Und immer auf die CNC-Ecke verweisen mit der Anmeldung nur zum mitlesen > ist nicht hilfreich. Bisher ist mir auch noch keiner untergekommen für den eine einfache Registrierung in einer Forensoftware ein ernsthaftes Hindernis darstellt, sofern er wirklich von einer Unmenge an kostenlosen (und wertvollen) Infos und Erfahrungsberichten zugreifen möchte. > Heutzutage muß man sehr abwägen, wenn man sich wo anmeldet und bestimmte > Daten preisgibt. Prinzipiell hast du recht. Aber gerade auf ein privat verwaltetes Forum wie die CNC-Ecke trifft die Sorge am allerwenigsten zu. Lediglich aus diesem Grund Scheu vor der Anmeldung dort zu haben ist schon ein wenig lächerlich. Man muss ja keinerlei rückverfolgbare Angaben machen. Die Anmeldepflicht in der CNC-Ecke verhindert sogar, dass deine Beiträge, die du dort postest letzendlich bei Google landen. Deine Argumentation ist nicht schlüssig.
Angehängte Dateien:
-

IMG-20150326-WA0002.jpg
160 KB -

DSC_1544.jpg
160 KB -

DSC_1545.jpg
180 KB -

DSC_1546.jpg
170 KB -

DSC_1547.jpg
160 KB





{kind=link}
{kind=link}
{kind=link}
{kind=link}
So, hier ein paar weitere Bilder. Und, ja, der Dremel ist nur zum Test da und wird nächsten Monat gegen einen richtigen Fräsmotor ausgetauscht.
IMHO können die Seitenwangen noch an den Außenseiten aufgesetzte Versteifungen vertragen, ebenso wie der Querbalken an seiner hinteren Seite. Da sind im Vergleich zu den auftretenden Kräften recht dünne Materialstärken vorhanden, denen ein wenig Unterstützung gut tut. Dann sollte mit dem mechanischen Aufbau Holzbearbeitung gut machbar sein, auch in der CNC-Ecke gibt's ein paar Holz/MDF-Käsefräsen zu bestaunen, die besser funktionieren als man es ihnen auf den ersten Blick zutrauen würde. Für Alubearbeitung braucht's hingegen viel Geduld, scharfe Fräser und ordentliche Kühlung, denn du wirst nicht wirklich fräsen, sondern nur feinste Spänchen aus dem Material kitzeln können. Das bedeutet, dass kein Wärmeabtransport über die Späne möglich ist und das bedingt eine Flüssigkühlung, damit sich der Fräser nicht durch Aufbauschneiden zusetzt. Und die Flüssigkühlung tut dem Holz nicht gut - ein Dilemma...
Hallo Die Portalseiten solltest Du noch mit Abstandhaltern dazwischen "doppeln" und Kastenförmig verschließen. Auch den Portalbalken und die Platte der Z-Achse solltest Du von einer einfachen dünnen Platte konstruktiv in Kästen verwandeln. Dadurch wirst Du eine ganze Menge mehr an Stabilität und Steifigkeit erreichen. Und dies wird nötig, wenn Du damit Teile aus Alu bearbeiten möchtest. Denn momentan hast Du aus Sicht der Stabilität und der Steifigkeit quasi eine Maschine aus dünnen Blättern Papier gebaut, die sich schneller verbiegen werden als der Fräser Material von den Werkstücken abnimmt. Wichtig für beides (Stabilität und Steifigkeit) ist der umbaute Raum, da die (Querschnitts-)Fläche in nicht unerheblichem Maße besonders in die Steifigkeit eingeht. Und diese hat wiederum direkte Auswirkungen auf Genauigkeit und die Oberflächengüte am Werkstück, mögliche Geschwindigkeit und auch auf den Verschleiß der Werkzeuge. Gruß Gerd
Gerd Fischer schrieb: > Warum stellt eine kostenlose Anmeldung auch zum Lesen in > einem Forum ein Problem dar, wenn man dafür nur eine > E-Mail-Addy benötigt? Es geht mir auf den Geist. Ansonsten ist da kein weiteres Problem. Ich lasse mich auch nicht von Jakob Augstein registrieren, um am Kiosk den "Freitag" kaufen zu dürfen. > [...] > > Und da die CNC-Ecke komplett privat von einer Person > finanziert wird, darf diese Person durchaus auch Hausregeln > aufstellen. Selbstverständlich darf sie. - Ich nehme mir im Gegenzug das Recht heraus, das als Standesdünkel aufzufassen und das Forum zu meiden. Einen logischen Grund, warum man das Lesen ohne Anmeldung verbietet, kenne ich nämlich nicht - außer dem, das Verbreiten des eigenen Geheimwissens kontrollieren zu wollen. > Kostenlose Anmeldung (nur eine E-Mail-Addy und ein Kennwort > muss eingegeben werden!)ohne eine weitere Überprüfung außer > der Freischalt-E-Mail an die angegeben E-Mail-Addy wird jetzt > schon mit mittelalterlichem Herrschaftsverhalten gleichgesetzt?? Ich will ja gerne dazulernen: Welchen Sinn hat es, für das Lesen der Beiträge eine Anmeldung zu fordern? > Man muss deiner Meinung nach doch alles komplett frei > miteinander teilen.... Entschuldigung... wir reden weder von Bankkonten noch von Ehefrauen, sondern von einem Webforum . "Lesen nur bei Registrierung" ist elitäres Gehabe. Darauf kann ich verzichten.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.