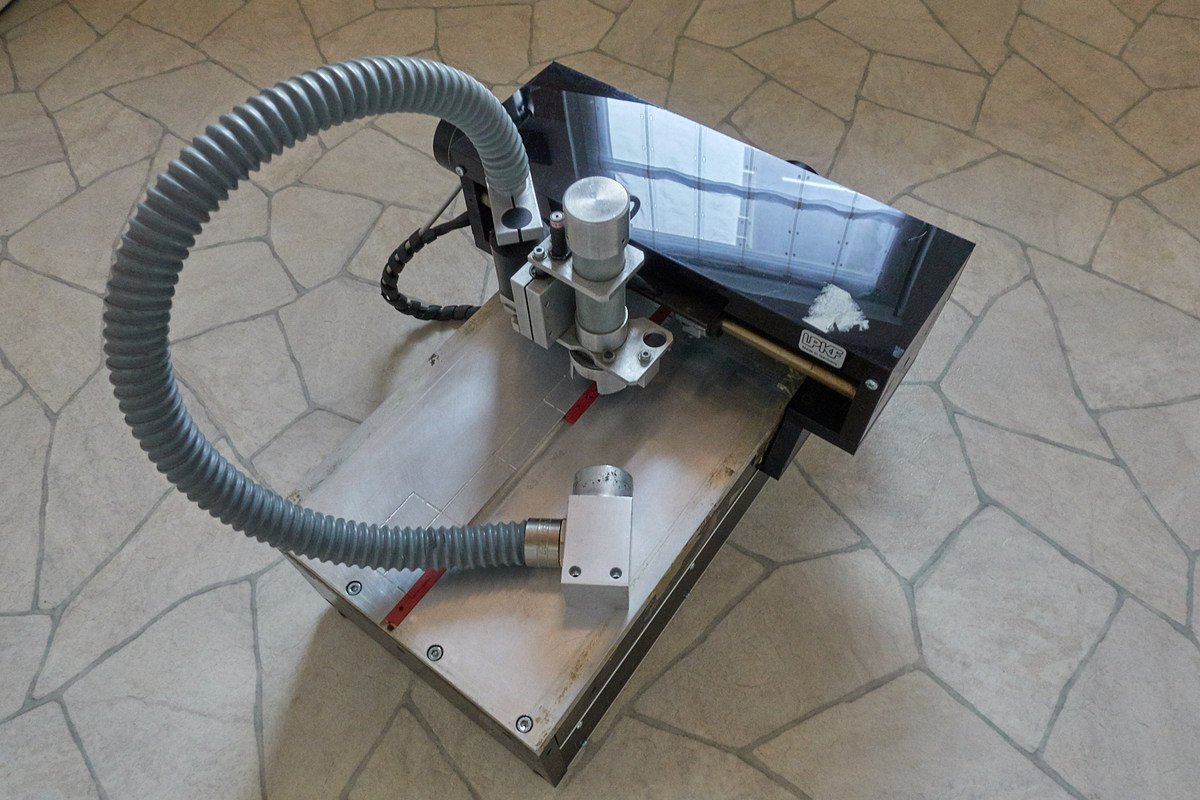
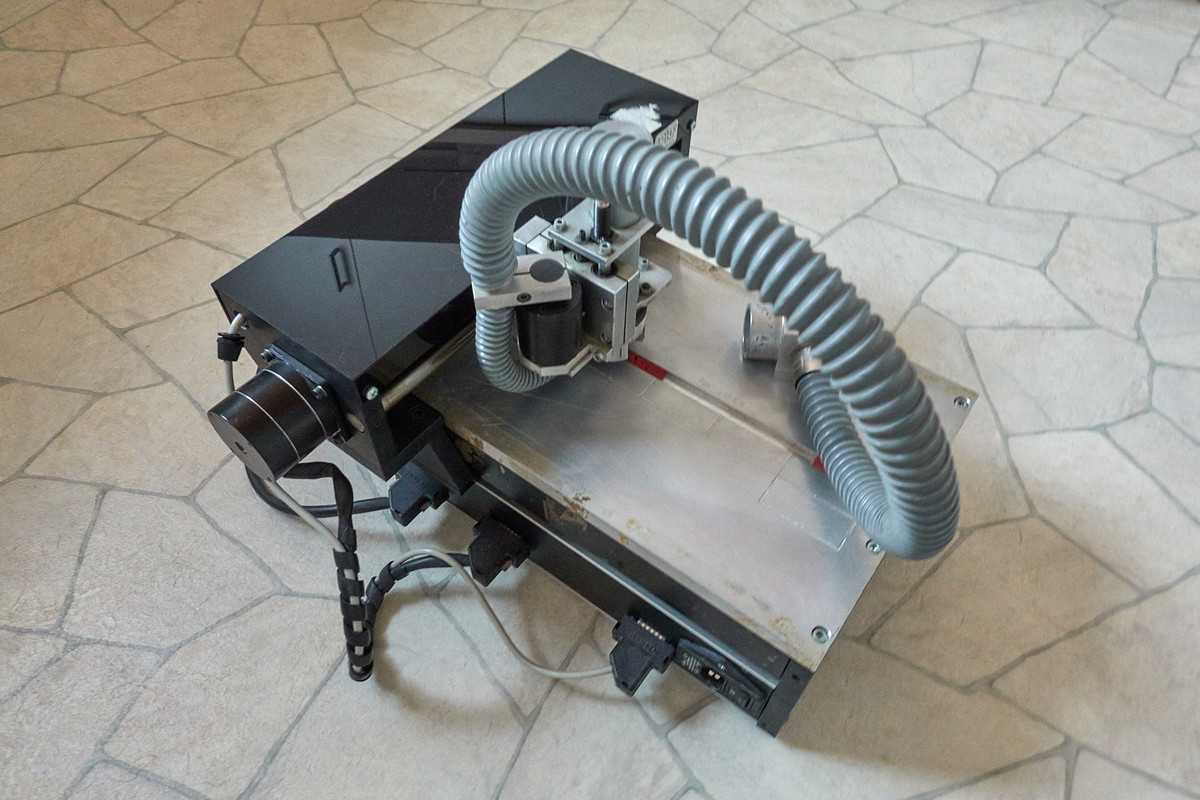
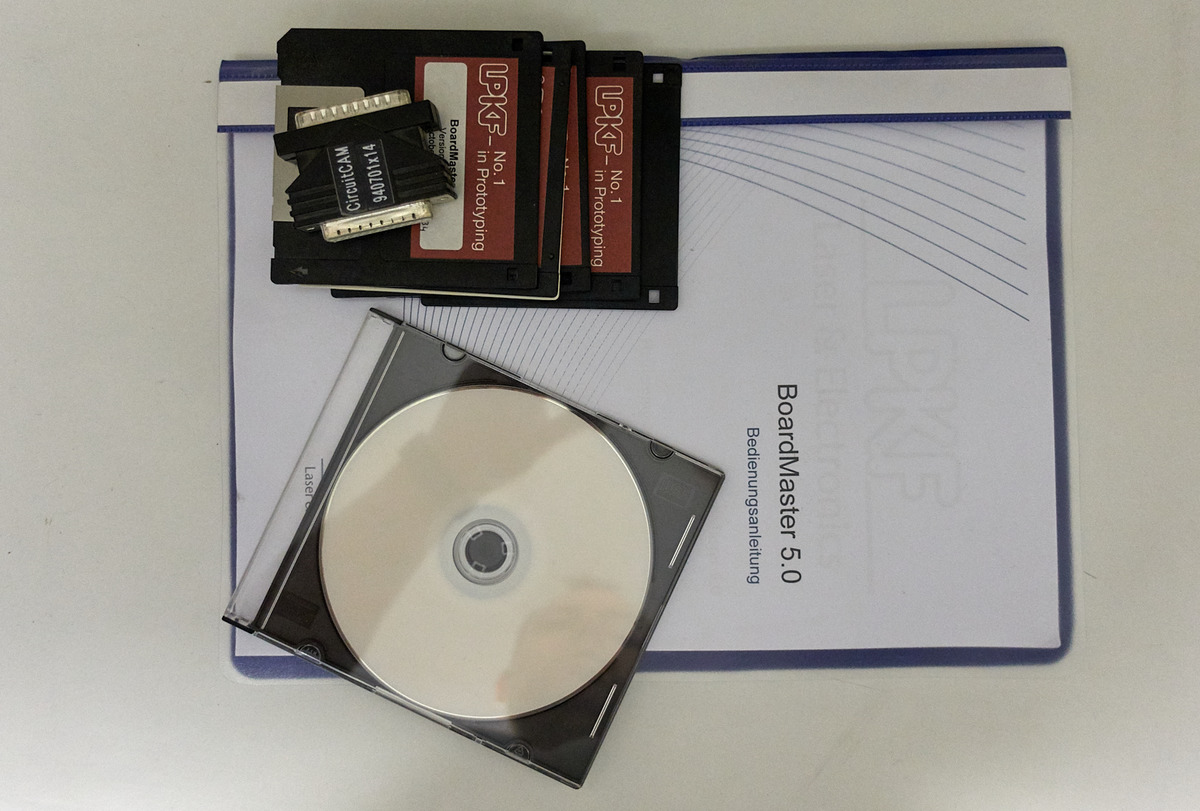

Ich habe einen LPKF Protomat 91S abzugeben. Die Maschine ist voll funktionsfähig, die Software Boardmaster 5.0 läuft unter Windws 10. Mit dabei: Software, Bedienungsanleitung, versch. Fräser und Platinenmaterial (siehe Bilder). Der Versand ist aufgrund des Gewichtes schwierig, daher am liebsten Selbstabholung im Raum HN. Da auch die Preisgestaltung nicht einfach ist, setze ich einfach mal 1600 Euro VERHANDLUNGSBASIS an. Bei Fragen gerne PN.
