Parallel zu meinem Thread Beitrag "Schweißgerät tuning auf Pulse??" Hatte ich da so ne frage, nur um eine Idee zu bekommen, wie man 400A bei max. 40V DC mit 100Hz schalten kann. Soll der Ausgang eines Schweißgeräts geschaltet werden.
Ja ich dachte da an MOSFET, IGBT, Thyristor etc, aber wo kriege ich sowas und wie wäre dann der Schaltplan?? Der "schalter" soll übrigens nach einem gleichgerichteten Ausgang des Trafos angeschlossen werden.
Jan schrieb: > Der "schalter" soll übrigens nach einem gleichgerichteten Ausgang des > Trafos angeschlossen werden. Den Gleichrichter wirst du gut kühlen müssen, wenn es nicht gerade ein aktiver ist. Und wenn es ein aktiver ist, kannst du damit auch gleich die Last schalten.
Das klingt nach einem Job für z.B. 8-10 parallelgeschaltete IRFB3207. Die musst du aber auch mit einem kräftigen Treiber schnell schalten, damit sie nicht zu lange im linearen Bereich sind. Machbar ist das aber - vorausgesetzt, dein mechanischer Aufbau erlaubt eine gleichmässige Verteilung des Stroms auf alle MOSFet. 400A/40V ist jedenfalls handhabbar, wie jeder Curtis Controller demonstriert. Und da sinds nicht mal die modernen IRFB, sondern eher sowas wie 80N06.
Und das Taktsignal halt einfach mit einem Oszillator erzeugen und dann über eine Vorstufe ab an das (die) Gate (Gates) damit.
Da gab es auch mal so einen Mosfet mit so Schraubanschlüssen. P.S.: Das TO-220 Gehäuse kann Max. 30A glaub ich
elektrofreak2 schrieb: > P.S.: Das TO-220 Gehäuse kann Max. 30A glaub ich Es sind 75A: Calculated continuous current based on maximum allowable junction temperature. Package limitation current is 75A Wir benutzen die Drainfahne als Kontakt und gehen nicht über den Pin. Für Source hat man leider keine andere Wahl als das Beinchen.
Also der Gleichrichter ist ein Standard Gleichricht wie man Ihn kennt aus dioden zwischen vielen Kühlblechen. Sowas halt: http://i.ebayimg.com/images/i/301636839898-0-1/s-l1000.jpg Dieser kann evtl noch auf Wasserkühlung umgebaut werden. Nun habe ich halt noch die Frage, ob das ganze Zeug meinem Schweißgerät nicht schadet???
Angehängte Dateien:
-

schweissg.png
7,2 KB
Matthias Sch. schrieb
> 8-10 parallelgeschaltete IRFB3207
Könnte ich mir so vorstellen, aber da sind die 80N06 besser glaube
ich....
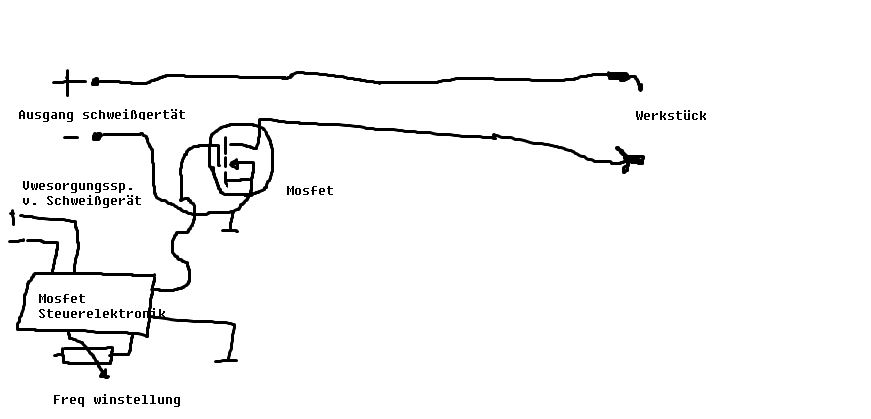
Würde also so wie im Anhang gehen?
Die freq einstellung bitte ignorieren, das ist ein altes Bild. Sollen 100Hz sein.
Und der Curtis Controller gibt auch ne rechteckswelle? Könnte es ein fertiger zb von EBay tun?
