Über die Suche bin ich auf diverse Beiträge zum Thema Platinenbohren gestoßen. Es wurde immer wieder die IBS/E empfohlen. Ich werde mir daher eine Proxxon IBS/E bestellen, da ich diese auch noch für andere Zwecke nutzen kann. Passend dazu suche ich nun einen Bohrständer. Welcher ist da zu empfehlen und wo genau liegen die Unterschiede zwischen dem MB 200 und dem MB 140/S in der Praxis? Überwiegend werde ich damit Platinen bohren aber wahrscheinlich auch mal das eine oder andere Holzstück fräsen. Frank
Der MB200 ist klar der bessere. BFB2000 noch massiver.
Genau. Der MB 140/S führt den Maschinenhalter über die Säule und eine zweite, dünnere Stange, die in einer geklemmtem Messing- oder Bronzekugel läuft. Das neigt dazu, ein wenig in links-rechts-Richtung zu klappern. Der MB200 hat hingegen eine Schwalbenschwanzführung, das ist wesentlich solider. Zum Fräsen sind beide wegen der schlanken Säule nur bedingt geeignet, dafür gibt's ja das BFB2000. Aber nur mal 'ne Nut in Holz, wo es nicht auf 5/100mm genau sein muss, die geht bestimmt auch im MB200.
So eine Portalbrücke als Bohrständer wäre um einiges steifer und geeigneter. Leider gibts die nicht von Proxon. Isel hat die mal hergestellt. Beitrag "[BIETE] Isel Bohr- und Fräsständer"
Vielen Dank für die sehr detailierten Infos. Ich werde mir dann vorerst den MB 200 zulegen. Eine Fräse ist für die Zukunft geplant. Da fehlt es zur Zeit noch am nötigen Kleingelt ;) Frank
Eigentlich gibt es für Privat keine wirklich gute Möglichkeit fürs Platinenbohren. Vor allem wenn man nicht auf Hartpapier gehen will und das will heute niemand mehr. Darum muss man eigentlich konsequent Bohrungen vermeiden wo es geht (durch SMD) oder gleich fertigen lassen. gruß cyblord
cyblord ---- schrieb: > Eigentlich gibt es für Privat keine wirklich gute Möglichkeit fürs > Platinenbohren. Findest du? Meiner Erfahrung nach stellt gerade das Platinenbohren (auch in FR4) im Vergleich zu anderen Bohrarbeiten recht geringe Anforderungen an die Ausrüstung. Als Bohrer kann man gebrauchte HM-Bohrer nehmen, die sind sogar billiger als neue HSS-Bohrer. Die Bohrmaschine sollte ordentlich Drehzahl haben und nicht eiern, aber das erfüllen mittlerweile fast alle dieser Minibohrmaschinchen, auch die preisgünstigen. Der Bohrständer muss praktisch keine seitlichen, sondern nur vertikale Kräfte aufbringen, weswegen man keine supermassive Ausführung braucht. Ich verwendete früher einen Ständer von Proxxon (schon lange nicht mehr im Programm), der fast komplett aus Kunststoff gefertigt war und gerade mal 39 DM (ca. 20 €) gekostet hat. Bis auf die etwas geringe Ausladung und die nicht ganz ergonomische Bedienung (statt eines Hebels nur ein kleines Flügelrad) hat das Ding gut funktioniert und war für Hobbyzwecke völlig ausreichend.
Ich kann die Probleme beim Bohren ebenfalls nicht pauschal bestätigen. Ich benutze den Proxxon IB/E im MB 140/S, dem ich allerdings das o.a. Klappern recht rustikal abgewöhnt habe (Klemmschraube an der besagten Führungs-Kugel). Als Bohrer setze ich vorwiegend gebrauchte VHM-Bohrer von Lerrox ein. Geht. Allerdings muss ich zustimmen, dass eine (von mir) manuell gebohrte Platine nicht so gut aussieht wie eine professionell gefertigte - das Positionieren der Lötaugen unter dem Bohrer ist schon etwas fummelig. Da gibt's auch Lösungen mit Mikroskop-Kameras und dergleichen, aber fertig kaufbar und erschwinglich kenne ich auch keinen Hobby-Bohrplatz.
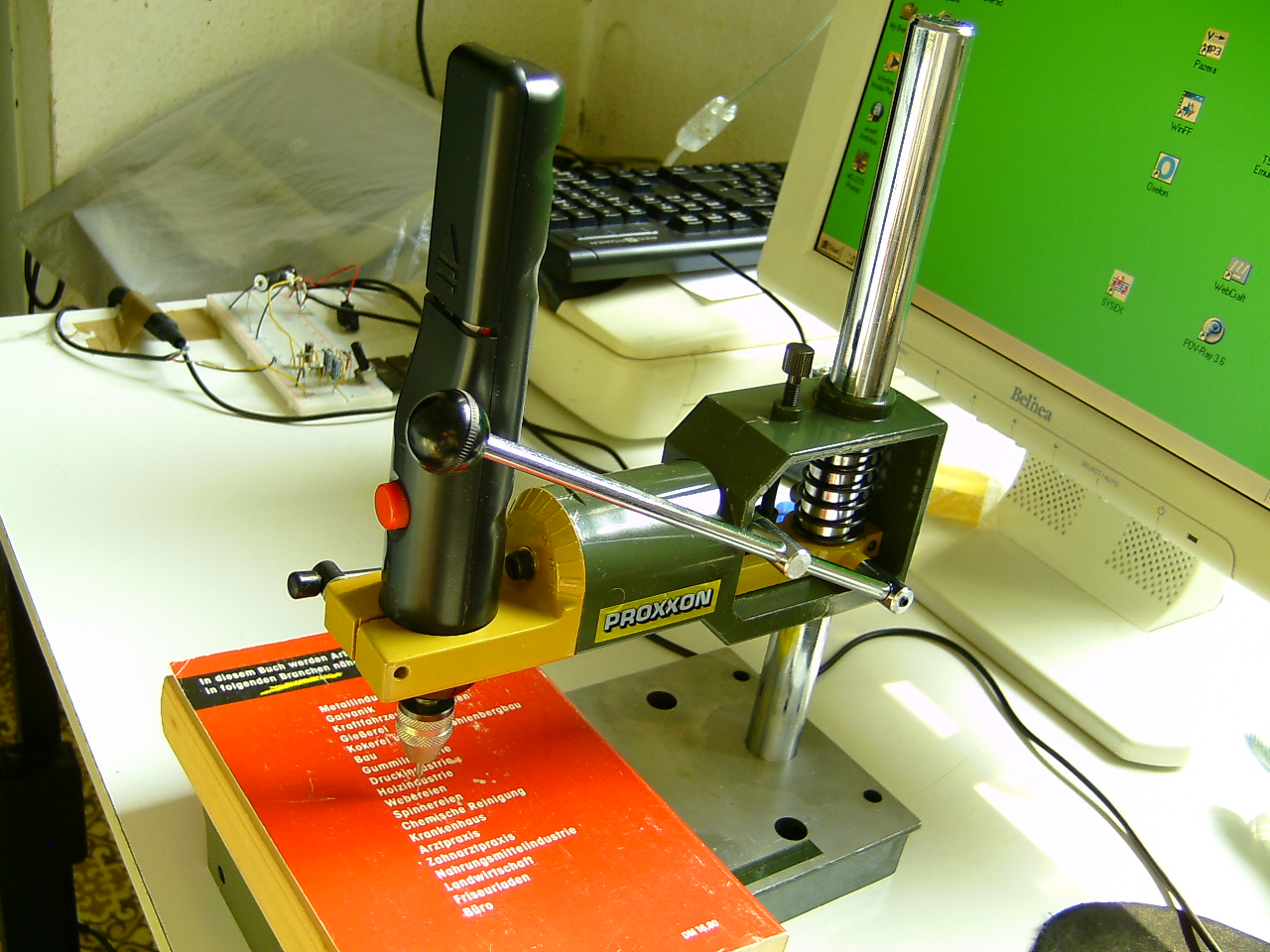
Heute kam der Bohrständer mit der IBS/E an. Im direkten Vergleich ist der Bohrständer von Dremel dagegen ein Spielzeug. Wobei ich sagen muss, dass mir die Bedienung bei Dremel ein klein wenig besser gefällt. Leider reicht die Kraft der Rückholfeder nicht aus, um die Maschine wieder in Nullstellung zu bringen. Ein Anruf beim Hersteller klärte das Problem. Mir wird kostenlos eine stärkere Feder zugeschickt. Insgesamt macht die Kombination einen sehr stabilen Eindruck. Auf jeden Fall besser als der Dremel Bohrständer mit der eingeschraubten Maschine. Wie sich damit die Platinen bohren lassen wird sich zeigen. Für kleinere Fräsarbeiten werde ich mir noch den Micro Koordinatentisch zulegen. Auch da muss sich erst noch zeigen, ob die Kombination für meine Anwendungen passt. Frank
Angehängte Dateien:
-

BILD3724.JPG
470 KB
Hallo cyblord, Bohrständer von PROXXON gibt es ab ca. 50€. Ich habe mir beim Trödler was für 25€ gekauft. Man muss darauf achten, dass man eine für den Bohrständer passende Bohrmaschine braucht. Da habe ich zurzeit auch nur eine billige Batterie-Bohrmaschine (von Mannesmann) eingespannt. Wie ich damit Platinen bohre: https://www.youtube.com/watch?v=ASNgCuTzOo0&list=UUnJGkAU29GWN9MdDnQ3zNWA Für solches Präzisionsbohren sollte man sich noch eine Lupe zum an-die-Tischkante-Klammern besorgen. Gruß Thomas
Der abgebildete Bohrständer ist eine alte Version des MB140, die im Handel nicht mehr erhältlich ist. Ich hab' den auch noch, man kann da die kleinen Proxxon-Bohrmaschinchen in Spindelform am Gehäuse einspannen - aber in dieser Bauform nicht am 20mm-Klemmring, mit dem diese Maschinchen in den aktuellen Proxxon-Ständer passen. Das o.a. leichte Klappern in seitlicher Richtung hat dieser Ständer leider auch oft.