Angehängte Dateien:
-

RX_00882.jpg
230 KB -

RX_00883.jpg
240 KB -

RX_00879.jpg
230 KB -

RX_00881.jpg
220 KB -

RX_00872.jpg
220 KB -

RX_00873.jpg
210 KB
"Mikrocontroller und Digitale Elektronik" ist das falsche Forum. @Moderatoren: bitte in's Markt-Unterforum verschieben.
Tut mir leid, ist mir irgendwie verrutscht. Vielen Dank für´s verschieben!
Hallo, die Maschine ist noch da. Da ich sie nicht mehr brauche und sie mir nur noch Platz wegnimmt soll sie endgültig raus. Ich nehme gerne Vorschläge entgegen.
Ich bin interessiert. Obschon es sich um eine LPKF handelt, ist sie doch bald 30 Jahre alt. Die Maschine mag zwar noch einwandfrei funktionieren, doch wird es zunehmen schwierig, einen PC mit geeigneter Schnittstelle zu finden. Auch wird das Betriebsystem (WIN10) vermutlich zunehmend Probleme bereiten. Zudem gibt es inzwischen viele kleine CNC (obschon nicht in identischer Qualität) zu kampfpreisen (ein paar hundert EUR). Daher gebe ich mal 100EUR (und Abholung) als Angebot ab. Wenn es andere Interessenten gibt, welche bereit sind mehr für die Fräse zu bezahlen, so dürfen sich diese natürlich gerne melden. Ich fände es schaade, wenn die Fräse in die Verwertung ginge. Daher mein Angebot.
Holger K. schrieb: > Ich fände es schaade, wenn die Fräse in die Verwertung ginge. Ich glaube fest, das es soweit wohl wirklich nicht kommen wird. Und es wird sicher jemand dein Taschengeld von 100 Euro überbieten.... Falls nicht, dann mache ich das schon mal vorsorglich.
Ich biete auch mit. Abholung kein Problem. (Aufgrund des Zustandes und der Ausstattung der Maschine habe ich bei 1600 stillgehalten. Aber wenn der Preis deutlich fällt, sehr gerne.)
Ich traue mich eigentlich gar nicht ein Gebot abzugeben, weil ich mir so ein Gerät eigentlich nicht leisten mag (weil zu teuer), aber das Gebot von Holger ist 'ne Frechheit... Einschließlich dem Schlechtreden. Bist Du Autoverkäufer? Denen möchte man bei solchen Verhandlungen auch am liebsten erstmal die Fresse einbashen, damit das (mechanische?) Gehirn zu arbeiten beginnt. Also über das "Gebot" da gehe ich definitiv drüber, aber wirklich viel zahlen kann ich auch nicht. Über mein Gebot würden bestimmt noch 3 andere drübergehen.
Ich betreibe hier nach wie vor eine 92s die ein bischen größer und 1 Jahr jünger ist, 0603 oder TQFP sind und waren kein Problem, auch beidseitig nicht, drunter ist`s dann schon eine arge Fitzlerei und das hab ich mir dann nicht mehr angetan. Die Isolationssoftware CCAM sollte dabei sein, sonst ist das mit der 91s nur die halbe Freude, denn ohne diese SW ist der Boardmaster relativ blind. Ich denke freundliches Fragen bei LPKF hilft (zumindest mir haben sie immer geholfen) In die Absaugung unbedingt einem Metalldraht einlegen, der bis in den Saugsack reicht. Wenn der nicht vorhanden ist können sich durch die FR4-Späne eletrostatische Ladungen aufbauen. Die entladen sich auch während dem Betrieb und das kann die Maschine außer Tritt bringen... Was den Preis betrifft - alleine die Bohrer und Fräser sind mehr wert als die gebotenen 100€, daher halte ich das Angebot für.... zu gering... @ den zukünftigen Käufer: falls es eine Maschine mit metrischer Aufnahme ist - ich hab noch Werkzeuge vor meiner Umrüstung, die ich nicht mehr brauchen kann, just ask...
LPFK sind feine Geräte, haben wir hier auch in der Werkstätte. Die Bedenken von wegen zu alt: Das ist völlig egal, im schlimmsten Fall montiert man eine Grbl oder Edding USB-Steuerung für 30-200 Euro und es läuft wieder für Jahre. 100 Euro für so etwas anzubieten ist, tut mir leid, mehr als frech. Holger K. schrieb: > viele kleine CNC (obschon nicht in identischer > Qualität) zu kampfpreisen (ein paar hundert EUR). Dieser Satz ist zudem in sich selbst unlogisch, nicht so qualitativ aber trotzdem ein paar (also mehr als 1) hundert EUR. Ich habe selbst schon eine (keine LPFK) würde aber sagen dass alles zwischen 700-1000 Euro fair wäre. mfg
Maschinen von LPKF spielen schon in einer eigenen Liga. €1600 sind nicht ungewöhnlich oder zu teuer. Ich kenne das aus eigener Erfahrung. Ich baute mir ab 1995 eine eigene Maschine nach Vorbild der (Vor-LPKF) IBC912, ein Vorgänger der LPLF und von Jürgen Sebach entwickelt. Meine Gesamtkosten inklusive Software (mit Dongle) beliefen sich damals auf $4000. 2000 gingen alleine für die SW (INCAM und DRIVER) drauf. Der Rest für gewisse Spezialteile und Werzeuge für die Drehbank und Fräsmaschine. Meine Maschine läuft nach 25 Jahren immer noch so gut wie am Anfang. Deshalb finde ich das Angebot von Se. b nicht übermäßig aus dem Rahmen sprengend. Man darf nicht vergessen in 1995 gab es noch nicht wirklich das kommerzielle Internet von Heute und billige China Angebote. Alleine die Spindellager für 60kPRM und der 500W BLDC Motor mit Steuerung kosteten extra $500+. Auch die linearen Kugelgleitlagerführungen waren nicht billig. Die Maschine wiegt fast 50kG. Alleine ein "V" Milling Fräser kostete damals USD$30. ein Router Bit $10. Hartmetallbohrer auch fast $10. Aus heutiger Perspektive mag man meinen Einsatz vielleicht belächeln; in 1995 war es harte Realität und billige Maschinen existierten überhaupt nicht. Ich brauchte ein Jahr für die Konstruktion. Damals war es der einzige Weg um billiger zu einer Maschine zu kommen. Mit der SW kostete die IBC912 über USD$10K. Allerdings machte mir dieses Projekt sehr viel Freude. Ohne diese Perspektive kann man das Angebot von Se B. höchstwahrscheinlich überhaupt nicht wirklich realistisch verstehen. In 2020 sieht man das natürlich anders... P.S. Hier ein aktuelles Angebot zum Vergleich ohne Zubehör noch SW/Dongle: https://www.ebay.com/itm/LPKF-Protomat-91s-PCB-CNC-Cutting-Milling-Machine-XYZ-Router-/253586564563
Wow, da habe ich ja was angestossen... Vielen Dank für die (vorallem positiven) Rückmeldungen. Eben weil eine LPKF in einer völlig anderen Liga spielt, gehe ich auf die 100€ erst gar nicht ein. Den Preis hatte ich schon damals als Verhandlungsbasis angegeben. Vorschläge sind, wie schon erwähnt, willkommen.
