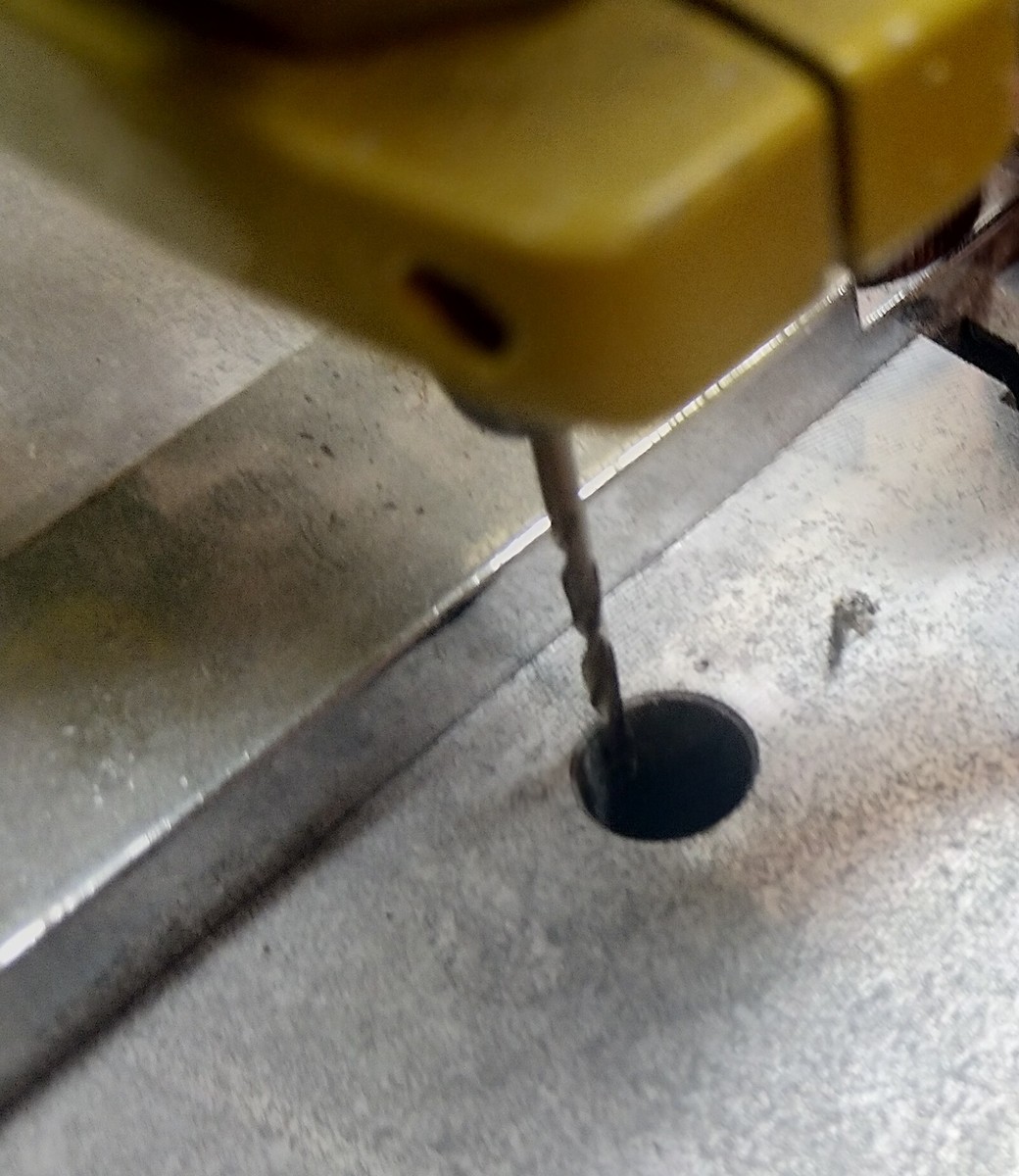
Hallo zusammen, mein beschissener Bohrständer regt mich auf. Gekauft habe ich ihn mal zum Platinenbohren, mittlerweile ist das Teil aber anscheinend vom Rumstehen schief geworden?! Siehe Bild. In der Tischplatte ist eine Aussparung für den Bohrer. Soweit sinnvoll, aber diese Aussparung ist nicht mal ansatzweise mittig!!! Kann man sowas nicht herstellen oder ist das Gammelstahl aus dem hintersten Eck Chinas? Woher sollte sowas kommen?!
Angehängte Dateien:
-

IMG_20200606_232224_2.jpg
230 KB
Angehängte Dateien:
-

IMG_20200606_233144_2.jpg
230 KB
Der Konstrukteur hat wahrscheinlich in seiner Lehre gepennt!
M. Agnet schrieb: > Siehe Bild. In der Tischplatte ist eine Aussparung für den Bohrer. > Soweit sinnvoll, aber diese Aussparung ist nicht mal ansatzweise > mittig!!! Du schreibst ja nicht, um was für einen Ständer es sich handelt? Beim MB200 drehe einfach den Ständer etwas um seine Achse, dann passt das schon. M. Agnet schrieb: > Der Konstrukteur hat wahrscheinlich in seiner Lehre gepennt! Wieso? Auf dem ausgesprochen miesen Foto ist nichts negatives zu erkennen. Eigentlich ist heute schon Samstag?
Guido B. schrieb: > Beim MB200 drehe einfach den Ständer etwas um seine Achse, dann passt > das schon. Das Lustige ist, dass ich genau das schon gemacht habe, Ergebnis siehe Bild. Bisschen Fertigungstoleranz, gut, aber doch nicht 5 mm. Das hätte ich ja besoffen und freihändig genauer gebohrt.
Und warum hast du dich nicht aufgeregt, als das Teil neu war?
M. Agnet schrieb: > Woher sollte sowas kommen?! Bei dem Proxxon-Teil, das ich habe, ist der Ständer schwenkbar und muß auf das Loch zentriert werden.
Aber nicht hin und her. Entweder hat sich mal jemand draufgesetzt oder die Bohrmaschine muß einfach neu eingespannt werden.
michael_ schrieb: > Aber nicht hin und her. Aber sicher doch! Vor allem weil hier keiner weis um welchen Bohrständer es den überhaupt geht..... Troll o. Trottel!?
Soviel gibt es da nicht, wo die Bohrmaschine eingespannt wird. Aber egal. Entweder war es neu schon so oder jemand hat mit roher Gewalt den Ausleger verbogen.
M. Agnet schrieb: > diese Aussparung ist nicht mal ansatzweise mittig!!! Dein Bildausschnitt ist beschissen, kein Mensch weiß, was gemeint ist. Ist die Bohrung nicht mittig, oder zu weit vorne oder hinten?
Hi >Soweit sinnvoll, aber diese Aussparung ist nicht mal ansatzweise >mittig!!! Ich kann meine Proxxon Bohrständer sogar soweit verdrehen, das ich in die die Platte bohren kann. MfG Spess
M. Agnet schrieb: > Siehe Bild. In der Tischplatte ist eine Aussparung für den Bohrer. > Soweit sinnvoll, aber diese Aussparung ist nicht mal ansatzweise > mittig!!! Das ist auch nicht das Ziel. Die Bohrung muss einzig so landen, dass der Bohrer die Aussparung nicht ankratzt. Sorry, bei dir scheint etwas mechanisches Grundverständnis zu fehlen.
michael_ schrieb: > Aber nicht hin und her. In Umfangsrichtung relativ zur vertikalen Achse des Ständers. Dazu muß man die beiden Schrauben lösen, mit denen man das Ding auch höhenverstellen kann.
Das gibt bei Proxxon zwei Anwenderprobleme:
1. Leute die in der Firma ein 100kEuro Bearbeitungszentrum gewohnt
sind,
Werkzeugmacher, Dreher oder sowas gelernt haben und
sich aufregen das ein 100Euro Bohrstaender von anderer Qualitaet ist
als das Zeug das ihr Chef bezahlt hat.
2. Die die ohne jede mechanisches Ausbildung oder Gefuehl fuer Mechanik
dumm rumbasteln.
Ich empfehle sich irgendwo in der Mitte zwischen diesen beiden Extremen
aufzuhalten. Dann ist Proxxon ganz brauchbar. Nicht alles von dieser
Firma ist fuer jeden Einsatzzweck gut, aber in der Regel bin ich sehr
zufrieden.
Olaf
> Re: Beschissener Proxxon-Bohrständet, normal?
Das Niveau des µCNets in einem Betreff zusammengefasst. Genial!
M. Agnet schrieb: > Soweit sinnvoll, Ne, eben nicht, weil so ein Grat beim Durchbohren entsteht und bei Leiterplatten im schlimmsten Fall ein Lötauge abreist. Man legt oder klebt eine Platte (Holz, Kunststoff, Metall oder anderes festes drunter wo man Bedenkenlos rein bohren kann. So macht es der Profi. M. Agnet schrieb: > Der Konstrukteur hat wahrscheinlich in seiner Lehre gepennt! Da du vermutlich ein Geizkragen bist, der sich nichts Besseres leisten kann oder will, kannst du davon ausgehen, das der Artikel aus einem Billiglohnland kommt, die so was wie eine Lehre gar nicht kennt. M. Agnet schrieb: > Kann man sowas nicht herstellen oder ist das Gammelstahl aus dem > hintersten Eck Chinas? Schau mal, welche Vielfalt es da gibt: https://www.google.de/search?hl=de&tbm=isch&source=hp&biw=1600&bih=1070&ei=3qzcXsuiIKWblwSU6YXQBw&q=Bohrmaschinenst%C3%A4nder+proxon&oq=Bohrmaschinenst%C3%A4nder+proxon&gs_lcp=CgNpbWcQAzoFCAAQsQM6AggAOgYIABAIEB46BAgAEBhQ4QNY5XtgjYcBaABwAHgAgAHoB4gB9mOSAQ8wLjMuNS41LjQuNy4zLjGYAQCgAQGqAQtnd3Mtd2l6LWltZw&sclient=img&ved=0ahUKEwjLiZrmq-_pAhWlzYUKHZR0AXoQ4dUDCAY&uact=5 Ob das dafür verantwortliche Bauteil überhaupt aus Stahl ist, wäre auch eine Kostenfrage. Wenn du allerdings nicht ordentliche Bilder oder Antworten auf Einlassungen lieferst, kann man dir nicht helfen. Wie alt bist du eigentlich? Dreizehn? Kommt mir wieder mal wie ein Kindergartenthread vor.
;) schrieb: > Da du vermutlich ein Geizkragen bist, der sich nichts Besseres > leisten kann oder will Du kannst längst nichts gescheites mehr kaufen, weil der Chinese mit seinem Billigplunder jegliche Qualität vom Markt verdrängt hat. Also kaufst du Billigplunder oder du lutscht am Daumen. Such es dir aus.
Meine Doofvariante: Dreh mal am Bohrfutter. Ist der Spiralbohrer tatsächlich zentrisch im Bohrfutter gespannt? Mir passiert ab und an wenn ich blindlings Bohrer einspanne, dass dieser exzentrisch zwischen bloss 2 von 3 Backen des Bohrfutters gegriffen wird. (kleine Proxxon 50W wie auch Akkuschrauber diverser anderer Marken) Ich hab auch ein ähnlich ausschauneder (Foto zeigt ja nur kleiner Ausschnitt!) Bohrständer v. Proxxon und so weit weg von der Lochmitte ist die Flucht der Bohrspindel nicht angeordnet (vllt. 1mm?) Die Gussteile von Proxxon sind laut Werbung "oberflächenverdichtete Alulegierung" (whatever). Wenn also DEINE Bohrständergrundplatte im Mass zw. Säule und Loch daneben ist, dürften es auch abertausende andere sein. Ein dazu passender Shitstorm im Internet dürfte nicht unauffindbar bleiben. Entweder ist bei Dir aus welchen Gründen auch immer etwas nicht mehr im Sinne des Herstellers richtig montiert oder abartigst verbogen dass AUCH die Bohrspindel augenfällig von der Lotrechten abweichen müsste... Mehr Bild, bitte! Mehr Fotos + genaue Bezeichnnungen der verwendeten Proxxonartikel sind zur detaillierteren Hilfestellung fällig.
Hi >genaue Bezeichnnungen der verwendeten Proxxonartikel sind >zur detaillierteren Hilfestellung fällig. Das ist ein MB 200. Da könnte auch die Winkelverstellung falsch eingestellt sein. MfG Spess
spess53 schrieb: > Da könnte auch die Winkelverstellung falsch eingestellt sein. Aber nur rechts / links oder? Vermutlich eher "unintelligent" eingespannt :-) -> Troll!
Beitrag #6293616 wurde von einem Moderator gelöscht.
spess53 schrieb: > Da könnte auch die Winkelverstellung falsch eingestellt sein. Eher wird die Spannvorrichtung an der Säule ein wenig versetzt gespannt sein. Der Hersteller hätte da ruhig eine Passfeder mit Nut o.ä. einarbeiten können, aber das war dem wohl zu teuer. Wenn der Spalt schon ausgereizt ist, kann auch die Klemmkraft nicht mehr ausreichen und mit jedem Hub, verdreht sich der Maschinenhalter etwas mehr. Da kann man die Schrauben auch anziehen wie man will, der Halter verdreht sich trotzdem. Man kann das wieder gangbar machen, indem man den Schlitz nacharbeitet, z.B. mit einer Säge oder dünnen Flachfeile. https://www.fluidonline.de/proxxon-28600-micromot-bohrstaender-mb200-mit-schwenkbarem-ausleger_3185_3653 (Viertes Bild)
Den MB200 habe ich auch. Und ich finde den prima. Allerdings sieht meiner auch nicht so versaut aus wie auf den 2. Foto -/- Beitrag des TO. Und das obwohl ich ihn GEBRAUCHT vor ca. 8 Jahren gekauft habe. Das erste was ich mach würde wenn mir den einer schenkt wäre ihn mal zu reinigen, das zerfetzt Maßband ändern, und alles mal sauber machen. Was bedeutet demontieren und sauber wieder neu zusammenbauen. Und ein paar Tropfen Öl o.ä. an den richtigen Stellen ist auch keine schlechte Idee. Kleiner Hinweis : Der Support von Proxxon ist klasse. Meine KS-230 (war mit in den gebrauchten Paket) hat Probleme gehabt. Der Support hat mir eine Anleitung mit Zeichnung geschickt. Ich habe das Teil demontiert, der Antriebsriemen war "zu glatt". E-Mail mit Preisanfrage. Beantwortet in 3 Stunden. Angebot war klasse. Sofort bestellt und innerhalb 3 Tagen im Briefkasten auf Rechnung. UND ICH BIN PRIVATKUNDE. DAS nenne ich ein klasse Support. Hat mich motiviert mir noch einige Teil von Proxxon zu kaufen. Also einfach wegen Bauplänen -/- Ersatzteilen(ist meist in der Anleitung) da mal anfragen. !! Ist keine Werbung. Aber man sollte so seltene Fälle auch mal loben. Besonders wenn mich einer überrascht und das passiert sehr sehr selten. Gruß Pucki
Alexander K. schrieb: > Kleiner Hinweis : Der Support von Proxxon ist klasse. Kann ich nur bestätigen. Alexander K. schrieb: > Ist keine Werbung. Aber man sollte so seltene Fälle auch mal loben. > Besonders wenn mich einer überrascht und das passiert sehr sehr selten. Dito, nur wirklich überrascht war ich nicht. Ähnliches kenne ich von Siemens, Mile..... und nochn halbes Dutzend die mir grad nicht einfallen. Man(n) muss sich nur trauen.....
HI >Eher wird die Spannvorrichtung an der Säule ein wenig >versetzt gespannt sein. Du kennst das Teil aus eigener Erfahrung? >Da kann man die Schrauben auch anziehen wie man will, der Halter >verdreht sich trotzdem. Ich kann dir sagen da verdreht sich, auch ohne deinem ulkigen Vorschlag, garnichts. MfG Spess
;) schrieb: > Ne, eben nicht, weil so ein Grat beim Durchbohren entsteht und > bei Leiterplatten im schlimmsten Fall ein Lötauge abreist. > Man legt oder klebt eine Platte (Holz, Kunststoff, Metall oder > anderes festes drunter wo man Bedenkenlos rein bohren kann. > So macht es der Profi. Ich besitze eine professionelle Platinenbohrmaschine. Da muss nichts untergelegt werden, die VHM Bohrer bohren sich problemlos ohne Druck durch die Leiterplatte, ohne Grate zu erzeugen, ohne Lötpads abzureißen. Damit sind problemlos 60 Löcher pro Minute machbar. Die Maschine ist aber natürlich nicht vergleichbar mit einem Proxxon Bohrständer.
Angehängte Dateien:
-

IMG_20200607_155359_2.jpg
240 KB
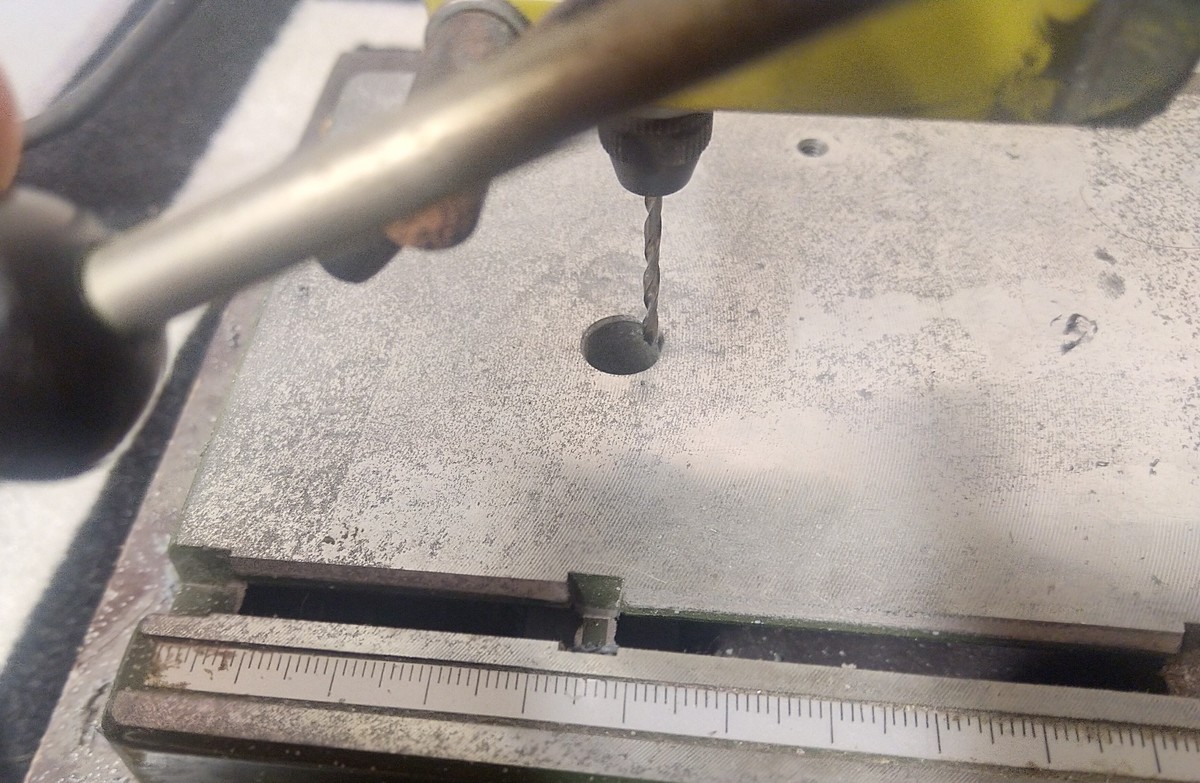
Hier sieht man nochmal, wie ungenau das Ding gebohrt wurde! Was soll das bitte sein? Halbwegs mittig hätte es schon sein dürfen. Da hat sich auch keiner draufgesetzt, und Maschinenbauteile wurden da auch keine drauf gefräst. Das ist der MB200, und ein IBS/E. Der IBS ist toll, der Bohrständer dagegen offensichtlich eine Fehlkonstruktion. Verdrehen auf der Achse nutzt da nichts, weil davon der Bohrer nicht weiter vor kommt. Da müsste er aber hin, damit er mittig ist. Genauso wenig hilft Schrägstellen. Das bringt den Bohrer auch nicht mittiger. Ja mei, der Bohrständer sieht nicht mehr neu aus. Er wird halt auch nicht in die Vitrine gestellt, sondern benutzt. Weiß gar nicht, was andere immer mit ihrem Putzfimmel an Werkzeugen haben. Saubere Werkzeuge zeigen nur, dass sie nicht genutzt werden.

