Hallo! In der letzten elektor gab es eine Ankündigung für eine CNC-Fräse im Selbstbau. Diese soll wohl im Januarheft erscheinen. Da ich sehr intereesiert und neugierig bin, wollte ich mal fragen, ob jemand schon mehr darüber weiss. Gruß Guido
Gegenfrage : wenn du Baupläne,... für eine Fräse angefertigt hättest die wirklich günstig ist im Vergleich zu Fertig-Fräsen und auch von der Qualität mithalten kann, würdest du die Pläne dann für ein mickriges Autoren-Honorar jedem zu verfügung stellen, oder würdest du die Fräse selber vermarkten/die Pläne einzeln verkaufen um maximalen Profit rauszuholen ? ich schätze mal es wird ein nettes Hobby-Projekt, aber kostenmäßig nicht viel günstiger sein als eine billige Fertig-Fräse. ich lass mich aber gerne etwas besseren belehren und mache dann ein Kreuz für den Beginn des Untergangs des Kapitalismus ;-)
sehe ich ähnlich. Obwohl im Hobbybereich kleine Fräsen bis Din A4 als Portal um die 500 - 800 EURO zu bauen sind, wenn man nicht Stahl fräsen will. Selbst die Tanbo "Bohrmaschine" von Elektor war so bei 600 EU. Elektor wird wohl nur den Bausatz vorstellen. Zeichnungen dafür gibts ja bei E* für 30 EU.
Hallo ihr zwei! Ich hoffe, dass die Konstruktion der elektor ein durchschlagender Erfolg ist. Warum seid ihr so arrogant zu behaupten, dass das Gerät schlecht wäre. Kennt ihr die Konstruktion schon? Habt ihr überhaupt den Artikel in der elektor gelesen? Ich werde keine 30 Euro in einen Konstruktionsplan stecken, der vielleicht auch nur ein Nepp ist. Abgesehen davon, dass ich die erforderlichen mechanischen Bauteile nicht in der Qualität fertigen könnte, die erforderlich ist. Bisher habe ich auch noch keine Fräsen gesehen, die im Bereich 500-800 Euro liegen. Inzwischen suche ich schon seit 1 Jahr. Das wäre auch der Betrag, den ich ausgeben würde. Übrigens kündigt die Zeitschrift elektor einen Bausatz an. Vom Preis war noch nicht die Rede. Auch von der Qualität ist noch nicht die Rede gewesen. Tanbo kostet etwas mehr, als du angegeben hast. Es liegt bei 799 Euro. Tanbo ist in dieser Grundkonstruktion nicht mit einer Fräse vergleichbar. Gruß Guido
>Inzwischen suche ich schon seit 1 Jahr. Das wäre auch der >Betrag, den ich ausgeben würde Da wirst du vermutlich noch länger suchen müssen. Eine fertige Fräse, ohne Elektronik für den Preis wirst du nicht finden. Für Bauteile solltest du vielleicht mal bei metallstore.de reinschauen. Der Frästisch von Proxxon (manuelle Bedienung) lag irgendwo bei 250Euro, dazu noch einen Frässpindel ca. 150 Euro (generalüberholt...). Die Schrittmotoren sollten auch schon etwas mehr "Bums" haben. Das wird nichts mit welchen aus einem Drucker oder Scanner. Was auch noch ein nettes preisrelevantes Teil ist: die Spindeln. Die einfache Variante wäre eine Trapezspindel, die allerdings mit etwas mehr Spiel zu kämpfen hat (Positionierfehler). Das lässt sich aber mit etwas mehr mechanischem Aufwand auch in den Griff bekommen. Schöner sind natürlich Kugelumlaufspindeln. Dafür haben die aber auch ihren Preis...
Hi Guido , was hat das mit Arroganz zu tun ? wir wurden um unsere Meinung gefragt und haben gemäß unserer Realitätskenntniss geantwortet wir werden sehen wie du darüber denkst wenn du sämtliche Material und Fertigungskosten der Elektor Fräse zusammengetragen hast ich bin sehr gespannt auf dein Ergebniss, es würde mich freuen wenn du uns vom Gegenteil überzeugen kannst :-)
bei Farnell wird ein CNC Fräsenbausatz aus Holz vertrieben, das ist definitiv die Schmerzgrenze ;-)
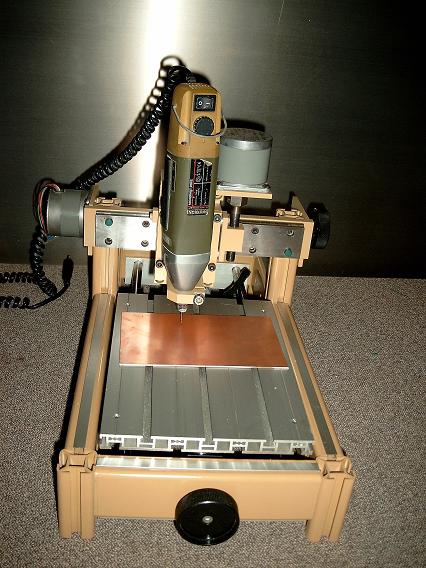
Hallo, Ich bin im Besitz von 2 Platinenfräsen. Eine Benutze ich schon seit mehreren Jahren für Bohren von Platinen Die andere habe ich vor einem Jahr gebaut mit dem Gedanken die nach Dem Fertigstellung zu verkaufen.Die neue Fräs-Bohrmaschine ( siehe Anhang ) ist aus Aluprofilen aufgebaut Verfahrweg in Längsrichtung ca 250 mm in Querrichtung ca 170 mm. Die Bewegung in Längsrichtung erfolgt auf 12 mm Stahlwellen mit 4-fachen Kugelbuchsenlagerung die Querrichtung auf einem THK Linearführung. Der Hub bzw. Z-Achse wird auf einem STAR Kompaktschlitten ausgeführt. Die X,Y Achsen werden durch Kugelumlaufspindeln mit 4mm Steigung bewegt. Die Z-Achse wird wie auf dem Bild sichtbar mit einer 10 mm Gewindestange in einer Kunststoffbuchse bewegt Alle 3 Achsen sind mit Schrittmotoren ausgestattet. Mit einem Steuerung der Schrittmotore im ½ Schittmodus erreicht man einen Auflösung von 1/100 mm. Wenn Interesse besteht bitte um eine Nachricht Waldemar
jo, finde ich auch! wie lange has du dafür gebraucht? gibts dafür ne anleitung?
Zu dem Aufbau, der hat ungefähr 2 Wochen in Anspruch genommen.Wie gesagt das ist meine 2. Fräse da habe ich mich bei dem Bau teilweise an den Erfahrungen gehalten die ich bei dem Bau der ersten gemacht habe. Die Größe und Dimensionierung habe ich auch aus meinen Erfahrungen Gewählt. Die erste Fräse habe ich für meine Zwecke überdimensioniert Gebaut, ( mit den Gedanken das ich vielleicht doch was Größeres wie Frontplatten bearbeiten könnte ) was im laufe der Jahre nie vorkam. Die größten Projekte die ich bis jetzt gemacht habe passten immer auf Eine Dopeleuroplatine 20 x 16 cm. Und die Fräse kann das auch. 2. Bei dem Dimensionierung hat auch das Material eine große Rolle gespielt ( also Kostenfaktor ) da die Profile, Stahlwellen, Spindeln und Schlitten kosten eben paar Euro. Aus den og. Gründen habe ich kein Bauplan bzw. Anleitung aber wenn Interesse besteht kann ich noch mehr Bilder von dem Gerät machen und hier einstellen. Gruß Waldemar
also ich denke ein paar bilder speziell von der führung in x und y-achse währen sehr interessant. welche schrittmotoren hast du denn dafür benutzt?
Wie viel hat dich die Maschine gekostet? Bei so standard-Teilen wie Alu-Profilen, die nicht extra angefertigt werden müssen, entsteht somit ja auch ein Kostenvorteil. Ich finde, für unter 200€ müsste man allgemein für ein Gerät DIN A4-A3-Größe schon dabei sein, wenn man die Elektronik&Software selber baut. Motoren gibts bei Pollin. Das einzige Problem was ich habe ist, an anständige Metallteile dranzukommen, selber sägen wird immer schief, man müsste jemanden mit CNC-Fräse kennen. Tja, das Henne-Ei-Problem.
naja, für unter 200€ wird das denk ich nie was... wenn du motoren von pollin nimmst kommst du vlt. recht billig weg, aber dann wackelt alles um 1mm hin und her und das ist glaub ich ned ganz das was du wolltest oder? wenn man das ganze gscheid baut wird das ganze sicherlich um einiges billiger als eine gekaufte maschine in der preisklasse aber unter ca. 500€ wirst du denk ich trozdem nicht kommen wenn du damit noch halb reproduzierbare ergenisse hinbekommen willst...
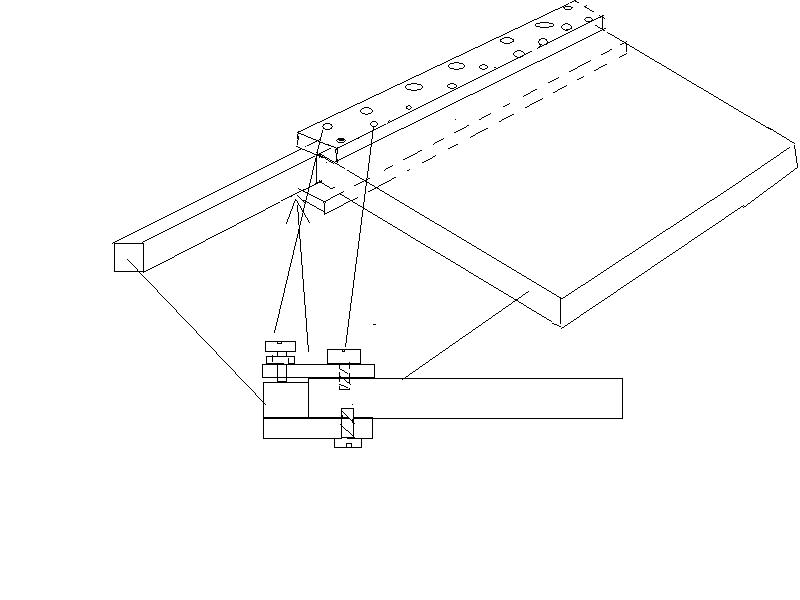
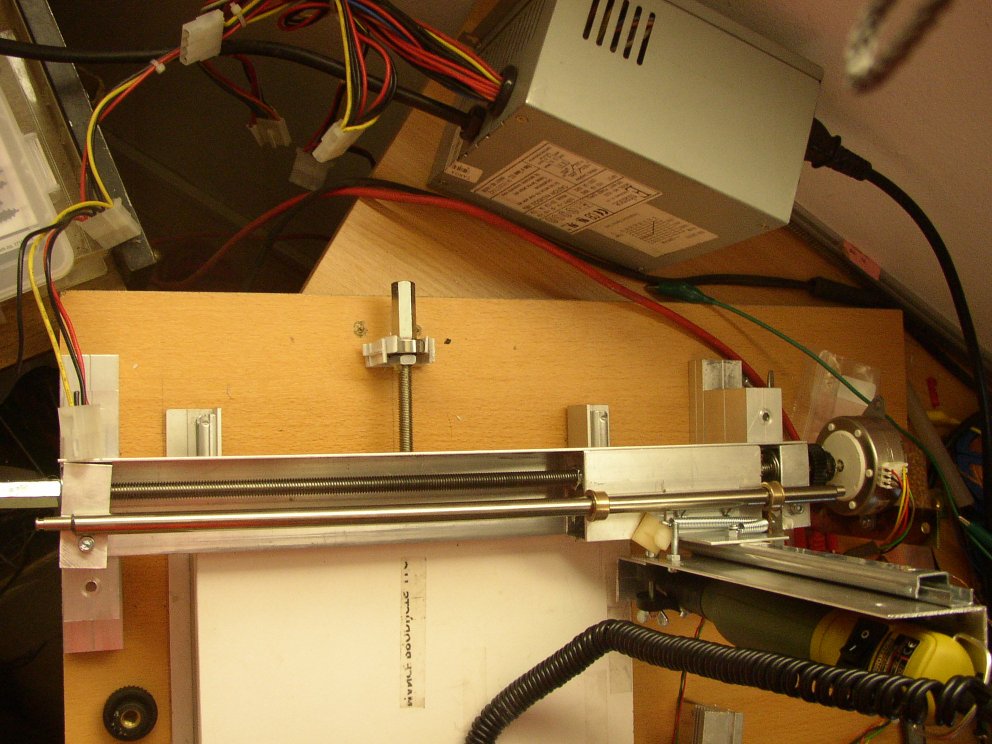
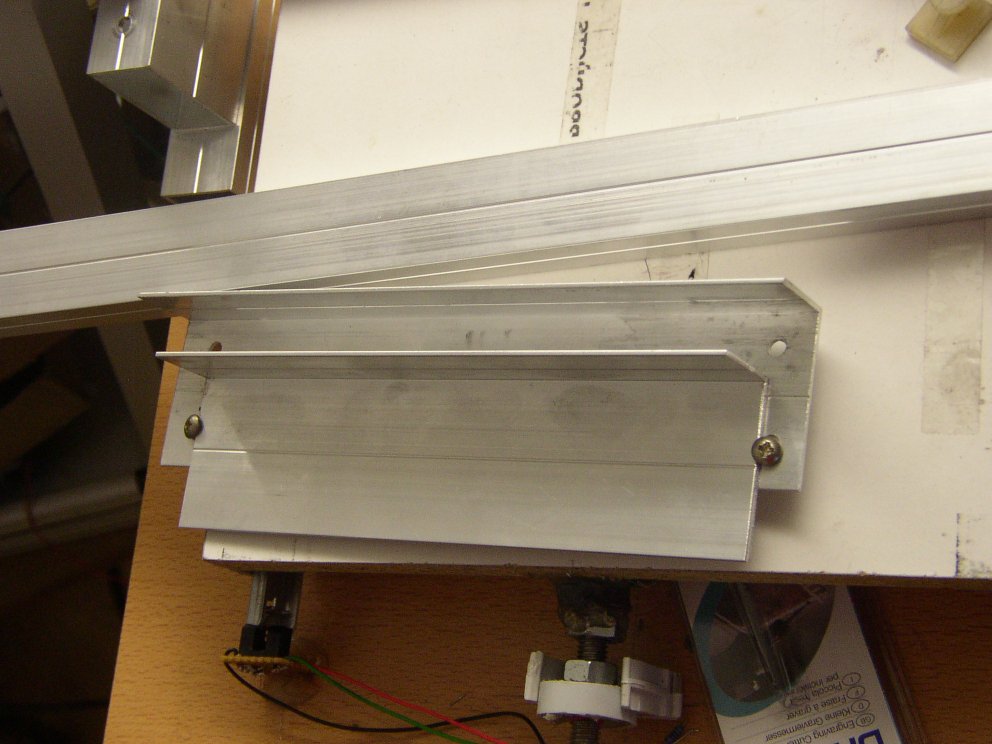
Hier im Anhang eine kleine Sammlung von Bildern der Maschine. Ludwig, dabei Bild von unten woduch mann die Lagerung der Längsachse sehen kann. Die ist aus 12 mm gehärteten Stahlachsen hergestellt. Darauf links und rechts je ein Schlittenbock mit zwei 12mm Kugelbuchsen pro Schlitten. In der Mitte der Schrittmotor mit 16 mm Kugelgewindestange Steigung 4 mm. Zwischen den Schlitten auf dem unterem Profil ist die Kugelgewindemutter angebracht. Die Querachse ist auf einem THK Führung aufgebaut. Die breiten THK Führungen sind dafür optimal da Sie noch in minimalen Grenzen nachjustierbar sind was 100% Spielfreichheit garantiert. Aloha, zu den Preisen sicherlich läst sich für 200 Euro eine CNC Bohr bzw Fräse bauen. Aber wir wollen damit auch noch arbeiten. Mit einem VHM Bohrer in der 0.5 mm Klasse in Platinen Bohren dabei den PAD treffen. Die Linearführungen kosten wenn man die bilig ersteigert schon diesen Betrag, für die Kugelgewindetriebe must Du auch noch ca. 150 Euro hinblättern. Die Schrittmotoren liegen auch wenns Bilig bei 20 Euro/Stk. Die Z- Achse die bei Bohren jedes mall bewegt werden muss auch ein 100-ter. Mit 500 Euro sollte solche Vorhaben zu realisieren sein wenn man nicht grade viel Geld für gebrochene Bohrer ausgeben will. Die Mechanik muss schon Präzision haben um reproduzierbare ergenisse hinzubekommen. Waldemar
Hallo allerseits, ich befasse mich auch schon seit langem mit dem Thema Fräse-Bauen. Für 700 bis 800 Euro kann man sich so ein Ding schon leicht bauen. Die Konstruktion ist nicht wirklich das Problem, da es viele Firmen gibt, die Profile und FÜhrungen relativ günstig herstellen (Item, Ulmer ...) Interessant ist auch die Firma CNC-Haus (ich hab jetzt leider den Link nicht hier). Die sind zwar nicht die billigsten, aber haben so ziemlich alles, was man für so einen Bausatz braucht. Außerdem bieten sie auch die Bearbeitung des Materials an, z.B. zuschneiden der Profile, Endenbearbeitung der Spindeln ... mfG Markus
Um die Diskussion wiederzubeleben: Für 750 Euro bekommt man auf CNC umgebaute Proxxon-Fräsen (MF70), wurde auch hier im Forum bereits erwähnt. Die größte Einschränkung dabei dürften die kleinen Verfahrwege sein. Die Ankundigung der Elektor lässt sich dort nachlesen, inklusive Photo der Mechanikteile (auf der deutschen Seite habe ich nichts gefunden): http://www.elektor-electronics.co.uk/Default.aspx?tabid=27&art=53244&PN=On Andererorts habe ich gelesen, dass der Elektor-Bausatz bei etwa 2000 Euro liegen soll, was schon etwas mehr wäre als ich gehofft hatte... In dieser Preislage gibt es auch fertige CNC-Fräsen, die zumindest bei den bislang bekannten Daten mit der Elektor-Maschine vergleichbar sein sollten. Ich selber kenne mich in der Thematik nur soweit aus wie ich in letzter Zeit recherchiert habe, weil ich selber einen Einstieg plane. Wäre schön, wenn jemand mit mehr Erfahrung ein paar Einschätzungen (auch zum Elektor-Angebot, soweit das möglich ist) oder Empfehlungen geben könnte. Ursprünglich wollte ich auch eher 1000 als 2000 Euro ausgeben, zumal es ja noch Folgekosten gibt. Bausätze mit Vorfertigung wären akzeptabel, kompletter Eigenbau nicht. Tom
Hallo flintstone, schonmal bei www.cnc-steuerung.com geschaut? Da gibt's ab 400 Euro "richtige" Fräsen, also aus massivem Stahl. Zwar nur mit Handrädern, aber man kann erst mal loslegen und ggf. später mit Motoren ausrüsten. Axel
Hallo, wer Informationen zum Selbstbau einer CNC-Fräse sucht wird in Peters CNC Ecke fündig. www.cncecke.de Dort werden die verschiedensten Projekte vorgestellt, Bezugsquellen genannt, Bauweisen diskutiert, etc. Lohnt sich! Viele Grüße Holger
Was kosten diese Aluprofile die Du verwendet hast pro Meter? Bei Item habe ich irgendwie keine direkten Preise gefunden, und ich wollte nicht extra eine Anfrage losschicken. Und gibts solche Profile eigentlich auch zu bezahlbaren Preisen in Stahl? Wiegesagt, ich habe leider von Metallpreisen gar keine Vorstellung und auf die Schnelle bei google auch nichts gefunden (nur Edelmetallpreise ;-)).
Hallo, @bwd Bei Kritec sind die Profile günstiger und sie schreiben die Preise per m auf die HP. http://www.kritec-gmbh.de/ mfg Tomafa
Offen in dem beitrag ist vor allem noch die steuerung und die Programmierung bzw. softwaresteuerung. Könntest du hierzu noch etwas sagen?? Hilfreich wäre auch mal eine Zusammenfassung an addressen, wo man alles herbekommen könnte. Mir kam noch die Idee des Gebrauchtwarenmaktes. vielleicht könnte man auch bestimmte teile irgendwo sich ausbaucen oder umbauen. soe wie ich das gesehen habe dürften das alles standardprovile sein, die überall montiert werden. es wäre auch interessant bis zu welcher Leiterbahnstärke man noch fräsen kann. Im Zuge der Mikroprozessorverkleinerung dürfte dies nich unerheblich sein. gruß ralf
Hallo erstmal, hier sind wirklich ein paar Pessimisten am Schreiben. Ich will hier sogar den Mut haben und behaupten, dass ich eine Leiterplattenfräse um weniger als 50€ bauen kann. Und selbst in diesem Betrag sind mehr Spritkosten als Materialkosten enthalten. Schaut doch einfach einmal zu einem Betriebsschrotter, den findet ihr sowieso überall dort wo es größere Betriebe gibt. Und wenn ihr genau schaut, werdet ihr sicher ein paar Führungen und Motoren inkl. Ansteuerung finden. Ich war erst letzte Woche wieder am Schrottplatz und hab dort 3 Maschinentische mit Antrieb, dutzende Schrittmotoren und Servos - einfach alles was da Maschinenbauerherz begert - gefunden. Selbst habe ich auch schon eine CNC Laserschneidmaschine direkt am Schrottplatz ausseinander genommen, aber die eignet sich wohl eher nicht als Platinenfräse mit ihren 2m x 2m Arbeitstisch :D Na wie auch immer - auf jeden Fall braucht ihr keine komplizierte Steuerung, da die Software sowieso alle Berechnungen durchführt und schon hunderte Programme im Umlauf sind, die mit jeder möglichen Schrittmotorendstufe, in Verbindunng mit dem Parallelport, arbeiten. Und die Schrittmotoren müssen auch nicht gerade soviel Moment aufbringen, um den ganzen Maschinentisch verdrehen zu können. Und auch hier will ich wieder die Behauptung in den Raum stellen, dass sogar ein Motor aus einem alten DeskJet die nötige Kraft hat, um eine Leiterplattenfräse zu betreiben. (im Zusammenhang mit einem Riemengetriebe) Grüße Daniel
So einen Schrottplatz hätt ich auch gern hier. Wenn du das nächste mal da bist, bring mir ein paar Führungen und Antriebsspindeln mit ;)
da muss ich meinem vorredner recht geben. Mit Pessimissmuss hat noch niemand etwas bewegt, eher blockiert. Kritik ist ok, soweit sie Konstruktiv ist. gerde hier elebe ich wirklich klasse Typen mit klasse Ideen. Ich bin manchmal wirklich bewegt, was sie sich einfallen liesen, woras man alles was machen kann. erst gestern sah ich ein betrag -geling auf seine Homepage, wo er einen Kardreader machte aus einem abgesägten, ISA stecker. Komischer weise denken hier immer alle beim cnc-fräsen bauen, man müsse sich alles neu kaufen. gerade Proviele und Motoren lassen sich überall besorgen. Und absägen dürfte ja auch nicht das Problem wirklich sein. da geht man um die ecke zu einem der einen kleinen Metallbetreib hat drückt dem nen 10er oder nen kasten bier in die Hand und der sägt es einem ab. Und ganz sicher gibt es viele schulfreunde oder sonitge Leute, die im Metallbereich arbeiten. allerdings hat man solche Freundschaften nicht wenn man nur stets eigenbrödler ist und im Keller hockt. Also, leute macht mal euer gesichtsfeld etwas auf und setzt mal ne breitere Brille auf. es gibt überall Lösungen und viele liegen auf der straße. Was mich nicht interessieren würde, was ich nicht weis, ist wie und in welchem Protokoll die cnC-Maschine angesprochen werden muss. sorry, ich bin halt kein Metaller. sprich was muss die Maschiene behereschen und wo bekommt man diese Infos her? ralf
Ralf, deinen ersten Satz zum Thema Pessimismus habe ich noch verstanden. Zu glauben, aus dem Rest werde jemand schlau, erfordert aber mehr Optimismus als ich für realistisch halte.
Ich stellte fest,dass euer CNC Fräser ein Mango hat. Die Position stimmt stets, bis auf wiederholfehlertolleranz, bei geringer belastung. es kann aber vorkommen, dass bei belastung ein takt auch mal ignoriert wird, d.h. verlohren geht. Das system wird das nicht erkennen und auch keine Möglichkeit der Nachkorrektur haben. fazit ist, dass das Fräsobjekt dahin ist. Mindestens sollte irgendwie erkannt werden, dass ein Impuls erfolgte, jedoch der Schrittmotor, diesen Impuls nicht ausführte. Im Feststellungsfall müssste man dann sich überlegen, wie dann weiter zu verfahren ist. Durch ein abgenutzer Fräser kann es ebenfalls vorkommen, dass der Schrittmotor Steps nicht ausführen kann, sprich hinterherhinkt. Auch dies würde man dann, wie obig erklärt, erkennen. Ein weiteres Mango ist die Eichung. Auch hier könnte man sich überlegen, wie man dieses erreichen könnte. ( Annäherungsschalter, Lichtschranke usw.) Gruß Ralf
>Mango
ist eine sehr leckere Südfrucht. Was du meinst, ist das "Manko". ;-)
Zum Thema "Pessimismus": Man kann für 50 Euro eine komplette CNC-Fräse
bauen (kann ich mir zumindest unter o.g. Vorraussetzungen vorstellen).
ABER: Manche haben keinen entsprechenden Schrott-Händler vor der Tür,
mancheiner würde mit dem Ding dann auch gerne andere Sachen bearbeiten.
Eine Platinenbohrmaschine kann man sogar mit Gewindestangen aus dem
Baumarkt basteln; eine kleine Fräse, die auch Stahl bearbeiten kann,
erfordert etwas mehr Aufwand (das schaffen teilweise nicht mal die
Fräsen für diverse Teuro).
Wenn einer schreibt, dass er eine Fräse für 50 Euro zusammenbauen kann,
dann wird die vermutlich nicht das leisten können, was mancher von ihr
erwartet, was sie können sollte.
Aus Erfahrung weis ich, dass überall ein Schrotthandel ist. Man kann sich auch statt einer spindel sich etwas anders ausdenken. vorstellen könnte ich mir auch das ausschlachten von Tintenstrahdruckern oder Scannern. da wird auch präzise geführt. Kleinere schrittmotoren haben natürlich nicht viel Kraft. Mit einer Übersetzung, dann wiederum doch, geht dann aber auf die Geschwindigkeit. Die Welt ist voller Bauteile. Und viele Firmen sind froh, wenn sie Ihre teile entsorgt bekommen, oder wenn Sie jemand eine Freude machen können mit teilen, die eigentlich verschrottet werden würden. Auch da lässt sich mit einer Flasche wein vieles regeln. Ich würde mir sogar zutrauen, etwas mit zusammenzubasteln, das sogar für unter 20€ zu machen ist. Es sit dann vielleicht nicht ästetisch schön, aber dafür fast umsonst. Gruß Ralf
50 Euro für eine CNC-Maschine? Das ist viel zu teuer!
Ich kann eine CNC-Maschine für 5 Euro bauen!
Die kann dann auch Stahl fräsen!
a.) Für die Gewindetriebe braucht ihr nichtmal Gewindestangen
aus dem Baumarkt. Es reicht vollkommen, auf einem langen
Schaschlik-Spieß mit dem Taschenmesser ein Gewinde
aufzuschnitzen.
b.) Für die spielfreie Mutter auf dem Gewindetrieb könnt ihr
einfache Spielzeugknete verweden. Die kann man passend auf
den geschnitzten Schaschlik-Spieß abformen.
c.) Als Führungen nehmt ihr am besten Fluid-Führungen. Einfach
ein Gefäß mit Wasser füllen und dann Schwimmkörper verwenden.
Diese Schwimmkörper gleiten völlig ohne Spiel auf dem Wasser
und können die Fräskräfte problemlos aufnehmen.
d.) Als Fräs-Spindel verwendet ihr am besten den Motor eines
Prozessor-Lüfters. Der ist schön kräftig und noch leise.
e.) Für die statische Konstruktion am besten Pappe verwenden,
z.B. aus alten Schuhkartons. Diese Pappe ist äusserst stabil
und lässt sich dennoch leicht mit einer Schere zuschneiden.
f.) Um die Pappe-Elemente zu verbinden, solltet ihr Tesa verwenden.
Dann könnt ihr die Elemente leicht justieren und jederzeit
umbauen.
g.) Für die Gewindeantriebe verwendet ihr am besten Schrittmotoren
aus Armbanduhren. Da könnt ihr ja problemlos ein Riemengetriebe
aus einem Einmachglasgummi anbauen, um mit der Untersetzung die
Kraft zu erhöhen.
Also: Nur nicht so pessimistisch und negativ: Wenn man nur will, geht
alles! Die ganze Industrie, die selbst für kleinste CNC-Fräsen
5-stellige Euro-Beträge ausgibt, ist einfach nur doof, dumm und hat
keine Ahnung was alles möglich ist!
Das Ganze artet mal langsam aus. Klar dass es genügend Möglichkeiten gibt eine Fräse oder eine Bohrmaschine zu bauen. Ich hab schon viele Bilder im Netz gesehen von CNC - Fräsen aus Holz, Spannplatten und dem gleichen mit Führungen aus Schubladen M5 Gewindestangen, Schrittmotoren aus alten Floppy´s usw. Jeder für sich muss den Preiss/Leistungsverhältniss für sich selbst abschätzen und vor allem das Nutzen soll nicht auf der Strecke bleiben. Ich habe meine Bohrmaschine um meine Platinen zu bohren und Konturenfräsen der Gleichen. Das soll genau und präzise in angemessenen Zeitraum erfolgen. Wenn ich bei bohren einer Platine mit 400 Löcher ca 10 Sek pro Loch brauche werde ich höchst wahrscheinlich mit der Hand bohren. Wenn mir bei jedem 10 Loch mein 8 Euro VHM Bohrer abbricht werde ich die Platinen Herstellen lassen ( billiger ). Es muss nicht immer das Beste und Teuerste sein aber im Rahmen des machbarem bleiben.Es nutzt mir am Ende gahr nichts wenn ich eine Fräse / Bohrmaschine habe die ich für kleines Geld gebaut habe mit der ich nichts anfangen kann. Außer paar Euro weniger, dem verlorenem Zeit und neuen Erfahrungen habe ich ein Teil vor mir den ich in die Tonne klopfen kann. Gruß Waldemar
Ein ganz wichtiger Faktor für die "eigene Fräse" ist, nicht warten zu müssen, wenn man den Job vergibt. cdg
Für eine firma ist so bastelleien natürlich unangebracht. Da muss schnell eine Produktion laufen. die Kosten für ein Gerät muss zwar auch bezahlt werden, ist letzlich aber nebensache. Geld wird verdient indem man eine Maschiene benutzt und darüber hinaus zahlt die Maschiene letzlich der staat , sprich wir. Bei uns Hobbyisten ist das völlig anders. Unser ged ist sehr knapp und es muss sowieso überall gespart werden um durchzukommen. Und bei Studenten oder Lernlinge ist das nochmals anz anders. Da ist man froh, wenn man mit etwas Kripps im Kopf und etwas Nachdenken auch zu brauchbaren ergebnisssen kommt. Und man macht es ja auch aus spass. Irgend etwas gekauft ist halt doch was anderes, als durch künsterische Ideen etwas umzusetzen. Als ich ein Heranwachsender war hatte ich im Monat 20 DM taschengeld und ein teueres Hobby - Elektronik- . Und dennoch konnte ich mir fast alles dennoch zusammenzubauen. Das einzige was ich mir mal damals leistete war ein Lötkolben, ein Vielfachmessgerät. Nicht einmal Platienen machte ich mir, sondern benutze alte Leiterplatten und unterbrach die verbindungen mit einem Messer und brückte mit Kupferdraht. das ging auch. Und ich baute damit funksender, Radios und vieles mehr. es geht wenn man nur will. Einfach ist es natürlich irgend etwas zu kaufen. aber gerade das ist heute unser Problem. Es wird nur noch konsumiert. Gerde wir deutschen waren früher bekannt als die türftler und Bastler. Das schein inzwischen fast völlig untergegangen zu sein. Glaubt ihr Keppler hatte ein Zeis-Objektiv. Daimler ne cnc-Fräsmaschiene, Einstein einen Computer??? Und ich habe sogar schon mal eine CNC-fräsmaschine ganz aus Holz gesehen. Warum nicht ?? Und ob man Metall verarbeiten kann hängt nicht davon ab was für ein Material für die CNC-Maschine verwendet wird. Natülich kann man dann nicht mit großen vorschüben arbeiten. die ersten Drehmaschienen waren bestimmt auch nicht kommplett aus Metall.
>Und ich habe sogar schon mal eine CNC-fräsmaschine ganz aus Holz >gesehen. >Warum nicht ?? Weil Holz arbeitet... >Glaubt ihr Keppler hatte ein Zeis-Objektiv. Daimler ne >cnc-Fräsmaschiene, Einstein einen Computer??? Nein, warum auch? Albert Einstein war Mathematiker, die sind es gewohnt, Sachen zu beweisen und herzuleiten, dazu braucht man keinen Computer. Gottlieb Daimler wird aber schon eine Drehbank und eine Fräse gehabt haben. Kepplers Linsen konnten die Leute damals auch schon manuell schleifen... >Und ob man Metall verarbeiten kann hängt nicht davon ab was für ein >Material für die CNC-Maschine verwendet wird. Jein, wenn man eine Fräse aus Holz hat und damit Stahl fräsen will, sollte sie möglichst wasserfest sein, da man den Fräser doch lieber flüssig kühlen sollte... >die ersten Drehmaschienen waren bestimmt auch nicht kommplett aus >Metall. Nö, die waren aus Bambus/Holz und haben eins-A Löcher in Steine gemacht. Das ist aber schon etwas her. Übrigens finde ich die Bauanleitung des Unbekanten hervorragend geeignet. Irgendwie fehlen mir darin zwar noch Joghurt-Becher, aber sonst ist das Ding Klasse. Wenn man sowas in China fertigen lässt, kriegt man es womöglich sogar noch geschenkt... Hannes Lux hat übrigens auch eine super Platinenfräse gebaut. Damit kann man wunderbar Platinen bearbeiten, aber leider nicht in der dritten Dimension. Die bearbeitbare Fläche ist auch recht begrenzt, dafür erfüllt sie aber ihren Zweck. Für meine Zwecke wäre sie aber zu klein. Ausserdem würde ich auch gerne Frontplatten aus Aluminium bearbeiten und Modellbauteile aus Kunststoff damit herstellen.
@WM-Rahul, Treffer und versenkt. Ich baue übrigens auch gerade eine. Nich aus Jogurt Bechern aber aus Alu Profilen und Kugelrollspindeln. Leider ohne Schrottplatz.....
>Ich baue übrigens auch gerade eine.
Parameter und Kosten wären dann bestimmt für einige von uns interessant.
Ich überlegs mir auch gerade eine zu bauen. Ich denke gerade darüber nach ob sich nicht ein paar alte Scaanner oder Tintenstrahdrucker dafür eignen würden. Mal sehen .-)
@guido Hallo, von woher hast du den 100Euro X/Y tisch ? Ich habe was billiges bez. Platinenbohrungen gemacht, max 8x10cm. Europlatine in zwei Durchgängen. Habe Servos genommen, externe linearpotis anstelle des internen servos, servo für Endlosrotation modifiziert. Servos bewegen den Platinenrahmen, Elektromagnet fixiert die Platine, Hubmagnet senkt den Bohrer.
Francesco, sieht ganz nett aus. Kannst du was zur Elektronik sagen? Bestimmt hätte man da noch einiges einsparen können, wenn man auf Teile zurückgreift, die Handeslüblich verbaut sind und rausfliegen. Und wenn man gerade nicht um die Ecke einen Schrotthändler hat, so kommt man bestimmt irgend wann man an einem sowieso vorbei, auf irgend einem Fahrweg. :-) Man muss ja auch nicht immer die Proviele nehmen. Sie sind allerdings recht praktisch. Winkel und gezogenes Metall gibts überall auf dem Schrott. 500 Teuro geht schon langsam an die Schmerzgrenze.
@ralf, micro, rs232 zum PC, 2x servo out, 1x elektromagnet, 1x pwm für 12V Bohrer, 1x taster, 1x piezo. Bohre zuerst die Platine, vor dem Belichten und Atzen.
Wenn ich mir so Francescos Beschreibung angucke, überlege ich, ob ich
nicht die Maxxon-Getriebe-Motoren mit Inkrementalgeber, die ich hier
noch rumliegen habe, für sowas mal probiere...
>1x piezo.
Wozu den? Fertigmeldung?
Wenn es wirklich nur um Platinenbohren geht, sollte als Träger auch eine
MDF-Platte reichen, oder?
Wie sieht es mit dem Datenimport aus? Exellon? Gerber?
Ich würde ern noch etwas über die Raslisierung der Elektronik gerne erfahren, ebenso bzgl. Software.
>Ich würde ern noch etwas über die Raslisierung der Elektronik gerne >erfahren, ebenso bzgl. Software. Und was genau? Wie man einen Schrittmotor betreibt, kann man per Internet (z.B. Roboter-Netzwerk herausfinden). Für kleine Schrittmotoren gibt es integrierte Bausteine (L298 ist bspw. eine zweifach H-Brücke, allerdings etwas antiquiert). Trinamic stellt auch tolle Stepper-Treiber her, die über I²C angesteuert werden können. Dann braucht man noch die Software für die Steuerung. Da sollte man sich auf jeden Fall den Bresenham-Algorithmus angucken (das Rad braucht nicht neu erfunden werde...). Ältere Steuerungen arbeiteten meist auf dem direkten Weg vom PC zur Fräse. Heute haben Fräsensteuerungen einen Mikroncontroller, der sich um das Anfahren der verschiedenen Punkte kümmert. Meist versteht die Steuerung schon Protokolle wie HPGL, Gerber und andere.
Also, ich habe eine SW im Internet gefunden mit source code, open source. Formate: HPGL, sowie Excellon version 1 und 2, weiters ist die Sw für Stepper-Motoren gedacht. Habe sie ein bisschen umgeschrieben, um die Serielle Schnittstelle zu benutzen, sowie für Servos, sprich absolute Koordinaten anstatt von relativen. Die SW umfasst vielleicht 120 Zeilen, also sehr klein. Den Piezo ist für Fertigmeldung sowie Fehlermeldung. Die Strohmmenge des Bohrers wird gemessen, mittels eines niederohmigen Wiederstandes. Wenn der Bohrer bricht, kann das gemessen werden. Weiters ist der Piezo nützlich, um die Taste zu Bestätigen, sowie bevor der Bohrer hochläuft, geht der Piezo eine gew. Zeit, man kann das dann ev. den Bohrvorgang mit dem Taster stoppen. Fürs Fräsen sollte eine MDF-Platte, welche zuvor Plangefräßt wurde, benutzt werden. Für das bohren ist es besser, einen Platinenhalter zu machen, wo die Platine nur Seitlich aufliegt, und kein Material darunter gebohrt wird. Beim FR4 ist es wichtig, einen hohe Z-Achsengeschwindigkeit zu haben, bez. einen größeren Anpressdruck, sonst bekommt man probleme mit den Bohrungen und Bohrern. Bez. der Elektronik, was ist dir da nicht klar, bez. wo brauchst du da noch Erläuterungen ?
Ich bin ja vom Elektronigfach.Unklar ist mir in Elektronik so gut wie nix. Ich wollte wissen wie du es realisiert hast. Schaltbilder,Mikrokontroller, senorik usw. ebenso wie diesoftwäre aufgebaut ist und in welcher Sprache diese anzusprechen ist, ebenso die Schnittstelle zumPC und Steuerung natürlich.
Das ist die Orginalsw, davon habe ich ca. 50% rausgeschmissen, ohne Grafik, kann die bei Bedarf auch Posten. Schaltplan kann ich raussuchen.
Anscheinend hat mein Beitrag über den Schrotter wieder Schwung in die Sache gebracht. Und Jans Peter... willst du wirklich ein paar Führungen?!? Heute war ich wieder am Schrottplatz und hab ca. ein dutzend kugelgelagerte Längsführungen (ca. 250x100mm) gefunden, anbei noch ein dutzend Laserinterferometer mit dazugehörigen Prismen und auf jeder Führung ein Schrittmotor drauf. Läst man das ganze System zusammengebaut und schraubt zwei Führungen im (exakt) rechten Winkel zueinander auf, habt ihr schon einen CNC-Tisch der auf auf 1/1000m genau geht (mit entsprechender Auswertung und Ansteuerung natürlich). Schrott kostet 1 €/kg. Eine Führung wiegt 22kg, da die Grundplatte aus Stahl ist. Also wenn man faul ist kostet einem das gerade mal 44€. Ich werde Morgen die Führungen und die Laserinterf. runter schrauben, damit ich den unnützen Stahl nicht zahlen muss (rund 90%) Eure Unterhaltung hat mich angeregt euch zu beweisen, wie billig und gut vorallem so etwas zu machen ist. Ich werde also 2 davon verwenden um mir selbst eine Leiterplatenfräse zu bauen. Falls jemand an den Führungen interesse hat, kann ich sie euch ja verkaufen (billig natürlich - bin ja kein Unmensch :D) Falls jemand aber denkt, dass er eine Fräse für Metall braucht, dem würde ich etwas Massiveres empfehlen. Die ganze Maschine braucht je nach Materialabtrag und Metall eine dementsprechende Masse um die Schwingungen und Kräfte zu absorbieren. Natürlich braucht man für einen schweren Maschinentisch und Ausleger auch massive Führugen und starke Motoren. Hierbei ist man mit Servos schon wieder besser bedient, aber der Kostenaufwand steigt auch ins Unermessliche für den Hobbybastler. Aber wir reden hier sowieso von kleinen Bohrplottern und Leiterplattenfräsen und nicht von 300kg schweren CNC-Maschinen, oder?!? Die Ansteuerung der Schrittmotoren dürfte prinzipiell auch kein großes Hinderniss darstellen. Z.B der L6203 ist eine Endstufe und in Verbindung mit einem L297 eine einfach Schrittmotoransteuerung, gesteuert mit nur 2 Signalen - Richtung und Takt - . Außer den elektronischen Bauteilen würde ich an eurer Stelle sowieso nichts neues kaufen. Fast sämtliche Elemente sind Industrieware und dementsprechend überteuert. Ich arbeite gerade selbst an einer Diplomarbeit (Mechatronik) und fertige mein Projekt bereits seit einem Monat. Hätte ich mir alle Elemente gekauft wäre ich auf rund 8000€ gekommen, da ich aber dieses Projekt mit einem Partner in Eigenregie durchführe war dieser Gedankengang vollkommen irrelevant und eine genaue Kostenberechnung nur Zeitverschwendung. Wir sind bereits am Ende der Fertigungsphase und das Gerät ist vollkommen gefertigt und hat uns gerade einmal 400€ gekostet. Dabei sind 2x 5Nm Schrittmotoren inkl. 12A Endstufe. 2x 1,5m Durchm. 40H9 Führungen inkl. Kugellager, jede Menge Alu, Stahl und Elektronik. Nur zur vorstellung, das Gerät ist ca. 2x2,5m lang und wiegt um die 300kg. Wir haben uns für unser Projekt auch etwas neues kaufen müssen, da wir es nicht sofort fanden. Und zwar ein Linearkugellager von SKF. Da wir aber keine Welle mit entsprechener Randhärte hatten, fuhren wir zum Schrotter und suchten danach. Wir fanden ein ganzes Führungssystem mit 8 Wellen. Kostete uns bei 9kg 7€. In der Schule zerlegten wir es und fanden darin 16 Schweizer Qualitärslager. Hundert mal besser als die, die wir bestellt hatten. Somit haben wir 40€ zum Fenster rausgeworfen. Also rate ich jedem, der die Möglichkeit hat zu einem Schrotter zu gelangen, dort auch hinzufahren. Ihr spart euch nicht nur euer Geld sondern vllt. auch Arbeitszeit, wenn ihr ein passendes System findet. Der, der nicht zum Schrotter schaut ist selber Schuld, wenn er das bis zu 1000 fache zahlt.
@Francesco (Bohre zuerst die Platine, vor dem Belichten und Atzen) Ok, das erspart das genaue Ausrichten. Ist das Papier (Lichtschutz der Fotoschicht) drauf oder beschichtest du die Fotoschicht nach dem bohren ? MfG, cdg
@cdg Weiters erleichtert es das Ausrichten von zweiseitigen Platinen, da man dann ja die Bohrlöcher als Referenz nehmen kann. Den Lichtschutz lasse ich zum Bohren drauf und ziehe ihn erst vor dem Belichten / Ausrichten ab.
Moin, um mal wieder auf das erste Posting zurückzukommen und allen Elektor-Anhängern die Illusionen zu raube... Die Elektorfräse: http://www.elektor.de/Default.aspx?tabid=164 Kostet schlappe 1599,- Euro + 78,- Euro Porto. Die spinnen doch... Das mag vielleicht für die Fräse angemessen sein, für eine Hobby-Eletroniker-Zeitschrift sprengen die aber jetzt wirklich jeden Rahmen. Gruß Kadde
>Bitte? Das Käseblatt? Nee die hat den Namen nicht mehr verdient.
Das ist wohl war!
Gruß
Kadde
Ich muss zugeben, sie lassen sehr nach. Im letzen elektor mit der dreingabe fragte ich mich ob die mich verarschen wollen. or einemJahr gab es noch recht gute sachen. Mich begeisterte die sache mit dem Mikrokontrolllerdreingabe von renesas. Mit den fpga´s gings ja noch war aber eher dürftig. Und jetzt wirds immer schlimmer. Die Idee mit dem Gameboy war ja noch ok, aber auch hier viel zu oberflächlich dargetellt. auf Programmeirung gehen sie ja gar nicht ein.
Daniel A: Hast du das ganze dutzend Führungen geholt? Ich wäre in der Tat eventuell daran interessiert, wenn sie nicht zu schwer für ein Paket sind. Kannste mal ein Foto machen? 250 x 100 mm heißt 250 lang und 100 breit? Dann würde wohl für die Platinenbohrmaschine eine Führung pro Achse locker reichen.. Was würden mich denn 3 solche Führungen mit Spindeln und Motoren, aber ohne Grundplatten kosten? Da kommen ja noch ein paar Euro für dich dazu.. ;) Gruß Jens
Auch wenn die Stimmung hier etwas gegen Elektor umgeschlagen ist, so wäre ich doch noch an einer sachlichen Diskussion zu dem Bausatz interessiert. Den kompletten englischen Heftartikel kann man hier runterladen (die deutsche Version ist wohl noch nicht veröffentlicht): http://www.elektor-electronics.co.uk/Default.aspx?tabid=27&art=53245&PN=On Die Bausatzmaschine sollte dieser hier entsprechen: http://www.colinbus.com/Deutsch/cbr40_d.htm Ich frage mich - ob dieser FCT300 von Ferm eine brauchbare Wahl als Fräsmotor darstellt (dass es auf jeden Fall ein Kompromiss ist und auf die Anwendung ankommt ist ohnehin klar) - in wie weit die Schnittstelle zu anderer Software kompatibel ist - was von diesen Kunststoffmuttern zu halten ist (kenn mich da nicht aus) Auf mich macht die Maschine dadurch, dass sie nicht nur aus Standard- Profilen besteht und die Gewindespindeln nicht direkt offenliegen und auch durch die Ansteuerung über die serielle Schnittstelle mit eigenem Controller schon einen etwas professionelleren Eindruck als das was ich sonst so in dieser Klasse gesehen hab. Aber weil ich nach wie vor Laie in der Angelegenheit bin, nochmal die Bitte an die erfahreneren CNCler hier: Beurteilt doch bitte mal das, was Elektor (oder genauer: Colinbus) da anbietet. Danke. Tom (@ knopf: Nur so aus Neugier - was war denn die Dreingabe im letzten Elektor?)
Für knapp unter 1000 Euro (inkl Versand) bekommt man eine 105x162mm CNC-Fräse fürs Platinenbohren, oder auch zum Platinenfräsen. Neu gegen Rechnung. http://www.usovo.de/usovoneu/include.php?path=cnc-fraesen.php http://www.usovo.de/usovoneu/include.php?path=eks101.php
> Für 2.950,- EUR ist das rausgeschmissenes Geld finde ich. Schon, aber ich bin ja auch vom Bausatzpreis ausgegangen, 1599 EUR (+ Versandkosten in Dell-Qualität). Bei den 2950 ist ja noch nichtmal der Spindelmotor und die MWSt. drin... > Wo ist die Beschreibung der Schnittstelle und wieso braucht diese Fräse > einen solchen Haufen Elektronik? Die Dokumentation der Schnittstelle bekommt man anscheinend mit (so dass man auch selber was programmieren kann) aber die ist wohl nicht kompatibel zu diesem G-Code oder was es da sonst so gibt. Rein vom Prinzip her find ich es ja schon richtig, dass sich der Rechner nicht ums Lowlevel-Timing der Schrittmotoren kümmern muss. Irgendwo steht auch, dass man die kompletten Arbeitsdaten in die Fräse laden und dann den Rechner quasi wieder abziehen kann... > Für knapp unter 1000 Euro (inkl Versand) bekommt man eine 105x162mm > CNC-Fräse > fürs Platinenbohren, oder auch zum Platinenfräsen. Neu gegen Rechnung. Ich weiß, hatte ich selber weiter oben schon erwähnt, nur ohne Link. (Werden auch bei Ebay angeboten.) Zuerst hatte mich so ein Fräschen auch interessiert, aber ich befürchte, die wird einem zu klein noch bevor der erste Arbeitsgang fertig ist...
Inzwischen ist auch der deutsche Artikel verlinkt: http://www.elektor.de/Default.aspx?tabid=28&mid=405&ctl=Buy&buy=D0701026.pdf&emid=403&art=5550964&Free=True
@Daniel A: Wäre auch an ein paar Führungen interessiert, hast du evtl. ein paar übrig. Gruß Mario
@Mario und Jens Ich habe heute zwei Führungen mitgenommen. Ausgebaut sind sie aber doch nicht so interessant wie sie am Anfang aussahen, da jede aus 5 Komponenten besteht und somit eine exakt gebohrte Grundplatte erfordert. Also für den Hobbybastler ohne Koordinatenbohrmaschine nicht so nützlich. Aber falls ihr ein paar Führungen braucht, sagt mir die Abmessungen, die sie ca. haben soll und ich kann schauen ob ich etwas finde. Eine kugelgelagerte Schwalbenschwanzführung im Bereich von 50cm habe ich heute auch gesehen. Gebt mir einfach eure email-addr., dann kann ich euch ein paar Fotos von den Fundstücken schicken. Ich habe mir gestern die Leiterplattenfräse in der Werkstattstatt einmal genauer angsehen und musste feststellen, dass diese eine handelsübliche Trapezspindel als Antrieb hat. Mein Professor hat mir sogar einen Koordinatentisch mit 2 Schrittmotoren geschenkt, welche ebenfalls nur Trapezspindeln ausgestattet ist. Prinzipiel muss die Spindel nicht genau sein, sondern lediglich die Wegmessung bzw. die Regelung, denn beim Platinenfräsen kommen sowieso nur sehr geringe Schnittkräfte auf, welche den Tisch nicht verrücken können. Aber wer es genau will kann einfach 2 Muttern gegengleich spannen am besten mit einer Feder, so wie es bei der Profimaschine der Fall ist. Greetz Daniel
Hi Daniel, ja ich hätte gern welche, insofern die dann auch noch grade sind ;) Der Verfahrweg meiner ersten Maschine wird sich wohl hauptsächlich nach der Verfügbarkeit der Führungen und Spindeln richten. Europlatten bohren wäre Minimum, wenn du was interessantes bis zu einem halben Meter hättest, würd ich es auch in Erwägung ziehen. Danke schon mal, dass du dir die Arbeit mit den Bildern machst.. Vielleicht sollten wir das auch aus dem thread hier rausholen. Meine email-adresse: jpeter ät abinullfuenf.de
Soweit ich das in Erinnerung habe, braucht eine Fräse für Leiterplatten- herstellung einen konstanten Distanzhalter auf der Z-Achse, sowie eine zusätzlichen Freilaufschiene auf der Z-Achse, sonst wird das nix, oder besser gesagt, sonst nützen sich die Werkzeige zu schnell ab, da man dann nicht mehr im 1000tel MM Bereich die Kupferschicht abtragen kann, wie von den Werkzeugsherstellern empfohlen. Sonst ist es Unwirtschaftlich, FR4 materialien zu Fräsen. So ein Halter kostet schon mal 100-200 Euro (+-20%), wenn man die Präzisionsschiene nicht auf dem Schrottplatz findet oder günstig bei Ebay abstaubt. Wenn man mit dem Drucker die Belichtungsvorlagen nicht hinbekommt, sollte man sich lieber einen günstigen Epson-Drucker kaufen. Ich habe einen teuren CD-Drucker, kann dafür aber direkt auf die Platine drucken, dies nur als Bemerkung am Rande. Die Papiersuche ist ein bisschen schwierig, man braucht ein Papier mit wenig Gibsanteil, sowie mit wenig Gewicht und am besten wenig optische Aufheller, das trotzdem Saugfähig und eine glatte Oberfläche hat. Zeitlich ist die chemische Entwicklung nicht aufwendiger als die mechanische Bearbeitung, im Gegenteil. Das automatische Platinenbohren ist angenehm, sowie ev. das Platinenfräsen. Dabei ist jedoch keine so hohe Genauigkeit gefordert, +- 1/10 mm ist beim Platinenbohren akzeptabel, und beim Fräßen (trenn/Löcher) sind noch größere Tolleranzen. Also für das Platinenbohren gehen Schubladenführungen mit Metallkugeln allemal. Da zahlt sich der Besuch auf dem Schrottplatz nicht mal aus. Weiters eine normale Gewindestange und 2x Alluminium oder Messing Gewindehülsen sowie eine Feeder und 2x Schrittmotoren 5 oder 12V, unipolar, sowie ein uln2x0x und ein paar Holzplatten und man hat einen günstigen X/Y Tisch inkl. low-cost Steuerung. Könnte meinen mal abfotografieren, bei Interresse. Würde mal 100 Euro für eine automatischen Platinenborher veranschlagen, aber die meissten haben sowieso schon die Schrittmotoren usw.
>Könnte meinen mal abfotografieren, bei Interresse.
Gute Idee. Vielleicht kann man dann so eine Sammlung machen wie in "Wie
sehen eure Schreibtische aus?" - irgendwo im Offtipoc zu finden.
Angehängte Dateien:
-