Jan schrieb: > aber da sind die 80N06 besser glaube > ich.... Warum? Die 80N06 sind nur für 60V und haben geringere Stromtragfähigkeit und höheren RDSon. Da sind die IRFB/IRFS3207 in allen Bereichen überlegen. Jan schrieb: > Und der Curtis Controller gibt auch ne rechteckswelle? Die sind nicht für Schweissgeräte sondern für DC brushed Motoren und praktisch der Standard für E-Autos und Golfcarts bis zu 12kW/72V Motoren. Es sind Heavy Duty PWM Controller.
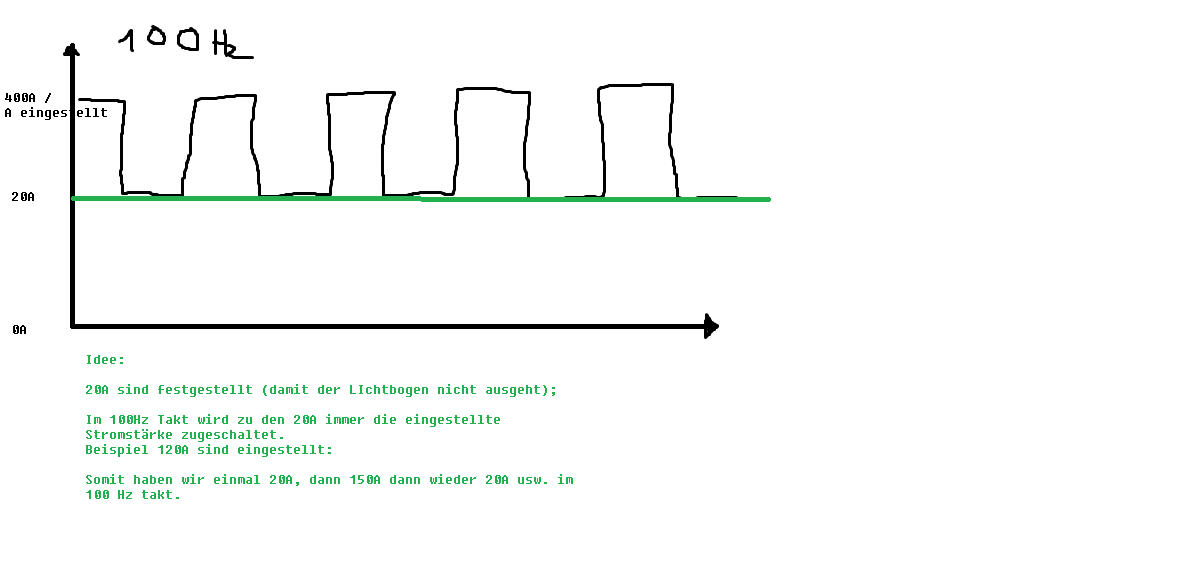
Matthias Sch schrieb > Die sind nicht für Schweissgeräte sondern für DC brushed Motoren Das ist mir klar, war aber nur so ne Idee.. Also gut, mal so die Theorie: Wenn ich jetzt sagen wir mal 16 IRFB3207s nehme (besser mehr als Rauch :D) kann müsste das ja gehen?? Gibt es da denn irgend welche einfachen driver (-> Schaltplan etc.?), die dafür dann 100 Hz erzeugen? Ich dachte da so an den guten alten NE555
Und die Dinger sollen im 100Hz Takt nicht ganz die Stromstärke ausschalten, sondern immer 50% der eingestellten. Habe ich zb 100A eingestellt, schaltet das ding im 100Hz takt zwischen 50A und 100A um usw.
Aber ich kann mir irgendwie denken, dass es viel einfacher wäre die Primärspulen anzusteuern.
Da habe ich nochmal sowas gefunden: http://obrazki.elektroda.net/0_1235816850.gif Kann damit jemand was anfangen??
Oder hier: http://static.elektroda.pl/attach/reg.3fazowy_1720.jpg http://static.elektroda.pl/attach/reg.3fazowy-_cz2_1819.jpg Alles nicht auf deutsch, aber das ist doch eine gute Idee, oder???
Als signalgenerator dachte ich da an sowas: http://4.bp.blogspot.com/-550aPGgOCSo/UErcwD23uzI/AAAAAAAAAiY/gQ8mVoqM_lY/s1600/Square-Wave-Generator-100Hz-.gif Allerdings schaltet das ding dann nur wischen Ov und Xv, nich zwischen Xv und 50%v
Es geht nun halt um irgend ein Bauelement, welches nicht ganz abschaltet, sondern je nach Steuerspannung wie oben geschrieben zwischen 50 und 100& stromstärke abschaltet.
