>Mir fiele da zum beispiel ein. " Bier brauen!" Untergärig müsste gehen. >und die mASCHINE RÜHRT DANN AB UND ANN DIE bRÜHE DURCH: :-) Toasten, Wäsche waschen und Kloputzen sollte sie dann auch noch können... >Soso, DC-Motoren sind immer noch in der Diskussion Das klingt nicht irgendwie völlig überheblich, oder? Wenn du nicht mitspielen willst, dann halt dich einfach raus.
@Rahul Überheblich? Nein, so sollte es nicht klingen und ich behaupte einfach mal dass es das auch nicht tut. (Jedem seine Meinung) Provokativ vielleicht. Sollte es aber auch. Schliesslich will ich eine Diskussion. Aber eben um die Antriebsmotoren und nicht darum wie ich das gemeint hab. Also nochmal @all: Man braucht für ein Antrieb mit DC-Motor: - DC-Motor - H-Brücke (Drehrichtung) - PWM-Steuerung (Drehgeschwindigkeit) - Winkelmessystem (um Positionieren zu können) IMHO muss man eine Regelung dafür entwerfen und da eignet sich ein µC. Heisst aber auch Aufwand und ich bin ebe der Meinung man kann es für die gestellten Anforderungen einfacher machen. Oder mit ein wenig mehr Aufwand richtig gut. (--> Bruchless/AC-Servo) Und für einen Schrittmotor: - Schrittmotorkontroller - Schrittmotor Man muss natürlich wissen ob der Motor auch stark genug für die Anforderung ist. Berechnung davon ist kompliziert, ist was für Schranks Gesetz von der Technik. Aber dann braucht man eben keine Regelung entwerfen. Der Rest bezog sich auf die einfache und universelle Steuerung der Motoren per PC
das mit dem ausschlachten von druckern und irendwelchen schienen ist doch ganz gut. bei den Schienen weis ich nur nicht wie es mit dem Spiel ist. Hier könnte ichmir ein Scheibesystem mittels Platten gut vorstellen, wie oben schon mal erwähnt. das mit den Lichtschranken würde ich nich so verwerfen, damit könnte man erkennen ob bei einem stepp auch wirklich ein stepp erfolte. Aber wie ihr sagtet ist das meist gar nicht nötig. Man könnte, so viel mir ein, auch über die Apperatur belichten. Man könnte zum beispiel mal testen ob der Laser von CD-brennnern man nicht dazu benutzen könnte. dann wäre auch eventuell das Problem gelöst mit SMD. Nur so ne Idee!!!
Das belichten per CNC wurde schon mal durchgesprochen ... aber es kam dabei raus, dass der laser nicht stark genug ist/es viel zu lange dauern würde.
Hui, hier gehts ja schon wieder zur Sache. Dem Gefühl nach ists mit Schrittmotoren einfacher würd ich sagen, aber habs anders auch nicht probiert und ---> probiern geht über studiern. Ohne Getriebe (DC-Motoren) kann ich mirs gar net vorstellen, und bevor ich getriebemotoren extra besorge bleib ich auf jeden Fall bei den Steppern. Hauptproblem wird meinermeinung ansonsten sein mehr als waagerechte und senkrechte Linien zu zeichnen, denn wie genau werden die Dinger anlaufen und stehenbleiben? Für waagerechte und senkrechte Linien gehts ja, das hat ja Hannes bewiesen. Bezüglich Belichten mit CNC: Man könnte zumindest mit einem Stift das Layout aufzeichnen, für das hätts meine Konstruktion schon getan. ;-)
moin moin, so um 1989 habe ich aus Teilen von (riesigen) Seriendruckern mal einen Plotter zum zeichen und bohren gebaut. Mit den Trapezgewinden (25,4mm Steigung) und Steppern (120Vollschritte) ging das so. Zum Fäsen wäre die Schrittweite zu groß. @Simon Staudacher Die Ansteuerung eines Brushless-DC-Motors ist so einfach...mit dem richtigen ICs. Ich würde da den SI9979 einsetzen, als Motor habe ich Servex FE6S10. Die habe Hallsensoren drin, arbeiten mit 24V/10W, 48Vollschritte und machen max. 1500rpm. Die Schaltung kommt ohne Kühlung aus und ist in SMD "groß" wie eine Streichholzschachtel. Reine DC Motore lassen sich mit Kurzschluss sehr schnell bremsen. Eine H-Brücke mit L165 (3A-OPV) kann in beide Richtungen mit Motorreglung arbeiten. Bei meinem BohrPlotter habe ich so die Z-Achse gesteuert. Pieter
Man lernt ja nie aus... also sind inzwischen die Brushless-Motoren und Steuerungen auch für den Bastler erschwinglich geworden. Wird wohl auch der Modellbau sein Teil beigetragen haben, die waren ja ganz scharf drauf. Ich hab gesehen, dass der SI9979 sogar 3-Phasen AC-Motoren ansteuern kann. Das wird noch sehr interessant für meine nächsgrössere CNC in ein paar Jahren oder so. Bis dahin gibts sicher wieder was neues aber gut zu wissen was es jetzt schon gibt. Ich nehme mal an die IC's sind auch nicht teurer als die für Schrittmotoren. Nichtsdestotrotz bin ich immer noch der Meinung der Aufwand ein Servo selber zu bauen ist enorm, ich will aber keinen davon abhalten. IMHO reichen bei den benötigten Kräften Schrittmotore vollkommen, sie sind einfach zu handhaben und lange erprobt. Zum Plotten des Layouts mit der CNC denke ich wird das Problem sein einen genügend feinen Stift zu finden. Ansonsten könnte ich mir schon vorstellen mit einem Stifthater in der Fräse oder mit einem Flachbettplotter das Layout zu plotten. Natürlich ätzfest direkt auf die Platine, für eine Belichtungsfolie ist der normale Drucker einfach überlegen.
Also ob es sinn macht mit einer selbstgebauten Fräse ein Laout zu plotten, wenn man es auch gleich fräsen kann... :-)
>- H-Brücke (Drehrichtung) >- PWM-Steuerung (Drehgeschwindigkeit) >- Winkelmessystem (um Positionieren zu können) >- Schrittmotorkontroller Naja, nur weil der Schittmotor-Controller den ganzen Schmökes schon integriert hat, soll das besser sein? Ich will jetzt nicht die DC-Motor-Variante schönreden, aber man kann mit etwas dem gleichen Hardware-Aufwand bei beiden Verainten rechnen. Bei Verwendung von bipolaren Steppern braucht man sogar mindestens 2 H-Brücken. Und wenn die etwas mehr "Bums" haben sollen, sind die auch diskret aufgebaut (glaub mir, neben mir liegt gerade son Ding). Wenn man ein richtig gute Schrittmotorsteuerung haben will, wird der Schrittmotor auch mit einer Rampe betrieben - das gleiche kann man beim DC-Motor auch machen. Wenn es wirklich auf Präzision ankommt, gibt es auch Schrittmotoren mit angeflanschtem Drehencoder... Die Kappsäge gab es soweit ich weiß letztes Jahr kurz vor Schluß noh bei Penny - und ich dachte noch: "Sowas brauchst du nicht!" (oder sagte das meine Freundin? Da werde ich mal die Pennymärkte abgrasen. Bei Max Bahr hatten sie auch eine Kappsäge - von Metabo (würde farblich gut zu meinem Bohrhammer passen...) - die kostet aber etwas mehr.
Ja, der Sinn ist mir auch nicht ganz klar warum man dann nicht gleich fräst. Aber es wäre erst mal möglich. Sicher ist Direkttoner oder Belichten schneller, aber man kann es ja mal ausprobieren... nur so um es mal probiert zu haben. Denn es ist doch so, wenn es irgendwo in einem dunklen Keller einen Schalter gäbe an dem steht: "Für Weltuntergang hier drücken", wir Menschen würden es tun, nur um zu sehen was passiert. ;-)
Ja, wenn man gleich fräsen kann keine Frage, aber ging ja noch nicht ;-) Zeichnen ist relativ einfach, da hat man nicht wirklich viel Anspruch an Stabilität, beim fräsen sah das gleich etwas anders aus... Sagt mal, habt ihr eigentlich Urlaub? Würde jetzt lieber an der Fräse basteln als in der Firma zu hocken und Webmails repariern...
Ich hab außerdem für meinen Direkttoner-Laminator erst kürzlich einen Schrittmotor aus einem alten Laserfax (OKI) verwendet, weil Synchronmotoren nur mit Frequenzumrichtern zu anderen Drehzahlen zu überreden sind und das Ritzel auch genau passte. Fazit ist, der Motor hat weder Power noch ist er schnell. Drehmoment hab ich nicht gemessen weil es ausreichte, die maximale Drehzahl war ~250U/min. Und das war schon bei 25V statt 20V wie draufstand. Bei höheren Frequenzen ist er einfach nicht mehr mitgekommen, versteh ich selber nicht ganz. Mit Schrittmotoren aus Tintenstrahlern hatte ich da schon bessere Erfahrungen. Die aus Epson-Druckern (Stylus Color xxx - Serie, nicht die Cxx) sind eigentlich recht stark, wie schnell hab ich aber nicht getestet. @fieser Rahul Die Ansteuerung über Rampen besorgt bei mir die Software vom PC aus per LPT, damit ist die Schrittmotorsteuerung eigentlich nur einmal L297+L298 pro Motor. Ist eine minimalistische Lösung, aber es funktioniert gut...
und @alex Nein, nicht wirklich Ferien. Muss im Moment lernen für die Uni, weil es ab nächste Woche mit Klausuren losgeht. Dafür aber keine Vorlesungen mehr und man kann sich die Zeit selber einteilen.
Also die aus den HP-Deskjets (wie gesagt 600er Serie) sind eigentlich relativ groß und auch fürs Fräsen stark genug. Besonders schnell sind sie allerdings nicht, was aber nicht weiters stört, weil man sowieso nicht schneller Fräsen kann, zumindest mit dem Zeugs was ich zuhause hatte. Einen Epson Stylus hab ich auch vor ein paar Tagen geschlachtet, hab die Motoren aber noch nicht getestet, leider sind ja nie 2 gleiche drinnen... Leider haben eben viele meiner Bekannten Urlaub und ich werde von denen schon die ganze Woche "heimgesucht" jetzt kann ich auch am Abend nicht viel tun ;-) Auf jeden Fall sollte ich jetzt mal die restliche Mechanik soweit bringen, dann denk ich wieder über den Rest nach, also alles nach der Reihe.
>Die Ansteuerung über Rampen besorgt bei mir die Software vom PC aus per >LPT, damit ist die Schrittmotorsteuerung eigentlich nur einmal L297+L298 >pro Motor. Einen ganzen PC für sowas simples? >Ist eine minimalistische Lösung, aber es funktioniert gut... Das ist für mich nicht minimalistisch. Minimalistisch wäre für mich, wenn sich ein Mega8 (alles darunter wäre "mikromalistisch"...) um die Steuerung kümmern würde. Ein PC konnte das schon 20 Jahren (ist vielleicht etwas übertrieben; könnte auch 15 Jahre sein...). Ich behaupte mal, dass es möglich ist, mit einem Mega16 die kompletten Fräsesteuerung zu realisieren (ohne L297), wenn dieser nur die Koordinaten zum nächsten Punkt übermittelt bekommt. Vermutlich lässt sich auch noch etwas mehr da reinprogrammieren.
@Rahul: Habs mit einem Mega8 + L298 Als H-Bridge, ABER, ohne PC kommt man sowieso nicht aus, man will ja die Daten nicht per Hand eingeben. :-) Aber ich wills einfach per RS-232 und möglichst ohne spezieller Software am PC, aber jeden so wie er will, das sind dann ja nur mehr "Details".
>ABER, ohne PC kommt man sowieso nicht aus, man will ja die Daten nicht >per Hand eingeben. :-) >Aber ich wills einfach per RS-232 und möglichst ohne spezieller Software >am PC Text-Datei über serielle Schnittstelle schicken, und gut... >Habs mit einem Mega8 + L298 Als H-Bridge, Ich meinte auch eher die Steuerung ansich. Die von einem PC machen lassen, ist inzwischen überholt. Ausserdem gibt es immer seltener LPT-Port an PCs... Lustig wäre eine Fräse im Netzwerk...Dann bräuchte der µC nur etwas mehr RAM... Im Moment habe ich noch 2-3 andere Projekte - wenn die laufen/fertig sind, wird sich um die Fräse gekümmert.
>Text-Datei über serielle Schnittstelle schicken, und gut... genau so. >Ich meinte auch eher die Steuerung ansich. Die von einem PC machen >lassen, ist inzwischen überholt. Ausserdem gibt es immer seltener >LPT-Port an PCs... Hätt ich auch schon alles zuhause, ein Ethernet -> RS232 Modul, hat bei mir höchstens Sinn wenn ich vom Mac aus fräsen will.