Thomas Strauß schrieb: > Hallo cyblord, > > Bohrständer von PROXXON gibt es ab ca. 50€. Ich habe mir beim Trödler > was für 25€ gekauft. Das ist ein absolutes Mistding! Ich hab das auch. Der verchromte Führungsstab frist nach einiger Zeit in der Buchse. Dann rattert es beim Runterdrücken. Ein Messingstab liegt schon bereit. Aber durch die Erbschaft einer größeren Bohrmaschine von Proxxon brauche ich das miserable Teil nicht mehr.
Naja, man darf den Stab in der Buchse auch mal ein wenig fetten, dann frisst da nix... Ich stimme ja gerne zu, dass dieser Bohrständer wirklich keine Feinmechanik-Lösung ist, aber ausgerechnet diese konstruktive Schwachstelle ist nun wirklich leicht zu entschärfen. Die Kulissenführung der aktuellen Version funktioniert ohne Schmierung keineswegs besser... Natürlich ist der MB200 eindeutig besser - er kostet allerdings auch mehr.
Matthias L. schrieb: > Naja, man darf den Stab in der Buchse auch mal ein wenig fetten, dann > frisst da nix... Ich stimme ja gerne zu, dass dieser Bohrständer Man nimmt es ja erst mal ohne Bedacht in Betrieb. Dann erkennt man, das man schmieren muß. Das half aber nicht mehr. Da hab ich gesehen, das die Buchse scharfe Kanten hatte, also nicht entgratet war. Da hab ich den Stab umgedreht, damit alles wieder wie neu war. Trotz entgraten, schmieren hat es wieder gerattert. Bei PROXXON wußten die schon, warum sie die Konstruktion geändert haben.
Yalu X. schrieb: > Findest du? Meiner Erfahrung nach stellt gerade das Platinenbohren (auch > in FR4) im Vergleich zu anderen Bohrarbeiten recht geringe Anforderungen > an die Ausrüstung. Da schließe ich mich an. Man kann sogar ohne Ständer bohren. Ich nehme eine Kleinstbohrmaschine und bohre damit von Hand die 0,8mm bzw. 0,5mm Löcher der Lötaugen. Je weniger man dabei von der Senkrechten abweicht, um so besser. DIP-Schaltkreise, Stiftleisten oder bedrahte Widerstände, alles kein Problem. Natürlich mussen die Lötaugen eine Zentrierbohrung haben.
wolle g. schrieb: > Man kann sogar ohne Ständer bohren. Warum solle bohren auch so geil sein. Du hast noch vergessen zu erwähnen dass du nur mit HSS in FR2 bohrst. VHM in FR4 führt nämlich zu unverzüglichem Augenlichtverlust.
wolle g. schrieb: > Man kann sogar ohne Ständer bohren. Ich nehme eine Kleinstbohrmaschine > und bohre damit von Hand die 0,8mm bzw. 0,5mm Löcher der Lötaugen. Platinen von Hand bohren geht aber nur mit HSS-Bohrers gut - VHM-Bohrer unter 1mm brechen da zu leicht ab. HSS-Bohrer eignen sich aber eher nicht für FR4. Es war für mich auch eine gewaltige Umstellung mit Bohrständer, als die Bohrer plötzlich irgendwann stumpf wurden - vorher waren sie weitaus früher abgebrochen. Und MaWin hat es auf seine unvergleichliche Weise mal wieder geschafft, diesen einfachen Sachverhalt unverständlich darzustellen: MaWin schrieb: > Du hast noch vergessen zu erwähnen dass du nur mit HSS in FR2 bohrst. > > VHM in FR4 führt nämlich zu unverzüglichem Augenlichtverlust. Viele Grüße W.T.
Hi Frank, ich möchte Dir aus eigener, sehr ärgerlicher Erfahrung DRINGEND vom Erwerb eines ganz bestimmten Modells, nämlich der "Tischbohrmaschine TBM 220" (Proxxon 28128) ABRATEN! Dieses famose Modell hier: http://www.proxxon.com/de/micromot/28128.php Warum abraten? Weil diese Maschine zwar sauber verarbeitet, aber bescheuert konstruiert wurde, denn leider wurde eine Zwangskühlung für den Motor vergessen oder weggespart... Das führt(e) dann bei uns am Lehrstuhl im Entwicklungslabor immer dazu, daß das Bohren einer Platine (FR4) spätestens nach 70-100 Löchern für mindestens eine halbe Stunde unterbrochen werden musste, bis sich der ganze Klotz wieder so weit abgekühlt hatte, daß man weiterarbeiten konnte, ohne ein Durchbrennen der Motorwicklungen befürchten zu müssen. Mal Dir selber aus, was das bedeutet, wenn Du mal schnell als Prototyp ein oder zwei mittlere Platinchen mit jeweils vielleicht 500 Löchern herstellen möchtest (und 500 ist ja nun wirklich schnell erreicht). Du ärgerst Dich zu Tode mit dem blöden Ding! Proxxon mag ich gern, aber diese Maschine würde ich niemandem empfehlen, denn sie ist eine sehr fragwürdige Konstruktion.
TBM 220 = Fehlkonstruktion schrieb: > Proxxon mag ich gern, aber diese Maschine würde ich niemandem empfehlen, > denn sie ist eine sehr fragwürdige Konstruktion. Vielleicht als Einschränkung noch diesen Zusatz: wer nicht mehr als diese besagten 70-100 Löcher bohren muß, oder wer zum Beispiel Modellbau oder Schmuckherstellung o.ä. betreiben will, der kann an dieser Maschine durchaus seine Freude haben, denn die Verarbeitung ist, wie bereits gesagt, durchaus gut.
TBM 220 = Fehlkonstruktion schrieb: > Proxxon mag ich gern, aber diese Maschine würde ich niemandem empfehlen, > denn sie ist eine sehr fragwürdige Konstruktion. Die habe ich auch schon ewig, aber das ist keine Maschine für gewerblichen Einsatz. Man sollte sie zwischendurch auch mal abkühlem lassen.
herbert schrieb: > Die habe ich auch schon ewig, aber das ist keine Maschine für > gewerblichen Einsatz. Das habe ich auch nicht behauptet. In unserem Lehrstuhllabor war kein gewerblicher Bohrbetrieb, sondern alle paar Wochen fiel halt mal eine Platine an oder zwei. Mit den erwähnten, sehr lästigen Einschränkugen. Bei dieser Maschine stoßen selbst Hobbyisten sehr, sehr, sehr schnell an thermische Grenzen. Das geht aus dem Prospektmaterial von Proxxon in keiner Weise hervor, und deshalb musste es hier gesagt werden, damit eventuelle Interessenten sich auch diesen Teil des Gesamtbildes machen können ;-) herbert schrieb: > Man sollte sie zwischendurch auch mal abkühlem > lassen. Sag ich ja... Hätte Proxxon dem Gerät ein Lüfterrad für 50 Cent und 2 Kühlkanale spendiert, dann gäbe es diese blöde Einschränkung sicher nicht.
herbert schrieb: > Man sollte sie zwischendurch auch mal abkühlem > lassen. Oder man überlegt sich mal selber, wie man das Teil "zwangsbelüften" kann, z.B. durch Anbringen von Lüftern.