PIC_0014.JPG
64 KB

hallo leute grosse meinungen hier,ich halte das teil von elektor auch für überteuert. wer ein kreuztisch gebrauchen kann,kann sich bei mir melden ich habe noch einen abzugeben. in beiden achsen kg-spindeln kugelgelagert,kreuzrollenlager von ina also sehr leichtgängug das teil. für eine z-achse sind alle teile auch vorhanden,kume 15/254lang,kg-spindel d 8 /l 260 /p 6 . servomotore und dazu passende endstufen sind auch vorhanden,das ganze muss also nur zusammen gebaut werden. grüsse cnc-paul
Hallo Paul... Hätte evt. Interesse. Schick mir doch mal bitte ne Mail: dth-modellelektronik (at) web (punkt) de Dirk
hallo dirk hat nicht geklappt mit einer e-mail. gruss cnc-paul mail- cnc-paul@freenet.de
Hi Daniel, vielen Dank für das Angebot. Meine Adresse : mario.dunst (at) gmx (punkt) de Gruß Mario
Na da kommt Elektor ja mit was ganz neuem... Hab da vor ein paar Jahren schon massig Baupläne im Netz gefunden. Wollte mir damals auch eine bauen aber wie die Post immer mit meinen Profilen umging.... Total zerfledderte Karton wollte ich nicht annehmen und der Postkutscher wollte auch nicht dafür unterschreiben das es beschädigt ist. Habs dann nach dem 4ten versuch ein anständiges Paket zu bekommen aufgegeben. Der ganze Spaß hätte mich damal ca. 500 DM gekostet Je nachdem was man möchte kann man auch etwas g mehr ausgeben. Hier ist schon mal ein guter anlaufpunkt http://www.cnc-selbstbau.de/
Hallo ihr, Anfang 2006 war meine Eigenbaufräse Fertig gestellt, Bauzeit betrug ca. 1 Jahr. Software, Elektronik und Mechanik habe ich komplett selbst gebaut. Hätte ich vorher geahnt wie viel Euros und Zeit das Projekt frisst, hätte ich das bleiben lassen. Geplant hatte ich ca. €600.-, ca. 1100 sind es bis jetzt geworden. Das Teil ist mir immer noch viel zu langsam, Isolationsfräsen von Platinen funktioniert nur mäßig gut. Und für eine „Bohrmaschine“ die Löcher in Platinen bohren kann, ist das Teil einfach zu teuer. Vor allem weil ich Hauptsächlich mit SMD-Technik arbeite :-( Man sollte sich vorher gut überlegen wozu man so ein Teil gebrauchen möchte. Mein Fazit: Für Hobbyanwendungen zu teuer… mfg Olli
Hallo Leute! Ich bin jetzt relativ neu beim Hobby uC und weil ich dafür eine Anwendung suchte dachte ich mir ich sehe mir mal an wie man so eine Fräse baut, denn wenns funktioniert wäre das ja auch noch praktisch. Um mal grundlegende Erfahrungen zu sammeln habe ich das ganze jetzt mal relativ wild auf einer Spanholzplatte aufgebaut. Benutzt habe dazu nur Motoren von alten HP-Deskjets (600er Serie, die neuen haben keine Stepper mehr), Gabellichtschranken (ebenfalls aus HPDJ), 8mm Gewindestangen, "Linearführungen" für Schubladen und einfache Aluprofile aus dem Baumarkt. Da ich die Z-Achse noch nicht steuern kann habe ich derzeit nur mal eine Kugelschreibermine in den Proxxon eingespannt und gezeichnet, falls einem eine schlechte Kameraführung egal ist kann sich ja mal ansehen wie das Ding so arbeitet unter: http://www.comteam.at/~alex/bilder_fraese Ich weis das das ganze nicht gerade professionell ist und es ist eben nur ein Versuchsaufbau, also zerreist mich bitte nicht mit Kritik ;-) Trotzallem bin ich schon auf die 1. gefräste Platine gespannt, egal wie ungenau. mfg Alex
welchen codec hast du denn für das video benutzt? ich höre irgendwie nur ton...
Hallo alex, einfach Klasse!!! So stelle ich mir Hoppy-elektronik vor!!! was elektor da darunter versteht ist für mich sehr fraglich. was mich interessierne würde ist, wie es mit der genauigkeit aussieht, was es gekostet hat und wie du die ansteuerung gmacht hast. Noch ein tipp. die bilder sind sehr dunkel. vielelciht nächsts mal an einer hellen gegend knipsen.
wie hast du die Lager gemacht, worin die spindel läuft?? Haben schubladenführungen nicht zu großes spiel? wäre nett wenn du mal ein paar bilder schießen könntest, wo man genaueres im Detail sieht.
@Ralf: Danke! Bezüglich Genauigkeit scanne ich mal das gezeichnete ein, wieviele Schritte ich pro cm benötige müsste ich im Sourcecode noch einmal nachsehen. Die Teilekosten wären absolut niedrig wenn man von Anfang an wüsste was man benötigt ;-). Werde wenn ich zuhause bin eine möglichst genaue Liste erstellen und posten. Die Schubladenführungen haben interessanterweise sehr wenig Spiel nur sind sie nicht allzu leichtgängig. Die Bilder habe ich auch mit dem Camcorder gemacht, und dadurch nicht allzu gut, brauche erst neue Batterien für die Digicam. @lordludwig: Mit DivX bzw. libavcodec komprimiert, vlc sollte das ohne Probleme abspielen können.
Sehr schön. Ich suche schon seid langer zeit ne günstige möglichkeit meine Platinen problemlos zu bohren, aber ne normale CNC fräse ist einfach viel zu teuer einfach nur fürs bohren. Deine Konstruktion sieht so aus als wäre sie genau genug zum bohren. Wäre auch sehr an Teilelisten etc interessiert.
Ah auf VLC bin ich gar ned gekommen ;) das Video is ja echt der oberhammer, genau so sollte es sein! Wie lange hast du denn für den Bau gebraucht und was hat es dich ca. gekostet? Wieso "knarrzt" es denn so beim um die kurve fahren?
Ich arbeite so etwa seit eineinhalb Monaten daran. Teile + ca. Preise kommen wenn ich Zeit habe heute Abend. Das knattern in der Kurve muss ich auch noch mal genau unter die Lupe nehmen, ich glaube das liegt aber daran das sich die Motoren da genau in einer ungünstigen Schrittfrequenz bewegen. Mal sehen...
antrieb wäre mal Interessant. Ist da was Übersetzt? schrittmotoren kann man auch im Halbschritt laufen lassen! Mit Genauigkeit ist natürlich wichtig wieviel Spiel in den Lagern ist. wie hast Du die Spindel aufgeängt? Wie den Schlitten. Habe heute mal ein altes Dispekktenlaufwer auseinander gemacht. Da gibts ein Motor drin der die Spule positioniert mit einem Schlitten und einer Spindel. Im Prinzip wäre sowas ga gut für einen y-Positionierung.diskettelaufwerk dürfte aber wohl zu schwach sein. aber vielleicht gibt es ja sowas Ähnliches auch wo anders, wo mehr Kraft dahinter ist.
Also die Gewindestangen sind derzeit so irgendwie mit einem M8 Verstellrad direkt auf Plastikrizel an den Motoren befestigt. Aber ich habe da schon jemanden mit Drehbank gefunden der mir da hilft etwas genaueres zu machen, den das derzeitige eiert ein wenig. Die Genauigkeit ist soweit mal nicht soo schlecht da ich die Spindeln zwischen den Lagern "reingespannt" sind, also kein Axiales Spiel habe. Die Lager selbst werden habe ich in etwas ausgefeilte Alu-Vierkantprofile eingespannt, bzw in einfache 25er Evilonrohrschellen, da ich da gerade nichts anderes zuhause hatte. Derzeit mache ich Vollschritte und brauche pro cm 383 Schritte (noch nicht exakt kalibriert). Y-Antrieb ist schon in Arbeit, werde berichten wenn ich die Teile hab. Bin derzeit am Schreiben der Teileliste, Preise habe ich leider keine mehr gefunden, die Preise der Teile müsste ich leider schätzen. Sobald ich ein paar Bilder machen kann werde ich auch eine genauere Beschreibung liefern. Grüße, Alex
Ha! Hab ein Netzteil für die Kamera gefunden! Ich schreib wenn ich fertig bin.
Nee, einfach eine Gewindestange aus dem Baumarkt. Damit das kein Spiel bekommt habe ich 2 Gewindestangenverlängerungen benutzt, bzw eine Mutter noch auf leichten Zug reingeklebt, ich hoffe man erkennt das dann auf den Bildern. Bitte nicht vergessen dass das mehr ein Versuchsaufbau ist! Sobald ich die Teile bekomme möchte ich eine etwas professionellere Maschine bauen (aber immer noch Low-Cost ;-).
Eine Beschreibung mit Teileliste findet man jetzt unter: http://www.comteam.at/~alex/bilder_fraese/beschreibung.html Und neue bessere Bilder unter: http://www.comteam.at/~alex/bilder_fraese/fotos
Seit deinem Bau bin ich davon überzeugt das man auch für kleinen Preis eine Hobbymaschine bauen kann! Hab richtig lust bekommen mir selbst so ein ding zu Baun! was mich noch interessieren würde, ist wo du die Kugellager herhast und wie du die x-Achse lagerst? Sieht auf folgendem Bild so aus als würde der "Wagen" direkt Auf dem winkelprofil schleifen: http://www.comteam.at/~alex/bilder_fraese/fotos/P1010014.JPG Ist das nicht etwas sehr schwerläufig?
Mein Chef hat zufällig eine Firma die mit Industriewaren handelt, also hab ich die Lager für etwas über einem Euro das Stück bekommen. Dort habe ich auch jetzt richtige Linearführungen bestellt, die kommen aber leider erst mitte Jänner. Soweit ich weis sind diese Lager aber Standart, sollten auch Conrad oder RS leicht zu bekommen sein. Der Wagen läuft interessanterweise leichter als die Ladenführungen der Y-Achse, wichtig war nur dass das ganze Kratfrei war und mit etwas WD40 geschmiert.
Ich habe mal Liniarführungen in Scannern gesehen. Mein alter HP hatte da zwei dicke stangen drin. Lass us doch darüber,über die einzelnen teile, nachdenken. vielleicht läßt sich das doch gemeinsam besser hinkriegen und zwar zu Hobbypreisen.
Alexander. du sagtest, dass die neuen HPs keine stepper mehr haben. du meinst keine schrittmotoren oder? Und was nehmen die dann??? die Positionierung muss bei dennen doch auch exakt sein. für was sind die Lichtschranken? Laufen da Justierungen damit ab?
Soweit ich das sehe befinden sich in den "modernen" Druckern nur noch einfache Gleichstrommotoren die den Druckkopf bewegen. Über ein Meßsystem wird dann die aktuelle Position des Kopfes festgestellt, und dementsprechend Tinte aufs Papier gebracht
Ja, die Positionierung läuft nur mehr über den transparenten Streifen mit Linien darauf die mit einem Lichtschranken gezählt werden, das gabs zwar auch schon vorher aber jetzt sind nur noch Gleichstrommotoren drin. Andere Lichtschranken sind noch für Papiereinzug und Deckel verbaut, zumindest bei den HPDj3820er. Da ich in der EDV-Branche tätig bin komme ich relativ leicht an solche Teilespender. Die Führungen von HP-Scanjets habe ich mir auch schon angesehen, da habe ich sogar die Messinghülsen rausdrücken können, allerdings hatte mir das ganze trotzdem zu viel Spiel. Also wenn man sich mal mehr auf Schrott-Teile beschränken würde, würde ich mal die Stangen von zwei gleichen Druckern für die Y-Achse verwenden und noch eine für eine stabliere X-Achse. Die Teile hätte ich ja zu Hause und bis der Rest der richtigen Linearführung gekommen ist habe ich ja noch etwas Zeit.
das mit den Papierstreifen und Linien habe ich nicht verstanden. sind diese bei dir verbaut oder in den druckern der 600er-serien? was mir noch nicht so sehr gefällt ist die Klebearbeit mit Heißkleber. die Heißkleber wo ichkenne, sind immer sehr weich und haften nicht so recht überall. gibt es da gute tipps oder bessere Kunstoffe, die dann auch richtig hart werden? eine andere alternative wäre glaube ich 2-Komponentenkleber. Ich denke aber dass sowohl bei Heißkleben als auch beim 2-Komponenten der Untergrund recht sauber sein sollte. wohl also vorher mal mit azeton drüber, oder? was mir noch einfiel wäre Hartlöten oder ev. auch mit Zinnpaste und gasbrenner oder Heißluftföhn. Ich habe da aber wenig Erfahrung. Mit Alu geht das natürlich nicht. da mpsste man ein Flanschblech anllöten, woran man dann an das Alu schraubtechnisch geht. die führungen habe ich mir überlegt sind gar nicht so in der genauigkeit wichtig. Durch ein biegefestes spindel und befetigung mit Schrauben (durchführend bei der Spindel) hätte man geügend stabilität, so dass es wohl nicht viel ausmacht, wenn die führungsschiene nur unterstützend wirkt. Alexander. Könntest du auch mal das Programm und schaltung posten?
Ich meinte keinen Papierstreifen, sondern ein transparenter Kunstoffstreifen mit senkrechten Linien der durch einen feinen Gabellichtschranken geführt wird. Wenn du einen Deskjet hast siehst du ihn wenn du den Deckel aufmachst, bei neueren muss man schon genau schauen um die Linien zu erkennen da die sehr fein sind. Für meine Zwecke ist soetwas allerdings eher ungeeignet, besser man steuert das über die Anzahl der Schritte des Motors. Der Heiskleber war fürs erste auf jeden Fall mal mein Favorit, da er sich auch wieder entfernen lässt, bzw. bei anwärmen korrigieren. In der finalen Version will ich natürlich etwas anderes nehmen. Die Genauigkeit der Führungen ist soweit ich gesehen habe schon wichtig, dass die X-Achse bei dem Versuch so relativ gut funktioniert liegt warscheinlich daran das bei der derzeitigen Geschwingkeit keine ernsthaften Kräfte wirken. Einen Plan der Schaltung muss ich erst erstellen, das ganze entstand genauso wie die Mechanik eher Freestyle und jetzt wo ich weis um was es geht würde ich einiges anders machen. Was das Programm betrifft habe ich noch ein paar Kleinigkeiten (Werkzeugtausch) zu machen und den Source etwas aufzuräumen, da das mein erstes C-Projekt ist das über "Hello world!" hinaus geht. :-) Bin übrigens dabei eine Wikipage dafür zu machen, womöglich könnte man ja ein OpenSource Hardware Projekt daraus machen? Wichtig wäre mir mal jetzt damit eine Platine zu fräsen, dann würden wir überhaupt mal sehen ob man schon mit diesen Mitteln zu einem vernünftigen Ergebnis kommt.
alexander. Ich hatte mir sogar überlegt, deine sache mal ElEkTor vorzustellen, damit sie mal wieder wissen was Hobbyelektronik iost. die meine ja ein frräser zum nachbauen von 1800euro wäre ja noch Hobby-elektronik und es wert damit über 1000 Hefte die seiten füllen zu müssen.
hab heute nen 850C von nem nachbarn gerettet (sollte auf den schrott) mal sehen was da so drinn is und ob sich was brauch lässt (hoffentlich keine gleichstrommotoren...) alte führungen von nem scanner hab ich hier auch noch irgendwo von meinem belichterbau, mal sehen was die taugen...
So, jetzt mal neues von der Front: Habe jetzt eine wiki-Page eingerichtet unter: http://alex.hat.keineahnung.at/ und ich habe gestern den ersten Fräsversuch gemacht. Was dabei genau raus kam habe ich auf der Seite dokumentiert. Grüße, Alex
naja, ein gravierer ist auch ned grade dazu geeignet... aber zum bohren sollte das ding doch denk ich zu brauchen sein oder?
Ja bohren geht sicher, aber zum Fräsen reicht die Stabilität noch nicht, vom "Gravurwerkzeug" mal ganz abgesehen. Am 18.1. bekomme ich wenns gut geht die richtigen Linearführungen, bis dahin werd ich noch die Stabilität der "Quick and Dirty" Variante verbessern und richtige Frässtifte besorgen.
Ich habe mir mal eine alternative überlegt und etwas mich umgeschaut. Liniarführen müsste man eigentlich recht leicht selber machen können. Schubladenführungen sind warscheinlich etwas unstabiel. wie wäre es mit schiebetüraufähngungen oder gleitschienen dafür? Aus einer rolle und vierkantmetallprovilen aus gezogenem Material müsste auch gehen. eventuell auch Kugellager, so der ring in einer selbergemachten schiene läuft. es gibt auch rollen. diese kann man auf eine Platte schrauben und sogar mittels schraube und mutter justieren. rollen mit rillen gibts auch zu Hauf. In dieser rille könnte man eine dünne Metrallschiene laufen lassen. so könnte man auchgute stabielität und querstabilität hinbekommen. ebenso dürften Aluprovile gehen in dessen dann so eine rolle läuft.
Mal ein "Knopf-Beitrag" meinerseits: Man kann das Ding auch mit Fischertechnik-Bauelementen zusammenbauen. Ohne vernünfitges Werkzeug und eine stabile Konstruktion wird man nur einen gewissen Grad an Genauigkeit käuflicher Maschinen bekommen. Zum Platinenbohren und gewisse Fräsarbeiten, wird es aber reichen. Ich will damit niemandem den Spaß am basteln verderben, aber irgendwo sind beim Basteln Grenzen gesetzt. Entweder beim Geld oder bei der Präzision oder Stabilität...(eigentlich folgt das eine aus dem anderen...)
So, habe heute mal Scannerteile nach Müll/nicht Müll sortiert. Folgendes ist u.u. für die Fräse brauchbar?! - Zwei Stangen, durchmesser 10,00mm - Zwei Messinghülsen für die Stange (Innendurchmesser 10,04mm) - Eine gabellichtschranke - Ein Folienverbinder mit 20 Kontakten - Einen schrittmotor 12V, 0,4A, 1,8° Leider finde ich nur noch die 2 Messinghülsen von der einen Seite, die von der anderen Seite sind Leider LOST :( Heute abend folgt der alte HP...
@Rahul: Erstmal Danke! Bin leider auch zu der Erkenntnis gekommen das es schwierig ist ohne richtige Führungen zu guten Ergebnissen zu kommen. Andererseits bin ich mir sicher das man mit einfachen Mitteln auch etwas brauchbares hinbekommen müsste, vielfach kann man ja mit guten Ideen andere Schwachstellen kompensieren. Ich habe zwar schon richtige Industrie-Linearführungen bestellt, aber es hat schon einen gewissen Reiz auszuloten was man mit wirklich einfachen Mitteln erreichen kann. Schön wäre es doch den "Clou" zu finden wie man mit fast nur Baumarktmitteln eine relativ genaue Fräse hinbekommen könnte, das wäre eben mal ein anderes Projekt als die ganzen anderen CNC-Selfmade Maschinen die eher von gelernten Maschinenbauern mit auch entsprechenden Werkzeugen+Erfahrung gebaut werden und dass mein Lösungsansatz niemals deren Qualität erreichen wird ist klar, aber auch (hoffentlich) niemals den Preis und den Aufwand. Grundgedanke war eigentlich nur ein (möglichst Sinnvolles) Lernprojekt für einen Microcontroller zu finden, also der Weg war das Ziel, somit ist auch das meiste das man auf den Fotos sieht ist in meinem Wohnzimmer gebaut worden. Zugegeben das geht auch nur weil ich derzeit keine Freundin habe. g Aber mal sehen, vielleicht bekomme ich ja die Sache in Griff, ein paar Ideen habe ich ja schon dazu. @loadludwig: Mich würde interessieren welche Motoren in dem 850er sind, dann weis ich ob es sich lohnt den nächsten zu zerlegen. @ralf: müsste soetwas mal in Natura sehen um mir das richtig vorzustellen. Eine andere Idee war es die Rundstangen und Rundrohre aus Stahl und Messing der Fa. Alfer zu benutzen. Die Standen im Baumarkt genau neben den Alu-Profilen und passen soweit ich gesehen habe genau ineinander. Aber das müsste man sich noch mal genau ansehen wieviel Spiel das hätte. Die Produkte findet man auch unter http://www.alfer.de bei Heimwerkerprofile in der Katalog-PDF, das ganze käme der Führung im Drucker ziemlich nahe und wäre relativ leicht für jeden zu beschaffen ohne gewisse Geräte schlachten zu müssen. Grüße, Alex
dass solche bastelarbeiten natürlich nich tmit richtigen Mascheinen aus dem Maschienenbau mithalten ist klar. Aber diese Maschienen müssen härtesten anforderungen genügen und über 10 Jahre -oftmals 24/tag- laufen mit einer affenartigen geschwindigkeit. dies ist für uns ja nicht notwendig. Und tausende on stückzahlen am tag müssen wir auch nicht machen. seien wir doch mal ehrlich. wie ft benutzt man so ein ding. Und dann mal ausrechnen was dann ne paltine kosten würde. das muss doch alles irenwo stimmen. wenn ma so ein Heim-cNC mal sich erbeigt oder hängt macht das doch nichts. man tauscht dann das kaputte teil dann irgendwann mal aus. In der Industrie sind dann gleich tausende kapputt an ausfallkosten. wenn wir im eigenbau das hinkreigen für sagen wir mal mx. 200 euro dürfte das in der relation sein. wer raucht schon eine genauigkeit von 1/1000 tel? In der Industrie klar aer wir??? da reicht doch schon 1/10 oder 1/5 weitaus. slest ei 1/3 mm wäre das noch nicht unbedingt ein abbruch. Und das müsste doch hinzubekommen sein. Ich bin immer noch davon überzeugt, dass man führungsschien auch selber hinkriegen kann. Justierungen lassen sich auch mit schreuben und ein paar Kontermuttern bewerkstelligen.
hab mal nachgeschaut. gewindestangen gibts bis M36on der stange http://www.online-schrauben.de/ stabilität müsste man hierdurch schon erzeilen können. wenn die gewindestange rechts und lings gut fixiert ist mit einem guten Lager (Kugellager, rollenlager) und daran an 2 punkten der schlitten befestigt ist, dürfte das schon fast die stabilität bringen. Man kann dann zusätzlich noch gegenüber den schlitten in einer art Nut gleiten lassen ( zweites gleitlager). die Nut könnte man dann mittels schreuben und Kontermutter erstellbar zum schlitten so montieren, dass ein minimales spiel entsteht. ( Ich weis, eine Zeichnung wäre hier einfacher) dasmitdem schubladenscharnier hat den nachteil, dass es etwas dünnes blech ist. allerdings läuft in dieer meist die zweite schine mit einem Kugellager drin, was für wenig spiel sorgt. Ich bin mir sicher, dass es so was auch für türen gibt. da ist mit sicherheit das belch dicker, wenn nicht sogar ein Profil was hättet ihr so für eine Idee?? vielleicht könnte man gemeinsam da die sache mit Ideen bereichern. Natürlich haben die Leute, die das richtig mit Profilen und richtigen schienen gemacht haben schon was gutes in der Hand. allerdings auch sicher ne menge geld ausgegeben. Und ob sich das jemals rechnet???!!!
Angehängte Dateien:
-

gleitlager.JPG
35 KB
was haltet Ihr von so was in der Art??? Ich weis, die Zeichnung ist nicht proffesionell. ist halt kurz mit paintgrusch skiziert. hatt da nix anderes.
Mit der Justierschraube auf minimales Speil dann justieren. natrülich etawas einfetten. vielleichtkönnte man da auchiegend etas besseres nehemn,das dannbesser gleitet. In der art habe ich mal ein bohrmaschieneständer gesehen.
Angehängte Dateien:
-

epson-rundstange.jpeg
150 KB
Die Schiebetürendinger die ich bis jetzt gesehen habe wären zu grob und zu ungenau, weis nicht obs da was kleineres auch gibt. Ich habe gerade einen alten Epson Stylus Color geschlachtet und siehe da, der hat doch glatt eine Führun in genau der richtigen Größe! :-) Entweder ich verbaue die Stange gleich parallel neben der Gewindestange, oder besser etwas weiter obenen auf einem Aufbau, dann wäre die Z-Achse stabiler. Schade dass bei den Druckern immer nur eine solche Stange drinnen ist, denn für eine vernünftige Konstrution braucht man doch min. 3 Stk.
UUps, war nicht schnell genug beim schreiben, die letzten posts hab ich gar nich gesehen. Wäre sicher mal einen Versuch wert, an welches Material denkst du da? Hauptproblem das ich derzeit habe ist wie ich die Z-Achse machen kann. Die muss nämlich in ALLE Richtungen spielfrei sein, und dabei auch noch so leichtgängig dass sie die Bohrtiefe noch richtig mitmacht. Diese kurzen Führungen findet man allerding bei Ebay für wirklich wenig Geld, so um 15€ Endpreis hab ich schon gesehen. Mit den Ladenschienen bin ich zumindest bei der Y-Achse soweit zufrieden. Einzig der Teil mit dem Kugel innen könnte etwas länger sein dann wäre das verkantungssicherer. Sowas gibts sonst auch noch für 19Zoll Server. Hmm, davon haben wir sogar einige in der Firma rumliegen, die werd ich mir mal genauer ansehen...
alex scha dir mal mein bild obig an. die führung dann auf beiden seiten machen und noch ne gewindestange. oder eine seite gleitend die andere mit ner gewindestange. da kein großer weg nötig ist wird sich auch diese nicht so durchbiegen.
Hab mal nachgeschaut. gewindestange 1m M24 17€ das müsste doch recht stabil sein.
Hi wieder, habe den HP DJ850C mal zerlegt was aufgrund zu dickem schraubenzieher (in den die spezialbits passen) gar ned so einfach war... Um den Druckkopf anzutreiben befindet sich tatsächlich ein Gleichstrom getriebemotor in dem Drucker Allerdings sind noch 2 andere Getriebemotoren in dem Drucker um den rest der mechanik zu regeln: Genaue Typenbezichnungen: PM35L - 048 - HPC8 C2145 - 60012 TC4Z10B Datenblatt: http://www.eminebea.com/content/html/en/motor_list/pm_motor/pdf/pm35l048.pdf PM55L - 048 - HPB8 C2145 - 60010 TC4Z23A Datenblatt: http://www.eminebea.com/content/html/en/motor_list/pm_motor/pdf/pm55l048.pdf Hersteller ist NMB. Ich denke aufgrund der recht hohen schrittweite von 7,5° nicht zu gebrauchen oder? Wie hoch ist eigentlich die Schrittweite deiner motoren?
Um an schrittmotoren heranzu kommen dürfte ein alter Laserdrucker doch auch ne Idee sein oder ?
Angehängte Dateien:
-

fuehrung-1.JPG
100 KB
Zwar nicht ganz das was du gezeichnet hast, aber das was ich so schnell mal mit den Profilresten machen konnte. Würde sicher auch funktionieren, da man mit der geringen Steigung der M8 Stangen ja doch etwas Kraft hat. Und genauer als die Ladenschienen ist es auch schätze ich. Ich will wenns geht jetzt nicht mehr viele Profile zerschneiden, die fehlen mir dann sonst noch bei der "schönen" Lösung. ;-)

Ups, schon wieder zu langsam g. Also die motoren die ich habe haben auch 7.5°, das ist kein Problem. lt. HPGL ist 1mm 40 Einheiten, ich komme da so auf ca. 38. Weis nicht ob in einem Laser Schrittmotoren drinnen sind, sowas habe ich noch nicht geschlachtet, aber wenn dann glaube ich auch nur mehr die älteren Modelle. Irgendwie ist die Qualität in den letzten Jahren in den Keller gegangen --> eben 800er Serie war auch nicht gerade berühmt. 900er war wieder besser.
Hey Jungs Ihr seit ja richtig motiviert .-) alex. Im Prinzip in ieser richtung. aus stahl wärs noch stabieler und solche Proviele gibts kaltgezogen. die sind recht genau und stabiel. gibts überlall auf dem schrott.
ich war mit meinem 850er immer sehr zu frieden als er noch ging... xD Mal schaun ob sich morgen Zeit für den Baumarkt findet. Werde dann erst mal nur das zeug für die X und Y-Achse kaufen bis sich hier ne gute lösung für die Z-Achse gefunden hat... Die Y-Achse überzeugt mich eigentlich schon sehr, die X-Achse ist vlt. auch noch mit schubladenführungen machbar?! das mit der Z-Achse werd ich mir auf jeden fall auch noch ansehen ob ich vlt. auf eine idee komme... Wo gibts billige schrittmotoren? (3 oder wenigstens 2 gleiche währen halt gut...)
Übrigens mit den Gewindestangen, bzw den Verlängerungen oder Muttern die am Gewinde sitzen hat man auch ein wenig radiales Spiel, die sind also auch eher bedingt dafür geeignet mehr Stabilität zu bekommen. Hatte auch schon die Idee eine Achse einfach zwischen zwei gleich angetriebenen GW.Stangen zu bewegen.
das lässt sich aber doch lösen. 2 schrauben kontern so dass das spiel weg ist und die schrauben dan verlöten.
Pollin.de hat immer wieder was günstiges, sowie http://www.neuhold-elektronik.at/. Wobei ich mit den Werten keine Erfahrung habe. Ich hab einfach die von den Druckern genommen. Viele gute Infos über Schrittmotore findet man auf der Roboternetz seite.
Das mit den 2 zum kontern habe ich natürlich gemacht sonst wäre das Spiel beim Vorschub schon zu groß, aber ich meinte in die anderen Richtungen. Sobald man nämlich zu stark kontert wird es gleich ziemlich schwergängig, bzw ich nehmen an dass auch der Abrieb hoch ist und man dann gleich wieder viel Spiel bekommt. Bei großen CNC-Maschinen werden die Dinger auch laufend und auch preventiv getauscht.
pollin ist ein guter tip, hätte ich auch selber draufkommen können, danke!
Ach ja, wegen der Ladenführungen für die X-Achse, mit dem Gedanken habe ich auch schon gespielt. Probiern geht über studiern, und eigentlich könnte man das ganze auch kleiner bauen, denn ich nehme an man wird nicht sooft über Eurocardformat kommen. Ich warscheinlich nichtmal über 1/2 Eurocard (Eagle), und dann ist die Stabilität sicher auch etwas einfacher.
Abreib verkleinert sich mit Schmierfett. Und wenn die Schraube dann nach einem Jahr lockerer wird. Sie kostet ja fast nix. Gewindestange liese sich auch selbser machen wenn man ein Rundstahl hat. Wenn man schon dann selber Gewinde schneidet lässt sich viel mit dem Grundmaß der durchmesser vor dem schneiden so austarieren, dass wenig spiel dann da ist.
wie hast du das eigentlich mit der Steuerung gemacht. von Eagle hast du anscheinend die hpgl genommen. wie hast du das dann aber an die schrittmotoren angeglichen?
Ich habe einfach Routinen für den Atmega8 geschrieben die die paar HPGL Befehle die wichtig sind über die UART annehmen und dann die Koordinaten mal Korrekturfaktor gerechnet. Wichtig dabei war eigentlich die Datenflusskontrolle, weil ich wollte einfach über ein einfaches Terminalprogramm die Daten senden können, ohne auch für den PC etwas zu schreiben müssen. Allerdings wäre es trotzdem hilfreich, denn die HPGL Files von Eagle haben den 0,0-Punkt nicht genau am Eck der Platine, sondern die Koordinaten gehen leicht ins Minus. Vorgestellt hätte ich mir ein Programm wo ich die Arbeitsfläche sehe, darauf das HPGL laden kann und mir dann einen Punkt zum Kalibrieren aussuchen kann. Wie das bei den Professionellen Programmen geht weis ich nicht, aber so könnte ich mir das vorstellen.
Übrigens, das wäre wohl auch eine gute Basis: http://cgi.ebay.at/ws/eBayISAPI.dll?ViewItem&ih=010&sspagename=STRK%3AMEWA%3AIT&viewitem=&item=200063145565&rd=1&rd=1
@Ralf:
>was haltet Ihr von so was in der Art???
Wenn deine Schraube weicher als deine Führungsschiene ist, nutzt sie
sich recht schnell ab.
Ist deine Führungsschiene weicher als deine Schraube, verursacht die
Schraube eine wunderschöne Riefe in der Führungsschiene.
Es gibt für solche Sachen Linearlager. Das sind Kugellager, die nicht
auf rotatorische Bewegungen (drehen um den Mittelpunkt) ausgelegt sind,
sondern eine Linear-Bewegung erleichtern.
In Prinzip machen sie dasgleiche wie Ludwigs Messingbuchsen aus dem
Scanner:
Sie vermindern den Reibungskoeffizienten.
Diese Linearlager gibt es für "wenig" Geld bei Conrad. Dies sei nur
erwähnt, wenn man sich die Dinger neu und privat beschaffen will. Nicht
jeder hat die SKF-Vertretung um die Ecke...
Würde ich die Bilder auf die Schnelle finden, würde ich eins von einer
Projektarbeit hier einstellen.
Da ist auch jemand auf die Idee gekommen, Gleitlager in Form von
metallischen Flächen der Grösse 5x200mm² (und das zwei mal) zu erzeugen.
Das würde ja noch gehen, wenn darauf nicht eine Masse von knapp 10kg
lasten würde, die auch noch durch eine Trapez-Gewindesprindel bewegt
werden soll.
Der antreibende Schrittmotor ist etwas grösser ausgefallen...
Übrigens ist die Gewindespindel über einen Meter lang. Das Ding mußte
speziell angefertigt werden, und hat das Problem, dass sie nach einiger
Zeit durchhängt, und somit beim drehen wie ein Schwenkeltau schwingt.
Mann, die Conrad Teile hatte ich schon ganz vergessen! Die hatte ich auch schon überlegt. Werd mal im Katalog suchen.
unbeschreiblicher Rahul wrote: > Nicht > jeder hat die SKF-Vertretung um die Ecke... Übrigens die nicht gerade, aber FAG-INA habe ich im Haus. Also im gleichen wo ich arbeite meine ich, da habe ich auch die Führungen bestellt, muss mal fragen wie weit die an Private im Normalfall versenden, und welche Konditionen da möglich sind, weil da ist ganz schön Spanne drauf.
Also bei Conrad lt. österreichischem Katalog: 500mm lange Silberstahlwelle (23 72 05-38) 4,50€ dazu passendes Linearkugellager (21 69 92-38) 10,95€ oder Bundbuchsen (23 74 26-38) 1,60€, wobei mir das Linearlager mehr gefällt.
Wegen der Lager etc. solltest vielleicht auch mal bei FAG nachfragen. Notfalls über deinen Chef...
Angehängte Dateien:
-

skizze.GIF
1,5 KB
also ich werde für die x-achse auf jeden fall auch mal ne schubladenführung kaufen, ich glaub das is im low-cost bereich keine schlechte idee! Zwei währen vlt. sogar besser... so ungefähr wie in der angehängten skizze... (achtung paint!) ich hoffe man erkennt alles, das runde in der mitte is die gewindestange
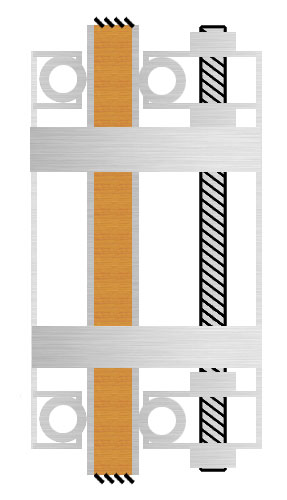
Hier noch eine andere Bauweise. Kugellager auf Stahlrohr, Gestell aus MDF. Das Spiel der Führungen ist über die Schrauben (Fraese_2.png) einstellbar. Im Forum http://www.cnczone.com/forums/index.php werden einige Maschinen dieser Bauart vorgestellt.
ich geb dir mal nen tip zu den negativen koordinaten: alles was unterhalb und links von dem kleinen weißen kreuz ist wird negativ (was ich mit weißem kreuz mein siehst du im anhang) Allerdings weis ich nicht wie man dieses Kreuz im nachhinein verschiebt
@JürgenR: Heisser Tip! Das sieht noch am ehesten mit einfachen Mitteln machbar aus. Auf die Idee die Lager so zu benutzten hätten wir auch kommen können, hatte die Dinger ja schon die ganze Zeit vor mir liegen. @Rahul: Ich hab die Lager auch von dort, und eben zu einem unverschämt günstigen Preis bekommen, auf der Wikipage habe ich allerdings den Normalpreis angegeben, der ist für Andere eher von Interesse. Schade dass ich heute nicht viel Zeit für die Fräse habe, dann würde ich das von Jürgen gepostete gleich mal probieren. @lordludwig: Das dachte ich mir schon, habs mir aber nicht so genau angesehen. Habe da schon ein paar Ansetze das flexibel zu lösen, um ev. auch leicht zu anderen Programmen mit HPGL kompatibel zu werden.
Ludwig: das was du mit dem Kreuz geschrieben hast habe ich nicht verstanden. Kanns t du das mal etwas anders formulieren, so dass man es versteht? Jürgen. das sit sehr interessant. allerdings glaube ich dass man es vom aufbau her einfacher getalten kann. Hat jemand die artieklbezeichnung oder nummer von Konrad. ich habe allerdings keinen Katalog. aber vielleicht kannn man das online irgendwie listen. Das mit der schraubenlösung müsste dennoch gehen. Man sollte dann aber schon so M18 nehmen und die Schaube unten etwas galtt feilen. die fräse muss jakeine 1000000000000000 betreibsstunden aushalten .-) das mit rollenlager einzusetzen wäre eine Überlegung wert. allerdings mit etwas einfacherem aufbau.
Conrad Artikelnummern habe ich dazugeschrieben, ich hoffe die sind mit dem Onlineshop von Conrad-Deutschland ident. Das mit den Lagern auf den Schrauben würde ich auf jeden Fall adaptiern, ist nicht Teuer und ist leichtgängig, sowie fast kein Abrieb. Werde vielleicht in den nächsten Tagen ein Experiment machen: ein Aufbau der meiner X-Führung nahe kommt, wieder mit zwei Kontermuttern bewegt und dass einfach mal den ganzen Tag hin und her laufen lassen. Interessant wäre dabei wieviel Spiel man dann bei der Gewindestange/den Muttern bekommt.
Angehängte Dateien:
-

test.PNG
321 Bytes
@Ralf: In Eagle gibts es ja dieses kleine weiße kreuz (siehe anhang) keine ahnung wie man das genau nennt... Alles was im Board links oder unterhalb vom kreuz ist wird als negative koordinate in die .plt datei geschrieben. Idealerweise ist das Kreuz also ganz unten links von der platine, somit hast du nur positive koordinaten. Man könnte allerdings auch einfach ein programm schreiben das die koordinaten so umrechnet, das die minimale koordinate 0,0 ist...
Ich dachte eher an etwas wobei ich das Programm in der Steuerung mal ablaufen lasse und dann damit kalibriere. So könnte man dann z.b. mal alle Ecken abfahren lassen, ohne dass man sieht wo die Fräse die Platine erwartet.
ich weis ja nicht ob du am PC Programmieren kannst, aber vlt. lässt sich da ja zusammen was zum allgemeinnutzen entwickeln? Ich würde mich bei Bedarf dazu bereit erklähren. Das ganze könnte man dann als open source projekt freigeben (alle pläne zum bau und das C-Programm von dir, von mir den Quellcode für das PC-programm) So kann das ding jeder einfach nachbauen und kann es an jeder ecke seinen wünschen nach abändern bzw. anpassen...
Programmiern für den PC ist nicht so das Problem, hab auch die Funktionen für die Linien zuerst am PC erstellt. Problem ist nur dass ich ausser PHP keine wirklich Platzformunabhängige Programmiersprache kann, und Java funkt in der Praxis da auch nicht immer so wie es sich der Programmierer denkt. Im Grunde ist es ja egal Windows hat ja sowieso fast jeder, ich selbst arbeite aber lieber unter Linux oder am Mac. Mit was programmierst du im normalfall für den PC?
Delphi und Visual Basic, wobei ich inzwischen Delphi bevorzuge! Mit C# habe ich angefangen, aber da reicht die erfahrung noch nicht wiklich aus... Ich Programmiere auch unter Windwos, was aber - wie du sagst - evtl. ein Problem sein könnte!
Ja, in Delphi habe ich auch schon einiges programmiert, eigentlich meine lieblings IDE. Es gibt übrigens einen Delphi-Klon (http://lazarus.freepascal.org) mit dem sollte man Plattformunabhängig sein, nur scheit es noch nicht sehr stabil zu sein deshalb hab ichs dann gelassen. Eine Überlegung wäre eigentlich php-GTK2 (http://gtk.php.net/) wert, nur hab ich damit auch noch nichts gemacht. Wäre ohne neukompilieren überall lauffähig, wenns sein muss auch auf meiner alten RS/6000. ;-) Oder eben C++ mit Gtk, so ist auch Eagle Plattformunabhängig geworden, nur habe ich damit auch noch nicht wirklich was gemacht. Das mit dem Opensource Projekt gefällt mir übrigens.
Okey, jetzt mal lieber zurück zur Hardware, die macht mir mehr Sorgen. Ich habe 4 paare Schubladenführungen zur Verfügung und wenn mit denen etwas hinzubekommen ist sollte das Projekt einfach und Preiswert genug werden. Einzig die Z-Achse macht mir noch Schwierigkeiten.
also bei der z-Achse würde ich das so machen das ich das so aufbaue wie in deinem Anhang vom 29.12.2006 um 21:26. Unter umständen währe das ja auch mit 3 Schubladenführungen möglich xD Dann eine gewindestange in die mitte von diesem Schlitten (so wie bei der X-Achse) und eine feder, die den Schlitten nach oben zieht, so das der Schrittmotor nicht so sehr beansprucht wird... So sollte das recht präzise machbar sein oder?
Hmm, ja, soweit ich jetzt gesehen habe sollte es so leichtgängig sein dass die Schwerkraft den Wagen runterziehen kann, habs bei der einen Ladenführung auch mit Feder probiert, der Erfolg blieb leider auch aus. Die Ladenführungen benötigen unregelmäßig viel Kraft um sich zu bewegen, wenn es dann Ruckartig passiert sieht man das beim Fräsergebnis. Fürs erste werde ich warscheinlich mal die ganze Konstruktion für max. Eurocard verkleinern und die X-Achse auf Ladenführungen umbauen, um eine für Jedermann nachbaubare Konstruktion zu bekommen. Ich glaube das wäre mal die richtige Basis einer "Quick and Dirty CNC Fräsbohrmaschine". ;-)
Angehängte Dateien:
-