>Lustig wäre eine Fräse im Netzwerk...Dann bräuchte der µC nur etwas mehr >RAM... Habs durch Datenflusskontrolle auch ohne mehr Ram hinbekommen.
>Habs durch Datenflusskontrolle auch ohne mehr Ram hinbekommen.
Da dachte ich an "Fire und Forget": PC schickt Fräsdaten übers Netz an
die Fräse und die Fräse meldet sich bei Fertig oder Fehler...
Ja, wäre toll zwecks Kalibration, und dem feststellen wo der Plot anfängt und endet, weil ja 0,0 nicht unbedinngt links unten bedeutet. Aber dafür findet sich sicher auch noch was, ich dachte da an etwas wie einem Kalibrationsdurchlauf, dann den richtigen Nullpunkt am Werkstück festlegen, dann von mir aus mal die Werkstückgrenzen abfahren lassen um sicherzustellen dass alles richtig liegt und dann nochmal senden fürs richtige Fräsen.
wenn belichten mit einem Plotter ginge, wäre dieses Ding ideal http://www.craftrobo.de/ wir verwenden diesen Plotter zum Ausschneiden von Printklemmenbeschriftungen. Es ist aber auch ein Stifthalter vorhanden, 1,5mm Platinen gehen auch durch. Peter
Nettes Ding, glaube unser Verkauf hat sowas mal gesucht. Ist zwar Offtopic und dazu noch eine blöde Idee, aber hat schon mal wer versucht mit einem Videobeamer zu belichten?
>mit einem Videobeamer zu belichten?
Mit sowas ähnlichem werden Wafer belichtet. Allerdings nennen dei
Objektive sich "Stepper" und machen aus "grossen" Filmen kleine
Chip-Bilder. Eine Beamerlampe wird nicht genug UV-Anteile haben...
>Eine Beamerlampe wird nicht genug UV-Anteile haben... Kann ich mir vorstellen, ausserdem ist das ja auch ein teurer Spaß. Aber nun back to Topic. Welchen Ram hättest du für den AVR genommen? Wie gesagt der Gedanke war mir auch gekommen, aber relativ kleine Layouts haben gleich mal 50Kb (HPGL). Man könnte natürlich binär Speichern das würde schon viel reduziern.
>Welchen Ram hättest du für den AVR genommen? SRAM...lässt sich ohne Probleme an "grössere" ATmegas (z.B. Mega162) binden. Alles über den 64KB müsste man dann per Bankumschaltung realisieren. Dann wird es aber nötig, einen Sklave für die Steuerung zu benutzen, der dann wieder die benötigte Menge an IO-Pins zur Verfügung stellt (angesteuert z.B. über SPI). Andererseits gibt es von Trinamic auch fertige Schrittmotor-Controller, die über I²C angesteuert werden. Dann müsste der AVR sich "nur" um die Datenaufbereitung und Berechnungen kümmern.
du kannst auch ein RAM anbauen und als FiFo laufen lassen. du host dann immer wieder mal was rein, so wie du es brauchst.
Hab derzeit einen kleinen Fifo, sonst ging die Datenflusskontrolle sowieso nicht richtig. Die Schrittmotor Endstufen habe ich über i2c Porterweiterungen angebunden, sonst ging es sich mit dem mega8 nicht aus. Allerdings würde ich wenn ich die schaltung nochmal bauen würde trotzdem auf die typische L298-L298 Schaltung setzen, da die Stromregelung dem Motor schon etwas zugute kommt, die werden wenn ich zu schnell fahren will (mehr spannung) schon warm wenn sie stehen. Derzeit habe ich nämlich noch beide Enable Pins der L298er auf einen Pin, kann also noch nicht einzelln die Motoren abschalten. Also wenns größere SRAMs für i2c oder SPI gäbe schätze ich wäre das einfacher als mit Mega162 und Bankumschaltung, denn über 128Kb kommen die Plotfiles sicher auch schnell mal. Der Plott am Video bzw. auf meiner Ergebnisse Seite hat schon 24Kb HPGL, ohne Rubout.
@fieser Rahul OK, jetzt versteh ich wie du das meinst. Ich meinte minimalistische "externe" Hardware, weil ich ja sowieso einen Computer in der Werkstatt zu stehen hab. Ob der nun die Datei sendet oder auswertet und Steuersignale sendet, er steht da ja trotzdem. HPGL per seriell auf Fräsdaten umrechnen ist auch fein. So wie bei meinem HP-Plotter, der jetzt nur noch im Keller steht. Aber dafür reichen meine programmierfähigkeiten leider (noch) nicht aus. Da ich aus der CNC'ler-Ecke komme kenn ich es halt schon so und würde es wieder so machen wenn ich was neues baue. Ich will das Rad nicht neu erfinden weil ich schon ein funktionierendes hab. Ausserdem kann ich es wie gesagt nicht, deshalb auch Respekt für die die es anders machen. Bei kleinen und Hobby-CNC-Fräsen ist es eben üblich das vom Rechner aus per LPT zu steuern. Und du hast recht, unter DOS reicht dafür locker ein 386er. Ich würde denen die sich auch eine Fräse bauen wollen mal empfehlen sich in den CNC-Foren umzusehen und die Software zu begutachten. Dann kann man auch bewerten ob man es lieber so oder so machen will. Ein Problem was ich bei HPGL sehe ist, dass es nicht 3-Dimensional ist. OK, braucht man für Platinen nicht. Fräser/Bohrer oben oder unten gibt es ja. Aber man könnte mit einer entsprechenden 3D-Steuerung vielleicht mehr aus der Fräse herausholen.
>Ich würde denen die sich auch eine Fräse bauen wollen mal empfehlen sich >in den CNC-Foren umzusehen und die Software zu begutachten. Dann kann >man auch bewerten ob man es lieber so oder so machen will. Das wäre ja unsportlich ;-) Ausserdem wollen wird das Rad neu erfinden... Hat jemand eine Spulenwickelmaschine rumstehen? ;-)
DOS scheint ja da sogar ein Muss zu sein, da die meisten neueren Betriebsysteme nicht mehr Echtzeitfähig sind. Dafür gibts da ja schon eine Reihe anscheinend sehr guter Programme, viele davon allerdings kostenpflichtig. Das mit HPGL und 3D ist auch klar, ist aber fürs erste (für mich) ausreichend, mit Gerber und G-Code hab ich mich noch nicht wirklich beschäftigt, da ich mir für den Anfang mal die Eagle Plotfiles vorgenommen habe.
Ergänzung: Wahnsinnig viel mehr als den Bresenham-Algorithmus umzusetzen, muß man ja erst mal nicht realisieren...
>Hat jemand eine Spulenwickelmaschine rumstehen? ;-)
Willst du auch die Motoren selber bauen? :-)
>Willst du auch die Motoren selber bauen? :-) >Ausserdem wollen wird das Rad neu erfinden... Reicht das als Antwort? ;-)
>Reicht das als Antwort? ;-)
Okey :-)
Den Bresenham hab ich auch (so mehr oder weniger) benutzt um Linien aus
den schritten zu bekommen.
EDIT: ein Quote zuviel
Das war übrigens die großte Herausforderung an dem ganzen, hab ja weder
Informatik noch sonstwas studiert.
Wollt ihr die reste Kupferlackdraht haben, die von meinem CCFL-Inverter übrig sind? grins Was CNC-Software für LPT-Steuerung angeht, interessierts jemand? Sonst mach ich mir nicht die Mühe was darüber zu posten. Ich selber benutze Mach, das kann in der ansonsten uneingeschränkten Demo bis 1000 Zeilen G-Code. Nochwas, Eagle kann per ULP direkt G-Code erzeugen, funktioniert auch ganz gut. Spätestens bei dem Wort Algori-Dingsbums steig ich beim Programmieren aus. Ich hab zwar mal etwas C gelernt, aber eben nicht auf µC. Das muss ich wohl noch nachholen, aber hier gibts ja genug Tutorials und die Basics hab ich schon drin.
>Wollt ihr die reste Kupferlackdraht haben, die von meinem CCFL-Inverter >übrig sind? *grins* Danke hab noch ein paar Kilometer von meinen Teslaspulen übrig. :-) Ich denke es interessiert sicher einige das Programm, G-Code, Gerber und "mehr als nur Isolationsfräsen" war ja schon öfters im Gespräch. Speziel würde interessieren wieviel da 1000 Zeilen sind.
Da kann man die schlagende Universalantwort geben: das kommt darauf an. Zum Beispiel darauf welche Befehle der Postprozessor verwendet. Aber ich nehme an 2 Beispiele erklären das am besten. 1. Das Beispielboard "Hexapod" wie es bei Eagle dabei ist mit der ULP pcb-gcode umgewandelt ergibt für den Top- und Bottom-Layer jeweils ca. 35.000 Zeilen G-Code fürs Isolationsfräsen. 2. Eine Frontplatte mit mehreren Instrumenten und vielen Leds's & Tastern hat ordentlich programmiert keine 100 Zeilen G-Code. Der Unterschied liegt darin, dass die meisten CAM-Prozessoren nur Befehle für Geraden aneinanderreihen und damit alle geforderten Formen erzeugen. Ausserdem hab ich die pcb-gcode in keiner Weise optimiert, da wäre der Code sicher noch zu schrumpfen. Eigentlich ist es vergleichbar mit HPGL, jeder Vektor entspräche einer Zeile G-Code. Wenn man selbst G-Code programmiert gibt man einen Bewegungsbefehl pro Zeile. Das kann eine Bewegung auf einer Geraden oder einer Kurve sein, auch im 3-Dimensionalen. Ein Bohrbefehl für ein Loch wäre auch eine Zeile. Es gibt Zyklen und Unterprogramme für häufig benötigte und wiederholte Befehlsfolgen. Die meisten Steuerprogramme können auch HPGL und DXF lesen. Wer sich genauer informieren möchte dem empfehle ich Peters CNC-Ecke (leider nur mit Anmeldung) http://www.cncecke.de/ oder einfach mal Googlen: BOcnc EMC (Linux) Mach3 NC-Easy & CNC-GraF PC-NC / WinPC-NC PcDreh Turbo CNC
@simon: Wenn du motiviert bist könntest du einen Artikel auf meiner Wikipage erstellen mit ein paar Grundlagen darüber, das hilft sicher bei der Entscheidung wie man die Ansteuerung lösen will. Ich bin mit meiner Verkleinerung der Fräse auch ein bisschen weitergekommen, weitere Bilder gibts sobald die Achsen fertig montiert sind.
Was mir noch einviel im das spiel der schienen zu verkleinern ist volgendes. Man montiert 2 scheinen wie gehabt je achse. da die schubladenschienen spiel haben, sprich ev. ein paar zentel mm wacken könnten könnte man parallel zur achse 2 druckrollen -justierbar- anbringen die dann seitlich das Spiel wegnehmen.
oder was mir noch einviel ist. einer der zwei schienen macht man seitlich etwas verschiebbar. Mittel Kontermutter seitlich macht man dies justierbar, bis das speil weg ist.
Der Thread hier wird mal richtig teuer für mich :-) Hab mir jetzt mal ein paar Linearführungen besorgt aber auch nur weil ich die Saugünstig bekommen hab (160€ statt 614€) da mußt ich einfach zuschlagen :-) Da fällt mir ein das ich dann meinen Keller auch mal wieder aufräumen muß. Ich werde jedenfalls erstmal den Rest in günstiger Bauweise aufbauen. Nachundnach werd ich das Teil dann erweitern da auch mal Alu gefräßt werden soll. Somit kann ich mir dann auch Gehäuse sauber bauen. Eine andere Anwendung außer Platinen fräsen wäre ja noch schablonen für lötpaste zu machen also thema reflow ofen. Weiß allerdings nicht wie exakt sowas sein muß, zur Not könnte man ja statt nen Fräser nen Laser anbauen :-)
Das mit der Maske ist eine gute Idee!!! Ich habe auch schon welche aus etwas dickerer Platikfolie gesehen. normalerweise sind sie aber aus dünnem Blech
Ahh, jetzt gehts ja wieder richtig los hier! Die Wagen der INA Linarführungen hab ich schon, fehlt nur noch die Schiene. @Ralf: Ich werds jetzt fürs erste ganz einfach aufbauen und hoffen das es geht, wirklich Spiel haben Führungen die ich hier habe nur gegen seitliches verdrehen (war das problem bei Z-Achse), und da wo man sich von der Kugelführung innerhalb der Schiene zu weit entfernt. Ich spekuliere ein bisschen darauf dass die Verkleinerung auf den Bereich wo die Kugelführung mitläuft die Angelegenheit genau genug macht. @zwecks Bierbrauen hab ich mal was von einer umgebauten waschmaschine gehöhrt, kein Scherz!
