Hallo, ich habe eine kleine Modellbau CNC Fräse. Ich habe damit schon Leiterplatten gebohrt. Jetzt will ich aber auch das Layout fräsen. Auf der Suche nach Fräsern bin ich auf Gravierstichel gestoßen. Jetzt meine Frage an euch : Die Stichel gibt es in HSS und in HM Welche sind zum LP fräsen besser geeignet, und / oder welche sollte ich warum nicht nehmen ? Ich würde mich über "sachdienliche Hinweise " freuen. PS. Drehzahl 15 - 20 tausend U/min Schaft 3mm Welcher Winkel (20, 30. 45, 60)° ? gruß deka65
Ich würde mich hier am "Universal Cutter" orientieren: http://www.lpkf.de/_mediafiles/1791-brochure-lpkf-drilling-milling-routing-tools-de.pdf
Hallo, danke für die schnelle Antwort. Ich habe aber in verschiedenen Foren schon gelesen, dass HM Fräser sehr schnell abbrechen. Das ist es, was mich etwas beunruhigt, deshalb ja die Frage HSS oder HM ? deka65
Hat deine Fräse denn einen Tiefsteller oder Niederhalter? Ohne gehts nämlich nicht.
Hallo. @guckst du Ich weiss jetzt nicht genau, was du meinst, ich sage aber nein. deka65
Beim Gravieren kommt es drauf an, dass die Eindringtiefe ins Material immer konstant gehalten wird. Dafür braucht man eine Vorrichtung an der Z-Achse die das bewirkt, denn so eine Leiterplatte bleibt bei so einer Bearbeitung nicht Formstabil. Wird auch Tiefenregler genannt. https://www.google.de/search?q=verona+pooth+haare&biw=1024&bih=635&source=lnms&tbm=isch&sa=X&ei=j-t6VPWsN4L4ygPCkoDABA&ved=0CAYQ_AUoAQ#tbm=isch&q=cnc+fr%C3%A4se+leiterplatten+gravieren+Tiefenregler Eine Alternative wäre die Leiterplatte großflächig auf eine stabile Holzplatte zu kleben, was dann wieder Probleme der Lösbarkeit nach sich zieht.
Hallo, @ guckst du Habe bisher die LP immer auf dem Tisch festgeklebt. Die Höhe ist beim bohren ja auch nicht so das Problem. Ich habe mir mal Tiefenregler angesehen, denk ich drüber nach. Meine eigentliche Frage bezog sich aber auf das Material der Fräser. Gruß deka65
Einen Tiefenbegrenzen brauchst du nur wenn du einen V-Stichel benützt. Da bei eben diesem die Breite von der Eindringtiefe abhängt. Bei einem normalen Fräser ist es eigentlich egal ob du 1/10 oder 2/10 tief fräst. Es ist hald immer eine Frage der Stückzahl. Willst du 100 Platinen fertigen, könnte sich ein HSS-Fräser lohnen, wenn du nur ab und zu 1-2 Platinen anfertigen willst, kannst du dir auch einen HM-Fräser kaufen. Für den Mehrpreis eines HSS-Fräsers bekommst du einige HM-Fräser
Hallo, @ stefan Ich hatte da schon an V Stichel gedacht. Kann man dann verschiedene Isolierbreiten mit einem Stichel erschlagen. z.B. 0,4 - 0.6 mm , ist dann halt unterschiedlich tief. Da alles nur Hobby ist, ist die "Jahresproduktion" bei geschätzt 10, meist < Europlatine. Fazit, nach Tiefenbegrenzer ausschau halten. V Stichel aus HM. Welche Winkel sind zu empfehlen, wie breit die "Querschneide", oder wie die abgeschliffene Spitze heisst ? gruß deka65
Stefan, Du hat HSS und HM verwechselt. Der HM (Hartmetal) Fräser, bei den Fräsern über die wir hier reden i.A. VHM (Vollhartmetall), ist härter, zerbrechlicher, teuer und hat die höheren Standzeiten als HSS (high speed steel).
Hallo, @ peter_x Ich glaube, das ist nicht das richtige zum LP fräsen. Außerdem glaube ich , sind die Winkel zu stumpf. Ist es überhaupt für Cu geeignet ? (Cu schmiert) Die Standzeit ist aber wahrscheinlich riesig. Leider habe ich nicht als Tellerwäscher meine 1. Aktie gekauft ! trotzdem Dank für deine Bemühungen. Gruß deka65
Hallo Detlef, schau mal hier, da gibts einiges an Infos: http://www.einfach-cnc.de/platinen_frasen.html Zum fräsen benutze ich diese Gravierstichel von eBay: 390918393927 Grüße Tom
