Welche Toleranzen haben eure 3D-Drucke wenn ihr mit dem Meßschieber nachmesst? Ausgangspunkt für diese Frage ist dieser Post: Autor: c.m. (Gast) Datum: 22.02.2018 20:43 >ein problem für das ich noch keine schöne lösung kenne ist, dass man >passteile eigentlich immer ein wenig kleiner zeichnen müsste als z.b. >die nut in die sie gesteckt werden. >je nach herstellungsverfahren, bei mir 3d druck, passt ein 4mm zapfen >einfach nicht in ein 4mm loch. analog dazu dürfte eine platte wie im >oberen assembly nicht in die nut passen, wenn beide die gleiche >nutbreite/dicke haben. Beitrag "Re: FreeCad Grundlagen"
In den meisten Slicern kann man einen Korrekturfaktor eingeben, meist auch für jede Achse einzeln. Das wäre ja richtig blöd wenn man beim zeichnen immer den Drucker im Kopf haben muss
Bei meinen Drucken bin ich im Bereich von etwa +- 0.1mm auf ca. 100mm (PLA)
Angehängte Dateien:
-

FreeCAD_TestKeil_2_5mm_3_5mm.png
8,8 KB -

TestKeil_2_5mm_3_5mm.png
130 KB
>In den meisten Slicern kann man einen Korrekturfaktor eingeben
Ah, interessant, das wusste ich nicht. Ich verwenden den Slic3r. Mal
sehen, ob es da eine Einstellung gibt.
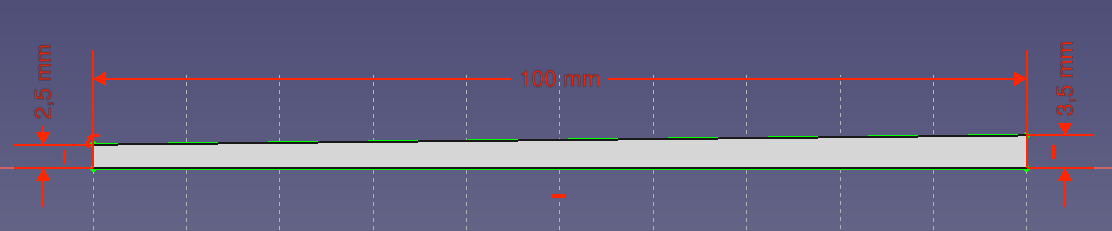
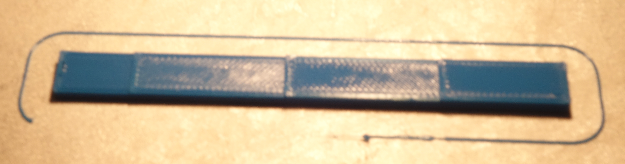
Im Anhang habe ich mal einen Testkeil mit der Höhe 2.5mm - 3.5mm in
Z-Richtung gedruckt.
Das Druckergebnis hat 4 Stufen:
2.7mm
2.9mm
3.2mm
3.5mm
Drucker ist ein Prusa I3.
Hier das STL-File, falls es jemand testen will. Düsendurchmesser ist auf 0.4mm und LayerHeight auf 0.3mm. Im ini-File stehen alle Werte.
Ich besitze zwar (noch) keinen 3D Drucker aber es gibt einige Faktoren welche eine Rolle spielen, darunter der Durchmesser der Düse, die Genauigkeit der X-Y-Bewegungen (Spiel, Schrittgröße etc...), das verwendete Material, etc... In einem ortsansässigen Institut für Materialforschung haben sie mehrere modifizierte Ultimaker und bei einer Besichtigung haben sie sehr interessante Drucke gezeigt zum Beispiel 2 identische ineinander gedruckte dreidimensionale Gittergebilde welche nur ein minimales Spiel hatten und auch Passteile waren dort vertreten, diese waren von der Präzision echt top. Interessant waren auch welche Vorteile sich durch die 3D Drucktechnologie ergeben, durch das Verfahren lassen sich beispielsweise kleine Katalysatoren fertigen mit einer riesigen Oberfläche.
Layer Höhe? Muss natürlich ganzzahlig teilbar sein.. Und der erste layer ist ja meist anders gedruckt als die anderen. Also entweder leicht geplättet oder höher gedruckt, gibt dann ggf Rundungsfehler in den Folgelayern. Schau mal deinen G-code an und welche z-Höhen tatsächlich gesetzt werden. ... Es haben sich schon welche totkalibriert ?
Hier ist der G-Code. Ein wenig unübersichtlich, das Ganze. Ich habe mal nach 'Z' gesucht, die letzte Go-Zeile damit ist G1 Z3.400 F7800.000 Also nehme ich an, er soll auf Z=3.4mm Messen tue ich als größte Dicke 3.5mm auf der Fläche mit dem Meßschieber. Wobei ich an den Ecken auch bis zu 3.7mm messe, weil sie etwas abstehen.
> Welche Toleranzen haben eure 3D-Drucke wenn ihr mit dem Meßschieber > nachmesst? Bei ueblichen kleinen Teilen habe ich auch eine Genauigkeit von +/-0.1mm. Damit liegt man bereits im Bereich der Oberflaechenrauhigkeit. Es macht also keinen Sinn eine hoehere Genauigkeit anzustreben. Bei speziellen unguenstig geformten Teilen kann es aber auch schonmal 0.2mm werden. Olaf
chris schrieb: >>je nach herstellungsverfahren, bei mir 3d druck, passt ein 4mm zapfen >>einfach nicht in ein 4mm loch. analog dazu dürfte eine platte wie im >>oberen assembly nicht in die nut passen, wenn beide die gleiche >>nutbreite/dicke haben. Das kann doch auch nicht passen. Loch und Zapfen auf gleichem Maß ist ja nichtmal mehr eine Passung. Da müsste man schon Glück haben, dass die Toleranzen zufällig günstig ausfallen. Drucker schrieb: > Das wäre ja richtig blöd wenn man beim > zeichnen immer den Drucker im Kopf haben muss Natürlich muss man das. Jedes Fertigungsverfahren muss man bei der Konstruktion im Kopf haben. Vor allem dessen Toleranzen. Gerade wenn Teile ineinander fassen sollen. Ein Loch wird etwas kleiner als gewollt und ein Zapfen etwas größer und schon passt es nicht mehr ineinander. Das muss bei der Konstruktion auf jeden Fall beachtet werden.
>chris schrieb: >>>je nach herstellungsverfahren, Kleiner Hinweis: Das habe nicht ich geschrieben, sondern Autor: c.m. (Gast)
Angehängte Dateien:
-