Das mit der Waschmaschine hab ich auch schon mal irgendwo gelesen ja :-) Wenn das brauen nur nicht so lange dauern würde g Aber zum Brauen bekommt man doch schon im Netz solche Sets. Siehe http://www.bierbrauset.com/ Darf man fragen was dich die Linearführung von INA gekostet hat? Muß mal meine Tante fragen ob die da evtl. Prozente bekommt weil sie dort arbeitet.
Weis jetzt nicht ganz genau, hab die Rechnung noch nicht und weis auch gar nicht ob ich das posten darf. ;-) Aber ich schätze auch so um die 160€ für 6Stk GFW12 und 1m GFS12.
Super Preis! Bei mir wird es jedenfalls erst nächsten Monat weiter gehen, will ja nicht am Monatsende Alu fressen LOL
>Super Preis!
Sonst hätte ichs ja gar nicht bestellt, und da wir ja jetzt sowieso an
einer anderen Lösung arbeiten bereuhe ich da ja schon fast.
Werde mal den Verkauf der Industrieabteilung fragen ob die auch an
Private versenden, nach D und ob man da irgendwelche Konditionen machen
kann.
Also ich bereuhe meine Ausgaben nicht, werde zum vergleich jedenfalls auch noch eine mit schubladen schienen bauen. Somit kann man das alles auch vergleichen und auch schauen was man wo verbessern sollte bei der günstigsten variante. Aber nachdem ich auf lange Sicht ehh Alu bearbeiten will ist es ja kein rausgeworfenes Geld. Wenn es klappen würde mit dem Verkauf das wär schon klasse!
>Somit kann man das alles auch vergleichen und auch schauen was man wo >verbessern sollte bei der günstigsten variante. Ist eigentlich ein schönes Projekt + Herausforderung, freut mich wenn wer mitbastelt!
Alex. also wackeling nur wenn die inner schiene die äußere verläßt? Und wenn man andieser dann rollen anbringen würde??
Du meinst zB. ein Kugellager? Ich dachte auch schon an "aus 2 mach eins" und eine 2. Kugelführung in die Schiene einbauen, oder eben wie von Ludwig gemeint das ganze übers Eck zu montieren, klingt auch vielversprechend. Wieviel Weg willst du denn auf der Achse haben, bei dem bisschen was ich ab dann noch brauche glaub ich gehts auch so, aber das wird sich zeigen.
Kann mir schon vorstellen was du da meinst, geht sicher auch. Hab übrigens noch eine Idee für die Z-Achse auf ähnlicher Basis. Müsste ich aber zeichnen sonst kenn man sich sicher net aus. Werd wohl wieder einen Abstecher im Baumarkt machen müssen... Übrigens sind wir dem Rekord sicher schon nahe, hab noch nicht viele über 200 Posts gefunden. @Michael: Welche Führungen hast du eigentlich bestellt?
>Übrigens sind wir dem Rekord sicher schon nahe, hab noch nicht viele >über 200 Posts gefunden. Naja... Es gibt aber auch welche >500... PS: Projekt 1 steht vor dem Enwicklungs-Abschluß...
Naja dem Sieg nahe? ... Ich sag nur Beitrag "The Siemens S65 132x176, 65536 color display with AVR" Und das ist glaub ich ncih ma der längste
Angehängte Dateien:
-

SIMG2068.JPG
160 KB
Ich hab mich entschlossen meine 2. CNC-Bohrfrese zu verkaufen. Bilder der Fräse habe ich schon im diesem Thread gepostet. Also wenn jemand von Euch eine kompl. Mechanik inkl. Schrittmotoren haben will, alles mit Industrieführungen und Kugelumlaufspindeln in X und Y Achse. Kann diese für 450 Euro zzgl. Versand von mir haben. Wenn Bedarf besteht gebe ich noch eine 3 Achs Mikroschrittsteuerung Für 50 Euro dazu. Also alles zusammen 500 Euro zzgl. Versand oder Selbstabholung. Weitere Info´s bitte per Mail an pogrzeba(at)wtal(dot)de Waldemar
Wow, laut Katalog ein Superschwerlasttyp, dagegen sehen meine GFW12/GFS12 wie Spielzeug aus. Sag mal wieviele Wagen / wieviel Schiene hast du da bekommen?
Ich hab 2 Wägen und 2 Schienen mit 400mm genommen. Werd mir auf alle fälle nochmal je 2 holen wenn ich noch welche bekomme zu dem Preis. Sonst gibts für y und z achse erstmal was anderes.
Ihr solltet eventuell mal folgende Seite besuchen: www.elses.de dort sind ca. 15 Händler gelistet und es gibt Informationen zu einigen Portalfräsen. eine Portalfräse für 1800 € ist machbar und möglich besteht aber nicht aus solchen Labberteilen wie die hier beschriebene Fräse : ) wer für solch einen Bausatz 1600 € ausgiebt kann mir gleich sein Geld schenken "ist dann auch besser angelegt". Hier sind wohl Bauernfänger unterwegs oder? -): Spoon
@spoon ich glaub du hast den Sinn des Threads nicht ganz erkannt. Hier geht es darum so günstig es geht selbst eine Maschine zu bauen. Und da sind 1600€ noch viel zu viel. Weiß zwar nicht wo du hier Bauernfänger siehst aber egal. Alexander und ich haben uns lediglich über die Lienarführungen unterhalten. Ein Bausatz wird hier ja auch nicht angeboten.
egal was dort angeboten wird: es ist Müll! und ein Hobbyfräsling wird mit soetwas nicht glücklich. zumal es für 1600 € schon deutlich bessere Modelle gibt! Wichtig ist: man baut nie eine Steuerung in oder unter ein Maschinenbett und was die Führungen angeht: dann dürfte das ganze nicht mal 1000 € kosten! "es ist und bleibt zu teuer" Spoon
moin moin, @spoon zeig mal einen Händler der für 1600€ ein besseres Modell anbietet. Und gib mal eine folständige Anwort auf: "man baut nie eine Steuerung in oder unter ein Maschinenbett" Mit Gruß Pieter
Pieter ganz einfach : ) es gibt eine vielzahl von Anbietern die sogar Fräsen inkl. Spindel verkaufen und halbwegs vernünftige Führungen benutzen. brauchst nur mal kurz bei EBAY schaun oder folgst dem Link oben: Google-Suche: BZT,EAS,Usovo,Haase und ca. 15 andere Anbieter und keiner nutzt heute noch solch eine Technik bzw. Mechanik : ) aber bitte... wer sein Geld zum Fenster raus schmeisst hat selber Schuld. wir werden diese prima "Bausätze" dann auf EBAY finden mit Beschreibungen die wie folgt lauten: kein Spiel,sehr genau,Alu und Messing absolut kein Problem der Käufer gibt eine positive Bewertung weil er sich freut und wenn er festgestellt hat was für ein Windei er gekauft hat kommt folgender Gedanke: jetzt weis ich warum er sie verkauft hat nur wie werde ich sie jetzt los? für 1600 € ist es ein Schlag ins Gesicht und wird an Genauigkeit so ziemlich "NICHTS" topen was für nur 200 € Aufpreis mit Garantie und fertig montiert verkauft wird. da sind dann Gleitlager,Grewindespindeln oder gar Kugellrollspindeln verbaut von sehr viel höherer Qualität und eventuell einer abgenommenen Steuerung nach EMV. Reisende soll man nicht aufhalten aber wer nur etas fräst kann soetwas auch in Auftrag geben. ist billiger als sich mit einem Haufen Schrott zu ärgern der am Ende noch sehr viel mehr Geld verschlungen hat. und glaube mir...ich musst solch teure Erfahrungen auch machen. eine Eierlegendewollmilchsau gibts nicht oder ist sehr teuer. Danke
man baut eine Steuerung nicht in oder unter ein Maschinenbett ist bezogen auf diese Konstruktion und keiner Möglichkeit Kühlmittel zu nutzen. die Kriecheigenschaft kann da böse Folgen haben : ) Planfräsen,Nutenplatte montieren und vernünftige Software besorgen. Frässpindel kaufen und Zeit investieren sich zu ärgern: ca. 2200 € "upps..dafür bekomme ich schon etwas sehr viel besseres" verstanden? ist kein Meckern sondern nur ein kleiner Hinweis bevor die Lemminge sich ins Unglück stürzen.
@spoon ja, das mag sein, dass das alles so stimmt was du schreibst. ich hab es nicht anders gemacht und mir nach sorgfältiger abwägung des preis-leistungs-verhältnisses und wie viel zeit es in anspruch nimmt eine cnc gekauft. ABER: es geht hier um selberbauen, nicht ums kaufen. und nicht um höchste ansprüche an genauigkeit und steifigkeit, sondern um das an genauigkeit und steifigkeit was möglichst günstig zu erreichen ist. diejenigen die sich eine anschaffung überlegen und nicht vorher abwägen kaufen contra selberbauen sind selber schuld. wer hier ist hat sich aber schon entschieden es selber zu bauen. dein apell ist hier vermutlich am thema vorbei und wird deshalb auch nicht dankend aufgenommen sondern kritisiert.
alo ich würde weder 1600 teuro noch 1800 teuro ausgeben um dann paltienen zu fräsen!!! auserdem will wohl kaum einer hinterher Stahl oder Maschienebauteile fräsen. Für usnere sache recht das dicke. Ich habe mal for jahren mal ein fräse gesehen die mit einem Kunstoffriemen gezogen wurde für solche Anwendungen und das reichte audh dicke. Nebenbei konnte man mit dieser Maschiene auch noch Schaltpläne und Belichtungsvorlagen bedrucken. Und die sogar auf ein zehntel genau. Ich habe damit sogar Hochfrewuenzfilter gebaut und die müssen genau sein, weil sonst die filter nicht mehr stimmen. Also halten mal die Luft an. Oder wollt ihr ein Motorblock etwa fräsen??? Wir nicht!! Die notwendige Kräfte für unsere Zwecke sind äußserst klein. Außerdem muss usnere fräse keine 1000000 Betreibsstunden aushalten. Natürlich freue ich mich für jenediesich was richtig stabieles gebaut haben. siehaben da sicherlich nichts Schlechtes und sind auf einer sicheren Seite. Aber ich kauf mir ja auch keinen Panzer nur weil ich beim Pakren auch mal ne Delle abkasieren könnte. Wer einen Panzer kauft um sicherer parken zu können ist da sicher auf einer stabielen und sicheren Seite. allerdings auch auf einer zeimlich kostspieligen. Im Hobbybereich nimmt man auch in kauf, dass etwas langsmer gefräst wird und man auch dass die Fräse kein Motorblock fräsen kann auf ein 1000tel genau. Und es sollte auch wenig kosten. Früher vor 100 Jahren hatte man auch schon Autos gebaut und die hatten keine solchen Maschieneteile wie heute. Da wurde sogar mit waserrad was angetreiben und die wellen waren ganz sicher nicht so besonders.
richtig : ) darum hat die Menschheit auf ein Gravieranschlag bzw. Tiefenregler erfunden. damit lässt sich dann prima fräsen (auch Platinen) und dies sogar in einer Qualität die sich sehen lässt aber was den Hobby-Fräser angeht: es wird mehr zerfräst als produktiv gearbeitet. ich will das nicht mardig reden aber wenn ich jetzt noch Links zu Seiten setze wo es für nur 200 € mehr eine vernünftige Steuerung gibt,Mechanik die stabiler ist und von der Bauart eben auch andere Sachen fräsen kann als nur Holz oder Leiterplatten... Leiterplatten fräst man nicht einfach und wenn ein Hersteller das behauptet bei solch einer Konstruktion wage ich zu bezweifeln das hier nur gutes im Schilde geführt wird. gerade beim Platinenfräsen kommt es auf Millimeter an oder etwa nicht? Millimeter oder gar noch weniger,noch sehr viel weniger? Sorry aber jetzt muss ich lachen : ) keine Platine ist plan und diese Konstruktion bestimmt auch nicht! hier nur mal ein Link: (Aufpreis 400] http://cgi.ebay.de/3-Achsen-CNC-Fraese-Fraesmaschine-A2_W0QQitemZ200066967271QQihZ010QQcategoryZ32893QQssPageNameZWDVWQQrdZ1QQcmdZViewItem hier einweiterer: http://stores.ebay.de/BZT-CNC-Frasmaschinen_W0QQssPageNameZstrkQ3amefsQ3amesstQQtZkm und ich wette das allein die verbaute Mechanik mehr leisten kann und wird als dieser Selbstbau. und dann sollte man so fair sein und dem Kunden eventuell noch mitteilen was an Folgekosten auf ihn zukommt. Bitte
wenn du mit 1600euro das Tail von elektor meinst gebe ich dir recht. dann lieber nochmals 200 teuro drauf das dann garantiert mehr taugt, garantie hat, und noch dazu freizeit spart. aber hier soll es ja um was ganz anders gehen. fräsen auf 1-zentel mm genau dürte machbar sein. Und mehr brauchen wir nicht. Kommerzielle Fräsmaschinen müssen da schon auf ein 1000tel mm genau sein. Und 1-zentel bei selber ätzen ist schon verdammt gut. bei ätzungen musst du das erst einmal schaffen. und mehr braucht unsere Hobby-Fäse auch nicht können. wirbrauchen ja keine Passungen fräsen!!!
wenn es darum geht eine Fräse billiger zu bauen um nur etwas fräsen zu können..ist es kein Problem. da reichen 500 €
@spoon, von welchem selbstbau redest du eigentlich, es wurden ja schon viele besprochen hier.