Angehängte Dateien:
-

PICT0495.JPG
240 KB
Habe mir Hartmetallstichel mit verschiedenen Spitzenwinkel (30..90°) bestellt, bisher die besten Erfahrungen mit 60° gemacht. Bisher hab ich aber nur Hartpapier bearbeitet, bin mit der Standzeit sehr zufrieden. Für breitere Kanäle nehme ich dann die 90er, tiefer ins Material gehen, würde ich versuchen zu vermeiden. Das Problem mit dem Höhenausgleich habe ich (hobbymäßig) dahingehend gelöst, das ich vor dem Fräsen die Platte in einer Matrix 10x10mm scannen lasse (elektrischer Kontakt der Werkzeugspitze zur Kupferoberfläche), und daraus die Höhenkorrekturwerte errechnen lasse (alles in der Maschinen-SW). Bis SSOP ist gut zu handhaben (das anschließende Löten, ist für mich die größere Herausforderung). mfG vom ingo
Ingo Wendler schrieb: > ... Das Problem mit dem Höhenausgleich > habe ich (hobbymäßig) dahingehend gelöst, das ich vor dem Fräsen die > Platte in einer Matrix 10x10mm scannen lasse (elektrischer Kontakt der > Werkzeugspitze zur Kupferoberfläche), und daraus die Höhenkorrekturwerte > errechnen lasse (alles in der Maschinen-SW). @Ingo: So hatte ich mir das auch gedacht. Kannst du Näheres dazu sagen? Welche Software? Workflow? Gruß Reiner
Hallo, @ thomas Danke für die Hinweise. An solche Stichel hatte ich auch schon gedacht. Werde ich im Auge behalten. @ Ingo Das Bild sieht ja schon vielversprechend aus. Ich glaube, wenn ich erst soweit bin, habe ich es geschafft. Es kristallisiert sich also heraus, das HM Stichel doch gut zu gebrauchen sind. Das Problem ist also plane LP Oberfläche, und davon ab- hängige Isolierbreite und Ritztiefe. Danke euch, ihr habt mir bei meiner Entscheidungsfindung schon sehr geholfen. Grruß Deka65
Angehängte Dateien:
-

PICT0496.JPG
240 KB -

PICT0497.JPG
240 KB
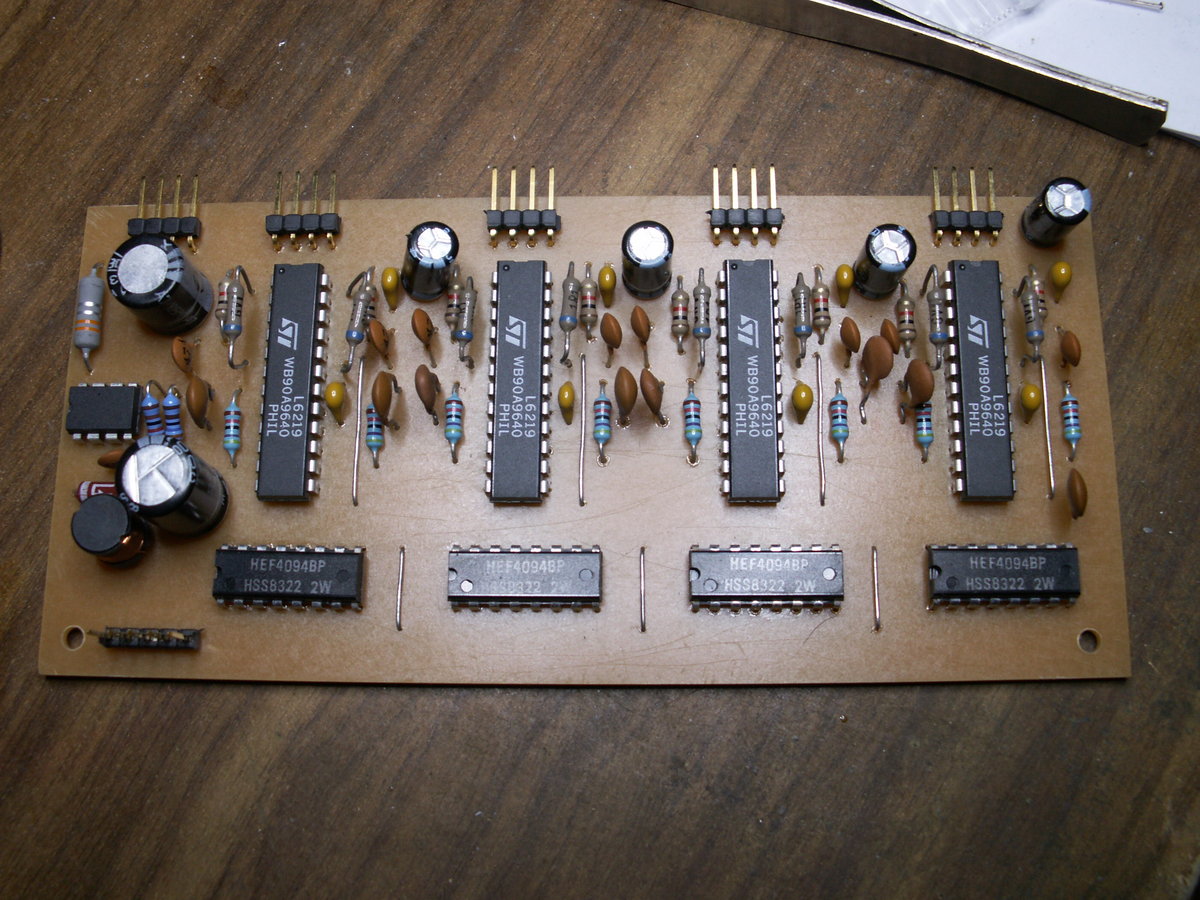
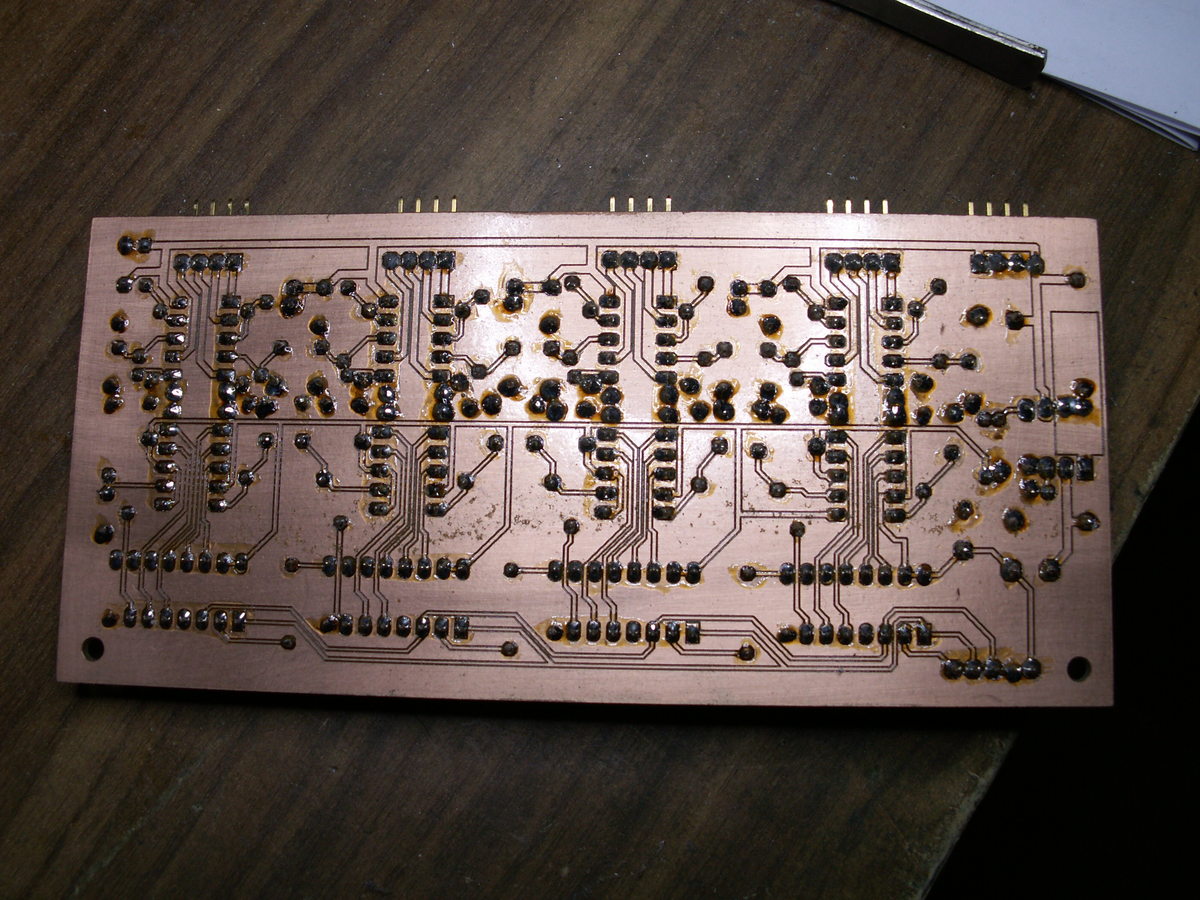
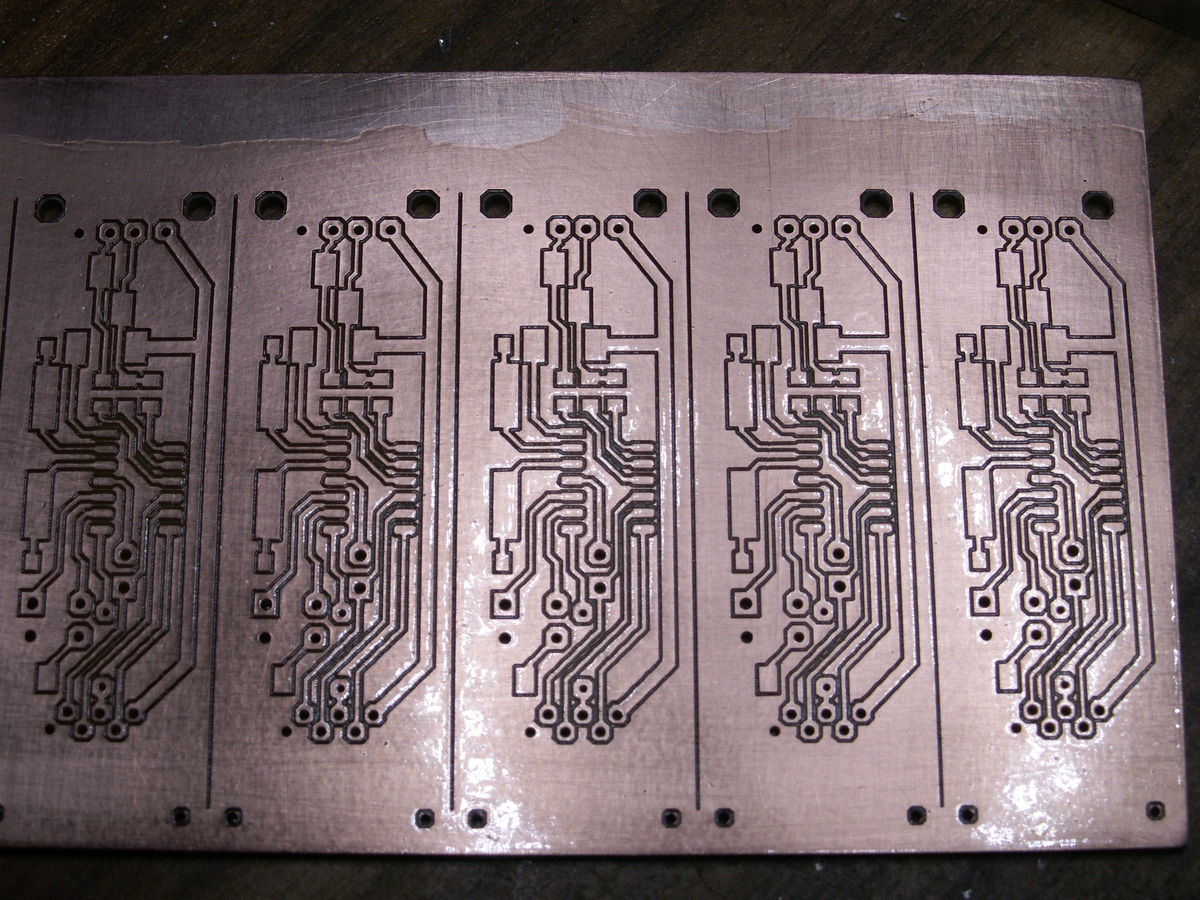
Reiner W. schrieb: > @Ingo: So hatte ich mir das auch gedacht. Kannst du Näheres dazu sagen? > Welche Software? Workflow? > > Gruß Reiner Die SW ist selbst gebaut: läuft (derzeit) unter Win, frisst HPGL, wie es von Target ausgegeben wird, oder DXF, spricht über V24 mit einem (derzeit) 8051-Controller, der das Timing für die Motoren macht, Endstufen sind 4 x L6219 (2xY-Achse, wegen Portal). Den Controller will ich irgendwann mal auf AVR umbauen, neue Endstufen sind schon fertig, dank Hardware-SPI, kommen die Daten seriell vom Controller dort an. Bei Bedarf stell ich dann die ganze Sache in der Codesammlung ein, im Anhang der derzeitige Stand. Handling: Platine einspannen an gegenüberliegenden Kanten ist hier zu sehen: Beitrag "Re: Platinen ätzen, jetzt mal richtig" Damals hatte ich noch die kleine Proxxon, da musste ich zum Scannen, eine Krokoklemme am Futter anzwicken, weil die Werkzeugwelle isoliert ist. Jetzt hab ich eine Kress, die ist schutzisoliert, der Hals hat Kontakt mit dem Werkzeug, da ist der Sondeneingang jetzt über Schleppkabel fest angeschlossen. Der Strom durch den Sondeneingang (Pullup-Widerstand) tut dem Kugellager auch nicht weh. Jetzt führt die SW den Scanvorgaung aus (Z-Achse macht Einzelschritte, bis Kontakt zum Werkstück) und merkt sich für jeden Punkt der Matrix, die Höhe. Dieses ermittelte Gebirge, wird beim anschließenden Fräsvorgang als Korrektur für die Z-Achse genutzt (aus den benachparten Scanpunkten interpoliert). Edit: typo