M. Agnet schrieb: > Verdrehen auf der Achse nutzt da nichts, weil davon der Bohrer nicht > weiter vor kommt. Öhm, einen Kreisbogen hast du aber schon mal gesehen?
Selber schuld, wenn man sich so Gelump kauft. Meine beiden Aciera Bohrmaschinen waren gebraucht auch nicht viel teurer, dafür aber Schweizer Qualität und kein so Chinamüll. Kauf dir ne 2TF1, die ist ähnlich gross und dreht mit knapp 13000rpm, d.h die perfekte Platinenbohrmaschie.
M. Agnet schrieb: > Saubere Werkzeuge > zeigen nur, ... das man sein Werkzeug wertschätzt und lange halten soll. Dagegen sieht meiner wie Neu aus, obwohl er mindestens min 8Jahre alt ist. Da es keine Verstellung in der Form gibt die Neigung nach vorn/hinten Einstellen zu können war es wohl schon immer so. Wenn nicht bleibt nur eine vollständige Reinigung und Einstellung der Führung/en. Steht die Stange noch rechtwinklig in der Platte? Schau mal drunter ob die Aufnahme nicht ggf gebrochen ist. Allerdings musste es dann wackeln
M. Agnet schrieb: > Hier sieht man noch den eingebauten IBS/E. Ämm... ja ähhh... SORRY! :/ Scheint ein echtes Montagsmodell zu sein. Bei dem Preis kann das schon mal vorkommen... denke ich.
Ich würde mich schämen, solche Bilder einer verdreckten Maschine zu präsentieren. Um damit Fehler des Herstellers zu dokumentieren. Was glaubst du, was der Rost an der Säule beim klemmen für Fehler verursachen kann? Wie lange muß das arme Ding im Regen gestanden haben?
Ich habe auch einen MB200, und bei dem sitzt die Bohrung dort, wo sie auch sein soll. Der sieht allerdings auch ansonsten nicht so abgeranzt aus wie das hier bemängelte Exemplar. Also, vielleicht ist das ein Montagsmodell - aber dann ist das Loch schon seit vielen Jahren an der falschen Stelle, die Dinger wandern nicht von alleine in der Gegend herum. Alexander K. schrieb: > Kleiner Hinweis : Der Support von Proxxon ist klasse. Meine KS-230 (war > mit in den gebrauchten Paket) hat Probleme gehabt. Der Support hat mir > eine Anleitung mit Zeichnung geschickt. Ich habe das Teil demontiert, > der Antriebsriemen war "zu glatt". E-Mail mit Preisanfrage. Beantwortet > in 3 Stunden. Angebot war klasse. Sofort bestellt und innerhalb 3 Tagen > im Briefkasten auf Rechnung. Teo D. schrieb: > Kann ich nur bestätigen. Kann ich ebenfalls bestätigen.
Guido B. schrieb: > Öhm, einen Kreisbogen hast du aber schon mal gesehen? Der Bohrer ist genau in der Mittellinie. Da kann ich rumdrehen wie ich will, deshalb wird der Radius nicht größer! michael_ schrieb: > Was glaubst du, was der Rost an der Säule beim klemmen für Fehler > verursachen kann? Ich bin ganz Ohr! Hau raus. Der Rost ist also daran schuld, dass die Linie aus Aufnahme und Bohrloch nicht fluchtet? Das Teil stand nicht im Regen, sondern neben der Ätzmaschine.
M. Agnet schrieb: > Saubere Werkzeuge > zeigen nur, dass sie nicht genutzt werden. Oder das sie nicht gepflegt werden. Bei der eigenen Wohlstandsmühle wird ein Vermögen für die Waschstraße ausgegeben und stundenlang poliert aber wenn ein Werkzeug billig war, wird es auch billig behandelt. Nachdem durch ein geeignetes Bild etwas mehr Klarheit über das Problem vorliegt, kann man ja vorschlagen, ob man nicht ein 2-2,5mm Blech zwischen die hintere Neigungsachse einbauen kann. Dann würde der Bohrer wohl wunschgemäß mittig sitzen. Ansonsten sehe ich da wenig Alternativen.
Wenn man so ein Problem hat, müsste man zuerst mal z.B. mit einem Geodreieck o.ä. kontrollieren, ob die Tragesäule noch rechtwinklig auf der Bodenplatte montiert ist. Der Rost sollte unbedingt mindestens durch ein paar Tropfen Öl gestoppt werden. MfG
;) schrieb: > Ansonsten sehe ich da wenig Alternativen. Rundfeile raus und ein Langloch gefeilt. Danach aber die Feile putzen, damit die nicht so runtergeranzt aussieht wie der Spielzeug-Bohrständer.
;) schrieb: > wenn ein Werkzeug billig war, wird es auch billig > behandelt Das macht aber nicht jeder.
HabNix schrieb: > ob die Tragesäule noch rechtwinklig auf der Bodenplatte montiert ist. Wenn mich mein Auge nicht täuscht ist die Tragesäule schief.
René H. schrieb: > Wenn mich mein Auge nicht täuscht ist die Tragesäule schief. Ich glaube auch nicht, dass die original ist. Bei meiner ist jedenfalls oben keine Zentrierbohrung für die Drehbank drin (und auf den Produktfotos auch nicht). Gruß, Bernd
Ich glaube nicht, dass sich mein Auge täuscht. Das Ding ist krumm. Da kann es auch nicht passen.
Ist die ueberhaubt normalerweise aus Vollmaterial und nicht nur ein Rohr? Selbst bei meinem BFB2000 ist es nur ein Rohr. Und das Teil sieht erbaermlich aus. Wie man Werkzeug nutzen kann ohne da ab und an mal mit einem oeligen Lappen rueber zu gehen ist mir ein Raetsel! Eindeutig Kategorie 2 in meiner obigen Aufzaehlung. Hier koennt ihr mal sehen wie 100Jahre altes Werkzeug aussieht wenn es ordentlich gepflegt wird: https://www.youtube.com/user/Abom79/videos Adam ist sowieso cool. Er hat 400000 Leute die ihm beim drehen und fraesen zuschauen. Fuer jemand der eine deutsche Ausbildung genossen hat ist es immer wieder faszinierend wie seine imperialen Gedanken in inch rechnen. :-D Olaf
Ich hab ne Flott Modellbau Standbohrmaschine für 1000€. Mit der passiert sowas nicht ?
BTW: Haben professionelle Bohrständer nicht eine Art "Zahnradführung" mit der man den Bohrschlitten vernünftig arretieren kann? Und die haben auch nicht so eine popelige Schraube zum Fixieren der Bohrmaschine.
> nicht so eine popelige Schraube zum Fixieren der Bohrmaschine.
Aber sowas gibt es dann halt nicht fuer unter 100Euro. .-)
Mein BFB2000 ist auch weit von dem entfernt das man von FLott kaufen
kann. Aber kostet halt auch nur 150Euro. Ich halte den BFB2000 fuer zum
zuhause rumbasteln fuer das kleine akzeptable uebel. Weniger wuerde ich
nicht haben wollen.
Olaf
M. Agnet schrieb: > mein beschissener Bohrständer regt mich auf. Hab mir mal eben 3 Videos zu diesem Ständer angekuckt; ja, der ist tatsächlich so beschissen gefertigt. Sieht scheiße aus, dürfte beim Platinen bohren aber nicht stören.
Angehängte Dateien:
-

IMAG1716-1.jpg
100 KB
Hab gestern noch mein MB200 von unten geknipst, dabei leider vergessen ein Bohrer durchgucken lassen. Jedenfalls hat die Grundplatte als Gussteil Versteifungsstege und das Loch auch einen Versteifungskragen mitgegossen. Ditto beim Aufnahmeloch der Säule. Ich hatte das so im Kopp und das hat mich zum Nachschauen veranlasst. Nun wär's interessant zu sehen, ob bei M.Agnets Grundplatte die Löcher auch mittig in den angegossenen Versteifungen gelandet sind. Ich denke es ist eher unwahrscheinlich dass verschiedene Gussformen im Umlauf sind resp. B-Ware oder Ausschuss in den Umlauf gelangt sind. Ebenso dass Varianten von MB200 gemacht wurden, bei denen das Distanzmass Säule-Loch anders ist denn dass muss ja zu den oberen Gussteile passen welche den Motor aufnehmen/schwenken/senken. Ich kann mir auch nur schwer vorstellen dass bei der, ich nehme an wg. Kosten automatisierten, spanabhebenden Nachbearbeitung des Gussteils seltene Exemplare das Distanzmass vergeigt bekommen. (Ok man weiss nie: auch den besten Häuser passieren banale Qualitätsprobleme, bloss seltener als anderen aber eben nicht gar keine) Zentriermarkierung an Säule: habe da gestern ebenfalls nicht darauf geachtet, meine aber mich zu errinnern dass bei mir nur 1 ist (unten, s. Bild - vom Bearbeitungsablauf den ich mir vorstelle dürfte das ja auch reichen f. diese Preis-&Präzisionsklasse). FullACK dass es weder Aciera noch swiss-made im selben Preissegment gibt (streichle-zärtlich-meine-10T). Zerspanungsmaschinen gehören nunmal nicht neben Ätzanlagen, Ablauge- und Malaktivitäten. Maximal neben Kochfeld/Fritteuse wo immerhin Öl u. Fett rumspritzt ;-) (Einfach mal Dampfabzug i.d. Küche demontieren...)
Ist doch das geringste Problem, einfach mit einer Feile ein Langloch machen. Ich habe auch so ein Bohrständer, was mich aber stört ist die zu hohe Reibung beim hoch und runter bewegen. Das ist auch eine Fehlkonsruktion, da hilft kein Fett und kein Öl.
Einen neuen Bohrständer kaufen. Diesmal einen Vernünftigen, dabei nicht vom Preis blenden lassen.
;) schrieb: > René H. schrieb: >> Diesmal einen Vernünftigen... > > Beispiele? Was ist denn Vernünftig? Vernünftig ist, den Bohrständer vor Gebrauch mal auszuprobieren und anzufassen. Also eher kein Onlineversand sondern Eisenwarenhändler vor Ort. (falls man den nicht bereits durch unvernünftigen Gebrauch vom Online-Handel ruiniert hat)
Nicht zu billig. Teuer muss auch nicht sein. Der Preis alleine sagt nichts. Und Kundenrezensionen bei Amazon und Co. sagen auch nicht viel. Man kann im Internet danach suchen und dann z.B. hier nach Erfahrungen fragen.
Sind in der Schwalbenschwanzführung noch die Gleitlagerplättchen vorhanden? Wenn nein, könnte das den Versatz nach hinten erklären. Möglicherweise fehlt auch im Drehgelenk ein Zwischenlager.
Naja, wenn man will kreist man da mal ein. Erst mal die Rechtwinkligkeit der Säule überprüfen. Entweder Winkel oder halt Rahmenwasserwaage. Wenn das passt ist die Säule schon mal raus. Drehaufname abbauen. Fläche messen. Dann den Schwalbenschwanz. Das sieht nicht sonderlich viel aus. Dann mal ein Rundmaterial an der Stelle des Motores rein. Dort die Messung wiederholen. Nicht dass deine Bohrmaschine die Banane ist...
René H. schrieb: > Einen neuen Bohrständer kaufen. Diesmal einen Vernünftigen, dabei > nicht vom Preis blenden lassen. Ich hab die "Proxxon 28128 Tischbohrmaschine TBM 220" vor 6 Jahren für damals 135 Euro gekauft und bin zufrieden. Bohrer gehen nur bis ich glaube 5mm, reicht für mich aber. Notfalls kann man ein schon bestehendes Loch auch freihändig mit einer Handbohrmaschine aufweiten.
Mein Proxxon MB200 zeigt genau den gleichen Versatz von Bohrer zu Lochmitte. Das ist also kein Einzelfall, entweder ist das generell so, oder ist vielleicht nur eine Serie/Baujahr betroffen. Christian H. schrieb: > Sind in der Schwalbenschwanzführung noch die Gleitlagerplättchen > vorhanden? Wenn nein, könnte das den Versatz nach hinten erklären. > Möglicherweise fehlt auch im Drehgelenk ein Zwischenlager. Der Versatz ist in der Größenordnung von 2 mm, und ist nicht durch ein fehlendes Gleitlagerplättchen oder eine leicht schräge Säule (ist bei mir nicht der Fall!) zu erklären. Und das Loch in der Platte ist durch den Guss vorgegeben, und da ist kein Versatz zur gegossenen Randverstärkung zu sehen. Ich vermute, da hat es irgendwann eine Konstruktionänderung gegeben (entweder von Platte oder Ausleger), und man hat sich bei Proxxon entschlossen den Versatz in Kauf zu nehmen um Lagerteile noch weiter zu verwenden.
> Proxxon 28128 Tischbohrmaschine TBM 220
Kenne ich auch. Ist nach meiner Meinung zum Platinenbohren okay, aber
wegen
dem Riemenantrieb ziemlich laut. Und Drehzahlaenderung ueber Riemen
umlegen geht natuerlich, aber richtig doll ist anders.
Olaf
Teo D. schrieb: > M. Agnet schrieb: >> Hier sieht man noch den eingebauten IBS/E. > > Ämm... ja ähhh... SORRY! :/ > > Scheint ein echtes Montagsmodell zu sein. > Bei dem Preis kann das schon mal vorkommen... denke ich. Nö. Ausschuss ist keine Frage des Preises. Wenn das Gerät nicht maßhaltig ist, bekommt der Händler es zurück. Bei Gebrauchtkäufen kann das natürlich anders aussehen. Das hat dann aber auch nichts mit der Preisklasse zu tun.
M. Agnet schrieb: > Ja mei, der Bohrständer sieht nicht mehr neu aus. Er wird halt auch > nicht in die Vitrine gestellt, sondern benutzt. Weiß gar nicht, was > andere immer mit ihrem Putzfimmel an Werkzeugen haben. Saubere Werkzeuge > zeigen nur, dass sie nicht genutzt werden. Dein Bohrständer sieht einfach ungepflegt aus. Das läßt dann einfach nur Rückschlüsse zu, das Du mit Deinem Werkzeug nicht sonderlich sorgsam umgehst. Gebrauchsspuren sind ja OK aber Dein Bohrständer sieht einfach nur komplett ungepflegt aus. Wie einige hier schon geschrieben haben, wirk ab und an mal ein Tropfen Öl Wunder und hilft das sich kein Rost ansetzt. Der zerfetzte Maßstab spricht auch Bände. Natürlich geht auch mal was kaputt, wenn man mit Werkzeug arbeitet, dann muß man es eben reparieren. Der Bohrständer meiner alten Multimax ist mittlerweile über 40 Jahre alt, die Maschine selbst gibt es schon lang nicht mehr, aber so schlumprig sieht der nicht aus. Ich habe den Bohrständer jetzt umfunktioniert und nutze ihn mit einer Proxxon zum Leiterplatten bohren.
Matthias L. schrieb: > Also, vielleicht ist das ein Montagsmodell - aber dann ist das Loch > schon seit vielen Jahren an der falschen Stelle, die Dinger wandern > nicht von alleine in der Gegend herum. Das glaube ich nicht, so krumm bauen das noch nicht mal die Chinesen und auch wenn Proxxon nicht das Teuerste ist so einen Murks machen die nicht. Der geht mit seinem Werkzeug nicht sorgsam um und das ist das Ergebnis. Wer weis wofür der Bohrständer noch so herhalten mußte oder in welchem Schrotthaufen er sein Dasein fristen mußte. Jetzt ist halt irgend etwas verbogen.
Dünnbrettbohrer schrieb: > Hab gestern noch mein MB200 von unten geknipst, dabei leider vergessen > ein Bohrer durchgucken lassen. Gutes Bild (von wegen Bohrung) Kastel schrieb: > Mein Proxxon MB200 zeigt genau den gleichen Versatz von Bohrer zu > Lochmitte. Yo, meiner auch. Ist mir aber bisher nie aufgefallen. Habe mal ein 5.6mm Bohrer eingespannt. Passt und so groß werde ich vermutlich niemals damit bohren wollen.
Zeno schrieb: > Der geht mit seinem Werkzeug nicht sorgsam um und das ist das Ergebnis. Genau, nun trifft ihn die gerechte Strafe, das Loch ist jetzt wo anders. Bei guter Pflege wäre das Loch noch an der richtigen Stelle. > Jetzt ist halt irgend etwas verbogen. Genau, egal was für ein Pfusch ab Werk, der Kunde ist immer schuld. Übrigens: Zu was den Pfusch ab Werk beheben? Die Leute kaufen gerne Pfusch. Es dreht sich doch was und man kann Löcher machen. Die meisten Leute bemerken den Pfusch gar nicht, sondern freuen sich über billig.
Angehängte Dateien:
-