FilamentModell.png
12 KB
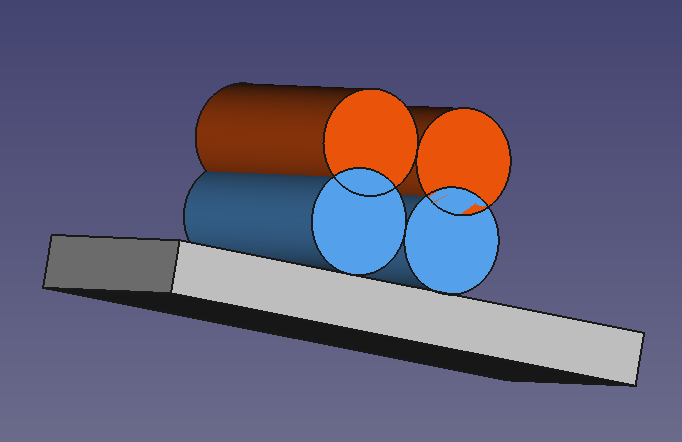
Autor: Olaf (Gast) Datum: 23.02.2018 06:32 >Bei ueblichen kleinen Teilen habe ich auch eine Genauigkeit von >+/-0.1mm. Damit liegt man bereits im Bereich der Oberflaechenrauhigkeit. Das finde ich erstaunlich. Bei meinem Drucker ist der Düsendurchmesser 0.4mm, im Slicer ist eine Schichtdicke von 0.3mm eingestellt. Deshalb müssen die Würstchen beim drucken etwas zusammengedrückt werden, so wie ich es im Bild dargestellt habe. Die Messung des Testkeils oben ergibt für die Z-Richtung eine Quantisierung von 0.3mm.
Hallo, 0,3mm ist viel zu viel. Als Faustregel sagt man maximal halber Düsendurchmesser. Uwe
>0,3mm ist viel zu viel. >Als Faustregel sagt man maximal halber Düsendurchmesser. Das wusste ich nicht. Ich habe die Daten von anderen Files übernommen. Allerdings frage ich mich, wo das ganze Material dann hin soll. Die Ergenisse jetzt sehen schon gut gefüllt aus.
Angehängte Dateien:
-