Ingo Wendler schrieb: > Jetzt führt die > SW den Scanvorgaung aus (Z-Achse macht Einzelschritte, bis Kontakt zum > Werkstück) und merkt sich für jeden Punkt der Matrix, die Höhe. > Dieses ermittelte Gebirge, wird beim anschließenden Fräsvorgang als > Korrektur für die Z-Achse genutzt (aus den benachparten Scanpunkten > interpoliert). > Herzlichen Dank. Mal sehen, ob ich mich in dein Programm reindenken kann. Ich werkle im Moment noch mit mach3. Bin aber grad dabei auf den "SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" hier aus dem Forum zu switchen. Da die ja alle irgendwie mit G_Code oder HPGL arbeiten, dachte ich daran, sowas wie einen Präprozessor zu schreiben, der eine erstelle Z-Matrix (so wie du es machst) in den G-Code/HPGL der Platine einarbeitet. Das sollte dann mit beliebigen Fräsprogrammen arbeiten. Vorausgesetzt natürlich man kann die Z-Matrix erstellen. In mach3 sollte ich das per Macro hinbekommen. Und SerialComCNC hat Albert ja jetzt das Probing implementiert, das ist ja schon die halbe Miete zur Matrix. Genial wäre natürlich, wenn Albert es direkt einarbeiten könnte, aber da trau ich mich gar nicht zu fragen;-) Gruß Reiner
Detlef Kahrmann schrieb: > Habe bisher die LP immer auf dem Tisch festgeklebt. > Die Höhe ist beim bohren ja auch nicht so das Problem. Bohren ist ja hier auch gar nicht das Thema. Detlef Kahrmann schrieb: > Meine eigentliche Frage bezog sich aber auf das Material der > Fräser. Wenn man eine bestimmte Technik anwenden will, muss man auch erst mal die Probleme verstehen, die dabei auftreten. Stefan schrieb: > Einen Tiefenbegrenzen brauchst du nur wenn du einen V-Stichel benützt. Graviert wird gewöhnlich auch mit genau solchen Sticheln. Stefan schrieb: > Es ist hald immer eine Frage der Stückzahl. Willst du 100 Platinen > fertigen, könnte sich ein HSS-Fräser lohnen, wenn du nur ab und zu 1-2 > Platinen anfertigen willst, kannst du dir auch einen HM-Fräser kaufen. > Für den Mehrpreis eines HSS-Fräsers bekommst du einige HM-Fräser Ne, von den Eigenschaften des zu bearbeitenden Materials. FR-2, also bei Hartpaiper hält das Werkzeug länger als bei FR-4 die als Epoxyd-Glasfaser aufgebaut ist. Detlef Kahrmann schrieb: > ist dann halt unterschiedlich tief. Und je nach Stichelwinkel unterschiedlich breit. Kommt halt drauf an, welche Feinleiter man fertigen möchte. > Da alles nur Hobby ist, ist die "Jahresproduktion" bei > geschätzt 10, meist < Europlatine. Nicht die Anzahl der Platinen ist ausschlaggebend, sondern die gravierte Strecke abhängig vom Material. Kühlung kann die Standfestigkeit erhöhen. Bei manchen Layouts hält da gerade mal ein Stichel. Wissen tut man das aber erst danach. > Fazit, nach Tiefenbegrenzer ausschau halten. V Stichel > aus HM. HM oder besser VHM dürften bei FR-4 die bessere Wahl sein, aber man hat bei dem Material den Nachteil, dass das Nachschärfen schwieriger ist als bei HSS. > Welche Winkel sind zu empfehlen, wie breit die "Querschneide", > oder wie die abgeschliffene Spitze heisst ? Spitze Stichel sind geeigneter wenn man nur schmale Isolierbahnen gravieren möchte. Ein stumpfer Stichel ist für breite oder flächige Isolierbahnen besser geeignet, lässt dafür aber keine feinen Leiterbahnen zu. Breite Isolierbahnen braucht man z.B. wenn auf der Leiterplatte hohe Spannungen vorhanden sind. Man sollte halt ein Set verschiedener Stichel haben die den eigenen Bedürfnissen gerecht werden. frist schrieb: > VHM (Vollhartmetall), ist > härter, zerbrechlicher, teuer und hat die höheren Standzeiten als HSS > (high speed steel). Diese These greift aber nur bei entsprechend dünnen Werkzeugen, wie z.B. Bohrern. Stichel sind da ziemlich robust konstruiert und man müsste schon einen mit einem schweren Hammer traktieren um den zu brechen. Eine Käsefräse schafft das kaum.