Beitrag.jpg
68 KB
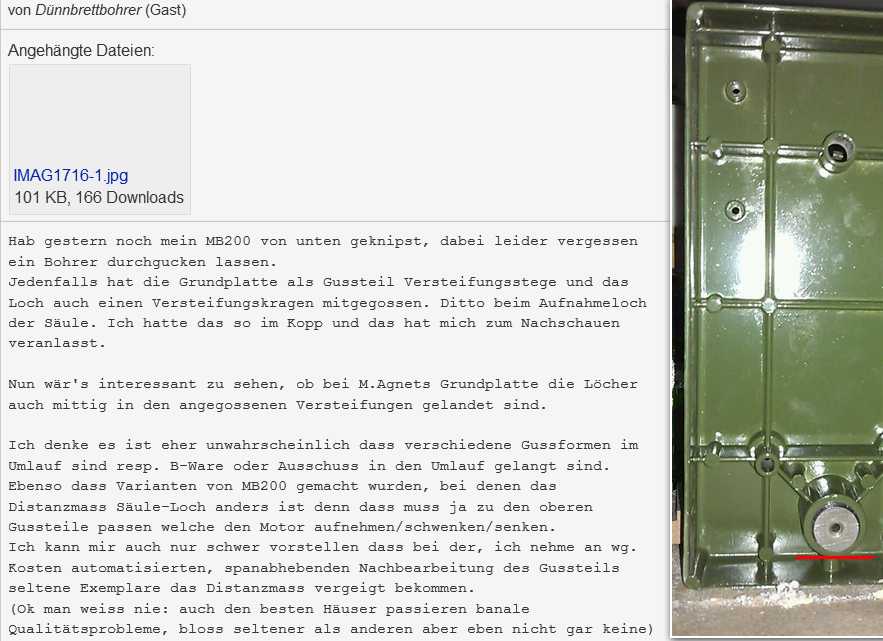
Nur eine Bemerkung ohne Sachverstand. Wo ich im Bild von Dünnbrettbohrer rot markiert habe kann es zu einem Riss kommen. Denn dort wird die Säule festgeklemmt mit einer Madenschraube, dort drin. Wenn es zu einem Riss kommt,beim anziehen oder mit der Zeit wegen Spannung, verzieht /destabilisiert sich vielleicht das ganze. Spannung ist ja dann auch vorhanden weil die Madenschraube Spannung erzeugt. . Aber in dem Maß verzogen? Und müsste ja eigentlich dem TO aufgefallen sein dass die Säule krumm steht, falls sie krumm steht
Olaf schrieb: >> Proxxon 28128 Tischbohrmaschine TBM 220 > > Kenne ich auch. Ist nach meiner Meinung zum Platinenbohren okay, aber > wegen dem Riemenantrieb ziemlich laut. Ich find's jetzt nicht übertrieben laut und nutze sie auch zum Bohren von Blechen, Kunststoff und Holz. > Und Drehzahlaenderung ueber Riemen > umlegen geht natuerlich, aber richtig doll ist anders. Ich nutze eh immer nur die geringere Drehzahl und bohre mit wenig Druck. Für gelegentlichen Einsatz völlig in Ordnung, sowohl vom Gebotenen als auch vom Preis her. Für mehr ist so ein Teil nicht gebaut, aber dann sollte man sich ohnehin in einer anderen Preisklasse umsehen.
Angehängte Dateien:
-

mb200-saeule.jpg
66 KB
Bastelwastel schrieb: > Steht die Stange noch rechtwinklig in der Platte? > Schau mal drunter ob die Aufnahme nicht ggf gebrochen ist. Mikel schrieb: > Und müsste ja eigentlich dem TO aufgefallen sein dass die Säule krumm > steht, falls sie krumm steht Kann es sein, dass die Säule in ihrem unteren Teil leicht verbogen ist (Bild im Anhang)? Falls das tatsächlich der Fall sein sollte, hätte ich sogar eine mögliche (wenn auch etwas abenteuerliche) Erklärung dafür. @ M. Agnet: Ändert sich der Versatz des Bohrers in der Aussparung, wenn du die Mechanik an der Säule weiter nach unten schiebst oder wenn du die Säule um 180° um ihre Achse drehst?
Yalu X. schrieb: > Kann es sein, dass die Säule in ihrem unteren Teil leicht verbogen ist > (Bild im Anhang)? > > Falls das tatsächlich der Fall sein sollte Da glaube ich eher an ne krumme Optik...
Yalu X. schrieb: > Bastelwastel schrieb: > > Kann es sein, dass die Säule in ihrem unteren Teil leicht verbogen ist > (Bild im Anhang)? > > Falls das tatsächlich der Fall sein sollte, hätte ich sogar eine > mögliche (wenn auch etwas abenteuerliche) Erklärung dafür... Nö wenn die Säule so verbogen wäre, dann würde der Bohrer am vorderen Lochrand auftreffen. Das ist die bekloppte Handyoptik. Old-Papa
Teo D. schrieb: > Da glaube ich eher an ne krumme Optik... Das dachte ich auch zuerst. Aber alle anderen Linien, die im Original gerade sind (bspw. die Kanten der Grundplatte des Bohrständers), sind auch im Bild gerade. Zumindest die Kameraoptik scheint also halbwegs in Ordnung zu sein. Old P. schrieb: > Nö wenn die Säule so verbogen wäre, dann würde der Bohrer am vorderen > Lochrand auftreffen. Nicht unbedingt. Wenn die Säule tatsächlich verbogen sein sollte, dann ist ziemlich sicher etwas anderes an dem Bohrständer ebenfalls schief.
Beitrag #6295300 wurde von einem Moderator gelöscht.
Beitrag #6295304 wurde von einem Moderator gelöscht.
Billigheimer schrieb: > Genau, nun trifft ihn die gerechte Strafe, das Loch ist jetzt wo anders. > Bei guter Pflege wäre das Loch noch an der richtigen Stelle. Das habe ich nicht geschrieben, aber besonders sorgsam geht er mit seinem Werkzeug nicht um. Ich würde mich schämen so ein Foto zu posten. Billigheimer schrieb: > Genau, egal was für ein Pfusch ab Werk, der Kunde ist immer schuld. Habe ich so auch nicht geschrieben. Billigheimer schrieb: > Übrigens: Zu was den Pfusch ab Werk beheben? Die Leute kaufen gerne > Pfusch. Es dreht sich doch was und man kann Löcher machen. Die meisten > Leute bemerken den Pfusch gar nicht, sondern freuen sich über billig. Wenn da von Anfang an schon so ein Versatz drin ist, dann ist das schon schlechte Qualität und ich hätte das gar nicht erst gekauft oder umgehend wieder zurück gegeben. Ich denke aber der Bohrständer ist ursprünglich nicht für die vom TO benutzte Bohrmaschine vorgesehen. Für die TBM220 paßt die Bohrung (s.hier https://www.youtube.com/watch?v=oq6axFvnxiI).Man nimmt einfach für verschiedene Maschinen/Aubauten die gleiche Grundplatte. Da der Bohrer auch mit der kleinen Maschine das Loch noch trifft hat man es einfach gelassen, auch wenn's optisch Scheisse aussieht. Man ja nur die Aufnahme für die Maschine etwas anders machen müssen und schon würde es passen. Man hat das Missgeschick einfach zu spät gemerkt und sich dann entschlossen das dennoch auszuliefern. Da dies von den Kunden offensichtlich so akzeptiert wird, beseitigt man den Mangel auch nicht.
Zeno schrieb: > Man hat das Missgeschick einfach zu spät gemerkt und sich dann > entschlossen das dennoch auszuliefern. Da dies von den Kunden > offensichtlich so akzeptiert wird, beseitigt man den Mangel auch nicht. Für wie blöd hältst du einen Hersteller, PROXXON? Zeno schrieb: > Der zerfetzte Maßstab spricht auch Bände. Wie kriegt man sowas kaputt? Und die Säule ist so vom Rost zerfressen. Totalschaden. Da hilft auch kein Öllappen. TO, kauf was Neues und mecker nicht rum.
michael_ schrieb: > Und die Säule ist so vom Rost zerfressen. > Totalschaden. Da hilft auch kein Öllappen. Nanana... Wenn man so eine Säule wenigstens einigermaßen fachgerecht entrostet und anschließend nachpoliert, dann wird sie noch jahrelang gute Dienste tun können. Das sind bei Proxxon ja keine echten Passungen wie bei EMCO, sondern eher H8 oder mehr von hause aus. Proxxon fertigt eigentlich recht hübsch anzuschauende Maschinchen, die dank ihrer relativen Kleinheit auch für Bastler in Frage kommen, die eben keine ausladende Werkstatt haben. Aber die Qualität bei Proxxon ist nicht gut, sondern oftmals ausgesprochen schlampig. Und viele Design-Details sind ausgesprochen undurchdacht. Beispiel gefällig? Ich selber hatte bei einer kleinen Bandsäge sowas erlebt: Der Motor (90 Watt lt. Manual) war durchgebrannt. Und warum? Erstens: der Motor ist eine geschlossene Konstruktion, ohne Luftlöcher, ohne Ventilator. Dazu ist er in eine dicht schließende Plastik-Kappe eingebaut. Also keinerlei Kühlung möglich. Und welcher Motor hat bittesehr einen Wirkungsgrad, der so hoch ist, daß es keine Verlustwärme gibt? Eben ne Fehlkonstuktion. Zweitens: bei beiden Umlenkrädern für das Sägeband waren die Naben etwa 0.5 mm länger als die Achsen, auf denen sie laufen sollen. Und stirnseitig an den Achsen befindet sich ne Schraube mit U-Scheibe... Sobald man die Säge einschaltet, werden beide Schrauben durch die Räder mitgenommen und ziehen sich an. Folge: Die Räder gehen fest. Das ist die derzeitige Proxxon-Qualität. Nachtrag: Nach Abdrehen der Radnaben auf Soll-Länge und Ersatz des Proxxon-Motors durch einen von Bühler und obendrein noch vertikales Ausrichten am Kipp-Block des oberen Rades läuft die kleine Bandsäge wieder und macht - voila - auch gerade Schnitte ohne zu verziehen und ohne Lärm zu machen. An der mechanischen Justage hat man es eben auch fehlen lassen. W.S.
W.S. schrieb: > die Qualität bei Proxxon ist nicht gut, sondern oftmals > ausgesprochen schlampig. > Und viele Design-Details sind ausgesprochen undurchdacht. So ist es und dem ist nichts hinzuzufügen. Auch ich habe einige zum Teil haarsträubende Negativbeispiele. Einzig die Micromot 50 ist ein feines Werkzeug und kann man empfehlen. Ansonsten war alles bisher gehabte Mistzeug.
Anti-Proxxer schrieb: > So ist es und dem ist nichts hinzuzufügen. Auch ich habe einige zum Teil > haarsträubende Negativbeispiele. Einzig die Micromot 50 ist ein feines > Werkzeug und kann man empfehlen. Ansonsten war alles bisher gehabte > Mistzeug. Mich würden Deine negativen Erfahrungen interessieren. Ich persönlich finde die Proxxon IBS/E durchaus gelungen - ist hier im Labor und in der Halle schon einige Jahre klaglos im Einsatz.
Chris D. schrieb: > Ich persönlich finde die Proxxon IBS/E durchaus gelungen - ist hier im > Labor und in der Halle schon einige Jahre klaglos im Einsatz. Ich glaube, viele Anwender vergleichen Proxon mit Maschinen, die normalerweise das fünf- bis zehnfache kosten. Da merkt man natür- lich schon, das es da Unterschiede gibt. Aber hier ist es ähnlich wie in der Messtechnik (Man misst nicht so genau wie möglich, son- der so genau wie nötig ). Für die meisten Anwendungen von solchen Geräten reicht die Proxon-Qualität völlig aus. Man sollte natürlich schon ein Gefühl dafür haben, welche Belastungen man einem solchen Gerät zumuten kann und welche nicht. Die gute Pflege solcher Geräte spielt natürlich auch eine Rolle!
Harald W. schrieb: > Man sollte natürlich > schon ein Gefühl dafür haben, welche Belastungen man einem solchen > Gerät zumuten kann und welche nicht. Da liegt ein Stück zölliges Rohr -dat nehm' wir als Verlängerung! Riesig ist des Mannes Kraft, wenn er mit Verläng'rung schafft!
Chris D. schrieb: > Mich würden Deine negativen Erfahrungen interessieren. Z.Bsp. die Toleranzen am Kreuztisch des Fräsbohrständers. An den Spindeln sind sehr große Toleranzen. Man kann die auch nicht nachjustieren. Aber wer Ahnung hat, kann damit umgehen. PROXXON ist für gelegentliche Hobbyarbeiten gedacht. Und da ist das Sortiment sehr gut. Der Preis auch. Keinesfalls darf man es mit Industrieanwendungen ins Verhältnis setzen. Die 8 - 16h durchlaufen müssen.
michael_ schrieb: > PROXXON ist für gelegentliche Hobbyarbeiten gedacht. > Und da ist das Sortiment sehr gut. > Der Preis auch. > > Keinesfalls darf man es mit Industrieanwendungen ins Verhältnis setzen. > Die 8 - 16h durchlaufen müssen. Wer hätte das gedacht. Das hätte ja niemand ahnen können. Ich arbeite sowohl mit Proxxon-Maschinen, als auch an hochmodernen Fertigungszentren. Im Preis-Leistungsvergleich schneiden die Proxxon-Maschinen nicht schlecht ab. Man darf halt keine CNC-Drehe für 280 kEUR erwarten, wenn man einen 500-Euro-Proxxon-Bomber kauft.
michael_ schrieb: > Chris D. schrieb: >> Mich würden Deine negativen Erfahrungen interessieren. > > Z.Bsp. die Toleranzen am Kreuztisch des Fräsbohrständers. > An den Spindeln sind sehr große Toleranzen. Du meinst hoffentlich nicht das Umkehrspiel? Falls doch: Das hat(te) jede konventionelle Werkzeug- maschine. Das ist also erstmal kein Qualitätsmangel. Jeder Zerspaner lernt in seiner Ausbildung, wie man korrekt mit der Maschine umgehen muss, damit die Werkstücke trotzdem genau werden.
Egon D. schrieb: > > Du meinst hoffentlich nicht das Umkehrspiel? > Falls doch: Das hat(te) jede konventionelle Werkzeug- > maschine. Das ist also erstmal kein Qualitätsmangel. Genaugenommen kann keine Maschine ohne Umkehr- oder Spiele in Spindeln und Führungen funktionieren. Die Kunst von Präzision ist, dieses möglichst klein zu halten. > Jeder Zerspaner lernt in seiner Ausbildung, wie man > korrekt mit der Maschine umgehen muss, damit die > Werkstücke trotzdem genau werden. So ist es. Selbst mit meiner Chinadrehe kann ich aufs Hundertstel genau drehen, obwohl die Umkehrpiele im Zehntelmillimeterbereich hat. Tipp: immer von der gleichen Fahrtrichtung her anfahren. Old-Papa
michael_ schrieb: > PROXXON ist für gelegentliche Hobbyarbeiten gedacht. > Und da ist das Sortiment sehr gut. > Der Preis auch. > > Keinesfalls darf man es mit Industrieanwendungen ins Verhältnis setzen. > Die 8 - 16h durchlaufen müssen. Ok. Das verlangt aber auch niemand. Man muss da schon Äpfel mit Äpfeln vergleichen - und da schneidet Proxxon nicht so schlecht ab. Die IBS/E ist auf jeden Fall mechanisch und von der Handhabung her viel besser als bspw. alle Orginal-Dremel, die ich bisher in der Hand hatte. Und das für wenig Geld. Old P. schrieb: > Egon D. schrieb: >> >> Du meinst hoffentlich nicht das Umkehrspiel? >> Falls doch: Das hat(te) jede konventionelle Werkzeug- >> maschine. Das ist also erstmal kein Qualitätsmangel. > > Genaugenommen kann keine Maschine ohne Umkehr- oder Spiele in Spindeln > und Führungen funktionieren. Doch, das gibt es schon - ansonsten wären moderne CNC-Maschinen nicht denkbar. Spielfreie und sich selbst nachjustierende Vorschubspindeln gibt es übrigens schon sehr lange. Hier werkelt eine, die auch nach 30 Jahren noch kein Umkehrspiel aufweist. Eine pfiffige Planetenradkonstruktion. Allerdings gibt es so etwas nicht für 500 Euro. > So ist es. Selbst mit meiner Chinadrehe kann ich aufs Hundertstel genau > drehen, obwohl die Umkehrpiele im Zehntelmillimeterbereich hat. Tipp: > immer von der gleichen Fahrtrichtung her anfahren. Ja, für manuelle Maschinen gilt das. Ich erinnere mich dann immer an meine drei Monate mechanisches Praktikum für das Studium. In der Firma wurde auch viel gedreht (damals noch auf konventionellen Maschinen) und ein Kollege war dabei, der ums Verrecken nicht seine wirklich ausgelutschte Drehbank polnischen Ursprungs hergeben wollte: er kannte die Spiele sehr genau und hat deswegen problemlos damit arbeiten können. Kein anderer kam damit zurecht :-D