Die TBM ist aus ganz anderem Grund gar nicht zum Platinenbohren geeignet - die maximale Drehzahl von 8500 U/min ist ein bisschen knapp. Für Modellbau-Arbeiten mag die durchaus sinnvoll sein, aber beim Platinenbohren ins recht weiche Platinenmaterial (in dem nur die Glasfasern den Bohrer stumpf machen) ist man mit den ca. 20000U/min der üblichen Kleinmaschinchen von Proxxon oder Dremel in einem ordentlichen Ständer besser bedient.
Wolle schrob: >Man kann sogar ohne Ständer bohren. Ich nehme eine Kleinstbohrmaschine >und bohre damit von Hand die 0,8mm bzw. 0,5mm Löcher der Lötaugen. Je >weniger man dabei von der Senkrechten abweicht, um so besser. >DIP-Schaltkreise, Stiftleisten oder bedrahte Widerstände, alles kein >Problem. Natürlich mussen die Lötaugen eine Zentrierbohrung haben. Diesen Text hätte ich genauso auch schreiben können. Volle Zustimmung. MfG Paul
Matthias L. schrieb: > die maximale Drehzahl von 8500 U/min ist ein bisschen knapp. Es geht und stellt wohl die unterste Grenze für HM -Bohrer dar. Die hohen Drehzahlen sind nur den hohen Taktraten geschuldet wie sie beim CNC bohren normal sind. Der "händische" Bohrer kann da langsamer tun ...außerdem lärmt es dann auch nicht soooo...
Paul Baumann schrieb: > Diesen Text hätte ich genauso auch schreiben können. > Volle Zustimmung. Wir reden hier vom bohren in FR4 mit Hartmetallbohrern... Du von Pappe und HSS. Aber den Unterschied kennste schon...auch im Ergebnis und mit den Augen betrachtet ?
Herbert nölte: >Wir reden hier vom bohren in FR4 mit Hartmetallbohrern... Du von Pappe >und HSS. Aber den Unterschied kennste schon...auch im Ergebnis und mit >den Augen betrachtet ? Kannst Du mal Deine unqualifizierten Kommentare an das Gerät NULL senden? Wahrscheinlich Grobmotoriker und Mundwerker statt Handwerker! :-( Paul
Paul Baumann schrieb: > Wahrscheinlich Grobmotoriker und Mundwerker statt Handwerker! Das sind ehrliche Fragen: - Bohrst Du FR4 mit VHM von Hand? - Ist Dir schon einmal ein 0,6mm-VHM-Bohrer stumpf geworden? Ich bin weiß Gott kein Grobmotoriker, aber bei mir sind die dünnen Bohrer immer vorher abgebrochen. Viele Grüße W.T.
Walter frog: >Das sind ehrliche Fragen: > - Bohrst Du FR4 mit VHM von Hand? > - Ist Dir schon einmal ein 0,6mm-VHM-Bohrer stumpf geworden? Ich bohre FR4 mit HSS-Bohrern von Hand. Diese Bohrer sind billig und gut und eigentlich überall zu bekommen. Da macht es nicht viel, wenn ich nach sagen wir mal 500 Löchern einen neuen Bohrer nehmen muß. Ich habe hier ein Minibohrmaschinchen, das ich mit einer Schaltung zur Konstanthaltung der Drehzahl ausgerüstet habe. Damit werden ausschließlich Bohrungen <=1mm hergestellt. Einen Bohrständer habe ich auch. Der nützt mir nur hier nicht viel, weil ich durch das schräge Betrachten des Werkstückes ewig brauche, bis ich zentriert habe. Da geht es ohne einfacher und besser. MfG Paul
Paul Baumann schrieb: > Ich bohre FR4 mit HSS-Bohrern von Hand. [...] > nach > sagen wir mal 500 Löchern einen neuen Bohrer nehmen muß. OK, das ist eine Option. Ich habe allerdings gefühlt deutlich weniger Bohrungen pro HSS-Bohrer in Erinnerung. Ich kenne die Zahl nicht mehr im Kopf, aber es war deutlich weniger als eine Leiterplatte, bis sich ein deutlicher Grat entwickelt hat. Und so dünne Bohrer schleife ich nicht nach. Paul Baumann schrieb: > Einen Bohrständer habe ich auch. Der nützt mir nur hier nicht viel, weil > ich durch das schräge Betrachten des Werkstückes ewig brauche, bis ich > zentriert habe. An das Problem erinnere ich mich im Nachhinein auch wieder - ist aber seit meiner Ringleuchte an der Bohrmaschine in Vergessenheit geraten. Da wirft der Bohrer einfach einen Schatten an der passenden Stelle und markiert, wo er gleich bohren wird - und dabei spielt die Parallaxe gar keine Rolle. Naja, mittlerweile ist das alles Vergangenheit (dank dem Angebot von Jakob). Viele Grüße W.T.
Paul Baumann schrieb: > Kannst Du mal Deine unqualifizierten Kommentare an das Gerät NULL > senden? Muß ich nicht,denn es gibt zwische dir und mir nur einen Unterschied.Während du mit deinem Bohrergebnis freudestrahlend auf die Straße rennst, gehe ich damit zum Mülleimer. Aber wenn es um Ansprüche geht bin ich tolerant, insofern quetsche den Bohrer halt durch. Paul Baumann schrieb: > Wahrscheinlich Grobmotoriker und Mundwerker statt Handwerker! Geh, das ist doch kindisch sowas zu tippen. Ich bin eher das Gegenteil davon und nicht so leicht zufrieden zu stellen. Müßtest mal mit meinem Therapeuthen reden der versucht hat mich diesbezüglich auf etwas "lockerer sehend" zu trimmen.
Walter Tarpan (Gast) schrieb: Paul Baumann schrieb: >> Ich bohre FR4 mit HSS-Bohrern von Hand. [...] >> nach >> sagen wir mal 500 Löchern einen neuen Bohrer nehmen muß. > OK, das ist eine Option. Ich habe allerdings gefühlt deutlich weniger > Bohrungen pro HSS-Bohrer in Erinnerung. Ich kenne die Zahl nicht mehr im > Kopf, aber es war deutlich weniger als eine Leiterplatte, bis sich ein > deutlicher Grat entwickelt hat. Und so dünne Bohrer schleife ich nicht > nach. 500 Löcher mit einem HSS 0.8mm in FR4? Niemals bzw. so ein Bohrer ist bereits nach 10% dieser Wunschgröße stumpf und wirft einen hässlichen Grad.
prg behauptete: >Niemals bzw. so ein Bohrer ist bereits nach 10% dieser Wunschgröße >stumpf und wirft einen hässlichen Grad. Der Grad des Grates ist nicht nach 10% erreicht, sondern nach 99. Da wird der Bohrer aber gewechselt. Er ist dann so verschlissen, daß er nicht mal mehr einen Drall besitzt und nur noch 2/10 Millimeter aus der Spannzange ragt. ;-) Ich bin schon seit 2007 im Forum angemeldet. Eigentlich müßte ich es doch gelernt haben: Nur eine exzellente Ausrüstung für Abertausende Euro ermöglicht es überhaupt , sich mit dem Bau von elektronischen Geräten zu befassen. Seltsam, daß ich das schon ca. 30 Jahre vorher mit schlechterer Ausrüstung konnte. (Es ist möglich, daß im letzten Absatz geringe Spuren von Ironie enthalten sind. Darauf muß man hier unbedingt hinweisen) MfG Paul
:
Bearbeitet durch User
Paul Baumann (paul_baumann) schrub: prg behauptete: >>Niemals bzw. so ein Bohrer ist bereits nach 10% dieser Wunschgröße >>stumpf und wirft einen hässlichen Grad. > Der Grad des Grates ist nicht nach 10% erreicht, sondern nach 99. > Da wird er aber gewechselt. > ;-) Ja ja, "Grat". Geschenkt. Aber die 500 nehme ich dir dennoch nicht ab. Wo hast du denn diese HSS gekauft, die das hergeben sollen? Du postest doch sonst nicht solche Klopper wie diesen hier. Paul goes Putin oder was?