Glaube Alberts Projekt is in Pascal, da wird es wohl schwer werden was zu übernehmen. Zumal du dann den Scanvorgang abtrennen müsstest um die Daten zurück in die Datei zu bringen. Da hier alles in Einem ist, weiss das Programm auch, welche Fläche es scannen muss (Ausgangsposition der Z-Achse ist bei mir 0,5mm über dem Kupfer, wenn er zu weit nach rechts fahren würde, käme das Werkzeug gegen die Einspannung). Ich hatte auch schon mal einen Anlauf gemacht, zu KiCad zu wechseln Beitrag "Kicad und Isolationsfräsen" bin aber nicht richtig zum Ziel gekommen und hab mir erstmal wieder eine Target-Lizenz gekauft und damit ist erstmal wieder alles beim Alten geblieben. Sonst hätte ich mir sowieso schon lange einen G-Code Konverter gebaut.
Hallo, Danke erstmal für die vielen Vorschläge und Anregungen. @ guckst du Ich merke schon, das das Fräsen von LP ein großes Feld ist. Ich werde mir die ganze Sache, mit all den Anregungen noch mal durch den Kopf gehen lassen. Das es so kompliziert ist, LP zu fräsen,hätte ich nicht gedacht. Es sieht ja immer so einfach aus, bis man es hinterfragt, und dann ... Ich bleibe auf jeden Fall dran. Gruß deka65
hi http://www.ebay.de/itm/VHM-Gravierstichel-Gravurstichel-vers-Schneidwinkel-10-60-fur-CNC-Frasmaschine-/321360512304?pt=Fr%C3%A4sen&var=&hash=item4ad2944530 habe die selbst in 40° Varinte zum LP Fräsen im einsatz. Keine Fransen. Super sauberes ergebniss. Nach dem Fräsen die LP abpusten und Bohren. Fertig.
@ Reiner W. und Ingo Wendler Ich habe mir mal die Isolationsfräs- und Bohr-Dateien von DipTrace und SprintLayout angesehen. Das Problem ist, bereits diese beiden Layout Programme geben die Daten in unterschiedlichen Formaten aus. Das eine gibt als dxf aus, das andere als plt. Bei den Bohrdaten macht auch jeder was anderes. Jetzt gibt es aber mind. 2 Dutzend verschiedene Print-Layout Programme von Eagle bis sonst was und jeder kocht sein eigenes Süppchen was die Isolationsfräs-Ausgabe anbetrift, wenn es den überhaupt angeboten wird. Dann geht es weiter was das Format angeht, der eine nimmt als Dezimal-Trenner ein Komma, der andere einen Punkt, der nächste hat weder noch usw. Man sieht das ist ein weites Feld. Und dafür einen universellen Konverter zu schreiben tu ich mir nicht an. Da gibt es allerdings CopperCAM für 80 Euro: http://www.galaad.net/coppercam-deu.html Bemerkenswert ist in diesem Programm die folgende Warnung: "Limitations: variations in Gerber and Excellon formats are sometimes exotic. Therefore CopperCAM cannot guarantee the import of all files or the correct automatic alignment of multiple layers" Was dann meine obige Aussage bestätigt. Ansonsten muss halt jeder sehen wie er die Daten in sein CAM Programm bekommt. Ab da ist dann kein Problem mehr. Die Werkzeuglängen-Sensor Funktion kommt in der nächsten oder übernächsten Version von SerialComCNC Grus Ulrich Albert P.S. Ich habe hier noch ein relativ günstiges Konverter Programm gefunden (ohne CAM): http://www.softwarecompanions.com/gerbview.html und http://www.softwarecompanions.com/viewcomp.html aber da meine ich sollte man gleich das oben erwähnte CopperCAM kaufen.
Albert M. schrieb: > Und dafür einen > universellen Konverter zu schreiben tu ich mir nicht an. Das kann ich gut verstehen. Deswegen war mein Ansatz ja auch etwas anders. Schließlich betrifft der wünschenswerte Höhenausgleich ja nicht nur das PCB Fräsen. Deshalb wollte ich es allgemeiner fassen. Quell-G-Code (PCB oder sonstwas) + Z-Matrix(wie auch immer die gewonnen wird) = Ziel-G-Code (korrigiert um die Höhenunterschiede in der Z-Matrix) Das hätte den Vorteil, dass das Ganze relativ unabhängig vom Fräsprogramm bleibt. Dann ließe sich das eigentliche Problem auf 2 Aktionen reduzieren: 1. Z-Matrix Lauf programmieren (Fräsprogramm individuell) - Die zu scannende Fläche könnte dem Quell G-Code entnommen werden. Der Nullpunkt wird vor dem Scannen angefahren. - ungefähr so: scanne die Fläche im Abstand von 10mm x,y,z in Tabelle (Z-Matrix) schreiben (im Grunde Probing) Z-Matrix speichern 2. Präprozesslauf (allgemeiner Lauf) - Quell-G-Code->Z-Position + Korrektur_durch_Z-Matrix = Ziel_G_Code - Dabei muss natürlich interpoliert werden und ggf. Zwischenschritte eingefügt werden. (Fräsweg_in_konkreter_G-Zeile > minWert -> ersetze_G-Zeile_durch_Anzahl_Teilschritte_mit_interpoliertem_Z-Wert) Ich hoffe, ich hab mich nicht allzu konfus aufgedrückt ;-) Natürlich, sollte es für ein Programm, welches direkt die Motoren kontrolliert viel einfacher gehen, weil das ja die unmittelbaren y,x Koordinaten kennt. Die können dann fast als Indizes für die Z-Matrix hergenommen werden. Die ggf. unterschiedlichen Formate beim Isolationsfräsen würde ich hier aussen vor lassen. Zur reinen Konvertierung von Formaten gibt es genug Programme und das hat genau genommen dann auch nichts mehr mit der Problematik Höhenausgleich zu tun. Gruß Reiner
Reiner W. schrieb: > Natürlich, sollte es für ein Programm, welches direkt die Motoren > kontrolliert viel einfacher gehen, weil das ja die unmittelbaren y,x > Koordinaten kennt. Ja mit Programmen die über die parallele Schnittstelle direkt die Stepper Driver bedienen ist das einfacher machbar. Mit GRBL ist das grundsätzlich nicht möglich, weil: Welcher G-Code Befehl gerade im Puffer (GRBL auf dem Arduino) abgearbeitet wird, kann vom bedienenden PC-Programm nicht wirklich festgestellt werden (siehe dazu die ausführliche Erklärung im SerialComCNC Thread). Damit ist auch eine Änderung des aktuellen Befehls nicht machbar. Zudem: Wird z.B. eine lange Linie gefrässt, so besteht die eigentlich nur aus einem G-Code Befehl. Der wird intern von GRBL auf dem Arduino völlig autonom verarbeit. Von aussen hat man, während dieser Befehl ausgeführt wird (also die Linie gefräst wird), keinerlei Einflussmöglichkeiten die internen GRBL Prozeduren/Parameter für diesen Befehl auf dem Arduino zu penetrieren. Also bleibt bei GRBL basierten Systemen nur die Möglichkeit die Höhen-Scan Daten bereits vorher im G-Code File einzuarbeiten. Das ist eine mathematische Fleissarbeit, da ja alle Scan-Daten zwischen den erfassten Höhenwerten zu jeder Original G-Code Koordinate interpoliert zugeordnet werden müssen. Vielleicht hat da ja jemand Lust zu :) Ich persönlich würde da eher nach einer mechanischen Lösung (Platine mit doppelsetigem Klebeband befestgen, usw.) tendieren. Trotzdem interessiert es mich, ob Du für den Höhendaten-Scan eine Lösung findest.