Testkoerper.png
6,4 KB -

TestkoerperGedruckt.png
58 KB
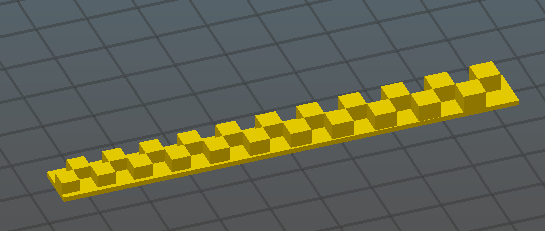
Mittlerweile habe ich mal einen neuen Testkoerper für die Genauigkeit erstellt. Es sind kleine Quader mit steigendem Durchmesser von 0.1mm in alle Raumrichtungen. Man kann einen Meßschieber benutzen und die einzelnen Quader auszumessen. Das Ganze ist mit OpenSCAD gemacht:
1 | d_start=3.5; |
2 | d_end=4.5; |
3 | numberOfCubes=10; |
4 | z_basePlate=1; |
5 | |
6 | |
7 | y=0; |
8 | d=d_start; |
9 | s=(d_end - d_start)/numberOfCubes; |
10 | |
11 | module quader(count,d,y) |
12 | {
|
13 | translate([0,y,0]) |
14 | cube([d,d,d]); |
15 | translate([-d,y+d,0]) |
16 | cube([d,d,d]); |
17 | |
18 | echo(y); |
19 | |
20 | if(count<numberOfCubes) |
21 | {
|
22 | quader(count+1,d+s,y+2*d); |
23 | }
|
24 | }
|
25 | |
26 | module basePlate() |
27 | {
|
28 | translate([-d_end,0,0]) |
29 | cube([d_end*2, d_end*2*numberOfCubes,z_basePlate]); |
30 | }
|
31 | quader(0,d_start,0); |
32 | basePlate(); |
Messung X-Richtung: 3.55 3.53 3.67 3.81 3.90 3.98 4.1 4.23 4.29 4.44 4.54 4.65 Das sieht nach einer Quantisierung von 0.1mm in X-Richtung aus. Messung in Y-Richtung: 3.58 3.65 3.78 3.9 3.98 4.12 4.22 4.32 4.4 4.5 4.68 Auch hier 0.1mm. Der letzte Wert reißt ein wenig aus.
Hast du dir den Drucker jetzt gekauft um etwas sinnvolles drucken oder um dich mit praxisfernen Testklumpen totzumessen? Die angebliche 0.1mm Quantisierung ist eher auf die sehr kleinen Strukturen bezogen auf den Nozzledurchmesser und ggf. des slicers der bei diesen grenzwertigen Strukturen seine kleinen Probleme hat. Zudem spielt bei solchen kleinen Sachen die Kalibrierung des Extrusionmultipliers eine nicht ganz unerhebliche Rolle. Und wenn neben dem Multiplier die die Kühlung dann auch nicht stimmt, dann hängt es auch noch davon ab wo du an deinem Klumpen misst. Klar ist die Positioniergenauigkeit quantisiert, das ist bei X und Y aber eher 1/80mm oder 1/100mm (je nach pulley) und natürlich auch der praktischen Mikroschritt-Genauigkeit unter Last-Bedingungen.
chris schrieb: > Allerdings frage ich mich, wo das ganze Material dann hin soll. ??? Wenn du die Layerhöhe reduzierst, passt der Slicer den Materialfluss natürlich entsprechend an.
Stefan Ernst (sternst) >Wenn du die Layerhöhe reduzierst, passt der Slicer den Materialfluss >natürlich entsprechend an. Zumindest sollte er das tun. Welchen Slicer verwendest Du? Eine andere Frage: wenn ich die Schichthöhe von 0.3mm auf 0.2mm verändere, verlängert sich dann die Druckzeit um 50% ?
chris schrieb: > Zumindest sollte er das tun. Er muss es tun, sonst würde der 3D-Druck gar nicht funktionieren. Das kannst du auch selbst gut im G-Code erkennen: 0.3mm => G1 X68.350 Y61.390 E0.2017 F1350 0.2mm => G1 X68.350 Y61.390 E0.1345 F1350 0.1mm => G1 X68.350 Y61.390 E0.0672 F1350 Bei 0.2mm Layer wird die doppelte Menge Filament extrudiert als bei 0.1mm, bei 0.3mm eben 50% mehr als bei 0.2mm. chris schrieb: > Eine andere Frage: wenn ich die Schichthöhe von 0.3mm auf 0.2mm > verändere, verlängert sich dann die Druckzeit um 50% ? Da hat jemand in Mathe aufgepasst ;-) Das ist etwas nervig an Slic3r dass er nicht die errechnete Druckzeit anzeigt. Geht bei Cura, S3D, Craftware etc besser. Ganz exakt stimmt die Zeit aber auch da nicht, weil Dinge wie Jerk und Acceleration nicht bzw. nicht perfekt mit einberechnet werden.
chris schrieb: > Zumindest sollte er das tun. > Welchen Slicer verwendest Du? Jeder Slicer macht das. Zu berechnen wie viel Material pro Zeit durch die Düse gedrückt werden muss, damit es zu den gegebenen Parametern(*) passt, ist eine der Hauptaufgaben des Slicers. (*) Zu diesen gehört z.B. auch die Extrusionsbreite, denn du bist mit einer 0,4er Düse keineswegs auf eine Breite von 0,4mm festgenagelt. Innerhalb gewisser Grenzen kann man auch breiter und schmaler drucken. Auch das funktioniert nur, weil der Slicer dann entsprechend mehr oder weniger Material durchdrücken lässt. Angenommen du willst eine Sortimentsbox drucken, bei der die ganzen senkrechten Wände eine Stärke von 1mm haben. Dann hat es Sinn die EW auf 0,5mm zu setzen, denn 2 Bahnen zu 0,5mm liefern dann in der Regel ein besseres Ergebnis, als 2 Bahnen zu 0,4mm mit etwas "Micro"-Füllung dazwischen.
Timmo H. (masterfx) 1. >Hast du dir den Drucker jetzt gekauft um etwas sinnvolles drucken oder >um dich mit praxisfernen Testklumpen totzumessen? 2. >Da hat jemand in Mathe aufgepasst ;-) Deine Ausdrucksweise stört mich ein wenig. Könntest Du da etwas mehr Wert darauf legen? Ansonsten wird das hier keine friedliche Diskussion.
chris schrieb: > Deine Ausdrucksweise stört mich ein wenig. Könntest Du da etwas mehr > Wert darauf legen? Ja sorry, aber einige Dinge hätten sich durch etwas Nachdenken halt von selbst geklärt. Z.B., dass wenn du eine 1m hohe Mauer aus 30cm hohen Steinen machen willst, sie dann eben 0,9m oder 1,2m hoch wird, aber sicherlich nicht 1m. Wenn du in der Z-Höhe genau drucken willst, dann musst du deine Layer-Höhe eben anpassen, sodass jede Höhe eben ganzzahlig teilbar ist. Was soll der Slicer denn machen wenn er nur 0.3mm Layer als Vorgabe hat und 2,5mm hoch drucken soll? Macht er jetzt 2,4mm oder lieber 2,7mm. chris schrieb: > Ich habe mal nach 'Z' gesucht, die letzte Go-Zeile damit ist > G1 Z3.400 F7800.000 In deinem Fall scheinst du den ersten Layer sogar noch mit 0.4mm zu drucken weshalb sich als letzte Stufe 3.4mm (0,4mm + 10*0.3mm) ergibt anstatt 3,6mm (0,3mm*12) Und bzgl. deines zweiten Tests in X und Y ist es nunmal so, dass sehr feine Strukturen immer problematisch sind, sowohl für den Slicer (weil nur wenige Nozzle-Durchmesser breit) als eben auch stark abhängig sind von den anderen Parametern (Multiplier, Kühlung etc). Man sieht ja schon auf deinem gedrucktem Thumbnail (TestkoerperGedruckt.png), dass der Druck alles andere als geeignet ist um davon irgendwelche Genauigkeiten des Druckers abzuleiten (außer vielleicht die Länge und Breite der Grundplatte) Und da du dir über diese Problematiken offensichtlich noch gar nicht bewusst gewesen bist, halte ich es eben für Fraglich warum man überhaupt mit so merkwürdigen Tests anfängt, anstatt entweder "normale" Sachen zu drucken oder zumindest gängige "Benchmarks" (wie Benchy, XYZ Calibration Cube ...) die ggf. mehr Aussagekraft haben.
Ich mache es einfach so aus Interesse. Die kleineren Formen könnte ich eventuell gebrauchen, um diese Gehäusekonstruktion machen zu können: Beitrag "Re: FreeCad Grundlagen" Dort braucht man Platten mit einer zur Nut passenden Höhe. Man könnte die Platten mit UHU-Allplast einkleben, dann wäre das mit der "Klemmung" wahrscheinlich weniger kritisch. Oder man muss sich irgendwelche federnden Element überlegen.
Ah, noch was: Ich habe den Gehäusedeckel von hier gedruckt. Bei meinem Drucker erreicht dieser Deckel fast Spritzgussqualität: Beitrag "Re: 3D Druck: Genhäusesystem?" Deshalb vermute ich, dass das Design im STL File besonders gut zum Prusa I3 passt. Bis jetzt hatte ich noch nie so ein gutes Druckergebnis, woraus ich schlussfolgere, dass man beim Design des Drucks auf die Eigenschaften des Druckers Rücksicht nehmen sollte.
Ach Jungs, seit doch mal friedlich. Wie schon hier angesprochen, macht es schon deutliche Unterschiede ob man z. B. mit oder ohne Kühlungslüfter druckt.
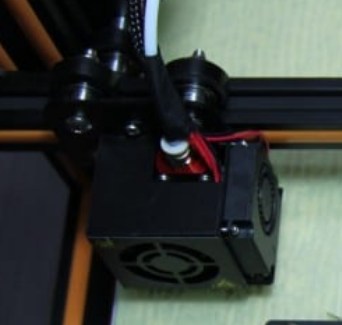
Was ist der Unterschied? Beim Prusa gibt es nur einen Lüfter am Extruder.
chris schrieb: > Beim Prusa gibt es nur einen Lüfter am > Extruder. Es gibt zwei Lüfter. Einen für die Heatbreak und einen Partcooling Fan der via G-Code gesteuert wird. Letzterer ist ausschlaggebend für die Druckquali insbl. bei PLA Drucken
Timmo H. schrieb: > Es gibt zwei Lüfter. .. einen Partcooling Fan > der via G-Code gesteuert wird. Letzterer ist ausschlaggebend für die > Druckquali insbl. bei PLA Drucken Das sieht man eindrucksvoll beim Tevo Tarantula Prusa I3 im Video. Der Bausatz kommt OHNE "Partcooling Fan". https://www.youtube.com/watch?v=1u3Yk_E2AwM Ab Minute 4:25 sieht man den Unterschied in der Druckquali direkt im Vergleich beim Druckergebnis. Erst nach Drucken einer Halterung für zwei Zusatz-Lüfter (und deren extra Kauf, weil nicht im Bausatz mit enthalten) sieht das Druckergebnis besser aus. Das nächste Manke kommt dann auch gleich. Bei Minute 5:24 sieht man wie mangelhaft die Befestigung des Z-Achsen Gestänges mit dem Schrittmotor anmutet. Die Halterung ist von Steifigkeit Lichtjahre entfernt und muss erst mal durch was Brauchbares (wieder selbst Gedrucktes) ersetzt werden, damit die Wackelei aufhört. Auch das bringt etwas mehr Qualität beim Druckergebnis. Spulenhalter fehlt natürlich auch (Selbstdruck Nr. 3). Warum die Hersteller solche Mankos nicht gleich im Bausatz ausräumen ist mir ein Rätsel. Aber solche oder ähnliche Probleme scheinen alle 3D-Drucker Anbieter gerne ihren Kunden zu überlassen bzw. denen, die das auch erkennen. Ansonsten sieht das Teil auf den ersten Blick gar nicht übel aus. Mir fehlt allerdings leider die Erfahrung um mir ein genaueres Urteil darüber (durch Vergleiche) zu bilden. Das Video finde ich jedenfalls gelungen.
>Ab Minute 4:25 sieht man den Unterschied in der Druckquali direkt im >Vergleich beim Druckergebnis. Danke für den Link. Da kann man den Unterschied wirklich gut sehen. Ich habe mal ein wenig nach Designs für den Kühler gesucht. Es gibt zwei unterschiedlich Varianten. Eine mit Axial- und eine mit Radiallüfter. Ich vermute, dass der Radiallüfter mehr Druck aufbauen kann als ein Axiallüfter. https://www.thingiverse.com/thing:2375690 Wahrscheinlich ist es auch gut, wenn der Luftstrom hauptsächlich das Material und nicht die Düse kühlt, weil sonst die Heizleistung steigen muss.
Alles Humbug schrieb: > Tevo Tarantula Prusa I3 Ich habe mir voriges Jahr so ein Teil gekauft. Hatte keinerlei 3D-Druck-Erfahrung. Hab mich dann nur etwas belesen. Das Teil zusammengebaut - druckte auf Anhieb. Fürs Hobby zu empfehlen und mehr als ausreichend. Und man lernt schnell im Internet, was noch besser geht :)
Naja dem letzten Kommentar des TOs kann man ja indirekt entnehmen, dass er gar keinen Prusa i3 besitzt sondern nur einen Prusa i3-Syle Drucker vermutlich in Form eines Anet A8, der natürlich nicht unbedingt out-of-the-box Referenzdrucke liefert und auch nicht unbedingt für Einsteiger das optimale Einstiegsmodell ist... immer diese vorenthaltenen Informationen... Der A8 ist zwar nett (hatte ich auch so zum Spaß gekauft), aber besser Dazu geeignet den Acryl-Frame gleich in die Tonne zu hauen und direkt ein AM8 daraus zu bauen. Für wenig Geld und gute Ergebnisse ist der Ender-2 für fast den gleichen Preis eigentlich besser geeignet (oder zumindest frustfreier um gute Ergebnisse zu erzielen). Oder halt gleich ein Anycubic i3 mega oder CR-10(s)
Hier werden einige Gründe für Maßungenauigkeiten beschrieben: https://www.simplify3d.com/support/print-quality-troubleshooting/#dimensional-accuracy
Hardy F. schrieb: > Alles Humbug schrieb: >> Tevo Tarantula Prusa I3 > > Ich habe mir voriges Jahr so ein Teil gekauft. > > Hatte keinerlei 3D-Druck-Erfahrung. > > Hab mich dann nur etwas belesen. > > Das Teil zusammengebaut - druckte auf Anhieb. Inzwischen hab ich mir so viele 3D Drucker Videos reingezogen, dass mir auch die Probleme immer mehr auffallen. Drucken tun sie ja alle irgendwie, aber halt mit mehr oder weniger Fehlern, die wiederum Zeit, Geld und einiges an Mühe nach sich ziehen, damit diese am Druckgut nicht allzu auffällig sind. Sonst ist der Spaß schnell zu ende, z.B. wenn das Druckteil sich immer wieder beim Drucken ungewollt vom Druckbett ablöst. Oder aber hinterher kaum mehr ablösbar ist. Oder es werden feine Fäden ohne Ende gezogen, wo keine sein sollen. Oder es gibt Versatz beim Druck. Oder die Druckplatte ist schon von Beginn an uneben. Oder das Leveling ist äußerst mühsam. Oder der ganze Aufbau wirkt einfach zu labberig, verzieht sich schon bei leichtem Druck mit dem Finger. Oder .. Wovon ich nach wiederholtem Hinschauen generell abgekommen bin sind Drucker, mit nur mit einer angetriebenen Z-Stange ausgestattet sind, d.h. nur einen Schrittmotor in Z-Richtung antreiben. Das wird nach meinem Gefühl beim Hochfahren immer zu etwas Ungleichheit in der Höhe auf den gegenüber liegenden Seiten führen. Da das Druckbett Leveling sich aber in Zehntel Millimeter Bereich bewegt, kann einem eine leicht hängende Seite dann ganze Genauigkeit wieder verhunzen. Ein Beispiel dafür wäre der CR 10,der in der Grundausstattung mit nur einer Z-Antriebsachse daher kommt, der mir ansonsten gut gefällt. Mit zwei Z-Antriebsachsen ist er mir aber wiederum etwas zu kostspielig. Ausnahme bildet für mich der kleine Ender 3D. Der scheint tatsächlich auch so hervorragende Ergebnisse hin zu bekommen. https://www.youtube.com/watch?v=pmxfPOm6fgo Das ist für mich quasi ein kleines 3D "Druckwunder" und der Preis ist ebenfalls kaum mehr zu unterbieten. Einziges Manke, der Bauraum ist halt etwas begrenzt mit 150 x 150 mm. Auch sagt Geschwindigkeit im Datenblatt erst mal nicht viel aus. Denn die kann auf Kosten der Druckqualität gehen, so dass man diese gar nicht nutzen kann oder möchte. Das Fehlen eines Gebläses auf das gerade frisch Gedruckte führt oft zu keinen befriedigenden Ergebnissen. Hier muss nachgebessert werden oder beim Kauf gleich darauf geachtet werden, dass nicht nur ein Lüfter zur Druckkopfkühlung vorhanden ist. Worauf ich auch keine Lust habe sind Zollformalitäten. Das schränkt die Auswahl schon mal stark ein, weil dann nur noch Versender mit "German Warehaus" in Frage kommen. Näheres dazu auch hier: http://3d-drucker-portal.de/zollfrei-bei-gearbest-und-co/#welche-zolltarifnummer-gilt-fuer-3d-drucker Die meisten der angesprochenen Probleme, insbesondere die angesprochene Stabilität, scheint mir der Anycubic i3 Mega sinnvoll gelöst zu haben. https://www.youtube.com/watch?v=e5j1b3rKdvY Vor allem das Leveling und der Sensor zur Erkennung des Filament Endes sowie die damit erneute Druckaufnahme an der abgebrochenen Druckstelle gefällt mir sehr gut. I will give it a try. ;)
Angehängte Dateien:
-