Chris D. schrieb: > michael_ schrieb: >> > Ok. Das verlangt aber auch niemand. Man muss da schon Äpfel mit Äpfeln > vergleichen - und da schneidet Proxxon nicht so schlecht ab. Die IBS/E > ist auf jeden Fall mechanisch und von der Handhabung her viel besser als > bspw. alle Orginal-Dremel, die ich bisher in der Hand hatte. Und das für > wenig Geld. Einspruch! Nicht der billige Dremel ist das Original, sondern Proxxon. > Doch, das gibt es schon - ansonsten wären moderne CNC-Maschinen nicht > denkbar. Spielfreie und sich selbst nachjustierende Vorschubspindeln > gibt es übrigens schon sehr lange. Hier werkelt eine, die auch nach 30 > Jahren noch kein Umkehrspiel aufweist. Eine pfiffige > Planetenradkonstruktion. Allerdings gibt es so etwas nicht für 500 Darum schrieb ich ja auch "genaugenommen..." Denn mit sehr feinem Messzeugs wirst Du auch an Deiner 500k-Euro-Maschine ein Spiel vermessen können. Das wird sogar in den technischen Unterlagen angegeben. Spiel zu Null-Komma-Null-Null... kann es in der Technik nicht geben, das wäre dann fest. Damit sich Deine Planetenräder drehen, müssen sie Luft haben ;) Old-Papa
Old P. schrieb: > Einspruch! Nicht der billige Dremel ist das Original, sondern Proxxon. Wie auch immer - auf der einen Seite erhält man jedenfalls wesentlich mehr für das gleiche Geld :-) > Darum schrieb ich ja auch "genaugenommen..." Denn mit sehr feinem > Messzeugs wirst Du auch an Deiner 500k-Euro-Maschine ein Spiel vermessen > können. Das wird sogar in den technischen Unterlagen angegeben. Da steht genau das: spielfrei. Und das sind sie auch und man misst da auch im µ-Bereich kein Umkehrspiel. Die Maschine war allerdings deutlich günstiger - sooo teuer ist das dann doch nicht ;-) > Spiel zu > Null-Komma-Null-Null... kann es in der Technik nicht geben, das wäre > dann fest. Doch das gibt es durchaus - das nennt sich dann Vorspannung. Gibt es bei Antrieben genau so wie bei Linearführungen (bspw. Kreuzrollenführungen). > Damit sich Deine Planetenräder drehen, müssen sie Luft haben > ;) Wenn man mehrere Systeme geschickt gegeneinander verspannt, dann wird der Antrieb tatsächlich spielfrei.
> Ich glaube, viele Anwender vergleichen Proxon mit Maschinen, die > normalerweise das fünf- bis zehnfache kosten. Das hab ich ja auch schon gesagt. Zum Beispiel hat Walter Siesepeter (W.S.) bemaengelt das sein Motor keine Kuehlungsloecher hat. Das ist natuerlich eine schlimme Sache in einem Fertigungsbetrieb wo jemand 8h an der Saege sitzt und ST50 zuschneidet. Der Modellbauer der die Saege einmal pro Stunde fuer 1min einschaltet um ein Stueck MS58 fuer seine Dampfmaschine abzulaengen wird vielleicht zu schaetzen wissen das der Motor keinen Schlitze hat wo er Dreck ansaugen kann. Anderes Beispiel. Ich hab hier zwei 12V Bohrmaschinen von Proxon. Die haben jeweils 100W. Die eine hab ich mir selber mit 16 gekauft, die andere hab ich von meinem Opa geerbt. Bei beiden musste ich in 30Jahren einmal das Lager wechseln. Sonst noch wie neu. Sie sind offensichtlich sehr haltbar. Geradezu genial! In beiden hat Proxxon einen Motor verbaut der nur 50W hat. Der wird also im Betrieb ueberlastet. Bei den ueblichen Modellbau/Bastelanwendungen kein Problem. Ein echter 100W Motor haette die Teile nicht nur teurer gemacht sondern auch sehr viel schwerer. Damit koennte man sie wesentlich schlechter in einer Hand halten. Aber natürlich hat Proxxon auch schon mal Kacke gebaut. Ein schoenes Beispiel ist der MIS1 https://www.proxxon.com/de/micromot/28690.php Da ist der Name Programm. :-) Ueberlegt euch mal wie wuerdet ihr den Schrauber beim schrauben in der Hand halten. Und dann schaut mal wo der Einschalter sitzt. Da hab ich mich gefragt ob das Produkt jemals bei denen in der Firma einer ausprobiert hat. Es gibt auch Dinge die kann man unterschiedlich bewerten. Dazu gehoert das hier: https://www.proxxon.com/de/micromot/28547.php (Winkelschleifer) Das Teil ist echt schnuckelig klein und leistungsfaehig. Eigentlich super. Aber es ist genauso laut wie ein kleiner Einhandwinkelschleifer. Da ist der 12V Winkelschleifer von Bosch viel besser. Aber wenn einem das egal ist... Ich hab auch den BFW40 in meiner Fraese. Jetzt kann man jammern: Oh..der hat ja nur 250W. Die Teile von Kress haben 600 oder 800W. Das ist ja viel besser. Allerdings kann ich den BFW40 auch auf sehr viel geringere Drehzahlen einstellen was manchmal sehr praktisch ist. Und er ist so extrem leise das ihr damit auch Sonntags morgens um 2Uhr noch ein loch bohren koennt ohne Aerger mit den Nachbarn zu bekommen. .-) Es ist also IMHO ein Zeichen von Dummheit die gesamte Firma nach einem einzelnen Produkt zu bewerten. Man muss genau schauen was man braucht. Aber das ueberfordert halt viele und die jammern dann. Und teurer darf es natuerlich auf keinen Fall sein, denn Geiz mit Loeffeln gefressen haben sie ja alle. Olaf
Olaf schrieb: > Ein echter 100W Motor haette > die Teile nicht nur teurer gemacht sondern auch sehr viel schwerer. > Damit koennte man sie wesentlich schlechter in einer Hand halten. Das stimmt - zumindest für 12V. Genau aus dem Grund hatte ich damals die IBS/E mit 100W bei 230V gewählt. Die lässt sich noch halbwegs wie ein Stift in der Hand halten und das Netzkabel ist sehr flexibel. Trotzdem hat das Ding noch genug Bumms. Vielleicht noch ein Tipp, der sich hier bewährt hat: Wenn es längere Arbeiten (>5 Minuten) sind, dann hänge ich die IBS mit ihrem Bügel in eine längere Schraubenfeder an eine Art Galgen. Die Feder hatte ich damals so ausgesucht, dass sie das Gewicht auf der üblichen Arbeitshöhe fast kompensiert, man bleibt aber trotzdem recht flexibel.
Egon D. schrieb: > Du meinst hoffentlich nicht das Umkehrspiel? > > Falls doch: Das hat(te) jede konventionelle Werkzeug- > maschine. Das ist also erstmal kein Qualitätsmangel. Doch, meine ich. Etwa 0,3mm und das an jeder Achse. Einfache verchromte dünne Gewindestangen. Das achsiale Spiel habe ich minimiert, obwohl es keine Einstellmöglichkeit gibt. Das Spiel zur Mutter, da müßte man mehr umbauen. Übrigens. Die Tischbohrmaschine TBH ist ja ansich nicht schlecht. Aber sie hat ein KB 5min! Ich habe mich gewundert, dass sie nach 1/2 h Platinenbohren gerattert hat. Also nichts mit Dauerbetrieb in der Industrie. Das wird wohl für alle Proxxon Geräte gelten.
michael_ schrieb: > Etwa 0,3mm und das an jeder Achse. Wo ist das Problem? Das ist absolut im normalen Bereich auch bei professionellen konventionellen Maschinen.
Old P. schrieb: > Darum schrieb ich ja auch "genaugenommen..." Denn mit sehr feinem > Messzeugs wirst Du auch an Deiner 500k-Euro-Maschine ein Spiel vermessen > können. Ja, selbst (oder gerade) bei Messungen im Nanometerbereich muss man das "Spiel" beachten. > Damit sich Deine Planetenräder drehen, müssen sie Luft haben Nun, die Planeten bewegen sich m.W. ohne Spiel. Und "Luft" drumherm haben sie auch nicht. :-)
Harald W. schrieb: > Nun, die Planeten bewegen sich m.W. ohne Spiel. Und "Luft" > drumherm haben sie auch nicht. :-) Was noch zu beweisen ist ;-) Allerdings sehen die auch nicht aus wie Räder, auch wenn wir die Erde (welche Luft hat) schon arg gerädert haben. Old-Papa
Olaf schrieb: > Ueberlegt euch mal wie wuerdet ihr den > Schrauber beim schrauben in der Hand halten. In der Faust. Bohrer nach unten und Daumen nach oben. :-)
Harald W. schrieb: > Olaf schrieb: > >> Ueberlegt euch mal wie wuerdet ihr den >> Schrauber beim schrauben in der Hand halten. > > In der Faust. Bohrer nach unten und Daumen nach oben. :-) Das ist doch die normale Werkzeughaltung: Erst der Löffel für den Brei, dann der Buntstift, und jetzt halt der Elektro-Faustkeil ... ;-)
michael_ schrieb: > Chris D. schrieb: >> Mich würden Deine negativen Erfahrungen interessieren. > > Z.Bsp. die Toleranzen am Kreuztisch des Fräsbohrständers. > An den Spindeln sind sehr große Toleranzen. Man kann die auch nicht > nachjustieren. > Aber wer Ahnung hat, kann damit umgehen. michael_ schrieb: > Doch, meine ich. > Etwa 0,3mm und das an jeder Achse. > Einfache verchromte dünne Gewindestangen. > Das achsiale Spiel habe ich minimiert, obwohl es keine > Einstellmöglichkeit gibt. > Das Spiel zur Mutter, da müßte man mehr umbauen. Ich habe zwar keinen KT150 sondern nur den KT70, aber bei diesem habe ich diverse Umbauten[*] vorgenommen und somit u.A. das Umkehrspiel auf 0,04mm reduziert. [*] Austausch der Stirnplatten durch angepasste selbstgefräste Stirnplatten, welche den Einsatz von je zwei Axialkugellagern pro Achse ermöglichen. Diese Maßnahme reduzierte das Umkehrspiel auf 0,04mm und die Spindeln sind nun deutlich leichter zu drehen.
Old P. schrieb: > Was noch zu beweisen ist ;-) Ich denk mal, hier wurde nur ne falsche Bezeichnung gewählt. Es gibt tatsächlich koaxiale Getriebe (Bezeichnung fällt mir grad nicht ein), die kein Spiel aufweisen und per se selbsthemmend sind und obendrein auch noch große Torsionskräfte erzeugen können. Die funktionieren so etwa derart, daß zwei Verzahnungen mit um 1 Zahn verschiedener Zähneanzahl (bei der die eine Verzahnung fest steht) von einem gemeinsamen Ritzel getrieben werden oder bei Teller-Ausführung nur an einer Stelle gegeneinander gedrückt werden. Dabei werden eben immer die im Eingriff befindlichen Zähne gegen die Flanken der anderen Seite gedrückt und damit gibt es keinerlei Spiel. Insgesamt hat so ein Getriebe dann eine Untersetzung von 1/Zähneanzahl des nicht festen Zahnrades, also recht hoch. W.S.
michael_ schrieb: > PROXXON ist für gelegentliche Hobbyarbeiten gedacht. > Und da ist das Sortiment sehr gut. > Der Preis auch. Nein. Die Preise sind dafür ziemlich teuer. Beispiel: Bandsäge Proxxon: um die 250€ dito Scheppach: um die 170€ dito "Parkside" (Lidl) um die 90€ Für jemenden, der wirklich nur gelegentliche Hobbyarbeiten macht, wäre das Lidl-Teil völlig ausreichend. Aber es ist mechanisch wesentlich größer als Proxxon und läßt sich daher nicht so einfach in der Bastel-Ecke der Wohnung unterbringen. Das ist der Punkt - und der gilt für alle Proxxon-Geräte: Sie sind zumeist wesentlich kleiner als vergleichbare Geräte. W.S.
MaWi N. schrieb: > michael_ schrieb: >> Etwa 0,3mm und das an jeder Achse. > > Wo ist das Problem? > Das ist absolut im normalen Bereich auch bei professionellen > konventionellen Maschinen. Ich darf wohl bitten! Das ist fast ein halber Millimeter. Wenn man nur Löcher setzen will, kann das noch angehen. Vermutlich hast du das mit Hundertstel verwechselt. Aber nicht beim Fräsen von Langlöchern o.ä. Wenn der Tisch in beide Richtungen hin- und herwackelt. Der Fräser frißt da gern. Magnus M. schrieb: > Ich habe zwar keinen KT150 sondern nur den KT70, aber bei diesem habe > ich diverse Umbauten[*] vorgenommen und somit u.A. das Umkehrspiel auf > 0,04mm reduziert. Evtl. ist in der KT150 die gleiche dünne Spindel drin, wie in der KT70.
michael_ schrieb: > Evtl. ist in der KT150 die gleiche dünne Spindel drin, wie in der KT70. Der KT70 hat M6er Spindeln verbaut (1x Links- und 1x Rechtsgewinde). In Kombination mit den verbauten Kunststoff-Spindelmuttern ist das Ganze scheinbar verhältnismässig spielfrei (siehe meine 0,04mm). Das Problem sind die "Lager" der Spindeln.
michael_ schrieb: > MaWi N. schrieb: >> michael_ schrieb: >>> Etwa 0,3mm und das an jeder Achse. >> >> Wo ist das Problem? >> Das ist absolut im normalen Bereich auch bei professionellen >> konventionellen Maschinen. > > Ich darf wohl bitten! > Das ist fast ein halber Millimeter. Ja und?! Spielt überhaupt keine Rolle. Bei einer konventionellen manuellen Fräse mit Trapezgewinde- spindeln KANN man einfach nicht wild hin- und herfahren. Das verbietet sich aus zwei Gründen: Erstens muss die Vorschubrichtung immer so gewählt werden, dass im Gegen- lauf gefräst wird, und zweitens sind die Maße ja an den Skalen an den Handrädern abzulesen bzw. einzustellen. Wenn man die Drehrichtung ändert, stimmt der Nullpunkt nicht mehr. Geht also nicht. Man muss sich also VORHER überlegen, welche Flächen man in welcher Reihenfolge in welcher Richtung fräst. > Wenn man nur Löcher setzen will, kann das noch angehen. > Vermutlich hast du das mit Hundertstel verwechselt. Schwachsinn. Ich habe bei der Ausbildung einige Zeit an einer FUW 315 gearbeitet. X- und Y-Spindel hatten reichlich Umkehrspiel, bestimmt ein paar Zehntel -- aber trotzdem konnte man mit dem Ding auf Hundertstel genau arbeiten. Hat Spaß gemacht. > Aber nicht beim Fräsen von Langlöchern o.ä. Das ist mit einer konventionallen Fräse sowieso komplizierter, als es aussieht. > Wenn der Tisch in beide Richtungen hin- und herwackelt. > Der Fräser frißt da gern. Das passiert nur bei Katastrophenbastlern, die im Gleichlauf auf einer Maschine fräsen, die dafür keine Vorrichtung hat.
Angehängte Dateien:
-