Albert M. schrieb: > Das ist mit GRBL grundsätzlich nicht möglich, weil: Ist mir klar, war auch nicht auf GRBL, sondern auf Ingos Lösung gemünzt. Albert M. schrieb: > Das ist eine mathematische Fleissarbeit, da > ja alle Scan-Daten zwischen den erfassten Höhenwerten zu jeder Original > G-Code Koordinate interpoliert zugeordnet werden müssen. Vielleicht hat > da ja jemand Lust zu :) Na ich fang da mal an. Vlt. kann ja jemand der mitließt schon mal ne Idee zum Algorithmus beisteuern, da muss ich nicht von 0 anfangen. Vielleicht kann man sich da ja zu einem Projekt zusammentun. Was die Interpolation anbelangt, ist ja die Frage, ob es nicht reicht, bei einem Abstand von 10mm und einem zu erwartenden Höhenunterschied eher im 0,mm Bereich linear zu interpolieren. Das würde schonmal sehr vereinfachen. Wenn die Interpolation abgekapselt ist, kann sie später immer noch ersetzt werden. Weitere Vereinfachungen sind denkbar nach dem Motto: Wenn max. Höhenunterschied zwischen Quell- und Zielkoordinate < minWert, dann nix tun usw. Albert M. schrieb: > 2. Auch wenn dies möglich wäre, müsste man den Befehl im Puffer (also > auf dem Arduino, da können bis zu 70 Zeichen stehen) vorher abfangen und > modifizieren. Und das in Realtime vom PC aus. Das geht nicht! Ich würde da eher versuchen direkt in die Z-Motorsteuerung einzugreifen und die Manipulation an dieser Stelle vornehmen. Vorausgesetzt, der Arduino hat Zugriff auf die Z-Matrix, was sicher schwieriger wäre, da deren Größe ja variabel ist. Aber im Grunde soll ja genau das vermieden werden, sonst wäre es ja wieder eine GRBL-Lösung. Gruß Reiner
@ Reiner W. Während Du gerade deinen Text verfasst hast, habe ich meinen geändert. Reiner W. schrieb: > Ich würde da eher versuchen direkt in die Z-Motorsteuerung einzugreifen > und die Manipulation an dieser Stelle vornehmen. Vorausgesetzt, der > Arduino hat Zugriff auf die Z-Matrix, was sicher schwieriger wäre, da > deren Größe ja variabel ist. Das müsste ja innerhalb von GRBL geschehen und da sehe ich keine Möglichkeit. Auch nach Modifikation des GRBL Quellcodes, was ja machbar, aber äusserst schwierig ist, da ja laufende Tasks unterbrochen werden und eine zusätzliche serielle Kommunikation eingefügt würde, bleibt die Frage wie die notwendigen Korrekturdaten da in Realtime hingeschaft werden. Die Latenz-Zeiten der virtuellen seriellen Schnittstelle, des PC-Programms und insbesonders Windows machen das Ganze dann überaus sportlich/illusorisch. Für SerialComCNC will ich bei den offiziell veröffentlichten Versionen von GRBL ohne Modifikation bleiben, um die Baustellen nicht noch mehr zu vergrössern.
Albert M. schrieb: > Das müpsste ja innerhalb von GRBL geschehen und da sehe ich keine > Möglichkeit. Da sind wir uns einig. Deshalb würde ich ja das Ganze gern als reinen eigenständigen G-Code-Parser/Manipulator sehen wollen. Albert M. schrieb: > Für SerialComCNC will ich bei den offiziell veröffentlichten Versionen > von GRBL ohne Modifikation bleiben, um die Baustellen nicht noch mehr zu > vergrössern. Auch dem kann ich beipflichten. Ein Grund mehr, solche Sachen extern zu halten. Was du allerdings machen könntest, wäre eine Möglichkeit schaffen, die Z-Matrix als Textdatei zu generieren. (Bitte nur als technische Möglichkeit, nicht als Aufforderung verstehen) Für mach3 kann ich versuchen das als VBScript hinzubekommen, da muss ich mein Probe-Script eigentlich nur erweitern. Das ist ja dann schon mal die halbe Miete;-) Gruß Reiner
Reiner W. schrieb: > Da sind wir uns einig. Deshalb würde ich ja das Ganze gern als reinen > eigenständigen G-Code-Parser/Manipulator sehen wollen. Ich möchte da nochmal auf die Probleme hinweisen: Stell Dir vor es kommt eine Fräsbahn z.B. über 100mm vor. Die besteht im Original G-Code aus einer Befehlszeile. Nun verlangt aber dein Z-Scan über diese Strecke 10 interpolierte Stützstellen. Was nun? Es muss jetzt dieser eine Befehl durch 10 G-Code Befehle mit modifizierten Z-Werten ersetzt werden. Machbar, erzeugt aber kräftig aufgeblähten G-Code bei einem einigermassen komplexen Layout der Platine. Dazu kommt noch, das eine Interpolation über die X und Y Werte letztlich auch keine kontinuierliche Frästiefe erzeugt, sondern eben nur, um beim Beispiel zu bleiben, 10 abgehackte/stufenförmige Tiefenwerte. Kontinuierliche Z-Tiefe geht also prinzipbedingt im G-Code hierbei nicht, man müsste ja sonst beliebig viele Zwischenstufen(G-Code Zeilen) erzeugen. Reiner W. schrieb: > Was du allerdings machen könntest, wäre eine Möglichkeit schaffen, die > Z-Matrix als Textdatei zu generieren. In SerialComCNC nach der Vorgehensweise von Ingo Wendler (siehe oben) die Z-Höhendaten einer kompletten Platine automatich zu erfassen und als Datei auszugeben wäre relativ einfach möglich. Könnte man mal als neue Funktion in einer der nächsten Versionen vorsehen. Die Frage ist nur ob jemand was damit anfangen kann. Wenn einer eine einfache math. Lösung des oben beschriebenen Problems bietet, also wie finde ich bei einer begrenzten Anzahl von gemessenen XYZ Stützstellen zu jeder beliebigen Koordinate den passenden interpolierten Z-Wert, könnte ich das dann auch noch als automatischen G-Code Parser mit Höhenkorrektur einbauen (die Mathematik würde ich zwar auch noch hinbekommen, aber dazu habe ich ehrlich gesagt keine Lust). Mit den stufenförmigen Z-Werten wegen der endlichen Zahl einzufügender G-Code Zeilen muss man aber leben. Diese wären aber wahrscheinlich mit dem Auge leicht als plötzliche Leiterbahnbreitenänderungen zu sehen. Müsste man dann mal testen. Auch lustig: Bis vor 4 Monaten wusste ich noch nicht mal was G-Code ist und hatte vom Fräsen nur mal beiläufig was gehört. Dann hatte ich mir eine MF70 gekauft und schon ging das Elend los :) Aber auch die Alten Rentner wie ich sind noch lernfähig. Gruss Ulrich Albert