senkrechtDruck2.png
240 KB -

senkrechtDruckSlic3r.png
14 KB

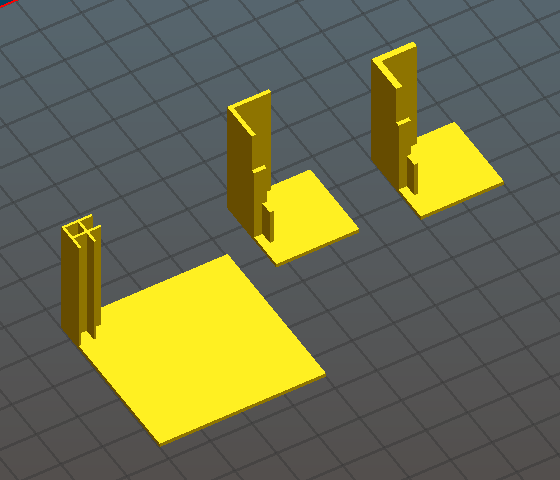
Bei den Druckern gibt es große Unterschiede. Ziemlich gut scheint der Creality CR-10S zu sein. Hier ein paar Tests für den senkrechten Druck mit meinem Prusa I3 pro. Es gibt verschiedene Wanddicken 0,6mm 1mm und 1,5mm. 0,6mm geht gar nicht. 1,5mm bringt im Vergleich zu 1mm keinen Vorteil. ( Drucker: Prusa I3 pro, 0,4mm Düse, Slic3r, Schichthöhe 0,2mm )
Angehängte Dateien:
-