Paul Baumann schrieb: > Ich bohre FR4 mit HSS-Bohrern von Hand. Das machen aber nur Leute, die nie in ihrem Leben ein richtiges Loch gebohrt haben und daher keinen Vergleich mit richtigem Werkzeug haben. Natürlich bohrst du per Hand nur mit HSS. Denn VHM Vollhartmetall würde schon beim ersten Loch abbrechen. Allerdings ist dein HSS Bohrer schon nach dem ersten gebohrten Loch stumpf. Das merkst du nur deswegen nicht, weil du noch nie einen mit einem scharfen Bohrerein Loch gebohrt hast. Stumfe Bohrer machen schlechte Löcher nud werfen Grate auf der Rückeeite auf, laufen heiss und lösen das Kupferpad auf der Rückseite ab. Du redest also wie der Blinde von Farbe. Wer EIN MAL mit VHM in FR4 gebohrt hat, lacht über deine Methode.
Prg gab sich generös: >a ja, "Grat". Geschenkt. Ist gut gemeint, aber Grate habe ich selbst genug.... >Aber die 500 nehme ich dir dennoch nicht ab. Sollst Du auch nicht, denn die Platinen bohre ich für mich selbst, die kannst Du mir nicht abnehmen. >Wo hast du denn diese HSS gekauft, die das hergeben sollen? Das sind alte Bestände vom VEB Werkö in Königsbrück. Ich nehme aber stark an, daß die heute Hergestellten auch nicht schlechter sind. http://www.werkoe.de/de/unternehmen >Paul goes Putin oder was? Oder was?? Paul
Paul Baumann (paul_baumann) schreibt noch immer: > Das sind alte Bestände vom VEB Werkö in Königsbrück. Ich nehme aber > stark > an, daß die heute Hergestellten auch nicht schlechter sind. Paul, du weißt schon, dass du hier einen vom Pferd erzählst? Kein HSS wird dir auch nur annähernd 500 gescheite Löcher in FR4 bohren, ohne das hässliche Grate am Bohrloch entstehen. Ob das bereits nach dem ersten Loch so ist, wie MaWin schreibt, oder nach einem Dutzend Löcher sei dahingestellt. Aber 500? Never! Den Gegenbeweis könnte man übrigens leicht antreten. Aber wozu! Weiß eh jeder. Oder dein "FR4" ist womöglich in Wahrheit Hartpapier. > Oder was?? Wollte nur mal wissen, ob du neuerdings "den Putin" (= Märchenonkel) hier gibst. (Achtung! Putinversteher wissen womöglich nicht was damit gemeint ist. In diesem Fall einfach überlesen und nicht dran stören. Danke!)
Vielleicht hat er auch deutlich dünneres Basismaterial als üblich. Ich bin vor fast 20 Jahren mal eines kleineren Postens solcher Platten habhaft geworden, die vereinzelt bis zu einer Stärke von nur 0,3mm hinunterreichen. Da gehen dann vielleicht wirklich 500 Bohrungen. Ich habe diese extrem dünnen Dinger allerdings nur für kleine SMD-Adapter benutzt, also nix gebohrt.
Angehängte Dateien:
-

Mega8_Platine_unten.jpg
120 KB -

Mega8_Platine_oben.jpg
42 KB -

Werkoe_Bohrer.jpg
70 KB -

Kleinbohrmaschine.jpg
95 KB
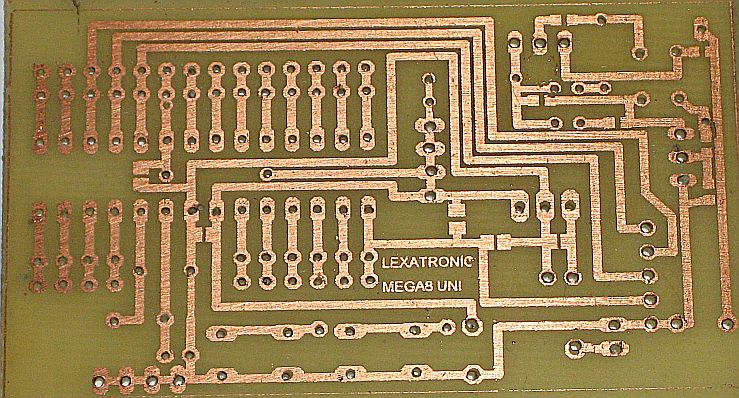
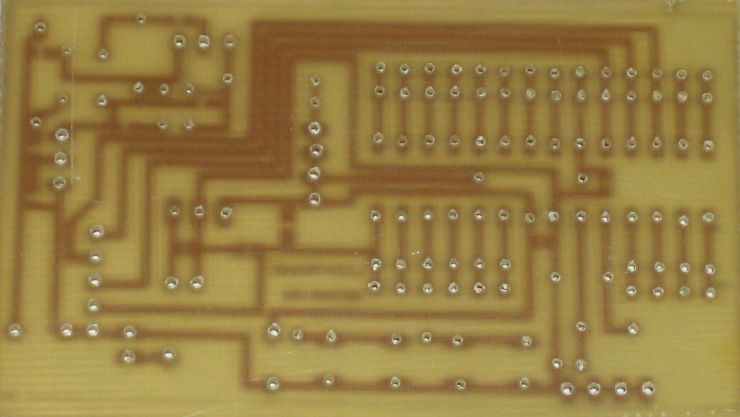

So, zum Abschluß ein paar Bilder: Die Platine wurde mit der abgebildeten Maschine auf einer Möbelspanplatte plan aufliegend gebohrt. Dadurch sind noch ein paar Holzspänchen in einigen Bohrungen, die aber beim Bestücken herausfallen. Die Platine wurde im Tonertransferverfahren hergestellt (böse -denn das dürfte ja nach Meinung einiger Experten eigentlich auch nicht gehen) Dann kommt aber Einer und macht es einfach.... Die Bohrer ganz links im Bild haben 0,9mm Durchmesser. So, dann zerreißt Euch das Maul. Paul ;-)
Paul Baumann schrieb: > So, dann zerreißt Euch das Kein einzigen Loch ist gratfrei, kein einzigen Loch ist ordentlich. Do yourself a favour und bohre mal mit VHM im Bohrständer, dann wirst du NIE WIEDER freiwillig zu deinem Murks zurückkehren.
Paul Baumann schrieb: > Eigentlich müßte ich es > doch gelernt haben: Nur eine exzellente Ausrüstung für Abertausende Euro > ermöglicht es überhaupt , sich mit dem Bau von elektronischen Geräten > zu befassen. Genau, ohne einen 1GHz Spektrumanalyser sollte man keine Blinkschaltung bauen.
prg schrieb: > 500 gescheite Löcher in FR4 bohren, ohne das > hässliche Grate am Bohrloch entstehen. Und? Sieht man die nach dem Löten noch?
MaWin schrieb: > Kein einzigen Loch ist gratfrei, kein einzigen Loch ist ordentlich. Ja, das ist so richtig. Nur sag mal einem "Messi", dass es in seiner Wohnung ausschaut wie auf einer Müllhalde. Ich kenne da eine Frau..., sie kennt auch meine Meinung aber ... das ändert in hundert Jahren nichts. Sie fühlt sich nicht unwohl...und genau das wäre der Punkt wo man anfängt etwas zu ändern. Wenn sich jemand mit etwas ,auch Arbeitsergebnisse nicht unwohl fühlt wird er nichts ändern. Es lohnt sich gar nicht das Thema zum Thema zu machen....sagt mein Therapeut. Ich wollte ich wäre in Sachen Arbeutsergebnis auch so ein kleiner klitzekleiner Messi.;-)
MaWin schrieb: > Kein einzigen Loch ist gratfrei, kein einzigen Loch ist ordentlich. finde ich auch, aber muss man nicht eingestehen das es ordentlich genug ist um die schaltung zusammen zu löten?