z-achse.jpg
20 KB
Habt ihr euch schon diese Schrittmotoren angeschaut: http://www.pollin.de/shop/shop.php?cf=detail.php&pg=OA==&a=NTQ2OTg2OTk=&w=OTk0OTg4&ts=0 http://www.pollin.de/shop/shop.php?cf=detail.php&pg=OA==&a=MjY2OTg2OTk=&w=OTk0OTg4&ts=0 Hab mal schnell eine Idee für eine LowCost Z-Achse gepinselt :-) Der Kern besteht aus einen Brett was mit Blech überzogen ist, der schlitten wird dann mit kugellagern drübergeschoben welche man mit exzentern festspannen könnte um das spiel zu verringern. Ich hoffe mit meiner Grafik wird das etwas verständlicher :-)
Irgendwie ist die Beschreibung der Motore bei Pollin etwas dürftig, zumindest sehen die etwas schwach aus, mag mich aber auch täuschen. Wegen der Z-Achse: Das Problem ist ja leider dass es in alle Richtungen spiel- und verkantfrei sein muss, und wenn man das mit den Lagern so baut wird das ziemlich groß, hab das mal mit kleinen Lagern am Tisch aufgelegt, man unterschätzt das leicht. Weiters soll der Antrieb nur zum aufheben benutzt werden, womit man diesen (die Gewindestange o. Ä.) auch nicht gut dazu missbrauchen kann mehr Stabililtät zu erhalten. Das ist nun auch wieder der Nachteil wenn ich alles verkleinern will, sowas wird dann auch schwieriger. :-( Vielleicht sollte man sich da doch eher an solchem orientieren: http://www-users.rwth-aachen.de/Thorsten.Ostermann/werkzeughalter2.pdf Mit Silberstahlwellen und Gleitlagern von Conrad noch relativ günstig zu machen. Der nächste Punkt wäre sowieso der Werkzeughalter, der sollte auch keine Plastiklasche für Fahrradlampen sein wie bei mir :-)
Die beschreibung ist wircklich schlecht das stimmt, aber das die schwach aussehen könt ich nicht behaupten. Stärker als ein Drucker Schrittmotor sollten die allemal sein. Somit schaffen die es denke ich doch leicht ne Platine unter dem Fräskopf zu bewegen :-) Zumal geht es ja hier um eine LowCost CNC Fräse um Platinen zu bearbeiten und nicht darum in Stahl zu fräsen. Und die Z-Achse nur zum Aufheben zum benutzen ist glaub ich auch nicht ganz richtig denn die mußt ja auch unten bleiben somit muß ja die höhe gehalten werden, was ja bei eigengewicht nicht gegeben ist wenn man nicht ständig nachregeln möchte. Das nächste ist das ich der Meinung bin das man nicht bei den Platinen bleiben wird :-) Wenn man mal Blut geleckt hat will man auch mehr g Somit ist es sinnvoller gleich eine richtige Z-Achse zu bauen. Ok das Problem mit der Größe bleibt bei der Achse. Bei der Zeichnung die ich reingestellt hatte kann man ja ohne Probleme weitere Lager einplanen wegen dem seitlichen Spiel. Wenn man Lager mit 5mm Durchmesser nimmt sollte das alles denke ich auch nicht allzu groß werden denke ich. Hab leider nur große Lager hier liegen sonst würd ich mir das auch mal zusammenlegen :-) Der Werkzeughalter ist ja auch eine Frage der Fräse die man verwendet
ich denke diese dinger sollten gut zu brauchen sind: http://www.pollin.de/shop/detail.php?pg=OA==&a=ODU2OTg2OTk=&w=OTk0OTg4&ts=0 unter umständen auch folgender wenn es so genau sein muss: http://www.pollin.de/shop/detail.php?pg=OA==&a=MjY2OTg2OTk=&w=OTk0OTg4&ts=0 Ich würde ersteren bevorzugen, der sieht schön stark aus... Also ich bin mir eigentlich recht sicher das sich die X und Y-Achse gut mit schubladenführungen machen lassen. Die Z-Achse warte ich hier noch ab wie das gelöst wird, dann gehts los. Ich werde mir zwecks einfachkeit ein prgramm schreiben mit dem ich die motoren kalibreiren kann, das dem uC dann dirket sagt wie viele schritte er zu machen hat und das mir schön die fräskonturen oder löcher anzeigt und wo der fräser gerade sein sollte...
Ich habe die dingerauch gesehen. Es steht leider keine Leistung dran, was diese treiben können. Hier wären auch mal ganz gut erfahrungswerte zu listen wichtig.
Hallo Leute, erstmal find ichs klasse, dass sich so viele leute dafür interessieren eine CNC Fräse zu bauen.Nachdem ich die fräse bei elektor für 1600€ etwas zu teuer für die max objektgröße finde, suche ich einen bauplan für eine bräse die mir ,sagen wir 10*10, also wirklich kleine platinen, fräsen kann. Ich wäre euch dankbar wenn ihr mir irgendwelche infos hättet.# Danke KARLMONSTER
>eine bräse
Ne steife Briese kenne ich, aber was mag eine "bräse" sein? ;-)
Guck doch mal bei Hannes Lux vorbei - der hat ne richtig gut Fräse für
sehr wenig Geld gebaut.
Ansonst solltest du bei genauerem Hinsehen in diesem Thread festgestellt
haben, dass es hier um keine Baupläne, sondern "Grundlagenforschung"
geht.
Baupläne wirst du vermutlich unter einem der o.g. Links finden.
Geanau!! Hier ist die freie Universität Hobby-Forschung Abeilung Fsäsmaschienen mit dem forschungsauftrag. " Fräsmaschine für Hobby-Geldbeutel!"
@iller101: Das mit der Z-Achse ist bei allen Platinenfräsen die ich bis jetzt gefunden habe so gelöst dass die nur auf der Platine mittels Tiefenregler aufliegt, weil die Platinen ja auch nicht immer 100% plan liegen, womit man den Antrieb eigentlich nur zum Aufheben brauen würde. Und ein 1/10mm wirkt sich bei den verwendeten Fräsern (V-Form) gleich stark mit der breite des Fräskanals aus. Hier ist eine schöne Beschreibung dazu: http://www.thiemig.de/outliner/explain.htm Als Frässpindel wird oft Proxxon eingesetzt, die brauchen eine 20mm Halterung, soweit ich weis gibts andere auch die da passen. Einen Dremel hab ich übrigens auch, der ist aber viel schwerer und die hat vorne nur ein Plastikgewinde zur Befestigung, der Proxxon kommt mir überhaupt etwas "professioneller" vor als der Dremel. Die 1. Version des Werkzeughalters von Thorsten Ostermann habe ich übrigens schon in Auftrag gegeben (wird auch CNC-Gefräst), wäre allerdings wäre es interessant ob man mit einfachen Mitteln soetwas nachbauen kann. Ich meine Eisensäge, Feilen, Gewindeschneider und eine Ständerbohrmaschine, natürlich dann nicht aus einem Stück, sondern aus mehreren dicken Aluteilen. Werde einfach bei der nächsten Conradbestellung eine 5mm Welle und passende Gleitlager mitbestellen, kauf ich mir am Wochenende einfach 2 Bier weniger dann kann ich mir das auch leisten wenns nichts wird. ;-) So, und allen einen GUTEN RUTSCH INS NEUE JAHR, ich gehe feiern!
So, jetzt muss ich mich doch auch mal beteiligen, nach der interessanten Lektüre. Ich hab zwar schon eine (gebraucht) gekaufte, aber es gab eine Zeit vor der CNC-Fräse. Damals hab ich auch viel darüber nachgedacht wie man günstig an so ein Teil kommt, aber je mehr man darüber nachdenkt was man damit alles machen kann/will, umso höher werden die Ansprüche. Am Ende hat kühles Rechnen ergeben: in meinem Fall ist kaufen billiger als selbermachen (schon allein durch die Arbeitszeit). Dazu muss ich vielleicht noch sagen, dass ich nicht nur Platinen fräsen/bohren will, sondern dann auch so ziemlich alles incl. 3D-Fräsen und 3D-Digitalisieren. Muss am Maschinenbaustudium liegen. Was ich aber trotzdem gerne mal machen würde wäre eine Eigenbau-CNC-Kinematik aus "Schrott". Sprich alter Computer-Peripherie neues Leben einhauchen. Für die Anforderungen der Platinenherstellung bis zur Standard-Eurokarte sollte das mit ausreichender Steifigkeit und Genauigkeit zu machen sein, sagt mein Bastlergefühl. (Nein, ich habs nicht nachgerechnet) So ein bißchen Hintergrundwissen aus dem Maschinenbau und der eigenen CNC wird da sicher nicht schaden. Wenn sich vielleicht ein paar Leute zusammenfinden, könnte man dazu mal einen neuen Tread gründen: "Platinenfräse aus Computerschrott". Alleine machen ist schließlich langweilig. So, und jetzt wünsche ich noch allen hier ein Frohes Neues!
Wieso einen neuen thread??? Wir bemühen uns doch jetzt erst richtig, den neuen Rekord an ma. beiträgen zu brechen!!! Wei hoch ist derzeit übrigends der Rekord?
Hehe, ein neuer Rekordthread wäre schon was. So, habe gerade richtige Fräser bestellt, damit ich dann mal gleich richtig testen kann.
Wow, der macht mich platt, der hats geschafft. Und das ganze sogar ohne Schrittmotore, ehrlich gesagt hätte ich mir genau das eher schwierig vorgestellt. Das Problem mit der Z-Achse hat er so auf jeden Fall auch nicht, das sollte man wohl so übernehmen. edit: Tippfehler
Ich denke eher, seine Erfahrungen zu übernehmen und verbessern wo er noch Schwächen herausgefunden hat. wie er das mit der z-asche gelöst hat ist mir noch unklar, ebenso es ohne schrittmotoren zu bauen.
Für die, die noch mehr Info's zum Selbstbau suchen hab ich noch ein paar Links aus meinem Archiv gekramt. Dabei geht es zwar eher um die höheren Preisklassen, aber um sich ein realistischen Überblick zu verschaffen ist es allemal geeignet. Interessant dürften hier auf jeden Fall die Eigenbauprojekte sein. http://feinmechanik.freepage.de/links.htm http://www.modelltechnik-jung.de/cnc/styro3.htm Wenn es wirklich nur zum Platinen fräsen und bohren sein soll muss man sich sowieso Gedanken darüber machen was eine sinnvolle Auslegung dafür ist. Hannes Fräse demonstriert ja eindrucksvoll, was mit einfachsten Mitteln zu erreichen ist, zeigt allerdings auch die Grenzen der damit erreichbaren Genauigkeit. Es gibt außerdem in CNC'ler-Foren eine Diskussion zum Thema fräsen contra ätzen. Fräsen ist nämlich weder billiger noch schneller. Und der Staub ist auch nicht gerade sauber wenn man ihn nicht ordentlich absaugt. Dann ist es aber wieder schön laut. Aus eigener Erfahrung: wenn man gut mit dem Ätzmittel seiner Wahl umgehen kann (bei mir Natriumpersulfat) geht es schön sauber und erheblich schneller & billiger. Dazu ist der Umbau eines Laminators zur Direkttonermethode einfacher und billiger als eine Fräse. Also was meint ihr zum Sinn oder Unsinn die Platine zu fräsen? - Kosten - Geschwindigkeit - Sauberkeit - Genauigkeit - Isolationsabstand - Aufwand Sollte man ja alles berücksichtigen. Nicht, dass ich Isolationsfräsen nicht toll finde, aber es hat eben auch Nachteile. Beim Bohren dagegen sehe ich das anders, erstens weil man ums bohren nicht herumkommt (außer bei SMD) und zweitens weil bohren nicht gerade meine Lieblingsbeschäftigung ist. Ich will meine CNC dabei nie wieder missen. Eine Eurokarte mit ein paar 100 Bohrungen von Hand bohren, wo die CNC dafür nur ca. 1s pro Bohrung braucht? Das ist schon fast Stanzen. Da lohnt sich auch das Rüsten zum Bohren. Und jetzt interessieren mich eure Meinungen...
>Beim Bohren dagegen sehe ich das anders, erstens weil man ums bohren >nicht herumkommt (außer bei SMD) und zweitens weil bohren nicht gerade >meine Lieblingsbeschäftigung ist. Da stimme ich dir völlig zu. >Aus eigener Erfahrung: wenn >man gut mit dem Ätzmittel seiner Wahl umgehen kann (bei mir >Natriumpersulfat) geht es schön sauber und erheblich schneller & >billiger. Finde ich auch. In unserem FH-Institut hatten wir auch eine LPKF-Fräse. Die war schon in Ordnung, wenn man sie per Webcam überwachen konnte... (konnten wir aber [noch] nicht.) Da das aber einfacher war, als ein Ätzbad zu unterhalten, war die Fräse ziemlich häufig in Betrieb. >Dazu ist der Umbau eines Laminators zur Direkttonermethode >einfacher und billiger als eine Fräse. Ich hab einen Belichtungsrahmen (der "grosse" ISEL)... Reichelt-Kataloge habe ich lieber auf dem Klo zum Lesen. Ausserdem besitze ich keinen Laserdrucker. >- Kosten VHM-Fräser sind nicht gerade billig... >- Geschwindigkeit Eine halbwegs frische Ätzlösung und grosse Masseflächen sind schneller. >- Sauberkeit Dreck entsteht zwar beim Ätzen auch, aber man muß keinen Staubsauger laufen lassen - Fenster auf reicht in der Regel. >- Genauigkeit Da geben sich die beiden Verfahren nicht viel. >- Isolationsabstand Der minimale ist beim Fräsen begrenzt... >- Aufwand Hält sich auch die Waage. Ätzbäder können austrocknen, überlaufen etc. Sie müssen also auch "gepflegt" werden.
Stimmt wohl alles was ihr da schreibt, gerade wenn man von Bungard selbst das liest: http://www.bungard.de/seiten/e_aof.htm Da kommt das Fräsen auch schlecht weg, obwohl die Geräte dafür bauen. Aber diese Diskussion will ich ehrlich gar nicht weiterführen, da es mir gar nicht in 1. Linie darum ging, sondern um etwas zu lernen und den Bastlerdrang zu befriedigen.
Hab übrigens auf http://alex.hat.keineahnung.at auch alle möglichen Links mal zusammengetragen, ist übrigens auch eine Wikipage, also wer sich anmeldet kann mithelfen.
http://cq.cx/pcb-router.pl Der heir hat Liniargleitschienen selber gemacht. genau so wie ich es einmal skiziert habe und es mir vorstellte. ganz einfach mit ein paar platten undd ein paar schrauben.
> ein paar platten undd ein paar schrauben. Mit "screws" sind Gewindestangen gemeint... >Lucky for me there were so many other problems that I never found out >whether that was true. Seine Probleme fingen mit der Ansteuerung der X-Achse an, weil er sie mit jeweils einem Schrittmotor antrieb. Hätte er die beiden Spindeln über einen Zahnriehmen gekoppelt, hätte er schon mal weniger Probleme gehabt...
>Hätte er die beiden Spindeln >über einen Zahnriehmen gekoppelt, hätte er schon mal weniger Probleme >gehabt... Hab schon nach teilen dafür gesucht, also Zahnriemenscheiben die genau passen, aber das alleine ist wieder ein Problem. EDIT: Zahnriemenscheiben die auf die Gewindestange passen. Der hier (http://web.mit.edu/kumpf/www/pcbmill.html) hats mit mehr Motoren gelöst, ist womöglich einfacher zu bauen, ausser es weis wer was einfaches für die Zahnriemenscheiben.
wenn man die Sache mit Gleichstrommotoren baut wäre gut zu wissen wie lange diese nachlaufen beim Abschalten. Mit Relais dürfte die Verzögerung noch langsamer sein. Die sache mit der Lochscheibe hat einen Haken. diese sind zu grob. es gibt da durchsichtige Platikscheiben mit strichen drqauf. gute sind aber recht teuer. Haben aber oft 1000 Striche je Umdreheungen. vielleicht lässt sich das auch auf einer folie aufdrucken mittels Laserdrucker. man kann diese ja dann wo aufkleben um mehr stabilität zu kriegen. das Problem wäre aber immer noch der Nachlauf. bei schrittmotoren ist das Problem schon mal weg.
Es sind solche Scheiben in den HP-Deskjets die ich geschlachtet habe, die sind beim 3820 so klein dass man schon genau schaun muss um die Striche zu erkennen. Es wurden Getriebemotoren verwendet, ich schätze die werden nicht so viel nachlaufen. Hab zum Spaß mal den Gleichstrommotor des Deskjets direkt an die Gewindestange montiert, das war schon etwas schneller als mit den Schrittmotoren. ;-) Aber ich denke dass es auch Softwaremässig etwas aufwendiger ist, da man ja in jeder Situation mitzählen muss wieweit er gefahren ist, und könnte mir deshalb auch vorstellen dass er deswegen Probleme mit diagonalen, oder eben schrägen Linien hat. Ich bleib mal bei den Schrittmotoren, das hab ich ja sowieso schon soweit fertig.
Gehen würde das eventuell schon. allerdings müsste die xyz Koordianten direkt auf dem µC verrechnet werden. es können aber timingprobleme auftreten, was bei schrittmotoren man nicht zu berücksichtigen braucht. aber dafür haben sie steppprobleme.
Mann, ich überlege gerade ob ich mir eine Kappsäge kaufen soll, das Profileschneiden per Hand stinkt mich schon etwas an, nur brauch ich so ein Ding einfach zu selten, und meine Konstruktion für die Stichsäge war auch nicht besonders gut. Das wird wohl ein Fall für Kommisar FLEX.
Hi
Ich bin auch am Bau einer CNC-Fräse (allerdings schon fast 2 Jahre und
habe bis jetzt erst den Rahmen lol )
>Mann, ich überlege gerade ob ich mir eine Kappsäge kaufen soll,
Ich habe mir eine günstige (29,90€ bei Penny letztes Jahr) zugelegt,
obwohl ich sie auch sehr, sehr, sehr selten brauche.
Aaaaaaaber... wenn ich sie mal brauche, ist sie GOLD wert.
Für den Preis - mit Laserstrich - völlig klasse !
Es war gleich ein Widia-Blatt (schreibt man das so ?)dabei.
Hat sich absolut gelohnt ! Alu-vierkant-Profile > Kein Problem.
Saubere Schnitte im Kunststoff > kein Problem !
Nette Grüße
Torsten
Bei Penny, sowas wie Aldi? 29,90€ wäre ja fast geschenkt, die ich bis jetzt gesehen habe kosteten min. 2x soviel.
jo, penny is sowas wie aldi, gibts allerdings zumindest in meiner umgebung schon fast ein jahr nicht mehr...
Hmm, Pennymarkt haben wir schon einen in der weiteren Umgebung, aber bis die wieder eine im Angebot haben. Dafür haben die ab nächster Woche eine Wasserpfeiffe im Angebot. :-)
Alu lässt sich auch ganz gut mit einer Kreissäge noch sägen und man hat nen
Soso, DC-Motoren sind immer noch in der Diskussion? Würde ich aber schnell verwerfen. Es sei denn man will ein echtes DC-Servo bauen. Aber wenn man sich schon die Mühe macht ein Servoantrieb zu bauen dann bitte Brushless-Motoren, was wieder komplizierter anzusteuern ist als Stepper. Dafür sind sie aber nicht in der Leistung begrenzt, im Vergleich zu Steppern, aber solche Leistungen brauchen wir hier ja nicht. Selbst wenn man normale DC-Motoren nimmt braucht man H-Brücken und PWM für Richtung und Geschwindigkeit. Dazu noch ein Winkelgeber (z.B. Lochscheibe) und man müsste das Signal auswerten. Das heisst zusätzliche Entwicklung einer Steuerung, ob nun mit µC oder am PC selber. Bei Schrittmotoren ist das kein Problem, solange man sie stark genug auslegt damit sie keine Schritte verlieren. Selbst Maschinen über 2000€ arbeiten ohne Rückmeldung der Position und es funktioniert wunderbar. Die Kräfte reichen für Isolationsfräsen allemal. Ausserdem sind die Schrittmotorendstufen sehr viel einfacher und können ohne Probleme direkt vom PC per LPT-Port angesteuert werden. Dafür gibt es fertige Software (auch Freeware) für die man die Steuerdaten zum Fräsen (vorzugsweise G-Code) direkt aus Eagle erzeugen kann. Denn wenn man schon eine Fräse baut, dann sollte man ihr vielleicht auch eine Steuerung spendieren die sie Universeller einsetzbar macht. Da bietet sich dann G-Code (DIN66025) an. Damit wäre die Maschine dann auch kompatibel zu Maschinenprogrammen von anderen Maschinen. Hört sich vielleicht hochgestochen und kompliziert an, ist es aber nicht. Software installieren und Einstellungen für die eigene Maschine eingeben, Schrittmotorendstufe (natürlich selbstgebaut) an den LPT, G-Code für die Platine aus Eagle --> Platine fräsen. So war es bei mir. Ist eine einfache und gut funktionierende Lösung. Trotzdem noch genug dran um den Bastlertrieb zu befriedigen.
Und da die Maschine meist nutzlos rumsteht wäre dan noch die frage ob man sie für noch andere Zwecke benutzen kann. Mir fiele da zum beispiel ein. " Bier brauen!" Untergärig müsste gehen. und die mASCHINE RÜHRT DANN AB UND ANN DIE bRÜHE DURCH: :-)
>Mir fiele da zum beispiel ein. " Bier brauen!" Untergärig müsste gehen. >und die mASCHINE RÜHRT DANN AB UND ANN DIE bRÜHE DURCH: :-) Toasten, Wäsche waschen und Kloputzen sollte sie dann auch noch können... >Soso, DC-Motoren sind immer noch in der Diskussion Das klingt nicht irgendwie völlig überheblich, oder? Wenn du nicht mitspielen willst, dann halt dich einfach raus.
@Rahul Überheblich? Nein, so sollte es nicht klingen und ich behaupte einfach mal dass es das auch nicht tut. (Jedem seine Meinung) Provokativ vielleicht. Sollte es aber auch. Schliesslich will ich eine Diskussion. Aber eben um die Antriebsmotoren und nicht darum wie ich das gemeint hab. Also nochmal @all: Man braucht für ein Antrieb mit DC-Motor: - DC-Motor - H-Brücke (Drehrichtung) - PWM-Steuerung (Drehgeschwindigkeit) - Winkelmessystem (um Positionieren zu können) IMHO muss man eine Regelung dafür entwerfen und da eignet sich ein µC. Heisst aber auch Aufwand und ich bin ebe der Meinung man kann es für die gestellten Anforderungen einfacher machen. Oder mit ein wenig mehr Aufwand richtig gut. (--> Bruchless/AC-Servo) Und für einen Schrittmotor: - Schrittmotorkontroller - Schrittmotor Man muss natürlich wissen ob der Motor auch stark genug für die Anforderung ist. Berechnung davon ist kompliziert, ist was für Schranks Gesetz von der Technik. Aber dann braucht man eben keine Regelung entwerfen. Der Rest bezog sich auf die einfache und universelle Steuerung der Motoren per PC
das mit dem ausschlachten von druckern und irendwelchen schienen ist doch ganz gut. bei den Schienen weis ich nur nicht wie es mit dem Spiel ist. Hier könnte ichmir ein Scheibesystem mittels Platten gut vorstellen, wie oben schon mal erwähnt. das mit den Lichtschranken würde ich nich so verwerfen, damit könnte man erkennen ob bei einem stepp auch wirklich ein stepp erfolte. Aber wie ihr sagtet ist das meist gar nicht nötig. Man könnte, so viel mir ein, auch über die Apperatur belichten. Man könnte zum beispiel mal testen ob der Laser von CD-brennnern man nicht dazu benutzen könnte. dann wäre auch eventuell das Problem gelöst mit SMD. Nur so ne Idee!!!
Das belichten per CNC wurde schon mal durchgesprochen ... aber es kam dabei raus, dass der laser nicht stark genug ist/es viel zu lange dauern würde.
Hui, hier gehts ja schon wieder zur Sache. Dem Gefühl nach ists mit Schrittmotoren einfacher würd ich sagen, aber habs anders auch nicht probiert und ---> probiern geht über studiern. Ohne Getriebe (DC-Motoren) kann ich mirs gar net vorstellen, und bevor ich getriebemotoren extra besorge bleib ich auf jeden Fall bei den Steppern. Hauptproblem wird meinermeinung ansonsten sein mehr als waagerechte und senkrechte Linien zu zeichnen, denn wie genau werden die Dinger anlaufen und stehenbleiben? Für waagerechte und senkrechte Linien gehts ja, das hat ja Hannes bewiesen. Bezüglich Belichten mit CNC: Man könnte zumindest mit einem Stift das Layout aufzeichnen, für das hätts meine Konstruktion schon getan. ;-)
moin moin, so um 1989 habe ich aus Teilen von (riesigen) Seriendruckern mal einen Plotter zum zeichen und bohren gebaut. Mit den Trapezgewinden (25,4mm Steigung) und Steppern (120Vollschritte) ging das so. Zum Fäsen wäre die Schrittweite zu groß. @Simon Staudacher Die Ansteuerung eines Brushless-DC-Motors ist so einfach...mit dem richtigen ICs. Ich würde da den SI9979 einsetzen, als Motor habe ich Servex FE6S10. Die habe Hallsensoren drin, arbeiten mit 24V/10W, 48Vollschritte und machen max. 1500rpm. Die Schaltung kommt ohne Kühlung aus und ist in SMD "groß" wie eine Streichholzschachtel. Reine DC Motore lassen sich mit Kurzschluss sehr schnell bremsen. Eine H-Brücke mit L165 (3A-OPV) kann in beide Richtungen mit Motorreglung arbeiten. Bei meinem BohrPlotter habe ich so die Z-Achse gesteuert. Pieter
Man lernt ja nie aus... also sind inzwischen die Brushless-Motoren und Steuerungen auch für den Bastler erschwinglich geworden. Wird wohl auch der Modellbau sein Teil beigetragen haben, die waren ja ganz scharf drauf. Ich hab gesehen, dass der SI9979 sogar 3-Phasen AC-Motoren ansteuern kann. Das wird noch sehr interessant für meine nächsgrössere CNC in ein paar Jahren oder so. Bis dahin gibts sicher wieder was neues aber gut zu wissen was es jetzt schon gibt. Ich nehme mal an die IC's sind auch nicht teurer als die für Schrittmotoren. Nichtsdestotrotz bin ich immer noch der Meinung der Aufwand ein Servo selber zu bauen ist enorm, ich will aber keinen davon abhalten. IMHO reichen bei den benötigten Kräften Schrittmotore vollkommen, sie sind einfach zu handhaben und lange erprobt. Zum Plotten des Layouts mit der CNC denke ich wird das Problem sein einen genügend feinen Stift zu finden. Ansonsten könnte ich mir schon vorstellen mit einem Stifthater in der Fräse oder mit einem Flachbettplotter das Layout zu plotten. Natürlich ätzfest direkt auf die Platine, für eine Belichtungsfolie ist der normale Drucker einfach überlegen.
Also ob es sinn macht mit einer selbstgebauten Fräse ein Laout zu plotten, wenn man es auch gleich fräsen kann... :-)
>- H-Brücke (Drehrichtung) >- PWM-Steuerung (Drehgeschwindigkeit) >- Winkelmessystem (um Positionieren zu können) >- Schrittmotorkontroller Naja, nur weil der Schittmotor-Controller den ganzen Schmökes schon integriert hat, soll das besser sein? Ich will jetzt nicht die DC-Motor-Variante schönreden, aber man kann mit etwas dem gleichen Hardware-Aufwand bei beiden Verainten rechnen. Bei Verwendung von bipolaren Steppern braucht man sogar mindestens 2 H-Brücken. Und wenn die etwas mehr "Bums" haben sollen, sind die auch diskret aufgebaut (glaub mir, neben mir liegt gerade son Ding). Wenn man ein richtig gute Schrittmotorsteuerung haben will, wird der Schrittmotor auch mit einer Rampe betrieben - das gleiche kann man beim DC-Motor auch machen. Wenn es wirklich auf Präzision ankommt, gibt es auch Schrittmotoren mit angeflanschtem Drehencoder... Die Kappsäge gab es soweit ich weiß letztes Jahr kurz vor Schluß noh bei Penny - und ich dachte noch: "Sowas brauchst du nicht!" (oder sagte das meine Freundin? Da werde ich mal die Pennymärkte abgrasen. Bei Max Bahr hatten sie auch eine Kappsäge - von Metabo (würde farblich gut zu meinem Bohrhammer passen...) - die kostet aber etwas mehr.
Ja, der Sinn ist mir auch nicht ganz klar warum man dann nicht gleich fräst. Aber es wäre erst mal möglich. Sicher ist Direkttoner oder Belichten schneller, aber man kann es ja mal ausprobieren... nur so um es mal probiert zu haben. Denn es ist doch so, wenn es irgendwo in einem dunklen Keller einen Schalter gäbe an dem steht: "Für Weltuntergang hier drücken", wir Menschen würden es tun, nur um zu sehen was passiert. ;-)
Ja, wenn man gleich fräsen kann keine Frage, aber ging ja noch nicht ;-) Zeichnen ist relativ einfach, da hat man nicht wirklich viel Anspruch an Stabilität, beim fräsen sah das gleich etwas anders aus... Sagt mal, habt ihr eigentlich Urlaub? Würde jetzt lieber an der Fräse basteln als in der Firma zu hocken und Webmails repariern...
Ich hab außerdem für meinen Direkttoner-Laminator erst kürzlich einen Schrittmotor aus einem alten Laserfax (OKI) verwendet, weil Synchronmotoren nur mit Frequenzumrichtern zu anderen Drehzahlen zu überreden sind und das Ritzel auch genau passte. Fazit ist, der Motor hat weder Power noch ist er schnell. Drehmoment hab ich nicht gemessen weil es ausreichte, die maximale Drehzahl war ~250U/min. Und das war schon bei 25V statt 20V wie draufstand. Bei höheren Frequenzen ist er einfach nicht mehr mitgekommen, versteh ich selber nicht ganz. Mit Schrittmotoren aus Tintenstrahlern hatte ich da schon bessere Erfahrungen. Die aus Epson-Druckern (Stylus Color xxx - Serie, nicht die Cxx) sind eigentlich recht stark, wie schnell hab ich aber nicht getestet. @fieser Rahul Die Ansteuerung über Rampen besorgt bei mir die Software vom PC aus per LPT, damit ist die Schrittmotorsteuerung eigentlich nur einmal L297+L298 pro Motor. Ist eine minimalistische Lösung, aber es funktioniert gut...
und @alex Nein, nicht wirklich Ferien. Muss im Moment lernen für die Uni, weil es ab nächste Woche mit Klausuren losgeht. Dafür aber keine Vorlesungen mehr und man kann sich die Zeit selber einteilen.
Also die aus den HP-Deskjets (wie gesagt 600er Serie) sind eigentlich relativ groß und auch fürs Fräsen stark genug. Besonders schnell sind sie allerdings nicht, was aber nicht weiters stört, weil man sowieso nicht schneller Fräsen kann, zumindest mit dem Zeugs was ich zuhause hatte. Einen Epson Stylus hab ich auch vor ein paar Tagen geschlachtet, hab die Motoren aber noch nicht getestet, leider sind ja nie 2 gleiche drinnen... Leider haben eben viele meiner Bekannten Urlaub und ich werde von denen schon die ganze Woche "heimgesucht" jetzt kann ich auch am Abend nicht viel tun ;-) Auf jeden Fall sollte ich jetzt mal die restliche Mechanik soweit bringen, dann denk ich wieder über den Rest nach, also alles nach der Reihe.
>Die Ansteuerung über Rampen besorgt bei mir die Software vom PC aus per >LPT, damit ist die Schrittmotorsteuerung eigentlich nur einmal L297+L298 >pro Motor. Einen ganzen PC für sowas simples? >Ist eine minimalistische Lösung, aber es funktioniert gut... Das ist für mich nicht minimalistisch. Minimalistisch wäre für mich, wenn sich ein Mega8 (alles darunter wäre "mikromalistisch"...) um die Steuerung kümmern würde. Ein PC konnte das schon 20 Jahren (ist vielleicht etwas übertrieben; könnte auch 15 Jahre sein...). Ich behaupte mal, dass es möglich ist, mit einem Mega16 die kompletten Fräsesteuerung zu realisieren (ohne L297), wenn dieser nur die Koordinaten zum nächsten Punkt übermittelt bekommt. Vermutlich lässt sich auch noch etwas mehr da reinprogrammieren.
@Rahul: Habs mit einem Mega8 + L298 Als H-Bridge, ABER, ohne PC kommt man sowieso nicht aus, man will ja die Daten nicht per Hand eingeben. :-) Aber ich wills einfach per RS-232 und möglichst ohne spezieller Software am PC, aber jeden so wie er will, das sind dann ja nur mehr "Details".
>ABER, ohne PC kommt man sowieso nicht aus, man will ja die Daten nicht >per Hand eingeben. :-) >Aber ich wills einfach per RS-232 und möglichst ohne spezieller Software >am PC Text-Datei über serielle Schnittstelle schicken, und gut... >Habs mit einem Mega8 + L298 Als H-Bridge, Ich meinte auch eher die Steuerung ansich. Die von einem PC machen lassen, ist inzwischen überholt. Ausserdem gibt es immer seltener LPT-Port an PCs... Lustig wäre eine Fräse im Netzwerk...Dann bräuchte der µC nur etwas mehr RAM... Im Moment habe ich noch 2-3 andere Projekte - wenn die laufen/fertig sind, wird sich um die Fräse gekümmert.
>Text-Datei über serielle Schnittstelle schicken, und gut... genau so. >Ich meinte auch eher die Steuerung ansich. Die von einem PC machen >lassen, ist inzwischen überholt. Ausserdem gibt es immer seltener >LPT-Port an PCs... Hätt ich auch schon alles zuhause, ein Ethernet -> RS232 Modul, hat bei mir höchstens Sinn wenn ich vom Mac aus fräsen will.
>Lustig wäre eine Fräse im Netzwerk...Dann bräuchte der µC nur etwas mehr >RAM... Habs durch Datenflusskontrolle auch ohne mehr Ram hinbekommen.
>Habs durch Datenflusskontrolle auch ohne mehr Ram hinbekommen.
Da dachte ich an "Fire und Forget": PC schickt Fräsdaten übers Netz an
die Fräse und die Fräse meldet sich bei Fertig oder Fehler...
Ja, wäre toll zwecks Kalibration, und dem feststellen wo der Plot anfängt und endet, weil ja 0,0 nicht unbedinngt links unten bedeutet. Aber dafür findet sich sicher auch noch was, ich dachte da an etwas wie einem Kalibrationsdurchlauf, dann den richtigen Nullpunkt am Werkstück festlegen, dann von mir aus mal die Werkstückgrenzen abfahren lassen um sicherzustellen dass alles richtig liegt und dann nochmal senden fürs richtige Fräsen.
wenn belichten mit einem Plotter ginge, wäre dieses Ding ideal http://www.craftrobo.de/ wir verwenden diesen Plotter zum Ausschneiden von Printklemmenbeschriftungen. Es ist aber auch ein Stifthalter vorhanden, 1,5mm Platinen gehen auch durch. Peter
Nettes Ding, glaube unser Verkauf hat sowas mal gesucht. Ist zwar Offtopic und dazu noch eine blöde Idee, aber hat schon mal wer versucht mit einem Videobeamer zu belichten?
>mit einem Videobeamer zu belichten?
Mit sowas ähnlichem werden Wafer belichtet. Allerdings nennen dei
Objektive sich "Stepper" und machen aus "grossen" Filmen kleine
Chip-Bilder. Eine Beamerlampe wird nicht genug UV-Anteile haben...
>Eine Beamerlampe wird nicht genug UV-Anteile haben... Kann ich mir vorstellen, ausserdem ist das ja auch ein teurer Spaß. Aber nun back to Topic. Welchen Ram hättest du für den AVR genommen? Wie gesagt der Gedanke war mir auch gekommen, aber relativ kleine Layouts haben gleich mal 50Kb (HPGL). Man könnte natürlich binär Speichern das würde schon viel reduziern.
>Welchen Ram hättest du für den AVR genommen? SRAM...lässt sich ohne Probleme an "grössere" ATmegas (z.B. Mega162) binden. Alles über den 64KB müsste man dann per Bankumschaltung realisieren. Dann wird es aber nötig, einen Sklave für die Steuerung zu benutzen, der dann wieder die benötigte Menge an IO-Pins zur Verfügung stellt (angesteuert z.B. über SPI). Andererseits gibt es von Trinamic auch fertige Schrittmotor-Controller, die über I²C angesteuert werden. Dann müsste der AVR sich "nur" um die Datenaufbereitung und Berechnungen kümmern.
du kannst auch ein RAM anbauen und als FiFo laufen lassen. du host dann immer wieder mal was rein, so wie du es brauchst.
Hab derzeit einen kleinen Fifo, sonst ging die Datenflusskontrolle sowieso nicht richtig. Die Schrittmotor Endstufen habe ich über i2c Porterweiterungen angebunden, sonst ging es sich mit dem mega8 nicht aus. Allerdings würde ich wenn ich die schaltung nochmal bauen würde trotzdem auf die typische L298-L298 Schaltung setzen, da die Stromregelung dem Motor schon etwas zugute kommt, die werden wenn ich zu schnell fahren will (mehr spannung) schon warm wenn sie stehen. Derzeit habe ich nämlich noch beide Enable Pins der L298er auf einen Pin, kann also noch nicht einzelln die Motoren abschalten. Also wenns größere SRAMs für i2c oder SPI gäbe schätze ich wäre das einfacher als mit Mega162 und Bankumschaltung, denn über 128Kb kommen die Plotfiles sicher auch schnell mal. Der Plott am Video bzw. auf meiner Ergebnisse Seite hat schon 24Kb HPGL, ohne Rubout.
@fieser Rahul OK, jetzt versteh ich wie du das meinst. Ich meinte minimalistische "externe" Hardware, weil ich ja sowieso einen Computer in der Werkstatt zu stehen hab. Ob der nun die Datei sendet oder auswertet und Steuersignale sendet, er steht da ja trotzdem. HPGL per seriell auf Fräsdaten umrechnen ist auch fein. So wie bei meinem HP-Plotter, der jetzt nur noch im Keller steht. Aber dafür reichen meine programmierfähigkeiten leider (noch) nicht aus. Da ich aus der CNC'ler-Ecke komme kenn ich es halt schon so und würde es wieder so machen wenn ich was neues baue. Ich will das Rad nicht neu erfinden weil ich schon ein funktionierendes hab. Ausserdem kann ich es wie gesagt nicht, deshalb auch Respekt für die die es anders machen. Bei kleinen und Hobby-CNC-Fräsen ist es eben üblich das vom Rechner aus per LPT zu steuern. Und du hast recht, unter DOS reicht dafür locker ein 386er. Ich würde denen die sich auch eine Fräse bauen wollen mal empfehlen sich in den CNC-Foren umzusehen und die Software zu begutachten. Dann kann man auch bewerten ob man es lieber so oder so machen will. Ein Problem was ich bei HPGL sehe ist, dass es nicht 3-Dimensional ist. OK, braucht man für Platinen nicht. Fräser/Bohrer oben oder unten gibt es ja. Aber man könnte mit einer entsprechenden 3D-Steuerung vielleicht mehr aus der Fräse herausholen.
>Ich würde denen die sich auch eine Fräse bauen wollen mal empfehlen sich >in den CNC-Foren umzusehen und die Software zu begutachten. Dann kann >man auch bewerten ob man es lieber so oder so machen will. Das wäre ja unsportlich ;-) Ausserdem wollen wird das Rad neu erfinden... Hat jemand eine Spulenwickelmaschine rumstehen? ;-)
DOS scheint ja da sogar ein Muss zu sein, da die meisten neueren Betriebsysteme nicht mehr Echtzeitfähig sind. Dafür gibts da ja schon eine Reihe anscheinend sehr guter Programme, viele davon allerdings kostenpflichtig. Das mit HPGL und 3D ist auch klar, ist aber fürs erste (für mich) ausreichend, mit Gerber und G-Code hab ich mich noch nicht wirklich beschäftigt, da ich mir für den Anfang mal die Eagle Plotfiles vorgenommen habe.
Ergänzung: Wahnsinnig viel mehr als den Bresenham-Algorithmus umzusetzen, muß man ja erst mal nicht realisieren...
>Hat jemand eine Spulenwickelmaschine rumstehen? ;-)
Willst du auch die Motoren selber bauen? :-)
>Willst du auch die Motoren selber bauen? :-) >Ausserdem wollen wird das Rad neu erfinden... Reicht das als Antwort? ;-)
>Reicht das als Antwort? ;-)
Okey :-)
Den Bresenham hab ich auch (so mehr oder weniger) benutzt um Linien aus
den schritten zu bekommen.
EDIT: ein Quote zuviel
Das war übrigens die großte Herausforderung an dem ganzen, hab ja weder
Informatik noch sonstwas studiert.
Wollt ihr die reste Kupferlackdraht haben, die von meinem CCFL-Inverter übrig sind? grins Was CNC-Software für LPT-Steuerung angeht, interessierts jemand? Sonst mach ich mir nicht die Mühe was darüber zu posten. Ich selber benutze Mach, das kann in der ansonsten uneingeschränkten Demo bis 1000 Zeilen G-Code. Nochwas, Eagle kann per ULP direkt G-Code erzeugen, funktioniert auch ganz gut. Spätestens bei dem Wort Algori-Dingsbums steig ich beim Programmieren aus. Ich hab zwar mal etwas C gelernt, aber eben nicht auf µC. Das muss ich wohl noch nachholen, aber hier gibts ja genug Tutorials und die Basics hab ich schon drin.
>Wollt ihr die reste Kupferlackdraht haben, die von meinem CCFL-Inverter >übrig sind? *grins* Danke hab noch ein paar Kilometer von meinen Teslaspulen übrig. :-) Ich denke es interessiert sicher einige das Programm, G-Code, Gerber und "mehr als nur Isolationsfräsen" war ja schon öfters im Gespräch. Speziel würde interessieren wieviel da 1000 Zeilen sind.
Da kann man die schlagende Universalantwort geben: das kommt darauf an. Zum Beispiel darauf welche Befehle der Postprozessor verwendet. Aber ich nehme an 2 Beispiele erklären das am besten. 1. Das Beispielboard "Hexapod" wie es bei Eagle dabei ist mit der ULP pcb-gcode umgewandelt ergibt für den Top- und Bottom-Layer jeweils ca. 35.000 Zeilen G-Code fürs Isolationsfräsen. 2. Eine Frontplatte mit mehreren Instrumenten und vielen Leds's & Tastern hat ordentlich programmiert keine 100 Zeilen G-Code. Der Unterschied liegt darin, dass die meisten CAM-Prozessoren nur Befehle für Geraden aneinanderreihen und damit alle geforderten Formen erzeugen. Ausserdem hab ich die pcb-gcode in keiner Weise optimiert, da wäre der Code sicher noch zu schrumpfen. Eigentlich ist es vergleichbar mit HPGL, jeder Vektor entspräche einer Zeile G-Code. Wenn man selbst G-Code programmiert gibt man einen Bewegungsbefehl pro Zeile. Das kann eine Bewegung auf einer Geraden oder einer Kurve sein, auch im 3-Dimensionalen. Ein Bohrbefehl für ein Loch wäre auch eine Zeile. Es gibt Zyklen und Unterprogramme für häufig benötigte und wiederholte Befehlsfolgen. Die meisten Steuerprogramme können auch HPGL und DXF lesen. Wer sich genauer informieren möchte dem empfehle ich Peters CNC-Ecke (leider nur mit Anmeldung) http://www.cncecke.de/ oder einfach mal Googlen: BOcnc EMC (Linux) Mach3 NC-Easy & CNC-GraF PC-NC / WinPC-NC PcDreh Turbo CNC
@simon: Wenn du motiviert bist könntest du einen Artikel auf meiner Wikipage erstellen mit ein paar Grundlagen darüber, das hilft sicher bei der Entscheidung wie man die Ansteuerung lösen will. Ich bin mit meiner Verkleinerung der Fräse auch ein bisschen weitergekommen, weitere Bilder gibts sobald die Achsen fertig montiert sind.
Was mir noch einviel im das spiel der schienen zu verkleinern ist volgendes. Man montiert 2 scheinen wie gehabt je achse. da die schubladenschienen spiel haben, sprich ev. ein paar zentel mm wacken könnten könnte man parallel zur achse 2 druckrollen -justierbar- anbringen die dann seitlich das Spiel wegnehmen.
oder was mir noch einviel ist. einer der zwei schienen macht man seitlich etwas verschiebbar. Mittel Kontermutter seitlich macht man dies justierbar, bis das speil weg ist.
Der Thread hier wird mal richtig teuer für mich :-) Hab mir jetzt mal ein paar Linearführungen besorgt aber auch nur weil ich die Saugünstig bekommen hab (160€ statt 614€) da mußt ich einfach zuschlagen :-) Da fällt mir ein das ich dann meinen Keller auch mal wieder aufräumen muß. Ich werde jedenfalls erstmal den Rest in günstiger Bauweise aufbauen. Nachundnach werd ich das Teil dann erweitern da auch mal Alu gefräßt werden soll. Somit kann ich mir dann auch Gehäuse sauber bauen. Eine andere Anwendung außer Platinen fräsen wäre ja noch schablonen für lötpaste zu machen also thema reflow ofen. Weiß allerdings nicht wie exakt sowas sein muß, zur Not könnte man ja statt nen Fräser nen Laser anbauen :-)
Das mit der Maske ist eine gute Idee!!! Ich habe auch schon welche aus etwas dickerer Platikfolie gesehen. normalerweise sind sie aber aus dünnem Blech
Ahh, jetzt gehts ja wieder richtig los hier! Die Wagen der INA Linarführungen hab ich schon, fehlt nur noch die Schiene. @Ralf: Ich werds jetzt fürs erste ganz einfach aufbauen und hoffen das es geht, wirklich Spiel haben Führungen die ich hier habe nur gegen seitliches verdrehen (war das problem bei Z-Achse), und da wo man sich von der Kugelführung innerhalb der Schiene zu weit entfernt. Ich spekuliere ein bisschen darauf dass die Verkleinerung auf den Bereich wo die Kugelführung mitläuft die Angelegenheit genau genug macht. @zwecks Bierbrauen hab ich mal was von einer umgebauten waschmaschine gehöhrt, kein Scherz!
Das mit der Waschmaschine hab ich auch schon mal irgendwo gelesen ja :-) Wenn das brauen nur nicht so lange dauern würde g Aber zum Brauen bekommt man doch schon im Netz solche Sets. Siehe http://www.bierbrauset.com/ Darf man fragen was dich die Linearführung von INA gekostet hat? Muß mal meine Tante fragen ob die da evtl. Prozente bekommt weil sie dort arbeitet.
Weis jetzt nicht ganz genau, hab die Rechnung noch nicht und weis auch gar nicht ob ich das posten darf. ;-) Aber ich schätze auch so um die 160€ für 6Stk GFW12 und 1m GFS12.
Super Preis! Bei mir wird es jedenfalls erst nächsten Monat weiter gehen, will ja nicht am Monatsende Alu fressen LOL
>Super Preis!
Sonst hätte ichs ja gar nicht bestellt, und da wir ja jetzt sowieso an
einer anderen Lösung arbeiten bereuhe ich da ja schon fast.
Werde mal den Verkauf der Industrieabteilung fragen ob die auch an
Private versenden, nach D und ob man da irgendwelche Konditionen machen
kann.
Also ich bereuhe meine Ausgaben nicht, werde zum vergleich jedenfalls auch noch eine mit schubladen schienen bauen. Somit kann man das alles auch vergleichen und auch schauen was man wo verbessern sollte bei der günstigsten variante. Aber nachdem ich auf lange Sicht ehh Alu bearbeiten will ist es ja kein rausgeworfenes Geld. Wenn es klappen würde mit dem Verkauf das wär schon klasse!
>Somit kann man das alles auch vergleichen und auch schauen was man wo >verbessern sollte bei der günstigsten variante. Ist eigentlich ein schönes Projekt + Herausforderung, freut mich wenn wer mitbastelt!
Alex. also wackeling nur wenn die inner schiene die äußere verläßt? Und wenn man andieser dann rollen anbringen würde??
Du meinst zB. ein Kugellager? Ich dachte auch schon an "aus 2 mach eins" und eine 2. Kugelführung in die Schiene einbauen, oder eben wie von Ludwig gemeint das ganze übers Eck zu montieren, klingt auch vielversprechend. Wieviel Weg willst du denn auf der Achse haben, bei dem bisschen was ich ab dann noch brauche glaub ich gehts auch so, aber das wird sich zeigen.
Kann mir schon vorstellen was du da meinst, geht sicher auch. Hab übrigens noch eine Idee für die Z-Achse auf ähnlicher Basis. Müsste ich aber zeichnen sonst kenn man sich sicher net aus. Werd wohl wieder einen Abstecher im Baumarkt machen müssen... Übrigens sind wir dem Rekord sicher schon nahe, hab noch nicht viele über 200 Posts gefunden. @Michael: Welche Führungen hast du eigentlich bestellt?
>Übrigens sind wir dem Rekord sicher schon nahe, hab noch nicht viele >über 200 Posts gefunden. Naja... Es gibt aber auch welche >500... PS: Projekt 1 steht vor dem Enwicklungs-Abschluß...
Naja dem Sieg nahe? ... Ich sag nur Beitrag "The Siemens S65 132x176, 65536 color display with AVR" Und das ist glaub ich ncih ma der längste
Angehängte Dateien:
-