treefrog_web.jpg
140 KB
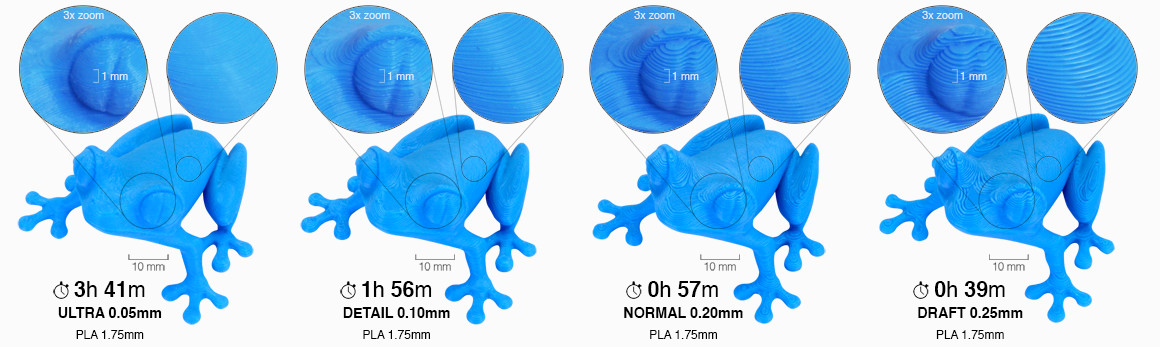
>Autor: US1 (Gast) >0,3mm ist viel zu viel. >Als Faustregel sagt man maximal halber Düsendurchmesser. Für die Prusa-Drucker gibt es dazu ein ziemlich gutes Bild. Dort wird eine Höhenauflösung von 0.05mm bis 0.25mm gezeigt. Der Unterschied in der Druckzeit ist gewaltig: 0.25mm => ~40 Minunten 0.05mm => ~4 Stunden
Angehängte Dateien:
-

Rose.jpg
100 KB

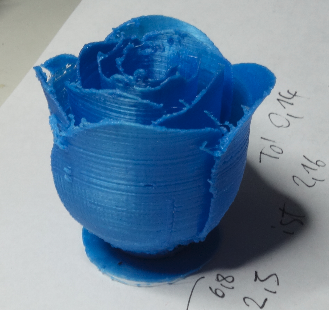
Gestern ein Kollege diese Testrose auf seinem neuen Creality CR-10S gedruckt. Das Ergebnis ist extrem gut, so dass ich es kaum glauben kann. Ich muss mal probieren, ob ich das auf meinem Drucker auch hin kriege.
Angehängte Dateien:
-

RosePrusa.png
140 KB
Hier das Ergebnis aus meinem Drucker. Ich habe mal auf Cura 2.7 mit 0.1mm Z-Auflösung umgestellt. Immerhin, es sieht auch aus wie einer Rose .... woran könnte der Unterschied liegen?
Angehängte Dateien:
-

rose.png
120 KB
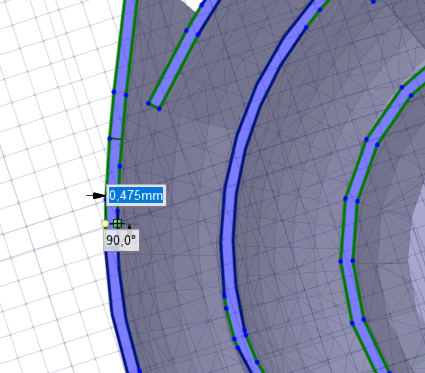
chris schrieb: > Immerhin, es sieht auch aus wie einer Rose .... woran könnte der > Unterschied liegen? Das Größte Problem ist hier sicherlich erstmal das Modell, welches aufgrund der Blattdicke von < 0.5mm schlecht zu drucken ist (zumindest in 100% Skalierung), da der Slicer versucht diese Outline mit zwei Bahnen zu Drucken. Ich weiß gar nicht ob Cura überhaupt versucht (zumindest in Version 2.7, wir sind ja bei 3.2) es mit einer Bahn zu drucken. Das solltest du aber im Layer-Preview sehen können was er da tut. Des weiteren hast du auch noch ein paar Probleme mit deinen Retraction-Settings usw. Aber sowas lernt man ja auch erst wenn man "normale" Dinge Druckt und nicht nur merkwürdige Kalibriermodelle, womit du ja angefangen hast. Aber damit scheinst du jetzt ja langsam aufzuhören...
>Das Größte Problem ist hier sicherlich erstmal das Modell, welches >aufgrund der Blattdicke von < 0.5mm schlecht zu drucken ist Wobei der Creality CR-10S mit dem selben Düsendurchmesser des Kollegen das Blatt wohl drucken kann. >Des weiteren hast du auch noch ein paar Probleme mit deinen >Retraction-Settings usw. Die Einstellungen für den Creality kann man in CURA auswählen ebenso wie für den Prusa I3 ( wobei ich wohl einen Prusa I3 pro habe, was auch immer der Unterschied ist ). Die Rose auf dem Creality wurde mit Cura 3.6 gedruckt. Ich habe Cura 2.7 verwendet. Vielleicht gibt es da auch Unterschiede.
chris schrieb: > Wobei der Creality CR-10S mit dem selben Düsendurchmesser des Kollegen > das Blatt wohl drucken kann. Wie gesagt, es hängt sehr stark davon ab wie der Slicer arbeitet und wie die Settings sind. Insbesondere bei den Thin Wall Sachen hat sich in den letzten Monaten eine ganze Menge getan. Bringt einem aber alles nichts wenn man den Slicer nicht entsprechend einstellt. Automatisch werden solche Spezialitäten selten gut gedruckt, da bedarf es schon etwas handarbeit chris schrieb: >>Des weiteren hast du auch noch ein paar Probleme mit deinen >>Retraction-Settings usw. > > Die Einstellungen für den Creality kann man in CURA auswählen ebenso wie > für den Prusa I3 ( wobei ich wohl einen Prusa I3 pro habe, was auch > immer der Unterschied ist ). Du hast keinen Prusa i3 sondern eine GeeeTech i3 Pro. Das ist zwar prusa Style hat aber bis auf den prinzipiellen Aufbau nichts mit dem Prusa i3 zu tun. chris schrieb: > Die Rose auf dem Creality wurde mit Cura 3.6 gedruckt. Ich habe Cura 2.7 > verwendet. Vielleicht gibt es da auch Unterschiede. Cura 3.6 gibt es nicht. Wir sind wie gesagt bei 3.2. Und natürlich gibt es da Unterschiede, insbesondere bei Thin walls etc.
chris schrieb: > Immerhin, es sieht auch aus wie einer Rose .... woran könnte der > Unterschied liegen? - feinere Düse - geringere Geschwindigkeit, macht viel aus - besseres Filament, macht auch erschreckend viel aus - bessere Temperaturabstimmung, Deine scheint etwas zu heiss zu sein Und: Die unregelmäßigen Stukturen deuten darauf hin, dass Dein Drucker entweder schwingt oder die Bänder nicht straff genug sind, so dass zu viel Spiel im Verfahrweg ist. Da solltest Du dringend mal ran.
Timmo >Automatisch werden >solche Spezialitäten selten gut gedruckt, da bedarf es schon etwas >handarbeit Du kannst ja mal die Rose drucken. Mal sehen, was die Einstellungen Deines Druckers so hergeben.
Karl >Und: Die unregelmäßigen Stukturen deuten darauf hin, dass Dein Drucker >entweder schwingt oder die Bänder nicht straff genug sind, so dass zu >viel Spiel im Verfahrweg ist. Da solltest Du dringend mal ran. An X- und Z-Achse gibt es Flügelschrauben. Ich habe sie ein wenig nachgezogen, wollte es aber nicht übertreiben. Wie kann man den feststellen, ob die Spannung OK ist?
chris schrieb: > An X- und Z-Achse gibt es Flügelschrauben. Ich habe sie ein wenig > nachgezogen, wollte es aber nicht übertreiben. Wie kann man den > feststellen, ob die Spannung OK ist? Die Flügelschrauben sind Mist, weil die keine Federspannung aufbauen und dem Zahnriemen die Federung überlassen. Sobald dessen Spannung - kann schon durch Erwärmung beim Arbeiten geschehen - nachlässt, hast Du wieder Spiel. Es gibt auf Thingiverse bessere Halterungen für diese Aufnahmen, die kannst Du Dir drucken. ;-) Ich hab auf meinen Riemen Spannfedern sitzen, sehen ähnlich aus wie die in Wäscheklammern. Du kannst auch die Flügelschrauben mit kräftigen Federn hinterlegen. Ein anderer Grund für die "unruhige" Oberfläche können auch stockende Linearlager sein. Wenn Du die Motoren ausgeschalten hast, sollte sich der Tisch und der Druckkopf gleichmäßig verschieben lassen.
Angehängte Dateien:
-