Hier noch ein Online Tool welches zum Platinenfräsen G-Code aus Gerberfiles erzeugt: http://rapid-pcb.com/
Albert M. schrieb: > Die besteht im > Original G-Code aus einer Befehlszeile. Nun verlangt aber dein Z-Scan > über diese Strecke 10 interpolierte Stützstellen. Was nun? Es muss jetzt > dieser eine Befehl durch 10 G-Code Befehle mit modifizierten Z-Werten > ersetzt werden. Ja, so hatte ich es gemeint. > Machbar, erzeugt aber kräftig aufgeblähten G-Code bei > einem einigermassen komplexen Layout der Platine. Dazu kommt noch, das > eine Interpolation über die X und Y Werte letztlich auch keine > kontinuierliche Frästiefe erzeugt, sondern eben nur, um beim Beispiel zu > bleiben, 10 abgehackte/stufenförmige Tiefenwerte. Na ja, nehmen wir ein Beispiel. X0, hier soll die 0 der Tabellenindex sein) In der Z-Matrix steht für X0,Y0 Z=0 (die Höhe am Nullpunkt) X1,X0 Z=5 (Z=5mm am Punkt X=10mm, Y=0mm) Jetzt "proben" wir am Nullpunkt um eine Referenz zu haben. Da ist ja Z=0. Nun soll von X0 nach X1 gefahren werden (also 10mm nach rechts)(2D) Ohne Höhenausgleich geht da ja gar nichts. Wegen Z=5 an X1. Mit linearer Interpolation und 10 Stützstellen hätten wir 10 Stufen: AnzSt = Anzahl Stützstellen STn = Stützstelle ZM = Z in der Matrix an der Zielstelle (bzw. der nächst gelegenden) XSTn = absol. XKoordinate an der Stützstelle ZSTn = Z Wert an der Stützstelle X = 0 passt, da haben wir ja genullt Zielkoordinate ist X1 da ist Z=5 muss also interpoliert werden. 1. Stützstelle (n=1) XST1 = X1 / AnzSt * ST1 = 10mm / 10 * 1 = 1mm ZST1 = ZM / AnzSt * ST1 = 5/10 * 1 = 0,5mm ... XST5 = X1 / AnzSt * ST5 = 10mm / 10 * 5 = 5mm ZST5 = ZM / AnzSt * ST5 = 5/10 * 5 = 2,5mm .. XST10 = X1 = 10mm ZST10 = 5mm Der neue Z-Wert ist dann jeweils Z_aus_Quell_GCode + ZStn Also eine Gerade (mit 10Stufen;-) zwischen 0 und 5 mm. Da bricht der Stichel schon mal nicht ab ;-) Die Interpolation muss ja auch nicht unbedingt linear sein, das geht auch viel geschmeidiger. Da so eine Platine oder auch Acryl eher im zehntel Bereich korrigiert werden muss sind das dann hundertstel Stufen. Da kann man vlt. mit leben. Klar ist das Beispiel extrem vereinfacht. Tatsächlich muss der Algorithmus auch relative Koordinaten im G-Code erst in absolute wandeln um die nächste Z-Matrix Stelle zu finden. Und die Y-Achse ist ja auch noch da. Aber das sollte alles machbar sein. > ..die Z-Höhendaten einer kompletten Platine automatich zu erfassen und als > Datei auszugeben wäre relativ einfach möglich. Könnte man mal als neue > Funktion in einer der nächsten Versionen vorsehen. Die Frage ist nur ob > jemand was damit anfangen kann. Ja, erst sollte vlt. der Algoritmus mit parsen und schreiben der Quell-/Zieldatei stehen. Dafür kann man sich ja eine Textdatei der Matrix zum testen erstellen. Wenn das klappt und was bringt, wären das automatische scannen dann sicher der letzte Schritt. > Wenn einer eine einfache math. Lösung des oben beschriebenen Problems > bietet, also wie finde ich bei einer begrenzten Anzahl von gemessenen > XYZ Stützstellen zu jeder beliebigen Koordinate den passenden > interpolierten Z-Wert, könnte ich das dann auch noch als automatischen Siehe Beispiel. Ich schau mal, ob ichs verallgemeinert bekomme. > Aber auch die Alten Rentner wie ich sind noch lernfähig. Da haben wir ja was gemeinsam;-) Ich hoffe, ich hab da keinen groben Denkfehler. Falls doch, liegt an der Uhrzeit;-) Gruß Reiner
Deine information bezüglich der Zerbrechlichkeit von VHM Bohrer kann man nicht so einfach auf Fräser und Stichel umlegen da diese viel robuster sind. VHM Bohrer brechen aber auch nur bei seitlicher Belastung ab. Das passiert zb. beim aufbohren schon vorhandener Bohrungen oder wenn man beim händischen Bohren die Platine bewegt.
Albert M. schrieb: > Kontinuierliche > Z-Tiefe geht also prinzipbedingt im G-Code hierbei nicht, man müsste ja > sonst beliebig viele Zwischenstufen(G-Code Zeilen) erzeugen. Du mußt mal noch weiterlernen. Natürlich geht das auch kontinuierlich. Die Z-Achse kannst du genauso verfahren wie die X/Y. Es gibt auch spezielle Befehle zur Interpolation. Hier gibt es Beispiele: https://www.automation.siemens.com/doconweb/pdf/SINUMERIK_SINAMICS_02_2012_D/PGMsl.pdf?p=1 Aber ob es deine Maschine macht, mußt du selbst probieren. Wenn man beim Platinenfräsen nicht gleichzeitig richtig fräsen will, würde ich keinen G-Code dafür nehmen.
michael_ schrieb: > Es gibt auch spezielle Befehle zur Interpolation. > Hier gibt es Beispiele: > https://www.automation.siemens.com/doconweb/pdf/SINUMERIK_SINAMICS_02_2012_D/PGMsl.pdf?p=1 > Herzlichen Dank für den Link. Da seh ich doch schon mal etwas klarer. Für die Interpolation sollte wohl G01 genügen, wenn ich das beim schnellen überfliegen richtig gesehen habe. Ich denke, ich tauch erst einmal ab und ackere das gründlich durch. Gruß Reiner
michael_ schrieb: > Du mußt mal noch weiterlernen. > Natürlich geht das auch kontinuierlich. Die Z-Achse kannst du genauso > verfahren wie die X/Y. > Es gibt auch spezielle Befehle zur Interpolation. > Hier gibt es Beispiele: > https://www.automation.siemens.com/doconweb/pdf/SINUMERIK_SINAMICS_02_2012_D/PGMsl.pdf?p=1 Bevor Du hier etwas beiträgst, solltest Du dich vorher mit GRBL und seinen Möglichkeit sowie Limitierungen beschäftigt haben. Egal ob mit X, Y oder Z Achse, bei aufeinander folgenden Geraden erhälst Du immer Diskontinuitäten/Kanten an den Stützstellen. Befehle wie z.B. für Fahsen oder Rundungen zwischen Geraden (F und C wie bei der Siemens) kennt GRBL nicht. Gerne lass ich mich vom Gegenteil überzeugen.