Beitrag #6147955 wurde von einem Moderator gelöscht.
Se be schrieb : > Den Preis hatte ich schon damals als > Verhandlungsbasis angegeben. Vorschläge sind, wie schon erwähnt, > willkommen. > Der Versand ist aufgrund des Gewichtes schwierig, daher am liebsten > Selbstabholung im Raum HN. Also wenn ich es richtig sehe, sind wir bei 400€ und steigend. Da ich in der Nähe von HN wohne und regelmäßig Richtung Norden fahre, Ich kann anbieten: das Teil abzuholen und dem (ernsthaften!) Käufer entgegenzubringen. Damit kein Mißverständnis aufkommt: Ich selber benötige die LPKF nicht, und mangels Platz keine Chance sie einzulagern.
Hallo marsufant, vielen Dank für das Angebot. Aber woher hast du die 400€ ?
Carsten B. schrieb: > Hallo marsufant, vielen Dank für das Angebot. Aber woher hast du > die > 400€ ? Ich habe da nur ganz grob drübergeschaut über die diversen Posts, sorry wenn mich da vertue. Tendenz der Angebote ist wimre steigend. Wie gesagt, mir geht es nicht um den Preis (da mußt Du dich mit dem Käufer einigen) - mein Hinweis ist ja primär zum Thema "verschicken, verbringen". Sorry nochmal wenn ich das etwas falsches angestoßen habe, war nicht beabsichtigt.
Kein Problem. Bisher hat nur noch niemand ernsthaft geboten. Ich dachte, ich hätte was übersehen... :-)
Ich verstehe, dass ihr mein "Angebot" ziemlich schlecht findet. Doch was ich eigentlich erreichen wollte hat geklappt. Ich wollte, dass Carstens Beitrag aktiv wird in der Hoffnung, das er echte, realistische Gebote bekommt. Mir ist auch klar, dass 100Eur deutlich zu wenig sind. Die Problematik mit dem Anschluss und Windows sind natürlich dennoch real, wenn auch lösbar. Dennoch erwähnenswert.
Blödsinn. Das war einfach nur schlechtreden in Höchstform. So ähnlich wie wenn man ein Auto damit schlechtredet, daß gelegentlich der Tank (oder der Akku) leer ist wenn man damit fährt. Wenn ich nicht auf Geld zu achten bräuchte, würde ich ihm die 1000 Euro oder von mir aus auch 1600 Euro für das Gerät geben. Wenn man mich hier im Forum kennt, ich habe oft nach der Möglichkeit zum Platinen fräsen gefragt, weil bei mir diese Tonertransfer-Methode nur sehr schlecht funktioniert. Beitrag "Platinen fräsen - Tips gesucht!" Beitrag "Platine mit Laser und Ätzbad - Macht das hier jemand?" Ich habe dann einen Versuch mit einem 20W Gravurlaser gemacht und seit dem will ich keine Fräse mehr... ;) Nee Spaß, ich würd die Fräse immer noch sehr gerne nehmen, aber erstens komme ich nicht aus der Gegend und zweitens kann ich mir ein so teures Gerät einfach nicht leisten. Schade, aber ist so. Der Gravurlaser ist leider auch nicht meiner, der kostet aktuell noch ein Stück mehr, hat für die Platine aber nur Sekunden gebraucht. Damit wäre fast eine Massenproduktion möglich...
Da ich das Ding loswerden will, setze ich einfach mal den Preis runter auf 1200€... Vorschläge weiterhin willkommen!
So, einige Zeit ist vergangen. Das Gerät steht weiterhin zum Verkauf. Zum Rumstehen ist es definitiv zu schade. Ich bin offen für alle Preisvorschläge.
Ich bin nach wie vor interessiert. Obschon es sich um eine LPKF handelt, ist sie doch bald 30 Jahre alt. Die Maschine mag zwar noch einwandfrei funktionieren, doch wird es zunehmend schwierig, einen PC mit geeigneter Schnittstelle zu finden. Auch wird das Betriebsystem (WIN10) vermutlich zunehmend Probleme bereiten. Zudem gibt es inzwischen viele kleine CNC (obschon nicht in identischer Qualität) zu kampfpreisen (ein paar hundert EUR). Daher gebe ich mal 150 EUR (und Abholung) als Angebot ab. Wenn es andere Interessenten gibt welche bereit sind mehr für die Fräse zu bezahlen, so dürfen sich diese natürlich gerne melden. Ich fände es schaade, wenn die Fräse in die Verwertung ginge. Daher mein Angebot.
Wie schon beschrieben, läuft die Maschine unter Windows 10 tadellos.
Ok, dann nehme ich meine Bedenken diesbezüglich natürlich zurück :)
Holger K. schrieb: > Daher gebe ich mal 150 EUR (und Abholung) als Angebot ab. Alter, das ist eine funktionierende CNC Maschine im funktionsfähigem Zustand. Selbst wenn die Elektronik nicht funktionieren würde -und das tut sie ja anscheinend- wäre das kein Problem, dann schmeißt man halt ein Smoothieboard/Eding/Grbl drauf und es geht weiter. Alleine die HF Spindel ist deutlich über 150 Euro wert... Selbst Chinageräte kosten -wie du schriebst- einige Hundert Euro, ohne Spindel. Sachen gibts
F. M. schrieb: > Alter, das ist eine funktionierende CNC Maschine im funktionsfähigem > Zustand. Ja schon, aber solange niemand bereits ist mehr als meine 150 EUR zu bezahlen, so hat die Maschine nunmal nicht mehr Wert...
Holger K. schrieb: > Ja schon, aber solange niemand bereits ist mehr als meine 150 EUR zu > bezahlen, so hat die Maschine nunmal nicht mehr Wert... Nein. Das sind die Krämerseelen, die versuchen, den Anbieter aufzuweichen. Ich kann ihm nur Gelassenheit wünschen. Es wird sich ein Käufer zu einem beidseitig zufriedenstellenden Preis finden...
Hardy F. schrieb: > Nein. > > Das sind die Krämerseelen, die versuchen, den Anbieter aufzuweichen. Ich habe bei meinem Angebot auch überhaupt keine bösen Absichten gehabt. Ich sitze selbst auf einer einst teuren CNC Protalfräsmaschine und würde mir wünschen, dass ich diese für akzeptables Geld weiterverkaufen könnte. Leider sieht die Realität halt anders aus... Auch ich wünsche ihm weiterhin viel Erfolg und hoffe auch, dass er die Maschine für seinen Wunschpreis verkaufen kann. Bevor er diese jedoch in die Tonne treten würde, so wäre mein Angebot nach wie vor da...
Holger K. schrieb: > Hardy F. schrieb: >> Nein. >> >> Das sind die Krämerseelen, die versuchen, den Anbieter aufzuweichen. > > Ich habe bei meinem Angebot auch überhaupt keine bösen Absichten gehabt. > Ich sitze selbst auf einer einst teuren CNC Protalfräsmaschine und würde > mir wünschen, dass ich diese für akzeptables Geld weiterverkaufen > könnte. > > Leider sieht die Realität halt anders aus... > > Auch ich wünsche ihm weiterhin viel Erfolg und hoffe auch, dass er die > Maschine für seinen Wunschpreis verkaufen kann. > > Bevor er diese jedoch in die Tonne treten würde, so wäre mein Angebot > nach wie vor da... am 18.2 hast du noch etwas ganz anderes behauptet um dein Angebot zu rechtfertigen. So eine Maschine kauft man halt nicht mal eben, aber es wird sich schon ein Käufer finden, dauert nur etwas länger als eine Tüte Transistoren zu verkaufen. Gruß Thomas
Thomas L. schrieb: > am 18.2 hast du noch etwas ganz anderes behauptet um dein Angebot zu > rechtfertigen. Nun, seit dem 18.2 ist ja auch bereits eine gewisse Zeit verstrichen...
Holger K. schrieb: > Nun, seit dem 18.2 ist ja auch bereits eine gewisse Zeit verstrichen... Was erkennen läßt, das der Verkäufer mit der Gelassenheit ausgestattet ist, die ich ihm wünschte.