Paul Baumann schrieb: > So, dann zerreißt Euch das Ich hätte das -bei den Bohrerstandzeiten- schlimmer erwartet. Aber für dieses grobe Layout ist das sicherlich ausreichend. Der TO sucht dennoch einen Bohrständer. Und ich kann das gut verstehen. Empfehlen kann ich diesen alten DDR-Bohrständer, der teilweise sehr günstig gebraucht zu bekommen ist (unter 10 Euro): http://r.ebay.com/9gQqdx Vorteil: Er läßt sich spielfrei einstellen. Nachteil: Ein Adapterring für 45mm-Hals ist etwas schwerer zu bekommen als einer für einen 43mm-Hals. Aus dem Adapterring läßt sich dann mit 8 LEDs auch sehr gut eine Ringleuchte machen - dann geht das mit dem zielen kinderleicht.
Darf ich mal doof fragen, wie man den spielfrei einstellt? Das ist für mich auf dem Foto nicht zu erkennen, wäre aber ein Feature, was den allermeisten heute angebotenen Bohrständern fehlt. Zum Platinenbohren würde ich trotzdem etwas kleineres und handlicheres eher empfehlen...
:
Bearbeitet durch User
Angehängte Dateien:
-

Adapter.jpg
180 KB
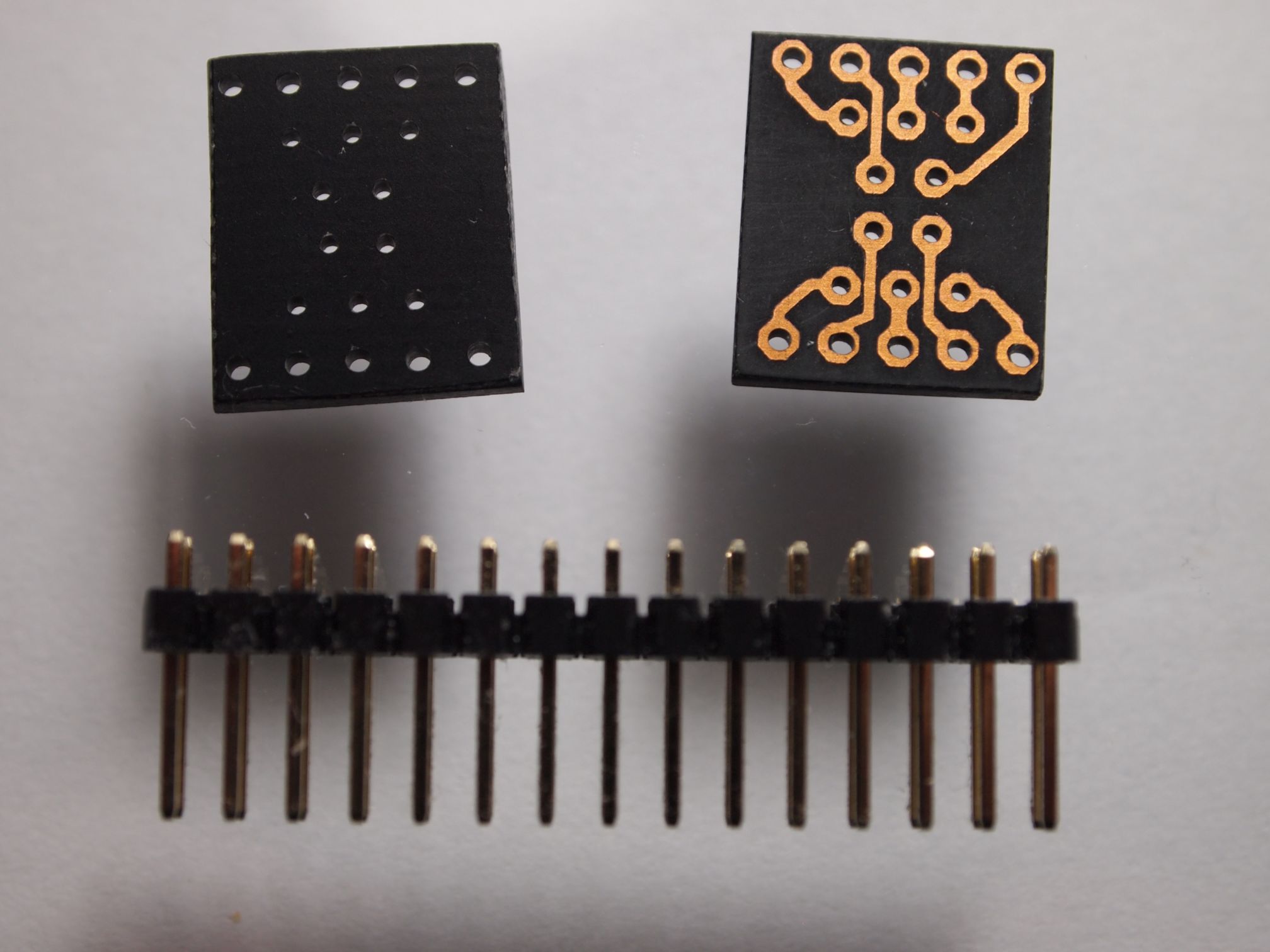
Harald Wilhelms (wilhelms) schrieb: prg schrieb: >> 500 gescheite Löcher in FR4 bohren, ohne das >> hässliche Grate am Bohrloch entstehen. > Und? Sieht man die nach dem Löten noch? Mit so einem Argument kann man sich jeden Knorz, jede schlechte Lötung, jeden lieblos zusammengezimmerten Schrott schönreden. Einfach sagen "Und? verschwindet doch sowieso im Gehäuse!". Sowas sollte man sich gar nicht erst angewöhnen. Die Bohrlöcher auf Pauls Bildern sind z.T. im Restring sehr geschwächt. Da braucht es nicht viel beim Löten und der Restring löst sich gleich mit ab. Von der Bestückungsseite aus lassen sich die Bohrfehler auch nicht verstecken. Sieht man quasi immer. Aber das beste ist, so muss das gar nicht sein. Man braucht nämlich mitnichten eine sündhaft teure Ausrüstung, um ordentliche Bohrlöcher hinzubekommen. Das geht auch ohne weiteres mit einer Hobbydrill. So ein Teil habe ich nämlich auch noch (Conrad 817774). Meine ist uralt. Den Motor habe nach Überlastung ich schon mal ausgetauscht. Hat keine Spannzangen, sondern ein einfaches 3-Spannbacken Schnellspann-Bohrfutter. Ist alles andere als wirklich präzise. Aber mit der richtigen Drehzahl, einem Bohrständer und vor allem Hartmetall-Bohrer (!!) bekommt man auch damit ordentliche Bohrungen hin. Bis 0.6 mm hinab bohre ich damit ohne weiteres. Die wenigen 0.6er Bohrer, die ich bisher geschrottet habe, habe ich durch Unachtsamkeit gegen die Platine geschoben. Anbei ein kleines Bild mal schnell über Glas photografiert aus der Grabbelkiste. Die Stiftleiste dient nur zum Größenvergleich. Wenn sich meine alte Hobbydrill mal "ausgedrillt" hat, nehme ich eine von Proxxon. Ich wollte nicht einfach nur meckern. Der Sinn des Forums ist doch von den Erfahrungen der anderen sich was abzuschauen oder nicht?
MaWin schrieb: > Kein einzigen Loch ist gratfrei, kein einzigen Loch ist ordentlich. Es geht doch hier nicht um eine industrielle Fertigung. Hier im Forum sind zumeist Bastelheinis unterwegs, welche Spaß am Basteln haben. Natürlich soll auch hier eine Leiterplatte gut aussehen, obwohl sie mal in einem Gehäuse verschwinden wird. Und die Bauteile sollten auch sauber ausgerichtet sein. Es gilt aber immer noch der allgemeine Spruch: Nicht so genau wie möglich, sondern so genau wie nötig. O.ä. Diesen Spruch kann man auch nach Bedarf abwandeln.