20200610_215648.jpg
230 KB -

20200610_215705.jpg
240 KB
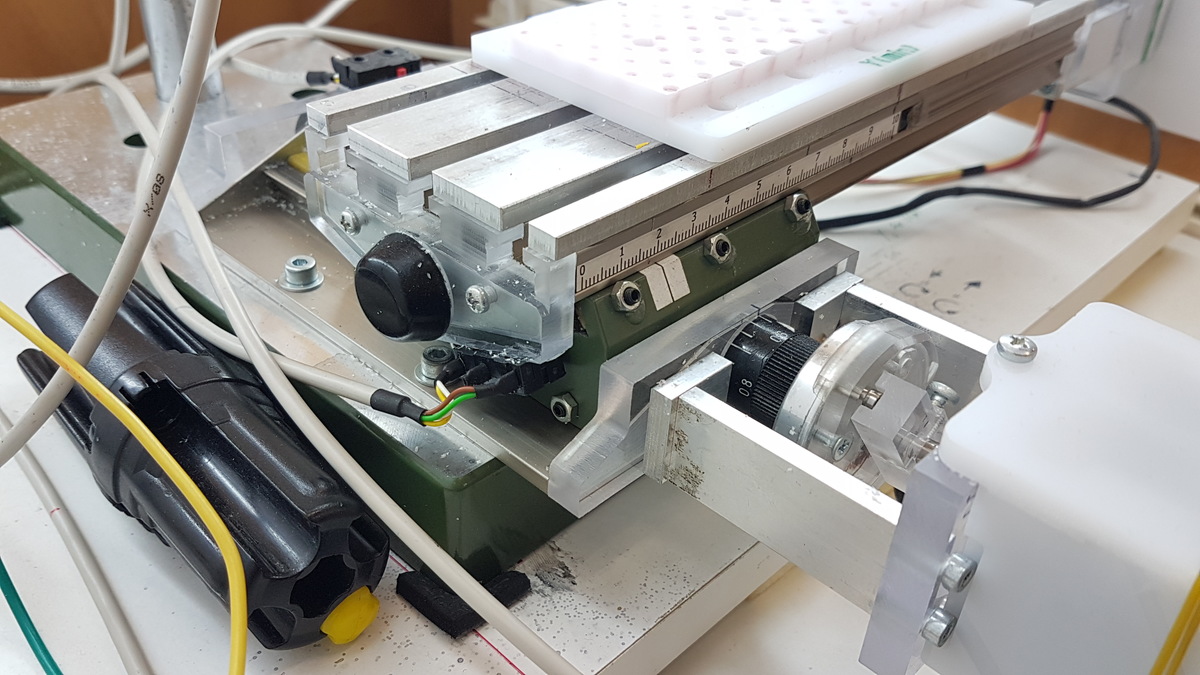
Magnus M. schrieb: > Ich habe zwar keinen KT150 sondern nur den KT70, aber bei diesem habe > ich diverse Umbauten[*] vorgenommen und somit u.A. das Umkehrspiel auf > 0,04mm reduziert. Im Anhang kann man meine Proxxon-Aufwertungsmodifikationen erahnen (KT70 und MB200 auf CNC umgebaut).
Egon D. schrieb: > Ja und?! > Spielt überhaupt keine Rolle. Glaub mir, ich kann eine ordentliche Führung von billigen Mist unterscheiden. Und kann mit Umkehrfehlern umgehen. Aber nicht in dieser Größenordnung! Ich habe gelernt, bei 1/10 kann man eine Mütze durchschießen. Bei dem 1/2mm passt eine große BärenF... durch:-) Vor allem auf den kleinen Verfahrensweg bezogen. Magnus M. schrieb: > m Anhang kann man meine Proxxon-Aufwertungsmodifikationen erahnen (KT70 > und MB200 auf CNC umgebaut). Fein! Aber pass nur auf, dass dir Egon erzählt, die Eingrenzung des Umkehrfehlers wäre nicht nötig gewesen.
michael_ schrieb: > MaWi N. schrieb: >> Wo ist das Problem? >> Das ist absolut im normalen Bereich auch bei professionellen >> konventionellen Maschinen. > > Ich darf wohl bitten! > Das ist fast ein halber Millimeter. > Wenn man nur Löcher setzen will, kann das noch angehen. > Vermutlich hast du das mit Hundertstel verwechselt. Nö, das ist bei manuellen Maschinen völlig normal. Eine Fräse von mir hat in der Mitte fast einen Millimeter Spindelspiel (ja, eine neue liegt mitsamt Mutter seit 15 Jahren im Regal) und dennoch kann ich mit dieser auf den Hundertstel genau arbeiten. Wenn man weiß was und wie man tut, dann geht vieles. Old-Papa
Ja klar, es geht nicht besser, es ist Standard, das muß so sein... Nicht mal vor 60 Jahren in meiner Lehrzeit hatten die so ein Spiel, bzw. man konnte das einstellen. Aber das kann man hier nicht. Und erzähle das mal jemanden mit einer CNC. Obwohl Proxxon nicht unverschämt teuer ist, hat es einen urdentlichen Preis. Und da kann man mehr als eine ordinäre Gewindestange erwarten. Und ich hatte mir mal den ersten Mikromot-Bohrständer zugelegt. Der, wo der Hebel nur in einer Buchse lief. Absolute Fehlkonstruktion. Eine verchromte Eisenstange lief in einer verchromten Eisenbuchse. Jeder Lehrling weiß, dass das nicht funktioniert. Mit einer zugelaufenen TBH war es erst mal für mich erledigt. Aber eine Messingbuchse und ein Edelstahlstab liegen bereit.
michael_ schrieb: > Zeno schrieb: >> Man hat das Missgeschick einfach zu spät gemerkt und sich dann >> entschlossen das dennoch auszuliefern. Da dies von den Kunden >> offensichtlich so akzeptiert wird, beseitigt man den Mangel auch nicht. > > Für wie blöd hältst du einen Hersteller, PROXXON? Ich habe nicht gesagt das die blöd sind, aber man hat's offensichtlich nicht richtig durchdacht und einfach was vorhandenes genommen. Dabei wäre es problemlos möglich gewesen die Aufnahme für die Maschine so zu konstruieren das es passt. Aber man hat es eben nicht gemacht und so mun man einfach W.S. Recht geben - nette Maschinchen aber teilweise miese Qualität und die Konstruktion nicht bis zum Ende durchdacht. Ich habe die Minikreissäge von Proxxon und auch bei dieser hat der Motor aufgegeben. Ich habe den Motor durch einen vorhandenen Gleichtrommotor und ein kleines SNT ersetzt - jetzt läuft sie wieder. Ich habe auch die Dekupiersäge von denen, aber wirklich zufrieden bin ich nicht mit dem Teil. Auch dort ist vieles nicht wirklich durchdacht. Chris D. schrieb: > Ich persönlich finde die Proxxon IBS/E durchaus gelungen - ist hier im > Labor und in der Halle schon einige Jahre klaglos im Einsatz. Die habe ich auch und das Teil ist auch Ordnung. Ebenso die Micromotprodukte von Proxxon sind nicht schlecht. Durch diese Geräte hat sich Proxxon auch einen Namen, was einem suggeriert mit Proxxon Qualitätsprodukte zu kaufen. Leider kann man das nicht generell sagen.
W.S. schrieb: > auch noch große Torsionskräfte erzeugen können. Die funktionieren so > etwa derart, daß zwei Verzahnungen mit um 1 Zahn verschiedener > Zähneanzahl (bei der die eine Verzahnung fest steht) von einem > gemeinsamen Ritzel getrieben werden oder bei Teller-Ausführung nur an > einer Stelle gegeneinander gedrückt werden. Ja das sind mit " mit einer Feder gegeneinander verspannte Zahnräder. DAs hatten wir bei unseren Repeatern auch. Das Zahnrad besteht im Prinzip aus 2 Zahnrädern, wobei das eine fest auf der Welle befestig ist, während das Andere sich auf der Welle frei drehen kann. Beide Zahnräder über eine oder mehr Federn miteinander verbunden. Die Wirkung kommt zustande sobald das Getriebe zusammengesetzt wird. Bevor das Gegenzahnrad eingebaut wird, müssen die 2 Zahnräder soweit gegeneinander verdreht werden, das die Federn unter Spannung stehen. Jetzt wird das Gegenzahnrad eingebaut. Dieses Getriebe ist nahezu spielfrei. Ganz ohne Spiel, auch wenn es sehr klein und messtechnisch praktisch nicht nachweisbar ist, geht es allerdings nicht, denn das wäre dann fest. Bei den CNC-Maschinen ist das Spiel auch kein Problem, da die Absolutposition, z.B. des Supports gemessen wird und in die Regelung einfließt. Bei manuellen Maschinen kann man es ebenfalls kompensieren, wenn richtig damit umgeht. Wie's geht wurde ja schon gesagt.
> Bevor das > Gegenzahnrad eingebaut wird, müssen die 2 Zahnräder soweit gegeneinander > verdreht werden, das die Federn unter Spannung stehen. Jetzt wird das > Gegenzahnrad eingebaut. Dieses Getriebe ist nahezu spielfrei. Und wie lange wird so ein Zahnrad wohl halten wenn es regelmaessig bewegt wird? Und wie reagiert die Feder auf die Belastung durch den Fraeser gegen den Vorschub? Resonanz? Ich denke sowas ist einfach nicht fuer so eine Anwendung geeignet. > Bei manuellen Maschinen kann man es ebenfalls kompensieren, wenn richtig > damit umgeht. Wie's geht wurde ja schon gesagt. Umkehrspiel ist vollkommen normal! Ich hab auch in meiner Ausbildung an diversen Drehbaenken, Fraesen und Stossmaschinen gestanden. Das ist einfach so und man lernt damit umzugehen. Man kann vielleicht etwas ueber die groesse debatieren. Bloss steigt der Preis bei besser werdender Mechanik auch exponentiell an. Es hindert euch ja keiner sich eine gebrauchte Frase oder Drehbank aus 50er oder 60er Jahren zu kaufen. Muesst ihr halt mal 5000 oder so ausgeben. Olaf
Manuell bedienbare Supporte haben Trapezgewindespindeln und die haben immer Umkehrspiel, schon allein durch die Abnutzung der Spindelmutter, die aus weicheren Material gefertigt ist, damit nur die und nicht die Trapezspindel ausgetauscht werden kann. Bessere Maschinen haben eine doppelte, gegeneinander vertretbare Spindelmutter um das Umkehrspiel zu minimieren. Dafür sind die Trapezgewindespindeln selbsthemmend, was bei manueller Bedienung unabdingbar ist. Kugelumlaufspindeln werden bei der CNC-Bearbeitung in den Supporten eingesetzt. Sie sind so gut wie spielfrei, leichtgängiger als Trapezgewindespindeln und NICHT selbsthemmend. Die Position auf dem Tisch wird von den Schritt- oder Servomotoren gehalten. Die müssen dann auch soviel Kraft haben, um die (wechselnden) Barbeitungskräfte zwischen Werkzeug und Werkstück abzublocken. Deshalb ist es Blödsinn, einen manuell zu bedienenden Support auf Kugelumlaufspindeln umzurüsten, nur um das Umkehrspiel zu eliminieren. Gewindespindeln mit Befestigungsgewinde statt Trapezgewinde sind nur ein schlechter Kompromiss und höchstens für kleine Wege und minimale Kräfte geeignet. Ist aber alles in den einschlägigen Fachbüchern nachzulesen - hier nur als Zusammenfassung, bevor der Streit um das Umkehrspiel eskaliert. Blackbird
Ups, zu langsam ... "verdrehbar" statt vertretbar sollte es heißen. Blackbird
Olaf schrieb: > Und wie lange wird so ein Zahnrad wohl halten wenn es regelmaessig > bewegt wird? Und wie reagiert die Feder auf die Belastung durch den > Fraeser gegen den Vorschub? Resonanz? Ich denke sowas ist einfach nicht > fuer so eine Anwendung geeignet. Wenn das ordentlich gemacht wird sehr lange. Ich weis von einer Firma die stellen optische Maßstäbe her und die haben so einen Repeater. Den habe ich vor 34 Jahren selbst aufgestellt und das Teil läuft heute noch. Glaube nicht das das bei denen nur in der Ecke steht. Das dieses Verfahren bei Werkzeugmaschinen angewendet wird wohl eher nicht. Beim Repeater sind die Kräfte nicht so groß (obwohl der bewegte Kreuztisch auch knapp 100kg wiegt), aber dort kommt es eben auf Präzision an und da war diese Lösung perfekt.
michael_ schrieb: > Ja klar, es geht nicht besser, es ist Standard, das muß so sein... > Nicht mal vor 60 Jahren in meiner Lehrzeit hatten die so ein Spiel, bzw. > man konnte das einstellen. > Aber das kann man hier nicht. > Und erzähle das mal jemanden mit einer CNC. Was habt ihr immer mit CNC? Auch eine CNC-Maschine hat Spiel, zwar minimal, doch es muss und ist vorhanden. Die Kunst ist auch dort mit entsprechend durchdachten Abfolgen Präzision zu erreichen. Beim Vorschruppen auf einer CNC-Fräse z. B. wird munter hin und her gefahren, der letzte Schlichtgang dann quasi nur in eine Richtung. Schaut euch doch mal die Tausenden Videos dazu an. Sicher, vorgespannte Kugelumlaufspindeln und deren Lager sind fast spielfrei, doch dazu kommen noch Führungen, Werkzeugaufnahmen und nicht zuletzt sogar "Verbiegungen" der Maschinenteile durch die dynamischen Kräfte. Sicher, das sind alles Beträge im kaum messbaren Bereich, aber sie sind da. In den technischen Daten werden diese bei ordentlichen Maschinen auch angegeben. Das alles hat mit dem verhunzten Bohrständer nichts zu tun, hier werden dann doch Äpfel mit Pferdekot verglichen. Old-Papa .
Angehängte Dateien:
-

Proxxon_1.jpg
36 KB -

Proxxon_2.jpg
37 KB -

Proxxon_3.jpg
70 KB



M. Agnet schrieb: > mein beschissener Bohrständer regt mich auf. In der Tischplatte ist > eine Aussparung für den Bohrer. Soweit sinnvoll, aber diese > Aussparung ist nicht mal ansatzweise mittig!!! Gekauft wann? Meine Erfahrung: Je neuer, je schrottiger. In den Bildern das Teil, was ich vom Bastel-Opa geerbt habe. Gut 40 Jahre alt, gespannt ist ein 6mm Bohrer. Mit dem Bohrer wirst du bei deiner Gurke wohl in den Tisch bohren.
Angehängte Dateien:
-