Hardy F. schrieb: > Holger K. schrieb: >> Nun, seit dem 18.2 ist ja auch bereits eine gewisse Zeit verstrichen... > > Was erkennen läßt, das der Verkäufer mit der Gelassenheit ausgestattet > ist, die ich ihm wünschte. Dies erfreut mein Gemüt natürlich ebenfalls ungemein :)
Manchmal muss man Sachen einfach mal ein halbes oder auch zwei Jahre stehen lassen. Irgendwann kommt der - der es wirklich braucht oder schätzt - und ein für alle erquicklicher Preis kommt auch dabei raus. Verschenken oder gegen Kuchen/Bierkasten/Grillbefüllung spenden ist natürlich auch eine Alternative. Aber dann nicht an schlimme Schorrer.
… bin ja schon am sparen. Wenn es zum Weinnachtsurlaub noch da ist, fahre ich runter und hole es ab.
Holger K. schrieb: > F. M. schrieb: >> Alter, das ist eine funktionierende CNC Maschine im funktionsfähigem >> Zustand. > > Ja schon, aber solange niemand bereits ist mehr als meine 150 EUR zu > bezahlen, so hat die Maschine nunmal nicht mehr Wert... Alleine damit dir so eine Aussage im Hals stecken bleibt, biete ich hiermit einfach mal 500 Euro dafür.
So, nachdem ich ja die Gelassenheit bewiesen habe (Danke hardyf), erzähle ich euch nochmal, dass die Maschine immernoch da ist. Über den Preis kann man sich wie damals schon erwähnt immernoch unterhalten... Und da ja schon zum dritten mal Weihnachten vor der Tür steht ... ;-) Grüße
Diese Frage geistert mir schon seit drei Jahren durch den Kopf: ist das Gittermuster auf dem Tisch ein Feature oder Ergebnis eines Bedienfehlers?
Bernd G. schrieb: > Ergebnis eines Bedienfehlers? Genau. Dieses Muster hat nur diese eine Maschine. Da hat jemand die Board-Outline mit dem falschen Contour Router oder ohne Verschleißbrettchen gefräst.
Das Ding sollte sich doch leicht umbauen lassen und dann mit GRBL oder LinuxCNC ansteuern lassen. Danach kann man's mit Flatcam & Co verwenden. Die alte Software wird sich doch keiner mehr ernsthaft antun wollen? Ne Ersatz-AluPlatte sollte jetzt nicht die Welt kosten, vielleicht 10-20EUR. Dass sie Alu Fräsen kann hat sie ja bewiesen :-)
Markus J. schrieb: > Das Ding sollte sich doch leicht umbauen lassen und dann mit GRBL oder > LinuxCNC ansteuern lassen. > Danach kann man's mit Flatcam & Co verwenden. Hast Du das schon einmal mit einer LPKF gemacht? Wenn Du mehr als nur "sollte man machen können" weißt dann zeig her. abgesehen davon sind CCAM und Boardmaster - nur weil sie etwas älter sind und daher nicht den "neuen" Blingbling-Platzverschwender-GUIs a la android oder OSX entsprechen noch lange nicht unbrauchbar.... > Die alte Software wird sich doch keiner mehr ernsthaft antun wollen? kA, nur weil Du damit nicht umgehen kannst bedeutet das nicht das sie Murks ist. Ich arbeite nach wie vor damit und auch nach 1,5 Jahren Nichtbenutzung sind CCMA als auch Boardmaster selbsterklärend. > Ne Ersatz-AluPlatte sollte jetzt nicht die Welt kosten, vielleicht > 10-20EUR. > Dass sie Alu Fräsen kann hat sie ja bewiesen :-) Wozu? Plan ist sie ja dennoch nach wie vor, also kein Problem darauf weiterzuarbeiten. iaW: es gibt mM nach keinen Grund an der SW als auch an der Maschine Hand anzulegen wenn man damit Platinen fräsen will, denn das kann sie Out of the Box besser als viele andere. Wenn man was anderes als Platinen fräsen und bohren will (Frontplatten oder sonstiges) ist das Konzept dieser Maschine sowieso überdenkenswert weil sie - bedingt dadurch wie sie die Frästiefe einstellt - die Frontplatten im "Nichtgefrästen" Bereich systematisch zerkratzt. Auch nicht das was man unbedingt braucht.
Michael W. schrieb: > Hast Du das schon einmal mit einer LPKF gemacht? > Nein mit so einer LPKF Fräse habe ich noch nicht gearbeitet. > Wenn Du mehr als nur "sollte man machen können" weißt dann zeig her. Ich hab mir selber eine CNC Fräse gebaut und fräse selber Leiterplatten, gebaut wurde die Fräse ursprünglich um Aluminium und weichen Stahl zu fräsen. Kartesische Steuerungen/so kleine Motorsteuerungen sind nun wirklich kein Hexenwerk. Unterstützt die alte Software überhaupt auto-levelling? Ich lasse meine Flatcam NC Files immer durch den Auto-Leveller laufen bevor ich sie in die LinuxCNC Maschine füttere. Ich denke der Auto-Leveller wird früher oder später sicher auch in Flatcam integriert werden.
Markus J. schrieb: > Das Ding sollte sich doch leicht umbauen lassen und dann mit GRBL oder > LinuxCNC ansteuern lassen. Oje, das Ding funktioniert bisher wenigstens. Hätte Carsten mal das 500 EUR Angebot von Tim angenommen. Ist zwar bitter wie auch bei Besitzern von Laptops dir vor 2000 so viel wie ein Auto gekostet haben, und heute kriegt man kaum noch was dafür. Aber so ist die Preisentwicklung von Elektronik halt. Die LPKF leistet nicht so viel mehr wie eine SainSmart Graviermaschine. Bei der muss man sich zwar GRBL antun, aber wenn man dazu leidensfähig genug ist, reichen 200 EUR. Das sind 300 EUR bloss für die bessere Bedienbarkeit und Betriebssicherheit der LPKF, also 500 wäre ein echt guter Kurs gewesen.
Michael B. schrieb: > Das sind 300 EUR bloss für die bessere Bedienbarkeit und > Betriebssicherheit der LPKF, also 500 wäre ein echt guter Kurs gewesen. Als nach wie vor regelmäßiger Nutzer einer etwas größeren LPKF hab ich den Eindruck das Du nur wieder einmal Deinem Nick folge leistest aber von dem was die Maschine mit der dazugehörenden SW keine nennenswerte Ahnung hast. Ahnungslosigkeit in fast eh allem ist ok, aber sie unbedingt posten zu müssen ist... um es mal so zu formulieren... suboptimal.
Michael W. schrieb: > Michael B. schrieb: > >> Das sind 300 EUR bloss für die bessere Bedienbarkeit und >> Betriebssicherheit der LPKF, also 500 wäre ein echt guter Kurs gewesen. > > Als nach wie vor regelmäßiger Nutzer einer etwas größeren LPKF hab ich > den Eindruck das Du nur wieder einmal Deinem Nick folge leistest aber > von dem was die Maschine mit der dazugehörenden SW keine nennenswerte > Ahnung hast. > > Ahnungslosigkeit in fast eh allem ist ok, aber sie unbedingt posten zu > müssen ist... um es mal so zu formulieren... suboptimal. Ahnungslosigkeit sollte ja kein Problem sein, kannst Du die Spezialfeatures ein bißchen genauer erwähnten? Kennst Du Flatcam / Autoleveller? Falls ja kannst Du die eventuell vergleichend gegenüberstellen?
Michael B. schrieb: > Das sind 300 EUR bloss für die bessere Bedienbarkeit und > Betriebssicherheit der LPKF, also 500 wäre ein echt guter Kurs gewesen. Und die 500 von Tim stehen auch immer noch...