SIMG2068.JPG
160 KB
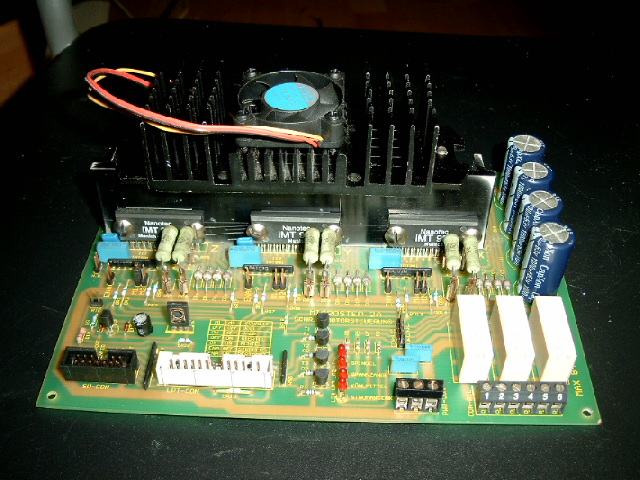
Ich hab mich entschlossen meine 2. CNC-Bohrfrese zu verkaufen. Bilder der Fräse habe ich schon im diesem Thread gepostet. Also wenn jemand von Euch eine kompl. Mechanik inkl. Schrittmotoren haben will, alles mit Industrieführungen und Kugelumlaufspindeln in X und Y Achse. Kann diese für 450 Euro zzgl. Versand von mir haben. Wenn Bedarf besteht gebe ich noch eine 3 Achs Mikroschrittsteuerung Für 50 Euro dazu. Also alles zusammen 500 Euro zzgl. Versand oder Selbstabholung. Weitere Info´s bitte per Mail an pogrzeba(at)wtal(dot)de Waldemar
Wow, laut Katalog ein Superschwerlasttyp, dagegen sehen meine GFW12/GFS12 wie Spielzeug aus. Sag mal wieviele Wagen / wieviel Schiene hast du da bekommen?
Ich hab 2 Wägen und 2 Schienen mit 400mm genommen. Werd mir auf alle fälle nochmal je 2 holen wenn ich noch welche bekomme zu dem Preis. Sonst gibts für y und z achse erstmal was anderes.
Ihr solltet eventuell mal folgende Seite besuchen: www.elses.de dort sind ca. 15 Händler gelistet und es gibt Informationen zu einigen Portalfräsen. eine Portalfräse für 1800 € ist machbar und möglich besteht aber nicht aus solchen Labberteilen wie die hier beschriebene Fräse : ) wer für solch einen Bausatz 1600 € ausgiebt kann mir gleich sein Geld schenken "ist dann auch besser angelegt". Hier sind wohl Bauernfänger unterwegs oder? -): Spoon
@spoon ich glaub du hast den Sinn des Threads nicht ganz erkannt. Hier geht es darum so günstig es geht selbst eine Maschine zu bauen. Und da sind 1600€ noch viel zu viel. Weiß zwar nicht wo du hier Bauernfänger siehst aber egal. Alexander und ich haben uns lediglich über die Lienarführungen unterhalten. Ein Bausatz wird hier ja auch nicht angeboten.
egal was dort angeboten wird: es ist Müll! und ein Hobbyfräsling wird mit soetwas nicht glücklich. zumal es für 1600 € schon deutlich bessere Modelle gibt! Wichtig ist: man baut nie eine Steuerung in oder unter ein Maschinenbett und was die Führungen angeht: dann dürfte das ganze nicht mal 1000 € kosten! "es ist und bleibt zu teuer" Spoon
moin moin, @spoon zeig mal einen Händler der für 1600€ ein besseres Modell anbietet. Und gib mal eine folständige Anwort auf: "man baut nie eine Steuerung in oder unter ein Maschinenbett" Mit Gruß Pieter
Pieter ganz einfach : ) es gibt eine vielzahl von Anbietern die sogar Fräsen inkl. Spindel verkaufen und halbwegs vernünftige Führungen benutzen. brauchst nur mal kurz bei EBAY schaun oder folgst dem Link oben: Google-Suche: BZT,EAS,Usovo,Haase und ca. 15 andere Anbieter und keiner nutzt heute noch solch eine Technik bzw. Mechanik : ) aber bitte... wer sein Geld zum Fenster raus schmeisst hat selber Schuld. wir werden diese prima "Bausätze" dann auf EBAY finden mit Beschreibungen die wie folgt lauten: kein Spiel,sehr genau,Alu und Messing absolut kein Problem der Käufer gibt eine positive Bewertung weil er sich freut und wenn er festgestellt hat was für ein Windei er gekauft hat kommt folgender Gedanke: jetzt weis ich warum er sie verkauft hat nur wie werde ich sie jetzt los? für 1600 € ist es ein Schlag ins Gesicht und wird an Genauigkeit so ziemlich "NICHTS" topen was für nur 200 € Aufpreis mit Garantie und fertig montiert verkauft wird. da sind dann Gleitlager,Grewindespindeln oder gar Kugellrollspindeln verbaut von sehr viel höherer Qualität und eventuell einer abgenommenen Steuerung nach EMV. Reisende soll man nicht aufhalten aber wer nur etas fräst kann soetwas auch in Auftrag geben. ist billiger als sich mit einem Haufen Schrott zu ärgern der am Ende noch sehr viel mehr Geld verschlungen hat. und glaube mir...ich musst solch teure Erfahrungen auch machen. eine Eierlegendewollmilchsau gibts nicht oder ist sehr teuer. Danke
man baut eine Steuerung nicht in oder unter ein Maschinenbett ist bezogen auf diese Konstruktion und keiner Möglichkeit Kühlmittel zu nutzen. die Kriecheigenschaft kann da böse Folgen haben : ) Planfräsen,Nutenplatte montieren und vernünftige Software besorgen. Frässpindel kaufen und Zeit investieren sich zu ärgern: ca. 2200 € "upps..dafür bekomme ich schon etwas sehr viel besseres" verstanden? ist kein Meckern sondern nur ein kleiner Hinweis bevor die Lemminge sich ins Unglück stürzen.
@spoon ja, das mag sein, dass das alles so stimmt was du schreibst. ich hab es nicht anders gemacht und mir nach sorgfältiger abwägung des preis-leistungs-verhältnisses und wie viel zeit es in anspruch nimmt eine cnc gekauft. ABER: es geht hier um selberbauen, nicht ums kaufen. und nicht um höchste ansprüche an genauigkeit und steifigkeit, sondern um das an genauigkeit und steifigkeit was möglichst günstig zu erreichen ist. diejenigen die sich eine anschaffung überlegen und nicht vorher abwägen kaufen contra selberbauen sind selber schuld. wer hier ist hat sich aber schon entschieden es selber zu bauen. dein apell ist hier vermutlich am thema vorbei und wird deshalb auch nicht dankend aufgenommen sondern kritisiert.
alo ich würde weder 1600 teuro noch 1800 teuro ausgeben um dann paltienen zu fräsen!!! auserdem will wohl kaum einer hinterher Stahl oder Maschienebauteile fräsen. Für usnere sache recht das dicke. Ich habe mal for jahren mal ein fräse gesehen die mit einem Kunstoffriemen gezogen wurde für solche Anwendungen und das reichte audh dicke. Nebenbei konnte man mit dieser Maschiene auch noch Schaltpläne und Belichtungsvorlagen bedrucken. Und die sogar auf ein zehntel genau. Ich habe damit sogar Hochfrewuenzfilter gebaut und die müssen genau sein, weil sonst die filter nicht mehr stimmen. Also halten mal die Luft an. Oder wollt ihr ein Motorblock etwa fräsen??? Wir nicht!! Die notwendige Kräfte für unsere Zwecke sind äußserst klein. Außerdem muss usnere fräse keine 1000000 Betreibsstunden aushalten. Natürlich freue ich mich für jenediesich was richtig stabieles gebaut haben. siehaben da sicherlich nichts Schlechtes und sind auf einer sicheren Seite. Aber ich kauf mir ja auch keinen Panzer nur weil ich beim Pakren auch mal ne Delle abkasieren könnte. Wer einen Panzer kauft um sicherer parken zu können ist da sicher auf einer stabielen und sicheren Seite. allerdings auch auf einer zeimlich kostspieligen. Im Hobbybereich nimmt man auch in kauf, dass etwas langsmer gefräst wird und man auch dass die Fräse kein Motorblock fräsen kann auf ein 1000tel genau. Und es sollte auch wenig kosten. Früher vor 100 Jahren hatte man auch schon Autos gebaut und die hatten keine solchen Maschieneteile wie heute. Da wurde sogar mit waserrad was angetreiben und die wellen waren ganz sicher nicht so besonders.
richtig : ) darum hat die Menschheit auf ein Gravieranschlag bzw. Tiefenregler erfunden. damit lässt sich dann prima fräsen (auch Platinen) und dies sogar in einer Qualität die sich sehen lässt aber was den Hobby-Fräser angeht: es wird mehr zerfräst als produktiv gearbeitet. ich will das nicht mardig reden aber wenn ich jetzt noch Links zu Seiten setze wo es für nur 200 € mehr eine vernünftige Steuerung gibt,Mechanik die stabiler ist und von der Bauart eben auch andere Sachen fräsen kann als nur Holz oder Leiterplatten... Leiterplatten fräst man nicht einfach und wenn ein Hersteller das behauptet bei solch einer Konstruktion wage ich zu bezweifeln das hier nur gutes im Schilde geführt wird. gerade beim Platinenfräsen kommt es auf Millimeter an oder etwa nicht? Millimeter oder gar noch weniger,noch sehr viel weniger? Sorry aber jetzt muss ich lachen : ) keine Platine ist plan und diese Konstruktion bestimmt auch nicht! hier nur mal ein Link: (Aufpreis 400] http://cgi.ebay.de/3-Achsen-CNC-Fraese-Fraesmaschine-A2_W0QQitemZ200066967271QQihZ010QQcategoryZ32893QQssPageNameZWDVWQQrdZ1QQcmdZViewItem hier einweiterer: http://stores.ebay.de/BZT-CNC-Frasmaschinen_W0QQssPageNameZstrkQ3amefsQ3amesstQQtZkm und ich wette das allein die verbaute Mechanik mehr leisten kann und wird als dieser Selbstbau. und dann sollte man so fair sein und dem Kunden eventuell noch mitteilen was an Folgekosten auf ihn zukommt. Bitte
wenn du mit 1600euro das Tail von elektor meinst gebe ich dir recht. dann lieber nochmals 200 teuro drauf das dann garantiert mehr taugt, garantie hat, und noch dazu freizeit spart. aber hier soll es ja um was ganz anders gehen. fräsen auf 1-zentel mm genau dürte machbar sein. Und mehr brauchen wir nicht. Kommerzielle Fräsmaschinen müssen da schon auf ein 1000tel mm genau sein. Und 1-zentel bei selber ätzen ist schon verdammt gut. bei ätzungen musst du das erst einmal schaffen. und mehr braucht unsere Hobby-Fäse auch nicht können. wirbrauchen ja keine Passungen fräsen!!!
wenn es darum geht eine Fräse billiger zu bauen um nur etwas fräsen zu können..ist es kein Problem. da reichen 500 €
@spoon, von welchem selbstbau redest du eigentlich, es wurden ja schon viele besprochen hier.
@spoon Also langsam glaub ich fast das du nur den ersten Beitrag gelesen hast. Hier WILL niemand eine Fräse für 1600€ verkaufen und auch nicht kaufen. Es geht in diesem Thread einzig und allein darum ne Fräse zu basteln oder um Ideen zu sammeln. Wenn man mal ein absolutes LowCost aufgebaut hat was soweit für diesen Anwendungszweck reicht hat man Erfahrung gesammelt und sieht wunderbar wo was verbessert gehört. Da hat man dann wenigstens schon mal das ganze Prinzip verstanden und sicherlich auch Ideen gesammelt. Ich frag mich nur warum sich manche Leute nen Fiat Tipo kaufen wen doch ein Mercedes S600 um ein vielfaches besser ist? Mir ist es jedenfalls vollkommen egal wie ein anderer über meine selbstgebaute Fräse denkt solange die genau das macht was ich möchte. Verbessern kann man so ein Teil immer wieder :-)
>Verbessern kann man so ein Teil immer wieder :-)
Und da wären wir wieder beim Bierbrauen... ;-)
Das ich das Bierbrauen aber auch immer wieder vergesse zu erwähnen :-) Asche auf mein Haupt
So, hab jetzt den Link zur Bier-Waschmaschine in die Linkliste mitaufgenommen. Prost!
Angehängte Dateien:
-

DSC00004.jpg
31 KB
Servus , ich Spiele auch mit dem Gedanken mir eine Fräse zu bauen, habe aber noch garkeine Erfahrung wie genau man damit arbeiten kann. Ich habe zwei Bilder von Platinen angehängt, die ich geätzt habe. Ware das auch noch mit der hier geplanten Eigenbau Fräse möglich? Gruß tochstn
das könnte man ja sogar noch mit einem Schweitzer taschenmesser schnitzen. :-)
Tochsten! nein! weil genau hier sind wir im Bereich wo sich die Spreu vom Weizen trennt : ) das was Du da machen möchtest ist nicht mehr im Millimeterbereich..... was hier keiner bedenkt sind folgende Dinge: - Steuerung und Software - verbaute Mechanik die eine Wiederholgenauigkeit bringen soll und ich bei den genannten Preisen für unmöglich halte. ich will und werde niemandem sein Hobby ausreden aber wenn jemand etwas als Hobby betreiben will sollte er Freude dran haben. Platinen fräsen ist kein Hobby mehr sondern eine Wissenschaft für sich! ich habe mit einem Labberding (gekauft über EBAY) angefangen und mich mittlerweile zwei Jahre mit dem Thema Fräsen beschäftigt. andere Leute lernen das in mehreren Jahren: bearbeiten und damit arbeiten sind zwei paar Schuhe. Hobby und Profi sind preislich unterschiedliche Welten und es kommt immer darauf an: was will ich damit machen? tu Dir den Gefallen und besuch einige Seiten und lies einfach: Vor und Nachteile,Optionen,Realisation und der Faktor Geld. und jetzt fängt für Dich auch ein leidiger Weg an: Du schielst zu Fräsen die einiges können hast aber nicht das Geld! und genau hier fängt Hobby an,hört Hobby auf und der Gedanke sich damit abzufinden das man mit einer Billigbaufräse eben nicht das erzielt was man gern möchte. "Quallität" diese wird zwangsläufig ein grosser Anspruch den Du stellen wirst oder gibst das Hobby CNC sehr schnell wieder auf. Grund: - zu teuer - zu komplex - zu zeitintensiv Hobby ist folgendes: ich fräse im Millimeterbereich (Modellbau: Spanten und andere Teile) leichte Platinen ohne Durchkontaktierung: kann man machen lassen und ist einiges billiger als eine Fräse kaufen oder selber bauen und sich ärgern. es gibt viele Dinge die man machen kann mit einer Fräse aber sie werden dich ärgern wenn es auf Genauigket ankommt. also kauft man etwas vernünftiges oder baut selbst und lernt...was wiederum immer mit Kosten verbunden ist. aber der Einstieg sollte keine 1600 € kosten für etwas was in meinen Augen Schrott ist. "ich beziehe mich hier immer nur auf den Bausatz der mehrmalig gelinkt wurde" für so viel Geld geht das auch besser: dauert aber auch länger.... MfG Stephan
Genau!! Streu vom weizen trennen und dann noch etwas Hopfen dazu. Wegen des malzigen Geschmake wegen! Untergärige Weieznbier!!!
Jajada gibt es immerwieder welche - und dessen leider viele, die einem alles sagenwiealles nicht geht. Das sind meist die wo sich selber im Wege stehen. es gibt 2 Arten von Menschen. Die einen die nach einer Lösung suchen und jene die nach Unwegen suchen. die zweiten sind dann die, die irssinig viel Energie investieren, um irgend etwas zu finden, warum es nicht gehen soll. Ich habe da etliches von ganz einfachen Menschen gelernt. Ein von mir macht laufend irgend welche Dinge wo andere madig machen und ihm seine energie rauben , dass das oder das doch gar nicht gehen kann. Inzwischen ist er Millionär, hat verschiedne Antreibsysteme erfunden für Elektrobikes und Elektrospielflugzeuge.
Naja manch einer will es einfach nicht kapieren das es hier schon lang nimmer um das Elektor Teil geht! @tochstn Mit einer auf Holz aufgebauten glaub ih jetzt auch nicht wircklich dran das die solche feinen Bahnen packt. Aber wie heißt es so schön sag niemals nie :-)
sag niemals nie: http://5128.rapidforum.com/ da gibts von einem User eine Fräse die aus Holz gebaut wurde! nicht lachen....die kann schon was : ) Mechanik aber auch bei diesem Selbstbau kostet einiges ... MfG Stephan PS: meine Fräse kann Bierdeckel fräsen "schonmal ein kleiner Anfang oder?"
Wenn das die lackierte MDF-Fräse ist die du meinst dann hab ich mir die schon angeschaut :-) Die Mechanik ist leider immer das teuerste. Zu den Bierdeckeln fehlt nur noch das flüssige was man draufstellt :-)
@Spoon: Guck dir doch einfach mal Hannes Fräse an. Die ist ziemlich gut für einen ziemlich einfachen Aufbau.
Mann, wir kommen ja immer zum Bier, der Thread gefällt mir einfach. g Nach meinen ersten Fräsversuchen glaub ich schon dass ich mit einigen Verbesserungen normale Platinen herstellen kann, aber bei SMD hat ja schon bei Bungard selbst bedenken. Also toll wärs, aber erwarten tuh ichs nicht dass es funktioniert. By the way: Beim Hofer (Ösi-Aldimarkt) gibts ab morgen wieder eine Kappsäge, die werd ich mir krallen und dann gehts wieder richtig los mit der Bastelei.
Heheh Bierdeckel fräsen!! Gute Idee! Mit ner Z-Asche reicht veilleichtauchzum Bierkurg. Und dasbeir trinkten wir dann wenn wir es schaffen mit einfachen Mitteln auch was brauchbares hinzukregen. Ich bin da zversichtlich. Das spiel der Fürhungschienen müsste man wegkreigen denke ich. Lasss uns doch einfach ein paar Ideen ausprobieren. Ich bin mir sicher, dass wir das hinkreigen. Dort wo Spiel zu erwarten ist müsste man mit Zuatzstabilisatoren oder einer gleitschiene parallel das doch in Griff zu kreigen sein.. Und wenn allesgeklappt hat trinken wirein Bierechen. Natürlich auf selbgemachtebeirdeckel mit smd aufdruck.
Das Teil hier kann zwar auch noch kein Bier brauen aber sieht auch ganz witzig aus :-) http://www.hackaday.com/2006/07/12/how-to-build-your-own-cnc-mill/ Die bauen mit Plastik was auch keine dumme idee ist. Da stört auch die Temperatur nicht so und feuchtigkeit ist kein thema
Ja, das Zeugs kenne ich, ist schön zu bearbeiten. Mal sehen wo ich das herbekommen würde und wieviel das kostet, zumindest weis ich wo ich das material in Zylinderform zum Drehen bekomme. Das hat Thorsten Ostermann für den Tiefenregler benutzt. Habe ich da richtig gelesen dass das eigenlich Küchenschneidbretter waren, die da verarbeitet wurden?
Ja da hast du richtig gelesen :-) Die dinger gibts jedenfalls überall zu kaufen und stabil sind die ja auch
Das Zeugs bekommt man auch als Robalon von der Firma Leripa, hab ich gerade erfragt. Sieht aber weniger nach Bastlerbedarf aus was die haben...
Ist ja richtig vielseitig das zeug :-) Und es ist Lebensmittelecht was gut fürs Bierbrauen ist g Da werd ich doch gleich mal die Schneidebretter aus der Küche zersägen, wobei ich dann fast befürchte das ich nimmer antworten kann wenn mich meine bessere Hälfte erwischt LOL Also doch lieber ein paar neue besorgen und damit etwas spielen
Werd auch mal schaun wo ich dass herbekomme, ist vielleicht wirklich eine gute Idee das Zeugs. Übrigens habe ich gerade festgestellt dass ich den (weitergehenden) Link schon auf der Linkliste hatte, weis nicht warum ich diese Fräse einfach ignoriert habe.
Vermutlich weil du nur den ersten Teil gelinkt hattest und da steht ja nichts über das verwendete Material. Werd mal am Samstag ins Einkaufszentrum fahren die haben das mit sicherheit
Das bringt mich ein wenig auf die Idee dass ich wenn meine grössere Fräse fertig ist ja gleich Teile für eine kleine aus dem Material fräsen könnte. Übrigens, mein Arbeitskollege hat mir gerade gesagt dass er bei Leripa Reste und Schneidbretter einfach auf Anfrage zugeschickt bekommen hat. Werd aber auch erstmal schaun obs woanders günstig zu bekommen ist, bevor ich betteln gehe.
Das ist zwar grundsäztlich eine gute Idee die Teile zu fräsen und jetzt kommt das aber :-) Nachdem es ja ein LowCost werden soll, sollte man die Teile auch ohne eine andere Fräse zu basteln sein. Allerdings könnte man sehen was für eine genaugkeit mit dem Material erziehlt werden könnte.
Naja, wenn man mit einer Lowcost-Fräse eine andere (vielleicht sogar bessere) baut, sollte das doch kein Problem sein.
>Nachdem es ja ein LowCost werden soll, sollte man die Teile auch ohne >eine >andere Fräse zu basteln sein. Schon klar, wenn dann wird nur so gebaut dass man es auch ohne Fräse herstellen kann. Nur warum selbst schneiden wenns damit einfacher geht. Aus jetztiger Sicht würde ich ja sowieso nicht alles aus dem Material bauen.
>Naja, wenn man mit einer Lowcost-Fräse eine andere (vielleicht sogar >bessere) baut, sollte das doch kein Problem sein. Nur soweit sollte man ja mal ohne Fräse kommen...
Angehängte Dateien:
-

Y_Z.JPG
640 KB
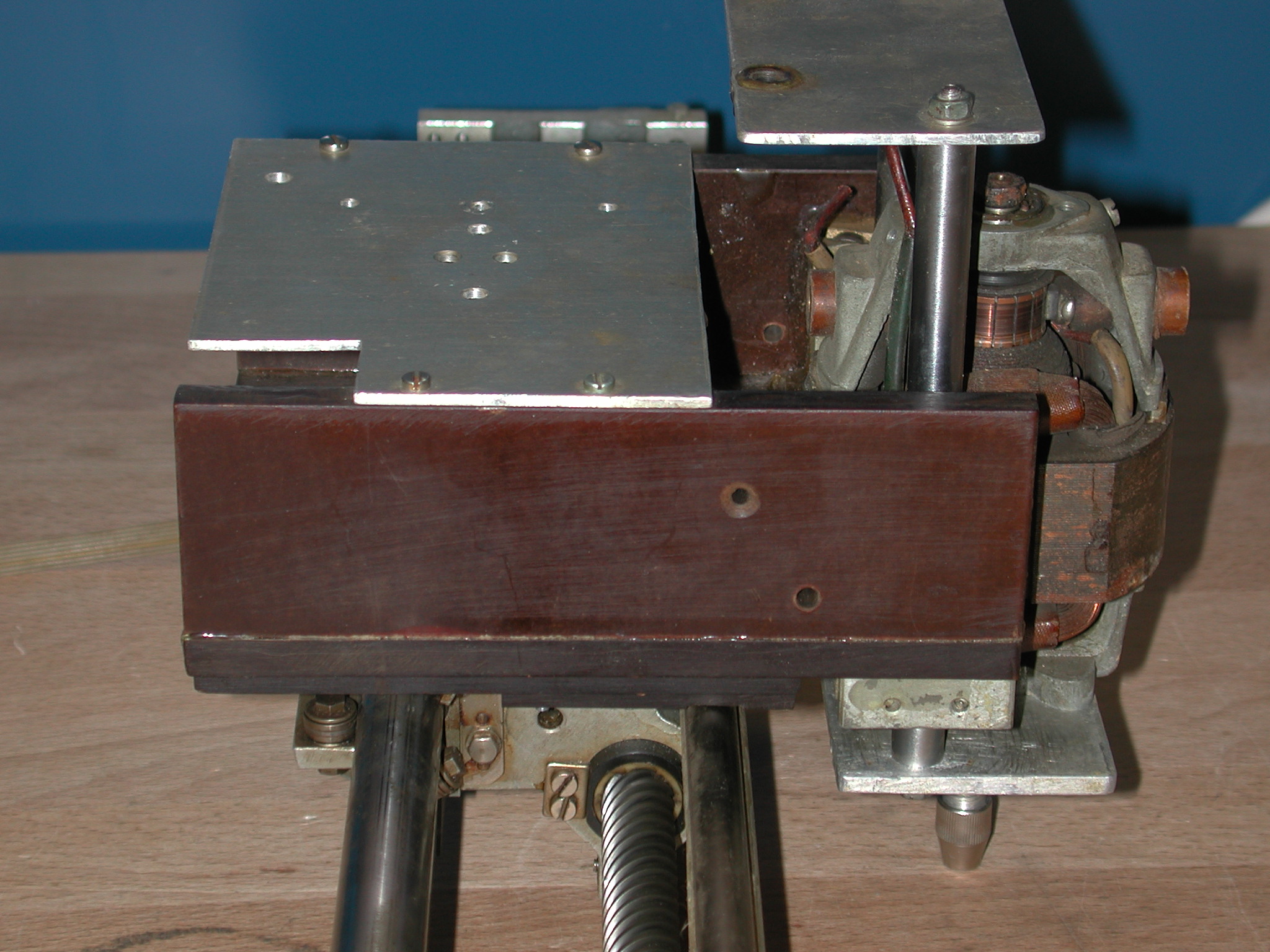
moin moin, habe mal im Keller gekram und noch Teile meines BohrPlotters aus 1989 gefunden. Das Teil ist nur mit Feile, Säge und Bohrmaschine gebaut worden, Grundlage war ein alter Robotron-Seriendrucker. Der Motor stammt aus einem Staubsauger und hat "nur" 14000U/min. Kostenpunkt für die ganze Einheit ging gegen Null. Mal so als Anregung. Mit Gruß Pieter
Eingach Gail!! der Staubsaugermotor hätte auch genügend Kraft für unsere Bierbrauanlage! .-)
>der Staubsaugermotor hätte auch genügend Kraft für unsere >Bierbrauanlage! .-) Da ist ein Waschmaschinen-Motor (mit Trommel und so dran) besser geeignet. Siehe Alex Link.
Hab heut mal wegen den Schneidebrettern geschaut aber die kosten ja auch richtig gut Geld :-( Die dünnen gehen vom Preis ja noch aber die 20 oder 30 mm starken kosten ab 60€ aufwärts. Falls jemand günstigere findet bitte mal bescheid geben.
Mal wieder waz zur Z-Achse. Hab bei nem Auktionshaus Gleitlager aus Silberbronze gesehen (für ne 20er Welle 3,15€) Da könnte man mit 2 Wellen doch gut die Z-Achse damit aufbauen oder? Ist günstiger als Linearlager oder ne Linearführung. 100mm von der 20er Welle kosten beim selben Anbieter 2,39€ Dünnere Wellen und Lager hätte der auch recht preiswert. Für die Z-Achse sollte das doch eigentlich ausreichend sein da ja kein Druck draufkommt oder?
@michael Naja, man hat auf den Lagern der Z-Achse schon Kräfte in radialer Richtung, durch die Hebelwirkung weil das Werkzeug meist axial versetzt ist. Ob die Gleitlager geeignet sind kommt auf das Spiel an das sie haben. Da das Spiel mit der Entfernung vom Lager grösser wird, sollte man vorher rechnen, ob die Abweichung an der Werkzeugaufnahme oder der (vermuteten) Werkzeugspitze noch tolerierbar ist. (siehe Zeichnung) Je grösser das Spiel und der Abstand zum Werkzeug (b), desto grösser die Abweichung. Je grösser der Abstand der Lager zueinander (a), desto geringer die Abweichung. Es geht dabei eigentlich um den Winkel in dem die Achsen zueinander schlimmstenfalls stehen, je kleiner desto besser. Dies soll nur die wichtigsten Einflüsse erfassen und erhebt keinen Anspruch auf uneingeschränkte Gültigkeit! Es sollte aber für die meisten CNC-Mechaniken eine ausreichend gute Näherung darstellen. Wenn man nicht gern rechnet sondern lieber bastelt kann man's bei dem Preis natürlich auch einfach ausprobieren. Solange der Z-Schlitten mit 3-4 Gleitlagern nicht auf den Achsen klappert sollte es für eine einfache CNC reichen. Ich hab schon gesehen dass Führungen aus alten Druckern verwendet wurden, das ist auch nichts anderes als geschliffene Achsen mit Gleitlagerbuchsen.
Nachdem es Gleitlager heißt denke ich nicht das die viel spiel haben werden. Wenn dann sollte man eh 4 solcher Lager verwenden. Rechnen ist so ne sache wenn man keine exakten Maßangaben hat :-) Da isses mehr ein Ratespiel g Ich werd mir nächsten Monat mal welche bestellen und schauen wie das wird Es ist einfach die Frage ob das geringe spiel für Platinen schon zu groß wird. Die Härte des Materials wirkt sich da ja auch noch aus denn je härter das zu fräsende Material desto geringer darf die Abweichung sein. Aber beim fräsen von platinen fällt ein zehntel nicht wircklich so ins gewicht.
Angehängte Dateien:
-

Image0001.JPG
28 KB
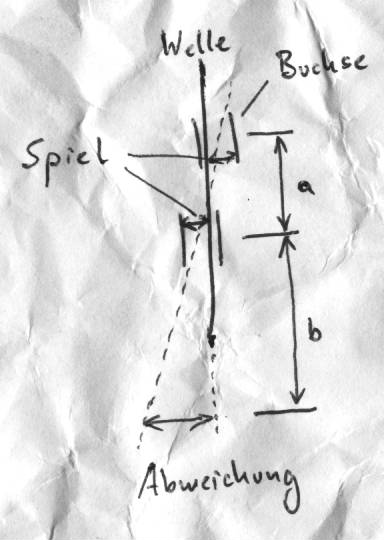
Stimmt, wenn man keine Maße zu den Lagern bekommt ist natürlich Rechnen so eine Sache. Und gestern Nacht hat scheinbar das mit der Zeichnung auch nicht geklappt, also hab ich sie noch mal gerausgekramt. Es müsste korrekterweise in der Zeichung auch Achse heissen, aber das interessiert eh nur die Maschinenbauer.
Ich hab noch mal eben im Auktionshaus geschaut was das an Lagern sein könnte was es da gibt. Solange man nicht die Lager ohne jede Angabe nimmt, sind es Standardteile nach DIN. Eine typische Passung dafür ist Buchse H7 / Achse h6. Das ist für die Ansprüche einer Hobby-CNC ausreichend. Allerdings braucht man eine H7-Bohrug in der Führung in die man die Lager einpresst, soll heissen, wenn die Bohrung ein falsches Maß hat werden die Buchsen nicht auf das korrekte Maß "zusammengedrückt". Man muss sich also die Mühe machen und eine ordentliche Lageraufnahme bauen. Das wird ohne Reibahle nicht gehen.
Hab mich jetzt mal etwas belesen wegen den Passungen. Da ist H7 nichtsmals so problematisch. Das Lager was ich oben schon beschrieben hatte hat 26mm Außendurchmesser. Somit muß die Bohrung 26mm + 0,12µm sein Kleiner als 26mm darf nicht sein. Mit nem guten Bohrer und ner Ständerbohrbaschine sollte das eigentlich zu schaffen sein. Wenn die Buchesen zusammengdrückt werden hast du ein Problem weil dann die Welle zu schwer zu bewegen ist
Vielleicht ist es ja nur ein Zahlendreher aber IT7 bei ø26mm ist nicht 12µm sondern 21µm. Grundabmaß H bedeutet ab 0µm. ø26mm H7 wäre also von 26,000mm bis 26,021mm. Wenn man gutes Material hat kann man auf 2/100mm auch Bohren, das stimmt. Ich bin da wenn es Passungen angeht vielleicht etwas zu genau, bei sowas hier würde ja auch keiner ankommen und den Aufwand machen die Bohrung vor dem Einpressen genau zu vermessen... Wegen dem Zusammenpressen: Die Buchsen sind mit leichtem Übermass hergestellt und werden durch das Einpressen in die H7-Passung erst ihre angegebenen Maße erreichen, das meinte ich damit. Natürlich darf man sie nicht zu eng pressen. Gerade deshalb muss die Bohrung auch genau sein, sonst ist hinterher auch die Führung in der Buchse ungenau.
Stimmt hast recht sind 21µm :-) Jedenfalls sollte man so eine Bohrung gerade noch hinbekommen, wichtig ist ja hauptsählich das die buche nicht mehr rauskann. Wenn man es mit solchen Führungen macht wird es auch nicht viel teurer als mit Schubladenführungen und dem Mehraufwand den man dadurch hat. Wenn es nicht sogar preiswerter ist.
Ja, auf jeden Fall ist es allemal genauer als Schubladenführungen. Egal ob man da nun exakt die Passung einhält oder die Buchse nur irgendwie passt. Mir ist aber noch etwas eingefallen. Der Abstand der Achsen, sowohl die der Führung als auch die der Bohrungen müssen alle gut fluchten. Am besten man bohrt alle Halterungen (Beide Enden der Achsen und die Aufnahmen der Buchsen) mit einem Mal. Sonst bekommt man hinterher ein Parallelogramm und der Schlitten läuft nicht ordentlich, sondern verklemmt.
Ja das ist klar das soltte schon eine Grundvorraussetzung sein. Wenn man nicht genau bohrt können die Führungen noch so genau sein was dann auch nix bringt.
wie seit ihr auf die Passungen gekommen? gibts da ne billige Möglichkeit sich sowas zu beschaffen?
du meinst bestimmt die buchsen. Die Passung muß man einfach nur bohren. Die Buchsen sind mir gestern beim stöbern im Netz aufgefallen und da dachte ich mir das man die ja gut verwenden kann da die auch nicht wircklich teuer sind
>Mit nem guten Bohrer und ner Ständerbohrbaschine sollte das eigentlich >zu schaffen sein. Um Passungen herzustellen bieten sich Reibahlen an...
Klar bieten die sich dafür an sind ja auch dafür gedacht :-) Hab zwar welche hier aber welche Größen weiß ich auch nicht auswendig. Und das ich mir dann die passende kaufen muß will ich auch nicht. Billig sind die guten ja leider nicht
was sind das für buchens? Reiben müsste doch eigentlich auch anders gehen. Irgendwie mit Polierpaste oder Atta oder irgend eine Schleifpaste.
eine andere Möglichkeit wäre eventuell das Teil erhitzen und dann bohren. Beim ERkalten müsste dann ein paar µ doch zu machen sein.
Das sind Lagerbuchen für Stahlwellen. Also mit Polierpaste wirst du glaub ich Jahre polieren müssen bis du das gewünschte Maß hast :-) Beim erhitzen dehnt sich das Metall aus dadurch wird die Bohrung dann am ende kleiner. Und genau das darf nicht sein! Du brauchst mindestens den Durchmesser der Buchse bis maximal +21µm (0,021mm) Mit nem guten Bohrer sollte das schon zu schaffen sein. Ne Reibahle kostet ja um die 50€ ! Das lohnt glaub ich kaum wegen den 4 Bohrungen
Was für Material nimmt man denn, auf dem die Buchsen laufen? Beliebigen Rundstahl, oder gibt es da spezielle Anfertigungen für diesen Zweck (poliert, geschmiert, spezieller Durchmesser auf die Buchsen abgestimmt,...)?
Da nimmt man Stahlwellen die sind gehärtet und poliert. Der Durchmesser muß mit dem der Buchsen übereinstimmen. Eine 10er Welle kostet 1,55€ pro 100mm Eine 20er Welle kostet 2,39€ pro 100mm Das sind jetzt jedenfalls die Preise die ich gefunden hab. Ob es die auch noch preiswerter gibt weiß ich nicht.
Ich werde mal den ortsansässigen blauen Klaus besuchen gehen, und mir die Linearlager ansehen/kaufen, sofern er die auf Lager hat. Sonst gibt es da ja noch die SKF-Vertretung...das wird aber kein billiger Spaß. Eigentlich könnte ich das ganze Ding erst mal in Fischertechnik realiseren...
Linearkugellager kosten etwas mehr das stimmt (kosten glaub ich so um die 5€ das stück). Da braucht man allerdings auch eine H7 Bohrung Vorteil ist das es leichter läuft. Das mit Fischertechnik würde mich auch interessieren also mach dich mal ran :-)
Also dann vereisen wir halt den Stahl und Bohren dann. Wo hast Du die Wellen gefunden. Der Preis scheint doch ganz ok.
Ich versuche es einfach mit normalem bohren. Die wellen hab ich im Internetauktionshaus gefunden
Geschliffen und poliert ist gut. Und die Welle muss auch das entsprechende Passmaß haben, z.B. h6 wäre geeignet. Denn eine Passung H7/h6 ist genau sowas wie für die CNC geeignet wäre. Passung heisst ja nichts anderes als eine genaue Tolerierung des Innen- und Aussendurchmessers. Beispiel: Man will eine Führung für die CNC haben mit 20mm Durchmesser. Sie soll gut gängig sein ud geringes Spiel haben. Man entscheidet sich für eine Passung H7/h6 (Spielpassung) die geringes Spiel hat und gut gängig ist. Damit erhält man für die Passung Buchse-Achse folgende Werte: Buchse ø20mm H7 hat einen Innendurchmesser zwischen 20,000mm und 20,021mm Achse ø20mm h6 hat einen Aussendurchmesser zwischen 19,987mm und 20,000mm Passen also inneinander mit einem maximalen Spiel von 34µm. Die Buchse hat aber um ihr Maß zu erreichen die Einbaubedingung in eine H7-Bohrung eingepresst zu werden. Sintermetall-Buchsen (hier Bronze) haben nach DIN die Aussentoleranz r6. Eine Buchse mit Innen-ø 20mm hat z.B. einen Aussendurchmesser von 26mm. Damit erhält man dann für die Passung Bohrung-Buchse diese Werte: Bohrung ø26mm H7 hat einen Innendurchmesser zwischen 26,000mm und 26,021mm Buchse ø26mm r6 hat einen Aussendurchmesser zwischen 26,028mm und 26,041mm Das ist eine Presspassung bei der die Bohrung zwischen 7µm und 41µm zu klein für die Buchse ist. Nicht wundern, das passt eigentlich nicht. Man braucht Kraft um die Buchse reinzubekommen, sie soll ja nicht von allein wieder rausfallen, oder? Dadurch wird sie auch ein bißchen zusammengedrückt (7-41µm) was aber eingeplant ist damit sie ihr gewünschtes Innenmaß erreicht. Ich hoffe das hat euch zur Erklärung geholfen. Wenn ihr wissen wollt wie es bei anderen Durchmessern und Passungen aussieht einfach mal bei Google "Passungsrechner" eingeben und rumprobieren. Es gibt eine Unzahl von möglichen Passungen, aber ein paar davon sind gängige Kombinationen. H7/h6 gehört dazu und erfüllt unsere Anforderungen für CNC-Führungen. Mich wundert im Moment nur warum die Buchse ein Innenmaß H7 hat, nach DIN (DIN1850 - Tabellenbuch Metall) haben die normalerweise G7. Aber wenn es so verkauft wird auch gut. Wenn man noch die Achsen mit h6 dazu bekommt um so besser. Zu den Achsen noch was, meine Portal-CNC (gekauft) hat als Z-Achse zwei ø12mm-Führungen in Gleitbuchsen. Damit kommt man wunderbar hin und die Wiederholgenauigkeit beträgt echte 1/40mm, laut Hersteller. (nachgemessen sogar etwas genauer) Ich würde sagen die ø10mm reichen für die Z-Achse locker aus und die ø20mm gehen ohne weiteres für die X+Y-Achsen wenn man sie nicht gerade länger als 500mm macht. Vereisen oder erhitzen bringt ausserdem nichts, man will ja nichts aufschrumpfen. Es sei denn man berechet vorher mit dem Wärmeausdehnungskoeffizienten des Werkstoffs um wie viel die Bohrung dann bei Raumtemperatur grösser oder kleiner ist als bei Bearbeitungstemperatur. Dann könnte man auch mit dem Bohrer eine Loch bohren das etwas größer oder kleiner ist als der Bohrer erlaubt... ;-)
Danke für die Super Erklärung ! Finde es gut das die Z-Achse auch bei Kaufgeräten so aufgebaut ist :-) Werde mir dann mal die 10er Wellen besorgen
Die Erklärung zum Passmaß war sehr schön anschaulich. Dabei bezeichnen h6/h7 nur die Toleranzen, keine eigentlichen Durchmesser, nicht? Noch eine Frage zum Zusammenbau: Wie lagere ich eine Trapezspindel? Befestige ich sie -wie sie ist, mit Gewinde- indem ich sie mit der Madenschraube festziehe z.B. in so einem Stehlager http://cgi.ebay.de/Stehlager-Gehaeuselager-UCP-201-fuer-12er-Welle-NEU_W0QQitemZ320039526813QQihZ011QQcategoryZ131702QQcmdZViewItem oder muß ich vorher das Gewinde abdrehen? Dazu hätte ich nämlich keine Möglichkeit. Hält so eine Madenschraube auf einer Spindel oder auf einer Achse? Oder bohrt man die Achse an, damit die Madenschraube dort besser fasst? Läßt sich solcher Wellenstahl oder Trapezspindeln eigentlich mit einer einfachen Metallbügelsäge kürzen, oder was für ein Werkzeug brauche ich dafür? Fragen ohne Ende...
h6/h7 bezeichnet die Toleranz ja. Die Trapezspindel darfs du nicht festschrauben sonst kann die sich nicht mehr drehen. Man kann die mit normalen Kugellagern lagern. Die Gewindemutter wird am schlitten befestigt damit sich dieser vor und zurück oder hoch und runter bewegen kann. @R.H. die 10er Wellen nehm ja bei mir für Z-Achse und nicht für x und y Da hat man ja nicht viel Druck. So schnell verbiegt man auch so eine dünne Welle im Normalfall nicht. Ok bei 500mm verfahrweg sollte die schon stärker ausfallen aber das brauchen wir ja hier nicht. Für x und y sollte man schon die 20er nehmen
>Die Trapezspindel darfs du nicht festschrauben sonst kann die sich nicht >mehr drehen. Ganz so dämlich bin ich nicht ;o) Gebe aber zu, daß man es nach meinen Fragen vermuten könnte. >Man kann die mit normalen Kugellagern lagern. Und wie wird eine Achse/Spindel im inneren Ring vom Kugellager befestigt? Erhitzt man das Lager, so dass die Achse nach dem Abkühlen festsitzt? Ich denke, das verlinkte Stehlager ist ein Kugellager. Und dass dort die Achse mit Madenschraube im inneren Ring fixiert wird. Nicht? >Die Gewindemutter wird am schlitten befestigt damit sich dieser vor und >zurück oder hoch und runter bewegen kann. Schon klar.
genau, wie kommt das Kugellager auf das Trapezgewinde und wie befetigt man dann das Trapetzgewinde an den Schrittmotor?
Bei den Trapezgewindespindeln kann man sich die enden bearbeiten lassen also abdrehen. Mit dem Wellenlager kann man die Spindel mit der Madenschraube fixieren. Ich wollte es bei mir erstmal mit normalen gewindestangen machen da kann man das Kugellager mit Muttern fixieren. Um Motor uns Spindel zu verbinden kann man eine Kupplung verwenden dazu muß die Spindel aber auch bearbeitet werden. Oder man nimmt ein Stück Gewebeschlauch und befestigt den mit schlaubindern. Möglich ist auch noch der Antrieb mit Zahnriehmen aber da muß die Spindel auch wieder bearbeitet sein.
Angehängte Dateien:
-

Passungen.jpg
51 KB
Nachtrag zu Passungen: Wie schon gesagt wurde geben die Passungen nicht den Durchmesser sondern nur die Genauigkeit an, mit der der gedachte, ideale Durchmesser einzuhalten ist. Der Buchstabe (z.B. H aus H7): gibt relativ zum Durchmesser das sog. Grundabmaß, die Differenz zum kleinsten zulässigen Maß, an. Der Wert ist meistens in µm angegeben und kann positiv oder negativ sein. Dafür gibt es Tabellen in der die Wellendurchmesser und Grundtoleranzgrade mit den dazugehörigen Werten abzulesen sind. Großbuchstaben bedeuten Bohrungen, Kleinbuchstaben bedeuten Wellen. Dabei ist H bzw. h die "Mitte" und bedeutet exakt ab dem angegebenen Durchmesser. Die Zahl (z.B 7 aus H7) gibt den Toleranzgrad der Bohrung/Welle an und ist der Wert der auf das errechnete Mindestmaß addiert wird um das größte zulässige Maß zu erhalten. Auch internationaler Grundtoleranzgrad IT genannt. Das Bild ist ein kleiner Teil (bis 30mm) der Tabellen aus der DIN für Passungen (DIN 286). Zu den Gewindespindeln: Normalerweise würde man tatsächlich die Gewindeflanken abdrehen und dann ein Kugellager drauf. Direkt auf die Gewindeflanken wird man kein Lager ordentlich befestigen können, selbst wenn hier die Genauigkeit nicht so hoch sein muss wie bei der Führung. Die Lagerung muss ausserdem noch die axialen Kräfte aufnehmen. Vielleicht kann man wenn man ein Lager hat das Gerade auf die Gewindestange passt das Lager mit mehreren Muttern festsetzen und kontern. Das wäre aber eine Lösung die nur einer Baumarkt-Gewindestange in einer Tüftlerlösung gerecht würde. Bei einer Trapezgewindespindel wäre sowas Götterlästerung! Da muss man wohl oder übel drehen. Was nicht heissen soll dass ich McGyver-Lösungen nicht toll finde. Kugellager werden auf Wellen normalerweise an Wellenabsätzen mit Buchsen und Muttern oder mit Sprengringen befestigt. Das heisst aber auch wieder drehen. Außerdem darf man nicht beide Lager auf der Gewindewelle festlegen, sonst wird das ganze "statisch überbestimmt" und man macht sich die Lager kaputt. Die Übertragung des Moments vom Motor auf die Gewindewelle wird oft über Zahnriemenscheiben und Zahnriemen oder direkt über eine Wellenkupplung gelöst. Man kann auch ein Stück Schlauch nehmen und mit Rohrschellen auf beiden Wellen festmachen wenn man gerade nichts anderes zur Hand hat.
Was mir schon die ganze Zeit durch den Kopf geht: Die billige Variante der Tischbohrmaschienen, wie es sie überall für 40,- Euro gibt sind ja nicht gerade für ihre Genauigkeit bekannt. Habe leider nur eine Solche und deshalb würde es mich mal interessieren, ob es denkbar wäre, damit die Lagerblöcke (für Gleidbuchsen oder Linearkugellager sowie die Trapezgewindemutter) anzufertigen ...
Das ist eine gute Frage. Da würde ich sagen das müßte man ausprobieren. Falls die Buchse nicht festgenug drin ist könnte man theoretisch die Bohrung aufsägen dann kann man die Lager/Buchsen klemmen. Hab jetzt auf der Suche schon einige Lagerböcke gesehen bei denen das Lager auch geklemmt wird. Bei den Trapezgewindemuttern gibts ja auch einige welche man festschrauben kann, da hat di Bohrung dann nicht mehr einen großen Einfluß
Angehängte Dateien:
-