Hast Du Dir mal überlegt welche Leistung dieses Schaltelement umsetzen muss, wenn sich am Trafo und der Last nichts ändert, aber der Strom halbiert werden soll?
Das ist mir schon klar, aber WELCHES Bauteil soll man da denn nehmen??
Ein Bauteil, das den hohen Strom "halbieren" kann, wirst Du nicht finden. Es gibt dafür nur Baugruppen, die geschaltet werden z. B. PWM-gesteuerter Gleichrichter. Hier brauchst Du aber Leistungsbauteile. Eine Alternative wäre den Trafo primär mit einem Drehstrom-Thyristorsteller anzusteuern. So werden noch immer Leistungsnetzteile mit Sekundärleistungen 1500 kW (eintausendfünfhundert !) gefertigt. Es kommt darauf an was Du dafür bezahlen willst/kannst. Ich glaube aber mit einem gesteuerten Gleichrichter wirst Du am meisten Hilfe bekommen.
Angehängte Dateien:
-

8804b7c2e0fc.jpg
230 KB
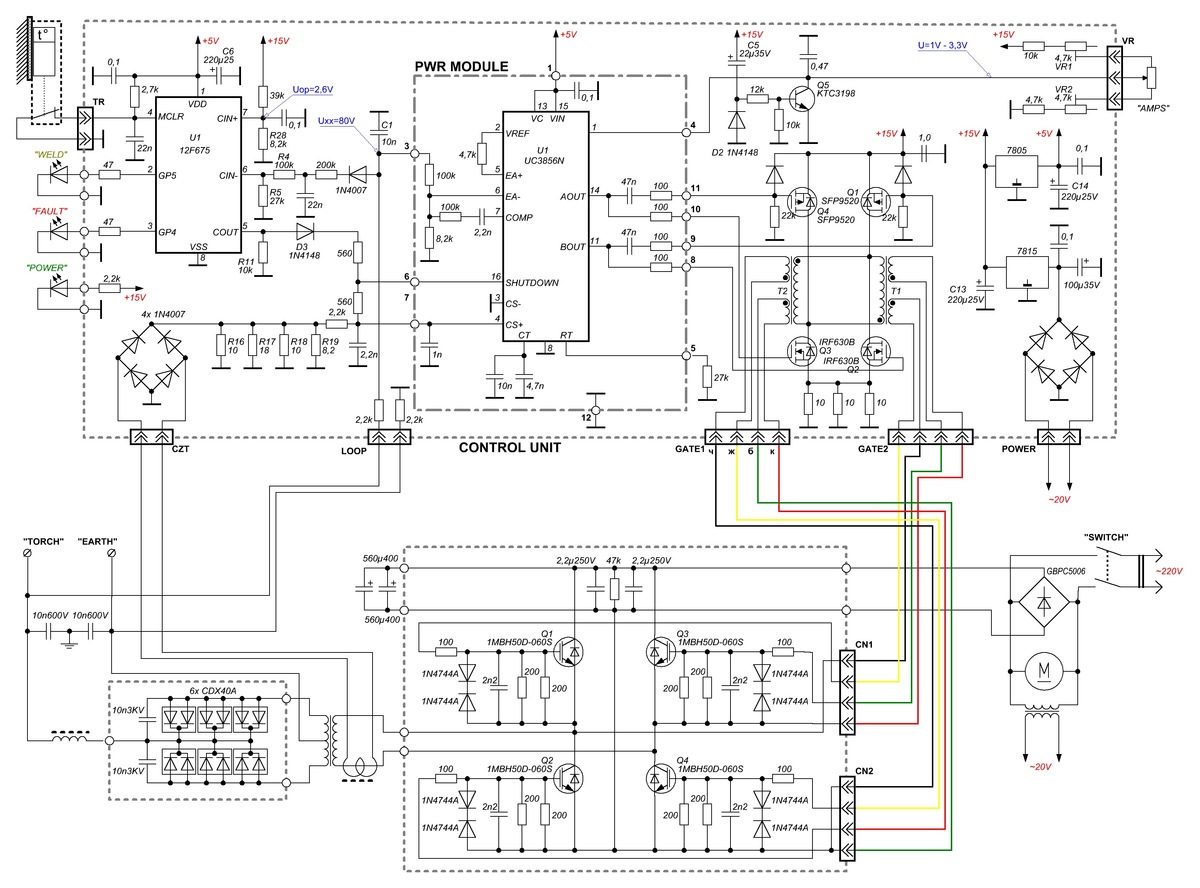
Ich habe erst ein China-Schweissgerät repariert. Typenschild behauptet 160A - die H-Brücke aus den 4 IGBTs scheint dafür aber ziemlich schwach ausgelegt zu sein. Hier ist der Schaltplan dazu, vielleicht kannst du dir da ja was abschauen.