Proxxon_4.jpg
31 KB

Chris D. schrieb: > Mich würden Deine negativen Erfahrungen interessieren. Das gelbe Rädchen mit der Skala ist nur auf die Welle aufgeschoben und streift gleichzeitig an dem grünen Maschinengehäuse. Das dreht sich mal mit dem Hebel mit, mal nicht. Als Tiefenanzeige völlig unbrauchbar. Dann betrachte mal die Skala des gelben Rädchens: Was fällt dir auf?
Dieter P. schrieb: > Dann betrachte mal die Skala des gelben Rädchens: Was fällt dir auf? Na was wohl... weißer Adler auf weißem Grund.... (und viele weitere Konstruktionsmängel / Sparmaßnahmen)
Old P. schrieb: > So ist es. Selbst mit meiner Chinadrehe kann ich aufs Hundertstel genau > drehen, obwohl die Umkehrpiele im Zehntelmillimeterbereich hat. Tipp: > immer von der gleichen Fahrtrichtung her anfahren. > Meßuhr ran und gut ist. Meßuhr gipps mit Ständer beim Chinesen für billich Geld - imho 15€ oder so.
MeierKurt schrieb: > Old P. schrieb: > >> So ist es. Selbst mit meiner Chinadrehe kann ich aufs Hundertstel genau >> drehen, obwohl die Umkehrpiele im Zehntelmillimeterbereich hat. Tipp: >> immer von der gleichen Fahrtrichtung her anfahren. >> > Meßuhr ran und gut ist. > Meßuhr gipps mit Ständer beim Chinesen für billich Geld - imho 15€ oder > so. Kann man machen, doch bei meiner Drehe ist seit letztem Jahr eine ELS dran (nach LouisS), das vorhandene Spiel ist dort für jede Achse einprogrammiert und an meiner großen Fräse halt ein DRO auf 5umm genau. Da interessiert mich Spiel nur noch nebenbei. ;) Doch nochmal, das hat mit dem gezeigten Müllbohrständer wenig zu tun. Ich habe auch einen kleinen Proxxon-Bohrständer mit einer 100W MiniMot zum Platinenbohren, etwa 25 Jahre alt, bei dem haben die Führungen Spiel, weil Platinenstaub extrem abrasiv ist. Aber der wird nochmal 25 Jahre halten, auch, weil Platinen inzwischen aus China kommen ;-) Rost ist bei dem ein Fremdwort, ich ätze ja auch nicht in der Elektronikwerkstatt... Old-Papa
Old P. schrieb: > > an meiner großen Fräse halt ein DRO auf 5umm genau. 5 umm? Fünf Mikromillimeter? Also 5 nm? Glaub ich Dir nicht!
Schön zu lesen wie sich der Thread von einem Vermeintlich verbogenen/verzogenen oder was auch immer Bohrständer von Proxxon zu einem Thema mit Fräsen und Umkehrspiele von Spindeln entwickelt hat. Nicht das es interessant zu lesen wäre, nur hat es mit dem Thema nichts zu tun. Dieter P. schrieb: > Gekauft wann? Meine Erfahrung: Je neuer, je schrottiger. > > In den Bildern das Teil, was ich vom Bastel-Opa geerbt habe. Gut 40 > Jahre alt, gespannt ist ein 6mm Bohrer. Mit dem Bohrer wirst du bei > deiner Gurke wohl in den Tisch bohren. Mein MB200 ist ca 8-10 Jahre alt und das Loch fluchtet ebenfalls mit dem Bohrer. Das war bei dem alten den ich noch habe (Vorläufer des MB140?) ebenfalls so der ca 30-35 Jahre sein dürfte. Dieter P. schrieb: > Das gelbe Rädchen mit der Skala ist nur auf die Welle aufgeschoben und > streift gleichzeitig an dem grünen Maschinengehäuse. Das dreht sich mal > mit dem Hebel mit, mal nicht. Als Tiefenanzeige völlig unbrauchbar. > > Dann betrachte mal die Skala des gelben Rädchens: Was fällt dir auf? Welcher ist das? Das ist kein MB200 denn der hat diese Skala nicht. Der aktuelle MB140 (laut Produktbild)hat diese ebenfalls nicht und alte den ich habe ebenso. Dürfte sich aber leicht beheben lassen wenn man darauf achtet, das es eben nicht am Gehäuse schleift und die Welle sauber oder besser Fett-/Schmiermittelfrei hält, so das die Haftung etwas besser ist.
Wieso habt ihr ein Problem mit der Tiefenanzeige. ??? Ich habe an meinen Ständer eine ganz lange Schraube. Wenn ich daran drehe blockiert der Ständer die Bohrtiefe an der Stelle wo die Schraube aufschlägt. Was bedeutet, der kann nur den Abstand zwischen Spitze der Schraube und Stahl abgesenkt werden. Da passiert mir nie was. Und da ich die Schraube so eingestellt habe das sie ca. 2 mm vor Tisch anhält, geht es meinen Tisch prima. ;) Gruß Pucki
Harald W. schrieb: > Old P. schrieb: > >> auf 5umm genau. > > Kann man das auf allgemein benutzte Maßeinheiten umrechnen? Ja, wenn man auf dem Tablet das nötige Zeichen und nicht so wurstige Finger hätte. ;-) Aslo: um Old-Papa
Dieter P. schrieb: > Dann betrachte mal die Skala des gelben Rädchens: Was fällt dir auf? Die Skala ist falsch rum?
Wilhelm R. schrieb: > Dieter P. schrieb: >> Dann betrachte mal die Skala des gelben Rädchens: Was fällt dir auf? > > Die Skala ist falsch rum? Ansichtssache. Manche wollen wissen, wie tief sie schon im Material sind. Anderen ist wichtig, wie weit sie noch bohren müssen. Falsch machen kann man's immer.
Wilhelm R. schrieb: > Die Skala ist falsch rum? Richtig erkannt. Will man 20mm tief bohren, stellt man auf Null und hört bei 10 (über 11) auf. Wie lautet die Formel zur Umrechnung? Percy N. schrieb: > Ansichtssache. Eigentlich nicht, denn es gibt gewisse Standards. Der Rotz läuft immer von oben nach unten, und nicht umgekehrt.
Dieter P. schrieb: > Wilhelm R. schrieb: >> Die Skala ist falsch rum? > > Richtig erkannt. Will man 20mm tief bohren, stellt man auf Null und hört > bei 10 (über 11) auf. Wie lautet die Formel zur Umrechnung? Ich würde dann wohl die 20mm einstellen und bis auf 0 bohren. Ist unüblich, aber daran könnte man sich zur Not noch gewöhnen. Nicht gewöhnen kann ich mich allerdings an so eine winzige und schlecht abzulesende Skala. Da muss man sich dann schon fragen, wer an einer Säulenbohrmaschine eine winzige Skala anbringt, die man nur seitlich optimal ablesen kann. Die beste (nichtdigitale) Skala bisher hab ich bei der Selbstbaumaschine meines "Maschinenbaurentners" gesehen: 100mm im Durchmesser, sauber eingravierte und hinterlegte Skala (bei dem Umfang sind dann auch problemlos Millimeterbruchteile ablesbar), dazu per Klemmhebel einen justierbaren Nullpunkt und einen Anschlag, wenn gewünscht. > Percy N. schrieb: >> Ansichtssache. > > Eigentlich nicht, denn es gibt gewisse Standards. > Der Rotz läuft immer von oben nach unten, und nicht umgekehrt. Ja, an gewisse Standards sollte man sich halten. Man könnte natürlich auch noch das Antriebszahnrad für die Pinole vor die Zahnstange bauen ;-) Offtopic: Old P. schrieb: > Was habt ihr immer mit CNC? Auch eine CNC-Maschine hat Spiel, zwar > minimal, doch es muss und ist vorhanden. Auch durch Wiederholung wird das nicht wahrer ;-) > Die Kunst ist auch dort mit > entsprechend durchdachten Abfolgen Präzision zu erreichen. Beim > Vorschruppen auf einer CNC-Fräse z. B. wird munter hin und her gefahren, > der letzte Schlichtgang dann quasi nur in eine Richtung. Schaut euch > doch mal die Tausenden Videos dazu an. Das hat bei industriellen CNC-Automaten aber nichts mit dem - nicht vorhandenen - Umkehrspiel zu tun, sondern mit Spanbildung, Vibrationen von Werkzeug, Bauteil und natürlich oft mit der Werkzeugstandzeit. > Sicher, vorgespannte > Kugelumlaufspindeln und deren Lager sind fast spielfrei Auch die gibt es komplett spielfrei und auch hier heisst das Zauberwort: Vorspannung (und mehrere Muttern). Ein CNC-Drehautomat bspw. wäre mit Umkehrspielen schlicht nicht verkaufbar: damit ist schon eine simple Kugel nicht ohne Sprung in X herstellbar. Und da ist schon das Auge (leider oder gottseidank) sehr genau. So etwas würde man sehen. > doch dazu > kommen noch Führungen, Werkzeugaufnahmen und nicht zuletzt sogar > "Verbiegungen" der Maschinenteile durch die dynamischen Kräfte. Sicher, > das sind alles Beträge im kaum messbaren Bereich, aber sie sind da. Klar gibt es das und diese Dinge sind auch wichtig. Dazu kommen dann noch thermische Einflüsse. Wenn im µ-Bereich gedreht wird, dann muss man das berücksichtigen. Früher wusste das der Bediener und kannte "seine CNC": nach den ersten 100 Teilen nach dem morgendlichen Einschalten gab man dann eben noch 1-2µ an Durchmesser dazu, um innerhalb der geforderten Toleranzen zu bleiben. Oder man schrieb das Programm direkt so, dass die steigende Wärmedehnung permanent kompensiert wurde. Ich hab auf meinem Automaten damals tatsächlich noch solche Programme vorgefunden, bei denen dann in Abhängigkeit von der Stückzahl Korrekturwerte addiert wurden :-) Heutige Maschinen gleichen zumindest in der Maschinenmechanik auch so etwas aus. Trotzdem muss man weiterhin Nullserien fahren und vermessen, denn die Werkstücke werden natürlich auch warm und verformen sich. Da kann es dann nach dem zylindrischen Schruppen durchaus sein, dass beim Schlichten ein ganz leichter Kegel (oder noch kompliziertere Konturen, je nach Bauteil) gefahren werden muss, damit es nach dem Abkühlen passt. Da ist dann doch wieder der erfahrene Bediener ("wo kühle ich wann und wie") gefragt :-)
Chris D. schrieb: > Ich würde dann wohl die 20mm einstellen und bis auf 0 bohren. Ist > unüblich, aber daran könnte man sich zur Not noch gewöhnen. So ist das auch gedacht. Bei meiner großen Tischständerbohrmaschine ist das genau so. Man stellt die Bohrtiefeneinstellung auf die gewünschte Tiefe ein. Ist die gewünschte Tiefe erreicht steht die Skale auf 0 und es geht auch nicht mehr weiter. Macht ja auch Sinn das so zu machen
Dieter P. schrieb: > In den Bildern das Teil, was ich vom Bastel-Opa geerbt habe. Gut 40 > Jahre alt, gespannt ist ein 6mm Bohrer. Mit dem Bohrer wirst du bei > deiner Gurke wohl in den Tisch bohren. Endlich mal ein brauchbarer Lösungsansatz. Ich würde einen noch größeren Bohrer nehmen und durch den Tisch bohren. Dann passt auch der 6mm beim nächsten Mal. :-)
Zeno schrieb: > Bei meiner großen Tischständerbohrmaschine ist das genau so. Interessant. Aus welchem Land dieser Welt stammt deine Maschine? Soll ja noch Länder geben, wo man an Skalen Knoten und Füße ablesen kann. Bei meiner mech. Ausbildung an deutschen Bohrmaschinen sah ich so etwas nie. Aber so ist das mit dem gemeinen Bastler. Obwohl sich: - das Rädchen nicht auf der Welle fixieren lässt - die Skala gelb auf gelb kaum ablesbar ist - die Skala falsch rum ist ... ... der gemeine Bastler findet es toll. Wer meckert, wird als beschränkt und unflexibel hingestellt. Man könne doch schließlich umdenken und sich daran gewöhnen. Also welchen Anreiz sollte ein Hersteller haben, falsche Lösungen zu berichtigen? Kostet nur Geld. Da sich der Bastler selbst gröbsten Pfusch und Murks schön redet, kann man das so lassen. Verkauft sich auch so gut, solange billig.
lächler schrieb: > Ich würde einen noch größeren Bohrer nehmen und durch den Tisch bohren. > Dann passt auch der 6mm beim nächsten Mal. Schon mal mit so einem Schlabberspielzeug und einem fetten Bohrer an einer Kante aus Metall gebohrt? Zumal man mit dem Spielzeug nicht mehr wie 6mm spannen kann.
Dieter P. schrieb: > Interessant. Aus welchem Land dieser Welt stammt deine Maschine? Soll ja > noch Länder geben, wo man an Skalen Knoten und Füße ablesen kann. Bei > meiner mech. Ausbildung an deutschen Bohrmaschinen sah ich so etwas nie. Und was der Bauer nicht kennt, das frisst er nicht ...
Dieter P. schrieb: > Aber so ist das mit dem gemeinen Bastler. Obwohl sich: > > - das Rädchen nicht auf der Welle fixieren lässt Ok, das ist nicht wirklich schön. > - die Skala gelb auf gelb kaum ablesbar ist Kann man leicht mittels zusätzlicher Farbe beheben. > - die Skala falsch rum ist ... Ansichtssache. > ... der gemeine Bastler findet es toll. Genau für diese ist die Maschine auch gedacht. Und wenn ich es toll finde, ist es auch gut so. Dieter P. schrieb: > Also welchen Anreiz sollte ein Hersteller haben, falsche Lösungen zu > berichtigen? Kostet nur Geld. Da ist nichts falsch dran, sonder nur anders. Und ja, hochwertige Technik und ausgefallene Mechaniken kosten Geld. > Verkauft sich auch so gut, solange billig. Genau. Ein Bastler hat nicht unendlich viel Geld zur Verfügung. Teilweise mache da auch 10€ viel aus. Natürlich könnte ich mir das Geld zusammen sparen. Nur habe ich dann die Maschine erst in 10 Jahren und nicht sofort. Und nein, ein Bankkredit ist nicht immer eine Lösung. Ein Bastler ist meist so geschickt, die benötigten Ergänzungen selber zu basteln. Das kostet zwar auch Geld, macht aber auch wiederum Spaß.
Chris D. schrieb: > Offtopic: > > Old P. schrieb: >> Was habt ihr immer mit CNC? Auch eine CNC-Maschine hat Spiel, zwar >> minimal, doch es muss und ist vorhanden. > > Auch durch Wiederholung wird das nicht wahrer ;-) Nö, auch ohne Wiederholung ;-) Schau Dir Oberflächen von Führungen, Lagern, Kugelumlaufspindeln usw. unter dem Mikroskop an, dann siehst Du selbst bei feinstgeschliffenen (polierten) Laufflächen eine wüste Kraterlandschaft. Die Gegenstücken (Lagerflächen, Kugeln usw.) sind in wirklich auch Kraterflächen. So, und nun versuche zwei solcher Kraterflächen ohne Spiel aufeinander zu legen und gegeneinander zu verschieben.... Ja, das ist jetzt sehr pingelig und geht fast auf Molekülebene runter, doch ich schrieb ganz oben "theoretisch" und auch "messbar". Darum auch meine Behauptung, dass ohne Spiel keine Bewegung möglich ist. Und diese Behauptung ist nicht nur richtig, sondern wird im ersten Lehrjahr Maschinenbau (anschaulich bebildert) gelehrt ;-) Old-Papa
Dieter P. schrieb: > Christian H. schrieb: >> Da ist nichts falsch dran > > OK, da ist Hopfen und Malz verloren. Es war wimre Shaw, der da meinte, mancher halte für Erfahrung, was er seit Jahrzehnten falsch mache. Aber Du musst den Ständer nicht gut finden oder gar kaufen; dies ist ein freies Land. Hier kann jeder leben, wie er will. Ich trage zB keine Pumps. "Falsch" wäre die Skala nur dann, wenn Proxxon deswegen den Bohrständer als Spezialmodell für Linkshänder anböte. Der mangelnde Kontrast und die untauglichen Reibungen sind sicherlich störend.
Was ist es denn nun für ein Gerät mit der gelben Scheibe? Bei Proxxon finde ich da auch erstmal nichts.
Bei der gelben Skala könnte es ausreichen den Vorschubhebel nicht so stark anzupressen. Dann fällt der Reibwiderstand am größeren Umfang zum Gehäuse hin nicht so sehr ins Gewicht. michael_ schrieb: > Und die Säule ist so vom Rost zerfressen. > Totalschaden. Da hilft auch kein Öllappen. Seit wann Hersteller etwas dafür wenn der Benutzer sein Werkzeug verrotten bzw. hier verrosten lässt? Unverständliche Grüße
Dieter P. schrieb: > Interessant. Aus welchem Land dieser Welt stammt deine Maschine? Soll ja > noch Länder geben, wo man an Skalen Knoten und Füße ablesen kann. Bei > meiner mech. Ausbildung an deutschen Bohrmaschinen sah ich so etwas nie. > > Aber so ist das mit dem gemeinen Bastler. Obwohl sich: > > - das Rädchen nicht auf der Welle fixieren lässt > - die Skala gelb auf gelb kaum ablesbar ist > - die Skala falsch rum ist ... Du weist offenbar so manches nicht und rechnest halt lieber um. Ich stelle bei meiner Maschine einfach die gewünschte Bohrtiefe ein, klemme das Rädchen und los gehts. Ich brauche auch nicht auf die Skale zu schauen, denn wenn die eingestellte Bohrtiefe erreicht ist, geht's halt nicht mehr weiter. Ach ja und die Maschine kommt aus Deutschland. Es is durchaus üblich die Bohrtiefe einzustellen. Dies führt dann halt dazu das auf der Skala die Restbohrtiefe angezeigt wird. Kenne ich auch von Industriebohrmaschinen so. Allerdings wird dort meist kein Rädchen benutzt sondern eine Linearskale (z.B. die alten WMW Bohrmaschinen https://cdn.machineseeker.com/data/listing/img_1366x768/83/4049883-5.1581923765__.jpg). Im übrigen ist die Skale auch nicht zum Ablesen während des Bohrens gedacht. Allerding fehlt dann bei dem Proxxonständer das Entscheidende, nämlich die Klemmung - eben doch Pfusch. Dieter P. schrieb: > OK, da ist Hopfen und Malz verloren. Äh bei Dir?
Zeno schrieb: > https://cdn.machineseeker.com/data/listing/img_1366x768/83/4049883-5.1581923765__.jpg). Aah...
Zeno schrieb: > Im übrigen ist die Skale auch nicht zum Ablesen während des Bohrens > gedacht. Allerding fehlt dann bei dem Proxxonständer das Entscheidende, > nämlich die Klemmung - eben doch Pfusch. Ach nee! Die ist für Blinde zum Abtasten. Natürlich gibt es die Begrenzung bei den Proxxon auch. Mußt es nur mal mit deinen Glubschaugen ansehen. Zeno schrieb: > Allerdings wird dort meist kein Rädchen > benutzt sondern eine Linearskale (z.B. die alten WMW Bohrmaschinen > https://cdn.machineseeker.com/data/listing/img_1366x768/83/4049883-5.1581923765__.jpg). Ich muß da mal nachschauen, habe drei davon im Keller stehen :-)
michael_ schrieb: > Ich muß da mal nachschauen, habe drei davon im Keller stehen :-) Da mußte nicht in den Keller gehen, das sieht man auf dem verlinkten Bild. michael_ schrieb: > Ach nee! > Die ist für Blinde zum Abtasten. > Natürlich gibt es die Begrenzung bei den Proxxon auch. > Mußt es nur mal mit deinen Glubschaugen ansehen. Ist hier Beitrag "Re: Beschissener Proxxon-Bohrständet, normal?" aber nicht zu sehen.
Es steht noch immer die Antwort aus von welchem Bohrständer das gelbe Rädchen ist. Es ist weder der Ursprünglich bemängelte MB200, noch der aktuelle MB140 und auch mein Uralter MB140 hat diese Skala nicht. Allen gemein ist aber das sie eine Fixierung für die maximale Tiefe besitzen (MB140 seine simple Schraube und der MB200 eine Klemmung bei der Skala)
Deshalb sollst du deine Glubschaugen auch mal ins Inderned stecken. Z.Bsp. bei Proxxon. Oder einfach nichts behaupten, wovon du keine Ahnung hast.
michael_ schrieb: > Deshalb sollst du deine Glubschaugen auch mal ins Inderned stecken. > Z.Bsp. bei Proxxon. > Oder einfach nichts behaupten, wovon du keine Ahnung hast. Warum so aggressiv? Dich zwingt niemand hier mit zu lesen oder gar Antworten zu geben.
Eingeschnappt? Du hast die These aufgestellt. Obwohl du nicht so ein Teil vor dir hast. Selber Schuld! Warum soll man da noch freundlich sein?
Bastelwastel schrieb: > Es steht noch immer die Antwort aus von welchem Bohrständer das gelbe > Rädchen ist. Ich schrieb schon weiter oben: Erbstück vom Bastel-Opa, ca. 40 Jahre alt. Findet sich in keinem Proxxon-Katalog. Zeno schrieb: > Im übrigen ist die Skale auch nicht zum Ablesen während des Bohrens > gedacht. Ach! Das Ding ist dran, um den Schönheitswettbewerb zu gewinnen? michael_ schrieb: > Natürlich gibt es die Begrenzung bei den Proxxon auch. Bei dem Modell tatsächlich nicht. Für Z gibt nur das völlig nutzlose gelbe Rädchen. Von Blinden für Blinde. Armin X. schrieb: > Bei der gelben Skala könnte es ausreichen den Vorschubhebel nicht so > stark anzupressen. Dann fällt der Reibwiderstand am größeren Umfang zum > Gehäuse hin nicht so sehr ins Gewicht. Sorry, aber ich will mit der Bohrmaschine Löcher bohren und nicht irgendwelche Vorschubhebel wegen irgendwelchen Reibwiderständen am Gehäuse irgendwohin drücken. Aber da spricht mal wieder der gemeine Billig-Bastler, der würde auch im Handstand bohren, wenn die Scala auf dem Kopf steht. Denn der Hersteller weiß schon, was richtig ist.
Angehängte Dateien:
-

Harmonic_Drive.gif
1,1 MB
Zeno schrieb: > Das Zahnrad besteht im > Prinzip aus 2 Zahnrädern, wobei das eine fest auf der Welle befestig > ist, während das Andere sich auf der Welle frei drehen kann. Ähem.. nö, du meinst was Anderes als ich. Hatte ja auch den Namen vergessen, aber jetzt fällt's mir wieder ein: https://de.wikipedia.org/wiki/Harmonic_Drive Find ich irgendwie faszinierend. W.S.
Dieter P. schrieb: > Bei dem Modell tatsächlich nicht. Für Z gibt nur das völlig nutzlose > gelbe Rädchen. Von Blinden für Blinde. Nein - Blinde fühlen (wie ich :-) ), wenn ein Loch in einer Platine durchgebohrt ist - da braucht es keinen Anschlag. Ich habe mit dem Teil noch nie Bohrlöcher mit einer (im Vorhinein) bestimmten Tiefe gebohrt. Aber ich bin ja auch bloß Hobbyist ... . Ansonsten macht das Teil, was ich möchte. Der TO ist einfach nur ein Troll.
Hugo H. schrieb: > Ich habe mit dem Teil > noch nie Bohrlöcher mit einer (im Vorhinein) bestimmten Tiefe gebohrt. Ja, eben - du machst das aus Hobby. Aber früher war es in Mechanikbuden durchaus üblich, daß jemand mal eben ein Los von 100 Stück mit Sacklöchern gleicher Tiefe an der Ständerbohrmaschine hat bohren müssen. Da ist dann ein echter Tiefenanschlag eine erhebliche Arbeitserleichterung. W.S.
Dieter P. schrieb: > Percy N. schrieb: >> Ansichtssache. > > Eigentlich nicht, denn es gibt gewisse Standards. > Der Rotz läuft immer von oben nach unten, und nicht umgekehrt. Und dann gibt es auch Leute, die der Meinung sind, es gäbe nur eine Meinung. Die sind überall ganz besonders beliebt! Bei allen! Denn da gibt es wirklich nur eiine Meinung ...
Beitrag #6301702 wurde von einem Moderator gelöscht.
Old P. schrieb: > So, und nun versuche zwei solcher Kraterflächen ohne Spiel aufeinander > zu legen und gegeneinander zu verschieben.... Mittels einer verspannten Kugelrollführung ist das ohne Probleme möglich. Die Flächen/Kugeln haben ständig Kontakt. Auch bei Richtungsumkehr. Sind also spielfrei. Auch, wenn du es nicht glauben magst.
michael_ schrieb: > Warum soll man da noch freundlich sein? Ist ne Frage der guten Kinderstube - so einfach ist das.
W.S. schrieb: > Aber früher war es in Mechanikbuden > durchaus üblich, daß jemand mal eben ein Los von 100 Stück mit > Sacklöchern gleicher Tiefe an der Ständerbohrmaschine hat bohren müssen. Aber gewiss nicht an einem Hobby-Gerät - oder?
Beitrag #6301783 wurde von einem Moderator gelöscht.
Beitrag #6301801 wurde von einem Moderator gelöscht.
Beitrag #6301807 wurde von einem Moderator gelöscht.
Hugo H. schrieb: > Aber gewiss nicht an einem Hobby-Gerät - oder? Das Wort "Hobby" ist ohnehin neueren Datums. Früher gab es wohl niemanden, der aus Gründen des Hobbies sich eine eine mechanische Werkstatt eingerichtet hat. Da wurden eher andere Dinge getan. Ich hatte vor geraumer Zeit mal in einem kleinen Städtchen im Erzgebirge etwas gesehen, das mich durchaus beeindruckt hatte: Es gab da im Heimatmuseum eine Ausstellung mit Klöppel-Spitzen - so für historische Kragen, Tischdeckchen, Taschentücher und so. Und es gab natürlich auch einen Wettbewerb dazu - und den ersten Preis hatte mit so einer zierlichen Klöppel-Spitze .. nun wer? .. gewonnen? Es war der örtliche Schmied! Ein Kerl wie Obelix. Tagsüber den Zehnpfünder schwingen, als abendlicher Ausgleich dann Filigran-Arbeiten. Soviel zu Hobby-Gerätschaften, die es früher einfach nicht gab. Das kam erst mit der Universal-Schlagbohrmaschine und gefühlten 1000 Zusatzteilen dafür auf. W.S.
W.S. schrieb: > Das Wort "Hobby" ist ohnehin neueren Datums. Früher Erzähl doch bitte noch mehr Märchen :-) Wobei ich mich frage, warum mein neuer Thread-Titel-Vorschlag "Beschissener Troll, normal?" keinen Beifall findet :-) Der / die Moderator(en) scheint(en) ihn nicht zu mögen. Solch offensichtlichen Unsinn (diesen Thread) zu "schützen" scheint mir nicht angemessen. Das ist hier aber scheinbar "normal". Na denn ...
W.S. schrieb: > Das Wort "Hobby" ist ohnehin neueren Datums. Ist das Jahr 1953 für Dich ein "neueres Datum"? https://de.wikipedia.org/wiki/Hobby_%28Zeitschrift%29
Harald W. schrieb: > W.S. schrieb: > >> Das Wort "Hobby" ist ohnehin neueren Datums. > > Ist das Jahr 1953 für Dich ein "neueres Datum"? > https://de.wikipedia.org/wiki/Hobby_%28Zeitschrift%29 Der "Große Meyer" von 1905 kennt immerhin schon das hobby-horse, bezugnehmend auf Shakespeare
Dieter P. schrieb: > Bastelwastel schrieb: >> Es steht noch immer die Antwort aus von welchem Bohrständer das gelbe >> Rädchen ist. > > Ich schrieb schon weiter oben: Erbstück vom Bastel-Opa, ca. 40 Jahre > alt. > Findet sich in keinem Proxxon-Katalog. Dann setze das hier nicht zum heutigen Standard. Mach mal Bild! ... > michael_ schrieb: >> Natürlich gibt es die Begrenzung bei den Proxxon auch. > > Bei dem Modell tatsächlich nicht. Für Z gibt nur das völlig nutzlose > gelbe Rädchen. Von Blinden für Blinde. Auch keine Schraube mit Stellmutter? Auch mein genannter miserabler MBS-140 hat sowas. Und wenn, war so ein West-bohrständer immer noch den verfügbahren DDR Erzeugnissen überlegen. https://www.google.com/imgres?imgurl=https%3A%2F%2Fwww.ddr-museum.de%2Fobjectdatabase%2Fdaphne%2F2%2F24741.full.jpg&imgrefurl=https%3A%2F%2Fwww.ddr-museum.de%2Fde%2Fobjects%2F1015984&tbnid=eACwtN0IB-gTVM&vet=12ahUKEwjbjPyQ4__pAhVNt6QKHWzTAVwQMygiegUIARCcAw..i&docid=02bSgeLo918VUM&w=1620&h=1080&q=ddr%20bohrmaschine%20hobby&client=firefox-b-d&ved=2ahUKEwjbjPyQ4__pAhVNt6QKHWzTAVwQMygiegUIARCcAw Aber was glaubst du, wieviel Leiterplatten damals gebohrt wurden? Es war eben eine andere Zeit.
michael_ schrieb: >> Bastelwastel schrieb: >>> Es steht noch immer die Antwort aus von welchem Bohrständer das gelbe >>> Rädchen ist. >> Es stammt von der alten Version der TBM220. Man findet es noch, wenn man nach "Proxxon 28121" sucht. Bei meiner funktioniert das Rädchen einwandfrei, benutzt habe ich es noch nie.
Angehängte Dateien:
-