@ Reiner W. Ich habe gerade mal einen Test mit einer 1,6mm 15x10mm Hartpapier Platine gemacht, die in der Mitte ca. 1mm hochgebogen war. Fräst man jetzt mit dem Stichel eine Längsbahn drüber, biegt sich die Platine während des Vorgangs mittig um fast 0,5mm nach unten. Damit löst sich die ganze Z-Abtastung mit anschliessender Kompensation als Vodoo auf. Schade - wäre so schön gewesen. Gruss Ulrich Albert
Albert M. schrieb: > Fräst man jetzt mit dem Sichel eine Längsbahn drüber, biegt sich die > Platine mittig um fast 0,5mm nach unten. Ja, das kann ich mir gut vorstellen, wenn die Platine hohl liegt. Ich klebe sie mit doppelseitigem Klebeband auf eine Möbelplatte. Albert M. schrieb: > Damit löst sich die ganze Z-Abtastung mit anschliessender Kompensation > als Vodoo auf. Schade - wäre so schön gewesen. Leider fehlen mir noch die Erfahrungen. Ich habe mein China-Teil noch nicht lange und zu allem Unglück sind mir die Stichel ausgegangen und Nachschub kommt aus Chinesien ;-) Also warten. Ich hatte aber bei meiner ersten Gravur (180mm*180mm) das Problem, dass offenbar der Tisch (oder die Spannplatte) nicht ganz plan ist. Das ganze fällt links ca. 2/10tel ab. Kann man am Ergebnis gut erkennen. Da sind die Bahnen links erheblich schmaler. Und genau das Problem hätte ich wahrscheinlich vermeiden können. Überhaut könnte es bei der Gravur unebener Flächen recht hilfreich sein. Aber vlt. hast du recht und die ganze Problematik ist doch eher akademischer Natur. Und meinen Tisch muss ich so oder so plan bekommen. Ich bleib trotzdem dran, weil mich die Problematik an sich reizt. Gruß Reiner
Ich habe auf meiner Maschine fix eine dicke Pertinaxplatte aufgespannt, die ich plan gefräst habe, darauf klebe ich die zu bearbeitenden Platinen fast vollflächig mit dünnen doppelseitigen Klebeband. Funktioniert eigentlich perfekt. Für Platinen kann ich dir den Isolationsgravierer von VHF empfehlen: https://shop.vhf.de/articleGroups/Isolationsgravierer-W_G_ISO.htm Ich kaufe eigentlich fast alle Fräser dort, da die Qualität und Auswahl passen. Christian_RX7
Danke Christian, so hab ich es auch vor. Wie lange ist den die Standzeit von dem VHF Fräser? Bei dem Preis sollten sie schon länger als eine Platine halten. Christian Kreuzer schrieb: > die ich plan gefräst habe, darauf klebe ich die zu bearbeitenden Womit hast du sie plangefräst? Gruß Reiner
Wie lange die Stichel halten, kann ich nicht wirklich sagen, mit der alten Frässpindel hab ich sie immer abgebrochen bevor sie stumpf waren, da der Rundlauf der Frässpindel nicht so super war. Mit der neuen Frässpindel habe ich auf dem jetztigen Fräser sicherlich schon mehr als 5 Europaplatinen (Mischung aus THT und SMD) und er schneidet wie am ersten Tag. Wenn du willst, dass er noch länger hält, dann solltest du Hartpapierplatinen verwenden. Die Unterlage ist eine etwa 12mm starke Pertinax Verteilerplatte (wurden bei uns als Eternit-Ersatz verwendet) welche ich mit einem 6mm Fräser einfach auf fast der ganzen Fläche abgefräst habe. Fast desshalb, weil ich mir einen Rand als Anschlag stehen gelassen habe, was aber eher sinnlos war, da ich mich beim Ausrichten der Platinen immer an die Frässpuren auf der Platte halte. Wenn du willst, kann ich morgen ja mal ein Foto davon machen. Christian_RX7
Albert M. schrieb: > @ Reiner W. > > Ich habe gerade mal einen Test mit einer 1,6mm 15x10mm Hartpapier > Platine gemacht, die in der Mitte ca. 1mm hochgebogen war. > Fräst man jetzt mit dem Stichel eine Längsbahn drüber, biegt sich die > Platine während des Vorgangs mittig um fast 0,5mm nach unten. > > Damit löst sich die ganze Z-Abtastung mit anschliessender Kompensation > als Vodoo auf. Schade - wäre so schön gewesen. > > Gruss Ulrich Albert Das sollte auch sicher 15x10cm heißen. In solchen Fälle hab ich die Platte nach dem Einspannen mit den Handballen durchgedrückt, das der Bauch nach unten ging, dann mit Distanzstücken unterstützt, wie hier zu sehen: Beitrag "Re: Brauche Empfehlung für PCB-Fräse" Wenn die Fläche stark vom Quadrat abweicht, spanne ich die Platte natürlich an den langen Seiten. Wobei ich solche Durchbiegung, wie von Albert beschrieben, selbst noch nicht erlebt habe (mit FR2), wenn das Werkzeug stumpf wird, merkt man es schon rechtzeitig, an leichter Gratbildung, die man aber in diesem Falle mit feinem Sandpapier noch leicht in den Griff bekommt. mfG vom ingo
Ingo Wendler schrieb: > Das sollte auch sicher 15x10cm heißen. Natürlich :) Ingo Wendler schrieb: > Wobei ich solche Durchbiegung, wie von > Albert beschrieben, selbst noch nicht erlebt habe Die Noname-Platinen hatte ich von so einem billig ebay Shop. Für die paar Euro mach ich da keine Reklamation. Ist halt Lehrgeld. Ich hab auch mal überlegt einen Vakuumtisch aus einer 15mm dicken Acrylplatte zu fräsen, also sowas: http://www.ebay.de/itm/Vakuumtisch-3020R-300x200mm-Spannplatte-Spannsystem-Maschinentisch-CNC-Frase-/151320062028?pt=Gartenbauwerkzeuge&hash=item233b60e84c Als Vakuumpumpe eine zweckentfremdete Aquariumluftpumpe (mit gedrehtem Ventil), die ich vor Monaten schon für andere Zwecke umgebaut hatte. Das 20 Euro Teil entwickelt eine erstaunliche Saugkraft/Unterdruck. Moosgummi-Kordel zum Abdichten habe ich auch noch rumliegen.