Markus J. schrieb: Der Text ist entstanden während Du Deine Frage geschrieben hast, ich hoffe es beantwortet sie ein bischen, ich werde den Text nicht mehr umschreiben. Flatcam kenne ich nicht. > Unterstützt die alte Software überhaupt auto-levelling? Ich weiß nicht was Autoleveling bei der von Dir genannten SW bedeutet. Wenn es die Frästiefeneinstellung meint dann: Wird bei diesen LPKF-Maschinen aus den späten 90ern die konstante Frästiefe durch den auf der Platine gleitenden Fräskopf gewährleistet und man kann mit einem Stellrad die Frästiefe in ca. 4µm Stufen einstellen (die 4µm sind kein Typo) Das funktioniert natürlich vor allem bei planen Platinen sehr gut, sie sollten also während der Lagerung plan liegen, doch auch geringe Verzüge werden gut "weggesteckt". Damit kein Grat stehenbleibt sind scharfe Fräser und Bohrer nötig, da sonst besonders bei stumpfen Fräsern das Cu mit "Grat" stehen bleiben kann und wenn es blöd hergeht kann dann der Fräskopf ein bischen angehoben werden wenn er wieder in eine Region mit Grat kommt. Normalerweise sorgt CCAM beim Isolationsrechnen und der Datenübergabe an Boardmaster dafür das die Fräsbahnen so verlaufen das keine Grate stehenbleiben aber.... der Geiz keinen neuen Fräser einzusetzen kann dann doch zu solchen Effekten führen. hth Michael
Michael W. schrieb: > Als nach wie vor regelmäßiger Nutzer einer etwas größeren LPKF hab ich > den Eindruck das Du nur wieder einmal Deinem Nick folge leistest aber > von dem was die Maschine mit der dazugehörenden SW keine nennenswerte > Ahnung hast. > Ahnungslosigkeit in fast eh allem ist ok, aber sie unbedingt posten zu > müssen ist... um es mal so zu formulieren... suboptimal. Genau so blöd ist es, den Artikel nicht zu lesen auf den man antwortet. Und offenkundig hast du meinen Beitrag nicht gelesen, aber bist am dummen rumpflaumen. Dort steht deutlich, daß die Bedienung der LPKF besser ist als das Drecks-GRBL der SainSmart. Aber die erzielbaren Ergebnisse sind mit beiden gleich, sowohl beim Konturfräsen als auch beim Bohren. Bloss weisst du das wohl nicht, weil du keine SainSmart hast. Schreib das nächste Mal also erst, wenn du auch Ahnung hast, bevor du rumtrötest. Und die angebotene LPKF hat auch keinen Werkzeugwechsler, keine Vakuumspannplatte, keine Durchkontaktiereinrichtung (mit Silberpaste), keinen Lötpastendispenser, keinen Laser zur Belichtung von auflaminierten Lötstopmasken oder zum Reinlasern von Bestückungsdruck. Das alles (na gut, diese Durchkontaktierungen sind immer Murks) würde man von einer modernen Prototypenmaschine im Preis jenseits der 1000 EUR erwarten.
Ich verwende seit 1995 die INCAM und Driver SW für meine Maschine die nachdem Vorbild der IBC912 gestaltet ist. Die IBC912 war ein früher Vorgänger von LPKF und stammt von Jürgen Seebach. Sie wurde vor 1990 entwickelt. Meine Maschine unterscheidet sich in einen Punkt von der IBC912, daß die Z-Achse anstatt eines Magneten eine sanfte Motorsteuerung hat und die Bohrer nicht durch die LP stößt wie das bei der IBC der Fall ist. Die Motorsteuerung erlaubt eine dosierte Eindringgeschwindigkeit und ist vollkommen stoßfrei. Man kann bis zu 80 Löcher/m bohren. INCAM stammt von der Firma Graphicode (GCPREVUE). Dieses Programm ist extrem leistungsfähig und kann alles was für Isolationsfräsen notwendig ist. Die durchdachte Driver SW (MSDOS) ist speziell für die Belange von LP Herstellung optimiert und hilft bei der Registrierung von doppelseitigen LP ungemein und hat ein ungemein intuitives UI. Ich versuchte es mal mit MACH3 und fand, daß diese SW für die Herstellung von LP wenig geeignet ist. Z.B., die Registrierung bei der Umdrehung der LP wird bei Driver gezielt unterstützt und bohrt Registrierbohrungen um Stifte reinzustecken die für einen genauen Datum Bezugspunkt und Ausrichtung sorgt. Auch kann die SW etwaige geringfügige Geometriefehler des Maschinenbetts kompensieren. Bei der MACH3 geht der ganze Prozess nicht sehr gut. Auch gab es Probleme mit der LPT Takterzeugung für die Schrittschaltmotoren. Bei mir verwende ich zum Isolationsfräsen einen Polierten Hartmetallstylus zum Einstellen der Frästiefe. Für weicheres Material verwende ich einen aufsteckbaren PTFE Fuß um Zerkratzen zu verhindern. Die Polierung des Stylus ist so perfekt, daß auch die Kupferflächen der LP kaum von Schleifspuren zeugen. Eine integrale Absaugeinrichtung sorgt für eine staubfreie Arbeitsoberfläche. Dies Absaugvorrichtung ist sehr notwendig um die relativ ungeschützten Führungen und Lead screw von abrasiven Feinstaub zu schützen. Die Driver SW hat viele nützliche Fähigkeiten um die Maschine optimal zu betreiben. Leider funktioniert sie nur mit PCs mit einer Taktfrequenz unter oder bis 30MHz weil sonst die Geschwindigkeit nicht mehr kalibrierbar ist. Ich möchte mit den paar Kommentaren nur unterstreichen, daß auch alte SW extrem nützlich und gut funktionierend sein kann. Der ganze Prozess von ECAD zu CAM ist durchgedacht und funktioniert seit 1995 ohne irgendwelche regelmäßige SW Updates wie es heutzutage leider Mode ist. Als Maschinenkontroller verwende ich einen Toshiba SX3200 welcher für diesen Zweck eine optimale Bedien-Tastatur hat. Jedenfalls funktioniert das ganze Konzept tadellos. Jeder muß halt diejenige SW benützen die ihm zusagt. Inwieweit es moderne Äquivalente SW gibt, kann ich mangels Zugang nicht beurteilen. Wie gesagt, SW in der Art von Mach3 is m.M. wenig geeignet.
Michael W. schrieb: > Wird bei diesen LPKF-Maschinen aus den späten 90ern die konstante > Frästiefe durch den auf der Platine gleitenden Fräskopf gewährleistet > und man kann mit einem Stellrad die Frästiefe in ca. 4µm Stufen > einstellen (die 4µm sind kein Typo) Das sehe ich eher als Nachteil als Vorteil an, Leiterplatten gerade aufzuspannen ist nicht immer einfach. Der Autoleveller kümmert sich um leichte Wölbungen indem er die Segmente ausmisst und das dann im eigentlichen Fräsprogramm berücksichtigt. https://hackaday.com/2014/12/12/mill-warped-pcb-blanks-on-an-uneven-bed/ Sicher geht's auch ohne dem Auto-leveller aber auch mit weniger Komfort. Das gehört bei meinem Prozess zum Standard. An jene die es noch nicht kennen aber von der alten Dos Software schwärmen, schaut euch mal Flatcam an. Ein direkter Vergleich wäre sicherlich sinnvoll.
Carsten B. schrieb: > So, nachdem ich ja die Gelassenheit bewiesen habe (Danke hardyf), > erzähle ich euch nochmal, dass die Maschine immernoch da ist. @Carsten B. Falls die Maschine noch verfügbar ist - ich bin interessiert. Weiteres Vorgehen per PN.