@spoon Also langsam glaub ich fast das du nur den ersten Beitrag gelesen hast. Hier WILL niemand eine Fräse für 1600€ verkaufen und auch nicht kaufen. Es geht in diesem Thread einzig und allein darum ne Fräse zu basteln oder um Ideen zu sammeln. Wenn man mal ein absolutes LowCost aufgebaut hat was soweit für diesen Anwendungszweck reicht hat man Erfahrung gesammelt und sieht wunderbar wo was verbessert gehört. Da hat man dann wenigstens schon mal das ganze Prinzip verstanden und sicherlich auch Ideen gesammelt. Ich frag mich nur warum sich manche Leute nen Fiat Tipo kaufen wen doch ein Mercedes S600 um ein vielfaches besser ist? Mir ist es jedenfalls vollkommen egal wie ein anderer über meine selbstgebaute Fräse denkt solange die genau das macht was ich möchte. Verbessern kann man so ein Teil immer wieder :-)
>Verbessern kann man so ein Teil immer wieder :-)
Und da wären wir wieder beim Bierbrauen... ;-)
Das ich das Bierbrauen aber auch immer wieder vergesse zu erwähnen :-) Asche auf mein Haupt
So, hab jetzt den Link zur Bier-Waschmaschine in die Linkliste mitaufgenommen. Prost!
Angehängte Dateien:
-

DSC00004.jpg
31 KB
Servus , ich Spiele auch mit dem Gedanken mir eine Fräse zu bauen, habe aber noch garkeine Erfahrung wie genau man damit arbeiten kann. Ich habe zwei Bilder von Platinen angehängt, die ich geätzt habe. Ware das auch noch mit der hier geplanten Eigenbau Fräse möglich? Gruß tochstn
das könnte man ja sogar noch mit einem Schweitzer taschenmesser schnitzen. :-)
Tochsten! nein! weil genau hier sind wir im Bereich wo sich die Spreu vom Weizen trennt : ) das was Du da machen möchtest ist nicht mehr im Millimeterbereich..... was hier keiner bedenkt sind folgende Dinge: - Steuerung und Software - verbaute Mechanik die eine Wiederholgenauigkeit bringen soll und ich bei den genannten Preisen für unmöglich halte. ich will und werde niemandem sein Hobby ausreden aber wenn jemand etwas als Hobby betreiben will sollte er Freude dran haben. Platinen fräsen ist kein Hobby mehr sondern eine Wissenschaft für sich! ich habe mit einem Labberding (gekauft über EBAY) angefangen und mich mittlerweile zwei Jahre mit dem Thema Fräsen beschäftigt. andere Leute lernen das in mehreren Jahren: bearbeiten und damit arbeiten sind zwei paar Schuhe. Hobby und Profi sind preislich unterschiedliche Welten und es kommt immer darauf an: was will ich damit machen? tu Dir den Gefallen und besuch einige Seiten und lies einfach: Vor und Nachteile,Optionen,Realisation und der Faktor Geld. und jetzt fängt für Dich auch ein leidiger Weg an: Du schielst zu Fräsen die einiges können hast aber nicht das Geld! und genau hier fängt Hobby an,hört Hobby auf und der Gedanke sich damit abzufinden das man mit einer Billigbaufräse eben nicht das erzielt was man gern möchte. "Quallität" diese wird zwangsläufig ein grosser Anspruch den Du stellen wirst oder gibst das Hobby CNC sehr schnell wieder auf. Grund: - zu teuer - zu komplex - zu zeitintensiv Hobby ist folgendes: ich fräse im Millimeterbereich (Modellbau: Spanten und andere Teile) leichte Platinen ohne Durchkontaktierung: kann man machen lassen und ist einiges billiger als eine Fräse kaufen oder selber bauen und sich ärgern. es gibt viele Dinge die man machen kann mit einer Fräse aber sie werden dich ärgern wenn es auf Genauigket ankommt. also kauft man etwas vernünftiges oder baut selbst und lernt...was wiederum immer mit Kosten verbunden ist. aber der Einstieg sollte keine 1600 € kosten für etwas was in meinen Augen Schrott ist. "ich beziehe mich hier immer nur auf den Bausatz der mehrmalig gelinkt wurde" für so viel Geld geht das auch besser: dauert aber auch länger.... MfG Stephan
Genau!! Streu vom weizen trennen und dann noch etwas Hopfen dazu. Wegen des malzigen Geschmake wegen! Untergärige Weieznbier!!!
Jajada gibt es immerwieder welche - und dessen leider viele, die einem alles sagenwiealles nicht geht. Das sind meist die wo sich selber im Wege stehen. es gibt 2 Arten von Menschen. Die einen die nach einer Lösung suchen und jene die nach Unwegen suchen. die zweiten sind dann die, die irssinig viel Energie investieren, um irgend etwas zu finden, warum es nicht gehen soll. Ich habe da etliches von ganz einfachen Menschen gelernt. Ein von mir macht laufend irgend welche Dinge wo andere madig machen und ihm seine energie rauben , dass das oder das doch gar nicht gehen kann. Inzwischen ist er Millionär, hat verschiedne Antreibsysteme erfunden für Elektrobikes und Elektrospielflugzeuge.
Naja manch einer will es einfach nicht kapieren das es hier schon lang nimmer um das Elektor Teil geht! @tochstn Mit einer auf Holz aufgebauten glaub ih jetzt auch nicht wircklich dran das die solche feinen Bahnen packt. Aber wie heißt es so schön sag niemals nie :-)
sag niemals nie: http://5128.rapidforum.com/ da gibts von einem User eine Fräse die aus Holz gebaut wurde! nicht lachen....die kann schon was : ) Mechanik aber auch bei diesem Selbstbau kostet einiges ... MfG Stephan PS: meine Fräse kann Bierdeckel fräsen "schonmal ein kleiner Anfang oder?"
Wenn das die lackierte MDF-Fräse ist die du meinst dann hab ich mir die schon angeschaut :-) Die Mechanik ist leider immer das teuerste. Zu den Bierdeckeln fehlt nur noch das flüssige was man draufstellt :-)
@Spoon: Guck dir doch einfach mal Hannes Fräse an. Die ist ziemlich gut für einen ziemlich einfachen Aufbau.
Mann, wir kommen ja immer zum Bier, der Thread gefällt mir einfach. g Nach meinen ersten Fräsversuchen glaub ich schon dass ich mit einigen Verbesserungen normale Platinen herstellen kann, aber bei SMD hat ja schon bei Bungard selbst bedenken. Also toll wärs, aber erwarten tuh ichs nicht dass es funktioniert. By the way: Beim Hofer (Ösi-Aldimarkt) gibts ab morgen wieder eine Kappsäge, die werd ich mir krallen und dann gehts wieder richtig los mit der Bastelei.
Heheh Bierdeckel fräsen!! Gute Idee! Mit ner Z-Asche reicht veilleichtauchzum Bierkurg. Und dasbeir trinkten wir dann wenn wir es schaffen mit einfachen Mitteln auch was brauchbares hinzukregen. Ich bin da zversichtlich. Das spiel der Fürhungschienen müsste man wegkreigen denke ich. Lasss uns doch einfach ein paar Ideen ausprobieren. Ich bin mir sicher, dass wir das hinkreigen. Dort wo Spiel zu erwarten ist müsste man mit Zuatzstabilisatoren oder einer gleitschiene parallel das doch in Griff zu kreigen sein.. Und wenn allesgeklappt hat trinken wirein Bierechen. Natürlich auf selbgemachtebeirdeckel mit smd aufdruck.
Das Teil hier kann zwar auch noch kein Bier brauen aber sieht auch ganz witzig aus :-) http://www.hackaday.com/2006/07/12/how-to-build-your-own-cnc-mill/ Die bauen mit Plastik was auch keine dumme idee ist. Da stört auch die Temperatur nicht so und feuchtigkeit ist kein thema
Ja, das Zeugs kenne ich, ist schön zu bearbeiten. Mal sehen wo ich das herbekommen würde und wieviel das kostet, zumindest weis ich wo ich das material in Zylinderform zum Drehen bekomme. Das hat Thorsten Ostermann für den Tiefenregler benutzt. Habe ich da richtig gelesen dass das eigenlich Küchenschneidbretter waren, die da verarbeitet wurden?
Ja da hast du richtig gelesen :-) Die dinger gibts jedenfalls überall zu kaufen und stabil sind die ja auch
Das Zeugs bekommt man auch als Robalon von der Firma Leripa, hab ich gerade erfragt. Sieht aber weniger nach Bastlerbedarf aus was die haben...
Ist ja richtig vielseitig das zeug :-) Und es ist Lebensmittelecht was gut fürs Bierbrauen ist g Da werd ich doch gleich mal die Schneidebretter aus der Küche zersägen, wobei ich dann fast befürchte das ich nimmer antworten kann wenn mich meine bessere Hälfte erwischt LOL Also doch lieber ein paar neue besorgen und damit etwas spielen
Werd auch mal schaun wo ich dass herbekomme, ist vielleicht wirklich eine gute Idee das Zeugs. Übrigens habe ich gerade festgestellt dass ich den (weitergehenden) Link schon auf der Linkliste hatte, weis nicht warum ich diese Fräse einfach ignoriert habe.
Vermutlich weil du nur den ersten Teil gelinkt hattest und da steht ja nichts über das verwendete Material. Werd mal am Samstag ins Einkaufszentrum fahren die haben das mit sicherheit
Das bringt mich ein wenig auf die Idee dass ich wenn meine grössere Fräse fertig ist ja gleich Teile für eine kleine aus dem Material fräsen könnte. Übrigens, mein Arbeitskollege hat mir gerade gesagt dass er bei Leripa Reste und Schneidbretter einfach auf Anfrage zugeschickt bekommen hat. Werd aber auch erstmal schaun obs woanders günstig zu bekommen ist, bevor ich betteln gehe.
Das ist zwar grundsäztlich eine gute Idee die Teile zu fräsen und jetzt kommt das aber :-) Nachdem es ja ein LowCost werden soll, sollte man die Teile auch ohne eine andere Fräse zu basteln sein. Allerdings könnte man sehen was für eine genaugkeit mit dem Material erziehlt werden könnte.
Naja, wenn man mit einer Lowcost-Fräse eine andere (vielleicht sogar bessere) baut, sollte das doch kein Problem sein.
>Nachdem es ja ein LowCost werden soll, sollte man die Teile auch ohne >eine >andere Fräse zu basteln sein. Schon klar, wenn dann wird nur so gebaut dass man es auch ohne Fräse herstellen kann. Nur warum selbst schneiden wenns damit einfacher geht. Aus jetztiger Sicht würde ich ja sowieso nicht alles aus dem Material bauen.
>Naja, wenn man mit einer Lowcost-Fräse eine andere (vielleicht sogar >bessere) baut, sollte das doch kein Problem sein. Nur soweit sollte man ja mal ohne Fräse kommen...