rose1.jpg
30 KB
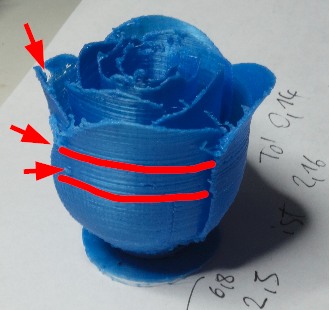
chris schrieb: > ob die Spannung OK ist? Zupfen, sollte einen schönen Bass machen, aber nicht unbedingt ein hohes C. Die Rillen sehen für mich aber nicht unbedingt nach falscher Riemenspannung aus, sondern sind einfach ein Artefakt der Retraction. Auf einen Travel/Retraction Blob folgt eine dünnere Bahn. Das Loch im Blatt ist ein Resultat des Single Walls + Retraction. Die in der Luft stehenden "Säulen" deuten ebenfalls auf zu wenig Retraction und/oder zu hohe Temp und/oder zu geringe Travel-Speed hin.
Timmo H. (masterfx) >Die Rillen sehen für mich aber nicht unbedingt nach falscher >Riemenspannung aus, sondern sind einfach ein Artefakt der Retraction. >Auf einen Travel/Retraction Blob folgt eine dünnere Bahn. Sollte die Retraction dann vergrößert oder verkleinert werden? Vor allem: wie hängt diese Einstellung mit der Düsentemperatur zusammen? Vom Düsenreinigen und herausziehen des Filaments weiß ich, dass es beim raus ziehen bei höheren Temperaturen ziemlich lange Fäden zieht.
Angehängte Dateien:
-

TestSaeulenCreality10s.JPG
180 KB -

TestSaeulenDruckPrusa.png
240 KB
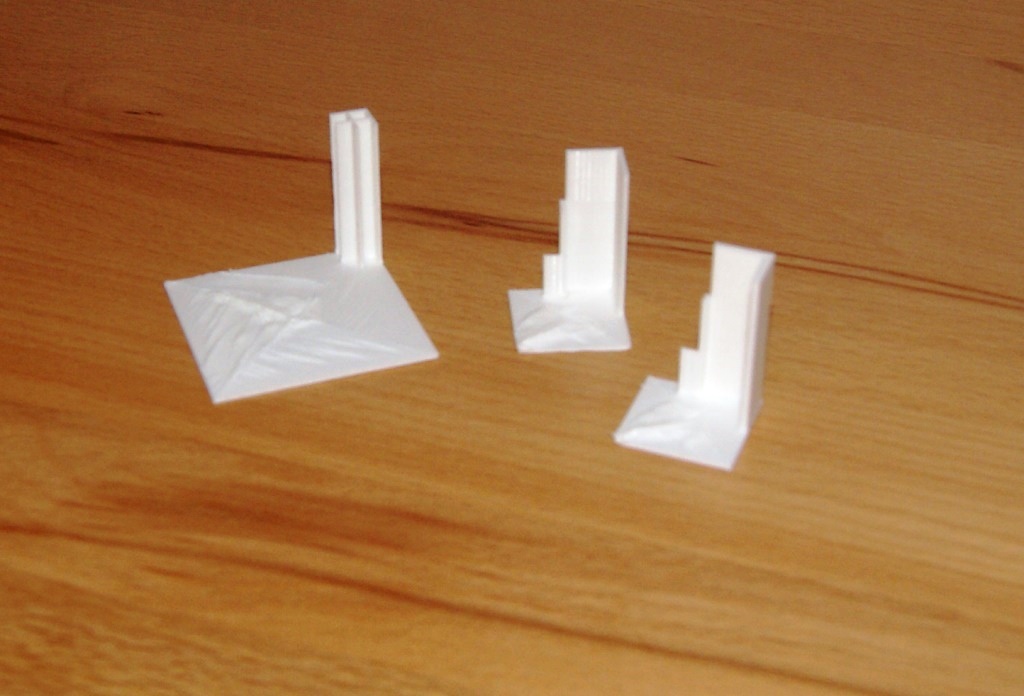

Hier der Vergleich der Testsäulen vom Drucker meines Kollegen und meinem Drucker. Selbst die 0,6mm Säule ist perfekt. Vielleicht kann mal jemand von hier eine Säule drucken. In knapp einer Viertelstunde ist eine Säule gedruckt. Die STLs: Beitrag "Re: Formgenauigkeit von 3D-Drucken"
Angehängte Dateien:
-