Markus J. schrieb: > Michael W. schrieb: >> Wird bei diesen LPKF-Maschinen aus den späten 90ern die konstante >> Frästiefe durch den auf der Platine gleitenden Fräskopf gewährleistet >> und man kann mit einem Stellrad die Frästiefe in ca. 4µm Stufen >> einstellen (die 4µm sind kein Typo) > > Das sehe ich eher als Nachteil als Vorteil an, Leiterplatten gerade > aufzuspannen ist nicht immer einfach. > Der Autoleveller kümmert sich um leichte Wölbungen indem er die Segmente > ausmisst und das dann im eigentlichen Fräsprogramm berücksichtigt. Das mag vielleicht funktionieren. Wenn die gewölbte Leiterplatte aber an Stellen Luft darunter hat, wird sie sich möglicherweise von dem Fräser nach unten gedrückt werden und die Eindringtiefe ist nicht länger garantiert. Bei der Stylusmethode kann das nicht passieren weil der die LP beim Bearbeiten auf die Auflage drückt und so die voreingestellte Frästiefe einhält. Ob der Autoleveller wirklich so funktioniert wie gewünscht wird man erst bei praktischem Einsatz herausfinden. So werde ich eher skeptisch bleiben. Bei 3Druck hat Autolevelling natürlich Sinn. Nicht aber auch bei nur leicht gewölbten LP. Das nehme ich Dir einfach nicht ab. > > https://hackaday.com/2014/12/12/mill-warped-pcb-blanks-on-an-uneven-bed/ > > Sicher geht's auch ohne dem Auto-leveller aber auch mit weniger Komfort. > Das gehört bei meinem Prozess zum Standard. Das freut mich zu hören. > > An jene die es noch nicht kennen aber von der alten Dos Software > schwärmen, schaut euch mal Flatcam an. Ein direkter Vergleich wäre > sicherlich sinnvoll. Ich nehme das mal auf mich betroffen an. Von Schwärmen kann keine Rede sein. Mir wäre es auch lieber moderne SW und HW verwenden zu können. Nur ist der LP CNC Standard ziemlich hochgestreckt. Das System funktioniert eben so wie es ist und ich habe bis jetzt noch nichts gefunden was so zweckmässig funktioniert wie das vorhandene SW Ökusystem. Jeder hat die Freiheit diejenige SW auszuwählen die ihm liegt. Viele CNC SW ist aber nicht auf die speziellen Besonderheiten der LP optimal ausgelegt. Da verwende ich lieber SW die genau das macht was sie soll. Ich habe mal versucht T-TECH Sw und HW auszuprobieren. Problem: Die verdongelte (moderne) SW lässt sich trotz vorhandenem Dongle nicht auf W7 oder W10 installieren. Firmensupport ist nicht recht gut. So habe ich es aufgegeben, auf einen aktuellen SW Stand zu kommen. Mir wäre es recht gewesen mit modernen PCs arbeiten zu können. Gut, FlatCAM kann ich mir ja mal ansehen. Kenne ich noch nicht weil ich keinen Grund habe andauernd über den Zaun zu gucken. Gerhard
Markus J. schrieb: > Michael W. schrieb: >> Wird bei diesen LPKF-Maschinen aus den späten 90ern die konstante >> Frästiefe durch den auf der Platine gleitenden Fräskopf gewährleistet >> und man kann mit einem Stellrad die Frästiefe in ca. 4µm Stufen >> einstellen (die 4µm sind kein Typo) > > Das sehe ich eher als Nachteil als Vorteil an, Leiterplatten gerade > aufzuspannen ist nicht immer einfach. Äh.... bei der LPKF ist das supersimpel: Gaaaaanz am Anfang macht man in den "Nutzen" 2 Löcher mit einem 3mm Bohrer im halbwegs passenden Abstand der Zentrierstifte und dann legt man die Platine auf die Zentrierstifte. Wenn der Abstand nicht ganz paßt verschiebt man diese Stifte. Fertig. Wenn die Platine zu sehr verbeult ist wird sie mit Klebeband an der Maschine fixiert. > Der Autoleveller kümmert sich um leichte Wölbungen indem er die Segmente > ausmisst und das dann im eigentlichen Fräsprogramm berücksichtigt. > > https://hackaday.com/2014/12/12/mill-warped-pcb-blanks-on-an-uneven-bed/ > > Sicher geht's auch ohne dem Auto-leveller aber auch mit weniger Komfort. > Das gehört bei meinem Prozess zum Standard. Wenn wir schon mit Videos herumargumentieren: abgesehen davon das dieses Video sowas von wackelig ist das es nicht zum aushalten ist zeigt es ganz gut wie simpel das alles funktioniert. https://www.youtube.com/watch?v=ooYzopXlNvU > An jene die es noch nicht kennen aber von der alten Dos Software > schwärmen, schaut euch mal Flatcam an. Ein direkter Vergleich wäre > sicherlich sinnvoll. Ich hab noch nie mit einer "DOS-Software" an meiner LPKF gearbeitet. Die war selbst 1995 schon Windowsbasiert - und daran hat sich bis W10 nix geändert. CCAM läuft auf einem aktuellen PC unter W10 21H2, der Boardmaster unter W7 (da lohnt sich das upgrade auf W10 nicht da der PC nur für die LPKF zuständig ist)
Michael W. schrieb: > Äh.... bei der LPKF ist das supersimpel: Gaaaaanz am Anfang macht man > in den "Nutzen" 2 Löcher mit einem 3mm Bohrer im halbwegs passenden > Abstand der Zentrierstifte und dann legt man die Platine auf die > Zentrierstifte. Wenn der Abstand nicht ganz paßt verschiebt man diese > Stifte. Fertig. So so. Ich lege die Platine auf den Vakuumspanntisch meiner Fräse auf und schalte die Pumpe ein. Dann verfahre ich den Gravierstichel manuell bis er eben gerade die Platine bei 0,0 berührt. Fertig. Da der Spanntisch auf der Fräse selbst hergestellt wurde, ist er absolut plan zum Fräser, und Platinenmaterial ist hinreichend gleichdick daß keine Höhenkorrektur nötig ist. Dafür braucht es keine Autolevelling Software mit Erfassunglauf, und keinen Frästiefenregler der über Späne, Grate und weggefräste Flächen holpert.
Michael B. schrieb: > Michael W. schrieb: >> Äh.... bei der LPKF ist das supersimpel: Gaaaaanz am Anfang macht man >> in den "Nutzen" 2 Löcher mit einem 3mm Bohrer im halbwegs passenden >> Abstand der Zentrierstifte und dann legt man die Platine auf die >> Zentrierstifte. Wenn der Abstand nicht ganz paßt verschiebt man diese >> Stifte. Fertig. > > So so. > > Ich lege die Platine auf den Vakuumspanntisch meiner Fräse auf und > schalte die Pumpe ein. > Dann verfahre ich den Gravierstichel manuell bis er eben gerade die > Platine bei 0,0 berührt. > Fertig. Wie verhinderst Du in den Vakuumspanntisch (VST) hineinzubohren? Beim Bohren oder Routen brauchst Du trotzdem eine Verbrauchsunterlage und mußt die LP neu fixieren und registrieren. Zum Isolationsfraesen sehe ich den VST (teilweise) als Vorteil, daß ist klar. Wie verhindert man bei aufgelegter LP am VST das Entweichen der Luft in den offenen Löchern? Wie registriert Du die LP bei doppelseitiger Bearbeitung? Mit Stiften in zwei vorhandenen, bequem zugänglichen Vakuumloecherbohrungen? Eine kurze Erläuterung wäre nett, da ich auch schon geliebäugelt hatte mit einem VST zu arbeiten. > > Da der Spanntisch auf der Fräse selbst hergestellt wurde, ist er absolut > plan zum Fräser, und Platinenmaterial ist hinreichend gleichdick daß > keine Höhenkorrektur nötig ist. Das ist bei mir auch der Fall. > > Dafür braucht es keine Autolevelling Software mit Erfassunglauf, und > keinen Frästiefenregler der über Späne, Grate und weggefräste Flächen > holpert. Mit der Absaugvorrichtung ist das kein wirkliches Problem weil der Arbeitsbereich für Stylus und Fräser/Bohrer sehr gut freigehalten wird. Und beim Routen der Bord macht es sowieso nichts aus wenn da viel an Spänen produziert wird. Jedes Konzept hat halt seine Vor-und Nachteile. Noch etwas. Ich weiß, daß viel von Euch die Nase wegen alter SW und HW rümpfen. Daß viel Neues in der Zwischenzeit entwickelt wurde ist auch klar. Trotzdem hat es wenig Sinn ein perfekt funktionierendes System wegen hohen Alters wegzuwerfen. Funktionell erfüllt jedes Glied in der Kette die Anforderungen die gestellt werden. Es ist gerade der Fortschritt in der IT-Welt der andauernd Glieder alter Ketten zerschneidet, so daß ein Upgrade alter Maschinen oft nur schwer oder sehr teuer möglich ist weil andauernd irgend etwas dazwischen nicht mehr funktioniert. Dagegen ist MSDOS HW unverwüstlich. Kein Upgrade kann die Funktion vernichten.. Da meine Maschine wie die alte LPKF Maschine hier im Thread direkte Printer Port Ansteuerung benötigt ist ein modernes kompatibles USB Steuergerät notwendig. Die gibt es, aber die laufen auch nur mit General Purpose CAM/CNC Software und berücksichtigen oft nicht die Besonderheiten einer LP Gravurmaschine. Wieviele kleine(ere) Firmen mußten schon erleben, daß wegen oben gesagten Gründen eine gut funktionierende Maschine verschrottet werden mußte weil der Fortschritt darüber walzte und Glieder der Kette zerschoss und keine vernünftigen Upgrade mehr ermöglichte die innerhalb der Expertise der Firma erfolgen hätte können. Und wenn irgendeine Firma Lösungen anbietet kostet das sehr oft auch Unsummen. Das ist halt die Realität. Ich weiß, viele von Euch haben sich auch modernere Lösungen mehr oder weniger gut zusammengebastelt und optimiert. Immerhin ist auch meine alte MSDOS Anlage ein Turn-Key System das ohne Umstände tadellos funktioniert. Ich brauche um keine W10 Upgrades bangen; das System ist zuverlässig und stabil. Alles funktioniert von Anfang bis Ende. Ich habe ausreichend Ersatz für die alte HW. Da brauche ich mich auch nicht zu fürchten. Mit den andauernden W10 Upgrades kann ich nie wissen ob nach einem Upgrade noch alles funktioniert. Nicht upgradbare Systeme habe auch ihre Vorteile. Bei beim alten Zeug weiß ich es gehört 100%ig mir und kein Dritter kann mir in die Suppe spucken. Bei "modernen" Zeugs haben vielfach dritte Partien ihre Finger im Spiel und können advers eingreifen. Wenn jetzt jemand die besagte LPKF Maschine kauft wird die anstandslos zusammen funktionieren. Wenn ich nicht in Kanada leben würde und keine solche Anlage schon besäße, würde ich sofort zugreifen. Alleine das Zubehör ist schon einige hundert Euro wert. Das ist einer der besten Angebote die ich bis jetzt gesehen habe. In der Bucht wird oft völlig unbrauchbares angeboten weil wichtige Keykomponenten wie SW+Dongle fehlen und es ist viel Aufwand notwendig um es wieder systemabhängig funktionsfähig zu machen. Im Falle der LP Bearbeitung ist speziell die Maschinensteuer-SW auf die Belange dieser Anwendung optimal zugeschnitten. Wie ich beim Testen von MACH3/4 gemerkt habe, erfüllt es nicht die speziellen Randbedingungen um bequem damit arbeiten zu können. Neue LPKF SW ist erstens zu teuer und zweitens Hardware maessig in den neuen Maschinen zu eingelockt, so daß man nicht leicht eigene HW damit aufrüsten kann. Was andere modernere CNC SW betrifft muß man viel Zeit aufwenden alles wieder zum Laufen zu bekommen. Alles in allem bin ich mit meiner Situation zufrieden weil es einfach anstandslos immer funktioniert. Ihr könnt über mich lächeln, aber ich weiß was funktioniert und was nicht. Solide Technik braucht sich nicht zu schämen. Was gut durchdacht und in die Praxis umgesetzt wurde hat solange es funktioniert oft auch noch nach vielen Jahren seine Existenzberechtigung.