Lag-01.JPG
110 KB

Hmmm - irgendwie klappt das mit den Bildern nich .... 2. Versuch
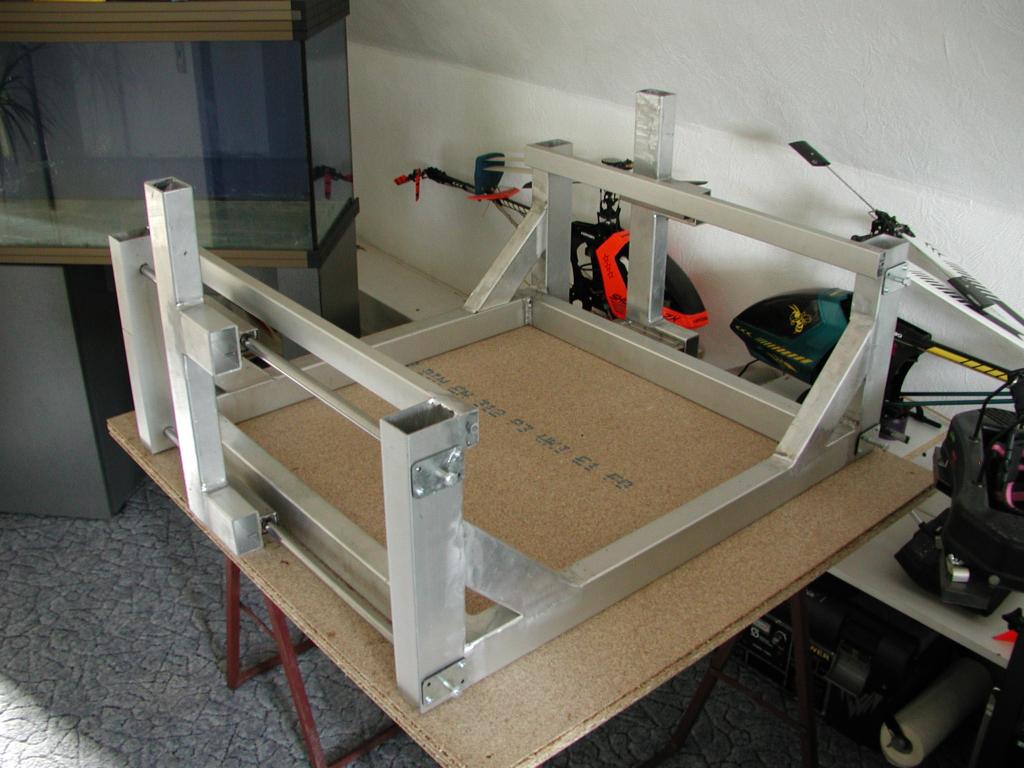
>Hmmm - irgendwie klappt das mit den Bildern nich ....
Schicker Teppich...
Wenn man die Möglichkeit hat Alu zu schweissen, konnen wirklich schon
Sachen dabei heraus...
So, nachdem ich mich dieses Wochenende mehr dem Bier gewittmet habe als der Fräse bekomme ich ja schon ein schlechtes Gewissen. ;-) @Simon, oder Michael: Nochmal zu den Achsen/Buchsen, hat sich wer mal die Bestellnummern von Conrad angesehen die ich mal gepostet habe? Ihr scheint da ja Ahnung zu haben, mir ginge es hauptsächlich um die Z-Achse, die ist eindeutig das größte Problem mit dem ich zu kämpfen habe... >Also bei Conrad lt. österreichischem Katalog: >500mm lange Silberstahlwelle (23 72 05-38) 4,50€ >dazu passendes Linearkugellager (21 69 92-38) 10,95€ oder >Bundbuchsen (23 74 26-38) 1,60€, wobei mir das Linearlager mehr gefällt.
Hi Das Schweißen lassen hat mich weniger als 100,-€ gekostet. Das Alu ist vom Schrottplatz. Gekostet hat es weniger als 30,0-€ - KOMPLETT. Die Wellen und Kugelumlauflager habe ich geschenkt bekommen. Die Steuerung ist/wird die Entwicklung eines Mitgliedes eines anderen Forums. Schrittmotorkarten und I/O sind soweit fertig - fehlt noch die Endstufe bzw. um sie fertig zu stellen, der Ringkerntrafo. Man sieht - es muß nicht alles teuer sein (nun ja - die geschenkten Singe mal außenvor). Man braucht nur vieeeeeeel Zeit. Nette Grüße Torsten
>>dazu passendes Linearkugellager (21 69 92-38) 10,95€ oder >>Bundbuchsen (23 74 26-38) 1,60€, wobei mir das Linearlager mehr gefällt. Die Bundbuchsen sind axiale Lager (oder doch radiale? Auf jeden Fall für drehende Bewegungen), also nicht wirklich gut als Linearlager geeignet. Zum damaligen Zeitpunkt waren die Sachen beim deutschen Klaus 50 Cent billiger... (hatte ich auch so geschrieben).
>Die Bundbuchsen sind axiale Lager (oder doch radiale? Auf jeden Fall für >drehende Bewegungen), also nicht wirklich gut als Linearlager geeignet. Hmm, die Dinger sind ja so einfach, also dachte ich dass das ja keinen Unterschied macht. Wenn man rechnet dass man ansonsten gleich mal 44€ für 4 Linearlager braucht ists auch gleich nicht mehr so ganz billig. Die Kopplung von Spindel/Gewindestange mittels Schlauch funktioniert übrigens sehr gut, hab das jetzt auch so gebaut.
Statt der Bundbuchsen müsste man auch aufgeriebenes Messingrohr nehmen können...
@Thorsten sieht ja richtig stabil aus was du da baust :-) So kugelumlauflager möcht ich auch geschenkt bekommen :-) @Alexander Das posting mit den Bestellnummern hab ich irgendwie überlesen. Die Bundbuchsen sind für radiale und axiale Bewegung gedacht also genau richtig :-) Es ist sogar für den Schnelllauf gedacht. Mit den Lagern läuft es halt Leichtgängiger. Kannst also beides verwenden. Hätte nicht gedacht das man beim C auch mal was günstiges bekommt. Ist nur schade das die so wenig Information zu der Welle und der Buchse schreiben.
Hallo zusammen... Hier mal ein Tipp bzgl. der Linearkugellager von Conrad: Hab bei eBAY 4 Lager für knapp 12 € gekauft. http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&ih=007&sspagename=STRK%3AMEWN%3AIT&viewitem=&item=170065664936&rd=1&rd=1 Scheinen genau die gleichen wie bei Conrad zu sein, zumindest hatte Conrad das Datenblatt von den INA Lagern auf ihrer Seite verlinkt. Dirk
Glückwunsch ! Der Preis ist echt super. Dann brauchst du ja nur noch 2 10er Wellen
@Michael Danke... Im übrigen bietet der Verkäufer diese Linearlager wohl häufiger an. Z.Zt. stehen wieder 4 Stück drin. Wenn ich das ganze witer oben im Thread richtig verstanden habe, eignen sich die 10mm Wellen ohnehin nur für die Z-Achse, oder ? 1,55 € / 10cm für die Welle hab ich bei eBAy übrigens auch gefunden. Wenns der gleiche Anbieter ist, den Du meinst, hat der auch noch einiges andere Interessantes im Angebot (Profile etc.) Dirk
>Wenn ich das ganze witer oben im Thread richtig verstanden habe, eignen >sich die 10mm Wellen ohnehin nur für die Z-Achse, oder ? Wird wohl auch abhängig von der geplanten Größe der Fräse sein. Bei einigen Eigenbaufräsen sieht man schon so dünne auch.
Hab ich gesehen das der noch welche anbietet :-) Kommt drauf an wie groß deine Fräse werden soll. Für 160x80 sollte auch die 10er Welle für x und y gehen. Bei mir werden die jedenfalls nur für die Z werden. Ja der hat auch noch andere schöne Teile im Angebot
Macht mal euere Z Achsenhub nicht zu klein. Sicgher wollt ihr doch auch mal eine Aussparung einer Frontplatte fäsen.
Für nen Ausschnitt einer Frontplatte brauchst du nicht viel Verfahrweg der Z-Achse. Übliche Frontplatten sind ja nur 1-2mm stark also auch nicht stärker als eine Platine :-)
>Übliche Frontplatten sind ja nur 1-2mm stark also auch nicht stärker als >eine Platine :-) Komisch... meine sind so 4mm dick... Vielleicht will man ja auch mal eine bestückte Platine bohren (oder die Fräse als 3D-Fräse für Modellbaurtikel missbrauchen).
So starke hatte ich ehrlich gesagt noch nicht aber das ist ja egal :-) Aber wie irgendwo oben zu lesen ist will ich meine ja ehh etwas größer bauen g Hatte an ca. 150-200mm gedacht das sollte schon für einiges ausreichend sein :-) Aber im Grunde braucht man nicht soviel wenn man nur Platinen und Frontplatten fräsen möchte. Nachdem ich mich kenne würde es nicht lange dauern bis mir die zu klein wird.
Aber viielleicht kann man da ja auch Spriztgußformen herstellen Dann können wir Bierkrüge oh-mass herstellen.
@Torsten Ich kann auf den Bildern nicht erkennen, wie du das Lager aufgebaut hast. Führst du die Achse einfach durch ein Loch im Rahmen? Wofür dann die hervorstehende Schraube? Und wie werden die axialen Kräfte aufgefangen? @alle Kann man irgendwie abschätzen, wieviel Drehmoment die Schrittmotoren bringen müssen? Das hängt doch bestimmt von der Vorschubgeschwindigkeit und der Rotationsgescshwindigkeit der Fräse ab, vom gefrästen Material, von den Reibungskräften des Schlittens, und, und, und. Was ist ein guter Richtwert für die X-/Y-Motoren wenn ich Gleitbuchsen auf 10mm Achsen benutze, zum Platinenfräsen (160mmx100mm)?
Drehmoment abschätzen: (Betonung auf schätzen) Eine Möglichkeit das Drehmoment zu ermittlen ist die Mechanik, sofern schon fertig, für die schwerste Fräsarbeit einzurichten, die man durchführen will. Dann befestigt man an der Antriebswelle einen Hebel an den man Gewichte hängt bis die Spindel anfängt sich zu drehen. Hebelarm mal Gewicht ergibt dann das benötigte Drehmoment. Dabei kann man grob annehmen 1kg entspräche 10N. Bsp.: 0,5m x 0,1kg = ca. 0,5Nm Das genau zu berechnen mit allen physikalischen Feinheiten ist enorm Aufwändig und dauert lange. Wenn man nicht nur Annahmen für die benötigten physikalischen Einflüsse machen will, muss man die Werte erst ermitteln und dann dauert es endlos. Also entweder nach dem schon genannten Prinzip abschätzen, Erfahrungswerte von existierenden Maschinen nutzen oder nach Schrank's Gesetz der Techik dimensionieren. Ein Richtwert für die Motoren ist schwer zu sagen, kommt ja auch auf die Vorschubgeschwindigkeit an die man erreichen will. Der kleinste Stepper an der Z-Achse meiner CNC hat 0,33Nm. Ist nicht der Schnellste aber es reicht. Der Größte hat 1,75Nm und damit läuft sie 1200mm/min über 600mm Verfahrweg. (Gleitlager und Trapezgewindespindeln) @Sören: Ich schätze für eine so kleine CNC sollten Motoren zwischen 0,25Nm und 0,5Nm reichen.
Meine Frau lässt fragen ob man das Teil eigentlich auch für Kücheneinsätze gebraucne könnte. Untern ein Schneebesen oder ein Teigstange. Mit einem gescheiten Programmm lässt sich s bestimmt auch ein guter Knetalkoholrytmus finden. :-) Natürlich wäre da schon etwas Drehmoment nötig. Es sollte auch ab und an recht Zackig gehen. Ihr wisst ja Schlashane!!! :-)
Nachdem gestern meine Schienen und Wägen gekommen sind hab ich dem Verkäufer geschrieben das ich wenn möglich nächsten Monat nochmal das selbe nehmen würde :-) Nachdem er ddas Zeug loswerden wollte bekomm ich jetzt 2 Schienen und 2 Wägen für 125€ Wollte zwar den Monat eigentlich nichts mehr ausgeben aber da konnt ich dann doch nicht wiederstehen :-) Somit hab ich dann schon mal x und y gesichert :-) Fehlen dann nur noch die Gewindespindeln. Hab dann jetzt einen Verfahrweg von 302x302x? Das sollte ermal ausreichend sein. @R.H. ROFL Also beim Sahne schlagen möcht ich nicht in der Nähe sein wenn der Fräsmotor mit 20000 u/min läuft g Da kannste dann die Sahne von den Wänden ablecken :-) Machbar ist es auf jeden Fall aber für ne Küchenmaschine wär mir die Fräse doch zu schade :-)
>Machbar ist es auf jeden Fall aber für ne Küchenmaschine wär mir die >Fräse doch zu schade :-) Wenn man das Portal so groß machen würde, dass ein Backblech darunter passt, wäre die Gattin zu Weihnachten bestimmt hoch erfreut, wenn man mit der Fräse auch noch Plätzchen ausstechen oder Sprtzgebäck herstellen könnte... >Also beim Sahne schlagen möcht ich nicht in der Nähe sein wenn der >Fräsmotor mit 20000 u/min läuft *g* Das kommt ja aufs Gefäss und die Schneebesen an: wenn die die Sahne herunterdrücken bzw. nicht an die Wand lassen, dann spricht gegen Einsatz von 20krpm nur, dass man schneller Butter hat, als einem lieb ist... ;-)
>Wenn man das Portal so groß machen würde, dass ein Backblech darunter >passt, wäre die Gattin zu Weihnachten bestimmt hoch erfreut, wenn man >mit der Fräse auch noch Plätzchen ausstechen oder Sprtzgebäck herstellen >könnte.. Meine Eltern haben eine Bäckerei zuhause, da haben wir ja schon wieder eine neue Anwendung dafür gefunden. ;-) So, gestern sind meine Fräser angekommen. Jetzt fehlts mir nur noch an der Zeit vernünftig weiter zu machen, die Kappsäge habe ich ja auch schon. Zumindest mit dem Gravierstift musste ich den Vorschub sowieso drosseln, also sind da die HP-Drucker Motoren trotz der nicht ganz so leichtgängigen Mechanik stark genug gewesen.
>Meine Eltern haben eine Bäckerei zuhause, da haben wir ja schon wieder >eine neue Anwendung dafür gefunden. ;-) Da das meine Idee ist, erwarte ich jetzt regelmässige Brötchenlieferungen... ;-)
Hehe, dazu muss ich das erstmal bauen... Also einen Teigschneidplotter, kann mir das schon richtig vorstellen. g
Hehe! Irgendwie muss man ja die Frau ja auch davon überzeugen, dass das ganz wirklich eine tolle Sache ist. Und vor allem wäre es gleichzeitig eine Haushaltshilfe! :-) Mannoman, Spritzgebäck. Das ist ne Tolle Idee. Ich mal mir gerade aus, was man da für tolle Formen spritzen könnte.Und wenn das nicht geht macht man Ausstecher. Ob man da auch mit Zuckerguss und Schokolade was spritzen könnte?? Und vor allem könnte man ja auch Salzsrtangen spritzehn! Würde gut Zum Bier passen.
>Und vor allem könnte man ja auch Salzsrtangen spritzehn! Würde gut Zum >Bier passen. Für Salzstangen braucht man einen Extruder, keine 3D-Fräse... Die dann eher für (Einfachst-) Brezeln... >Also einen Teigschneidplotter, kann mir das schon richtig vorstellen. Da kann man dann dann CAD-Daten seines Hauses in Lebkuchen ritzen lassen...
>Hehe! >Irgendwie muss man ja die Frau ja auch davon überzeugen, dass das ganz >wirklich eine tolle Sache ist. Und vor allem wäre es gleichzeitig eine >Haushaltshilfe! :-) So kommt man dann auch gleich viel billiger an die Schneidbretter!
>Hehe! >Irgendwie muss man ja die Frau ja auch davon überzeugen, dass das ganz >wirklich eine tolle Sache ist. Und vor allem wäre es gleichzeitig eine >Haushaltshilfe! :-) So kommt man dann auch gleich viel billiger an die Schneidbretter! Hehe, genau! Und schließlich kann man der frau ja klar machen, dass die Schneidebretter doch nun völlig unnötig wären, da man ja die Zwiebel auch damit schneiden könne.
Samstag war ich bei Ikea (nach 20:00 Uhr ist da gar nicht mehr so viel los...). Deren Schneidbretter finde ich ziemlich labberig...
>da man ja die Zwiebel auch damit schneiden könne.
Man kann sogar Muster in Zwiebelringe fräsen...
mann könnte mit dem Plotter eigentlich auch airbrush machen. Mir fallen da ganz nette Sachen ein. Bierkrüge bemalen, Autotüren lackeiren Tätovierung aber vielelicht lässt sie sich auch als Nähmaschine umfunktionieren.
neue Frage: ich überlege, die Linearführungen bloß mit je zwei zahnriemengekoppelten Gewindespindeln + 2x2 Muttern aufzubauen, um eine Achse (Welle?) einzusparen. Die 2 Muttern auf jeder Spindel sollten etwa an den Enden des zu bewegenden Tisches sitzen. Ist sowas denkbar/sinnvoll? Oder ist die Konstruktion wieder 'statisch überbestimmt', weil der Abstand der Muttern durch die Befestigung am Lauftisch vorgegeben ist, so dass Ungenauigkeiten in der Gewindesteigung zum Blockieren führen?
Jetzt weiß ich auch wie die Buchstabennudeln gemacht werden! Die werden gefräßt :-) @Sören Ist ne super Idee, das sollte eigentlich schon funktionieren. Die Gewindestangen müssen in dem Fall vollkommen gerade sein, sonst wird dir der Tisch wackeln. Mit Baumarkt Gewindestangen würd ich das nicht versuchen, die sind eigentlich immer etwas krumm. Trapezgewindespindeln weiß ich nicht wie es da aussieht hab leider noch keine gehabt. Bei Kugelumlauftrieben wird der Spaß verdammt teuer.
Hi, hat sich den schon einer Gedanken gemacht, welche und wie die Elektronik aussehen soll? Ev. auch mit Link? Gruß Sascha
@sascha Ja über die Elektronik haben sich schon so manche Gedanken gemacht. Schau dir einfach mal die Seiten derer an, die hier ihre Fräse vorgestellt haben. Ansonsten gibts da, wenn es um Schrittmotoren geht zum Beispiel: http://www.nc-step.de/ Allerdings nur Bausätze oder fertig. Wenn du selber bauen willst brauchst du ja nur unter Schrittmotortreiber suchen... Ich hatte auch schon mal zwei Links zu Linklisten gepostet, da ist einiges dabei. @sören Also prinzipiell geht das mit nur Gewindespindeln und zwei Muttern drauf. Ist sogar eine gängige Methode zwei Muttern gegeneinander zu verspannen um das Umkehrspiel zu minimiernen. Kostet halt bloß Drehmoment durch die Reibung. Das Problem wird sein, dass die Gewinde nie so genau sind wie gehärtete und geschliffene Führungen. Wenn aber die Genauigkeit ausreicht, wäre es eine einfache Lösung. Fürs Bohren sollte es reichen, Leiterplattenfräsen weiss ich nicht, aber zum richtigen Fräsen wird das zu ungenau sein fürchte ich.
>Alex: wie mache ich eine Wiki-Seite?? Das ist auf dieser Seite beschrieben: http://de.wikipedia.org/wiki/Bierbrauen (oben links der 2. Link)
Alex: Da haben wir uns glaube ich Miß Verstanden!! Oder ich blicke es nicht! Ich will auch eine Seite machen mit einem bestimmten Beitrag. Wie gehe ich da vor ??
@Sasche Über die Elektronik hab ich mir noch keinerlei gedanken gemacht. Da gibt es ja schon genug fertige Steuerungen :-) Derzeit ist mir die Mechanik wichtiger. @Rahul Wie kommst du nur wieder auf das Bierbrauen LOL @R.H. Willst du eine Website machen ala WiKi oder möchtest du nur einen Beitrag schreiben? Für einen Beitrag http://de.wikipedia.org/wiki/Hilfe:Tutorial Für ne Website brauchst du erstmal nen Server auf dem du das machen darfst ich denk mal das man da PHP und MySQL zugriff braucht.
>@Rahul >Wie kommst du nur wieder auf das Bierbrauen *LOL* Indem jemand anders meinen Namen benutzt...
sowas soll vorkommen wenn man seine wechelnden Nick´s nicht registriert :-) Aber solange es nix beleidigendes ist, isses ja nicht schlimm. Schreib mir mal ne mail will dich mal was fragen
@Ralf: Wenn du einfach eine neue Seite auf meiner Wiki machen willst brauchst du nur das neueseite mit dem Seitennamen den du haben willst ersetzen: http://alex.hat.keineahnung.at/index.php/neueseite Wenn du das ganze dann Verlinken möchtest brauchst du nur auf einer Seite neueseite reinzuschreiben, wobei neueseite natürlich wieder der richtige Steitennamen sein muss. Ich hoffe das war verständlich, und ich bin mir sicher es gibt einen eleganeren Weg, aber vielleicht weis da ja noch was dazu. @Sasche: Bin gerade noch beim abzeichnen der Elektronik die ich dazu gebaut habe, aber wie gesagt wird die nicht für jeden das geeignetste sein, wobei man ja sicher das Programm entsprechend an seine Bedürfnisse anpassen könnte. Eine kurze beschreibung findest du auf http://alex.hat.keineahnung.at/index.php/Quick_and_Dirty_CNC_Fr%C3%A4se aber leider ist das noch nicht sehr viel.
Hallo zusammen... Hab in einem anderen Forum (Modellbauforum) auch noch etwas zum Thema "Selbstbaufräse für wenig Geld" gefunden... Vielleicht interessierts ja den einen oder anderen. http://www.rclineforum.de/forum/thread.php?threadid=141428&sid=3fce9051969d1b4b3ee19b0447c4c963 Dirk
Hi Dirk! Hab den Link gleich mal in meiner Linkliste aufgenommen. Der hat auch die Schubladenführungen benutzt, das gefällt mir ;-)
Das ergebniss mit der Holzfräse mit Schubladenführung sieht doch schon mal super aus ! Das schaut allerdings auch nach den teuren Führungen aus. Solche hab ich glaub ich auch noch im Keller liegen g @Rahul kann dir leider nicht auf deine Nachricht antworten da deine Mail-Adresse nicht dabei war.
>Das schaut allerdings auch nach den teuren Führungen aus. >Solche hab ich glaub ich auch noch im Keller liegen *g* Okey, so genau hab ich da nicht hingesehen, am 1. Blick waren das auch Schubladenführungen.
Hallo ich hab interesse an ihrer cnc-fräsmaschine wie sieht sie aus wenn möglich bilder. Preis VB?. Mit freundlichen Gruß
Hier wird keine Fräße verkauft. Wir sind dabei uns selbst eine zu bauen :-)
Ja wir gehören zu den "anonymen Fräsenbauern", eine Selbsthilfegruppe. ;-) Hab aber schon schlechtes gewissen, weil derzeit nix weitergeht, jetzt wo ich schon fast alles zuhause habe... ...fehlt mir nurmehr die Zeit. (Ich weis, die nimmt man sich einfach) EDIT: Irgendwo weiter obem im Thread hat ja wer geschrieben dass er einige fertige Teile zu verkaufen hat, vielleicht ist da auch was für dich dabei. Finde nur den beitrag gerade nicht (gelöscht?)
ja, wir wollen im Guinessbuch aufgenommen werden. Es gibt auch schon irgendwelche Websieten. Glaub es hies www.gehtsnochbilliger.de
@Alexander Wie du schon erkannt hast die Zeit nimmt man sich g Also worauf wartest du noch :-) R.H. fürs Guiness Buch müssten wir noch extrem viel schreiben :-) Oder willste die weltweilt günstigtse CNC in des Buch bringen die auch noch Bier brauen und die passenden Krüger herstellen kann ? :-)
Hallo zusammen... Um die Karre mal wieder etwas aus dem "OT-Dreck" zu ziehen ;-), hier mal eine Frage zum Thema: Ich war am Sa mal im Baumarkt und habe dort ein wenig rumgetestet. 10mm Gewindestange mit entsprechender Langmutter drauf. Nun hab ich dabei festgestellt, dass die Langmutter doch noch ein wenig Spiel auf der Gewindestange hat. Ist das bei euch genauso ? Wie wirkt sich das auf die Genauigkeit aus (auch auf das Umkehrspiel) ? Dabei ist mir noch ein weiter Gedanke gekommen, den ich im Baumarkt gleich mal ausprobiert hab :-) Wie wäre es euerer Meinung nach, wenn man antelle einer Langmutter lieber 2 M10er Mutter nimmt, diese mit etwas Abstand auf die Gewindestange dreht und die beiden Muttern mit einer Feder auseinanderdrückt. (Ich hoffe, ihr versteht, wie ich das meine...) Dadurch würden die beiden Muttern immer mit Druck gegen die Gewindegänge gedrückt und es würde kein Spiel vorhanen sein, oder ? Wie geschrieben, Tests im Baumarkt waren meiner Meinung nach sehr gut und genau. Freue mich auf eure Meinungen dazu... Dirk
Dirk, ich stelle mir gerade vor, wie du mit der Gewindestange auf dem Schoß krampfhaft mit einer Feder die beiden aufgeschraubten Muttern auseinanderdrückst, ohne weitere Kräfte auf die Muttern auszuüben. Magst du das mal im Detail beschreiben? Oder haben sie dich dort diverse Werkzeuge und Material benutzen/verbrauchen lassen?
Hallo Guido... Wenn ich Dich richtig verstanden habe, reicht also eine Langmutter deiner Meinung nach aus, oder ? Kann ich das ganze mit den 2 Muttern und der Feder dazwischen vergessen, richtig ? @Rahul... Manche Leute haben schon ein wenig sparsam geschaut, als ich mit Gewindestage und Muttern da rumprobiert hab ;-) Was meinst Du mit "...ohne weitere Kräfte auf die Muttern auszuüben" ? Hab die 1.Mutter aufgechraubt, dann eine Spiralfeder dazwischen gesetzt und die 2. Mutter drauf. Dann hab ich geschaut, wie sich das Spiel der Mutter auf der Gewindestange ändert, je kleiner ich den Abstand zw. den Muttern mache. Irgendwann war halt kein Spiel mehr festzustellen. Dirk
@Dirk Hab mir gerade mal Gedanken über die Feder-Konstruktion gemacht und hab da ein Problem mit: wenn man das an dem Maschinentisch festmacht darf man nur die eine Mutter fest verbinden, sonst ist die Feder ja umsonst. Wenn man aber die andere Mutter nur über die Feder verbindet heist das: 1. ist die Konstruktion kompliziert und 2. bekommt die Feder auch die Vorschubkräfte ab und muss trotzdem noch das Spiel rausnehmen. Das ist imho etwas kompliziert für das was es bietet. Ich selbst hab sowas auch bisher noch nicht mit Feder gesehen. Was ich dafür schon oft gesehen hab, was viel einfacher zu konstruieren ist und meiner Meinung nach (studiere Maschinenbau) auch für unsere Zwecke geeignet ist, ist die Methode einfach zwei Muttern auf der Gewindestange gegeneinander zu verspannen bis das Spiel ein erträgliches Maß hat. Nicht zu stark weil dann so viel Drehmoment durch Reibung verlohren geht, eben gerade genug damit das Spiel weg oder sehr gering ist. Und nicht vergessen gut zu schmieren! Selbstschmierende Kunststoffmuttern (z.B. Teflon) sind da Klasse wegen der geringen Reibung, aber frag mich bitte nicht wo man die bekommt.
Hi Simon... "...zwei Muttern auf der Gewindestange gegeneinander zu verspannen..." Du meinst, so wie wenn ich eine Mutter gegen lösen mit einer Kontermutter sichere (nur nicht ganz so fest, wg. der Reibung)? Sorry, dass ich so blöde Frage stelle, aber ich bin im Maschinenbau nicht ganz so tief drin ;-) (Komme mehr aus der Elektronik-Ecke) Dirk
>1. ist die Konstruktion kompliziert und Um mit Uli Steins -Pinguin zu sprechen: "Dagegen!" Man befestigt eine Mutter starr an der Platte. Die andere wird verdrehsicher lose mit der Platte verbunden. Das kann ein Stift in einem Langloch sein. Es geht ja darum, die Feder unter Spannung zu halten. >2. bekommt die Feder auch die Vorschubkräfte ab und muss trotzdem noch das Spiel rausnehmen. Tut sie. >Ich selbst hab sowas auch bisher noch nicht mit Feder gesehen. Ich aber. Leider weiß ich die Seite nicht mehr. Da hat jemand auch mit einfachsten Mitteln eine Fräse gebaut (was auch sonst? Nein, die konnte kein Bier brauen!), und genau diese Technik angewendet. >Selbstschmierende Kunststoffmuttern (z.B. Teflon) sind da Klasse wegen >der geringen Reibung, aber frag mich bitte nicht wo man die bekommt. Teflon-Muttern habe ich auch noch nicht gesehen, dafür sind aber Bronze- oder Messing-Mutter äussert verbreitet als Gegenstück zu Trapez-Gewindespindeln. >zwei Muttern auf der Gewindestange gegeneinander zu verspannen bis das >Spiel ein erträgliches Maß hat. Nicht zu stark weil dann so viel >Drehmoment durch Reibung verlohren geht, eben gerade genug damit das >Spiel weg oder sehr gering ist. Gute mechanische Möglichkeit. Um das Spiel "auszuschalten" bietet sich ein externes Wegmessystem an: Wie oben schon angesprochen verwenden HP-Drucker (und vermulich auch ein paar Drucker anderere Hersteller) eine "starre" Skala, die mit Hilfe einer Lichtschranke abgetastet wird. So kann man relativ einfach herausfinden, ob sich die "Kiste" überhaupt schon bewegt hat bzw. das Spiel überwunden wurde. Sowas kann man auch mit einem Zahnriemen und einem Drehencoder aufbauen. (Richtige CNC-Maschinen - die mit Dreiphasenanschluß - haben dazu spezielle Messleisten...) >(studiere Maschinenbau) Ich habe mein Diplom schon... (FH Feinwerktechnik/Mechatronik)
@Dirk Ja, genau so wie beim Kontern mit zwei Muttern, nur eben so dass es sich noch leicht bewegen lässt. @Rahul Aber es ist schon einfacher nur zwei Muttern auneinander zu schrauben als die zweite der beiden mit einer Linearführung (wie einfach auch immer die ist) und einer Feder dagegen zu verspannen. Ob das nun besser oder schlechter ist wage ich nicht zu beurteilen, kommt auf den Anwendungszweck an würde ich sagen. Mit Baumarkt-Gewindestangen würde ich die Konstruktion so minimalistisch halten wie irgend möglich. Wenn es etwas mehr sein darf nimmt man eh besseres Material wo es sich dann auch lohnt es genauer zu bauen.
So, muss jetzt auch mal wieder Senf dazugeben. Also, ich habe beim rumprobiern beide Varianten probiert, beim einfachen gegeneinander Verspannen hatte ich nach einiger Zeit wieder etwas Spiel, ich tippte da mal auf Verschleiß, da ich nicht sehr viel geschmiert habe. Die Muttern waren übrigens dann noch verklebt, also dass es einfach locker geworden ist glaub ich nicht. Das mit der Feder funktionierte eigentlich am besten, das passt sich an sowas ja am einfachsten an. Desweiteren gefallen mir die Langmuttern besser da man sie einfacher befestigen kann als die normalen.
Hat eigentlich schon jemand über Zahnstangen nachgedacht? Der blaue Klaus verkauft die in Modul 1 und Modul 0,5 in 500mm Längen (oder doch nur 250mm?). Dann würde der Motor halt "mitfahren"...
Nachgedacht schon, nur bei meinen 7,5 Grad Steppern ist dass dann gleich ein großer schritt, und ob die Kraft reicht weis ich auch nicht so recht.
Tja, praktische Erfahrungen sind wohl doch noch am Besten! Dachte nicht, daß man die verspannten Muttern öfters nachstellen muss. Das erübrigt sich natürlich bei der Feder-Methode. Zahnstangen sind so eine Sache, damit die Verzahnung auch ordentlich funktioniert (soll ja auch wenig Spiel haben) muss man da schon einiges mehr an Genauigkeit auffahren als bei Gewindespindeln. Dafür hat man kein Problem mit dem Durchhängen zu dem längere Gewindespindeln neigen, da man die Zahnstange einfach von unten unterstützen kann. Dadurch sind auch sehr lange Verfahrwege realisierbar, man kann Zahnstangen ja auch aneinandersetzen. An meinem Mikroskop ist eine Führung mit Schwanbenschwanz und Zahnstange, da bewegt sich aber die Zahnstange mit und das Zahnrad steht fest.
>Nachgedacht schon, nur bei meinen 7,5 Grad Steppern ist dass dann gleich >ein großer schritt, und ob die Kraft reicht weis ich auch nicht so >recht. Da müsst man dem Stepper vermutlich ein Getriebe spendieren... In der FH habe ich (und viele andere auch) an einer LPKF-Leiterplattenfräse gearbeitet (wahrscheinlich das am häufigsten verwendete Gerät ausser den PCs...). Da waren auch zwei Muttern auf der Trapez-Gewinde-Spindel. Die eine ware "statisch" montiert und die andere war über Langlöcher angeschraubt. Soweit ich "meinen" Labor-Ing noch im Kopf habe, musste die auch gelegentlich nachgestellt werden.
Achja: Ein Problem bei der Federmethode kann sein, dass die Federkraft nachlässt (da hilft dann auch kein 3Wetter-Taft mehr...).
>An meinem Mikroskop ist eine Führung mit Schwanbenschwanz und >Zahnstange, da bewegt sich aber die Zahnstange mit und das Zahnrad steht >fest. So rum kann man das natürlich auch machen. Für die Y-Achse wäre dass vielleicht eine Möglichkeit, da man dann beide Motoren (Y und Z) auf dem Schlitten anbringen kann. Für eine Fräse vielleicht doch etwas zu grob...
Könnte mir vorstellen dass anstatt einer Zahnstange ein langer Zahnriemen besser geeigent ist. Müsste eigentlich zu weniger Spiel neigen.
@Alexander Ja, Zahnriemen sind auch eine Möglichkeit. Isel verkauft sowas ja auch, also sollte es, wenn ordentlich ausgeführt, auch was taugen. Aber bei langen Zahnriemen muss man immer bedenken, dass die, so fest sie auch sind, sich trotzdem ein bißchen dehnen können. Zahnriementrieb könnte aber insbesondere für die Druckerschlächter interessant sein, wenn man die komplette Mechanik weiterverwenden könnte. Die müsste man dann natürlich noch etwas aufpeppen, weil das alles nur für die kleinen und leichten Inkjet-Schlitten ausgelegt ist. Aber wenn es nur um Platinen Fräsen und Bohren geht könnte man ja vielleicht den XY-Tisch als Kreuztisch ausführen und sehr leicht und leichtgängig machen. Dann mit zwei Zahnriemen aus alten Druckern antreiben und auf den Druckerführungen lagern, so eine Platine wiegt ja nicht wirklich viel. Beim Bohren brauchten die Zahnriemen (fast) keine Kraft aufbringen, da steht die Platine ja dann still. Und die Z-Achse kann man ja mit Gewindespindel ausführen, da besorgt dann die Schwerkraft die Spielfreiheit auch ohne zwei Muttern (wenn man's richtig macht). Werde mal testen wie viel Kraft es denn zum Isolationsfräsen braucht und wie viel so ein Zahnriementrieb aus einem Drucker liefern kann. Ist eben noch die Frage wie genau das dann wird, aber bald sind Semesterferien, da kann ich mich wieder tagelang in meinen Bastelkeller einschließen und es herausfinden...
Hi, wenn man sich mal das Video von Bungard ansieht (http://www.bungard.de/videos/bungard_ccd_quartersif_dt.avi), dann sieht man, daß die dort für die Z-Achse ne Zahnstange verwenden. Ich vermute allerdings, die benutzen keinen Stepper sondern einen Servo dafür. Eine Altenative zum Zahnriemen könnte vielleicht auch ein dünnes Stahlseil (eventuell Gitarren-/Klavierseite) sein. Problem könnte aber hier Schlupf sein? CU Frank
>Werde mal testen wie viel Kraft es denn zum Isolationsfräsen braucht und >wie viel so ein Zahnriementrieb aus einem Drucker liefern kann. Ist eben >noch die Frage wie genau das dann wird, aber bald sind Semesterferien, >da kann ich mich wieder tagelang in meinen Bastelkeller einschließen und >es herausfinden... Gar nicht soo wenig als ich anfangs dachte, ansonsten wäre ja auch mein 1. Fräsversuch geglückt. Mit Schubladenführungen ists mit den Zahnriemen glaub ich nix, weils ja mit den Gewindestangen schon Kraft benötigt um bewegt zu werden.
Ja, das ist aber gerade der Nachteil der Gewindespindeln: der schlechte Wirkungsgrad, man braucht also mehr Drehmoment. Außer bei Kugelgewindetrieben (Wirkungsgrad 80-90%) wird nämlich das meiste Drehmoment einfach "verheizt", sprich durch Reibung in Wärme umgesetzt. Trapezspindeln haben Wirkungsgrade um 30%, das heisst 70% des Drehmoments gehen einfach verloren. Und das sind die Daten die namhafte Hersteller (Mädler, SKF, THK) erreichen, wenn man aber einfachere Gewindespindeln verwendet wird der Wirkugsgrad sicher nicht besser. Ist ja auch logisch, "normale" Gewinde (Baumarkt) sollen sich ja auch nicht leicht bewegen sondern viel Reibung haben um damit irgendwas festschrauben zu können. Da würde ich von einem Wirkungsgrad von max. 10% ausgehen. Das ist aber nicht automatisch schlecht, so braucht der Motor ein geringeres Haltemoment, da auch umgekehrt diese Verluste auftreten. Bei den Zahnriemen hat man diese Übersetzungsverluste nicht. Auch hier gibt es natürlich Verluste, aber der Wirkungsgrad ist immerhin deutlich über 90%! Und das selbst bei den einfachsten Riementrieben, also schon eine feine Sache. Man muss sich dann allerdings darüber im Klaren sein, dass auch alle Kräfte auf die Achsen mit diesem hohen Wirkungsgrad auf den Motor übertragen werden. Meistens ist aber das zum Bearbeiten nötige Drehmoment so hoch, dass das Haltemoment dann kein Problem mehr darstellt. Probleme machen könnte beim Riementrieb aber das Spiel, das man hier nicht so einfach wegbekommt und die Dehnung des Riemens, die von der Bearbeitungskraft abhängt. Ich denke man wird wohl auch ein Getriebe brauchen, da sonst die Bewegung zwar schön schnell aber zu schwach wird. Wie gesagt, das wird mein Bastelprojekt für die Semesterferien... Ein Antrieb über Drahtseil wäre natürlich auch denkbar, dann würde ich es aber so machen wie ich es mal bei einem Stiftplotter gesehen hab: Das Drahtseil ist mit beiden Enden fest an einer Seiltrommel befestigt und rollt beim drehen auf der einen Seite ab und auf der anderen Seite auf. Dann gibt es da auch kein Schlupf.
Zahnstangen sollten schon gut funktionieren zu meiner Lehrzeit hatten ja die Drehbänke und auch die Fräßmaschinen die Dinger verbaut. Aber das ist ja schon lange her :-) Da gab es CNC eigentlich nur in den großen Firmen die sich sowas leisten konnten. Bei Zahnriehmen müßte man halt ne Abdeckung machen das auch wirchlich keine Späne den Riehmen oder das Ritzel beschädigen können Zum Drahtseil hätte ich jetzt nicht wircklich vertrauen. Das ausprobieren würde mich bei allen Methoden mal reizen :-) Dann möcht ich euch noch mal nen Link geben http://www.cnc-bastler.de die Seite muß noch gefüllt werden g Alexander und ich sind dort Admins
> http://www.cnc-bastler.de die Seite muß noch gefüllt werden *g*
ja, sieht so aus. Was ist die Motivation, neben cnczone.com eine weitere
CNC-Bastelseite aufzubauen? Mehr Übersichtlichkeit durch weniger Inhalt?
Oder einfach alles nochmal auf deutsch?
Sören
> ja, sieht so aus. Was ist die Motivation, neben cnczone.com eine weitere > CNC-Bastelseite aufzubauen? Diese Seite kannte ich nichtmals da ich eigentlich zu dem Thema nur deutsche Seiten gesucht hatte. > Mehr Übersichtlichkeit durch weniger Inhalt? Ach du stellst neue Seiten mit zig tausend Beiträgen ins Netz ? Dann mein Respekt. Ich kann sowas nicht. > Oder einfach alles nochmal auf deutsch? Ist ein Grund ja, da ich wie geschrieben in Deutsch nur Seiten gefunden hatte welche sich ja mehr mit dem Thema Umbau beschäftigen, oder eben Seiten die nur die eigene selbstgebaute Maschine vorstellen. Wenn die Seite nichts wird auch gut, dann laß ich es einfach wieder :-)
Hey, also Jungs???!! Was ist los??? Gibs auch schon Neueres im Bierbrauen??
@Michael Iller Ich finde die Idee super. Manche können halt nicht perfekt Englisch. @Sören Zwingt dich einer die Seite anzuschauen? Nö, oder? Und soviel in Sachen Selbstbau ist bei cnczone nun auch nicht. Mfg Sascha
Hallo, ich habe den Thread nur Stückweise gelesen und will euch aber meine Fräsen nicht vorenthalten. Ich habe schon einige gebaut, darunter auch eine ganz primitive aus Holz! www.smart-cnc.de Ich war immer bestrebt die Kosten so niedrig wie möglich zu halten. Mit einer guten Konstruktion ist mir das auch gelungen. Stefan
Gefällt mir, ich hab dich gleich mal verlinkt. ;-) @Michael: Muss jetzt erst noch mit einem WLAN kämpfen, dann werd ich mich mal um den Content auf http://www.cnc-bastler.de kümmern (versuchen).
Nochmal Thema Drehmoment, ich hab da nämlich was entdecht. Es gibt eine Exel-Tabelle zur (ungefähren!) Berechung des benötigten Drehmoments zum Download auf der Homepage von einem Autor der zum Thema CNC-Eigenbau was geschrieben hat. Da gibts auch eine Bauanleitung für eine komplett entwickelte CNC-Endstufe/Steuerung. Er hat scheinbar auch ein Buch dazu geschrieben das der Laie braucht um das Teil nachzubauen, aber wenn man keine Anleitung braucht bekommt man die Layouts auch einfach zum download. Ich geh aber mal davon aus dass die meisten hier es eh selber machen werden, vielleicht kann man sich trotzdem was abgucken. Seine HP ist: http://www.einfach-cnc.de/ Dort findet man unter "Service" ziemlich weit unten "Software-Downloads" und dort wiederum ganz unten dann den Link zu der gezipten Excel-Tabelle. Ist vielleicht nicht für jeden gleich glasklar, aber wenn man ein klein bißchen drüber nachdenkt sollte man es mit Kenntnissen der Schulphysik verstehen. Wenn man einen Wert nicht kennt, ungefähr schätzen oder den Wert der dasteht stehen lassen. Da die Rechnung viele Richtwerte benutzt (z.B. die Reibwerte) ist sie sowieso eher eine Überschlagsrechung. Wenn man aber genaue Werte hat, liefert sie ein gutes Ergebnis. Ich bin dabei mir die Tabelle noch etwas anzupassen, auch weil ich Calc statt Excel benutze. Wenn ich fertig habe werde ich es mal hier posten, man kann schön mit den Werten spielen bis es einem passt...
Ich habe mal die einfach-cnc-Seite angesehen, gleich auf den "Bücher"-Link geklickt, und der erste Satz, der mich anspringt, ist buchstäblich "Dies ist der erste Band meine Buchreihe über CNC-Technik für den Hobbybereich" Darunter nochmal fettgedruckt, daß weitere Bücher in Planung seien. Bitte nicht!
Hallo, es hat lange gedauert, aber ich hab alles durchgelesen ;-) Als jemand der keine Ahnung von CNC-Fräsen hat stellt sich mir eine Frage: Das Teil dass die größten Störungen durch Rütteln verursacht (der Dremel) ist bei allen Designs so angebracht, dass er mindestens an der Z- und Y-Achse befestigt ist. Das sind zwei Schienen / Verbindungen die wackeln können. Bei einigen kommt sogar noch die Schiene für die X-Achse hinzu (bevor alles an einem festen Tisch befestigt ist). Da oben haben diese "Störkräfte" den größten Hebelarm den es an der Fräse gibt. Das Gewicht des Dremels hängt auch noch oben an dem "Arm". Das ist für die Mechanik vielleicht auch nicht so toll. Nun gut, die Fräse hat sich wohl aus einer Standbohrmaschine mit XY-Tisch entwickelt und damit hat man vielleicht einen (traditionellen) Grund für diesen Aufbau. Meine Überlegung war, dass man vielleicht den Dremel vertikal auf einer Schine an der Grundplatte befestigen könnte. Die Verbindung könnte man dann auch gut stabiel bauen weil es nicht mehr relativ klein / leicht sein muss wie oben am Arm. Das Werkstück müsste man dann eben zur Seite und Hoch und Runter bewegen. Da im Hobbybereich das Werkstück meistens nicht so schwer ist kommt man so vielleicht zu einer stabieleren und somit genaueren Konstruktion. Zugegeben, es sähe irgendwie komisch aus. Was denkt Ihr dazu? P.S.: Wenn die Beschreibung zu wirr ist kann ich versuchen ein Bild zu malen
>Da im Hobbybereich das Werkstück meistens >nicht so schwer ist kommt man so vielleicht zu einer stabieleren und >somit genaueren Konstruktion. Ja, vielleicht. Vielleicht auch nicht. Stellst du die nächste Frage einfach, nachdem du angefangen hast, einen Tisch auf drei beweglichen Achsen zu bauen?
@BoTaS Versteh ich dich richtig das du das normale Design der Maschine um es kurz zu sagen einfach auf den Kopf stellen willst? Die Idee hat was aber du mußt ja in dem Fall den gesamten Tisch der über dem Fräser ist bewegen. Um da dann stabilität reinzubekommen brauchste lange Linearschienen damit man auch noch genug Verfahrweg zusammenbekommt. Das verursacht schon die größten Kosten. Dann kommt noch dazu das man stärkere Motoren brauchen würde als bei konventioneller Bauweiße durch höhere Reibung. Ich würde die Idee wieder verwerfen. Wenn du störung durch rütteln beseitigen willst ist es allemal sinnvoller einen besseren Fräsmotor zu besorgen der nicht eiert. Wo nix eiert kann auch nix rütteln :-)
>Wenn du störung durch rütteln beseitigen willst ist es allemal >sinnvoller einen besseren Fräsmotor zu besorgen der nicht eiert. >Wo nix eiert kann auch nix rütteln :-) Kann mich dem nur anschließen. Hatte auch schon den Dremel zuhause und habe, zwar hauptsächlich wegen des Gewichtes und der Größe trotzdem einen Proxxon Micromot gekauft --> riesen Unterschied, auch von der "Laufkultur".
Angehängte Dateien:
-