28128.jpg
97 KB

Guido B. schrieb: > Es stammt von der alten Version der TBM220. > Man findet es noch, wenn man nach "Proxxon 28121" sucht. 100 Punkte, das ist das Teil und zwar 1:1. Bin allerdings mehr als erstaunt, dass es das Ding nach 40 Jahren noch neu zu kaufen gibt, obwohl es in keinem Katalog auftaucht: https://www.ebay.de/itm/Proxxon-Micromot-TBM-220-Tischbohrmaschine-85W-230V/223985630689?epid=2254350998&hash=item3426957de1:g:QiUAAOSwlBNeoBGp Aus dem Angebot stammt auch das Bild. > Bei meiner funktioniert das Rädchen einwandfrei... D.h. es dreht sich - und mal nicht?
Dieter P. schrieb: > lächler schrieb: >> Ich würde einen noch größeren Bohrer nehmen und durch den Tisch bohren. >> Dann passt auch der 6mm beim nächsten Mal. > > Schon mal mit so einem Schlabberspielzeug und einem fetten Bohrer an > einer Kante aus Metall gebohrt? > Zumal man mit dem Spielzeug nicht mehr wie 6mm spannen kann. Wo steht denn, dass man das Loch mit der Proxxon bohren soll? Für alle Phantasiebefreiten, Qualitätsnöler und Glashalblehrbefürworter: man kann das Loch aus größer feilen. :-)
lächler schrieb: > man kann das Loch aus größer feilen. Sehe ich genauso. Das ganze hier ist doch ein Luxusproblem. Früher hatte man einfach selber Hand angelegt. Heute wird erst einmal herumgemeckert und diskutiert. Das ganze Problem hätte sich mit einem 10er Bohrer, auch mit dem Akkuschrauber gebohrt, in kurzer Zeit erledigt.
Christian H. schrieb: > Das ganze hier ist doch ein Luxusproblem. Früher hatte > man einfach selber Hand angelegt. Falsch: Früher hätte sich kein Hersteller getraut, solchen Müll zu produzieren. Und früher hätte jeder Kunde so ein Teil dem Händler an den Kopf geworfen. Heute hat der Kunde keinen Arsch mehr in der Hose, deshalb arbeitet (frickelt) er neue Maschinen nach. Den Motor aus deinem neuen Auto holst du auch erst raus, um die klemmenden Kolben zu überdrehen - stimmts? > Das ganze Problem hätte sich mit einem 10er Bohrer, auch > mit dem Akkuschrauber gebohrt, in kurzer Zeit erledigt. Die Allerschlimmsten sind die, die mit dem Akkuschrauber und 'nem 10mm Bohrer ankommen und was reparieren wollen. Wenn sich diese Sorte "Profis" dann vom Acker machen, ist diese Bohr-Gurke unter Garantie total versaut.
> Kann man sowas nicht herstellen oder ist das Gammelstahl aus dem > hintersten Eck Chinas? Selbstverständlich ist die Proxxon-Säule nur aus Gammelstahl, verchromt um stärker zu sein wie Autos schneller werden durch aufkleben von Rallyestreifen. Dafür ist es ein simpler perfekt Zylindrischer Stab der in der Grundplatte durch eine Klemmschraube gehalten wird. Das ermöglicht es Dir nach soviel Oxydierzeit neben der Ätzanlage ganz einfach ein Upgrade zu fahren: organisiere Dir ein Rundstab besten Werkzeugstahls in entsprechendem Durchmesser und in deiner Wunschpräzision & Toleranz rundg9eschliffen, poliert und oberflächengehärtet. Musst ihn nur noch bezahlen. Achtung: der könnte soviel kosten wie ein neuer, gleicher Bohrständer von Proxxon... (nein, das Loch verschiebt sich dadurch nicht in die Mitte unter die Bohrpinole) PS: Werkzeugstahl ist auch nicht vor Rost gefeit und rostfreier Edelstahl ist nicht der beste Werkzeugstahl Und nun befällt mich eine Idee: mit viel Glück findet sich ein Stossdämpfer von z.B. einem Motorrad, wo die Kolbenstange den genau gleichen Durchmesser dieser Proxxon-Säule hat. Warum hat sonnabends kein Fahrzeugschrotti geöffnet? Nachtskifahren geht ja auch...
Dieter P. schrieb: > Christian H. schrieb: >> Das ganze hier ist doch ein Luxusproblem. Früher hatte >> man einfach selber Hand angelegt. > > Falsch: Früher hätte sich kein Hersteller getraut, solchen Müll zu > produzieren. Und früher hätte jeder Kunde so ein Teil dem Händler an den > Kopf geworfen. Heute hat der Kunde keinen Arsch mehr in der Hose, > deshalb arbeitet (frickelt) er neue Maschinen nach. Den Motor aus deinem > neuen Auto holst du auch erst raus, um die klemmenden Kolben zu > überdrehen - stimmts? Was früher? In meinem "Früher" war eine TBM ein Luxuswerkzeug. Akkuschrauber gab es nicht. Man hatte für Haus und Hof eine Schlagbohrmaschine (HBM-480). Um Platinen zu Bohren brauchte man einen Bohrständer. Riesengroß und dazu einen "Drehzahlerhöher". Nur um damit die tausend Löcher für den AC-1 zu bohren. Aber es ging. In meinem Bekanntenkreis kenne niemanden, der "Früher" sowas hatte. Und "Früher" hatten Bohrmaschinen vorn an der Führung Gravierungen, wo die Tiefe angegeben wurde. Nicht mehr. Kein Anschlag usw.
M. Agnet schrieb: > mein beschissener Bohrständer regt mich auf. Was haste da getrickst? Du glaubst doch nicht im ernst , dass dir hier irgendwer diese Story abkauft? So etwas wird bei Proxxon nicht verkauft. Leider wurde dieser Troll ordentlich gefüttert hier... Und nun ...ist alles gesagt.
Beitrag #6303962 wurde von einem Moderator gelöscht.
Angehängte Dateien:
-

mb200.jpg
49 KB

Ja, das ist SO! Bei meinem auch, stört mich aber nicht. Bild ist aus Youtube-Video https://www.youtube.com/watch?v=mVmlZQz_OFI Gerhard
Hi >Ja, das ist SO! >Bei meinem auch, stört mich aber nicht. Kann ich bestätigen. Ist mir nicht aufgefallen, da dort schon seit langen da mein KT70 montiert ist. Zum Bohren habe ich noch hab ich noch einen MB140. MfG Spess
spess53 schrieb: >>Ja, das ist SO! >>Bei meinem auch, stört mich aber nicht. > > Kann ich bestätigen. Ist mir nicht aufgefallen ... Das eigentliche Problem des heutigen Bastlers: Murks und Pfusch stört ihn nicht - wenn er ihm denn überhaupt auffällt. Oder man ist durch billig billig schon so dressiert, dass man jeglichen Murks und Pfusch toleriert. War ja schließlich so billig. Andere sind der Ansicht, dass man neue Maschinen grundsätzlich nacharbeiten muss. Denn die Industrie kann das nicht richtig, da muss erst der gemeine Billig-Bastler ran. Youtube ist voll von Videos, wo Privatleute mit Begeisterung ihre Billig-Gurken gerade klopfen. Das Foto oben aus dem Video zeigt eindeutig, dass da einem Entwickler ein Fehler unterlaufen ist. Und es zeigt auch, dass man es nicht für notwendig erachtet, den Fehler zu korrigieren. Zu was auch, der Billig-Bastler kauft doch den Mist mit größter Freude. Ein Akkuschrauber mit 10mm Bohrer löst doch das Problem. Man muss sogar was von Luxusproblemen lesen. Das Ganze gipfelt dann darin, dass man dem TO unterstellt, sein Beitrag und sein Bild wäre getürkt. Unglaublich, was da an vorauseilender Dummheit nachwächst.
lächler schrieb: > Wo steht denn, dass man das Loch mit der Proxxon bohren soll? Ich bin der Bohrer Eilich. Was ich nicht bohr, das feil ich.
Old P. schrieb: > Schau Dir Oberflächen von Führungen, Lagern, Kugelumlaufspindeln usw. > unter dem Mikroskop an, dann siehst Du selbst bei feinstgeschliffenen > (polierten) Laufflächen eine wüste Kraterlandschaft. Ja, selbst bei Endmaßen! > So, und nun versuche zwei solcher Kraterflächen ohne Spiel aufeinander > zu legen und gegeneinander zu verschieben.... Das geht bei Endmaßen durchaus.
Dieter P. schrieb: > Das eigentliche Problem des heutigen Bastlers: Murks und Pfusch stört > ihn nicht - wenn er ihm denn überhaupt auffällt. Oder man ist durch > billig billig schon so dressiert, dass man jeglichen Murks und Pfusch > toleriert. War ja schließlich so billig. Das Problem hat auch eine Kehrseite: wwnn die Kunden den Murks konsequent zurückgeben, wird das Angebot etwas teurer werden müssen. Dann jammern wieder die, die kein Qualitätswerkteug brauchen. Wenn ich aus gegebenem Anlass etwa ein halbes Pfund Spachtekitt unter Lack abtragen möchte und sonst keine Verwendung für warme Luft habe, dann brauche ich eine Heißluftpistole, die ein paar Stunden hält und danach zusammen mit dem Abtrag in die Tonne wandern darf. Wenn ich dann für zehn Euro so ein Gerät bekomme, bin ich gut bedient. Ärgerlich wird es nur, wenn der Händler anderen Kunden, die etwas Ordentliches suchen, das gleiche One-Time-Tool andreht.
Gerhard schrieb: > Ja, das ist SO! > Bei meinem auch, stört mich aber nicht. > Bild ist aus Youtube-Video Youtube-Video "Proxxon Micromot MB 200 Drill > Stand Unboxing, Detailed Review and Test" Ich sehe, dass der Bohrer schief steht. Wieso drückt der Typ mit der Hand oben auf den "Ausleger"? Um den Schiefstand des Bohrer zu erzeugen kann man zb. alles was normaleweise festgezogen sein muss locker machen. Druck wie im Foto von oben und schon steht der Bohrer schief. Wenn ich mich beim Knipsten noch mit der Perspektive spiele, dann schaut das auf dem Bild halt krass aus. Meint einer von Euch im ernst Proxxon würde da keine Rückrufaktion starten wenn der Fehler real wäre ? Ich kenne den Laden schon lange und habe auch einiges von denen. Nicht alles ist perfekt gelöst bei denen .aber PL stimmt. zumindest für den Hobbyeinsatz.
herbert schrieb: > Meint einer von Euch im ernst Proxxon würde da keine Rückrufaktion > starten wenn der Fehler real wäre ? Der Fehler ist real. Denkst du, die ganzen Leute, die hier Bilder von nicht fluchtenden Bohrern präsentieren, haben alle ein Diplom in Photoshop? Arbeitest du bei Proxxon zufällig in der Marketingabteilung?
M. Agnet schrieb: > Der Fehler ist real. Wenn es das regnen hier aufhört schau ich mir den im Laden an. Ist kein Problem in einer Großstadt.
herbert schrieb: > M. Agnet schrieb: >> Der Fehler ist real. > > Wenn es das regnen hier aufhört schau ich mir den im Laden an. Ist kein > Problem in einer Großstadt. Ja, die Bäume im Baum-arkt haben sich sicher über den Regen gefreut. :-)
Harald W. schrieb: > Ja, die Bäume im Baum-arkt haben sich sicher über den Regen gefreut. :-) Bei uns gibt Proxxon bei "Kustermann".Der Regen ist jetzt wichtiger als der Bohrständer...leider wieder mal lange Zeit nix ,dann alles auf einmal... Gibt große Wassermelonen...
herbert schrieb: > Wenn es das regnen hier aufhört schau ich mir den im Laden an. Und was hat das mit den Bohrständern zu tun, die zum Kaufzeitpunkt ausgeliefert wurden?
Hi herbert schrieb: >Ich sehe, dass der Bohrer schief steht. Wo genau? >Wieso drückt der Typ mit der Hand oben auf den "Ausleger"? Wenn du genauer hinsehen würdest hättest du gemerkt, des er nicht auf den "Ausleger" drückt, sondern auf den Vorschubshebel. Ganz einfach um den Bohrer näher an das Loch zu bringen. Womit sich diese Aussage >Um den Schiefstand des Bohrer zu erzeugen >kann man zb. alles was normaleweise festgezogen sein muss locker machen. als blanke Unterstellung erweist. > Wenn ich mich beim Knipsten noch mit der Perspektive spiele, dann schaut >das auf dem Bild halt krass aus. Eine Hasselblad für Videoaufnahmen dürfte ein gemeiner Youtuber kaum zur Verfügung haben. MfG Spess
spess53 schrieb: > Eine Hasselblad für Videoaufnahmen dürfte ein gemeiner Youtuber kaum zur > Verfügung haben. Da nützt die beste Kamera nüscht, wenn man nicht weis was man tut, bzw. nicht das Equipment hat. (nix gegen den TO! Is hier ja kein Photowestbewerb:)
Teo D. schrieb: > Da nützt die beste Kamera nüscht, wenn man nicht weis was man tut, bzw. > nicht das Equipment hat. > (nix gegen den TO! Is hier ja kein Photowestbewerb:) Solche Bilder sind auch in Photoshop relativ einfach zu machen. Da muss man kein Profi sein. Da werden noch ganz andere Sachen manipuliert,das Internet ist voll davon. Wie ich das in Photoshop machen würde ,habe ich schon im Kopf. Ich könnte das vormachen, aber ich habe genug viel wichtigere Arbeit zu tun und werde meine Zeit nicht mit Sachen verplempern die mich nicht weiter bringen.Die "Clon"-Funktion zb. wäre ein guter Ansatz...nur um ein kleines aber mächtiges Werkzeug zu nennen.
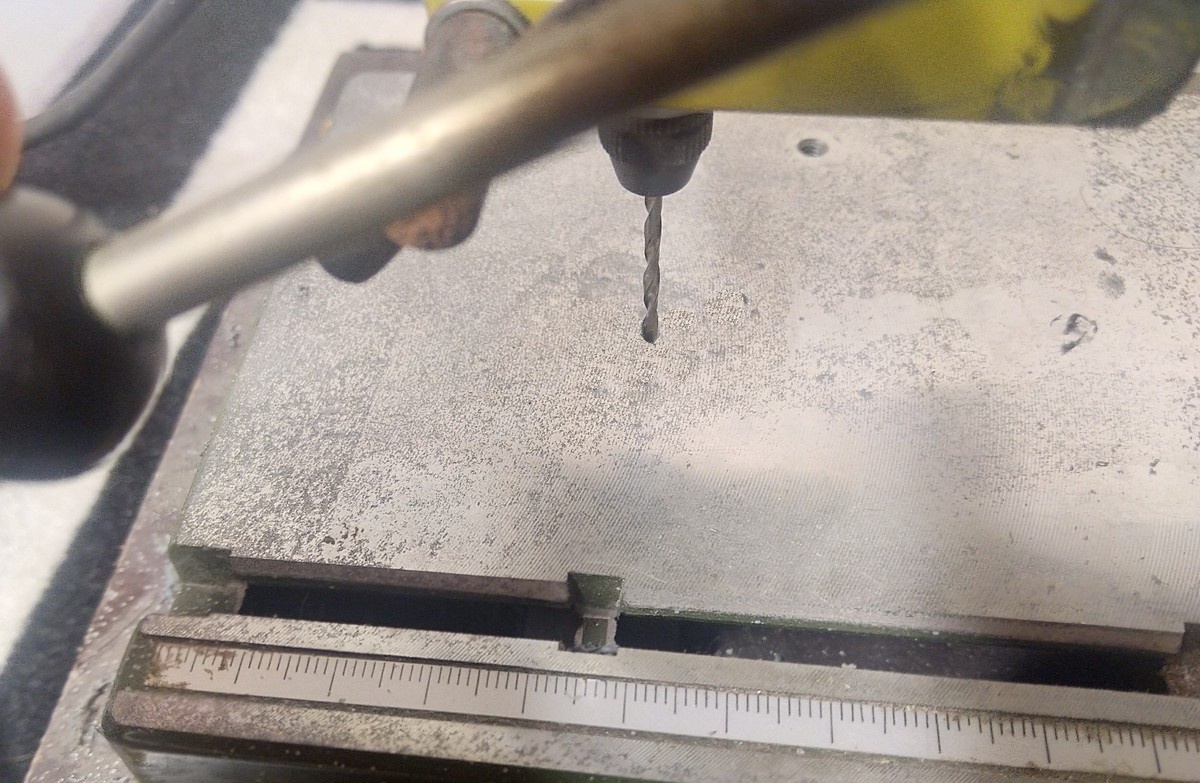
Noch was: Bei mir ist die Bohrung 10mm, die Bohrung auf dem vergammeltem Teil vom TE ist gut doppelt so groß. Er möge mal das Teil von unten Zeigen. So ein Loch mit 10mm ist doch schnell zugeschweißt und neu und größer an einem anderen Platz gefräst. War sicher mal für etwas besonderes gedacht.Nur. Original Proxxon ist das sicher nicht.
Angehängte Dateien:
-