MaWin schrieb: > dann wirst du > NIE WIEDER freiwillig zu deinem Murks zurückkehren. Es ist immer wieder schön die hochintelligenten Ergüsse von MaWin zu lesen. Lass doch den Menschen ihren Spaß! Soooo schlecht ist das Ergebnis der Bohrungen auch wieder nicht. Man sollte auch niemals vergessen: Es ist ein Hobby! Und keine industrielle Fertigung über die wir hier und im allgemeinen unterhalten. Lass die Kirche im Dorf! Bitte!
wolle g. (wolleg) schrieb: MaWin schrieb: >> Kein einzigen Loch ist gratfrei, kein einzigen Loch ist ordentlich. > Es geht doch hier nicht um eine industrielle Fertigung. Gerade deswegen macht es Freude sich mehr Mühe zu geben. Reicht doch wenn der Chinamann in seiner Hinterhofklitsche die Bauteile schief reinsteckt und seine Lötstellen zusammenhaut. Muss man sich diese Arbeitsweise beim Basteln unbedingt zu eigen machen? > Natürlich soll auch hier eine Leiterplatte gut aussehen .. > Es gilt aber immer noch der allgemeine Spruch: > Nicht so genau wie möglich, sondern so genau wie nötig. O.ä. Das ist aber ein Widerspruch in sich. Entweder es sieht gut aus ODER es ist nur so genau "wie nötig" gemacht. Letzteres heißt, es funktioniert halt (mehr aber auch nicht). Ersteres heißt, man kann es vorzeigen und sich und andere damit erfreuen. Gerade z.B. bei Gehäuse-Frontplatten sieht man den Unterschied sofort, ob sich jemand Mühe gab oder was zusammengeschustert hat. Schau dir mal manche Platinen an die vor Jahrzehnten in Handarbeit entstanden. Dave's Videoblog zeugt und lebt davon. Da macht auch ein "Teardown" nach Jahren noch Spaß oder es wird eine Lachnummer. Und wenn nun schon die Älteren unter uns sich freiwillig immer mehr der "Generation beliebig" anpassen, gibt es wohl mal später keine "Meister des Faches" mehr, deren Kunst noch jemand bewundern könnte oder möchte, weil das Verständnis dafür gar nicht mehr vorhanden ist und alles dem Dogma der Nützlichkeit untergeordnet ist. Die Kunst braucht man dann wohl auch nicht mehr. Hat schließlich keinen echten Nutzen. Traurige Welt.
Michael_ (Gast) schrieb: MaWin schrieb: >> Du redest also wie der Blinde von Farbe. >> Wer EIN MAL mit VHM in FR4 gebohrt hat, lacht über deine Methode. > Du redest hier über neuzeitliche Verfügbarkeit. Vor 15 Jahren sah es da > schon schlechter aus. Nein, sah es nicht. Meine Hobbydrill hat viel mehr Jahre auf dem Buckel. > Und die HSS werden nachgeschliffen, was die Jungster gar nicht mehr > können. Gratuliere! Dazu gehört Feingefühl. Aber die Arbeit könntest du dir beim Einsatz von VHM auch glatt sparen.
prg schrieb: > Gratuliere! Dazu gehört Feingefühl. Aber die Arbeit könntest du dir beim > Einsatz von VHM auch glatt sparen. Die Technik dazu hab ich hier im Forum an anderer Stelle dargelegt. Danach war Ruhe. "Kunst kommt von Können" Im Jahr 2000 war die Verfügbarkeit sparsam. Billige Quellen aus China waren dank spartanischen Internets damals nicht brauchbar.
Michael_ (Gast) schrieb: > Im Jahr 2000 war die Verfügbarkeit sparsam. Billige Quellen aus China > waren dank spartanischen Internets damals nicht brauchbar. Ich hab meinen Bohrständer samt Bohrmaschine auch nicht vom Chinamann sondern vom Conrad bzw. damals vom Völkner. Conrad hat schon seit einer gefühlten Ewigkeit VHM-Bohrer. Den Chinamann oder die Bucht brauchte es dafür damals nicht.
Michael_ (Gast) schrieb:
> Ich beklückwünsche dich deshalb!
Wünsch dem Paul lieber ein paar Vollhartmetallbohrer. Er hatte so ein
Erlebnis wohl noch nicht.
;-)
Matthias L. schrieb: > Darf ich mal doof fragen, wie man den spielfrei einstellt? Das ist für > mich auf dem Foto nicht zu erkennen, wäre aber ein Feature, was den > allermeisten heute angebotenen Bohrständern fehlt. Die Schraube auf dem Foto rechts unter dem Drehdorn dient dazu, die Führung, mit dem der Schlitten an der Säule geführt ist, nachzustellen. Die kann auch zum Klemmen verwendet werden. Ich hatte mir so ein Teil für ein Projekt als billigstes Teil in der Bucht geschossen. Erst habe ich mich geärgert, weil der eine 45mm-Einspannung hat. Nachdem ich den Adapterring gemacht habe habe ich mich seitdem aber immer nur wieder gefreut, daß das Teil so solide ist.
Thomas Strauß schrieb: > Für solches Präzisionsbohren sollte man sich noch eine Lupe zum > an-die-Tischkante-Klammern besorgen. Wesentlich praktischer sind Kopfband-Lupen. Sie erlauben auch noch die zusätzliche Verwendung der Lesebrille darunter.
@Prg Wirf Dich wegen Deiner 20 Hartmetall-gebohrten Löcher nicht zu sehr in die Brust, sonst passt Dir vielleicht Dein Lorbeerkranz nicht mehr lange.... Wer sagt mir, daß die nicht auf einem Automaten gebohrt wurden? Ich betreibe das als Hobby. Das bedeutet auch: Ich habe weder Geld noch Platz, mir eine erlesene Ausrüstung hinzustellen. Mit den zu Verfügung stehenden Mitteln erziele ich die Ergebnisse, die eben damit möglich und m.E. auch ausreichend sind. Damit komme ich schon seit Jahrzehnten zurecht. Paul
Naja, ein Proxxon IB/E im MB200 mit ein paar VHM-Bohrern ist zwar nicht geschenkt, aber auch bei weitem nicht im Preissegment einer "erlesenen Ausstattung". Wenn du mit deinen Ergebnissen zufrieden bist, dann ist ja alles gut und du hast alles richtig gemacht, denn es ist ja dein Hobby. Ein anderer Bastler hat evtl. andere Ansprüche und braucht dafür anderes Equipment.
prg schrieb: >Das ist aber ein Widerspruch in sich. Entweder es sieht gut aus ODER es >ist nur so genau "wie nötig" gemacht. Letzteres heißt, es funktioniert >halt (mehr aber auch nicht). Jetzt wird es wahrscheinlich philosophisch. Das eine schließt das andere nicht aus. Um bei den Lötaugenlöchern zu bleiben: Es wird wohl niemand für jeden Drahtdurchmesser einen optimal dazu passenden Bohrer auswählen. Hier gilt: so genau wie nötig. Damit die Leiterplatte gut aussieht und frei von kalten Lötstellen ist, halte ich es für wichtiger, dass die Lötkegel die optimale Form haben (und schön glänzen)
Angehängte Dateien:
-

Adapter-2.jpg
420 KB

Paul Baumann (paul_baumann) schrieb: > @Prg > Wirf Dich wegen Deiner 20 Hartmetall-gebohrten Löcher nicht zu sehr in > die Brust, sonst passt Dir vielleicht Dein Lorbeerkranz nicht mehr > lange.... Die "20" Löcher, Paul, sind doch gar nichts. Die sind in Windeseile gebohrt. > Wer sagt mir, daß die nicht auf einem Automaten gebohrt wurden? Deine Intelligenz sollte dir das sagen. Dazu brauche ich keinen "Automaten". Dazu genügt sogar eine alte Hobbydrill. Anbei noch ein Bild für dich gerade entstanden. Ich hab nur auf die schnelle den falschen VHM erwischt, der ist nicht mehr ganz scharf. Ich bohre übrigens meistens nicht mit höchster Drehzahl. Das Geräusch geht mir dann zu sehr auf den Senkel. Meine Platinen ätze ich selber schon seit Jahren und das in hoher Qualität. Auf dem Bild die sind Ausschuss. Da musste ich kratzen. Funktionieren aber prinzipiell auch. Adapter für kleine Ziffernanzeigen fürs Steckbrett. Wichtig ist den Bohrstaub nicht wegpusten! Sonst wird's ungesund! Immer schön mit einem Pinsel beiseiteschieben und dann ab in den Papierkorb. > Ich betreibe das als Hobby. Das bedeutet auch: Ich habe weder Geld noch > Platz, mir eine erlesene Ausrüstung hinzustellen. Mit den zu Verfügung > stehenden Mitteln erziele ich die Ergebnisse, die eben damit möglich > und m.E. auch ausreichend sind. Damit komme ich schon seit Jahrzehnten > zurecht. Wie viel Platz braucht es für eine Kleinbohrmaschine und einen kleinen Bohrständer? Nicht viel mehr wie für die Lötstation. Bei mir kommt noch ein selbstgebautes regelbares Netzteil für die Ansteuerung dazu (alles simple Technik). Das kriegst du überall unter. Da nimmt die Ständerbohrmaschine schon etwas mehr Platz ein. Aber auch die passt (gerade noch so) unter den Schreibtisch (auch nur ein Baumarkt-Billigmodell, reicht aber). Frag mal MaWin wie "erlesen" für ihn eine Hobbydrill ist. MaWin wird lachen. Das ist deutlich unterhalb Proxxon. Das teuerste war einst der Bohrständer, aber den habe ich noch in DM bezahlt damals (den gibt es übrigens noch heute). Alles altes Zeug inzwischen. Funktioniert aber noch immer. Ich muss mich nur immer mehr anstrengen, damit die Augen das noch mitmachen. Mit LED Funzel-Licht ist da nix. Ich habe mir eigens dazu eine Leuchte selbst gebaut mit einer 145 Watt ESL (Lichtleistung) Philips Tornado cool daylight (Hornbach) mit blendfreiem Reflektor (aus Alu/Profilaluminium). Das zusammen mit Zusatzbrillen, die die Scharfsicht im Nahbereich erhöhen (aus der Drogerie für jeweils ca. 10 Euro) funktioniert bei mir. Nicht mal die VHM-Bohrer sind teuer, wenn man sich eine Ladung Industrie Gebrauchter beschafft. Die halten ziemlich lange. Da kommt kein HSS mit. Es gibt wirklich keinen Grund beim Platinen werkeln noch mit HSS herumzugurken. Aber es liegt mir fern dich hier "belehren" zu wollen. Ich sagte es bereits, das Forum dient dem Austausch von Erfahrungen. That's all.