Michael B. schrieb: > Michael W. schrieb: >> Äh.... bei der LPKF ist das supersimpel: Gaaaaanz am Anfang macht man >> in den "Nutzen" 2 Löcher mit einem 3mm Bohrer im halbwegs passenden >> Abstand der Zentrierstifte und dann legt man die Platine auf die >> Zentrierstifte. Wenn der Abstand nicht ganz paßt verschiebt man diese >> Stifte. Fertig. > > So so. > > Ich lege die Platine auf den Vakuumspanntisch meiner Fräse auf und > schalte die Pumpe ein. > Dann verfahre ich den Gravierstichel manuell bis er eben gerade die > Platine bei 0,0 berührt. > Fertig. Was es nicht alles gibt.... > Da der Spanntisch auf der Fräse selbst hergestellt wurde, ist er absolut > plan zum Fräser, und Platinenmaterial ist hinreichend gleichdick daß > keine Höhenkorrektur nötig ist. Es gibt viele Wege nach Rom, sei froh drum. > Dafür braucht es keine Autolevelling Software mit Erfassunglauf, und > keinen Frästiefenregler der über Späne, Grate und weggefräste Flächen > holpert. 1995, also ungefähr damals als diese Maschinen gebaut wurden war das eben noch nicht so. Die Dinger funktionieren nach wie vor tadellos, wenn auch anders als Dein Gerät. Na und? Sei froh und freu Dich darüber anstelle hier unnötiges Zeug abzusondern. oder anders gesagt: es ist leicht herumzulabern wenn man von heute auf frühere Lösungen hinschaut.
Gerhard O. schrieb: > Wie verhinderst Du in den Vakuumspanntisch (VST) hineinzubohren? Unter der Platine liegt eine gelochte 1mm Gummiunterlage auch zur Abdichtung gegen die Luft. In die bohre ich rein damit die Platine auch garantiert ein Loch hat, ich bohre also bis -2mm. Irgendwann braucht man eine neue Gummiunterlage. Durch die Löcher kommt zwar zunehmend mehr Fremdluft in die Pumpe, aber die Platine hält den ganzen Bohrdurchgang gut. Nervender ist eher, daß man beim Bohrerwechsel die Pumpe nicht abschalten kann, weil die Platine sonst verrutscht. Die Thomas WOBL Pumpe ist laut. Ich hätte gerne einen automatischen Werkzeugwechsler :-) Zudem nervt GRBL, weil ich NC Files für jeden Bohrerdurchmesser generieren muss. Bevorzugt nur 1. Gerhard O. schrieb: > Wie registriert Du die LP bei doppelseitiger Bearbeitung? Ich mache keine doppelseitige Bearbeitung :-) Die gehen dann an jlcpcb. Gerhard O. schrieb: > Trotzdem hat es wenig Sinn ein perfekt funktionierendes System > wegen hohen Alters wegzuwerfen. Funktionell erfüllt jedes Glied in der > Kette die Anforderungen die gestellt werden. Jein. Wenn man effektiv damit sein Geld verdienen muss, schon. Wer als Fabrik heute noch Platinen fertigt wie vor 2000, der ist halt nicht mehr konkurrenzfähig.
Michael W. schrieb: > Sei froh und freu Dich darüber anstelle hier > unnötiges Zeug abzusondern. Du warst derjenige, der mit dem unnötigen Beitrag kam. > oder anders gesagt: es ist leicht herumzulabern wenn man von heute auf > frühere Lösungen hinschaut. Und du hast gelabert, ohne eine Ahnung zu haben. Es ist halt so, daß die Ergebnisse der LPKF heute von Maschinen unter 200 EUR erreicht werden.
Michael B. schrieb: > Gerhard O. schrieb: >> Wie verhinderst Du in den Vakuumspanntisch (VST) hineinzubohren? > > Unter der Platine liegt eine gelochte 1mm Gummiunterlage > auch zur Abdichtung gegen die Luft. Aha! Hätte ich selber daran denken sollen;-) > In die bohre ich rein damit die Platine auch garantiert ein Loch hat, > ich bohre also bis -2mm. Irgendwann braucht man eine neue > Gummiunterlage. > Durch die Löcher kommt zwar zunehmend mehr Fremdluft in die Pumpe, > aber die Platine hält den ganzen Bohrdurchgang gut. Ich halte meine LP einfach mit Masking Tape um alle Seiten herum. DAs hat immer gut funktioniert. Und als Unterlage habe ich spezielle 3mm Pressplatten mit Alubeschichtung auf beiden Seiten. Frueher hatte ich einen Registrieransatz den ich aber spaeter entfernte weil Masking Tape viel besser funktioniert. > > Nervender ist eher, daß man beim Bohrerwechsel die Pumpe nicht > abschalten kann, weil die Platine sonst verrutscht. Die Thomas WOBL > Pumpe ist laut. Ich hätte gerne einen automatischen Werkzeugwechsler :-) Das habe ich schon fast vermutet. > > Zudem nervt GRBL, weil ich NC Files für jeden Bohrerdurchmesser > generieren muss. Bevorzugt nur 1. Ja. Bei mir bleibt die SW für den Werkzeugwechsel stehen und fordert mich auf das entsprechend neue Werkzeug zu installieren. > > Gerhard O. schrieb: >> Wie registriert Du die LP bei doppelseitiger Bearbeitung? > > Ich mache keine doppelseitige Bearbeitung :-) Die gehen dann an jlcpcb. OK;-) > > Gerhard O. schrieb: >> Trotzdem hat es wenig Sinn ein perfekt funktionierendes System >> wegen hohen Alters wegzuwerfen. Funktionell erfüllt jedes Glied in der >> Kette die Anforderungen die gestellt werden. > > Jein. > Wenn man effektiv damit sein Geld verdienen muss, schon. > Wer als Fabrik heute noch Platinen fertigt wie vor 2000, > der ist halt nicht mehr konkurrenzfähig. Dankeschön für die Beantwortung meiner Fragen. Naja. Ich mach es ja auch nur als Hobby und niemals erwerbsmäßig. SMD-LP lasse ich grundsätzlich herstellen. Eigene LP mache nur noch für THT Nostalgieprojekte und wenn was Einfaches schnell gehen soll. Ich mach ja auch nicht nur LP. Oft fallen auch mechanische Sachen an wie Zahnräder, Beschriftungen, Flache Konturteile. Da macht es schon Spaß so ein Werkzeug Zuhause haben.