PrintheadCreality10s.png
91 KB
Am 0,6mm Testsäulendruck sieht man sehr gut, dass der Druck auf Grund zu hoher Temperatur verlaufen ist. Ich vermute die Qualitätsunterschiede zum Prusadrucker sind darin begründet, dass der Creality 10s zwei Lüfter am Druckkopf hat. Einen vermutlich um das Filament zu kühlen. Ich habe hier mal einen Thread für die Frage nach der Filamentkühlung geöffnet: Beitrag "3D Druck: Grundlagen Filamentkühler"
chris schrieb: > Am 0,6mm Testsäulendruck sieht man sehr gut, dass der Druck auf Grund zu > hoher Temperatur verlaufen ist. > Ich vermute die Qualitätsunterschiede zum Prusadrucker sind darin > begründet, dass der Creality 10s zwei Lüfter am Druckkopf hat. Einen > vermutlich um das Filament zu kühlen. ABS drucke ich mit abgeschaltetem Filamentkühler, sonst wird das nix. Falls dein Drucker derzeit also noch keinen extra Filamentkühler hat wäre ABS vielleicht eine Ausweichmöglichkeit für dich.
Danke für den Hinweis. Mittlerweile habe ich mir einen Radiallüfter angebaut, damit werden die Überhänge einwandfrei. Das Säulenmodell ist damit so gut wie vom Creality 10s. Leider ist es mir runter gefallen und zerbrochen, sonst hätte ich das Bild gepostet.
Angehängte Dateien:
-