Oha, da hast Du ihm aber einen Brocken vorgeworfen ;-) Mein Wig(+Plasma+...) hat leider auch keine Impulsschaltung, ich liebäugel also auch mit einer Erweiterung. Diese wäre aber sicher einfacher zu realisieren, als ein 0815-MigMag ohne alles mit Impuls nachzurüsten. Old-Papa
Jan schrieb: > Es geht nun halt um irgend ein Bauelement, welches nicht ganz > abschaltet, sondern je nach Steuerspannung wie oben geschrieben zwischen > 50 und 100& stromstärke abschaltet. Da kannst du dir aus Nils' Schaltplan ja mal die Stromzange abgucken - ihr Anschluss wird im Plan mit 'CZT' bezeichnet. Ich habe null bis keine Ahnung vom Schweissen (ausser mit einem kleinen 160A E-Britzler), aber ich kann mich daran erinnern, das der Schweisstrom das wichtigste für gute Ergebnisse ist. Im o.a. Plan wird also im Betrieb gemessen (CS = Current Sense) und danach die PWM eingestellt. Der zweite Error Amp (EA = ErrorAmp) im PWM Controller misst dabei die 'Torch' (Elektrodenspannung).
Naja, Brocken ist relativ. Das Schweissgerät und die Platine sind echt niedlich im Kontrast zu der 160A-Angabe. Er braucht ja eigentlich auch nur die H-Brücke daraus, bzw. kann sich dort was abschauen. Die Steuerung aus PIC, PWM-Controller, Übertragern + kleiner H-Brücke kann man auch deutlich einfacher gestalten. Controller mit PWM -> Optokoppler/Übertrager -> H-Brücke klein -> H-Brücke gross
Nils S. schrieb: > Naja, Brocken ist relativ. Für einen Fachmann ja... ;-) > Das Schweissgerät und die Platine sind echt niedlich im Kontrast zu der > 160A-Angabe. Das muss nicht unbedingt was bedeuten. Wenn die BE das können, warum nicht? > Er braucht ja eigentlich auch nur die H-Brücke daraus, bzw. kann sich > dort was abschauen. > Die Steuerung aus PIC, PWM-Controller, Übertragern + kleiner H-Brücke > kann man auch deutlich einfacher gestalten. > > Controller mit PWM -> Optokoppler/Übertrager -> H-Brücke klein -> > H-Brücke gross Genau das, also die Umsetzung dessen, ist ja der Brocken. ;-) Old-Papa
Angehängte Dateien:
-

freq.png
6,7 KB
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
@Nils
Danke SEHR für den Schaltplan, der hat mich schon viel weiter gebracht
;-D
Old- Papa schrieb
> Genau das, also die Umsetzung dessen, ist ja der Brocken. ;-)
check.
Nun mein conclusio:
Die Sekundärseite würde ich wohl so lassen, wenn da ordentlich KW
rauskommen, müssen auch ordentlich € rein.
Deswegen würde ich sagen, ich baue (wenn überhaupt) eine Steuerung für
die Primärseite.
Sonst werde ich die ganze Scheiße lassen, denn ich habe doch eine "Magic
smoke" Allergie ;-)
Da hatte ich noch eine, ja schon wieder, andere Idee im Anhang. Hoffe
ist verständlich....
Schnelles Schalten von hohen Strömen ist leider nicht ganz so einfach. Streuinduktivitäten von Trafo und Leitungen führen zu hohen Spannungsspitzen, die schnell einige 100v erreichen können. Das haut auch den kräftigsten Mosfet um. Hier sind also Snubber-Glieder, Transientendioden etc. einzuplanen. Schnelle Schaltflanken führen auch zu EMV-Störungen, die ausgefiltert werden müsssen. Die Schaltgeschwindigkeit ist auch immer ein Kompromiss zwischen hoher dynamischer Verlustleistung beim langsamen Schalten und starken Störungen und Induktionsspitzen bei steilen Flanken.