PRG schrub: >Aber es liegt mir fern dich hier "belehren" zu wollen. Gut. Das las sich gestern für meinen Geschmack noch ziemlich anders, aber sei' drum. >Dazu genügt sogar eine alte Hobbydrill. Anbei noch ein Bild >für dich gerade entstanden. Ich hab nur auf die schnelle den falschen >VHM erwischt, der ist nicht mehr ganz scharf. Das heißt: Du hast gerade eben mit der Hobby-Drill mit VHM-Bohrer drin Freihand gebohrt? Wenn das MaWin liest, gibt es gleich Gezeter.... ;-) >Bei mir kommt noch >ein selbstgebautes regelbares Netzteil für die Ansteuerung dazu (alles >simple Technik). Ja, ich habe auch ein extra "Vorschaltgerät" gebaut, das mir die Drehzahl bei Belastung konstant hält. >Ich muss mich nur immer mehr anstrengen, damit die Augen das noch >mitmachen. Das geht mir nicht anders, denn ich bin ein alter Zausel. Schlecht hören kann ich gut, aber gut sehen schlecht. Mit einer Lupenbrille auf der Birne geht es mit Mühe und Not -die ganze Szenerie von einem 10 Watt LED-Strahler geisterhaft beleuchtet... >Nicht mal die >VHM-Bohrer sind teuer, wenn man sich eine Ladung Industrie Gebrauchter >beschafft. Jaaaaaa -ich will es versuchen und mir mal welche mit den gängigen Maßen beschaffen. MfG Paul
Paul Baumann schrieb: > Jaaaaaa -ich will es versuchen und mir mal welche mit den gängigen Maßen > beschaffen. Mach das, aber wenn du vor hast damit Freihand zu bohren dann mach es nicht. Schade um die Bohrer. VHM- Bohrer gehören in einen Bohrständer wenn man damit etwas länger Freude haben will.
Paul Baumann (paul_baumann) schrieb: > Das heißt: Du hast gerade eben mit der Hobby-Drill mit VHM-Bohrer drin > Freihand gebohrt? Mit Bohrständer Paul, mit Bohrständer! Wenn du auf den Untergrund achtest siehst du das auch. Gerade mal etwas gesucht und hier fündig geworden, Conrad 814567. Bei meinem ist der Hebel aber noch anders gestaltet. > Wenn das MaWin liest, gibt es gleich Gezeter.... > ;-) War damals ein Gelegenheitskauf und ich meine Proxxon war auch damals ein bissje teurer. Heute würde ich gleich Proxxon nehmen, wobei man beachten muss, dass die Aufnahme an dem Bohrständer auch nur 35 mm zulässt oder es bräuchte einen Adapter. > Jaaaaaa -ich will es versuchen und mir mal welche mit den gängigen Maßen > beschaffen. Mach das mal. Wirste mich betreuen äh nich bereuen. ;-)
Angehängte Dateien:
-

IMG_5086.JPG
55 KB

{kind=link}
prg schrieb: >> Wenn das MaWin liest, gibt es gleich Gezeter.... Auch ich habe eine Hobbydrill. Das Ding lässt sich nicht mal anständig in einem Bohrständer befestigen denn es wird das wabbelige Plastikgehäuse an der laschesten Stelle eingequetscht anstatt daß das Lager (welches Lager?) an Kopf festgeklemmt wird, der Bohrständer ist also derselbe Müll wie bei Dremel. Zudem hat die Hobbydrill VIEL weniger reale Leistung als eine Proxxon trotz ähnlicher Leistungswerbeangabe und ein VIEL schlechter rundlaufendes Bohrfutter und ist heute kaum billiger als eine Proxxon. > War damals ein Gelegenheitskauf Aber heute weiss ich, daß es ein Fehlkauf war und das Ding liegt in der Ecke. Daher möchte ich Neueinsteiger davor bewahren, denselben Fehlkauf zu machen, wie ihn Pauls Baumann und du gemacht haben, denn die Proxxons sind kaum teurer aber VIEL besser, und im Gegensatz zu der Hobbydrill erlauben sie VHJM Vollhartmetallbohrer mit den man ruck zuck Löcher in FR4 bekommt die nicht ausfransen. Es liegen Welten zwische beiden Ausrüstungen. Wer natürlich den Fehlkauf schon gemacht hat, wie Paul Baumann, verteidigt seine Fehlentscheidung auf Teufel komm raus, denn er kann eigene Fehler nicht eingestehen und kennt den Unterschied zwischen HSS und VHM nicht, denn er ist bei seinem Fehler stehen geblieben. Meinetwegen, bloss soll er mit seinem Pfusch nicht die Neueinsteiger ebenfalls zu einem Fehlkauf verleiten. DAHER wird hier vehement gegen solchen Pfusch gesprochen. Pech für Paule. Er braucht keine VHM für seine Hobbydrill kaufen. Die taugt dafür nicht, die Bohrer gehen ruck-zuck kaputt. Er müsste schon neu bei 0 anfangen und sich eine Proxxon zulegen und zu erfahren was er Jahrzehnte versäumt hat.