Dubbel_T23.jpg
44 KB
Hier mal was zu den verschieden Bauformen von Fräsmaschinen. Die Tabelle stammt aus dem Dubbel (Taschenbuch für den Maschinenbau). Angeblich haben alle ihre Vor- und Nachteile, aber ich halte eigentlich nur die Kreuztischbauweise oder die Portalbauweisen zum basteln für geeignet. @Knopfloch Mit der Excel-Tabelle zur Drehmomentberechnung kann man was anfangen, wenn man sie denn ausprobiert, zum Rest: keine Meinung.
Und zur Vorbeugung von Diskussionen über den Autor der Einfach-CNC-Seite: ich finde die Excell-Tabelle zur Berechnung der Drehmomente einfach praktisch und hab deshalb selber eine geschrieben und etwas erweitert. Ist also keiner mehr gezwungen sich die Seite anzusehen ;-) Ist zwar eine Excel-Datei, stammt aber von OpenOffice2, nur damit ihr es wisst falls etwas seltsam aussieht.
> Hier mal was zu den verschieden Bauformen von Fräsmaschinen.
Ja, genau wie die "Kreuztischbauweise" meinte ich es. Ob man das dann
noch um 90° dreht ist ja relativ egal. Hatte bisher halt eher nur Fräsen
gesehen die den Spalten "Portalbauweise" entsprachen
@Simon die Excel Berechnung gefällt mir. Danke Die einfach-cnc seite find ich aber auch nicht schlecht. Hat schön viele Informationen. @BoTaS Die Portalbauweise kann kleiner ausfallen bei selbem Verfahrweg. Ist somit günstiger und ich finde einfacher stabil zu bekommen
Hab mich mal an einem CAD-Pogramm versucht :-) http://www.cnc-bastler.de/modules/gallery2/main.php?g2_view=core.DownloadItem&g2_itemId=51&g2_serialNumber=1 So in etwa wird mein Maschinchen aussehen. Außenmaße 560x560x380 (BxTxH) Jetzt hab ich dann wenigstens mal Abmessungen für Materialien die ich noch brauche :-)
@Michael Gehe ich recht in der Annahme, dass das nur die X-Achse von einer Gantrybauweise darstellt und oben an der Brücke die Y-Achse sein soll an die dann wiederum die Z-Achse dran kommt? Also der vertikale Rahmen auf den beiden Führungen verfahren soll? Dann hätte ich da noch ein Tip für dich. Um aus dem vorhandenen Material die beste Steifigkeit der Mechanik herauszuholen solltest du die X-Führungen so weit wie möglich nach aussen verlegen (stabiler durch grösseren Hebelarm). Grössere Hebalarme sind natürlich an allen Stellen an denen Momente auftreten praktisch um die Stabilität zu erhöhen. Was willst du denn dafür für Führungen nehmen? Sieht ein bißchen nach Linearführungen aus, hattest du da nicht welche günstig bekommen? Oder sollen es doch Stangenführungen darstellen? Der Rahmen wird aus Aluprofil wenn ich mich nicht täusche oder? Ach, ich will auch wieder Zeit zum basteln haben...
@Simon Du gehst richtig in deiner annahme. In welche richtung nach außen? Ich denke mal das du nach hinten meinst oder, sprich die beiden ständer nach hinten kippen oder? Führungen werden die THK SHS20LC Der Rahmen soll aus Aluprofilen gebaut werden ja. Bin grad dabei eine neue Zeichnung zu machen, denke das ich die in der Arbeit heut nacht fertig bekomme. Dann gibts morgen früh ein neues bild
Autor: unsichtbarer WM-Rahul (Gast)
Datum: 11.12.2006 14:48
>Albert Einstein war Mathematiker
sry abba ne,. war er nett
War doch schneller mit der Zeichnung als ich dachte :-) http://www.cnc-bastler.de/modules/gallery2/main.php?g2_view=core.DownloadItem&g2_itemId=59&g2_serialNumber=1 Mal von oben http://www.cnc-bastler.de/modules/gallery2/main.php?g2_view=core.DownloadItem&g2_itemId=62&g2_serialNumber=1 und von vorne http://www.cnc-bastler.de/modules/gallery2/main.php?g2_view=core.DownloadItem&g2_itemId=65&g2_serialNumber=1 Sieht schon realistischer aus :-)
Hm, ich würde die Führungsschienen innen an die Seitenprofile montieren. Sparst dir dadurch die Profile in der Mitte. Oder nutzt diese, um die Arbeitsfläche dort zu montieren. Gruß Sascha
Da hab ich auch schon dran gedacht wobei ich dann bedenken hätte das die beiden ständer leicht verkanten beim bewegen
Die Storchenstelzen sind 20mm stark. Denkst du die sind zu schwach? Kann ja cuh 40mm starke nehmen
Ich habe noch keine einzige gebaut. 2 Wagen halte ich für übertrieben bei der Größe Stützdreiecken werde ich ehh verwende... Das ist hier nur eine Zeichnung denn wie du evtl. gelesen hast sind das meine ersten arbeiten in einem CAD Programm. Und da ic´st es mir erstmal lieber das ich mir erstmal eine vorstellung der maschine machen kann. Wollte da nie alle einzelheiten einzeichnen weil ich das einfach noch nicht kann :-) Der Tisch ist noch gar nicht eingezeichnet, aber wenn es sinnvoller ist die wagen direkt unter dem Ständer zu haben werde ich das machen. Die kosten hab ich im Blick. Das ich nicht gleich eine Fräse baue an der es nix mehr zu verbessern gibt wär utopisch anzunehmen ! Danke für den Tip mit der CNC-Ecke aber sei mir nicht bös für nen Anfänger ist die Seite nicht wircklich hilfreich... Da findeste hauptsächlich umgebaute maschinen... Lese da aber schon einige Zeit mit. Ich möchte auch nicht einfach stupide das kopieren was andere schon gemacht haben, das ich da Geld unnötig raushaue ist mir klar :-) Wär aber schön wenn du mir sagen würdest warum diese Konstruktion untauglich ist, damit wär mir weit mehr geholfen.
Angehängte Dateien:
-

fraese4.jpeg
63 KB
Das ist richtig das sich andere schon damit auseinander gesetzt haben. Aber das möchte ich eben auch machen. Diese Winkel waren geplant ich hatte di nur nicht eingezeichnet das ist alles .-) Hab es jetzt aber mal schnell gemacht und die schienen auch gleich nachaußen verlegt.
@R.H. Das ist AutoCAD, hab ich von einem Bekannten bekommen weil er ein anderes gekauft hatte :-)
Sieht ja schon ganz nett aus, aber ich muss Giudo da recht geben: ist noch verbesserungswürdig. Aber dazu diskutiert man es ja hier. Und so sieht das doch schon viel besser aus, mit den Winkeln und aussenliegenden Führungen... Bei der einzelnen Führung für die y-Achse hab ich noch bedenken ob das nicht zu schwach ist. Ist ja für die Führung ein Moment um die Bewegungsachse, muss mal in das Datenblatt schauen. fanganzukramen
Nö hab ich nicht gelernt Sind ja meine ersten gehversuche :-) Die Profile und die Linearführungen gibts ja schon als fertige Zeichnungen :-) muß man nur noch an die richtige stelle platzieren
@Simon ich möchts erstmal mit einer Führung ausprobieren und evtl. mit einer welle verstärken. Aber ich hab noch eine Schiene die ich noch anbauen kann wenn es nicht klappt. Jedenfalls der untere Rahmen wird so gebaut LOL Alles andere kann man ja noch ändern, hab ja noch keinerlei Profile bestellt.
Gut zu wissen. War eigentlich so geplant wie du es gerade beschrieben hast ja. Aber ich geh davon aus das es nix taugt wenn du mich das so fragst oder?
So, grad mal im Datenblatt nachgesehen. Momente um alle drei Achsen ca. 0,5kNm. Die schwächere (Mc) etwas weniger und die anderen etwas mehr. Nehmen wir mal an du baust die Y-Achse so wie im letzten Bild (fraese4.jpeg) und hängst an den Schlitten deine Z-Achse samt Frässpindel. Dann wird der Schlitten (SHS20LC) mit einem Moment Mc belastet, das maximal 473Nm sein darf (Datenblatt). Alle Annahmen die ich mache sind etwas übertrieben aber noch ungefähr realistisch, so hat man etwas Reserve. Deine Z-Achse + Spindel wiege 5kg und die Ausladung Schwerpunkt-Schlitten wäre 100mm. Dann hätte man ca. 50N mit Hebelarm 0,1m = 5Nm, das ist noch nix. Kommt noch die Voschubkraft mit ihrem Hebalarm dazu, mal angenommen 100N wenn die Z-Achse ganz unten ist ca. 200mm? (ziemlich lange Z-Achse in deiner Konstruktion). Das wären dann nochmal 20Nm. Simd zusammen 25Nm, das sollte die Führung schon abkönnen... Nur ob du das dann so fest bekommst, dass da nichts nachgibt und sich biegt wage ich zu bezweifeln. Wie Guido auch sagt, jeden Zentimeter den das Portal höher als gerade nötig ist bereut man...
Danke für deine Berechnungen ! Hört sich richtig gut an das es so klappen sollte :-) Ich lasse aber trotzallen genug platz für eine te schiene bzw. eine Welle. Da fällt die umbauarbeit dann leichter aus .-)
Angehängte Dateien:
-

fraese-neu.jpeg
65 KB
Hab heute Nacht in der Arbeit mal eine neue Zeichnung gemacht. Sind jetzt hauptsählich 120x40 Profile und die seitlichen sind 80x40 Kann man die so bauen bzw. was gehört noch verbessert? Die Praxis wird jedenfalls zeigen ob die y-achse stabil ist oder nicht. Dran glauben kann ich eigentlich nicht wircklich auch wenn es nach den Berechnungen ja funktionieren sollte :-) http://www.cnc-bastler.de/modules.php?name=gallery2&g2_itemId=37 da hab ich noch ein paar weitere Ansichten liegen.
Also ich weiß zwar nicht wo du zu sehen glaubst das ich irgendwo gegen stützen fahre... Meine Schienen sind 400mm lang das Portal hat innen 440mm Wo soll da jetzt bitte etwas anschlagen? Ich will ja den Wagen nicht weiter fahren lassen als die Schiene ist. Die Schienen für die x-achse liegen ganz außen am Rahmen da währe also als einziges Hinderniss die Schallmauer aber so nen flinken stepper gibts ja ehh nicht :-) Die Z-Achse ist in dem Bild ganz noch oben gefahren. Aber bei dieser Achse überlege ich ja auch noch wie ich diese baue. Das war jetzt einfach nur mal ein gedanke wie die aussehen könnte. Das du nur einen Wagen siehst liegt daran das ich nicht mehr zur verfügung habe :-) Du hast schon gelesen das ich Superschwerlastwagen verwende oder ? Die verkraften 473Nm. Somit habe ich da keine bedenken noch dazu finde ich es mehr als übertrieben 2 Wagen mit je 93mm Länge für einen 120mm Ständer zu verwenden :-) Das du mir nix böses willst dacte ich mir schon. Ich stell die Bilder ja auch nicht rein um zu hören "einfach super" oder so. Ich will ja Kritik haben :-) Dennoch bin ich der Meinung das die Konstruktion für mehr als nur leichtes Holz zu verwenden ist. Noch dazu wenn man sich simple Holzkonstruktionen anschaut und was diese leisten können.
Wenn es eine Hilfe wäre, aber wenn du etwas anschalgen siehst wo 20mm platz ist dann weiß ich leider auch nicht. Habe einfach das gefühl das du dir die Führungen noch nicht einmal angeschaut hast, aber dennoch mit Physik und Newton daherkommst. Der Meter Aluprofil wiegt 6,6kg, ich verwende keine 2m ok es kommt die z-achse dazu samt motoren. Also las es pro führung 15kg wiegen wo siehts du jetzt ein Problem mit der Hebelwirckung? Wenn ich mit Volldampf ins Material fahre ja ok aber da seh ich erstmal die profile sterben und nicht die führung. Trotzallem danke für deine Tips
Also ich finde sie mausert sich langsam. Sieht immer besser aus, auch die Optik. Das mit den Momenten ist so eine Sache, die Schienen tragen die zwar, aber sie neigen sich auch unter dem Moment. Wie stark kann ich dir jetzt zwar nicht sagen, aber wenn dein Portal so hoch ist ist schon ein sehr kleiner Winkel hinterher am Werkstück genug um dir die Genauigkeit zu verhunzen. Meine Maschine hat nur 80mm Verfahrweg in der Z-Achse und unter dem Portal noch weniger Durchlasshöhe. Ausserdem ist die Führung unten befestigt, so hat man die max. Steifigkeit gerade dann wenn die Achse weit heruntergefahren ist, was auch der häufigsten Bearbeitung entspricht. (Ich hab zumindest nicht so oft 80mm hohe Alublöcke zu bearbeiten, sondern eher einige mm dicke Platten/Platinen) Deshalb würde ich die Maschine auch für die hauptsächliche Benutzung auslegen, nicht für das mögliche Maximum. Du hast mehr davon, wenn deine Maschine das was du oft machst gut kann und das maximum noch irgendwie schafft, als anders herum. Was ich ändern würde: - Durchlasshöhe verringern (niedrigeres Portal) Du musst doch sicher keine 200mm hohen Teile bearbeiten und die Ungenauigkeit durch Biegemomente steigt proportional mit der Portalhöhe (=Heballänge) Wie hoch ist denn eigentlich die Durchlasshöhe deines Portals genau? Wozu meinst du so viel zu brauchen? Vielleicht kann man da was sinnvolles verbessern. - Y-Achse: vielleicht eben wegen des Biegemomentes die Z-Achse auf zwei parallelen Führungen führen, das veringert dein Biegeproblem enorm, weil ich diese Befestigung als das schwächste Glied ansehe. - X-Achse mit je einer Spindeln an den Portalseiten antreiben, entweder zwei Motoren oder Zahnriemen. Das verhindert verkanten und das kann echt zum Problem werden.
Die Durchlaßhöhe ist ja nicht wircklich ein Poblem da ich das ja an den Ständern problemlos ändern kann. Wie groß die auf der Zeichnung ist weiß ich nicht weil mir das beim Zeichnen eigentlich egal war. Bearbeiten "muß" ich grundsätzlich gar nix g Somit kann ich dazu auch nichts sagen, aber 200mm hohe Teile wüßte ich jetzt nicht wozu ich die bräuchte. Bei der y-achse ist die zweite schiene ja nicht das Problem weil ich die schon mit eingeplant habe. Die ist ja dann schnell angebaut. Möchte es mir aber mal mit nur einer Schine testen. (bin einfach ein praktiker und kein theoretiker :-) ) Werde x jetzt vermutlich mit 2 spindeln betreiben. Muß jetzt unbedingt mal meine Tante wegen Gewindetrieben anhauen (arbeitet bei INA) und meinen Onkel wegen Metall (Hermann Buntmetall) Hoffe mal das man da dann was wegen dem Preis machen könnte. Sobald ich wieder Zeit finde, zeichne ich die x mal neu
> - X-Achse mit je einer Spindeln an den Portalseiten antreiben, entweder > zwei Motoren oder Zahnriemen. Das verhindert verkanten und das kann echt > zum Problem werden. Darum.
Wenn man es anständig machen will schon, denn sonst hat man unnötige Belastung durch Momente auf den Führungen und dazu noch eine Ungenauigkeit durch Schrägstellung des Portals. Ja, es geht auch anders und die Stärke der Abweichung hängt von der Kraft und deren Angriffspunkt ab, aber mit zwei Spindeln muss man sich darum garkeine Gedanken machen.
Hab mir jetzt erstmal gedanklich einen Plan gemacht und werde mir dafür Aluprofile bestellen :-) Damit kann ich dann auch mal schauen wie ich mit dem Aufbau weiter vorgehe. Die 473Nm sind ja wenn ich den wagen nur auf einer seite von oben belaste. Wird der Wagen vollflächig belastet darf inch ja 568Nm haben. Bei 2 Wagen könnte ich mit 2800Nm belasten. Treten denn wircklich solch brachiale Kräfte beim Fräsen von Alu auf? Eine andere Frage ist ja wieviel Kraft verträgt so ein Aluprofil? Somit bin ich immer noch der Meinung das erst das Alu die Hufe wirft. Ich möchte jedenfalls keinen Reifen mit einem zum Schlüssel umgebauten Aluprofil eine Radmutter vom Auto festziehen welche ja mit nur 100Nm festgezogen werden. Die höhe der Profile für das Portal werden 300mm sein, ein großer Drehmoment schlüssel hat ca. 500mm und selbst damit muß man schon etwas kraft aufwenden um die besagten 100Nm zu erreichen. Beim manuellen Fräsen macht man einfach langsam wenns schwer geht mit dem Handrad, sollte doch bei CNC auch machbar sein womit wieder weniger Kräfte einwircken. Auf gut deutsch wenn ich nicht gleich 2mm in das Werkstück gehe sondern nur 0,5mm treten doch geringere kräfte auf. Jedenfalls werd ich mal testen wie es aussieht .-) Mehrkosten werde ich jedenfalls nicht wegen Umbautarbeiten haben, sondern nur wegen verstärkung falls nötig. Denn auch wenn ich etwas verstärken muß braucht kein Teil gewechselt zu werden...
Ja, das ist fein an den Aluprofilen, man kann den Aufbau einfach wieder ändern. Also kannst du es ja ausprobieren und wenn es nicht passt die Y-Achse einfach weiter unten festschrauben... Rechnerisch ist das mit den Drehmomenten kein Problem, bei 300mm Portalhöhe (Hebalarm) dürfte man ja rechnerisch den Wagen bis fast 1600N Vorschubkraft belasten (was deine Stepper aber nicht schaffen dürften). Das hiesse aber auch du kannst dich locker auf die Spitze deines Fräsers draufstellen. Und da merkt man, dass es ein theoretischer Maximalwert ist. Das war jetzt für 473Nm, denn du musst auch beachten um welche Achse das Moment wirkt. Bei der Führung der Y-Achse um die dann die Z-Achse biegt ist das aus dem Datenblatt das Moment Mc. Das ist die kleinste Bealstbarkeit und auch noch der grösste Hebelarm, also wenn das hält dann ist alles andere kein Problem (wenn du überall die selben Führungen hast) weil es mehr aushält oder geringer belastet wird. Aber das heißt auch dort treten zuerst die Probleme auf. Dein Problem ist aber nicht, dass die Konstruktion das Moment nicht aushält, sondern dass sie sich unter dem Moment elastisch verformt. Deshalb werden die Fräsen alle extrem "steif" gebaut und könnten ein vielfaches dessen aushalten, was sie an Kraft erzeugen, bevor was beschädigt wird. Nur in dem Bereich sind sie dann nicht mehr genau. Für deine Fräse bedeutet das: Die Führung mag zwar 473Nm aushalten, aber allein schon dein Portal wird sich dabei knapp 1/10mm verbiegen. Dann steht die Spindel unter einem Winkel (~0,013°) und der Fehler dadurch ist noch mal ~1/10mm (angenommen sie würde sich selbst nicht biegen!). Tut sie aber und wahrscheinlich noch mehr als deine Profile. Vergleich: Wenn das Portal nur 100mm hoch wäre würde es sich unter der selben Last nur knapp 1/100mm biegen. (Alles ausgegangen von 120mmx30mm Profilen, 120mmx40mm macht nur ein paar % Unterschied, die 120mm sind die Wichtigen weil in Belastungsrichtung) Wie immer sind das ungefähre Werte die ich annehme und für die Exaktheit der Rechnung geb ich kein Gewehr! Es soll nur verdeutlichen, dass sich unter der Last alles irgendwie ein bisschen biegt und die Portalhöhe geht quadratisch in die Formel mit ein. Ich denke nicht, dass du so heftige Momente haben wirst und wahrscheinlich kann man mit dem Portal auch so viel anfangen, nur ich plädiere dafür es niedriger zu bauen! Ich fürchte es wird bei härteren Materialien dazu neigen zu schwingen (vibrieren) was dir die Oberflächenqualität auf jeden Fall und den Fräser vieleicht ruiniert. Ich hatte ausserdem noch eine interessante Idee wie du wenigstens das Portal niedriger bekommst ohne Z-Weg zu verlieren. Mach die Aufspannplatte unter die X-Führungen. Oder meinetwegen schraub die Führungen auf die Platte, ist ja das selbe. Dann kannst du auch die Fräse ohne die Platte im Prinzip auf ein beliebig grosses Werkstück draufstellen und das somit bearbeiten. Im Prinzip wie bei der High-Z-Serie, von cnc-step.com. Achso, dein Aluprofil wird die Spindel locker überleben. Wenn bei der Spindel "Ende" ist hat es sich ja gerade mal 1/10mm gebogen. Das Problem wäre da die punktuelle Belastung an den Verschraubungen, die natürlich viel höher ist als verteilt auf das ganze Profil.
Grrrr Aluprofile werden den Monat leider doch nix mehr :-( Meine bessere Hälfte hat beschlossen ein klein wenig zu renovieren... Bevor ich mir ewigen Zorn auf mich ziehe gibts die Profile halt erst nen Monat später. Einige Teile konnte ich mir aber trotzallem noch sichern g @Simon was würdest du zu Alu Ständern (vollmaterial) sagen in der Größe 100x20 mit ca. 200mm höhe oder Stahl. Wobei letzeres sicherlich besser sein sollte da steifer.
Also 200mm hört sich schon mal viel besser an weil 1/3 weniger Hebel.
Stahl denke ich muss es nicht unbedingt sein, es sei denn du willst
selbigen hinterher auch bearbeiten. Dann muss aber alles aus Stahl und
richtig steif sein.
Aus Vollmaterial wird auch bei Alu ziemlich schwer, das müssten deine
Motoren dann mitschleppen, aber wenn sie es schaffen hätte es natürlich
eine höhere Steifigkeit als gleichgroßes Profilmaterial. Mehr Masse hat
natürlich den Vorteil weniger leicht zu schwingen.
Steifigkeit für Rechteckprofil: Iy=(b*h^3)/12 (Dubbel C14)
das wäre hier: ca. 167cm^4
Das aus meiner vorherigen Rechnung hatte ca. 210cm^4
Profil 40x120 schwer hat ca. 315cm^4
Der Wert geht linear in die Rechnung ein: (Dubbel C23 Tab.5a(7))
M * l^2
f=------------
2 E Iy
mit M: Moment
l: Hebelarm
E: E-Modul (Alu ~70000N/mm²)
Iy: FTM 2. Grades
f: Durchbiegung
Das Moment ergibt such aus Bearbeitungskraft und Portalhöhe (l!)
Bei Portal (Träger auf beiden Seiten) Iy natürlich verdoppeln, 2 Träger
tragen natürlich jeder die Hälfte (gehen wir mal davon aus).
Es ist eine ganzschöne Einheitenjongliererei wenn man cm^4 mit mm^2 und
so verrechnet, also aufpassen. Ich benutze ein Matheprogramm das mit
Einheiten rechnet.
Und wieder mal: es ist nur eine Überchlagsrechnung damit man eine Idee
bekommt wie es ungefähr wäre!
Ich würde an deiner Stelle Profil nehmen, da kannst du es einfacher
verändern wenn du willst. Aber ich denke schon, dass du damit was
erreichen wist, auch wenn es nicht die steifste Konstruktion wird.
Probieren macht schlau und die Profile kann man ja einfach kürzen wenns
nicht will bei 300mm/200mm/wievielauchimmer.
Also Jungs!! Die Teile sollten schon auch Bierfest sein, wegen der Korrosion und der Flüssigkeit
Nun, da hauptsächlich Aluminium zum Bau verwendet wird dürfte die Bierfestigkeit kein Problem sein. Aluminium bildet ja an Luft eine Passivschicht die es vor Korrosion schützt, es sei denn, man setzt es agressiveren Medien über längere Zeiträume aus. Aber dann kann man es ja noch Anodisieren...
Mich würde mal interessieren, was ihr von dem Gerät haltet, das mein Namensvetter in diesem Thread Beitrag "Suche gebrauchte oder günstige CNC Fräsmaschine" an den Mann bringen möchte. Über den Preis brauchen wir nicht zu diskutieren, aber ist die Konstruktion grundsätzlich geeignet? Matthias
@Simon Danke für deine Berechnungen! Werde erstmal nur die Profile nehmen, ändern kann ich es ja später immer noch :-) @R.H. Ich wollte das Bier trinken und nicht über die Maschine kippen :-) @Matthias Besonders stabil sieht das teil nicht wircklich aus. Zum Platinen fräsen kann man das Teil bestimmt verwenden. Kaufen oder bauen würde ich mir das Teil jedenfalls nicht
@Matthias Also grundsätzlich erstmal: kommt darauf an. Und zwar darauf was man unter Konstruktion versteht und wofür man diese benutzen will. Die Bauart als Portal-Tischbauweise (Seite durchsuchen nach "Dubbel_T23.jpg" aus meinem früheren Post hier) ist durchaus praktikabel, wenn auch der Verfahrweg geringer ist als bei der Gantry-Bauweise (1/2 bei gleicher Maschinengröße/Materialeinsatz). Zur hier gezeigten Ausführung kann ich nur sagen: Verbesserungsbedarf. Mit geringen Änderungen könnte man da einiges machen, z.B. das Portal mit Streben zum Gestell versteifen. Zum Stahlfräsen wird das sicher nie was aber die Platinen die er zeigt sehen doch ganz gut aus. Zumindest sind sie sauber gefräst, aber sie sind ja auch recht grob. Zur Genauigkeit lass ich mich zu keiner Aussage hinreissen, die kann man hier nur Raten oder Messen. Wenn ich die Maschine mal ein Tag im Messraum in der Uni hatte sag ich was dazu... Zum Preis... aber darüber wollten wir ja nicht reden.
Angehängte Dateien:

Hallo Woher kann man Elektronische Bausatz kaufen. mit vielen Gruesse hassan
Nur mal als Frage zwischendurch: wie weit in der PRAXIS (Bilder) seid Ihr bei diesen vielen Beiträgen bis jetzt gekommen (reines Interesse)??
>Nur mal als Frage zwischendurch: wie weit in der PRAXIS (Bilder) seid >Ihr >bei diesen vielen Beiträgen bis jetzt gekommen (reines Interesse)?? Soll das heißen, dir ist deine Zeit zu schade, die Entwicklung anhand der Texte hier nachzuvollziehen, und du hättest lieber eine funktionsfertige Konstruktion auf dem silbernen Tablett serviert? Matthias hatte ja oben geschrieben, daß in diesem Thread anscheinend schon jemand versucht, aus den Überlegungen Kapital zu schlagen, hübsch mit bunten Bilderchen: Beitrag "Suche gebrauchte oder günstige CNC Fräsmaschine"
@Hassan Ich nehme mal an du suchst eine Schrittmotorendstufe. Die gibts zum Beispiel hier: http://www.nc-step.de/ oder einfach mal Googlen! Pollin hat auch eine billige aber nicht mit Mikroschritt. @Torsten Also meine Fräse war schon gekauft als ich mich hier eingemischt hab, aber man findet ja immer was zum basteln. Ich bin gerade an der Kühlung (Druckluft+Nebel) dran und danach kommt das nächste und so weiter...
@Thorsten ich denke mal das ich nächsten Monat mal ein paar Bilder präsentieren kann. Ich bin noch am Teile zusammentragen. @Daniel Glaube nicht das derjenige diesen Thread dafür als Anlaß dazu hatte.
Mahlzeit! Ich bin wohl einer der wenigen Irren, der sich hier alle Beiträge reingezogen hat. Besser gehts mir aber irgendwie nicht... ;) Was genau ist nun aus dem 'Billig-bau' geworden? Alu-Profile von Item oder wie auch immer, sind nun auch nicht grade günstig und dürften d.h. ausfallen. Übrigens bereite ich auch den Bau einer CNC vor. Erste Erfolge hatte ich schon beim Umrüsten eines Koordinatentisches von Proxon (Verfahrweg ca. 45mm x 120mm kotz) im kleinen Bohrständer. Sah echt abenteurelich aus aber ging... och hätte ich doch mal Fotos gemacht. Die nächste Fräse soll so ca. Din-A4 Bearbeitungsfläche haben. Ich setzte dabei auf Führungen aus rundem Silberstahl. So 20mm Durchmesser taugen auch was! Dank Zeitmangel, komme ich aber nicht wirklich weiter. Nur die Elektronik ist so gut wie fertig. Gibt erstmal Stepper-Antrieb mit PBL3717 als Treiber. Die haben 1A Leistung pro Strang und wurden irgendwo mal ausgeschlachtet. freu und laufen tuts auch schon freufreu Ein paar gute Anregungen habe ich hier auch aufgeschnappt - Danke! Ich schau bestimmt wieder rein! Wie auch immer - viel Glück euch allen. Gruß, Arne
Hallo Arne... Kann Dir auch diesen Thread (als Anregung) mal empfehlen. http://www.rclineforum.de/forum/thread.php?threadid=141428&sid=3fce9051969d1b4b3ee19b0447c4c963 Dort siehst Du eine ganz gute (und vor allem billige und einfache) Konstruktion. Auf den Seiten weiter hinten im o.g. Thread findest Du ein Bild einer "Baumarktfräse". Gefällt mir persönlich noch besser. Hab am WE über 2 Stunden mit dem Erbauer der Baumarktfräse telefoniert. Der hat mir viel über seinen Aufbau und seine Erfahrungen erzählt. Zum Thema 20mm Rundstahlwelle findest Du hier eine (meiner Meinung nach) gute Ausführung, warum davon abzuraten ist. (Kanns leider selber nicht bestätigen, da ich das ganze so noch nicht aufgebaut habe) http://www.smart-cnc.de Dirk
@Dirk Die Baumarkt-Fräsen find ich echt klasse! Grade wenns nicht so aufs 10tel ankommt - genial! Namensschilder, wilde 3D-Puzzel, Gravuren oder sonstwas einfach selbstgemacht ohne 1000€ zu verprassen. Rundstahlwellen werden gerne ausgeschimpft - aber ist auch eine Frage der Länge zum Druchmesser! Und wer behauptet, daß die "FREITRAGEND" angewendet werden müssen? Es gibt auch Linearlager bei denen solche in den Schienen eingearbeitet sind (meist nur wenige mm), da die Oberfläche so schön glatt ist - auchtet mal drauf! Selbst wenn man Gleitlagerbuchsen einsetzen möchte, kann man die Ringe passend aufflexen, was zu dem noch die Möglichkeit gibt, diese zu spannen und das Spiel zu reduzieren! Passung? Viel zu ungenau... ;-B Wie steht's um die Schwalbenschwanzführung der großen Vorbilder? Gibts da Kugeln in der Führung? Wäre mir neu! Ich hatte auch schon überlegt, ein U-Profil aus Messing statt Gleitlagern zu verwenden... . Die dünnen Stangen aus Druckern (meist um die 10mm, seltenst mal so 16mm) würde ich auch nicht weiterempfehlen. Reichen ggf. für 5 - 15cm Verfahrweg. Ich werde doch mal für Test und Lernzwecke die Schubladenführungs-Variante aufbauen. Davon sollten noch ein paar im Keller liegen. Fatale Fehler in der Software, G-Code, Hardware oder sonstwas werden dann auch nicht so teuer! danke... ;) Gruß, Arne
Angehängte Dateien:
-

DSC00167-1.jpg
210 KB

Hab auch mal wieder was neues :-) Heute sind endlich meine 2 Führungen angekommen mit Teflonbuchsen und Haltern. Hab dann mal im Keller gestöbert und noch eine Aluplatte gefunden g Mußte dann gleich mal etwas bohren und Gewindeschneiden und im Anhang ist das Ergebniss zu sehen.
Angehängte Dateien:
-

DSC001661.jpg
210 KB

Hier die andere Seite. Beigestern kann ich mich für diese Art der Führung aber nicht wircklich ! Läßt sich nicht wircklich leicht verschieben wenn ich da im Vergleich meine THK Führungen verschiebe ist das ein Himmelweiter Unterschied. Also braucht man da nen stärkeren Motor wobei das Haltemoment geringer sein kann. Verbiegen lassen sich die Wellen auch relativ leicht (hab 16mm Durchmesser auf 500mm Länge) Wenn es zu wild wird kann ich aber immer noch die Halter verschieben was Verfahrweg kostet aber das ist ja erstmal egal. Die Gewindestange kommt aber auch noch dazu womit es ja dann 3 Wellen sind und ich hoff mal das es da nicht schlimm wird .-) Auf Schienen kann ich ja immer noch ausweichen :-)
@Michael, sieht ja nett aus, nur fällt mir schwer zu glauben, daß das was taugt. Wie genau sind denn die Aufnahmen für die Führungen gearbeitet? Liegen die Führungen wirklich parallel? Läßt sich das irgendwo nachstellen? Weiter sind 16mm Rundstahl auf 500mm viel zu dünn!!! Oder soll es doch ein Plotter werden? Gruß, Arne
Die Führungen sind noch nicht Parallel kann ich aber noch einstellen. Das es zu dünn ist wollte ich vorher nicht wircklich glauben, aber wie ich oben schon geschrieben habe sind die Dinger schon recht weich. Ich muß ja nicht die ganzen 500mm verwenden kann ja die Böcke weiter nach innen legen :-) (siehe oben) Werde wenn ich mal die restlichen Teile habe und alles zusammengeschraubt ist das Spiel messen.
Hallo, bei der Suche noch einem Spindelmotor habe ich folgende Seite gefunden: Portalfräsmaschinen im Eigenbau: http://www.cnc-papst.de/
moin moin, wers GANZ BILLIG haben will: http://cgi.ebay.de/CNC-Fraese-defekt_W0QQitemZ130083991473QQihZ003QQcategoryZ23644QQrdZ1QQcmdZViewItem mit Gruß Pieter
Hab mir jetzt die Profile gerade bestellt und hoffe das ich bald eine Bestätigung bekomme und dann auch bald die Lieferung :-)
>wers GANZ BILLIG haben will: >http://cgi.ebay.de/CNC-Fraese-defekt_W0QQitemZ1300... Wenn du Bieter suchst, solltest du deine Fräse GÜNSTIG nennen, nicht BILLIG. Wobei sie natürlich tatsächlich höchstens billig ist, aber das wird sich auch noch ändern. Wenn du meinst, dass ebay nicht genug Leser hat, benutze doch besser das "Markt"-Forum.
Hallo, vielleicht auch mal eine Anregung, wer nach Bauplan arbeiten möchte: http://www.thiemig.de/ Ich habe mir dort schon ca. Sommer 2000 mal die Baupläne gekauft (mit guten Detailphotos) und dann lange gebastelt. Das Endergebnis entspricht zwar nicht ganz dem Bauplan, aber der hat mir doch SEHR geholfen und war gut bemessen. Ich nutze mein Spielzeug zur Holzbearbeitung und zum Platinen bohren. (Fräsen sollte auch gehen, ätzen war für mich einfacher (siehe der 3M Dynmark Belichter im Hintergrund ;-) ) Ein nicht mehr ganz aktuelles Photo habe ich einfach mal angehängt. Leider war der Selbstbaupreis doch deutlich vierstellig. Die Aluplatte ist übrigens 60*40cm groß. Ach ja, ignoriert doch bitte das Chaos im Hintergrund. Metallbearbeitung habe ich nicht probiert. X-Achsen: Isel Linearführung, Y 16mm Stahl, Z 12 mm Stahl, gelagert mit Kugelumlauflagern, alle Achsen leider nur Trapezgewindespindeln (war halt eine Kostenfrage). Gruss Axel

Hallo Axel
>>Leider war der Selbstbaupreis doch deutlich vierstellig.
was ist denn da so teuer geworden? Stepper(-Elektronik)? T-Nutenplatte?
Sind die Wagen auf der x-Achse orginal? Sehen so nach Marke-Eigenbau
aus.
So ganz glücklich sieht die Konstruktion leider nicht aus. Solange sie
aber so ihren Zweck erfüllt, meine Glückwünsche.
Bei wird es wohl noch lange dauern, bis ich wieder so weit bin...
Gruß,
Arne
..AUK.. herzlichen Glückwunsch zum 500. Beitrag. Sie haben so viele Waschmaschinen gewonnen, wie Sie tragen können!
Hallo Arne, ja, die Wagen (mit eingefräster T-Nutenplatte) der X-Achse sind original von Isel, zusammen mit den entsprechenden Führungen. Die sind absolut spielfrei(einstellbar) und stabil Ich habe noch zu DM Zeiten angefangen und mit EUR aufgehört. Alleine mit den ISEL Führungen / Platten lag ich bei > 1000DM, die Elektronik (3 Motoren, 3DStep von NC-Step, Trafo, Kress Fräse (sehr empfehlenswert), Gehäuse, PC, Anzeigen,... ca 500 EUR) gebrauchter PC An die restlichen Kosten will ich mir irgendwie nicht mehr erinnern, gut dass die Rechnungen beim Umzug nicht mitgekommen sind. Das ganze Alumaterial war nicht ganz günstig, zumindest nicht so billig wie erhofft, und die Mädlerachsen/lager/... taten ihren Teil. Tippe so auf insgesamt gut 1600,- EUR, inkl. Lehrgeld ;-), vielleicht auch mehr und viel Zeit Gruss Axel
Mal wieder eine Frage: welcher Idiot gibt bei dem e-Bay Angebot 200,-€ für solch einen Schrott aus ??? Alleine die Beschreibung ist schon ein Lacher: Genauigkeit bei "schätzungsweise" 0,5mm ! Entweder ich weiß es, oder ich weiß es nicht, aber anhand solcher Aussagen auch noch zu bieten = selber schuld. Gruß
Hallo, ich bin auch schon eine ganze weile am Sammeln und grübeln ob und vorallem wie ich mir eine CNC Fräße Bauen soll/kann. Das Angebot bei Ebay ist mir auch ins Auge gefallen, die 200€uronen währen sicher wo anderst besser angelegt... für die Bierbrauanlage wirds nicht reichen, aber genügend Kisten Bier g ...eine frage zu Schrittmotoren schwebt mir jetzt schon seit längerem durch den kopf, da für die Selbstbauvariante auch Scanner und Drucker Schrittmotoren als brauchbar angesprochen wurden. Ich habe hier mehrere Schrittmotoren für die Drehwalzen der Geldspielautomaten (Bally Wulff), sehen recht kräftig aus, weis jemand ob diese evl. eine gute Wahl währen bzw. brauchbar? ...sind die schritte vielleicht zu gross? Grüsse Leo
@LeoFa Kenne die Motoren zwar nicht, aber so stark wie Druckerstepper sollten sie schon sein. Müssen ja doch recht schnell beschleunigen und bremsen. Am besten mal versuchen was darüber heraus zu finden, Herstellerbezeichnung und dann Datenblatt wäre prima. Wenn du kein Datenblatt finden kannst musst du dir was mit Hebel und Gewicht einfallen lassen wenn du das Drehmoment bestimmen willst. Der Schrittwinkel ist eigentlich kein Problem, man kann ja ein Getriebe benutzen. Zu Drucker/Scanner-Motoren: die sind immer etwas schwach, es sei denn sie stammen aus den Druckmonstern von vorgestern. Da wurden aber auch gerne Servos eingesetzt. Typischer Druckermotor von Mitsumi aus BubbleJet mit 7,5° Schrittwinkel: 20mNm bei 200 Steps/s (laut Datenblatt). Das mag für leichte Fräsereien bei langsamer Geschwindigkeit reichen, aber mehr leider nicht. Auf jeden Fall mit Getriebe, 7,5° sind meist zu viel. Bei der 200€-ebay-Fräse sieht man schön wie mehrere Motoren parallel geschaltet sind weil sie einzeln zu schwach sind. Wenn du mal Beispiele selber rechnen willst schau weiter oben nach "Spindelberechnung.xls". Da kannst du selber ungefähr nachrechnen was der Motor bringen muss.
Hallo erstmal wieder, ich war wegen heftig Grippe und Schnotterseuche außer Gefecht gesetztn... Hoffentlich geht's euch besser! @Axel Das ist aber schon 'n Haufen Holz, was du da verblasen hast! Ist die Präzision auch notwendig bei dir? Obwohl, wenn's ein Hobby ist, darf man eh nicht so auf Zeit und Geld schauen. Wichtig ist doch, daß du die Möglichkeiten nutzt, das zu erstellen, was vorher in den Sternen stand. Ich kenne noch diesen Gedanken "und das machen wir dann... ach-nee, ohne CNC wird das wieder nichts...". Meine Treiberstufe habe ich mir aus ausgeschlachteten H-Brücken (PBL3717) gebaut. Das kostete mich mit selbstgeäzter Platine und weiteren Bauteilen keine 10€. Motoren habe ich aus diversen Druckern (Laser und Fax in meinem Fall), quasi umsonst. Ein kl. Koordinatentisch mit passendem Bohrständer von Proxxon (waren mal Geschenke) wurden kurzerhand umgebaut. Funktionierte zwar, war aber 4 Nummern zu klein. Seither sammel und plane ich für eine Portalfräse mit 'ner Arbeitsfläche zwischen A4 und A3. Ich hoffe es wird noch was vor nächstem Winter... Aber egal wie und womit jeder sein Gerätchen baut, solange es das tut, was er erwartet, ist das Ziel erreicht und meine Anerkennung mit ihm... ;-) Gruß, Arne
Hallo ich verwende 5V 1,4A 1,8° Schrittmotoren, die direkt 20/5mm Kugelumlaufspindeln antreiben, die sind so stark, dass man sich gegen die X-Achse stemmen kann und am Laminat weggeschoben wird. Eilgang schaffe ich bis 2600mm/min Arbeitsgeschwindigkeit derzeit auf 600mm/min begrenzt. Wie teuer der ganze Spaß war, weiß ich leider nicht mehr, aber ohne Software etwa 2000 - 2500,- waren es sicher ohne Software. Viele Grüße, Christian
Angehängte Dateien:
-

Y_Z_Achse.JPG
110 KB
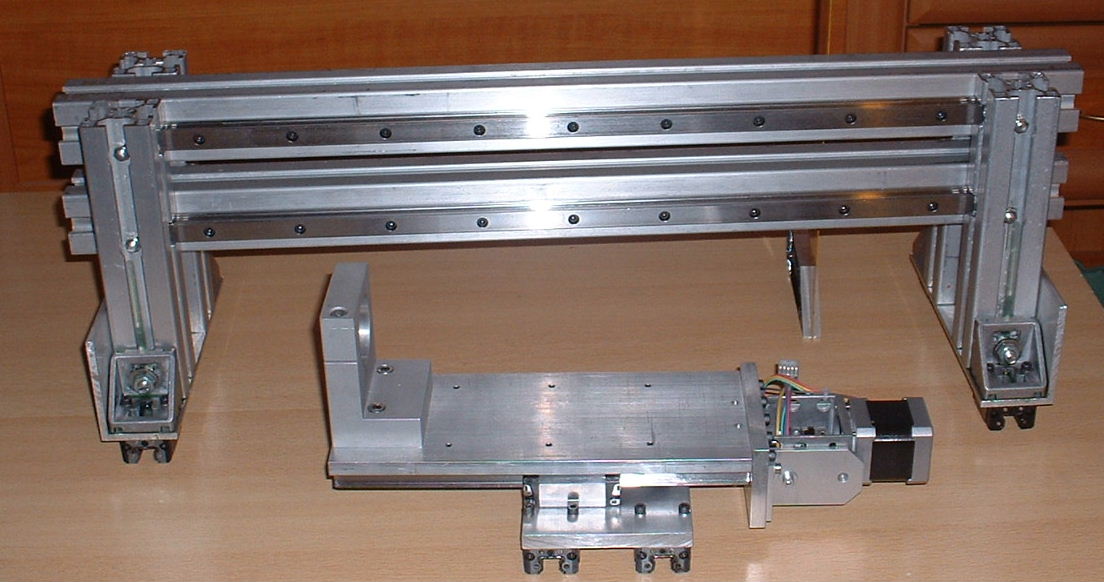
moin moin, so, nun habe ich auch mal was in Richtung Fräse gebaut. Ausgehend von Profilen 45x45, Flachalu 100x10 und Aluwinkeln 70x50x5 ist das alles noch ohne Fräse aufgebaut. Die Y-Traverse wiegt ca 7,5 Kg, die Z-Achse ca. 2,5 Kg. Die Verfahrwege sind bei Y ca 400mm (will erstmal keine neue Spindel besorgen) und bei Z ca. 150mm. Der X-Rahmen ist auch schon fast fertig. Mal so als Anregung. Mit Gruß Pieter
Angehängte Dateien:
-

Fr_se1.JPG
170 KB
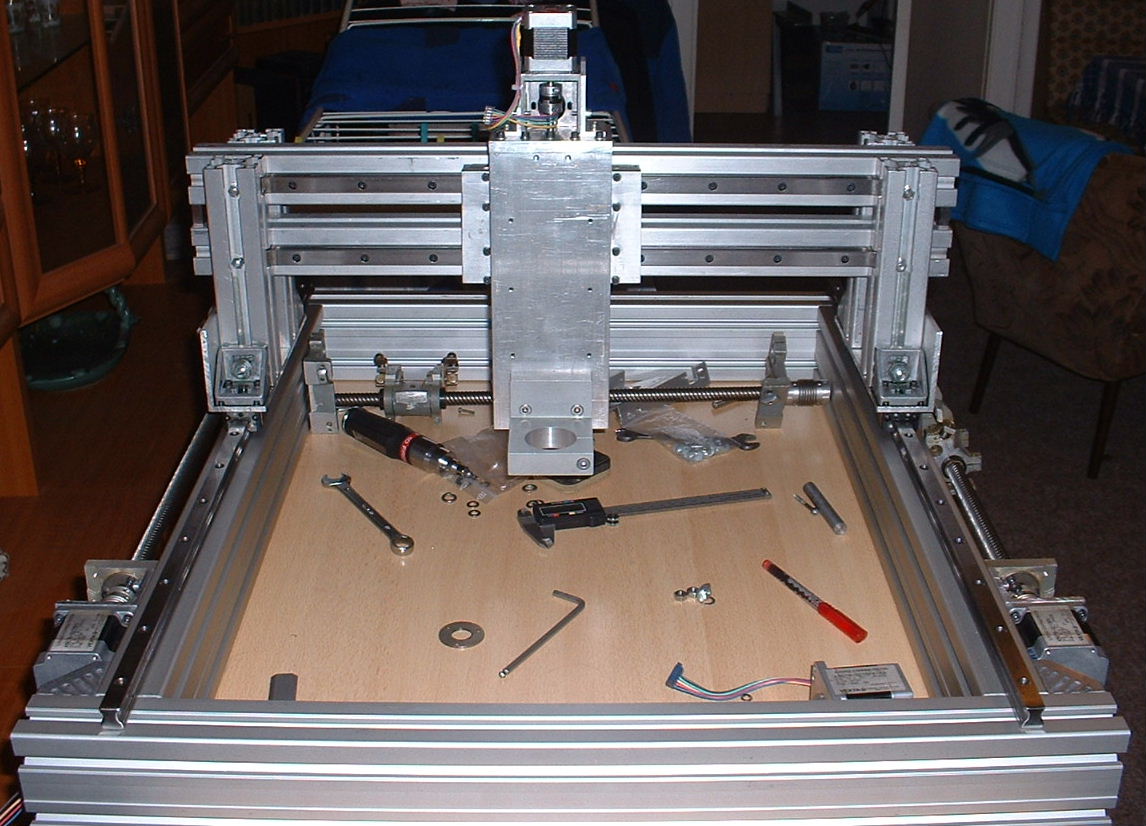
moin moin, nun noch eine Gesamtansicht. Im Hintergrund ist die Trapezspindel für Y zu sehen, wenn die dran ist kommen die Fahrtests. Mit Gruß Pieter
das ganze sieht meiner meinung nach sehr stabil aus und wird sicherlich eine schöne fräse!
Sieht gut aus deine Fräse ! Bin mal auf deine ersten Späne gespannt. Meine Profile sind seit Ende letzten Monats auch da hatte nur noch keine Zeit zum zusammenbau.
Angehängte Dateien:
-

Messung_Z.JPG
360 KB
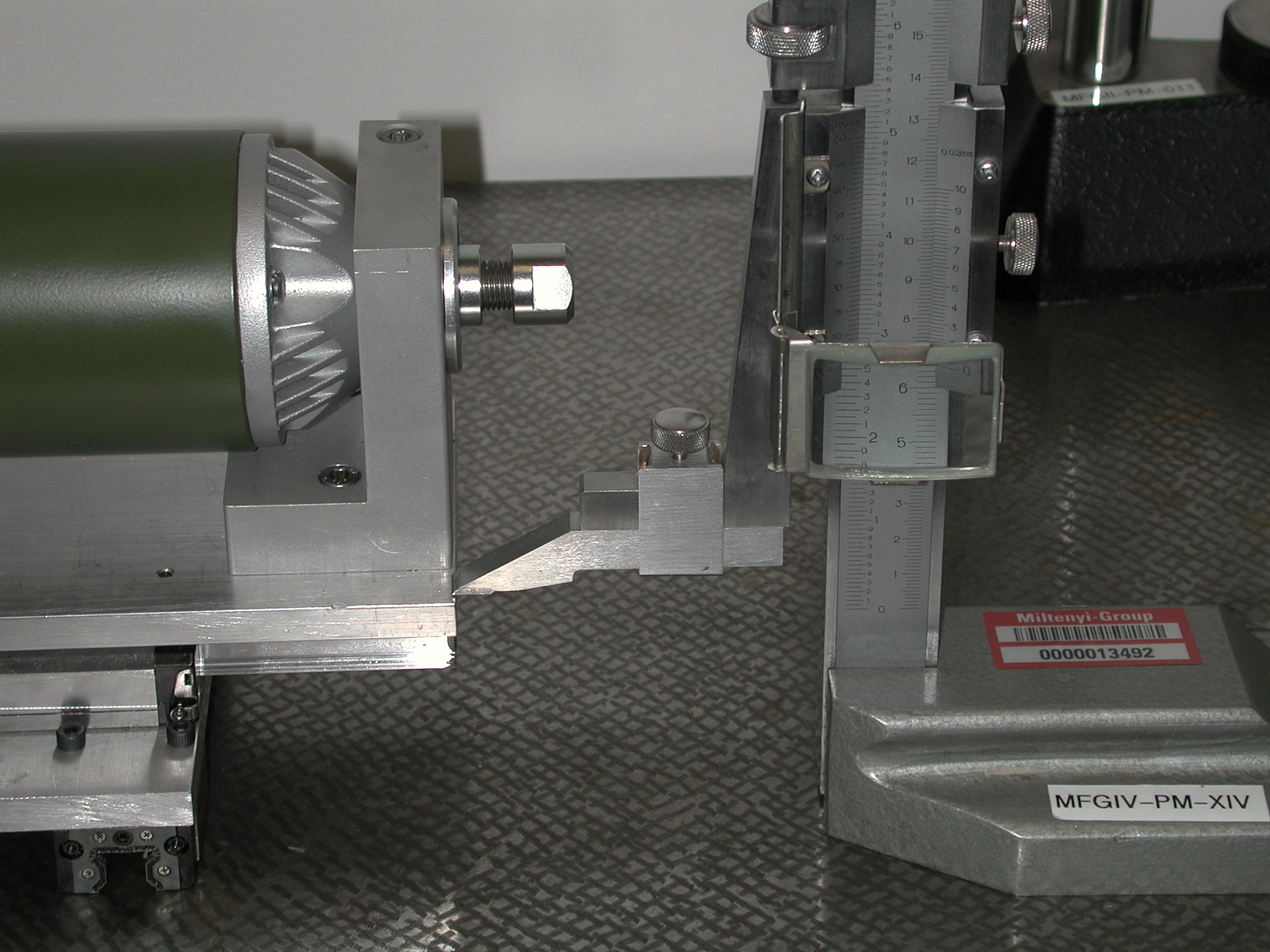
moin moin, habe versucht bisher ohne Fräse auszukommen. Die Lager stammen noch aus den Robotron-Druckmonstern. Ausgehend von Strangmaterial, welches man als ausreichend plan- und rechtwinklig ansehen kann/muß, sind die Teile mit eine Kappsäge zugeschnitten worden. die für die Funktion nicht nötigen Seiten sind nur mit einer Feile geglättet worden. Sieht nicht unbedingt schön aus, kann man dann aber immer noch als Fräseteil nachmachen. "Materialgrundausrüstung" war: 1 Flachalu 1000x100x10 (ca21€) 1 Winkel 1000x70/50x5 (ca.16€) 4 Profile 700x45x90 (Nut10)(ca 11€) 12 Winkel 45x45 (ca je 2€) 50 Hammerschrauben M8 (ca 7€) 50 Hammermuttern M4(Nut10) (20€) "eine Kiste Inbusschrauben, Scheiben, Muttern.." M4, M8 (??€) Richtig Knete kommt hier zusammen: 4 Schrittmotore+Spindel+Metallbalg 3 paar Linearführungen mit je 2 Schlitten Zum Glück kann ich in der Firma einiges genau messen, anbei noch ein Foto vom Ausmessen der Z-Achse. Bauzeichnungen habe ich nicht, bei Bedarf kann ich aber noch Fotos machen. Mit Gruß Pieter
moin moin, der Y-Antrieb ist nun auch dran. Es fehlt noch die Verbindung zum Y-Wagen, der Winkel soll aber die Woche noch kommen (hoffendlich!). Werde schon mal etwas über die Motoransteuerung nachdenken. Mit Gruß Pieter
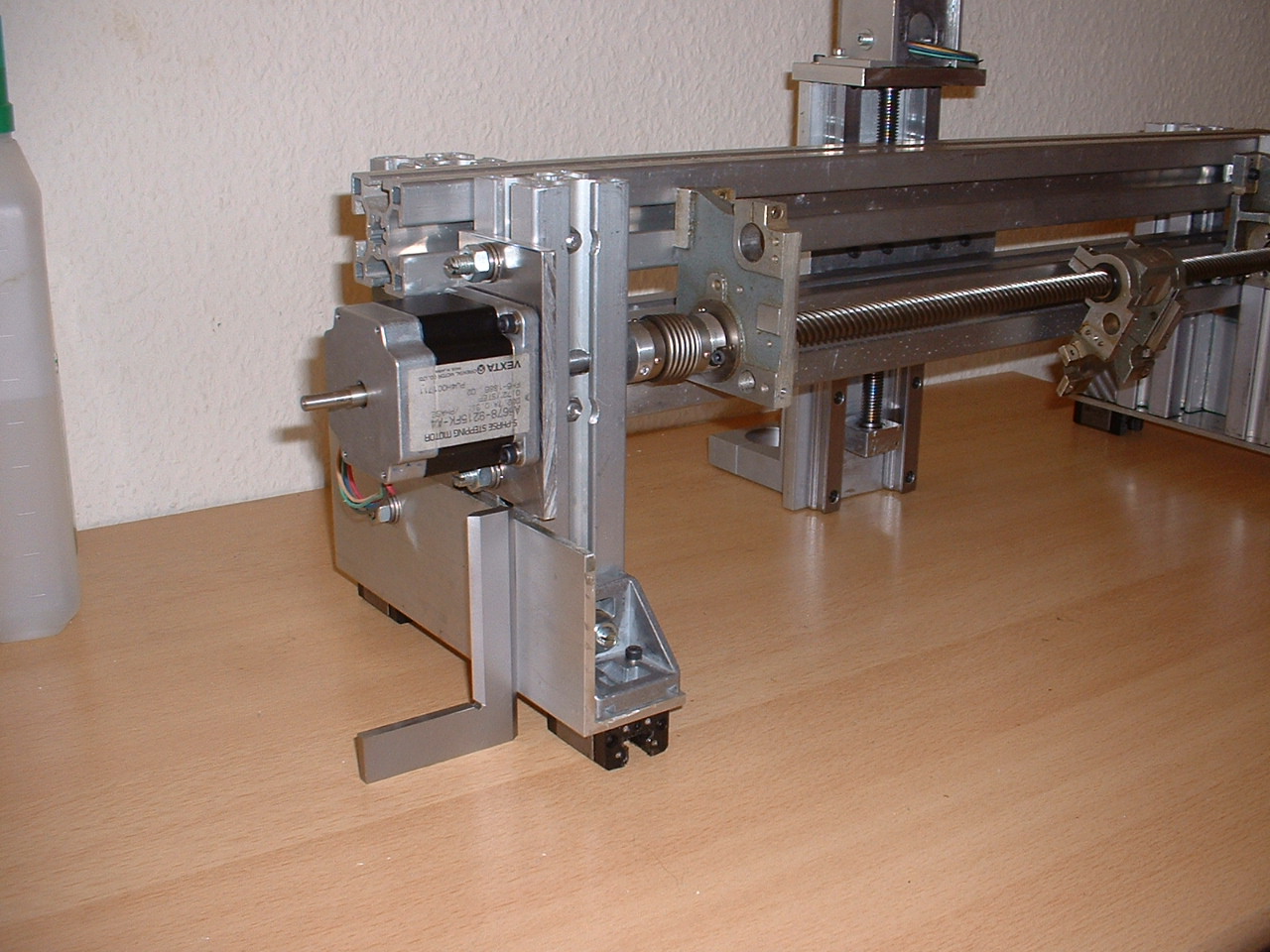
nun glaub ich ist meine Waage defekt: Grundrahmen 15Kg Traverse mit Fräsmotor 16Kg T-Nutenplatte (600x320x40) 11Kg (exakt 11,124Kg) das sind 42Kg !!! und nun kommt noch die Elektronik. ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? Baut hier, ausser mir eigendlich noch jemand an einer Fräse ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? Mit Gruß Pieter
Ich schau dir gespannt zu, im moment habe ich leider zu wenig geld für so etwas, ist aber für bessere zeiten in Planung :(
Angehängte Dateien:
-