Angehängte Dateien:
-

Y_Z.JPG
640 KB
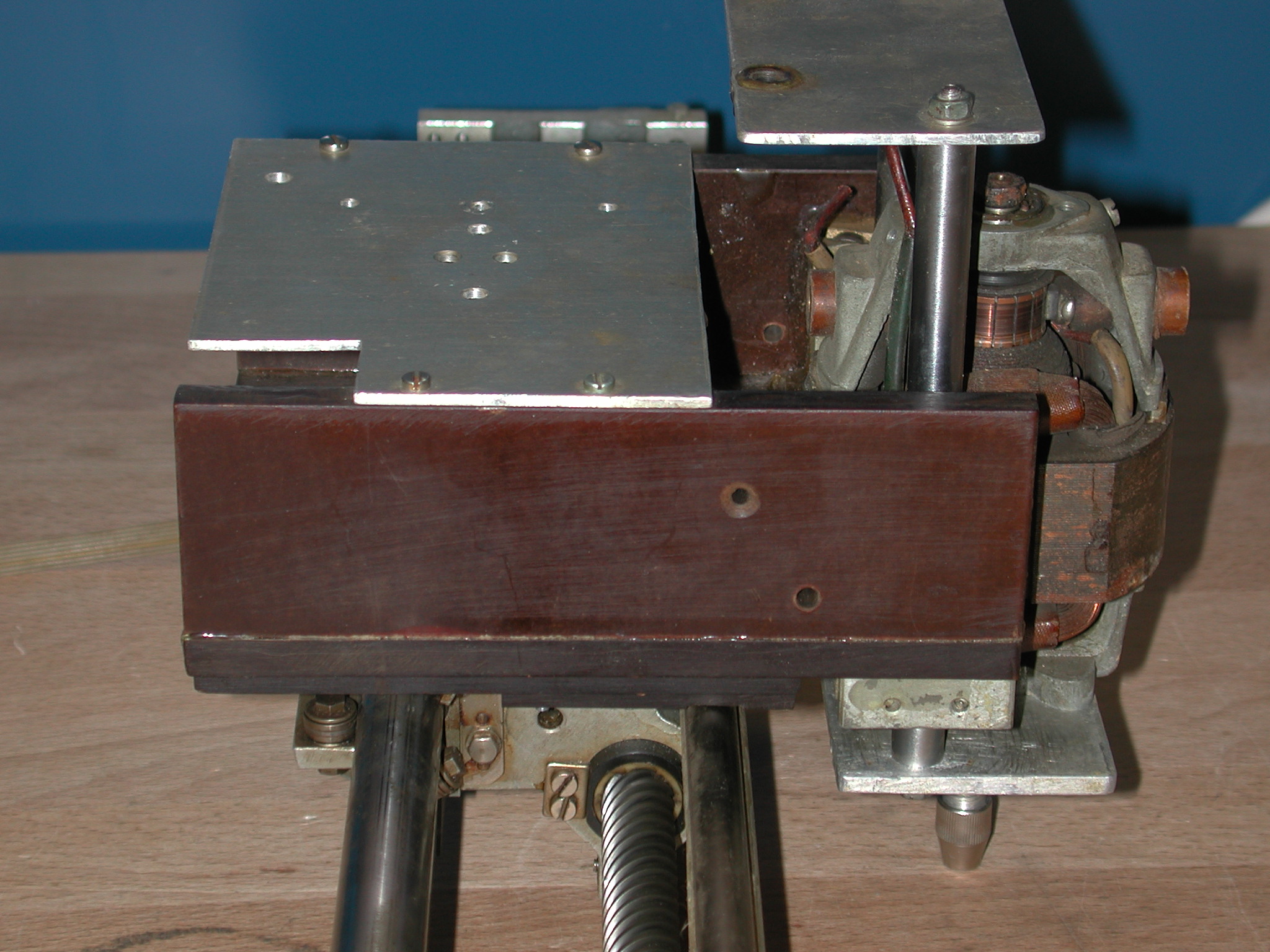
moin moin, habe mal im Keller gekram und noch Teile meines BohrPlotters aus 1989 gefunden. Das Teil ist nur mit Feile, Säge und Bohrmaschine gebaut worden, Grundlage war ein alter Robotron-Seriendrucker. Der Motor stammt aus einem Staubsauger und hat "nur" 14000U/min. Kostenpunkt für die ganze Einheit ging gegen Null. Mal so als Anregung. Mit Gruß Pieter
Eingach Gail!! der Staubsaugermotor hätte auch genügend Kraft für unsere Bierbrauanlage! .-)
>der Staubsaugermotor hätte auch genügend Kraft für unsere >Bierbrauanlage! .-) Da ist ein Waschmaschinen-Motor (mit Trommel und so dran) besser geeignet. Siehe Alex Link.
Hab heut mal wegen den Schneidebrettern geschaut aber die kosten ja auch richtig gut Geld :-( Die dünnen gehen vom Preis ja noch aber die 20 oder 30 mm starken kosten ab 60€ aufwärts. Falls jemand günstigere findet bitte mal bescheid geben.
Mal wieder waz zur Z-Achse. Hab bei nem Auktionshaus Gleitlager aus Silberbronze gesehen (für ne 20er Welle 3,15€) Da könnte man mit 2 Wellen doch gut die Z-Achse damit aufbauen oder? Ist günstiger als Linearlager oder ne Linearführung. 100mm von der 20er Welle kosten beim selben Anbieter 2,39€ Dünnere Wellen und Lager hätte der auch recht preiswert. Für die Z-Achse sollte das doch eigentlich ausreichend sein da ja kein Druck draufkommt oder?
@michael Naja, man hat auf den Lagern der Z-Achse schon Kräfte in radialer Richtung, durch die Hebelwirkung weil das Werkzeug meist axial versetzt ist. Ob die Gleitlager geeignet sind kommt auf das Spiel an das sie haben. Da das Spiel mit der Entfernung vom Lager grösser wird, sollte man vorher rechnen, ob die Abweichung an der Werkzeugaufnahme oder der (vermuteten) Werkzeugspitze noch tolerierbar ist. (siehe Zeichnung) Je grösser das Spiel und der Abstand zum Werkzeug (b), desto grösser die Abweichung. Je grösser der Abstand der Lager zueinander (a), desto geringer die Abweichung. Es geht dabei eigentlich um den Winkel in dem die Achsen zueinander schlimmstenfalls stehen, je kleiner desto besser. Dies soll nur die wichtigsten Einflüsse erfassen und erhebt keinen Anspruch auf uneingeschränkte Gültigkeit! Es sollte aber für die meisten CNC-Mechaniken eine ausreichend gute Näherung darstellen. Wenn man nicht gern rechnet sondern lieber bastelt kann man's bei dem Preis natürlich auch einfach ausprobieren. Solange der Z-Schlitten mit 3-4 Gleitlagern nicht auf den Achsen klappert sollte es für eine einfache CNC reichen. Ich hab schon gesehen dass Führungen aus alten Druckern verwendet wurden, das ist auch nichts anderes als geschliffene Achsen mit Gleitlagerbuchsen.
Nachdem es Gleitlager heißt denke ich nicht das die viel spiel haben werden. Wenn dann sollte man eh 4 solcher Lager verwenden. Rechnen ist so ne sache wenn man keine exakten Maßangaben hat :-) Da isses mehr ein Ratespiel g Ich werd mir nächsten Monat mal welche bestellen und schauen wie das wird Es ist einfach die Frage ob das geringe spiel für Platinen schon zu groß wird. Die Härte des Materials wirkt sich da ja auch noch aus denn je härter das zu fräsende Material desto geringer darf die Abweichung sein. Aber beim fräsen von platinen fällt ein zehntel nicht wircklich so ins gewicht.
Angehängte Dateien:
-

Image0001.JPG
28 KB
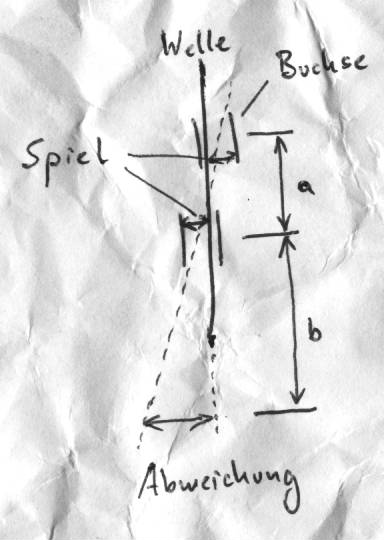
Stimmt, wenn man keine Maße zu den Lagern bekommt ist natürlich Rechnen so eine Sache. Und gestern Nacht hat scheinbar das mit der Zeichnung auch nicht geklappt, also hab ich sie noch mal gerausgekramt. Es müsste korrekterweise in der Zeichung auch Achse heissen, aber das interessiert eh nur die Maschinenbauer.
Ich hab noch mal eben im Auktionshaus geschaut was das an Lagern sein könnte was es da gibt. Solange man nicht die Lager ohne jede Angabe nimmt, sind es Standardteile nach DIN. Eine typische Passung dafür ist Buchse H7 / Achse h6. Das ist für die Ansprüche einer Hobby-CNC ausreichend. Allerdings braucht man eine H7-Bohrug in der Führung in die man die Lager einpresst, soll heissen, wenn die Bohrung ein falsches Maß hat werden die Buchsen nicht auf das korrekte Maß "zusammengedrückt". Man muss sich also die Mühe machen und eine ordentliche Lageraufnahme bauen. Das wird ohne Reibahle nicht gehen.
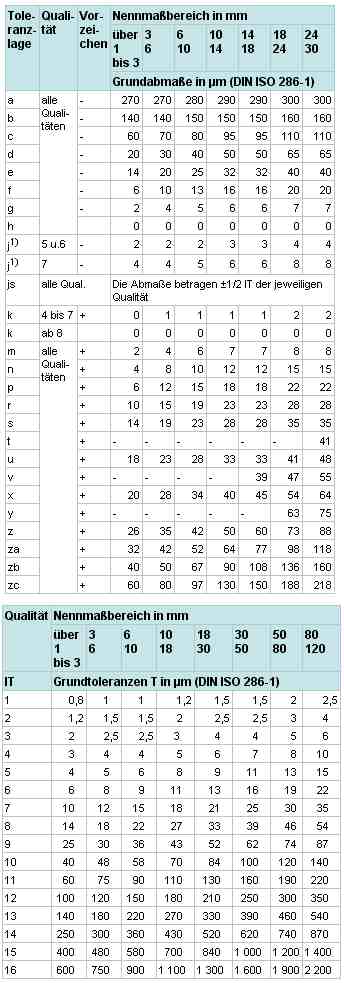
Hab mich jetzt mal etwas belesen wegen den Passungen. Da ist H7 nichtsmals so problematisch. Das Lager was ich oben schon beschrieben hatte hat 26mm Außendurchmesser. Somit muß die Bohrung 26mm + 0,12µm sein Kleiner als 26mm darf nicht sein. Mit nem guten Bohrer und ner Ständerbohrbaschine sollte das eigentlich zu schaffen sein. Wenn die Buchesen zusammengdrückt werden hast du ein Problem weil dann die Welle zu schwer zu bewegen ist
Vielleicht ist es ja nur ein Zahlendreher aber IT7 bei ø26mm ist nicht 12µm sondern 21µm. Grundabmaß H bedeutet ab 0µm. ø26mm H7 wäre also von 26,000mm bis 26,021mm. Wenn man gutes Material hat kann man auf 2/100mm auch Bohren, das stimmt. Ich bin da wenn es Passungen angeht vielleicht etwas zu genau, bei sowas hier würde ja auch keiner ankommen und den Aufwand machen die Bohrung vor dem Einpressen genau zu vermessen... Wegen dem Zusammenpressen: Die Buchsen sind mit leichtem Übermass hergestellt und werden durch das Einpressen in die H7-Passung erst ihre angegebenen Maße erreichen, das meinte ich damit. Natürlich darf man sie nicht zu eng pressen. Gerade deshalb muss die Bohrung auch genau sein, sonst ist hinterher auch die Führung in der Buchse ungenau.
Stimmt hast recht sind 21µm :-) Jedenfalls sollte man so eine Bohrung gerade noch hinbekommen, wichtig ist ja hauptsählich das die buche nicht mehr rauskann. Wenn man es mit solchen Führungen macht wird es auch nicht viel teurer als mit Schubladenführungen und dem Mehraufwand den man dadurch hat. Wenn es nicht sogar preiswerter ist.
Ja, auf jeden Fall ist es allemal genauer als Schubladenführungen. Egal ob man da nun exakt die Passung einhält oder die Buchse nur irgendwie passt. Mir ist aber noch etwas eingefallen. Der Abstand der Achsen, sowohl die der Führung als auch die der Bohrungen müssen alle gut fluchten. Am besten man bohrt alle Halterungen (Beide Enden der Achsen und die Aufnahmen der Buchsen) mit einem Mal. Sonst bekommt man hinterher ein Parallelogramm und der Schlitten läuft nicht ordentlich, sondern verklemmt.
Ja das ist klar das soltte schon eine Grundvorraussetzung sein. Wenn man nicht genau bohrt können die Führungen noch so genau sein was dann auch nix bringt.
wie seit ihr auf die Passungen gekommen? gibts da ne billige Möglichkeit sich sowas zu beschaffen?
du meinst bestimmt die buchsen. Die Passung muß man einfach nur bohren. Die Buchsen sind mir gestern beim stöbern im Netz aufgefallen und da dachte ich mir das man die ja gut verwenden kann da die auch nicht wircklich teuer sind
>Mit nem guten Bohrer und ner Ständerbohrbaschine sollte das eigentlich >zu schaffen sein. Um Passungen herzustellen bieten sich Reibahlen an...
Klar bieten die sich dafür an sind ja auch dafür gedacht :-) Hab zwar welche hier aber welche Größen weiß ich auch nicht auswendig. Und das ich mir dann die passende kaufen muß will ich auch nicht. Billig sind die guten ja leider nicht
was sind das für buchens? Reiben müsste doch eigentlich auch anders gehen. Irgendwie mit Polierpaste oder Atta oder irgend eine Schleifpaste.
eine andere Möglichkeit wäre eventuell das Teil erhitzen und dann bohren. Beim ERkalten müsste dann ein paar µ doch zu machen sein.