Gerhard O. schrieb: > Dagegen ist MSDOS HW Was ist den MSDOS HW? MS-DOS ist ein Betriebssystem - soweit mir das bekannt ist.
Michael B. schrieb: > Gerhard O. schrieb: >> Trotzdem hat es wenig Sinn ein perfekt funktionierendes System >> wegen hohen Alters wegzuwerfen. Funktionell erfüllt jedes Glied in der >> Kette die Anforderungen die gestellt werden. > > Jein. > Wenn man effektiv damit sein Geld verdienen muss, schon. > Wer als Fabrik heute noch Platinen fertigt wie vor 2000, > der ist halt nicht mehr konkurrenzfähig. Platinen zu fräsen halte ich durchaus für nützlich, vor allem Adapter-Leiterplatten. Da muss man dann keine Woche drauf warten sondern kann sofort loslegen. Geht ja nicht unbedingt um die Massen-Produktion sondern um Prototypen.
Angehängte Dateien:
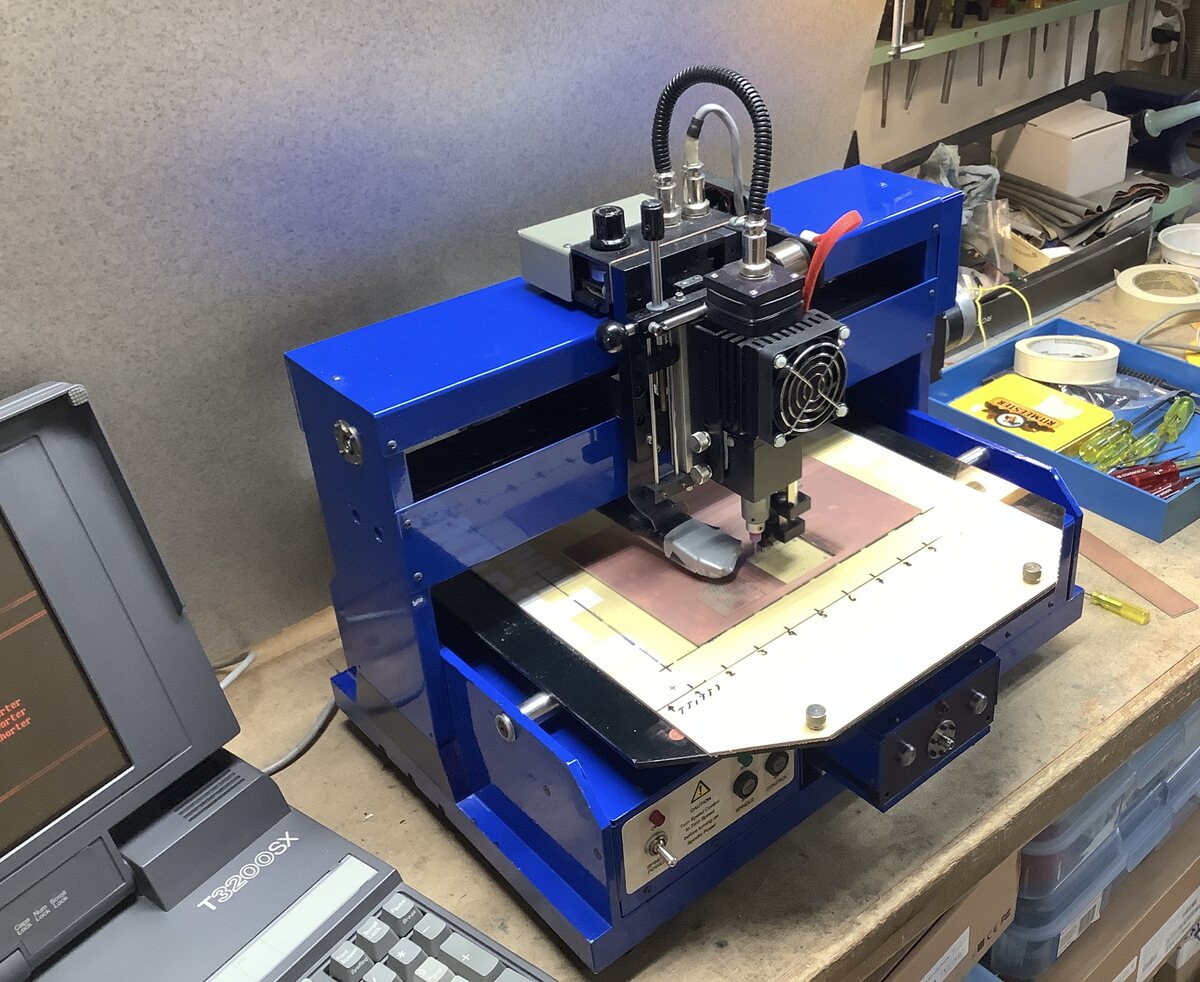
Wenn es Euch interessiert, ist hier ein Bild meiner "verpönten" alten Maschine Anno 1995-6. Wiegt 40kg. Allegro A3917 Motor Treiber sind da eingebaut. Vorher waren L298 Treiber drin, aber die Motoren zischten im Ruhestand. Die 3917 machen das nicht. Spindle geht bis 60kRPM und ist ein 500W BLDC Typ. Spindellager sind Keramik. Metallkugellager fingen bei bestimmten Drehzahlen zum Flattern an und waren bei den hohen Drehzahlen unbrauchbar. Der Abstandstylus ist poliert um Verkratzen der LP zu vermeiden. Für weiche Bearbeitungsobjekte stecke ich eine passende PTFE Buchse über den Stift. Mit diesen System wird die Frästiefe präzise eingehalten. Grate lassen sich durch Einsatz von Qualitätsfräsern lange komplett vermeiden. Die billigen China Engravers verschleissen relativ schnell und machen Grate.
Markus J. schrieb: > Wie schnell fräst Du damit? mm/min? Hallo Markus, hier sind ein paar Daten von der Maschine: Milling: 700mm/m - Typisch beste Arbeitsgeschwindigkeit mit professionellen "V"-Fräsern. Routing: 150mm/m (Board Outlines, Slots) Relocation: 1200mm/m (Traversen) (Einstellbar von 150mm/m bis 3000mm/m, allerdings machen da die Motoren im Augenblick bei mehr wie 1200mm/m nicht mehr mit) Beschleunigung ist parametrisierbar Auflösung: 6.35um (4000s/Zoll) (Doppelgang Leitspindel mit 0.2" Steigung) Arbeitsbereich: 30x23cm Gemessene Wiederholgenauigkeit < 0.025mm Leitspindelgenauigkeit über 30cm: <0.25mm Spindelmotor: 5-60KRPM kontinuierlich einstellbar mit 500W 3-Ph. BLDC (50V/10A) Flugzeugmotor mit BeCu Achse; Lüfter und Kühlrippen gekuehlt Spindellager sind keramisch Spindel ist Eigenbau Collet Typ mit gemessen <0.005mm Unrundlauf Die Z-Achse kann bis zu 120 Hits/m, Normalerweise ist es für einen guten Kompromiss an Schnittgeschwindigkeit auf 80H/m eingestellt. Die Z-Achse ist Motor angetrieben und hat ein Cosinus Bewegungsprofil um sanftes Bohren zu ermöglichen. Das verhindert Stöße wie sie bei Magnetaktuatoren meist vorkommen wenn da nicht genug gepolstert wird. Das Cosinus Profil ermöglicht sanftes Anfahren vom Stillstand und sorgt für kontrolliertes Durchgleiten des Bohrers mit einer definierten Geschwindigkeit um beim unteren toten Ende wieder auf Null zu geraten. Dieses Bewegungsprofil verhindert unnötige vertikale Beschleunigungskräfte. Die Z-Achse schnurrt übrigens wie eine zufriedene Katze beim Bohren und ist vollkommen stossfrei. Die Geschwindigkeiten sind für jeden Arbeitsgang parametrisierbar. Die Motortreiber und Mechanik schafft bis um 1200mm/m bevor die Gefahr besteht Schritte zu verlieren. Mit höherer Motor Betriebsspannung könnte man das vielleicht verbessern. Es wäre interessant Closed Loop Stepper Drivers und Motoren auszuprobieren. Mikroschritt Modus mit den A3917 war leider nicht erfolgreich weil dann je nach Drehmomentanforderungen Schritte akkumulativ verloren gehen. Gerhard
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.