Detlef Kahrmann schrieb: > Hallo, > @ peter_x > > Ich glaube, das ist nicht das richtige zum LP fräsen. > Außerdem glaube ich , sind die Winkel zu stumpf. Ist es > überhaupt für Cu geeignet ? (Cu schmiert) > Die Standzeit ist aber wahrscheinlich riesig. Es kommt darauf an, welches Basismaterial deine zukünftigen Kupferstreifen tragen sollen. Du kannst ja gerne mit VHM versus Diamant experimentieren. Meine aktuelle Erfahrung ist, dass die Masse(Bastler) erst jetzt erfahren, dass es Vollhartmetall-Stichel überhaupt gibt, selbige aber immer noch nur Schleifscheiben vom Baumarkt an ihren Maschinen haben. Dass man für VHM zumindest Silizium-Carbid-Schleifscheiben braucht, weiß jeder Metaller. Das Manko in diesem Forum ist, dass man sich hier unter Elektronikern befindet und um wirklich glücklich zu werden, sich einem Forum anvertrauen sollte, wo sich Metaller aufhalten.
Nur mal interessehalber: Was ist für Euch der Vorteil vom Fräsen? ok, ich gebe zu, die Platinen sehen beeinduckend aus, aber das bekomme ich mit Fotomaterial auch hin. Und für 20 Platinen im Jahr? Ist das nicht etwas teuer?
Peter Xuang schrieb: > Meine aktuelle Erfahrung ist, dass die Masse(Bastler) erst jetzt > erfahren, dass es Vollhartmetall-Stichel überhaupt gibt, selbige aber > immer noch nur Schleifscheiben vom Baumarkt an ihren Maschinen haben. Es ist auch nichts für notorische Geizhälse. Ich habe eine Scheibe für HM umgerüstet, die fast so viel gekostet hat wie ein billiger Schleifbock. Aber hier gibt es VHM Fräser/Stichel. Natürlich haben die einen für manche abschreckenden Preis. http://www.team-haase.de/gravurstichel/
Albert M. schrieb: > Stell Dir vor es kommt eine Fräsbahn z.B. über 100mm vor. Die besteht im > Original G-Code aus einer Befehlszeile. Nun verlangt aber dein Z-Scan > über diese Strecke 10 interpolierte Stützstellen. Was nun? Es muss jetzt > dieser eine Befehl durch 10 G-Code Befehle mit modifizierten Z-Werten > ersetzt werden. Machbar, erzeugt aber kräftig aufgeblähten G-Code bei > einem einigermassen komplexen Layout der Platine. Dazu kommt noch, das > eine Interpolation über die X und Y Werte letztlich auch keine > kontinuierliche Frästiefe erzeugt, sondern eben nur, um beim Beispiel zu > bleiben, 10 abgehackte/stufenförmige Tiefenwerte. Kontinuierliche > Z-Tiefe geht also prinzipbedingt im G-Code hierbei nicht, man müsste ja > sonst beliebig viele Zwischenstufen(G-Code Zeilen) erzeugen. Na und? Wo ist denn das Problem aus einer Zeile GCode 10 zu machen? Und ob die Stufen nun kontinuierlich sind oder nicht ist auch egal, so lange sie klein genug sind. Ich mach das bei mir genauso und es geht problemlos! Natürlich sollte die Platine nicht völlig verzerrt sein.
michael_ schrieb: > Es ist auch nichts für notorische Geizhälse. Eben - und da muss es doch einen anderen Vorteil haben? Oder guckt Ihr einfach gerne beim Fräsen zu? dann hat es ja auch einen Wert.. :-)
Rainer Unsinn schrieb: > michael_ schrieb: >> Es ist auch nichts für notorische Geizhälse. > > Eben - und da muss es doch einen anderen Vorteil haben? Oder guckt Ihr > einfach gerne beim Fräsen zu? dann hat es ja auch einen Wert.. :-) Ja, der Voreil ist, dass Du einfach eine Platine auf ne Holzplatte klebst, Deiner restlichen Arbeit nachgehst und hinterher ist eine schöne gefräste Platine fertig. Beim Belichten oder Tonertransfer hat man viel mehr über die Zeit verteilte Arbeit und Rumgemansche mit Nasschemikalien. Nichtsdestotrotz ist Fräsen sicherlich nicht generell besser. Es ist sicherlich völlig unökonomisch. Aber bequem!
Jemin Kamara schrieb: > Aber bequem! Bequem ist immer gut! :-) Ich denke mal, mit allen Arbeitsschritten, also aufgeräumtes Zimmer bis aufgeräumtes Zimmer (auspacken, drucken, belichten, ätzen, bohren, wieder einpacken) bin ich schon 30-40 Minuten beschäftigt mit einer Platine. Nasschemikalien stimmt, dafür weniger Staub und Krach - damit mehr wohnungstauglich (Man braucht keine Werkstatt). Geschmackssache halt. Wie lange dauert denn das Fräsen so? Und wie bekommst Du die aufgeklebte Platine vom Holz wieder ab?
Jemin Kamara schrieb: > Ich mach das bei mir genauso und es geht > problemlos! Natürlich sollte die Platine nicht völlig verzerrt sein. Kannst du sagen wie du es machst? Rainer Unsinn schrieb: > Was ist für Euch der Vorteil vom Fräsen? Da der Thread sich schon lange OT bewegt kommt es darauf auch nicht mehr an;-) Also an einer Diskussion was besser ist würde ich mich nicht beteiligen. Allerdings kann ich natürlich MEINE Gründe aufzählen, die mich bewogen haben, es mal mit fräsen zu versuchen. Dazu vorab. Ich habe vor ca. 25Jahren viele Platinen photochemisch hergestellt. Damals noch den Photolack selber aufgebracht usw. Dann hab ich mich 25Jahre durchs Leben programmiert und seit ca. einem Jahr kann ich mich wieder meinem geliebten Elektronik Hobby widmen. Mein erstes Wiedereinstiegsprojekt ist nun in der Platinen-Phase. Da ich gern mal was Neues ausprobiere, hab ich es erst mit dem Tonertransfer Verfahren versucht. Nach 3 Tagen hab ich aufgegeben. NICHT WEIL ICH DAS VERFAHREN FÜR SCHLECHT HALTE. Sondern einfach, weil ich nicht die erwartete Qualität erhalten habe und vor Allem, weil die Ergebnisse nicht so einfach reproduzierbar waren und meine Frau das Bügeleisen wiederhaben wollte;-) Dann hab ich es wieder photochemisch versucht, diesmal mit Laserdrucker und Bungard Platinen (früher Film und Lack). Und wie erwartet, bereits der erster Versuch (doppelseitig 100*160) Topqualität. Da hab ich früher mehr Aufwand treiben müssen. Kann mir nicht vorstellen, dass ich das jemals mit fräsen schaffe, schon weil ich viel mit Beschriftung im Kupfer arbeiten. Weshalb dennoch fräsen? 1. Hab das Ding nunmal und es hat eine Menge gekostet;-) 2. Lerne gern mal was Neues 3. Mein Interesse liegt hauptsächlich in der Entwicklung von Geräten, vom elektronischen Entwurf bis zum fertigen Gerät. Und das bringt es mit sich, dass Platinen auch mal in den Müll müssen. Beim fräsen kann ich da schnell reagieren. 4. Meine Augen sind nicht mehr so gut und die Fräse nimmt mir auch gleich die lästige Bohrerei/Schneiderei ab. 5. Auch für Gehäuse/Frontplatte kann die die Fräse gut einsetzten Und wenn dann immer noch ein schlechtes Gewissen wegen der Investition bleibt, fräs ich ein Vogelhäuschen und bastel es mit den Enkeln zusammen;-) Ach ja, und der Giftschrank kann dann hoffentlich bald weg. sr. wegen des nicht ganz erstgemeinten Posts Reiner
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.