Das sind Lagerbuchen für Stahlwellen. Also mit Polierpaste wirst du glaub ich Jahre polieren müssen bis du das gewünschte Maß hast :-) Beim erhitzen dehnt sich das Metall aus dadurch wird die Bohrung dann am ende kleiner. Und genau das darf nicht sein! Du brauchst mindestens den Durchmesser der Buchse bis maximal +21µm (0,021mm) Mit nem guten Bohrer sollte das schon zu schaffen sein. Ne Reibahle kostet ja um die 50€ ! Das lohnt glaub ich kaum wegen den 4 Bohrungen
Was für Material nimmt man denn, auf dem die Buchsen laufen? Beliebigen Rundstahl, oder gibt es da spezielle Anfertigungen für diesen Zweck (poliert, geschmiert, spezieller Durchmesser auf die Buchsen abgestimmt,...)?
Da nimmt man Stahlwellen die sind gehärtet und poliert. Der Durchmesser muß mit dem der Buchsen übereinstimmen. Eine 10er Welle kostet 1,55€ pro 100mm Eine 20er Welle kostet 2,39€ pro 100mm Das sind jetzt jedenfalls die Preise die ich gefunden hab. Ob es die auch noch preiswerter gibt weiß ich nicht.
Ich werde mal den ortsansässigen blauen Klaus besuchen gehen, und mir die Linearlager ansehen/kaufen, sofern er die auf Lager hat. Sonst gibt es da ja noch die SKF-Vertretung...das wird aber kein billiger Spaß. Eigentlich könnte ich das ganze Ding erst mal in Fischertechnik realiseren...
Linearkugellager kosten etwas mehr das stimmt (kosten glaub ich so um die 5€ das stück). Da braucht man allerdings auch eine H7 Bohrung Vorteil ist das es leichter läuft. Das mit Fischertechnik würde mich auch interessieren also mach dich mal ran :-)
Also dann vereisen wir halt den Stahl und Bohren dann. Wo hast Du die Wellen gefunden. Der Preis scheint doch ganz ok.
Ich versuche es einfach mit normalem bohren. Die wellen hab ich im Internetauktionshaus gefunden
Geschliffen und poliert ist gut. Und die Welle muss auch das entsprechende Passmaß haben, z.B. h6 wäre geeignet. Denn eine Passung H7/h6 ist genau sowas wie für die CNC geeignet wäre. Passung heisst ja nichts anderes als eine genaue Tolerierung des Innen- und Aussendurchmessers. Beispiel: Man will eine Führung für die CNC haben mit 20mm Durchmesser. Sie soll gut gängig sein ud geringes Spiel haben. Man entscheidet sich für eine Passung H7/h6 (Spielpassung) die geringes Spiel hat und gut gängig ist. Damit erhält man für die Passung Buchse-Achse folgende Werte: Buchse ø20mm H7 hat einen Innendurchmesser zwischen 20,000mm und 20,021mm Achse ø20mm h6 hat einen Aussendurchmesser zwischen 19,987mm und 20,000mm Passen also inneinander mit einem maximalen Spiel von 34µm. Die Buchse hat aber um ihr Maß zu erreichen die Einbaubedingung in eine H7-Bohrung eingepresst zu werden. Sintermetall-Buchsen (hier Bronze) haben nach DIN die Aussentoleranz r6. Eine Buchse mit Innen-ø 20mm hat z.B. einen Aussendurchmesser von 26mm. Damit erhält man dann für die Passung Bohrung-Buchse diese Werte: Bohrung ø26mm H7 hat einen Innendurchmesser zwischen 26,000mm und 26,021mm Buchse ø26mm r6 hat einen Aussendurchmesser zwischen 26,028mm und 26,041mm Das ist eine Presspassung bei der die Bohrung zwischen 7µm und 41µm zu klein für die Buchse ist. Nicht wundern, das passt eigentlich nicht. Man braucht Kraft um die Buchse reinzubekommen, sie soll ja nicht von allein wieder rausfallen, oder? Dadurch wird sie auch ein bißchen zusammengedrückt (7-41µm) was aber eingeplant ist damit sie ihr gewünschtes Innenmaß erreicht. Ich hoffe das hat euch zur Erklärung geholfen. Wenn ihr wissen wollt wie es bei anderen Durchmessern und Passungen aussieht einfach mal bei Google "Passungsrechner" eingeben und rumprobieren. Es gibt eine Unzahl von möglichen Passungen, aber ein paar davon sind gängige Kombinationen. H7/h6 gehört dazu und erfüllt unsere Anforderungen für CNC-Führungen. Mich wundert im Moment nur warum die Buchse ein Innenmaß H7 hat, nach DIN (DIN1850 - Tabellenbuch Metall) haben die normalerweise G7. Aber wenn es so verkauft wird auch gut. Wenn man noch die Achsen mit h6 dazu bekommt um so besser. Zu den Achsen noch was, meine Portal-CNC (gekauft) hat als Z-Achse zwei ø12mm-Führungen in Gleitbuchsen. Damit kommt man wunderbar hin und die Wiederholgenauigkeit beträgt echte 1/40mm, laut Hersteller. (nachgemessen sogar etwas genauer) Ich würde sagen die ø10mm reichen für die Z-Achse locker aus und die ø20mm gehen ohne weiteres für die X+Y-Achsen wenn man sie nicht gerade länger als 500mm macht. Vereisen oder erhitzen bringt ausserdem nichts, man will ja nichts aufschrumpfen. Es sei denn man berechet vorher mit dem Wärmeausdehnungskoeffizienten des Werkstoffs um wie viel die Bohrung dann bei Raumtemperatur grösser oder kleiner ist als bei Bearbeitungstemperatur. Dann könnte man auch mit dem Bohrer eine Loch bohren das etwas größer oder kleiner ist als der Bohrer erlaubt... ;-)
Danke für die Super Erklärung ! Finde es gut das die Z-Achse auch bei Kaufgeräten so aufgebaut ist :-) Werde mir dann mal die 10er Wellen besorgen
Die Erklärung zum Passmaß war sehr schön anschaulich. Dabei bezeichnen h6/h7 nur die Toleranzen, keine eigentlichen Durchmesser, nicht? Noch eine Frage zum Zusammenbau: Wie lagere ich eine Trapezspindel? Befestige ich sie -wie sie ist, mit Gewinde- indem ich sie mit der Madenschraube festziehe z.B. in so einem Stehlager http://cgi.ebay.de/Stehlager-Gehaeuselager-UCP-201-fuer-12er-Welle-NEU_W0QQitemZ320039526813QQihZ011QQcategoryZ131702QQcmdZViewItem oder muß ich vorher das Gewinde abdrehen? Dazu hätte ich nämlich keine Möglichkeit. Hält so eine Madenschraube auf einer Spindel oder auf einer Achse? Oder bohrt man die Achse an, damit die Madenschraube dort besser fasst? Läßt sich solcher Wellenstahl oder Trapezspindeln eigentlich mit einer einfachen Metallbügelsäge kürzen, oder was für ein Werkzeug brauche ich dafür? Fragen ohne Ende...
h6/h7 bezeichnet die Toleranz ja. Die Trapezspindel darfs du nicht festschrauben sonst kann die sich nicht mehr drehen. Man kann die mit normalen Kugellagern lagern. Die Gewindemutter wird am schlitten befestigt damit sich dieser vor und zurück oder hoch und runter bewegen kann. @R.H. die 10er Wellen nehm ja bei mir für Z-Achse und nicht für x und y Da hat man ja nicht viel Druck. So schnell verbiegt man auch so eine dünne Welle im Normalfall nicht. Ok bei 500mm verfahrweg sollte die schon stärker ausfallen aber das brauchen wir ja hier nicht. Für x und y sollte man schon die 20er nehmen
>Die Trapezspindel darfs du nicht festschrauben sonst kann die sich nicht >mehr drehen. Ganz so dämlich bin ich nicht ;o) Gebe aber zu, daß man es nach meinen Fragen vermuten könnte. >Man kann die mit normalen Kugellagern lagern. Und wie wird eine Achse/Spindel im inneren Ring vom Kugellager befestigt? Erhitzt man das Lager, so dass die Achse nach dem Abkühlen festsitzt? Ich denke, das verlinkte Stehlager ist ein Kugellager. Und dass dort die Achse mit Madenschraube im inneren Ring fixiert wird. Nicht? >Die Gewindemutter wird am schlitten befestigt damit sich dieser vor und >zurück oder hoch und runter bewegen kann. Schon klar.
genau, wie kommt das Kugellager auf das Trapezgewinde und wie befetigt man dann das Trapetzgewinde an den Schrittmotor?
Bei den Trapezgewindespindeln kann man sich die enden bearbeiten lassen also abdrehen. Mit dem Wellenlager kann man die Spindel mit der Madenschraube fixieren. Ich wollte es bei mir erstmal mit normalen gewindestangen machen da kann man das Kugellager mit Muttern fixieren. Um Motor uns Spindel zu verbinden kann man eine Kupplung verwenden dazu muß die Spindel aber auch bearbeitet werden. Oder man nimmt ein Stück Gewebeschlauch und befestigt den mit schlaubindern. Möglich ist auch noch der Antrieb mit Zahnriehmen aber da muß die Spindel auch wieder bearbeitet sein.
Angehängte Dateien:
-

Passungen.jpg
51 KB
Nachtrag zu Passungen: Wie schon gesagt wurde geben die Passungen nicht den Durchmesser sondern nur die Genauigkeit an, mit der der gedachte, ideale Durchmesser einzuhalten ist. Der Buchstabe (z.B. H aus H7): gibt relativ zum Durchmesser das sog. Grundabmaß, die Differenz zum kleinsten zulässigen Maß, an. Der Wert ist meistens in µm angegeben und kann positiv oder negativ sein. Dafür gibt es Tabellen in der die Wellendurchmesser und Grundtoleranzgrade mit den dazugehörigen Werten abzulesen sind. Großbuchstaben bedeuten Bohrungen, Kleinbuchstaben bedeuten Wellen. Dabei ist H bzw. h die "Mitte" und bedeutet exakt ab dem angegebenen Durchmesser. Die Zahl (z.B 7 aus H7) gibt den Toleranzgrad der Bohrung/Welle an und ist der Wert der auf das errechnete Mindestmaß addiert wird um das größte zulässige Maß zu erhalten. Auch internationaler Grundtoleranzgrad IT genannt. Das Bild ist ein kleiner Teil (bis 30mm) der Tabellen aus der DIN für Passungen (DIN 286). Zu den Gewindespindeln: Normalerweise würde man tatsächlich die Gewindeflanken abdrehen und dann ein Kugellager drauf. Direkt auf die Gewindeflanken wird man kein Lager ordentlich befestigen können, selbst wenn hier die Genauigkeit nicht so hoch sein muss wie bei der Führung. Die Lagerung muss ausserdem noch die axialen Kräfte aufnehmen. Vielleicht kann man wenn man ein Lager hat das Gerade auf die Gewindestange passt das Lager mit mehreren Muttern festsetzen und kontern. Das wäre aber eine Lösung die nur einer Baumarkt-Gewindestange in einer Tüftlerlösung gerecht würde. Bei einer Trapezgewindespindel wäre sowas Götterlästerung! Da muss man wohl oder übel drehen. Was nicht heissen soll dass ich McGyver-Lösungen nicht toll finde. Kugellager werden auf Wellen normalerweise an Wellenabsätzen mit Buchsen und Muttern oder mit Sprengringen befestigt. Das heisst aber auch wieder drehen. Außerdem darf man nicht beide Lager auf der Gewindewelle festlegen, sonst wird das ganze "statisch überbestimmt" und man macht sich die Lager kaputt. Die Übertragung des Moments vom Motor auf die Gewindewelle wird oft über Zahnriemenscheiben und Zahnriemen oder direkt über eine Wellenkupplung gelöst. Man kann auch ein Stück Schlauch nehmen und mit Rohrschellen auf beiden Wellen festmachen wenn man gerade nichts anderes zur Hand hat.
Was mir schon die ganze Zeit durch den Kopf geht: Die billige Variante der Tischbohrmaschienen, wie es sie überall für 40,- Euro gibt sind ja nicht gerade für ihre Genauigkeit bekannt. Habe leider nur eine Solche und deshalb würde es mich mal interessieren, ob es denkbar wäre, damit die Lagerblöcke (für Gleidbuchsen oder Linearkugellager sowie die Trapezgewindemutter) anzufertigen ...
Das ist eine gute Frage. Da würde ich sagen das müßte man ausprobieren. Falls die Buchse nicht festgenug drin ist könnte man theoretisch die Bohrung aufsägen dann kann man die Lager/Buchsen klemmen. Hab jetzt auf der Suche schon einige Lagerböcke gesehen bei denen das Lager auch geklemmt wird. Bei den Trapezgewindemuttern gibts ja auch einige welche man festschrauben kann, da hat di Bohrung dann nicht mehr einen großen Einfluß
Angehängte Dateien:
-

Lag-01.JPG
110 KB

Hmmm - irgendwie klappt das mit den Bildern nich .... 2. Versuch
{kind=link}
>Hmmm - irgendwie klappt das mit den Bildern nich ....