Wisst ihr was? ich glaub ich lass es einfach. Schweißen ohne Puls im Hobbybereich ist kein weltuntergang.
Das oben ist doch eine Standard Durchflusswandler-Inverterschaltung mit reinem DC am Ausgang! Das Gerätchen hat nix mit AC oder Pulsen am Hut. Diese Schaltung findest Du in der Art in den meisten Schweißgeräten. Bei den größeren wird eben 400V als Versorgung herangezogen. Für Pulsen und AC am Ausgang ist auch bei diesen Geräten nach dem Gleichrichten schaltungsaufwand erforderlich. ichbin
Ichbin schrieb: > Das oben ist doch eine Standard Durchflusswandler-Inverterschaltung mit > reinem DC am Ausgang! > Das Gerätchen hat nix mit AC oder Pulsen am Hut. Ja, aber die H-Brücke kann man so ansteuern, dass gepulst wird. Theorethisch - der Gleichrichter und die Elkos waren durch, als ich das Ding bei mir aufm Tisch hatte. Alles viel zu klein dimensioniert denke ich...
Mit der Dimensionierung läuft der Inverter mit ca. 5kHz, da sind die 4 mal 1N4007 im current-sense Zweig nicht so die Wucht.
Hier noch die Bedienungsanleitung eines Geräts mit Puls. Wird wohl die Primärseite angesteuert.
Hm. Könnte man mit so einem Gerät dann auch nen z.B. Autoakku laden? Klar, die Ladeschlußspannung müßte man selber überwachen. Dann wäre ein Schweißgerät eine günstige Möglichkeit an hohen Strom zu kommen.
Abdul K. schrieb: > Hm. Könnte man mit so einem Gerät dann auch nen z.B. Autoakku laden? > Klar, die Ladeschlußspannung müßte man selber überwachen. > Dann wäre ein Schweißgerät eine günstige Möglichkeit an hohen Strom zu > kommen. Also, mit meinem alten Mig/Mag habe ich das schon mehrfach gemacht, das hat aber auch nur Trafo und Gleichrichter (riesiger Seleen) drin. Mit einem modernen Inverterteil würde ich sowas nicht mehr machen. Old-Papa
Kann man schon machen, zumindest habe ich so meinen alten Deutz gestartet :D Die Spannung sollte zwischen 12-24V liegen. Stromstärke zum Starten max. 500A würd ich sagen und zum laden reichen 2A, mit 120A gehts halt schneller ;D
Mal eine Frage, was soll dieses Pulsen eigentlich bewirken? Ich habe immer gedacht, wenn der Strom schön gleichmäßig flißt, hat man das beste Schweißergebnis. Deshalb sollen ja Gleichstrom- schweißgeräte besser sein als die billigen Wechselstromschweißgeräte.
Mhh einmal kann man mit Puls Alu schweißen und die Naht SOLL fester sein, da die Schweißnaht mehr in das Werkstück "eingebrannt" wird. Und pulsen soll ja auch nicht so viel wärme abgeben. Günter schrieb: > Ich habe immer gedacht, wenn der Strom schön gleichmäßig flißt, > hat man das beste Schweißergebnis. Geht mir auch so.