Bild001.JPG
200 KB -

Bild002.JPG
200 KB -

Bild003.JPG
220 KB
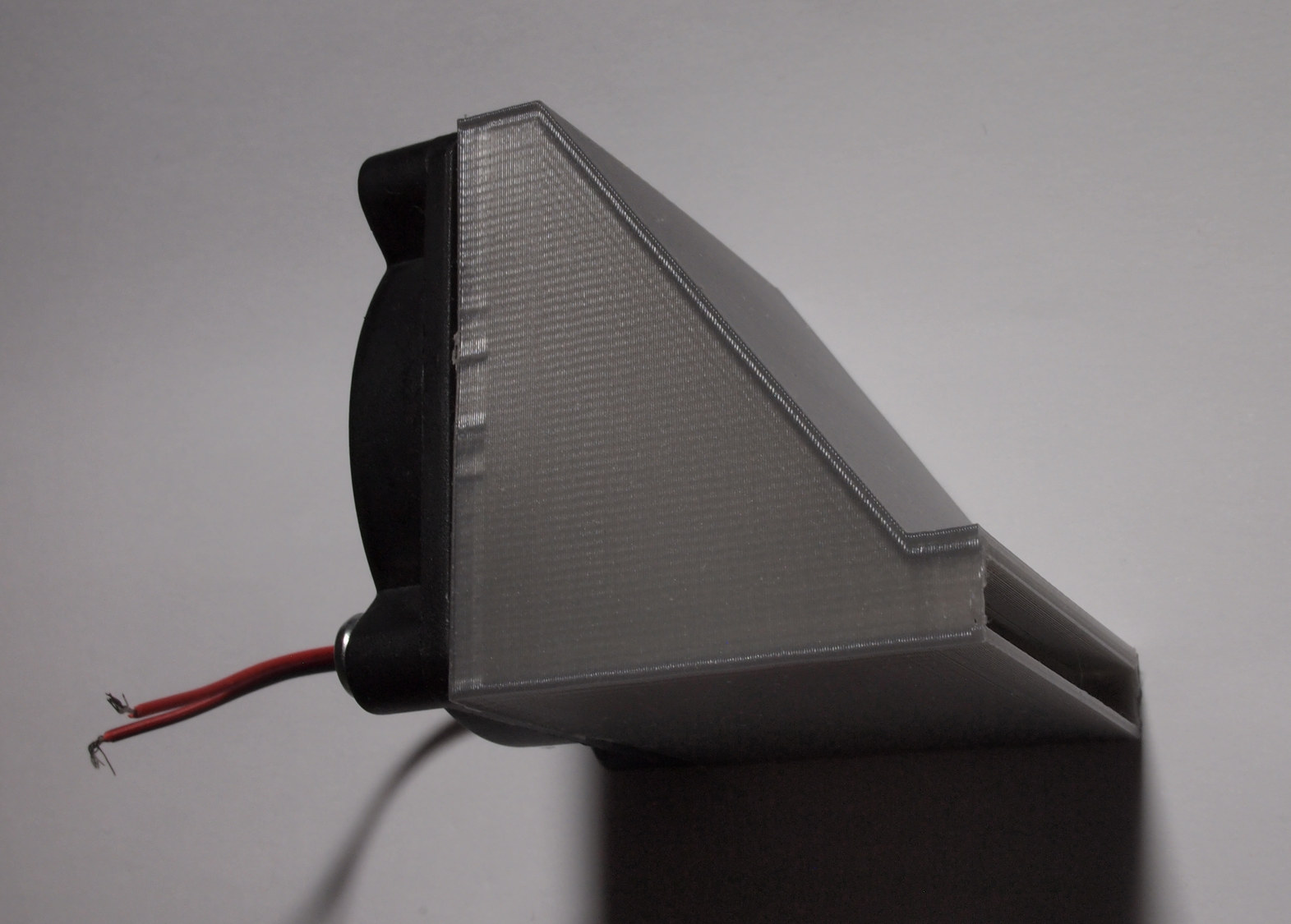
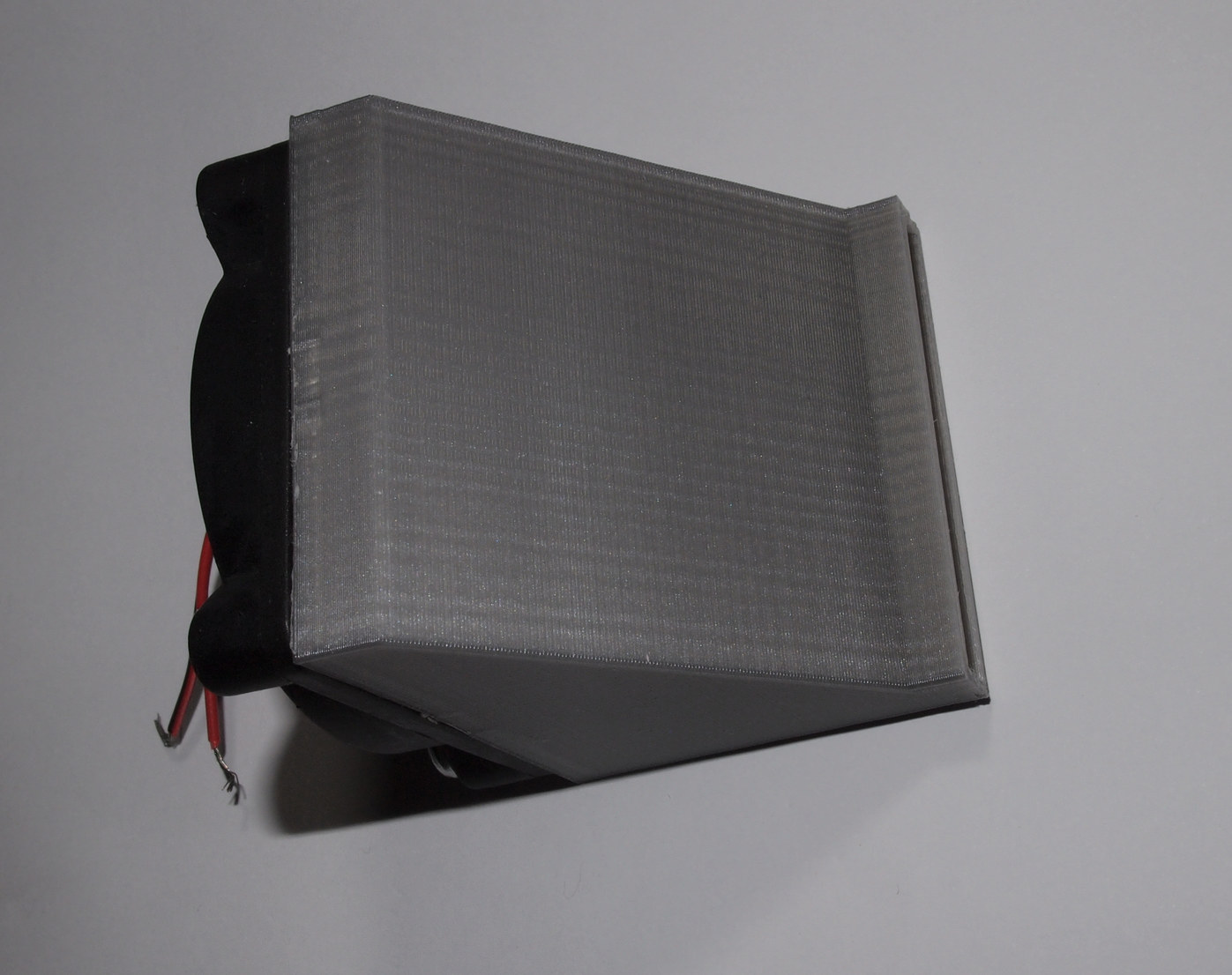
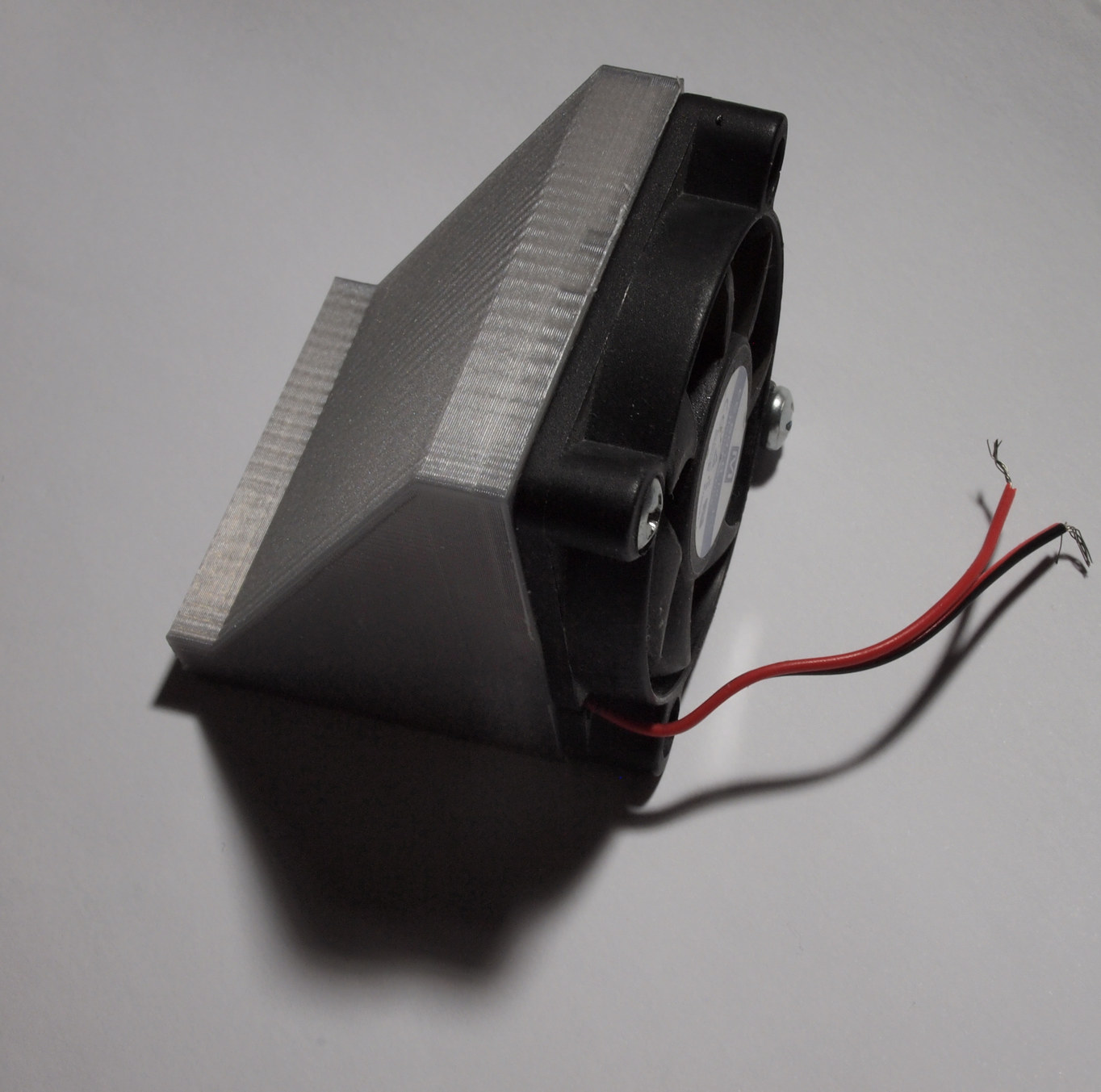
Ich hab vorhin mal probehalber für einen alten 50 mm Lüfter ein Häubchen gedruckt. Bei der schwachen Steigung geht der Überhang gut. Ich wollte es ursprünglich deutlich steiler, hat aber dem Slicer nicht gepasst. Das PLA ist von Verbatim. Vergleichsweise preiswert und gerade dieses in Silber Metall Grau finde ich recht schick.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.