da sage ich mal 100% Ack zu MaWin. Ich bohre seit 20 Jahren mit der Proxxon im Ständer. VHM was sonst. Die brechen aber eben nur wenn sie runter fallen oder die Platine mal dagegen kommt. Ich hole die meist bei Lerrox als gebrauchte. Mit 5-10 Bohrern a 0.6, 0.8, 1.0 und 1.2 hat man eigentlich ausgesorgt. Wenn die Schachtel nicht runter fällt. Dann sind auch mal 20 Stk im A******
MaWin (Gast) schrieb: >> War damals ein Gelegenheitskauf > Auch ich habe eine Hobbydrill. > Aber heute weiss ich, daß es ein Fehlkauf war und das Ding liegt in der > Ecke. > Daher möchte ich Neueinsteiger davor bewahren, denselben Fehlkauf zu > machen, wie ihn Pauls Baumann und du gemacht haben, Nur war meine eben kein "Fehlkauf" damals. Die hat sich über die Jahre bewährt. Denn im Gegensatz zu deinem Billigstmodell mit schlechter Gehäusegestaltung ist meine Hobbydrill Conrad 817774 eben keine aus Wabbelplaste. Das Gehäuse meines Hobbydrill "Luxusmodells" hat ausreichend Festigkeit an der Klemmstelle und die Welle ist kugelgelagert. Das ganze hält bei mir seit mehr als 20 Jahren und wenn ich zwischenzeitlich den Motor nicht beim Bohren in Alu mutwillig überlastet hätte, wäre sie noch im Originalzustand von damals. Auch der Borständer ist auch kein wie du schreibst "Müll". Den würde ich jederzeit wieder kaufen. Zeige mir für den Preis erst mal einen besseren. Er macht das was er soll. Das reicht. Die Rundlaufgenauigkeit der Hobbydrill reicht bei mir immerhin aus, um noch mit 0.6 mm VHM präzise Löcher zu bohren (schau dir meine geposteten Bilder an!). Für (übliche) feine Löcher reicht die Leistung des Motors vollkommen aus. Nur bei größerem Bohrdurchmesser muss ich etwas tricksen, aber da weiche ich dann meist auf die Ständerbohrmaschine aus. Ich hab ja bereits betont, dass ich beim Neukauf heute auch Proxxon nehmen würde. Du darfst mir gerne mal hier deine gebohrten Löcher demonstrieren. Die werden nicht besser als die meinen ausschauen. Was also will man mehr von so einem Teil? Sie muss nur präzise und gratfrei Löcher ins FR4 bohren, ohne das die VHM dabei abbrechen und genau das tut sie (noch immer). Nur ohne Bohrständer geht es halt nicht. Jedenfalls bei mir und bei Paul, wie man auf seinen Bildern schön sieht. Also nicht einfach alles aus Unkenntnis oder falscher Schlussfolge pauschal verdammen. Ich hätte das Teil schon längst entsorgt, wenn es seine Aufgabe nicht erfüllen würde. Dazu bestand bisher aber nun mal kein Anlass. Wenn es mal einen geben sollte, werde ich ihn dir aber gerne mitteilen.
Nur mal so: Hier wird immer wieder betont, dass Ihr als Leiterplattenmaterial FR4 verwendet. Was spricht gegen den Einsatz von Hartpapier?
wolle g. (wolleg) schrieb: > Nur mal so: Hier wird immer wieder betont, dass Ihr als > Leiterplattenmaterial FR4 verwendet. > Was spricht gegen den Einsatz von Hartpapier? Um mal beim Thema zu bleiben, u.a. die Geruchsbelästigung beim Bohren von HP.
wolle g. schrieb: > Was spricht gegen den Einsatz von Hartpapier? Die Industrie braucht Expoxy weil nur das galvanisch durchkontaktiert werden kann. Das kann man also Hobbyist sowieso nicht, also hat man keinerlei Grund, das werkzeugruinierende Epoxy zu kaufen. Denn selbst wenn auf der Platine zu grosse schwere Bauteile sitzen die die Platine überlasten, kann man einfach mehr Befestigungspunkte machen, wie bei PC Mainboards. Aber natürlich kaufen trotzdem alle Leute Epoxy, weil nur das "cool" ist, weil sie nur das kennen, manche suchen gar 'grünes' oder 'rotes' weil sie aus Dummheit Lötstopplack und Basismaterial verwechseln, und handeln sich jede Menge Schwierigkeiten ein. Die Händler haben sich an den dummen Kunden angepasst, und bieten selten zweiseitig kaschiertes Hartpapier an (das die Industrie nicht braucht), so daß man bei zweitetigem Material oft zu Epoxy greifen muss.
Mir fällt kein Grund gegen Hartpapier ein. Aber wo kriegt man den Kram her? Hat jemand ne gescheite Quelle? Ist vor allem fürs Isolierfräsen auf ner CNC interessant weil dann der Fräser quasi nicht mehr verschleißt und man nicht alle paar Meter n neuen einspannen muss. Gefällt der Schneide halt nicht, wenn man die ganze Zeit Glas durchschneidet. Als Bohre würde ich übrigens die Proxxon Micromot E/50 empfehlen. Die ist für solche Zwecke geradezu prädestiniert. Für 10€ gibts bei Reichelt aus nem Trafo auch n gescheites Netzteil. Bald gibts sogar ne 230V Version
:
Bearbeitet durch User
MaWin (Gast) schrieb: > Aber natürlich kaufen trotzdem alle Leute Epoxy, weil nur das "cool" > ist, weil sie nur das kennen, Nö. Preislich spielt es kaum eine Rolle. HP: Conrad 523567 EUR 1,61 EP: Conrad 529214 EUR 1,92 Macht den Bock nicht fett bei Einzelstücken und Massenfertigung kann der Chinamann eh billiger. Zudem lässt sich EP deutlich präziser bearbeiten (bohren, feilen, schleifen), stinkt nicht so bestialisch wie HP, ist allgemein robuster, hält länger mechanisch, hält länger beim Löten und nicht zuletzt sieht es natürlich auch besser aus. Allerdings ist der Schleifstaub auch ungesünder. Man kann es mit der Nostalgie auch übertreiben.
prg schrieb: > Preislich spielt es kaum eine Rolle Wenn man die Preise der verschleissenden Werkzeuge komplett ausser Acht lässt, kann man zu der Fehleinschätzung kommen. Im übrigen fällt FR2 nun wirklich nicht durch üblen Geruch auf, das ist ja kein dunkelbraunes FR1 mehr.
MaWin (Gast) schrieb: > Wenn man die Preise der verschleissenden Werkzeuge komplett ausser Acht > lässt, kann man zu der Fehleinschätzung kommen. Nix Fehleinschätzung. Deswegen bohrt man ja sein FR4 mit VHM und eben nicht mit HSS. Da spielt der Verschleiß dann auch nicht die Rolle, die du ihm hier zuschreibst. Sägen kann man FR4 übrigens auch noch mit bereits ziemlich stumpfen Bimetall Sägeblättern. Es dauert dann halt nur länger. Und eine gute Feile gibt auch nicht so schnell auf. Alles kein Problem, wenn man sich mal darauf eingestellt hat. Das Leiterbild zeichnet man schließlich auch nicht mehr mit der Hand, sondern am PC.
prg schrieb: > Sägen kann man FR4 übrigens auch noch mit > bereits ziemlich stumpfen Bimetall Sägeblättern. Ja, ungefähr so gut wie mit einem HSS Bohrer.
Paul Hamacher schrieb: > Mir fällt kein Grund gegen Hartpapier ein. Doch, die Lötpad gehen bei Reperuturen schneller ab. Mir gefällt CEM-1, wo ich noch Restbestände habe. Aber das gibt es selten im Einzelhandel und ist so teuer wie FR-4. Die weisse Oberfläche macht sich aber gut, wenn man darauf LED platziert.
Paul Hamacher schrieb: > Mir fällt kein Grund gegen Hartpapier ein. Aber wo kriegt man den Kram > her? Hat jemand ne gescheite Quelle? Da bin ich aber jetzt richtig froh, dass ich weiterhin freihändig meine Lötaugen mit HSS bohren kann. Zweiseitige Leiterplatten kann ich sowieso nicht selbst herstellen und muss mit Drahtbrücken arbeiten Um für diese Fälle die Lötaugen klein zu halten, sind die 0,5mm Bohrungen gut geeignet. Hartpapierleiterplattenmaterial in der Größe 100x160mm bestelle ich bei Reichelt. Bisher war eine Sendung (5St. vor ca. 10 Jahren) nahezu unbrauchbar.
Wolle schrieb: >Da bin ich aber jetzt richtig froh, dass ich weiterhin freihändig meine >Lötaugen mit HSS bohren kann. Das darfst Du nicht! Du hast doch gelesen, daß das böse und moralisch verwerflich ist. Wer hier am Lautesten schreibt, muß einfach Recht haben. Wo kämen wir denn hin, wenn ein Bastler einfach so mit der altbewährten Methode weitermachen wollte?
Lolli-Lümmel schrieb: > Wo kämen wir denn hin, wenn ein Bastler einfach so mit der > altbewährten Methode weitermachen wollte? Na da hin wo du bist. Lernresistent bleibt man voller falscher Überzeugungen. Deine Merkbefreitheit hast du im anderen Thread Beitrag "Wie schnell kann ein Heizkörper einen Raum auf x°C erwärmen.(Berechnung/Simulation?)" gerade eindrücklich belegt, OBWOHL kurz zuvor auf das hingewiesen wurde, was du dann besonders plakativ noch mal persönlich ignorierst und falsch machst.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.