proxxon_minimot-k.JPG
120 KB

Hi, da dies hier anscheinend zu einem allgemeinen Proxxon-Erfahrungsthread geworden ist, will ich auch meine Erfahrungen beisteuern. 1) Minibohrer "Minimot", ohne Drehzahlsteller. Seit XX Jahren häufig im Einsatz. Sehr zügig ging das Anschlusskabel kaputt, stattdessen habe ich ein irgendwo ausgeschlachtetes Spriralkabel drangefummelt, hält seitdem. Die hintere Abdeckung ist auch abgefallen, andere, größere Schrauben lösten das Problem. Jetzt schwächelt der Schalter - hoffentlich finde ich irgendwo was passendes. Da das Maschinchen immer ein regelbares Netzteil blockiert hat, habe ich irgendwann noch ein Step-Down dazu gepackt. Die Mechanik (Bohrfutter, Motor vorne kugelgelagert) läuft prima! 2) Ebenfalls seit XX Jahren habe ich eine Proxxon Drehmaschinchen, Typ kann ich jetzt gerade nicht benennen. Mir macht es immer ziemlichen Spaß, damit zu arbeiten. Kegeldreheinrichtung und die Zahnräder fürs Getriebe für Gewindeschneiden sowie ein Vierbacken-Futter musste extra gekauft werden, fand ich damals ziemlich teuer im Verhältnis zur Grund-Maschine. Fand alles sehr brauchbar für mich. (Habe allerdings keinerlei Erfahrungen mit anderen Drehmaschinen.) Absoluter Schund waren allerdings die Plastik-Handrädchen mit ihrer kaum erkennbaren 1/10-Plastik-Skala. Das am Reitstock war sehr schnell kaputt, vermutlich weil dort die größten Kräfte bei der Bedienung anfallen. Aber naja, dazu hat man ja ne Drehbank, um sich ein passendes Teil zu selber zu drehen. 3) Eine sogenannte Dekoupiersäge für Laubsägeblätter. Damit hatte ich erwartet, wenigstens mal 5mm-Brettchen oder dünnes Alublech sägen zu können. War ein Griff ins ... Der (ungeregelte) Motor läuft mit einer Drehzahl, die den Ausleger in heftige Schwingungen versetzt, das Einsetzen eines Sägeblattes ist extrem fummelig, ihre untere Befestigung mit Madenschrauben besonders kritisch (muss man anknallen, dass der Sechskant fast bricht) die Führung des Sägeblattes paktisch unbrauchbar. Zur Zeit nutze ich das Maschinchen dennoch für das Zuschneiden von aufgeschäumten 3mm-Plastikplatten vom Baumarkt (die man auf den Geraden besser, sauberer und schneller mit dem Cutter-Messer klein kriegt. Für die Drehzahleinstellung benutze ich seit einiger Zeit ein Fußpedal (mit einem Stufenwiderstand), wie es früher in elektrischen Nähmaschinen eingesetzt wurde. So ist es (fast) brauchbar. (Das Pedal auch für Bohrmaschinen etc. ganz prima zu verwenden) So, das wars bei mir mit Proxxon.
herbert schrieb: > Noch was: Bei mir ist die Bohrung 10mm, die Bohrung auf dem vergammeltem > Teil vom TE ist gut doppelt so groß. Er möge mal das Teil von unten > Zeigen. Und was unterstellst du mir dann, wenn ich dir deinen Beweis geliefert habe? Dass der Beweis manipuliert ist? Wenn ich ein Video drehe, dann ist das Video manipuliert? Wann ist es für dich echt? Wenn der Notar seinen Stempel druntergesetzt hat? Du musst mir übrigens keineswegs erklären, was man mit Photoshop, GIMP usw. basteln kann, das war Teil meines Studiums. Außer Acht lässt du dabei aber ganz brav, warum a) auch andere das Problem haben b) welchen Grund ich dafür hätte Also, was darf es sein, damit die Absolution des Herbert erteilt wird?
herbert schrieb: > Noch was: Bei mir ist die Bohrung 10mm, die Bohrung auf dem vergammeltem > Teil vom TE ist gut doppelt so groß. Wie kommst du denn darauf? Schau dir das Bild in diesem Beitrag an: M. Agnet schrieb: > Hier sieht man nochmal, wie ungenau das Ding gebohrt wurde! Man kann auf Grund der Perspektive den Lochdurchmesser zwar nicht auf den Millimeter genau abschätzen, er liegt aber ganz sicher deutlich näher bei 10mm als bei 20mm. Die Skala am unteren Bildrand ist eine Zentimeter- und keine Zollskala :) Was mich etwas wundert: Wenn ich den TE richtig verstanden habe, war bei seinem MB200 der Fehler im Neuzustand noch nicht vorhanden, sondern hat sich erst im Lauf der Zeit eingestellt: M. Agnet schrieb: > Gekauft habe ich ihn mal zum Platinenbohren, mittlerweile ist das Teil > aber anscheinend vom Rumstehen schief geworden?! Bei Gerhard und dem von ihm verlinkten Video scheint es sich hingegen um einen Konstruktionsfehler zu handeln, der von Anfang an da war: Gerhard schrieb: > Ja, das ist SO! Ich selber habe "nur" einen MB140/S (der wohl die gleiche Grundplatte wie der MB200 verwendet), da fluchten das Loch in der Grundplatte und die Aufnahme für die Maschine perfekt. Ich kann mir auch nicht vorstellen, wie sich das ohne Anwendung brutalster Gewalt ändern könnte.
herbert schrieb: > Teo D. schrieb: >> Da nützt die beste Kamera nüscht, wenn man nicht weis was man tut, bzw. >> nicht das Equipment hat. >> (nix gegen den TO! Is hier ja kein Photowestbewerb:) > > Solche Bilder sind auch in Photoshop relativ einfach zu machen. Da muss > man kein Profi sein. Da werden noch ganz andere Sachen manipuliert,das > Internet ist voll davon. Wie ich das in Photoshop machen würde ,habe ich > schon im Kopf. Ich könnte das vormachen, aber ich habe genug viel > wichtigere Arbeit zu tun und werde meine Zeit nicht mit Sachen > verplempern die mich nicht weiter bringen.Die "Clon"-Funktion zb. wäre > ein guter Ansatz...nur um ein kleines aber mächtiges Werkzeug zu nennen. Sag mal, fühlst du dich auf den Schlips getreten wenn jemand etwas negatives über Proxxon sagt? Und unterstellst hier diversen Leuten im Thread, daß sie Fake Fotos und Lügen verbreiten würden! Beitrag "Re: Beschissener Proxxon-Bohrständet, normal?" Ich habe weiter oben schon gesagt, daß dies keine Einzelfall ist. Bei meinem Proxxon Bohrständer gibt es den gleichen Versatz, und der wurde bei Völkner gekauft. Ich glaube nicht, daß die es sich leisten würden, irgendwelche Nachbauten zu verkaufen.
M. Agnet schrieb: > Außer Acht lässt du > dabei aber ganz brav, warum > a) auch andere das Problem haben > b) welchen Grund ich dafür hätte Dann geh doch dem Fehler mal mit System auf den Grund. Spann einen längeren geraden Stift ein und prüfe, ob sie im rechten Winkel zur Auflagefläche ist. Ist sie es, dann stimmt der Abstand der Konstruktion nicht. Ist es nicht rechtwinkelig, dann hängt das Gebilde. Also hinten an der Säule neu spannen, aber ohne die relativ schwere Maschine. Danach erst die Maschine einsetzen. Natürlich an einer Säule ohne Rost. Schwalbenschwanzführung prüfen auf Spiel. Übrigens, bei den Mio. Löchern, welche ich gebohrt habe, habe ich nie das Loch vermisst. Wozu ist das eigentlich :-)
michael_ schrieb: > Dann geh doch dem Fehler mal mit System auf den Grund. Leute, es waren doch schon genügend Rückmeldungen hier von Leuten die genau dieses Teil haben und bei denen das ganz genau so aussieht. Das ist einfach so und die meisten scheint es nicht zu stören. Fertig!
Kastel schrieb: > Sag mal, fühlst du dich auf den Schlips getreten wenn jemand etwas > negatives über Proxxon sagt? Und unterstellst hier diversen Leuten im > Thread, daß sie Fake Fotos und Lügen verbreiten würden! Nein, aber ich weis was in einer Fertigung Sache ist. Da gibt es Mitarbeiter,die sehen das Teil 8 Stunden am Tag. Das Loch ist so krass versetzt, dass es eigentlich bei der Montage und bei der Endkontrolle auffallen muss. Dieses Alu -Gussteil wird vor dem lackieren noch CNC bearbeitet. Die Maschine macht garantiert keinen Fehler.Wenn doch müsste das auffallen. Ist doch mal was passiert wird man die Teile nicht verkaufen. Hör mal zu: Die Quasi bei UHER hat ständig Stichproben gemacht. Wenn da nur ein einziges verpacktes Gerät auf der Palette nicht in Ordnung war .wurde die komplette Tagesproduktion wieder ausgepackt und kontrolliert. Andere Fertigungen sind nicht lascher. Außerdem ,egal wer den erstanden hat damals ,wieso hat der nicht reklamiert? Proxxon gilt ja als äußerst Kulant, habe von denen schon Sachen die mir defekt gegangen sind umsonst bekommen ua. ein Hartmetallkreisägeblatt mit 36 Zähnen wo mir beim alten ein Zahn ausgebrochen ist. Plausibel ist was anderes... Warum reklamieren denn die anderen nicht,welche behaupten ,sie hätten auch sowas? Ich hätte den nicht genommen. Ich habe 2 Stück TBM 220 und eine TBH...da ist alles palletti.
Yalu X. schrieb: > Ich kann mir auch nicht vorstellen, wie sich das ohne Anwendung > brutalster Gewalt ändern könnte. Mach doch mal einen einhändiger Handstand mit der Hand direkt auf dem Motorgehäuse. :-)
Angehängte Dateien:
-

versatz.jpg
190 KB -

135mm.jpg
150 KB
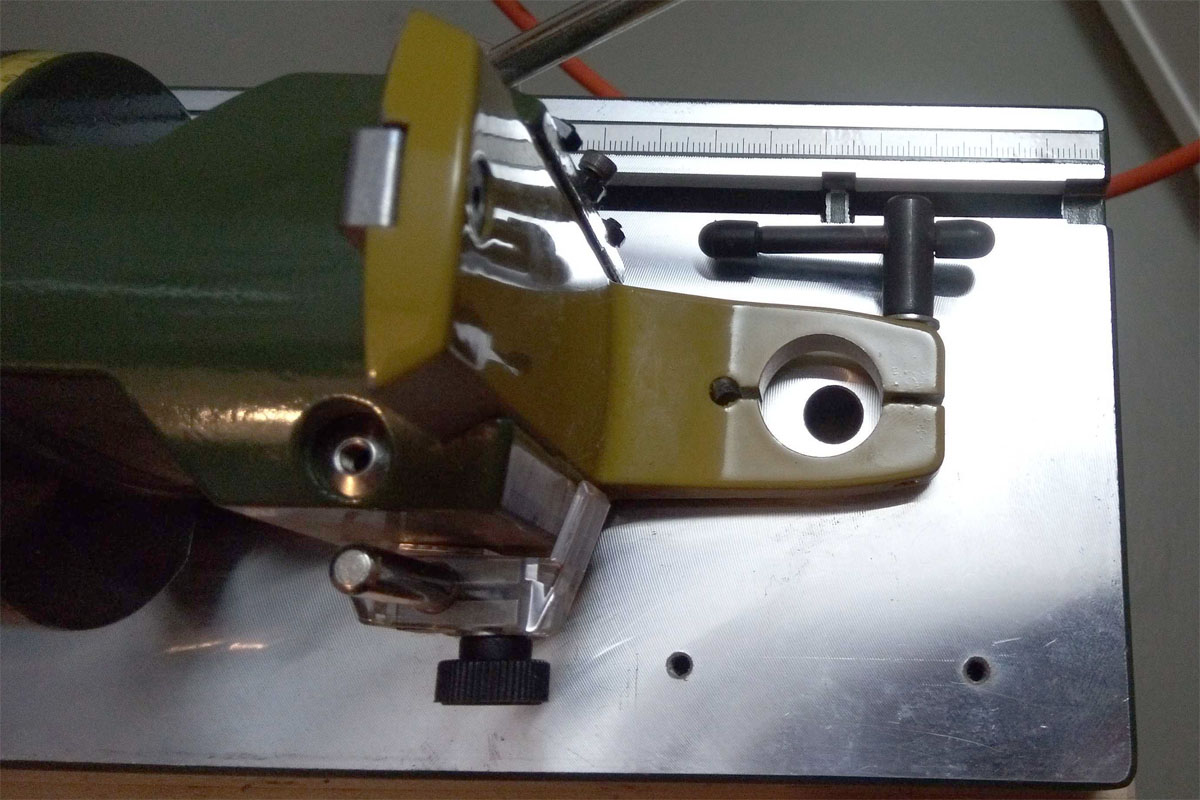
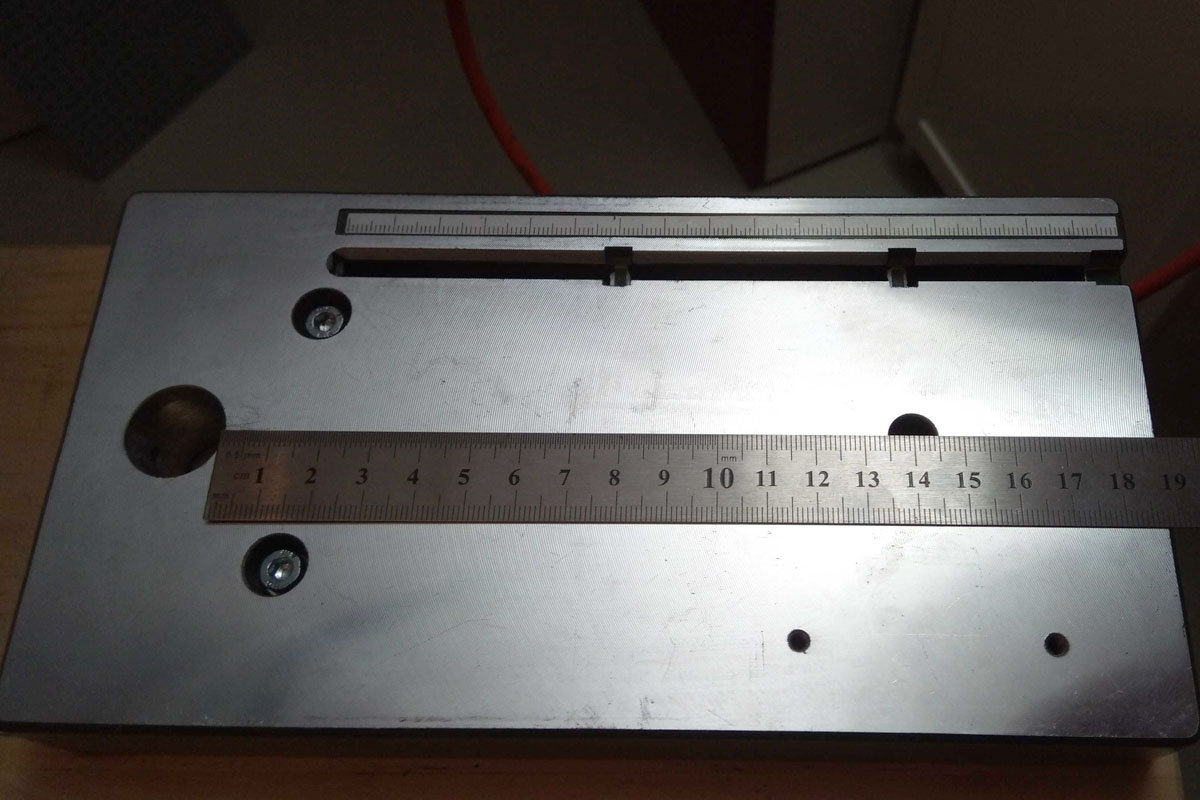
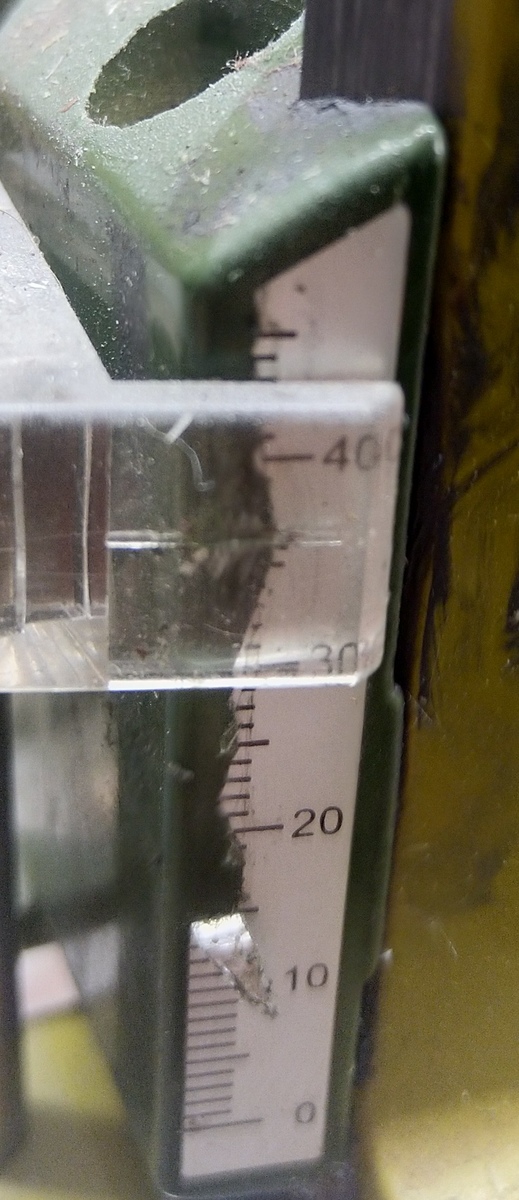{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Bernd B. schrieb: > Ich glaube auch nicht, dass die original ist. Bei meiner ist jedenfalls > oben keine Zentrierbohrung für die Drehbank drin (und auf den > Produktfotos auch nicht). Dann ist sie wahrscheinlich unten. Die Bohrung ist bei mir nur auf einer Seite des Stabes. Den Versatz habe ich auch. Aber liegt es wirklich an der Grundplatte? Messt doch mal bitte, wenn es bei euch passen sollte. Bei mir sind es 135 mm von Rand zu Rand der Löcher (siehe Anhang). Eventuell liegt es an der Absenkmechanik.
Mein Gott, habt ihrs nach fast 200 Beiträgen immer noch nicht begriffen, dass für den MB140/S und für den MB200 identische Grundplatten verwendet werden? Beim MB140/S passts, beim MB200 nur fast. Shit happens! Ist wohl auch eine Kostenfrage. Hans
herbert schrieb: > Solche Bilder sind auch in Photoshop relativ einfach zu machen. Da muss > man kein Profi sein. Da werden noch ganz andere Sachen manipuliert,das > Internet ist voll davon. Wie ich das in Photoshop machen würde ,habe ich > schon im Kopf. Ich könnte das vormachen, aber ich habe genug viel > wichtigere Arbeit zu tun und werde meine Zeit nicht mit Sachen > verplempern die mich nicht weiter bringen.Die "Clon"-Funktion zb. wäre > ein guter Ansatz...nur um ein kleines aber mächtiges Werkzeug zu nennen. Zumal alle die diese Bilder mit der versetzten Bohrung gepostet haben, im Besitz von Photoshop sind und viel wichtiger auch damit umgehen können.
Hans schrieb: > Mein Gott, habt ihrs nach fast 200 Beiträgen immer noch nicht begriffen, > dass für den MB140/S und für den MB200 identische Grundplatten verwendet > werden? Beim MB140/S passts, beim MB200 nur fast. Shit happens! Ist wohl > auch eine Kostenfrage. Hatte ich schon ziemlich weit oben (Beitrag "Re: Beschissener Proxxon-Bohrständet, normal?") geschrieben, da bin ich aber von einigen hier blöd angemacht worden - schon gleich im nächsten Post.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.