Hoehenabgleich.JPG
320 KB
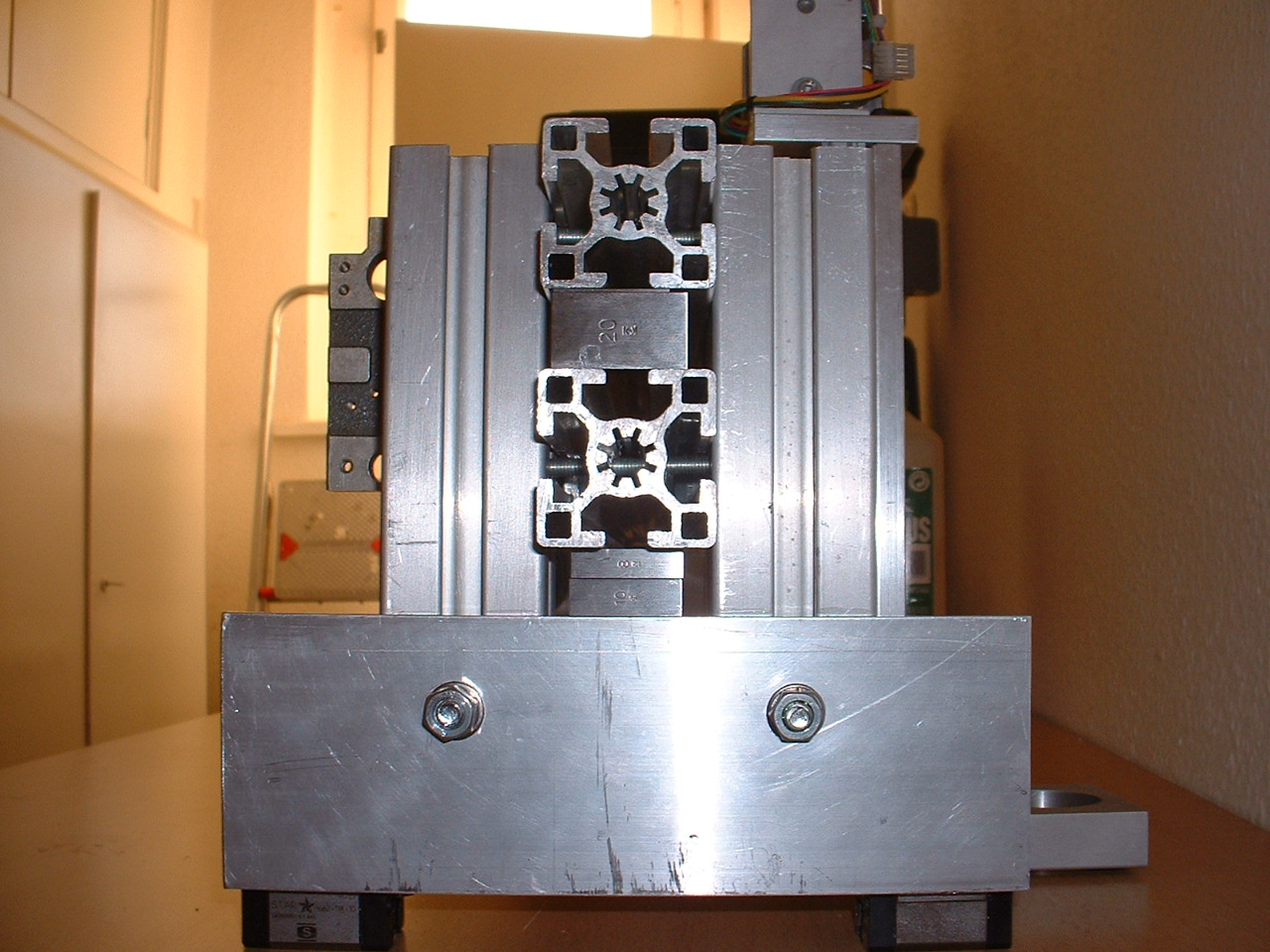
Hi Ludwig, habe mal so alles für die Mechanik zusammengerechnet und komme so auf ca. 725€ mit Fräsmotor und Grundplatte, jedoch noch ohne Elektronik. Eventuell habe ich "etwas" zu stabil gebaut, sollte aber kein Manko sein. Wobei der Posten Aluprofile nicht den Anteil am Gesamtpreis hat. Selbst Trapezgewinde kostet ja nur 15€ je Meter, die Muttern allerding schon ca, 15€ selber. Dreh und Angelpunkt (besser Schiebepunkt) sind die Linearführungen mit Wagen und das waren so 200€. Mein Glück ist, in der Firma habe ich Zugriff auf eine Drehbank und eine Fräse, die ich allerdings noch nicht gebraucht habe. Anbei noch ein Foto zum Höhenabgleich der Y-Traverse. Mit den Parallelendmassen stelle ich die Hoehe ein, das werden auch meine ersten gefräseten Teile werden. Der auf einer Touschierplatte gemessene Höhenunterschied der Y-Traverse liegt bei unter 0,02mm. Auch wenn Z fast genau auf den Rahmen gestellt wird und Y verschoben wird, zeigt sich dieses Bild. Da wo es drauf ankommt, habe ich versucht sehr genau zu arbeiten, alles andere ich "Schönheit" und kommt (eventuell) später. Mein derzeitiger Kilopreis liegt bei 17€/Kg. Mit Gruß Pieter
Ich baue derzeit auch an meiner aber soweit wie du bin ich noch lange nicht. Hast du leichte Aluprofile verwendet?
Hallo Pieter Auch ich bin in der Planungs / Kaufphase für eine CNC Portalfräse. Ich lese schon von Beginn an mit. Da jetzt immer mehr Fragen auftauchen möchte ich mich aktiv an den Dikussionen beteiligen. Ich bin zwar "völlig unbeleckt" was CNC Themen betrifft, aber man kann ja mal anfangen. Gruß kalla
Also ich bin auch dabei eine zu bauen, aber mir fehlt noch ein kleines Stück Alu, damit der Motor die Welle der Y-Achse antreiben kann. Der Rest funktioniert. Leider hab ich den Fehler gemacht, Gewindestangen statt Trapezspindeln zu benutzen. Aber bin schon dabei das nachzuholen. Bilder einiger Teile gibts auf http://mfluhr.de/Elektronik/Fraese.htm zu sehen. Und beim Gewicht war ich auch überrascht, bin bei 37 kg ohne Elektronik.
moin moin, bin ich also nicht der einzige "Verrückte".... Gibt es zu meiner Konstruktion irgendwelche Anmerkungen, Fragen oder Bemerkungen? Mit Gruß Pieter
Hallo Peter, sieht schickie aus... Jetzt noch 3 Gals und die 2051 fertig machen, voila das wars. Schönes Stück Arbeit. Gruß Stephan
Hi Stephan, ...hatte Dich doch glatt vergessen. Sorry, rufe Dich Samstag mal an und berichte. Die Motoransteuerung wird erstmal die aus: Beitrag "5Phasen-Schrittmotoransteuerung" sein. Muss aber erst noch dem Koll. eine handvoll Refelxkoppler abzwacken, um die Endlagenschalter zu realisieren. Und dann eine Handsteuerung mit den Servomotoren als Geber bauen. (HERR vergib mir diesen Missbrauch!) Es gibt wieder was zu staunen: http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&ih=004&sspagename=STRK%3AMEWA%3AIT&viewitem=&item=140100887323&rd=1&rd=1 @All Hat schon jemand mit den IMT-901 gearbeitet? Mit Gruß Pieter
Hallo Peter, IMT 901, das ist doch meine Schaltung. Der macht Takt/Richtung. Ist das gleiche wie TA8435H von Toshiba. Kann ich Dir mal mailen. Gruß Stephan
Pieter wrote: > Es gibt wieder was zu staunen: > http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&ih=004&sspagename=STRK%3AMEWA%3AIT&viewitem=&item=140100887323&rd=1&rd=1 WOW möchte wissen wer da der Hersteller ist g Ich würd mal sagen der verscheuert das Teil weil es nix taugt :-)
moin moin, der hat nur genau das gemacht was in diesem Thread beschrieben wurde. Nun will er dafür soviel Knete haben wie geht und dann eine richtige Fräse kaufen;-) Ganz stark: Das Teil ist auf den Tisch montiert...der Tisch gehört nicht zum Angebot! .................. Ich konnte es einfach nicht lassen und habe gestern abend schon mal einen Fahrtest mit X gemacht. Der eine X Stepper schafft 2 U/sek, das sind bei mir 5cm/sek. Mit Rampe anfahren und stoppen, sonst knallt das richtig. Naja 16Kg wollen bewegt werden. Mit Gruß Pieter
Peter, ja,das ist schon recht heftig. Aber die wollen auch gebremst werden.... Brauchst du die Schaltung nochmal ???? .BMP, .SCH oder wie ??
moin moin, @Steven Proxxon kann nicht sein, weil keine grüne Farbe zu sehen ist. @Stephan wollte den mal für Z probieren, Schaltung und so ist klar. Woher zu welchem Preis bekommen? Mit Gruß Pieter
Peter, den Toshiba gibts bei Segor für 12,10. Nicht gerade ein Schnäpchen aber geht noch. Den IMT bei Nanotec, kostet..rate mal... 12,10 !! So denn Gruß Stephan
Die IMT901 sind spitze einfach, zuverlässig und leicht zu kühlen. Ich verwende auch 3 Stück davon in meiner Fräse und die läuft teilweise den ganzen Tag. Viele Grüsse, Christian
IMT 901 gibt es auch bei elpro.org, Preis weiß ich aber nicht mehr. Empfehle anzurufen deren katalog ist nicht besonders toll, liefern aber an privat.
Angehängte Dateien:
-

Fraesteile_und_Spaene.JPG
320 KB

moin moin, anbei meine ersten Frästeile und Späne!!!!!!!!!!!! Die Fläche an der Oberkante waren 4 Teile a 17x25mm, das mit der Hand feilen und so das es grade wird. Einfach geil. Von der geringen Zeit, trotz Handbetrieb im Vorschub, gar nicht zu reden. Sorry, keine Zeit, will weitermachen... Mit Gruß Pieter
Hi Das Teil in der Auktion sieht aus, wie die Multitool Teile: http://www.cnc-multitool.com/ Klasse - der Knaller schreibt "Echtes 3D". Was für ein Blödsinn. Es ist wie bei den meisten 3-Achs Fräsen auch nur 2,5D. Wenn der Fräsmotor noch schwenkbar wäre, hätte ich ja nix gesagt, aber so'n Unsinn glaubt auch noch Jemand..... Nette Grüße
... und wenn ich es richtig sehe, ist es die LA1000F für 1598,-€ ! Nette Grüße Torsten
Mist - dass man hier nicht editieren kann.... Ich muß den Knaller einmal in Schutz nehmen. Er hat die Artikelbeschreibung von der CNC-Multitool-Seite einfach übernommen und es ist die LA1000F ! Nette Grüße Torsten
>Es ist wie bei den meisten 3-Achs Fräsen auch nur 2,5D. >Wenn der Fräsmotor noch schwenkbar wäre, hätte ich ja nix gesagt, >aber so'n Unsinn glaubt auch noch Jemand..... Wenn man die Z-Achse linear verstellen kann, und diese Verstellung nicht nur zwischen zwei Endlagen passiert, ist es doch eine 3D-Fräse, oder habe ich da irgendwann irgendwie mal wieder nicht im Unterricht aufgepasst? Plotter sind bspw. 2,5D-Maschinen ("Pen Up" und "Pen Down" lassen grüssen) und bei der 3Dpro sehe ich Gewindespindeln. Oder bezog sich das auf die ebay-Fräse?
Gewindestangen sind doof sind nicht stabil, haben eine zu kleine Steigung und sorgen für zu viel Spiel. Aber ansonsten könnte man die schon nehmen.Aber wer billig kauft, kauft zweimal!!!!
@ Verständnisproblemhaber Die anzahl der Dimensionen einer Fräsmaschine hat eher was mit der Bahnsteuerung zu tun, als mit den Mechanischen Möglichkeiten. einen Plotter würde ich als 2D Bezeichnen die meisten CNC Fräsen sind 2,5D Maschinen http://de.wikipedia.org/wiki/Bahnsteuerung
moin moin, >>3D-Bahnsteuerung >>Sie kann mindestens 3 Achsen gleichzeitig im Raum bewegen. Bei meiner Fräse kann ich gleichzeitig X,Y und Z steuern. Damit ist es grundsätzlich möglich eine Halbkugel zu fräsen. ............ Hat jemand schon mal Alu eloxiert? Zum anbauen des Verbindungswinkels Y-Wagen zur Y-Mutter muste ich alles nochmal auseinanderbauen. Nun könnten die Teile eigendlich gleich eloxiert werden. Mit Gruß Pieter
Pieter wrote: > moin moin, > >>>3D-Bahnsteuerung >>>Sie kann mindestens 3 Achsen gleichzeitig im Raum bewegen. > > Bei meiner Fräse kann ich gleichzeitig X,Y und Z steuern. Damit ist es > grundsätzlich möglich eine Halbkugel zu fräsen. > ............ @Verständnisproblemhaber Und jetzt fräs mal entlang des Umfangs eine Nut rund um die Halbkugel. Ohne schwenkbaren Kopf hast du da keine Chance. Daher 2.5D: Du kannst alles machen, was im Prinzip auf übereinanderliegenden Schichten hinausläuft. Eine obenliegende Schicht muss nur kleiner oder gleich einer untenliegenden Schicht sein und deren Umfänge dürfen sich nicht kreuzen. Der Begriff 2.5D stammt IMHO aus der Anfangszeit der CAD Systeme: 2.5D meinte ein System, bei dem man eine beliebige 2D Kontur in die Höhe ziehen konnte, man also mit (auch schiefen) Prismen gearbeitet hat. Natürlich kann man solche Prismen dann im Raum beliebig anordnen, aber zb ein Duodekader in einem Stück ist damit nicht möglich. @Pieter Wenn ich mir dein Teil so ansehe: Mich frisst der Neid :-)
moin moin, >>Und jetzt fräs mal entlang des Umfangs eine Nut rund um die >>Halbkugel. Ohne schwenkbaren Kopf hast du da keine Chance. Kein Problem, dafür nimmt man einen T-Nuten-Fräser, mache ich zur Zeit. Eine Streit- und Ansichtsfrage. Mit Gruß Pieter
>Und jetzt fräs mal entlang des Umfangs eine Nut rund um die >Halbkugel. Ohne schwenkbaren Kopf hast du da keine Chance. Komisch, sämtliche CNC-Maschinen, die ich bisher gesehen habe, wurde 3D-Maschine genannt, weil sie den Fräser (bzw. irgendein anderes Werkzeug) in drei Dimensionen mit mehr als 2 Positionen gewegen konnten. Halkugeln u.dergl. fräst man mit entweder mit einem schwenkbaren-Werkzeugkopf oder einem schwenkbaren Tisch. Das sind dann aber 4D-(bzw. 4-Achs-)Maschinen. Wenn man das Werkstück Dann noch auf dem Tisch drehen kann, ist die fünfte Achse da... Für mich sind 2,5D-Maschinen solche, wie sie LPKF verkauft: Sie können in X- und Y-Richtung unterschiedliche Positionen anfahren, in Z-Richtung gibt es aber nur "oben" und "unten" (s.o. Plotter). Ich werde mal unsere Mechaniker fragen...
Die Bezeichnung 2,5D- oder 3D-Fräse ist offensichtlich nicht so genau definiert. Ich kenne es so, dass man unter 2,5D die Teile versteht, die von 2D-Zeichnungen erzeugt und aus dem Material ausgeschnitten werden (z.B. Spanten), wofür man nur zwei z-Werkzeugpositionen braucht: oben/unten. Da aber das fertige Teil nicht nur 2 Dimensionen hat wird es eben 2,5D genannt. Unter 3D-Teilen verstehe ich die Teile die mehr als nur oben/unten als z-Position brauchen. Das müssen nicht gleich Freiformteile sein und mit "nur" 3 Linearachsen kann man auch keine Hinterschneidungen erzeugen (zumindest keine unbegrenzten), aber es ist trotzdem 3D, weil der Fräser eindeutig 3D-Bahnen fährt. Damit kommen wir dann auf die Art der Steuerung. Wie viele Achsen gleichzeitig fahren können und insbesondere in wie vielen Dimensionen die Steuerung Kurven gleichzeitig interpolieren kann. Bei den meisten Steuerungen sind das 2 Achsen die interpoliert werden und die andere(n) Achsen fahren dann mit fester Geschwindigkeit (z.B. eine Helix/Schraubenbewegung). Mehr braucht man aber fast nie und "echte" 3D-Teile (Freiform ohne/mit Hinterschneidung) werden ohnehin mit einem CAM-Programm, das die Kinematik der Maschine kennt, erstellt und enthalten sogut wie immer nur lineare Fahranweisungen (G01 in G-Code). Aus dem Maschinenbau kenne ich es, dass man sagt um welche Kinematik es sich handelt, wenn man von einer Maschine spricht (z.B. 3/4/5 Achsen-Kinematik). Wenn man dagegen vom Werkstück spricht, gibt man die Dimensionen der Zeichnung an oder die des Fertigteils. Bei der Zeichnung wäre das 2D oder 3D, beim Werkstück 2,5D oder 3D. Man sollte bei 3D aber dazusagen ob es mit oder ohne Hinterschneidungen ist, da das entscheidend dafür ist mit welchen Kinematiken die Form erzeugt werden kann. So, genug Senf dazugegeben für heute... hoffe es hilft!
moin moin, so, nun laufen alle Achsen. Muss nur noch eine Ansteuerung für den Z-Motor bauen. Bei der Handsteuerung arbeite ich mit den inkrementalen Gebern aus Servomotore, wird etwas langsam bei 48 Impulsen/U und einer Spindelauflösung von 25µm. Werde da mal Zahnräder zwischensetzen. Die Handsteuerung arbeitet mit einem 89C51ED2 und zeigt die Spindelposition pro Achse als 0000,000mm an. Jede Achse kann separat genullt werden. @Michael Fluhr (fury) Habe mir mal Deine Fotos angesehen. Hast ja schon ordendlich was zusammengeschraubt. Allerdings vermisse ich Kugellager bei den Gewindestangen. So schaben sie Dir den Rahmen auf. @Karl heinz Nicht traurig sein...dafür hast Du eine eigene Web-Site mit Codegenerator. Das ist etwas, wozu ich keine Ambitionen habe. Fotos gibts erst wieder zum WE. Mit Gruß Pieter
@Pieter Ja, das ist ein Problem, aber werde ich für die Gewindestangen auch nicht mehr ändern. An der Z-Achse habe ich oben ein Lager von einer Fahrradnabe drin, da dort der Druck zu hoch war. Ich hoffe in cä. 2 Wochen die Trapezgewindespindeln einbauen zu können, und die werden dann axial und radial kugelgelagert. Ich hab selber nur eine Standbohrmaschine und muß den Rest von Freunden machen lassen, was erfahrungsgemäss etwas länger dauert :-) aber wenigstens hab ich die Möglichkeit dazu. Deine Lager waren bei den Spindeln dabei ? die sehen proffesionell aus
Angehängte Dateien:
-

TrapezMutter.JPG
430 KB
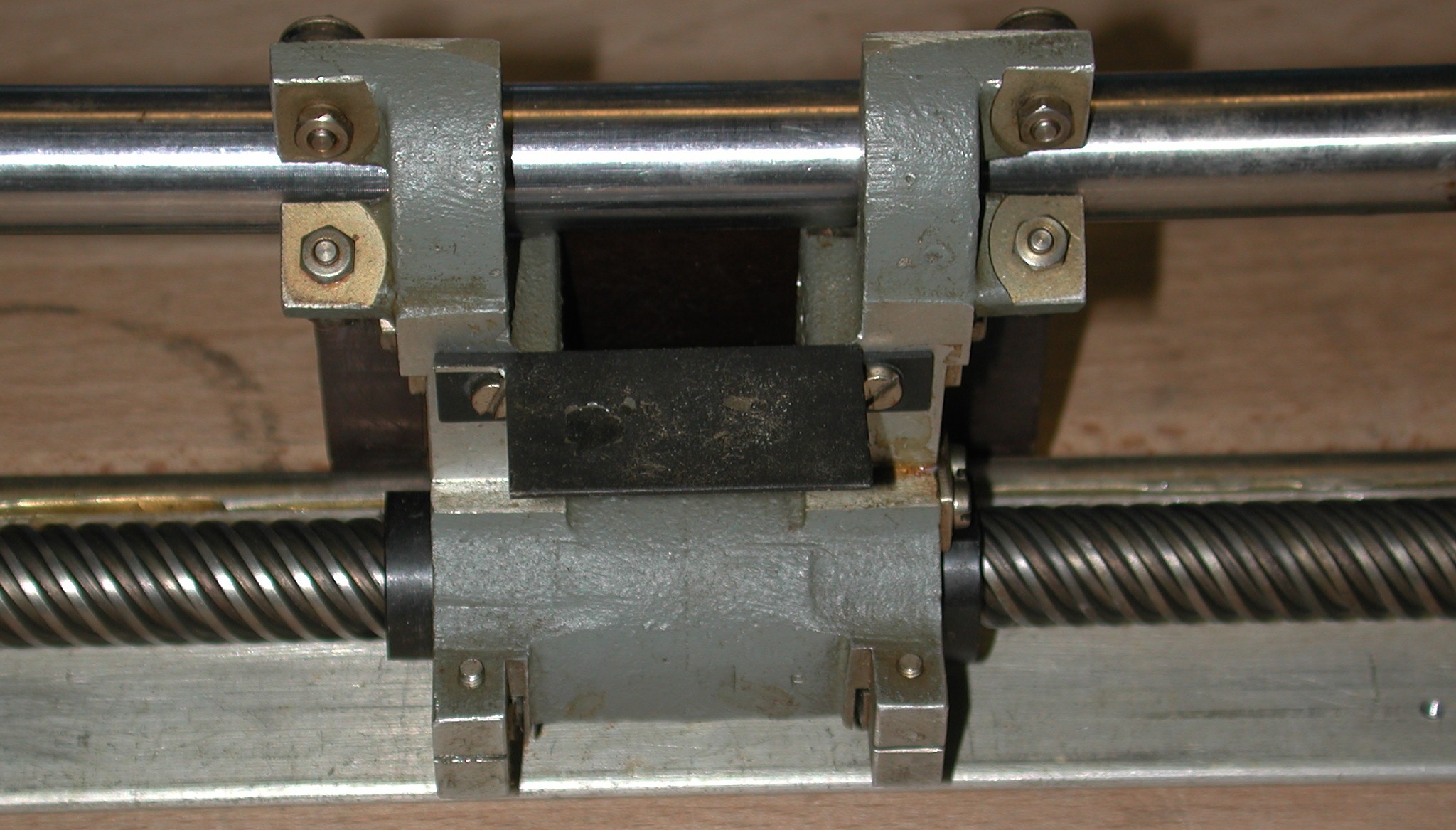
moin moin, die Spindeln stammen aus Roboron-Druckmonstern (siehe Foto vom 11.01.2007 12:13) mit der original Halterung. Diese Spindeln haben 6! Züge. Als Lagerung diente eine 16ner Welle, auf der fuhr der Druckkopf(ca 500Gramm). Anbei mal eine Gesamtansicht der TrapezMutter, Details werden ich dann mal fotografieren. Mit Gruß Pieter
Angehängte Dateien:
-

Gesamtansicht.JPG
310 KB
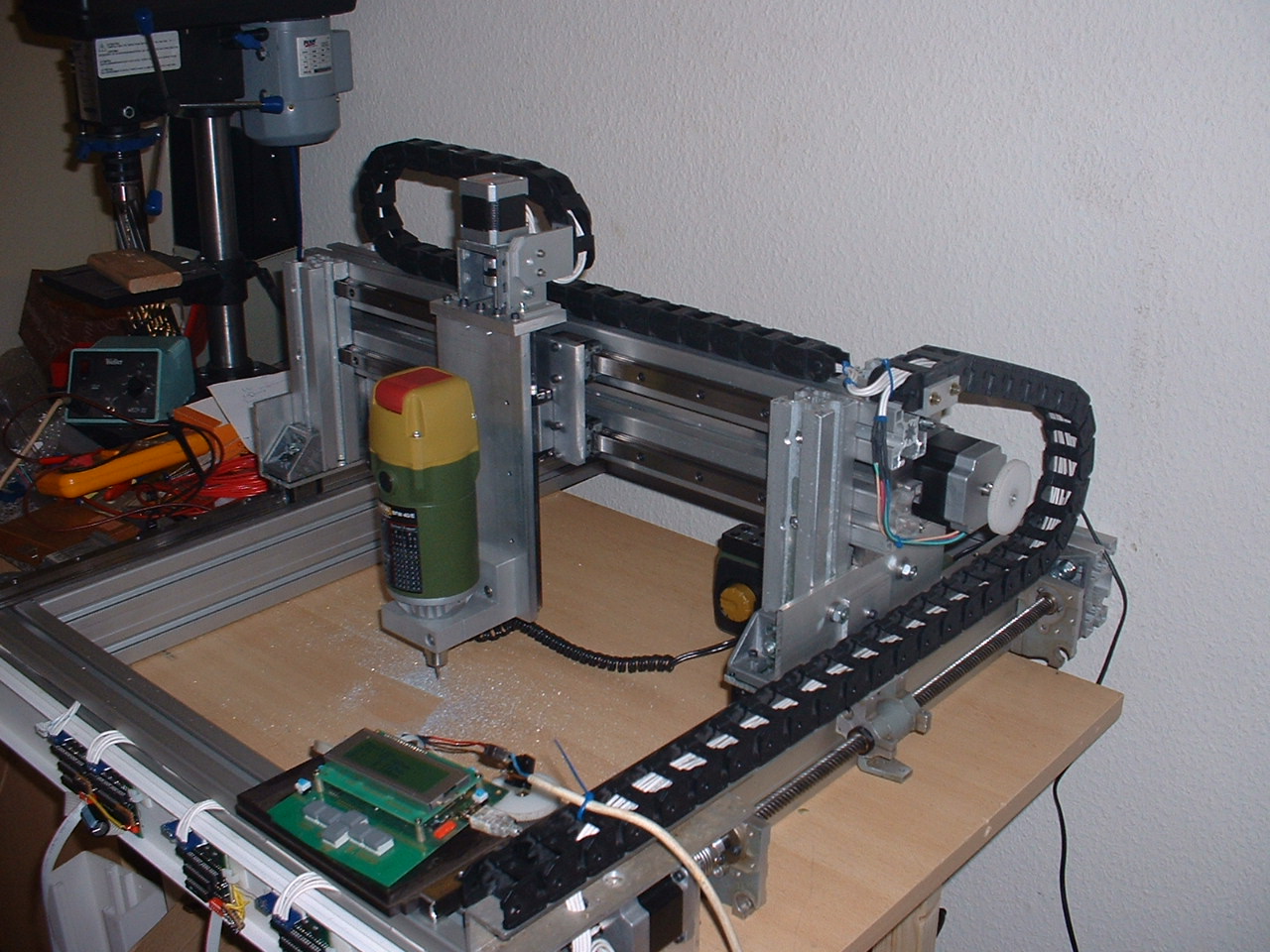
moin moin, baut Ihr noch oder fräst Ihr schon....)-: Hier noch einmal eine Gesamtansicht. Eine T-Nutenplatte als Grundplatte ist schon da, wenn Zeit ist baue ich die an. Wichtiger sind im Moment die Endlagen- und Referenzschalter. Zum Bild: Am Vorderrahmen sind die 4 Motorsteuerungen mal provisorisch "angenagelt", oben liegt mein Testboard als Steuerrechner. Die Späne sind noch von der letzten Fräsung. Auch wenn die beiden X Achsen und die querliegende Y-Achse mit dem gleichen Motortyp und den selben Paramtern arbeiten macht die X-Achse beim Verfahren deutlich mehr Krach als die Y-Achse. Der Fräsmotor arbeitet da sogar leiser. Nebenbei: Mein geliebtes Weib fragt an, ob man mit der Fräse auch im Garten den Rasen mähen kann... Klar, 4 Räder drunter, ein paar 12V-Akkus zur Stromversorgung liegen im Keller, eine Stahlstrebe als Mähmesser einspannen und dank der Höheneinstellung der Z-Achse kann der Rasen auf 10tel Millimeter genau geschitten werden! Brauche jetzt nur noch ein CAD-Modell unseres Gartens... Mit Gruß Pieter
Moin, ich verzweifele gerade am fräsen. Bei mir werden bei Holz oder CD-Hülle die Fräser zu heiß, ich brenne statt zu fräsen. Hab mir deswegen für die CD-Hülle mal ein "Schwimmbad" gebaut, um im Wasser zu fräsen, probier ich heute Abend vielleicht mal aus. Beim Holz hilft es die Vorschubgeschwindigkeit zu erhöhen. Ein anderes Problem hab ich beim fräsen auf Mass. Ich hab keine Ahnung wie ich Lazycam einstellen muß, damit hinterher die Innen- und Aussenmasse stimmen. Muss irgendwas mit der Fräradienkorrektur sein. Wie man 3D-Modelle aus Autocad zu Mach3 bekommt, ist mir auch noch ein Rätsel bzw. ich habe noch keinen Weg gefunden. Bei der Y-Achse hab ich den Antrieb mit einer Madenschraube auf der Welle vom Schrittmotor befestigt, wie Pieter bei seinem Kupplungen auch, und die hatte sich gelöst. Dadurch bekam ich immer mehr Umkehrspiel, jetzt hab ich die Schraube mit UHU Schraubensicherung behandelt und es hat bis jetzt gehalten. Bei dem Wetter nehme ich mir aber nicht mehr soviel Zeit für die Fräse ;-) Michael
Hallo, als Ergänzung noch diese Seite: http://www.lehrer.uni-karlsruhe.de/~za685/cnc/maschine.htm Gruß Theodor Schönwald
Hallo alle zusammen, ich will ebenfalls in nächster Zeit eine eigne Fräse bauen. Selber bauen fetzt mehr als kaufen.Habe derzeit nur ein kleines Problem bei der Theorie. Wie erechnet sich der Vorshubweg über eine Gewindestange? Kann mir da jemand helfen. Sprich wenn ich die Gewindestange um 10cm im Umfang drehe wie weit schieb es dann eine darauf aufgefädelte mutter mit gleichem gewinde. ich komm einfach net drauf :(.
ich hab mir folgendes überlegt. Gewinde M4 Steigung: 0,7mm Kernlochdurchmesser: 32,4mm Außendurchmesser: 40,0mm Außendurchmesser - Kernlochdurchmesser = Gewindespizenhöhe Gewindespitzenhöhe = 7,6mm Gewindespizenbreite = Gewindespitzenhöhe / Steigung Gewindespitzenbreite = 10,9mm Flankenstrecke (einer Gewindespitze) = Gewindespitzenhöhe zum Quadrat + Gewindespitzenbreite zum Quadrat und aus der Summe die Wurzel (Satz des Pytagoras - Dreieck) Flankenstrecke = 13,3mm 2xFlankenstrecke = Gesamtspitzenstrecke für eine Umdrehung Gesamtspitzenstrecke = 26,6mm --- Aber das haut nicht hin in der praxis, weis aber net was ich da falsch mache!
hm, wenn das so ist dann reicht das ja aus. würde mich aber trotzdem mal interessieren wie man das berechnet. thx ludwig gruß yob
moin moin,
oh Gott, ist das höhere Mathematik im n-dimensionalen Raum???
>>wenn ich die Gewindestange um 10cm im Umfang drehe
dann steht hoffendlich keiner in der Nähe...
Eigendlich ganz einfach.
M4 hat eine Steigung von 0,7mm. Das Bedeutet bei 1 Umdrehung wird ein
Weg von 0,7 mm zurückgelegt. Wird ein Stepper mit 200 Schritt je
Umdrehung benutzt, ist der Weg je Stepp 0,7/200 -> 3,5µm.
Mit Gruß
Pieter
:) hehe, ich wusste nur nicht das die steigung in mm/umdrehung angegeben wird, da nie eine einheit dahinter stand. So habe ich die steigung als verhältnis gesehen wie in einem koordinatensystem. m = delta y / delta x m = steigung gruß yob
>So habe ich die steigung als verhältnis gesehen wie in einem >koordinatensystem.
Polar-Koordinaten-System...
??? die steigung einer geraden in einem koordinatensystem siehe wikipedia -> steigung yob
Hallo! Also, hier der Kink zu der E-Bay Fräse für 1550 Euro: http://www.cnc-multitool.com/index.asp?langid=1 Ich habe die auch. Allerdings habe ich stärkere Motore genommen (3A) und ersteigert habe ich das Teil damals für 800 Euro bei E****. Mit den neuen Motoren macht das Teil 1066 Schritte/Umdrehung. Als Software nehme ich PC-NC 3.10 die hervorragend mit der Maschine läuft. Die 800W Kress fräst in ALU genausogut wie Sie meine Platinen bohrt. Gegeüber der Elektor-Kiste arbeitet das Teil in Echtzeit-3D auf allen Achsen und kann so gut wie alle Formate! Was will man mehr? Die Stahllager und die VA-Stäbe sind bei weitem stabil genug! Wer nur was zum Bohren oder Platinenfräden will, ist mit der kleinen Einstiegsmaschine der Firma gut bedient! CU Frank
moin moin was ist den das für eine "Firma": >Verfügbarkeit: auf Lager >Versand: 10 Arbeitsage nach Zahlungseingang da komme ich mir vor, wie "Störfaktor Kunde". Mit Gruß Pieter
Hoy, Tiger hier ... das Thema "CNC-Fräse im Selbstbau" ist ein sehr komplexes Projekt, welches nicht gerade "nebenher" realisiert werden kann. Gerade die Mechanik und deren Präzision ist entscheidend für die Genauigkeit. Wer die nötigen Dreh/ Fräsarbeiten in Lohnarbeit fertigen muss, kann es gleich vergessen - die Kosten sind zu hoch! Wohl dem, der einen Bekannten kennt, der Zugang zu CNC- Zentren hat und gegen "Bakschisch oder kleinen Tauschgeschäften" auch willig ist. Die Elektronik ist hier das kleinere Problem, in der Mechanik steckt die Kohle! Ich habe schon etliche Fräsen hergestellt (anbei einige Bilder) und kenne die Schwierigkeiten; habe auch einiges Lehrgeld bezahlt ... Wer sich ernsthaft überlegt eine CNC- Fräse selbst anzufertigen, sollte sich umfassend informieren und die Kosten genau kalkulieren! Hier mal einige Fotos von meiner: http://5128.rapidforum.com/topic=108977805291 cu TIGER
hehe für die größe ist es vielleicht okay, aber von Rundführungen also Linerkugellagern und Rundstangen etc. würde ich abraten. Aber sonst saubere Umsetztung.
moin moin >von TIGER >http://5128.rapidforum.com/topic=108977805291 >Es ist folgender Fehler aufgetreten: >Du hast keine Zugangsberechtigung zu dieser Area. Du solltest dir einen >eigenen Benutzer-Account anlegen. nö, Kaffeesatz und Kekse mag ich nicht. Eine Frage: Neben allen Eigenbaufräsen steht immer ein großes Gehäuse für die Motorsteuerung. Warum? Meine Platine je Motor ist 60x60x15mm und wird im Dauerbetrieb handwarm. Mit Gruß Pieter
jonny wrote: > hehe für die größe ist es vielleicht okay, aber von Rundführungen also > Linerkugellagern und Rundstangen etc. würde ich abraten. > > Aber sonst saubere Umsetztung. Danke für die Plümchen; für eine A4 Fräse sind Rundführungen vom Kosten/ Nutzenverhältnis ok und ausreichend. Diese Fräse ist ausschließlich für Leiterplatten, Kunstoffgehäuse (Fräsarbeiten/ Gravur) und AL-Frontplattenbearbeitung konzipiert. Kompakt und wegen dem Epoxidstaub die Lin-Antriebe gekapselt. cu T.
> Eine Frage: > Neben allen Eigenbaufräsen steht immer ein großes Gehäuse für die > Motorsteuerung. Warum? > Meine Platine je Motor ist 60x60x15mm und wird im Dauerbetrieb handwarm. Hoy Pieter, Ganz einfach; weil es ein kleines Bus-System ist. Je Achse eine eigene kleine Platine nebst Controller (je 100x75mm) incl. Ringkerntrafo (Netzteil) im hinteren Teil. Ist zwar aufwändiger, jedoch bei einer neuen Controller/ Endstufengeneration jederzeit austauschbar. Das Projekt entwickelt sich immer weiter und erleichtert Neuentwicklungen. Die Fräsen sind für meine Freunde und mich, die sich an diesen Projekten beteiligen und unsere tägliche Arbeit erleichtern. cu T.

Hallo Zusammen, bin auch dabei mir eine CNC-Fräse zu bauen. Ich habe gebrauchte Stepper bekommen. Name VEXTA Model PK564aw-A52 5-Phase 0,72°/Step Encoder 500p/r DC5V 0,14A weiter unten DC 0,87V 1,4A PT8 CR06901 ZP Über dieses Modell kann ich jedoch keine Info finden. Der Motor hat im Vorderen bereich 5 Kabel + erde Am Ende ist noch ein weiteres rundes stück woher weitere 6 Kabel + ein etwas dickeres Kabel kommen. Die Kabel im ersten Teil sind gleich dick. Hat einer eine Idee wie das gute stück anzuschließen ist?
Hallo, ich hab google angeworfen und das hat folgendes ausgespuckt : Die Motoren sind von Oriental Motors Hier gibts ein PDF über die PK5xx Serie. Vielleicht kannste ja dort weiter Informationen finden : http://www.orientalmotor.de/de/uploads/documents/pk-series_5-phase.pdf
moin moin, meine Glaskugel sagt dazu: >5-Phase >0,72°/Step 500 Schritte je Umdrehung >Encoder 500p/r jo, 1 Impules je Schritt, gut als Kontrolle >DC5V 0,14A Stromversorgung für den Encoder, 140mA sind schon fett. >weiter unten >DC 0,87V 1,4A Meine haben 0,3Ohm und 2,7A. >Der Motor hat im Vorderen bereich 5 Kabel + erde Das könnten die Spulenanschlüsse sein. Bei 5 ist es Pentagtondrive. Link zur Schaltung von mir ist weiter oben. >Am Ende ist noch ein weiteres rundes stück woher weitere 6 Kabel + ein etwas dickeres Kabel kommen. Das könnte das Kabel zum Encoder sein . Braucht aber eigendlich nur 3 Leitungen. Sonst mal Foto einstellen. Mit Gruß Pieter
Angehängte Dateien:
-

Picture2007_002.jpg
370 KB
Hi Zusammen,
Den PDF hatte ich schon gefunden,
Die Kabelbelegung für die Spulen passen leider nicht.
>Das könnte das Kabel zum Encoder sein. Braucht aber eigentlich nur 3
Leitungen.
Was macht der Encoder?
Mit Stepp Motoren habe ich mich bisher noch nicht befasst.
Ich hänge noch ein Bild an.
moin moin, frage doch einfach mal direkt bei Orientalmotor nach, die geben eigendlich schnell Antwort. Mit Gruß Pieter
Im Anhang eine Weblink von meiner CNC PCB Fraese die ich um 1995-1996 gebaut habe. Ein Freund von mir hat auf seinem Wunsch eine Webseite darueber erstellt. Vielleicht findet Ihr es als Beispiel einer Maschine etwas interesannt. Vorbild meiner Maschine war die IBC912 Boardmaker von Juergen Seebach die es um 1988 gab und mit MSDOS Software betrieben wurde. Zur Layouterstellung verwandte ich frueher TANGO Series 2 und spaeter Protel. Zur Isolation des Platinenlayout verwende ich Graphicode INSTANTCAM CAM Software. http://www.pacificsun.ca/~robert/Gerhard/mill.htm http://www.pacificsun.ca/~robert/pcb/pcb.htm Schoen ist meine Maschine eigentlich nicht, aber funktionell ist wenig daran auszusetzen. Habe damit ueber die Jahre schon ueber hundert Platinen erstellt. Ich bin wirklich ueberrascht wie gross Eure Resonanz auf solche Projekte ist. Es ist immer wieder sehr faszienierend zuzusehen wenn die Maschine selbstaendig Platinen bohrt oder fraest. Mit Gruss aus Edmonton, Alberta, Canada Gerhard P.S. Will damit beweisen dass der Selbstbau auch in Canada noch nicht ganz ausgestorben ist. :)
@Gerhard seltsame Anordnung der Steppers für die Z-Achse. Kanst du das bitte genauer erklären?
Die Achse des Z-Steppers ist mit einer exzentrischen 20mm Durchmesser Scheibe ausgestattet. Der Abstand vom Mittelpunkt ist ungefaehr 6mm. Dies Scheibe wird durch einen 70mm langen Tastarm mit Kugellager abgetastet. Der Tastarm uebertraegt die Kraft nach vorne wo ein zweiter Hebelarm die Kraft auf die Spindelmechanik uebertraegt. Der Steppermotor ist mit einer optischen Limitscheibe ausgestattet die die Drehung des Motors auf ungefaehr 200 Grad beschraenkt. Gesteuert wird der Motor von einer CMOS Logik mit L297 und L298 Motortreiber. Da meine Steuerungssoftware wie bei der Original IBC912 Maschine nur fuer eine elektromagnetische Steuerung eingerichtet ist, ist normaler Z-Axisbetrieb nicht moeglich. Die CMOS Schaltungssteuerung uebernimmt die Auf- und Niedersteuerung und erlaubt mit der Geschwindigkeitseinstellung einen sanften Auf und Niedergang der Fraespindel. Mit einem Poti laesst sich die Gescwindigkeit der Z-Axissteuerung optimal einstellen. Nun wieder zurrueck zur Kraftuebertragung. Der Zweck des ganzen war, der Spindel einen sanften Gang ohne Stoss zu geben, die bei reinen Elektromagnetbetrieb nicht leicht moeglich ist. Ein anderer Vorteil ist, dass wegen des exzentrischen Antriebs, die Kraft beim Anfahren des Steppermotors minimal ist und den Motor nur allmaehlich im Zuge einer Sinusfunktion belastet. Der Abtastarm uebertraegt mit Hilfe eines Hilfarms und einer langen Achse die Motorkraft. Um eine Ueberlastung der Mechanik bei Beruehrung der Hoeheneinstellungsmikrometerschraube bei der Spindel zu vermeiden, ist eine Zugfeder angebracht die dann beim Aufsetzen des Mikrometer den vertikalen Druck begrenzt. Es sollte auf alle Faelle vermieden werden, dass der Bohrer die Loecher stanzt. Deshalb war es wichtig die Bohrervorschubgeschwindigkeit genau den Umstaenden gemessen genau einzustellen. Mit dem Potentiometer der CMOS Steuerung laesst sich die vertikale Bohrervorschubgeschwindigkeit (feed rate) genau einstellen. (Mir ist leider der korrekte deutsche Fachausdruck fuer den Bohrervorschub nicht bekannt) Es ist etwas schwierig alles ohne unterstuezende Bilder zu beschreiben. Jedenfall hat sich diese Anordnung bei mir bestens bewaehrt und ich kann ohne Probleme mit #80 (0.33mm/0.013mil) Bohrern arbeiten. Kleinere Bohrer zum Ausprobieren stehen mir leider zur Zeit nicht zur Verfuegung. Wenn sich die Mechanik sich im Zuge des Bohren oder Fraesen bewegt, schnurrt das ganze wie eine zufriedene Katze ohne zu stossen. :). Wichtig bei der Gestaltung der ganzen Anordnung war fuer mich, eine moeglicht lange Lebenszeit der Mechanik zu erreichen. Bei Mikrowellenplatinen auf Mikrowellensubstraten, verwende ich 0.005 Flachfraeser die das Fraesen ohne Schaden zu erleiden ueberstehen. Wuerde ich es in der Zukunft wieder so bauen? - Ja. Nur wuerde ich dieses Mal einen AVR oder PIC zur Steuerung einsetzen. Uebriegens, fuer alle die sich eine Spindel selber buen wollen ein paar Ratschlege: Als Motor hat sich bei mir der Aevox 1015/2Y Flugzeugmotor mit Halleffektsensoren mit einer 50V/10A 3-Phasensteuerung von 0-60000 U/min. bewaehrt. Bitte beachten, dass sich dieser Motor erhitzt und unbedingt mit Kuehlrippen ungd ggf. Geblaese gekuehlt werden muss. Ich verwende uebrigens einen 160 VA Ringkerntrafo mit 36VAC/5A zum Betrieb der Motorsteuerung. Dieser Leistungsbereich ist vollkommen ausreichend im Dauerbetrieb. Es ist ohne Weiteres moeglich mit 6mm Bohreren mit FR4 zu arbeiten. Diser Motor ist auch bei niedrigeren Drehzahlen imstande den noetigen Drehmoment (Torque) zu liefern. Fuer die Kraftuebertragung zwischen Motorwelle und Spindel verwend ich eine Graupner Drahtkuppung. Die laeuft komlett Vibrationsfrei. Als Lager fuer die Spindel verwend ich 0.25 inch (6.35mm) Keramik Kugellager von BOCA. Metallkugellager verursachen bei den hohen Drehzahlen ueber 40000 U/min unkontrollierte Wellenvibration die man mit einem Stroboskop schoen beobachten kann. Bei den Keramikkugellagern ist davon nichts zu bemerken und haben sich bestens bewaehrt. Ich hoffe dass meine Ausfuehrung moeglicherweise von Nutzen sind. Gruss, Gerhard
Hallöchen, bevor Ihr Euch hier alle so in technischen Dingen auslaßt, kauft Euch mal ne Tüte Deutsch,hat mich auch geholfen!!!!!!
Angehängte Dateien:
-

Ansicht_080707.JPG
100 KB
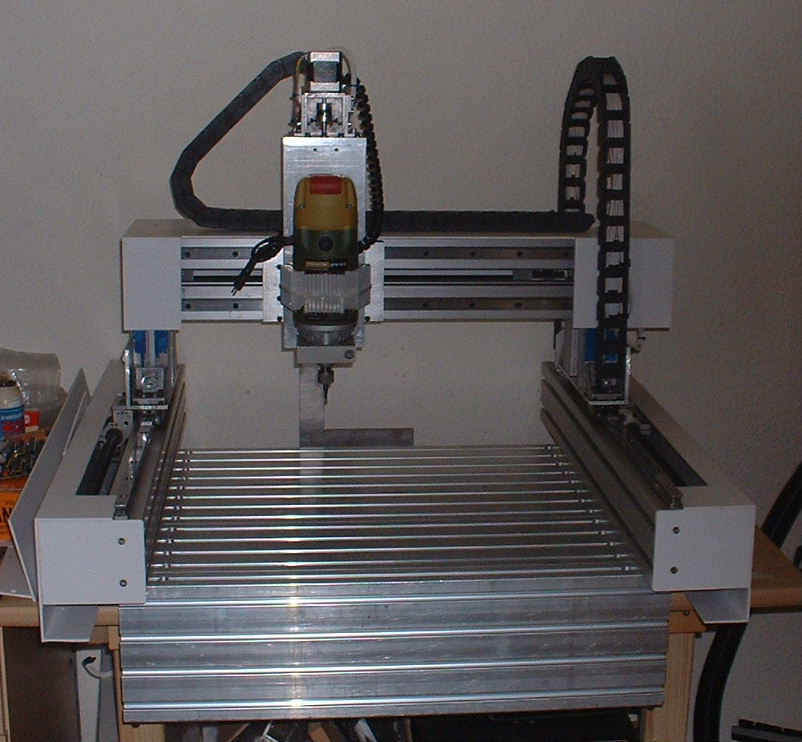
moin moin, nach langer langer Zeit mal wieder ein Foto. Habe AluProfile bekommen und konnte nun einen neuen Fräsentisch bauen. Dabei gleich die gesamte Fräse zur Gantry umgebaut. An der Vorderkante ist eine Profilplatte senkrecht angebracht, dort kann dann Material bis 800 mm Länge gespannt und an der Stirnseite bearbeitet werden. "Nebenbei" ist dann noch ein wenig Verkleidung endstanden. Allerdings liegen jetzt zur Sommerzeit andere Dinge im Focus, werde wohl erst im Herbst an der Maschine weiterbauen. An Software habe ich schon mal einen G-Code-Interpreter für 8051 geschrieben. Mit Gruß Pieter
Hallo Peter, na die Verkleidung macht doch was her. Und ein schöner Aufspanntisch. Den MASM ziehe ich mir heute abend rein. So denn Gruß Stephan
hallo leute, hat jemand von euch von tron-cnc gehört oder eventuell eine maschine zu hause von tron-cnc. die maschinen sind im selbstbau. kann mir jemand etwas darüber sagen. mfg very
So, hier noch ne optische Anregung einer meiner CNC-Bohren. Die anderen haben als Seitenteil füt das Portal keine Item-Profile mehr sondern aus 6mm gefräste Seitenteile. Alle Stahlwellen sind 10mm gehärtet oder besser Edelstahl ( sonst gibts Rillen) X und Y Gewindestamge M16x2 ergibt 100 (bzw200) Schritte pro Umdrehung und 1,8 Grad Motor. Die Z-Spindel ist M10 und befindet sich im innern des profiles. Die Bilder sind schon etwas älter und auch nicht so hervorragend in der Qualität, aber was solls... Die Grundplatte ist 16mm Lexan mit einem Raster von M8 Gewinde für das Montieren der Bohrunterlagen. Die Profile sind Item 80x40 bzw das kleinere innen 30x30. datei ist in Rar und sauber Platinenbauer
Angehängte Dateien:
-