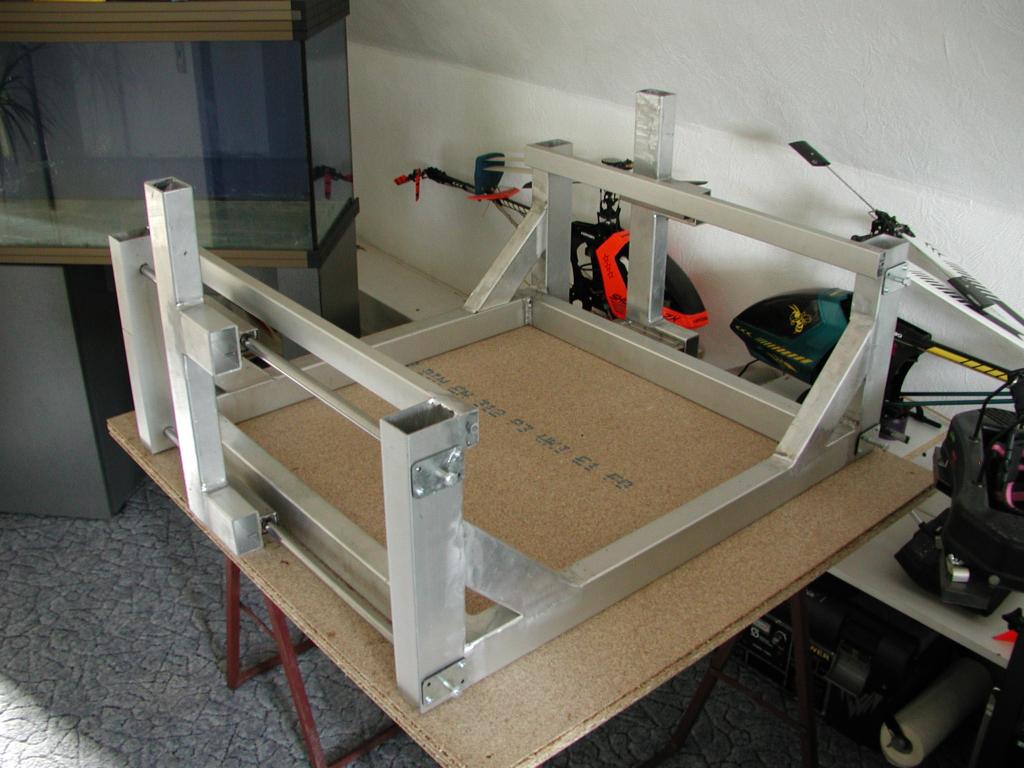
Schicker Teppich...
Wenn man die Möglichkeit hat Alu zu schweissen, konnen wirklich schon
Sachen dabei heraus...
So, nachdem ich mich dieses Wochenende mehr dem Bier gewittmet habe als der Fräse bekomme ich ja schon ein schlechtes Gewissen. ;-) @Simon, oder Michael: Nochmal zu den Achsen/Buchsen, hat sich wer mal die Bestellnummern von Conrad angesehen die ich mal gepostet habe? Ihr scheint da ja Ahnung zu haben, mir ginge es hauptsächlich um die Z-Achse, die ist eindeutig das größte Problem mit dem ich zu kämpfen habe... >Also bei Conrad lt. österreichischem Katalog: >500mm lange Silberstahlwelle (23 72 05-38) 4,50€ >dazu passendes Linearkugellager (21 69 92-38) 10,95€ oder >Bundbuchsen (23 74 26-38) 1,60€, wobei mir das Linearlager mehr gefällt.
Hi Das Schweißen lassen hat mich weniger als 100,-€ gekostet. Das Alu ist vom Schrottplatz. Gekostet hat es weniger als 30,0-€ - KOMPLETT. Die Wellen und Kugelumlauflager habe ich geschenkt bekommen. Die Steuerung ist/wird die Entwicklung eines Mitgliedes eines anderen Forums. Schrittmotorkarten und I/O sind soweit fertig - fehlt noch die Endstufe bzw. um sie fertig zu stellen, der Ringkerntrafo. Man sieht - es muß nicht alles teuer sein (nun ja - die geschenkten Singe mal außenvor). Man braucht nur vieeeeeeel Zeit. Nette Grüße Torsten
>>dazu passendes Linearkugellager (21 69 92-38) 10,95€ oder >>Bundbuchsen (23 74 26-38) 1,60€, wobei mir das Linearlager mehr gefällt. Die Bundbuchsen sind axiale Lager (oder doch radiale? Auf jeden Fall für drehende Bewegungen), also nicht wirklich gut als Linearlager geeignet. Zum damaligen Zeitpunkt waren die Sachen beim deutschen Klaus 50 Cent billiger... (hatte ich auch so geschrieben).
>Die Bundbuchsen sind axiale Lager (oder doch radiale? Auf jeden Fall für >drehende Bewegungen), also nicht wirklich gut als Linearlager geeignet. Hmm, die Dinger sind ja so einfach, also dachte ich dass das ja keinen Unterschied macht. Wenn man rechnet dass man ansonsten gleich mal 44€ für 4 Linearlager braucht ists auch gleich nicht mehr so ganz billig. Die Kopplung von Spindel/Gewindestange mittels Schlauch funktioniert übrigens sehr gut, hab das jetzt auch so gebaut.
Statt der Bundbuchsen müsste man auch aufgeriebenes Messingrohr nehmen können...
@Thorsten sieht ja richtig stabil aus was du da baust :-) So kugelumlauflager möcht ich auch geschenkt bekommen :-) @Alexander Das posting mit den Bestellnummern hab ich irgendwie überlesen. Die Bundbuchsen sind für radiale und axiale Bewegung gedacht also genau richtig :-) Es ist sogar für den Schnelllauf gedacht. Mit den Lagern läuft es halt Leichtgängiger. Kannst also beides verwenden. Hätte nicht gedacht das man beim C auch mal was günstiges bekommt. Ist nur schade das die so wenig Information zu der Welle und der Buchse schreiben.
Hallo zusammen... Hier mal ein Tipp bzgl. der Linearkugellager von Conrad: Hab bei eBAY 4 Lager für knapp 12 € gekauft. http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&ih=007&sspagename=STRK%3AMEWN%3AIT&viewitem=&item=170065664936&rd=1&rd=1 Scheinen genau die gleichen wie bei Conrad zu sein, zumindest hatte Conrad das Datenblatt von den INA Lagern auf ihrer Seite verlinkt. Dirk
Glückwunsch ! Der Preis ist echt super. Dann brauchst du ja nur noch 2 10er Wellen
@Michael Danke... Im übrigen bietet der Verkäufer diese Linearlager wohl häufiger an. Z.Zt. stehen wieder 4 Stück drin. Wenn ich das ganze witer oben im Thread richtig verstanden habe, eignen sich die 10mm Wellen ohnehin nur für die Z-Achse, oder ? 1,55 € / 10cm für die Welle hab ich bei eBAy übrigens auch gefunden. Wenns der gleiche Anbieter ist, den Du meinst, hat der auch noch einiges andere Interessantes im Angebot (Profile etc.) Dirk
>Wenn ich das ganze witer oben im Thread richtig verstanden habe, eignen >sich die 10mm Wellen ohnehin nur für die Z-Achse, oder ? Wird wohl auch abhängig von der geplanten Größe der Fräse sein. Bei einigen Eigenbaufräsen sieht man schon so dünne auch.
Hab ich gesehen das der noch welche anbietet :-) Kommt drauf an wie groß deine Fräse werden soll. Für 160x80 sollte auch die 10er Welle für x und y gehen. Bei mir werden die jedenfalls nur für die Z werden. Ja der hat auch noch andere schöne Teile im Angebot
Macht mal euere Z Achsenhub nicht zu klein. Sicgher wollt ihr doch auch mal eine Aussparung einer Frontplatte fäsen.
Für nen Ausschnitt einer Frontplatte brauchst du nicht viel Verfahrweg der Z-Achse. Übliche Frontplatten sind ja nur 1-2mm stark also auch nicht stärker als eine Platine :-)
>Übliche Frontplatten sind ja nur 1-2mm stark also auch nicht stärker als >eine Platine :-) Komisch... meine sind so 4mm dick... Vielleicht will man ja auch mal eine bestückte Platine bohren (oder die Fräse als 3D-Fräse für Modellbaurtikel missbrauchen).
So starke hatte ich ehrlich gesagt noch nicht aber das ist ja egal :-) Aber wie irgendwo oben zu lesen ist will ich meine ja ehh etwas größer bauen g Hatte an ca. 150-200mm gedacht das sollte schon für einiges ausreichend sein :-) Aber im Grunde braucht man nicht soviel wenn man nur Platinen und Frontplatten fräsen möchte. Nachdem ich mich kenne würde es nicht lange dauern bis mir die zu klein wird.
Aber viielleicht kann man da ja auch Spriztgußformen herstellen Dann können wir Bierkrüge oh-mass herstellen.
@Torsten Ich kann auf den Bildern nicht erkennen, wie du das Lager aufgebaut hast. Führst du die Achse einfach durch ein Loch im Rahmen? Wofür dann die hervorstehende Schraube? Und wie werden die axialen Kräfte aufgefangen? @alle Kann man irgendwie abschätzen, wieviel Drehmoment die Schrittmotoren bringen müssen? Das hängt doch bestimmt von der Vorschubgeschwindigkeit und der Rotationsgescshwindigkeit der Fräse ab, vom gefrästen Material, von den Reibungskräften des Schlittens, und, und, und. Was ist ein guter Richtwert für die X-/Y-Motoren wenn ich Gleitbuchsen auf 10mm Achsen benutze, zum Platinenfräsen (160mmx100mm)?
Drehmoment abschätzen: (Betonung auf schätzen) Eine Möglichkeit das Drehmoment zu ermittlen ist die Mechanik, sofern schon fertig, für die schwerste Fräsarbeit einzurichten, die man durchführen will. Dann befestigt man an der Antriebswelle einen Hebel an den man Gewichte hängt bis die Spindel anfängt sich zu drehen. Hebelarm mal Gewicht ergibt dann das benötigte Drehmoment. Dabei kann man grob annehmen 1kg entspräche 10N. Bsp.: 0,5m x 0,1kg = ca. 0,5Nm Das genau zu berechnen mit allen physikalischen Feinheiten ist enorm Aufwändig und dauert lange. Wenn man nicht nur Annahmen für die benötigten physikalischen Einflüsse machen will, muss man die Werte erst ermitteln und dann dauert es endlos. Also entweder nach dem schon genannten Prinzip abschätzen, Erfahrungswerte von existierenden Maschinen nutzen oder nach Schrank's Gesetz der Techik dimensionieren. Ein Richtwert für die Motoren ist schwer zu sagen, kommt ja auch auf die Vorschubgeschwindigkeit an die man erreichen will. Der kleinste Stepper an der Z-Achse meiner CNC hat 0,33Nm. Ist nicht der Schnellste aber es reicht. Der Größte hat 1,75Nm und damit läuft sie 1200mm/min über 600mm Verfahrweg. (Gleitlager und Trapezgewindespindeln) @Sören: Ich schätze für eine so kleine CNC sollten Motoren zwischen 0,25Nm und 0,5Nm reichen.