Günter Lenz schrieb: > Mal eine Frage, was soll dieses Pulsen eigentlich bewirken? Ich kenne Pulsen nur um Aluminium zu schweissen. Bei Alu bildet sich schon während dem schweissen eine Oxydschicht und die soll mit Pulsen besser aufgebrochen werden. So zumindest hatte ich das mal verstanden, Alu habe ich noch nie geschweisst > Ich habe immer gedacht, wenn der Strom schön gleichmäßig flißt, > hat man das beste Schweißergebnis. Deshalb sollen ja Gleichstrom- > schweißgeräte besser sein als die billigen Wechselstromschweißgeräte. Nicht nur..... Mit Wechselstrom könnte man Mig/Mag wohl gar nicht schweissen. Auch bei Elektroden gibt es wenige für Wechselstrom. Die meisten haben Mäntel, die mit Gleichstrom besser aufgeschmolzent werden können. Der Lichtbogen ist auch stabiler. Old-Papa
Gerade zum Aluminiumschweißen verwendet man bevorzugt Wechselstrom da dieser die Oxydschicht besonders gut aufbricht. Nur Pulsen mag zwar auch ein wenig wirksam sein ist aber nur ein Kompromiss. Das Pulsen benutzt man unter anderem um einen gewissen Einbrand zu erreichen wenn die Maximalstromstärke als Dauerstrom für das Werkstück zu hoch wäre. Elektrodenschweißen hat man früher,zu Zeiten der "Eisenschweine" in den allermeisten Fällen mit Wechselstrom durchgeführt. Lediglich für bestimmte Anwendungen bei denen Kalkbasische Elektroden verwendete hat man Gleichstrom verwendet. Heute mit den modernen Invertern und weiterentwickelten Elektrodenumhüllungen wird fast ausschließlich noch mit Gleichstrom geschweißt. ichbin
Old Papa schrieb:
> Auch bei Elektroden gibt es wenige für Wechselstrom
Der Baumarkt Kracher ;)
Mig mag Wechselstromschweißen habe ich ehrlih noch nie erlebt, selbst
wenn ich fast alle chuckE2009 und weldingtipsandtrics Videos kenne :D
Du gehörst wohl noch zur Jüngeren Generation. ;-) Früher gabs zum Elektroden Schweißen fast nix anderes als Wechselstromschweißgeräte. Auch im Werkstattbereich. Bei Mig/MAG ist das was anderes. Auch beim WIG-Schweißen wird bevorzugt Wechselstrom für ALuminium verwendet. Wegen dem Cloos. Hast Du mal in deinem verlinkten Dokument auf Seite 131 und 132 geschaut? Da ist auf 131 der Schweißtrafo mit Gleichrichter und auf Seite 132 die Transistorkaskade angedeutet. EIn Mosfet für Grundstrom und der andere für die Pulse. ichbin
Nachtrag: Bei GLC 403 PA-T (ohne das "S" ) ist die von mir beschriebene Kaskade mit Bipolartransistoren eingebaut. ichbin
Ich bin schrieb: > Du gehörst wohl noch zur Jüngeren Generation. ;-) 20, Ausbildung Elektroniker f. Betriebstechnik ;) > Früher gabs zum Elektroden Schweißen fast nix anderes als > Wechselstromschweißgeräte. Auch im Werkstattbereich. Ich weiß, stehen noch 2 bei mir rum, ein BJ 1985 und das andere 1989 :D > Hast Du mal in deinem verlinkten Dokument auf Seite 131 > und 132 geschaut? Nein, bzw ich hatte nicht wirklich Zeit :D Aber ich lasse die bastelei an meinem Gerät, sonst wirds nicht schweißen sondern brummen und rauchen.
Noch mal zu Jans Cloos: Das hat ja soweit ich verstanden habe einen 50Hz Trafo. Den kann man doch gar nicht primärseitig per H-Brücke mit beispielsweise 5kHz takten da die Hysteresekurve der Trafobleche bei dieser Frequenz die Energie auffrisst. Deshalb haben Inverter-Schweißgeräte kleine Trafos mit Ferrit-Kern. Oder liege ich hier falsch?
Noch was zum Sinn von Impulsbetrieb beim MIG/MAG-Schweissen: Der Übergang des abschmelzenden Drahtes auf das Werkstück erfolgt nicht kontinuierlich, sondern in Form einzelner Tropfen. Im Pulsbetrieb kann man nun bei jedem Impuls den flüssigen Metalltropfen am Draht gezielt ablösen und auf das Werkstück übertragen. Die Schweißnaht wird damit gleichmäßiger und es entstehen weniger Spritzer. Quelle: ewm Schweißlexikon. https://www.ewm-group.com/de/service/downloads/broschueren-prospekte-und-handbuecher/1192-ewm-schweisslexikon.html
Thomas Forster schrieb: > Deshalb haben Inverter-Schweißgeräte kleine Trafos mit Ferrit-Kern. Stimmt, ich habe aber ein Trafogerät. > Den kann man doch gar nicht primärseitig per H-Brücke mit beispielsweise > 5kHz takten da die Hysteresekurve der Trafobleche bei dieser Frequenz > die Energie auffrisst. 5kHz? Na da knallts ja ordentlich. 100Hz würde denke ich gerade noch gehen, ist ja das doppelte von 50 somit die Hälfte der Welle.... > Im Pulsbetrieb kann man nun bei jedem Impuls den flüssigen Metalltropfen > am Draht gezielt ablösen und auf das Werkstück übertragen. Hab mir da ein Zeitlupenvideo angeschaut, dann hab ichs kapiert....
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.