Meine Frau lässt fragen ob man das Teil eigentlich auch für Kücheneinsätze gebraucne könnte. Untern ein Schneebesen oder ein Teigstange. Mit einem gescheiten Programmm lässt sich s bestimmt auch ein guter Knetalkoholrytmus finden. :-) Natürlich wäre da schon etwas Drehmoment nötig. Es sollte auch ab und an recht Zackig gehen. Ihr wisst ja Schlashane!!! :-)
Nachdem gestern meine Schienen und Wägen gekommen sind hab ich dem Verkäufer geschrieben das ich wenn möglich nächsten Monat nochmal das selbe nehmen würde :-) Nachdem er ddas Zeug loswerden wollte bekomm ich jetzt 2 Schienen und 2 Wägen für 125€ Wollte zwar den Monat eigentlich nichts mehr ausgeben aber da konnt ich dann doch nicht wiederstehen :-) Somit hab ich dann schon mal x und y gesichert :-) Fehlen dann nur noch die Gewindespindeln. Hab dann jetzt einen Verfahrweg von 302x302x? Das sollte ermal ausreichend sein. @R.H. ROFL Also beim Sahne schlagen möcht ich nicht in der Nähe sein wenn der Fräsmotor mit 20000 u/min läuft g Da kannste dann die Sahne von den Wänden ablecken :-) Machbar ist es auf jeden Fall aber für ne Küchenmaschine wär mir die Fräse doch zu schade :-)
>Machbar ist es auf jeden Fall aber für ne Küchenmaschine wär mir die >Fräse doch zu schade :-) Wenn man das Portal so groß machen würde, dass ein Backblech darunter passt, wäre die Gattin zu Weihnachten bestimmt hoch erfreut, wenn man mit der Fräse auch noch Plätzchen ausstechen oder Sprtzgebäck herstellen könnte... >Also beim Sahne schlagen möcht ich nicht in der Nähe sein wenn der >Fräsmotor mit 20000 u/min läuft *g* Das kommt ja aufs Gefäss und die Schneebesen an: wenn die die Sahne herunterdrücken bzw. nicht an die Wand lassen, dann spricht gegen Einsatz von 20krpm nur, dass man schneller Butter hat, als einem lieb ist... ;-)
>Wenn man das Portal so groß machen würde, dass ein Backblech darunter >passt, wäre die Gattin zu Weihnachten bestimmt hoch erfreut, wenn man >mit der Fräse auch noch Plätzchen ausstechen oder Sprtzgebäck herstellen >könnte.. Meine Eltern haben eine Bäckerei zuhause, da haben wir ja schon wieder eine neue Anwendung dafür gefunden. ;-) So, gestern sind meine Fräser angekommen. Jetzt fehlts mir nur noch an der Zeit vernünftig weiter zu machen, die Kappsäge habe ich ja auch schon. Zumindest mit dem Gravierstift musste ich den Vorschub sowieso drosseln, also sind da die HP-Drucker Motoren trotz der nicht ganz so leichtgängigen Mechanik stark genug gewesen.
>Meine Eltern haben eine Bäckerei zuhause, da haben wir ja schon wieder >eine neue Anwendung dafür gefunden. ;-) Da das meine Idee ist, erwarte ich jetzt regelmässige Brötchenlieferungen... ;-)
Hehe, dazu muss ich das erstmal bauen... Also einen Teigschneidplotter, kann mir das schon richtig vorstellen. g
Hehe! Irgendwie muss man ja die Frau ja auch davon überzeugen, dass das ganz wirklich eine tolle Sache ist. Und vor allem wäre es gleichzeitig eine Haushaltshilfe! :-) Mannoman, Spritzgebäck. Das ist ne Tolle Idee. Ich mal mir gerade aus, was man da für tolle Formen spritzen könnte.Und wenn das nicht geht macht man Ausstecher. Ob man da auch mit Zuckerguss und Schokolade was spritzen könnte?? Und vor allem könnte man ja auch Salzsrtangen spritzehn! Würde gut Zum Bier passen.
>Und vor allem könnte man ja auch Salzsrtangen spritzehn! Würde gut Zum >Bier passen. Für Salzstangen braucht man einen Extruder, keine 3D-Fräse... Die dann eher für (Einfachst-) Brezeln... >Also einen Teigschneidplotter, kann mir das schon richtig vorstellen. Da kann man dann dann CAD-Daten seines Hauses in Lebkuchen ritzen lassen...
>Hehe! >Irgendwie muss man ja die Frau ja auch davon überzeugen, dass das ganz >wirklich eine tolle Sache ist. Und vor allem wäre es gleichzeitig eine >Haushaltshilfe! :-) So kommt man dann auch gleich viel billiger an die Schneidbretter!
>Hehe! >Irgendwie muss man ja die Frau ja auch davon überzeugen, dass das ganz >wirklich eine tolle Sache ist. Und vor allem wäre es gleichzeitig eine >Haushaltshilfe! :-) So kommt man dann auch gleich viel billiger an die Schneidbretter! Hehe, genau! Und schließlich kann man der frau ja klar machen, dass die Schneidebretter doch nun völlig unnötig wären, da man ja die Zwiebel auch damit schneiden könne.
Samstag war ich bei Ikea (nach 20:00 Uhr ist da gar nicht mehr so viel los...). Deren Schneidbretter finde ich ziemlich labberig...
>da man ja die Zwiebel auch damit schneiden könne.
Man kann sogar Muster in Zwiebelringe fräsen...
mann könnte mit dem Plotter eigentlich auch airbrush machen. Mir fallen da ganz nette Sachen ein. Bierkrüge bemalen, Autotüren lackeiren Tätovierung aber vielelicht lässt sie sich auch als Nähmaschine umfunktionieren.
neue Frage: ich überlege, die Linearführungen bloß mit je zwei zahnriemengekoppelten Gewindespindeln + 2x2 Muttern aufzubauen, um eine Achse (Welle?) einzusparen. Die 2 Muttern auf jeder Spindel sollten etwa an den Enden des zu bewegenden Tisches sitzen. Ist sowas denkbar/sinnvoll? Oder ist die Konstruktion wieder 'statisch überbestimmt', weil der Abstand der Muttern durch die Befestigung am Lauftisch vorgegeben ist, so dass Ungenauigkeiten in der Gewindesteigung zum Blockieren führen?
Jetzt weiß ich auch wie die Buchstabennudeln gemacht werden! Die werden gefräßt :-) @Sören Ist ne super Idee, das sollte eigentlich schon funktionieren. Die Gewindestangen müssen in dem Fall vollkommen gerade sein, sonst wird dir der Tisch wackeln. Mit Baumarkt Gewindestangen würd ich das nicht versuchen, die sind eigentlich immer etwas krumm. Trapezgewindespindeln weiß ich nicht wie es da aussieht hab leider noch keine gehabt. Bei Kugelumlauftrieben wird der Spaß verdammt teuer.
Hi, hat sich den schon einer Gedanken gemacht, welche und wie die Elektronik aussehen soll? Ev. auch mit Link? Gruß Sascha
@sascha Ja über die Elektronik haben sich schon so manche Gedanken gemacht. Schau dir einfach mal die Seiten derer an, die hier ihre Fräse vorgestellt haben. Ansonsten gibts da, wenn es um Schrittmotoren geht zum Beispiel: http://www.nc-step.de/ Allerdings nur Bausätze oder fertig. Wenn du selber bauen willst brauchst du ja nur unter Schrittmotortreiber suchen... Ich hatte auch schon mal zwei Links zu Linklisten gepostet, da ist einiges dabei. @sören Also prinzipiell geht das mit nur Gewindespindeln und zwei Muttern drauf. Ist sogar eine gängige Methode zwei Muttern gegeneinander zu verspannen um das Umkehrspiel zu minimiernen. Kostet halt bloß Drehmoment durch die Reibung. Das Problem wird sein, dass die Gewinde nie so genau sind wie gehärtete und geschliffene Führungen. Wenn aber die Genauigkeit ausreicht, wäre es eine einfache Lösung. Fürs Bohren sollte es reichen, Leiterplattenfräsen weiss ich nicht, aber zum richtigen Fräsen wird das zu ungenau sein fürchte ich.
>Alex: wie mache ich eine Wiki-Seite?? Das ist auf dieser Seite beschrieben: http://de.wikipedia.org/wiki/Bierbrauen (oben links der 2. Link)
Alex: Da haben wir uns glaube ich Miß Verstanden!! Oder ich blicke es nicht! Ich will auch eine Seite machen mit einem bestimmten Beitrag. Wie gehe ich da vor ??
@Sasche Über die Elektronik hab ich mir noch keinerlei gedanken gemacht. Da gibt es ja schon genug fertige Steuerungen :-) Derzeit ist mir die Mechanik wichtiger. @Rahul Wie kommst du nur wieder auf das Bierbrauen LOL @R.H. Willst du eine Website machen ala WiKi oder möchtest du nur einen Beitrag schreiben? Für einen Beitrag http://de.wikipedia.org/wiki/Hilfe:Tutorial Für ne Website brauchst du erstmal nen Server auf dem du das machen darfst ich denk mal das man da PHP und MySQL zugriff braucht.
>@Rahul >Wie kommst du nur wieder auf das Bierbrauen *LOL* Indem jemand anders meinen Namen benutzt...
sowas soll vorkommen wenn man seine wechelnden Nick´s nicht registriert :-) Aber solange es nix beleidigendes ist, isses ja nicht schlimm. Schreib mir mal ne mail will dich mal was fragen
@Ralf: Wenn du einfach eine neue Seite auf meiner Wiki machen willst brauchst du nur das neueseite mit dem Seitennamen den du haben willst ersetzen: http://alex.hat.keineahnung.at/index.php/neueseite Wenn du das ganze dann Verlinken möchtest brauchst du nur auf einer Seite neueseite reinzuschreiben, wobei neueseite natürlich wieder der richtige Steitennamen sein muss. Ich hoffe das war verständlich, und ich bin mir sicher es gibt einen eleganeren Weg, aber vielleicht weis da ja noch was dazu. @Sasche: Bin gerade noch beim abzeichnen der Elektronik die ich dazu gebaut habe, aber wie gesagt wird die nicht für jeden das geeignetste sein, wobei man ja sicher das Programm entsprechend an seine Bedürfnisse anpassen könnte. Eine kurze beschreibung findest du auf http://alex.hat.keineahnung.at/index.php/Quick_and_Dirty_CNC_Fr%C3%A4se aber leider ist das noch nicht sehr viel.
Hallo zusammen... Hab in einem anderen Forum (Modellbauforum) auch noch etwas zum Thema "Selbstbaufräse für wenig Geld" gefunden... Vielleicht interessierts ja den einen oder anderen. http://www.rclineforum.de/forum/thread.php?threadid=141428&sid=3fce9051969d1b4b3ee19b0447c4c963 Dirk
Hi Dirk! Hab den Link gleich mal in meiner Linkliste aufgenommen. Der hat auch die Schubladenführungen benutzt, das gefällt mir ;-)
Das ergebniss mit der Holzfräse mit Schubladenführung sieht doch schon mal super aus ! Das schaut allerdings auch nach den teuren Führungen aus. Solche hab ich glaub ich auch noch im Keller liegen g @Rahul kann dir leider nicht auf deine Nachricht antworten da deine Mail-Adresse nicht dabei war.
>Das schaut allerdings auch nach den teuren Führungen aus. >Solche hab ich glaub ich auch noch im Keller liegen *g* Okey, so genau hab ich da nicht hingesehen, am 1. Blick waren das auch Schubladenführungen.
Hallo ich hab interesse an ihrer cnc-fräsmaschine wie sieht sie aus wenn möglich bilder. Preis VB?. Mit freundlichen Gruß
Hier wird keine Fräße verkauft. Wir sind dabei uns selbst eine zu bauen :-)
Ja wir gehören zu den "anonymen Fräsenbauern", eine Selbsthilfegruppe. ;-) Hab aber schon schlechtes gewissen, weil derzeit nix weitergeht, jetzt wo ich schon fast alles zuhause habe... ...fehlt mir nurmehr die Zeit. (Ich weis, die nimmt man sich einfach) EDIT: Irgendwo weiter obem im Thread hat ja wer geschrieben dass er einige fertige Teile zu verkaufen hat, vielleicht ist da auch was für dich dabei. Finde nur den beitrag gerade nicht (gelöscht?)
ja, wir wollen im Guinessbuch aufgenommen werden. Es gibt auch schon irgendwelche Websieten. Glaub es hies www.gehtsnochbilliger.de
@Alexander Wie du schon erkannt hast die Zeit nimmt man sich g Also worauf wartest du noch :-) R.H. fürs Guiness Buch müssten wir noch extrem viel schreiben :-) Oder willste die weltweilt günstigtse CNC in des Buch bringen die auch noch Bier brauen und die passenden Krüger herstellen kann ? :-)
Hallo zusammen... Um die Karre mal wieder etwas aus dem "OT-Dreck" zu ziehen ;-), hier mal eine Frage zum Thema: Ich war am Sa mal im Baumarkt und habe dort ein wenig rumgetestet. 10mm Gewindestange mit entsprechender Langmutter drauf. Nun hab ich dabei festgestellt, dass die Langmutter doch noch ein wenig Spiel auf der Gewindestange hat. Ist das bei euch genauso ? Wie wirkt sich das auf die Genauigkeit aus (auch auf das Umkehrspiel) ? Dabei ist mir noch ein weiter Gedanke gekommen, den ich im Baumarkt gleich mal ausprobiert hab :-) Wie wäre es euerer Meinung nach, wenn man antelle einer Langmutter lieber 2 M10er Mutter nimmt, diese mit etwas Abstand auf die Gewindestange dreht und die beiden Muttern mit einer Feder auseinanderdrückt. (Ich hoffe, ihr versteht, wie ich das meine...) Dadurch würden die beiden Muttern immer mit Druck gegen die Gewindegänge gedrückt und es würde kein Spiel vorhanen sein, oder ? Wie geschrieben, Tests im Baumarkt waren meiner Meinung nach sehr gut und genau. Freue mich auf eure Meinungen dazu... Dirk
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.