Steuerung42TE.jpg
110 KB

... Und hier noch eine kleinere Version der Steuerung in 19 Zoll, 42 TE. Enthalten sind links Optokopplerkarte/Relaiskarte, dann 3 Mal Motoransteuerung /Endstufen auf Mosfet-basis, dann das netzteil / Schaltregler. Der 160VA Trafo befindet sich hinter der Steckverbindereben im Gehäuse. Rückseitig sind die Anschlüsse für die 3 Motoren, Werkzeuglängenvermessund sowie ein bereit/Notaus-Kontakt heausgeführt. Platinenbaue nachfolgende Steuerungsversionen sind in einem 84 TE-Gehäuse verbaut und besitzen noch diverse Extras, wie digitaler über 2.LPT-Port steuerbare Drehzahlregelung mit Anzeige der Drehzahlstufen von 1..15, eine verbesserte Optische Ankopplung des Rechners sowie noch weitere feine verbesserungen.
Angehängte Dateien:
-

cncst1.jpg
37 KB

Die 84-TE-Version. links der digitale Drehzahlsteller (230V) daneben das Optointerfache, 3x Schrittmotoransteuerung/ Endstufe, dann Netzteil/Schaltregler 5V, daneben eingebaut ein 200nochwas-Watt trafo. Alle Anschlüsse befinden sich jetzt rückseitig. Hier ist gerade die Erprobung zugange, deshalb sind die Frontplatten noch ohne Siebdruchbeschriftung. (Oben im anderen Beitrag hauen die Buchstaben nicht hin, meine Funktastatur schreit nach neuen batterien...) Platinenbauer
Angehängte Dateien:
-

Steuerung.jpg
38 KB

Ein Einschub der Motoransteuerung. Alle eingehenden Signale (Takt, Richtung, Boost und Stromabsenkung) führen über Optokoppler zur Elektronik. herzstück ist der legendäre L297, dazu kommt noch ein von mir programmierter GAL 16V8, welcher noch logischen Kleinkram übernimmt ua auch Aufgaben der Signalauswertung. Die Stromregelung erfolgt über Shunts und OPVs und ist manuell von 0 bis maximum einstellbar. Chopperfrequenz ist ebenso einstellbar. Auf Platine 2 befinden sich die Mosfets samt diskreter Ansteuerung und etliche parallelegeschaltete Shuntwiderstände.Parallelschaltung zwecks Aufteilung der Belastung. Zusätzlich dann noch Kondensatoren und Pufferelkos für die Motorspannung. Platinenbauer
Angehängte Dateien:
-

Steuerung2.jpg
69 KB
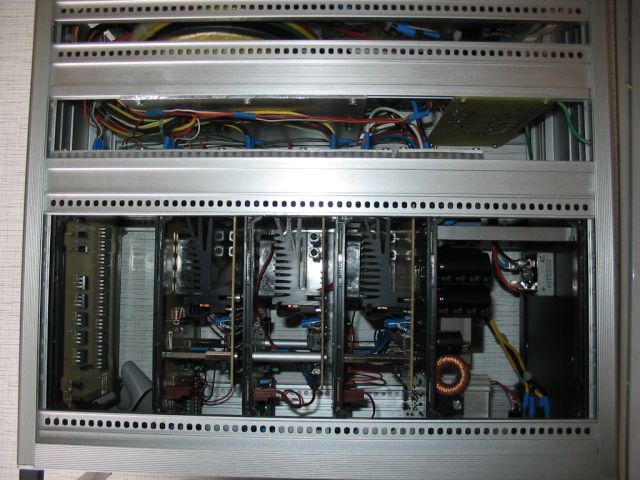
Und weil es so von Interesse sein könnte, hier noch die Steuerung im 42TE-Gehäuse in der Innenansicht. Um Verdrahtungsaufwand zu sparen, ist die Gesamte Steckverbinderverdrahtung als gedruckte Schaltung ausgeführt. Davon führen lediglich lötseitig über Lötösen die Anschlüsse für die Motoren und der Sensor/ Bereit Kontakte weg. Die Leiterplatten der Motoransteuerung haben hier 8 Mosfets als Vollbrückenschaltung. Der Ringkern ist in hinteren Teil zu erkennen. Platinenbauer
Schon lange nichts mehr gepostet worden,hier.Bin auch grad an nem Eigenbau dran.
moin moin, @Daniel ..und kannst Du schon Fotos einstellen? Mit Gruß Pieter
Angehängte Dateien:
-

fr_se_bau.jpg
140 KB

Anbei auch mal ein paar Fotos meiner Fräse. Das 1. Foto zeigt die Fräse kurz nach dem ersten zusammenbau.
Angehängte Dateien:
-

fr_se_probe.jpg
140 KB

Das 2. Foto zeigt die Fräse bei den ersten Probefahrten noch mit provisorischer Verkabelung und eigens dafür gefertigten Netzteil.
Angehängte Dateien:
-

steuerung_cnc.jpg
160 KB
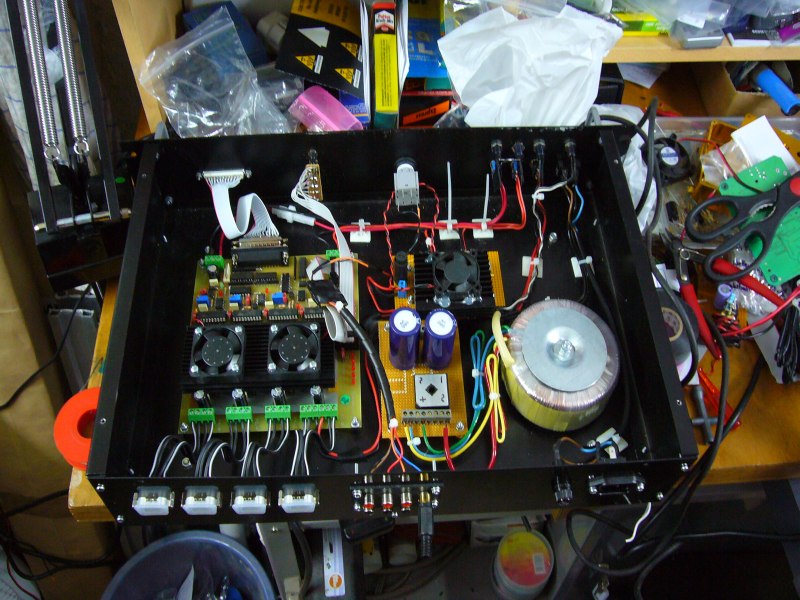
Das 3. Foto zeigt die fertige CNC Schrittmotor-Steuerung im hübschen 19" Gehäuse.
Angehängte Dateien:
-

fr_se_fast_fertig.jpg
140 KB

Und das 4. Foto zeigt die Fräse im fast fertigen Zustand beim Fräsen der ersten "Brettchen". Die Zeitspanne zwischen Planung und Fertigstellung (Ist eine Eigenentwicklung) betrug fast 1 Jahr. Mittlerweile läuft sie aber ganz manierlich. Grüße Michi Müller
@all, ich habe auch Interesse eine Fräse zu bauen. Jedoch soll diese im Kreuztischverfahren --> "Beitrag 26.01.2007 11:41" funktionieren. Mein Gedanke ist ich könnte einen fertigen Kreuztisch mit einem Verfahrweg 460x360 mm bekommen. Dieser währe fertig aufgebaut Führungen,Antrierbsspindel etc. Ich könnte dies ausbauen da die Maschine verschrottet wird. Die Achsen sind zwar nun schon 15 Jahre gelaufen aber die Genauigkeit sollte immer noch gegeben sein zumindest gegenüger einem selbstgebauten. Ich kann jetzt keine angaben über Spindelsteigung machen aber die Achsen sind mit Servomotoren angetrieben worden was jedoch geändert werden müsste. - Hat jemand mit eines Solchen Fräse Erfahrung??? - Wie bekomme ich die Koordinaten von Eagle zur Maschine --> Scripte ??? - Gibt es Software zum ansteuern von CNC Fräsen als Freeware ? - Muss eine Steuerung zwischen CNC Fräse und PC selbst programmiert werden? Oder werden die Steppertreiberplatine direkt mit dem PC verbinden. Ich habe mich erst seit kurzem mit dem Thema beschäftigt und stehe noch am Anfang. Gruß Thomas
@ Thomas S. >- Hat jemand mit eines Solchen Fräse Erfahrung??? Nur theoretische Kenntnisse.Vorhandene Servomotoren sind Leistungsmäßig an die Maschine angepasst(Drehmoment,Kraft,Geschwindigkeit usw.) Der Aufwand für eine Lagesteuerung ist durch Servo-Regler,Encoder und Glaßmaßstäbe technisch aufwändiger als bei Schrittmotore. >- Wie bekomme ich die Koordinaten von Eagle zur Maschine --> Scripte ??? Bohrdaten(als Datei) im Excelon-,oder Sieb&Meyer-Format (Format ist überschaubar und mit einem Textverarbeitungsprogramm lesbar) ->Steuerungssoftware->Steuerung->Maschine. (Bei Eagle in der CAM-Prozessor-Hilfe nachschauen) Beispiel: dfmg,nbkldflb (irgndwelche DAten) % (Begin der Bohrdaten) T1 Werkzeug 1 x01000,Y02000 1.Bohrung x01002 2.Bohrung(y bleibt unverändert) x01300 3.Bohrung(y bleibt unverändert) y02003 4.Bohrung(x bleibt unverändert) .... usw. Ist schon etwas her das ich mich damit mal beschäftigt hatte und habe dieses Beispiel nur aus der Erinnerung gemacht.Bei Industriemaschinen kommen Daten nach DIN 66025 zur Anwendung auf verschiedenen Steuerungen (Heidenhain,MAho,....usw.) >- Gibt es Software zum ansteuern von CNC Fräsen als Freeware ? PC-NC als Light-version (ob die Bohrdaten versteht hab ich jetzt nicht gecheckt) >- Muss eine Steuerung zwischen CNC Fräse und PC selbst programmiert werden? Bei PC-NC sind nur Stepper-Treiber z.B.v.Conrad und Steppermotore von nöten.Die Steuerung übernimmt dann die Software auf dem PC. Ansonsten kann man eine intelligente Steuerung bauen mit Rs232,Parallel oder Usb-Schnittstelle die dann mittels Treiber ähnlich eines Druckers gesteuert werden kann(z.B. mit HPGL,Excelon,S&M,oder sonstige) Einige Lösungen sehen die Convertierung von Bohrdaten in HPGL oder andere CNC-Sprachen vor. in der Fachzeitschrift elektor 1/07 gibt es einen Artikel zu diesem Thema. oder diverse andere Beiträge im Web. Lötkünstler <Mit der Lizenz zum löten>
@Lötkünstler, ja die Servomotoren haben jeweils einen Encoder der die Fahrstrecke misst. Diese Motoren sind sehr leistungsstark da der Tisch mit einer sehr hohen Geschwindigkeit bewegt wird. Ich schätze mal so 0.5 m/s, da die Maschine jedoch mit 200V Drehstrom läuft ist die Verwendung der Servos nicht möglich da ich ansonsten mir noch einen Transformator zu legen müsste. Daher will ich einen Stepper dranhängen. Geschwindigkeit ist zweitrangig wenn ich eine Platine bohren oder fräsen will ist mir die Zeit egal. Ich wollte nur mal checken ob schon jemand eine Fräse mit Kreuztisch im gebrauch hat um Erfahrungen auszutauschen. Gruß Thomas
@ Thomas S. Servo`s laufen gewöhnlich nicht auf Drehstrom,kann mich aber auch irren. Dann könnte es sich um frequnzgesteuerte Drehstrommotore handeln. Bei Gleichstromservos brauchste Trafos gewöhnlich nicht,weil die üblicherweise per PWM gesteuert werden. Alle Phasen vom Stromnetz haben 230V gegen Erde.Die 30 Volt kann man über die Treiberstufen verheizen. Du kannst natürlich auch Stepper gleicher Leistung nehmen. Die Antriebsleistung wird aber nicht allein von der Geschwindigkeit,sondern auch von der Massenträgheit und Reibung der Führung und Spindel mitbestimmt. Auch die Kräfte beim Zerspannen tragen wesentlich zur Antriebsauslegung bei. Kannst ja mit verschiedenen Antrieben experimentieren.Dann siehste ja ob`s geht.Die Motore würde ich jedenfalls behalten. Hab selbst auch noch sechs Servos mit je 100Volt= aus dem Schrott hier rumliegen die ich in eine TriportalCNCmaschine verbasteln will. Bin nur noch nicht dazu gekommen. Lötkünstler <Mit der Lizenz zum löten>
Ich habe nur die Servotreiber gesend und an denen Liegt immer 2x 200 Volt an. Was am Servomotor direkt anliegt kann ich nicht sagen. Wenn es klappt baue ich den Tisch mitsammt den Servor+Treiber aus. Die Transportbreite wird von Sehr grossen Stepper angetrieben diese werde ich auch gleich mal mitnehmen incl der Spindel eventuell kann man es ja noch brauchen. Thomas
@all, hat schon jemand versucht eine Fräse mit Servomotoren zu steuern? Bevor jetzt unpassende Antworten kommen, ich meine nicht Modelbauservor o.Ä. sondern richtige Servos. Damit meine ich Servomotoren die per Servotreiberstufe angesteuert werden und seine Position per Encoder misst. Ich habe wie oben schon beschrieben vor einen xy Tisch von einem Automaten zu verwenden dieser hat natürlich Servomotoren welche ich verwenden will. Ich habe mal die Spindel gemessen und die macht pro Umdrehung einen Schub von ~22mm und ich denke das ist zuviel um mit einem Schrittmotor zu arbeiten. Hat hierzu schon jemand Erfahrung. Das ganze ist ich kann die Servomotoren incl. Treiberstufe ausbauen ich muss diese nur ansteuern können und die kosten mich nichts. Wenn ich Schrittmotoren verwende muss ich diese erst kaufen. Thomas
Klar geht das mit Servos, braucht eben eine entsprechende Regelung. WWie schon hier bestimmt mehrfach erwähnt: cncecke.de Anmelden lohnt ! Wegen Servoransteuerung mal das UHU-Projekt anschauen ...
@all, ich habe gesehen das die meisten DC-Servos verwenden und der UHU auch. Meine sind AC Servos und die Versorgung ist 3x200Volt. Unterlagen zu den Treibern wird es wohl nach 15 Jahren nicht mehr geben. Eventuell finde ich noch was. Ich werde mir mal den Stromlaufplan der Ansteuerung besorgen beim Nachfolgemodel gibt es eigentlich nur 5 Leitungen zum Motorcontroller. Wenn ich die Zeichnung habe werde ich sie mal posten, vielleicht kann ja jemand etwas damit anfangen. Thomas
moin moin, nach langer Zeit mal eine Version G-Code Interpreter auf PC. Die meisten Progs zum Fäsen sind mir einfach zu umfangreich, alleine die Grundeinstellungen. Da habe ich lieber mal was eigenes geschrieben. Realisiert ist G01,G02,G03,G40,G41,G41,G70,G71,G90,G91 und M30. Dazu noch eine "handvoll" Demos. Bei Interesse einfach mal posten. Mit Gruß Pieter
Angehängte Dateien:
-

IMG_1679.JPG
120 KB

Hallo, ich verkaufe einige meiner CNC-Komponenten. Sie sind sicherlich interessant für eure Selbstbaumaschinen. Hab selbst schon eine Maschine gebaut und muss jetzt meinen Keller räumen. Bei zu verkaufenden Artikel handelt es sich unter anderem um eine HF-Spindel mit 1,1kW und 60.000 U/min, welche einen pneumatischen Werkzeugwechsler, Absaug- und Anpressvorrichtung, Wasserkühlung, Luftlagerung, Z-Achse mit Kugelumlaufspindel uvm hat. Zudem verkaufe ich unzählige Führungen und Spindel mit angekoppelte DC-Servos. Einzelne Servos und Inkrementalmaßstäbe mit Lesekopf hab ich auch. Hab eine kleine Verkaufsseite gemacht. Vorbeischaun lohnt sich auf jeden fall: www.cnc-ready.at.tf Gruß, Daniel
@Daniel Interssantes Material, das du da anbietest, aber von den Preisvorstellungen sprengt das fast jeden Rahmen. Wenn sich niemand findet der soviel Kohle locker macht, kannste ja auch bei Ebay verkaufen. Viel Glück.
...habe aus der Bucht originalverpackte Kugelumlaufspindel BKL1616 (630mm lang) für 33,33€ gefischt...
Hallo Pieter, auch hier: http://www.lehrer.uni-karlsruhe.de/~za685/cnc/cnctools.htm ist bei Tool 22 eine (kostenlose) CNC-Software zu finden. Gruß Theodor Schönwald
Hallo zusammen, auch wenn die antwort sehr spät kommt. Vielmehr habe ich eine frage. Ich schätze das ich die daten zur ansteuerung über den seriellen Port am PC bekomm. was für Elektronische komponenten benötige ich dann aber noch in der fräse, zwecks signal umwandlung für die einzelnen stepper? Wäre schön wenn doch noch jemand was schreiben könnte. Grüßle Neiwirger
einen Uart (z.B. in einem Mikrocontroller) mit dem du die Daten empfängst und dann mittels Programm im Controller in Stepimpulse umwandelst bzw. berechnest. Dann brauchste noch Brückentreiber für die Stepper und Endschalter für den Anfangs- und Endpunkte jeder Bahn. Mit dem seriellen Port kannste kein Stepper direkt steuern, falls du das vorhattest. Da wäre die Parallelschnittstelle schon geeigneter. Bei Conrad gibt, bzw. gab es mal Baugruppen wo alles nötige drauf ist/war um das ganze auch ohne Mikrocontroller zum laufen zu kriegen. Und als Software konnte man das Programm PC/NC von Lewetz nehmen. Erwarte von einer Fräse mit Steppern nicht zuviel. Das Konzept ist zwar preiswert, die Leistung die so ein Gerät schafft ist vielleicht nicht so wie du dir das vorgestellt hast, je nachdem was du damit vor hattest. Anspruchsvollere Anwendungen benutzen dann Servomotore die per MSR gesteuert werden.
Ich hab mittlerweile so ne ansteuerung gefunden. Also so ne komplette platine. is zwwar net günstig aber ich will das gerät in kürzester zeit in betrieb nehmen. das mit der Ungenauigkeit wird stimmen, da 200 bzw 400 steps pro 360° relativ groß sind. An dieser Stelle aber eine Kurze überlegung. Wenn ich den stepper untersetze. Angenommen ich habe 400 steps/umdrehung. Das 1/10 untersetze, dannist ja das eigentliche antriebsrad 10x größer, und es sind 10x mehr steps, die ich hinbekomme, falls ich mich da nicht auf die nase lege durch einfaches rechnen. Somit könnte ich doch etwas genauer arbeiten. Ich möchte das gerät später zum Platinenfräßen benutzen. Bzw. auch zur bearbeitung von Holz, also holsplatten für modellbau etc. Bitte korrigiert meinen gedanken ansatz, falls dieser falsch ist.
Das ist von deiner Mechanik abhängig. Extra-Untersetzungen benutzt kaum jemand. Eine Untersetzung würde die Genauigkeit vermindern(dafür erhöht sich die Geschwindigkeit). Ich glaube du meinst Übersetzung was dann die Genauigkeit erhöhen würde (und die Geschwindigkeit vermindert). Die Kraftübertragung muß ohnehin über eine Spindel geschehen damit Gegenkräften vom Fräser (der ja auch stumpfer wird) nicht auf den Antrieb schädigend zurückwirken.(evtl. Stepsverluste) (Gedanklich wäre ein Riemenantrieb o.ä. dafür ungeeignet). Die übliche Lösung wird über eine Kugelumlaufspindel gelöst die auf einen Gewindegang 2.5,5 oder 10mm Bahnbewegung ausführt. D.h. 200Steps(Vollschritt) ergibt dann 0,0125mm oder 0,00625mm (Halbschritt) Vorschub bei ner 2,5mm Spindel pro Umdrehung. Bei ner 5er sind das dann 0,025/0,0125mm (VS/HS) und bei ner 10er 0,05/0,025mm (VS/HS)Vorschub.(Spindelspiele nicht mitgerechnet, (Richtungswechselspiel kann man mit der Software einstellen). Mit Mikroschritttechnik könnte man die Genauigkeit evtl.noch erhöhen. (Damit hab ich mich aber noch nicht beschäftigt). Alternativ gibts auch Trapezspindeln(mit Bronzemutter) die aber ungenauer und Verschleißanfälliger sind weil diese nicht gehärtet und geschliffen sind. Außerdem muß berücksichtigt werden das der Stepper ausreichend Drehmoment entwickeln muß um die Reibung, Massenträgheit und Gegenkräfte zu bewältigen. Abschließend sollte noch erwähnt sein das Vorschubgenauigkeit und Vorschubgeschwindigkeit zwei gegeneinander wirkende Größen sind für die man einen Kompromiß finden muß wenn man ein Erfolgserlebnis haben möchte.
Nun denn. Dann werde ich mich wohl für eine der beiden Spindeln entscheiden. Mir wurde auch gesagt, bzw. das hab ich gelesen, das ein riemen mit der Zeit ausleihern kann im übertragenen sinne sich dehnt. Doch die genauigkeit die mit einer Kugelumlaufspindel erreicht wird, ist für mich vollkommen ausreichend, wenn man von einer aus dem beispiel ausgeht (2,5 mm spindel). Wenn man mal toleranzlos denkt, dann sind das hundertstel bzw. im halbschritt tausendstell (im idealfall gedacht). Und selbst mit Toleranzen bzw spiel, ist das auf alle fälle überzeugend. Das war mein Größtes Problem das ich hatte, wie ich den schlitten relativ genau angesteuert bekomme. Vielen dank für die Hilfe. Gruß Neiwirger
@Techniker
>Ich sehe euer Problem nicht : ) lol
Ich auch nicht, bist ja auch ein wenig spät dran.
Leute die mit keinem Geld, möglichst aus alten Druckern, eine Fräse zum bearbeiten von Platinen für die Elektrotechnik herstellen möchten... Ist auch irgendwie von gestern. Letztendlich ist der Preis für die "fertigen" Maschinen schon gerechtfertigt. Also meiner Meinung nach entweder günstig neu, oder gebraucht kaufen, oder nach dem einen Beispiel da. Vorteil: Kaufen, hinstellen, fertig. oder Vorteil: Selbst basteln, was lernen, sich ärgern, fertig. Allein die aufzuwendende Arbeitszeit bis zur Fertigstellung steht nicht im Verhältnis zum Ergebnis. Soweit.
hi, ich bin immer noch auf der Suche nach einer (ordentlichen) Steuerung für meine CNC-Fräse. gesteuert wird die mit drei Schrittmotoren.
moin moin, @hunt_work_er, definiere bitte was "ordendlich" ist... mfg Pieter
hunt_work_er wrote: > hi, > ich bin immer noch auf der Suche nach einer (ordentlichen) Steuerung für > meine CNC-Fräse. gesteuert wird die mit drei Schrittmotoren. Ich würde mir vernünftige Endstufen (max. Motorstrom?) holen und dann EMC einsetzen. Viel preiswerter (max. Preis?)dürfte es kaum gehen. Aber das erfordert Einarbeitung. Ansonsten: wir haben hier KEINE Glaskugel! Was ist vorhanden? Was wird gewünscht? Was soll maximal investiert werden? Chris
hi ich habe mir eine Fräse gebaut, die im moment noch von hand über gewindestangen und Kurkeln gesteuert wird. Die mochte ich gerne mit Schrittmotoren ausrüsten und die mit dem PC steuern können. Ich dachte dabei an einen Parallel Port (breiter Stecker für alte Drucker). Preislich: soviel wie nötig, aber auch so wenig wie möglich.
Stepper gibts bei http://www.speedmotion.de/shop/03c19899790f61701/03c198997912b860e.php Hardware findeste bei www.Conrad.de Software bei www.Lewetz.de Gewindstangen kannste vergessen weil die bald fressen (Wegen Reibung), zuviel Spiel haben und auch nicht genau genug sind. Besser sind Trapezgewindestangen mit Bronzemutter oder noch besser Kugelumlaufspindeln die auch am teuersten sind. Hoffentlich haste eine anständige Linearführung um die Kräfte auf die Grundplatte abzuleiten? Über das Thema CNC ist hier im Forum schon häufiger berichtet worden. Einfach mal die Forumsuche benutzen. Geschenkt ist noch nicht mal der Tod.
Ich suche auch seit ein Jahr CNC-Fräse, ich wollte damals ca 2000 eur ausgeben. Kein Thema dachte ich mir, dann habe ich mir Angebote von verschiedenen Firmen machen lassen. Das mit 2000Euro könnte ich grad vergessen. Meine Ansprüche waren viel hoch: Fräsen: ALU, PLEXI, EDEL-, STAHL, Platinen fräsen/gravieren. Folien schneiden. Wasserkühlung für die Metalle, 2,5D und 3D also 4-te Drehachse.. uvm Vor kurzem habe ich eine CNC-Fräse bestellt und Sie hat mich 6k Euronen gekostet. o_O Die Maschine kommt ende März, dann wird bei mir durchgehend gefräst. Ich dachte mir, wenn ich schon eine Maschine kaufe, dann aber richtig ;-) Also Leute selber bauen ist nichts :)) Gruß Hermann
moin moin, @Hermann Deine Vorstellungen teile ich mal in Klassen 1:ALU, PLEXI, 2:EDEL-, STAHL, 3:Platinen fräsen/gravieren. 2 und 3 sind total gegensätzlich, das wird teuer. Bei mir eigendlich nur was unter 1 vorkommt. 2 mache ich in der Firma und 3 lasse ich machen. Muss aber jeder selber wissen. Mit Gruß Pieter
Hermann U. wrote: > Also Leute selber bauen ist nichts :)) > > Gruß > Hermann Prust
>> Also Leute selber bauen ist nichts :)) >> >> Gruß >> Hermann >Prust Schließe mich dem Kommentar von Warren Spector an. Nur weil dein Fräschen jetzt 6k gekostet hat ist kein Selbstbau denkbar ? Macht doch irgendwie nicht wirklich Sinn !? Trotzdem würde mich mal interessieren, welche CNC-Fräse für 6k alle Anforderungen im Dauereinsatz zuverlässig erfüllen können soll. Wenn es sich um eine Portalmaschine handelt kann ich mir ehrlich gesagt nicht so recht vorstellen, dass das in der Preisklasse etwas ordentliches ist.
Chris wrote: > Schließe mich dem Kommentar von Warren Spector an. > Nur weil dein Fräschen jetzt 6k gekostet hat ist kein Selbstbau denkbar > ? > Macht doch irgendwie nicht wirklich Sinn !? Nein, man kann durchaus günstiger bauen, auch Stabiles. Gerade im Moment ist Stahl ja wieder günstig. Ich gehe bei meiner CNC-Fräse von etwa 3k Investitionen aus. Dazu kommt natürlich reichlich Arbeit (wenn ich dann mal die Zeit habe). Allerdings sind es schon im Rohbau 400kg Stahl, die ich dort verbaut habe. TTT (Tausend Tonnen Technik :-) Wenn man sich bei ebay noch passende Linearführungen ersteigern kann, ist da schon einiges recht preiswert möglich. > Trotzdem würde mich mal interessieren, welche CNC-Fräse für 6k alle > Anforderungen im Dauereinsatz zuverlässig erfüllen können soll. Maximal eine gebrauchte :-) > Wenn es sich um eine Portalmaschine handelt kann ich mir ehrlich gesagt > nicht so recht vorstellen, dass das in der Preisklasse etwas > ordentliches ist. Ja, 6k ist etwas wenig - vielleicht benötigt er ja maximal Eurokarten-Verfahrwege ;-) Ansonsten ist zu den Anforderungen schon einiges gesagt: Stahl heisst halt langsam oder schwer/teuer. Beim Gravieren/Platinenfräsen ist so eine Anlage natürlich sehr langsam - machbar ist das aber - zumal, wenn es nicht auf die Zeit ankommt. Man kann das Ding ja einfach laufen lassen :-) Chris D.
@Chris >Ansonsten ist zu den Anforderungen schon einiges gesagt: Stahl heisst >halt langsam oder schwer/teuer. Steifigkeit->schwer->teuer wäre naheliegender >Beim Gravieren/Platinenfräsen ist so >eine Anlage natürlich sehr langsam - machbar ist das aber - zumal, wenn >es nicht auf die Zeit ankommt. Wenn die Maschine mit Steppern arbeitet stimmt das natürlich aber es gibt verschiedene Technologien (z.B.Servo)die schneller arbeiten. Aber einige Stoffe (z.B. Kupfer) sind nicht mit hohen Geschwindigkeiten bearbeitbar ohne zusätzliche Maßnahmen(Kühlung). Haste denn schon mal eine Platine gefräst? Kostenmäßig ist das nämlich nicht der Hit und mit ätzen geht das schneller, sauberer und billiger sowieso. >Man kann das Ding ja einfach laufen lassen :-) Das sowieso weil es ja ein Halbautomat ist. Wirklich Sinn macht so eine Maschine wenn man komplexe Bauteile in Kleinserie produzieren will. Auch hunderte von Bohrungen präzise zu bohren ist eine sinnvolle Aufgabe. Alles andere ist unökonomisch, meine ich. Wenn du unbedingt selbst bauen willst, brauchste aber eine konv. Fräse und Drehbank (sofern keine anderen Möglichkeiten der Teilebearbeitung bestehen) oder du nimmst einen Bausatz wo alle Teile fertig vorhanden sind.
AC/DC wrote: > @Chris > >>Ansonsten ist zu den Anforderungen schon einiges gesagt: Stahl heisst >>halt langsam oder schwer/teuer. > Steifigkeit->schwer->teuer wäre naheliegender Genau. Wenn man die Steifheit nicht hat, muss man eben kleinen Span fahren -> langsam. So meinte ich das :-) >>Beim Gravieren/Platinenfräsen ist so >>eine Anlage natürlich sehr langsam - machbar ist das aber - zumal, wenn >>es nicht auf die Zeit ankommt. > Wenn die Maschine mit Steppern arbeitet stimmt das natürlich aber es > gibt verschiedene Technologien (z.B.Servo)die schneller arbeiten. Klar - aber auch da gilt: gute Servos kosten richtig Geld. Insofern stimmt auch hier: schwer -> teuer Mein Teil soll erstmal mit Steppern laufen. Aufrüsten kann ich dann ja immer noch. Allerdings werde ich wohl zu 99% Alu verarbeiten. > Aber einige Stoffe (z.B. Kupfer) sind nicht mit hohen Geschwindigkeiten > bearbeitbar ohne zusätzliche Maßnahmen(Kühlung). > Haste denn schon mal eine Platine gefräst? > Kostenmäßig ist das nämlich nicht der Hit und mit ätzen geht das > schneller, sauberer und billiger sowieso. Ich denke, er meinte das reine Konturenfräsen von Platinen. Leiterbahnfräsen halte ich für unzumutbar langsam - da ist man selbst mit Tonertransfer deutlich schneller. Außerdem ändert man mit dem Fräsen die HF-Eigenschaften der Platine nicht unwesentlich. >>Man kann das Ding ja einfach laufen lassen :-) > > Das sowieso weil es ja ein Halbautomat ist. > Wirklich Sinn macht so eine Maschine wenn man komplexe Bauteile > in Kleinserie produzieren will. Auch hunderte von Bohrungen > präzise zu bohren ist eine sinnvolle Aufgabe. > Alles andere ist unökonomisch, meine ich. Ja, oder man benötigt entsprechend bearbeitungsfläche, damit man möglichst viel in einem Arbeitsgang aufspannen kann. > Wenn du unbedingt selbst bauen willst, brauchste aber eine konv. > Fräse und Drehbank (sofern keine anderen Möglichkeiten der > Teilebearbeitung bestehen) oder du nimmst einen Bausatz wo > alle Teile fertig vorhanden sind. Ja, absolut - und dann wird es teuer. Mein Spruch dazu ist immer: "Um eine Fräse zu bauen benötigt man eine Fräse." (ich habe keine Ahnung, wer die erste gebaut hat ;-) Das ist leider so - außerdem sollte man immer eine manuelle Fräse haben - das ist soooo viel praktischer als erst die CNC anzuwerfen (die ich leider noch nicht habe): Wenn man mal eben ein Teil planen muss (gerade bei Prototypen) oder ne Nut benötigt: einspannen, ranfahren, "drüberhuddeln", fertig. Natürlich kann man auch CNC-Fräsen mit Handrädern ausstatten (habe ich auch vor). Aber das Gefühl für den Druck etc. hat man einfach nicht. Man ist nicht "direkt" am Bauteil. Preiswerte Kreuztische mit Schwalbenschwanz (sogar erstaunlich genau) gibbet aus China, dazu ne Säule, zwei Linearführungen, Trapezgewindespindeln - fertig ist die solide Maschine "für's Grobe". Wenn man die dann noch sauber einstellt, kommt man auf 1/100mm Genauigkeit. Ich weiß gar nicht mehr, wie ich ohne manuelle Fräse jemals bauen konnte - die empfinde ich als noch deutlich wichtiger als meine Drehbank. Chris
http://www.cnc-step.com/html/cnc_frase_preise__gunstig__cnc.HTM Was haltet ihr davon? ist halt ein Fertigprodukt. Software, Einweisung, Support alles dabei aber ich mein kann man sich auch mit mehreren anschaffen, dann hat man selber den Preis für ein günstiges Gerät gezahlt aber hat ne ziemlich hohe Qualität. Also ich geh jetzt von der kleinsten Version aus ^^
Kommt drauf an, was du machen willst. Der größte Nachteil dieser Maschinen ist die Stangenführung. Die hängt dir in der Mitte ziemlich durch und ist nicht stabil genug. Wenn du ein paar Sachen aus Sperrholz in langsamer Geschwindigkeit fräsen willst, sollte es reichen. Wenn du wirklich was vernünftiges haben willst, musst du >4000 Euro ausgeben, z.B. die PFE-500 von bzt-cnc.de
@ Winfried (Gast) auf der Seite sind Videos von der Maschine wo Leiterplatten und Aluteile bearbeitet werden, denkst du das ist ein Fake? O.o und durchhängen auf? 30 cm? O.o Nen alurohr so wie es aussieht? mit ca 500Gramm Belastung? wie denn das?
Wenn der Fräser/Bohrer zu Beginn der Arbeit noch richtig scharf ist mag die Steifigkeit noch ausreichen aber die Spanwerkzeuge nutzen sich während der Bearbeitung unmerklich ab und dann kann die Konstruktion schnell überfordert sein. Für 2,2k€ würde ich was vernünftiges verlangen und nicht so ein Spielzeug das nicht mal 500€ wert ist. Da wird an den Maschinen ein wenig zu viel dran verdient. >auf der Seite sind Videos von der Maschine wo Leiterplatten und Aluteile >bearbeitet werden, denkst du das ist ein Fake? O.o Wenn du das Video in dem Link links meinst so hat die dort gezeigte Maschine mit der hier nichts gemeinsam. Die hier hat Stepper und in dem Video hat Servos und dürfte auch viel steifer sein. Stepper sind lahm, aber das wird natürlich kaschiert.
Mir gefällt die Mechanik nicht. Die ganzen Führungen und Spindeln sind frei und verdrecken. Wenn Rundführungen, dann massiv und wesentlich stärker im Durchmesser. Trapezführungen sind besser. Bei den Videos werden teilweise Maschinen mit Servos gezeigt, die schneller und exakter sind. Suche auch gerade nach einer Portalfräse. Firmen, die ich im Auge habe sind: EAS BZT Haase Kostet allerdings einiges an Asche...
Naja mehr als 3000, sollten es nicht werden. Da ich es nur für hobbymäßiges Platinenbearbeiten und mal ein oder zwei Aluteile brauche :D 3000 aber mit Programm das hplg dateien einlesen kann, mit dem man das ein oder andere Bauteil erstellen kann, aus Alu, oder Zuschnitte in Plexiglas, und sämlicher Steuerung ^^ denkt ihr sowas gibt es? wenn ja bitte Links ;) Grüße Valentine
Angehängte Dateien:
-

k-IMAGE_00009.jpg
42 KB -

k-IMG_0116.JPG
25 KB -

k-IMG_0117.JPG
33 KB -

k-IMG_0121.JPG
45 KB

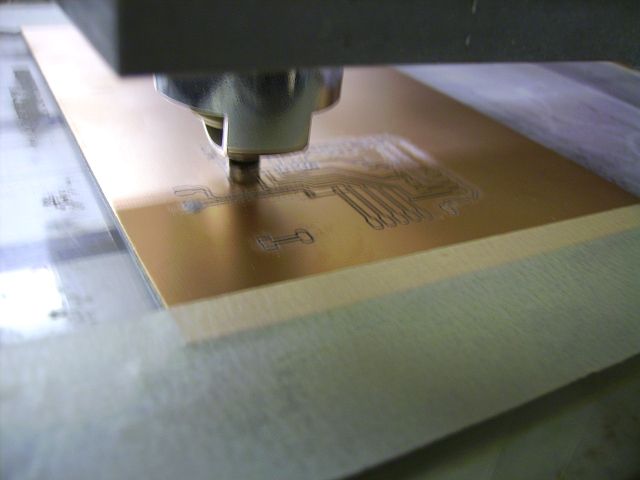
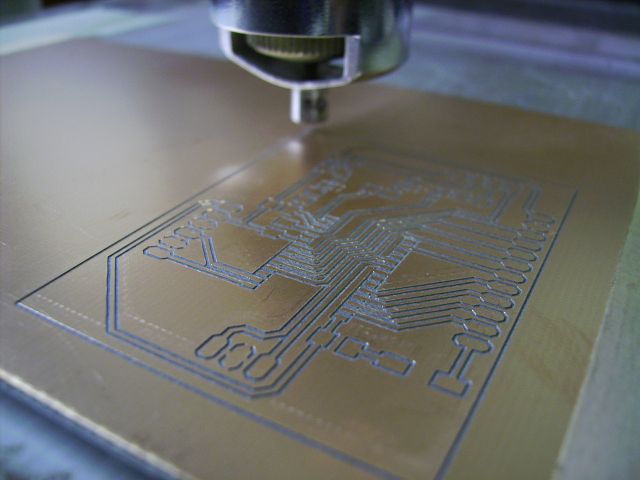
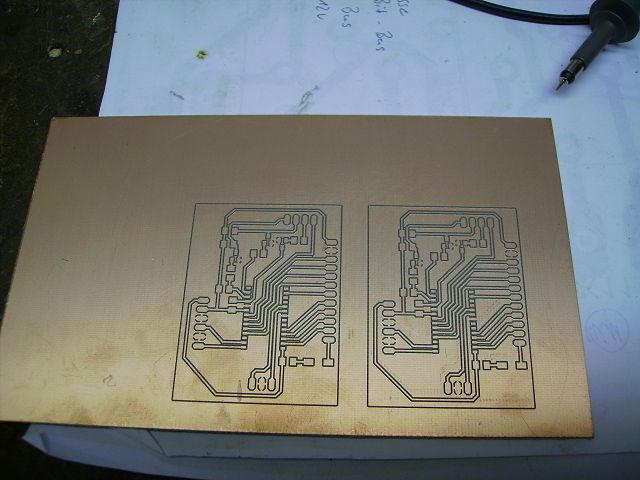
hi, ich hab mir vor etwa 5 jahren eine leiterplatten-cnc-fräse gebaut. am anfang waren die ergebnisse noch nicht ganz so zufriedenstellend, aber nach einigen modifikationen gehts doch recht gut und nun braucht nicht mehr geätzt zu werden. momentan hab ich leider keine guten bilder gefunden. werd die tage mal noch paar machen müssen. wie ihr hoffentlich trotzdem erkennen könnt, hab ich zwei z-achsen. eine zum outlining fräsen (mit gravierspindel+tiefenregler) und eine zum bohren - da reicht so ein baumarkt"dremel". als rechner ist ein industrie-pc mit touchdisplay von noax dran, da dieser staubdicht ist. als steuerung sind 4 schrittmotorkarten von isel und eine controllerkarte auch von isel verbaut. Gruß Dirk
Angehängte Dateien:
-

k-IMAG0003.jpg
35 KB -

k-IMAG0004.jpg
35 KB -

k-IMAG0006.jpg
34 KB -

k-IMAG0007.jpg
26 KB -

k-IMAG0008.jpg
22 KB -

k-IMAG0010.jpg
36 KB -

k-IMAG0011.jpg
37 KB -

k-IMAG0012.jpg
34 KB -

k-IMAG0014.jpg
27 KB



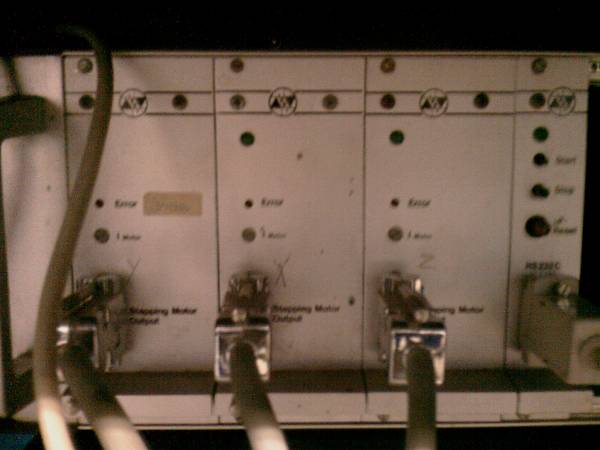

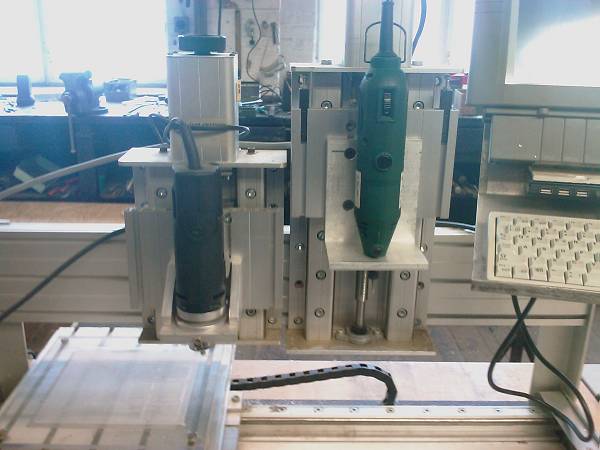



so, ich hab heute mal noch schnell ein paar bilder gemacht, die ich euch auch nicht vorenthalten möchte. wenn es fragen gibt immer her damit. achso, das c steht für die stadt in der ich wohne - wer also LP´s braucht und nicht selbst ätzen will kann sich gern bei mir melden, aber bitte keine rießen stückzahlen - ich mach das nur in meiner sehr knappen freizeit. Gruß Dirk
Ich hab riesen Respekt vor euch und es ist auch total Klasse wie Ihr so lange Standhaft an einen Projekt hart gearbeitet hat. Obwohl ich mich nicht mit Meachnik ausgehe und eher der Elektroniker bin ist das eine wirklich Erstklassige Arbeit welche Ihr da erbracht habt.
Coole Idee Dirk! Da spart man sich den Werkzeugwechsel zwischen Bohren und Fräsen. Ich nehm mal an Du hast da zwei Nullpunktsensoren verbaut, oder? Gruß Thogo
Nette Maschine , selbst wenn die Hälfte vormontiert war und die Treiberelektronik und Maschine von Isel ist. Ohne Staubabdeckung wird die Spindel aber nicht lange halten. An Stelle einer teuren Faltenbalgabdeckung kann man auch ne LKW-Plane nehmen und über eine Walze am Ende der Schlitten drum herum führen. Hab ich mal bei einer professionllen Leiterplattenbohrmaschine von Wessel gesehen und schien eine gute Lösung zu sein. Allerdings muss man schon ein paar Maschinen haben um sich die Komponenten herstellen zu können.
@thogo der größte vorteil ist, dass man den tiefenregler nur einmal einstellen muß und dann immer wieder mit dieser einstellung arbeiten kann. ja, in jeder achse ist ein referenzschalter. die entsprechenden beiden nullpunkte (fräsen + bohren) kann man im programm festlegen. @max ganz plug & play war die maschine dann doch nicht. die staubabdeckungen hab ich dazu. leider hat sich im laufe der zeit mein leim, den ich damals benutzt habe um die faltenbalge zu basteln, nicht bewehrt. bei gelegenheit mach ich mal ein bild von den einzelteilen. Gruß Dirk
Angehängte Dateien:
-

2.jpg
320 KB
Hallo an alle, irgendwie habe ich das Gefühl, dass manch einer nicht ganz sicher ist was er will. Weiter oben wird eine Anlage mit Kugelgewindetrieb, THK - Führung etc. vorgestellt. Nur ist die Lagerung nicht besonders günstig, sodass die Genauigkeit der Führung und Spindel hin ist. Zumal bin ich der Auffassung, dass wenn einer im semiprofessionelle Bereich damit arbeiten will, er schon ca. 4000 - 5000 Euro für eine Anlage mit ca. 400x600 mm hinlegen sollte. Diese ist dann immer noch nicht genau, jedoch sollte diese im Bereich Plattenzuschnitt (Holz, Alu bis 2mm Leiterplatten bohren) doch ausreichen. Viell. sollte man gezielt unterscheiden. Jemand der nur mal in seinem Leben eine CNC-Fräse selber bauen will, und diese 10 mal im Jahr benutzt sollte sich einfach entweder eine Bausatz leisten und der kostete dann bestimmt auch ca. 1000 EUR (davon verkaufen sich ja auch nicht gerade viele, und es wir bestimmt keinen Hersteller geben, der in mehr als 100ter Losgrößen fertigen lässt). Man sollte dann jedoch das Gute Stück nicht zu sehr strapazieren. Für den hobbymäßigen Modellbau reicht das jedoch alle mal. Bzw. wer mag kann ja auch die Variante für 5 EURO versuchen. Ist im übrigen eine gute Idee für den Werkenunterricht 3. Klasse. Leider bin ich nicht vom Fach Elektrotechnik, daher kenne ich die Anforderung an eine Leiterplattenbohrung nicht. Aber kann mir nicht vorstellen, dass hier einer Platten bohren lassen will, die später auf einer vollautomatischen SMD-Bestückungsanlage laden. Daher sollte doch auch hier eine Genauigkeit von +/- 0,5mm reichen, oder? Leiterplatten stellen beim Fräsen kein besonders großen Widerstand da (wenn man nicht mit 10m/min Vorschub fährt). Daher sollten die Anforderungen an Lagerung und Antriebsystem mit Komponenten von IGUS erledigt sein (z.B N27 - Führung, flach - preiswert und gut). Finde ich die Teile in einigen Konstruktionen viel zu überdimensioniert, die Lager zu groß gewählt. Dass sind alles Gewichte an bewegten BG's, die gestoppt und beschleunigt werden müssen. Für den Hobbybereich müssen auch nicht alle Teile Fräs und Drehteile sein. Gerade bei kleinen Losgroßen bietet es sich am, Blech und Plattenteile zu verwenden und diese durch Abkanten und Laser/Wasserstrahlzuschnitt herzustellen (ist selbst immer Einerlos bezahlbar). Und Belchteilbearbeiter gibt es wie Sand am Meer. Wer seine Fräse dazu verwenden will, Bauteile für den MB präzise zu fertigen, ist hier vollkommen falsch. Das können diese Maschinen einfach nicht. Da ist es sinnvoller, sich eine prof. Lieferanten zu suchen, oder eine gebraucht Deckel Maho zu kaufen. Die sollte man aber auch bedienen können. Anbei noch ein Bild einer kleinen CNC-Fräse die für unter 1000 EURO realisierbar ist. Arbeitsbereich ca. 400x600 mit einer Genauigkeit von +/- 0,3mm. Gruß Johannes
Hallo Johannes... Hast Du nähere Infos zu dieser Fräse ? Wäre für mein Hobby (Flugmodellbau) ganz Interessant. Gibt es dazu einen Bauplan ? Was für Führungen ? Was für Spindeln ? Dirk
> Jemand der nur mal in seinem Leben eine CNC-Fräse selber bauen > will, und diese 10 mal im Jahr benutzt sollte Der kommt auch mit einer CNC-Fräse auf Basis der BF20 aus, also 'klassische' Bauweise, keine Portalfräse, die auch nur so um 1200 EUR kostet. Die ist stabiler, und damit auch zur Metallbearbeitung geeignet, aber mangels Lager (sondern eben Schwalbenschwanzführungen) halt nur für begrenzt viele Arbeitswege gebaut und deutlich langsamer. Also WENN man schon eine Portalfräse mit geringer Haltbarkeit andenkt, dann muss sie deutlich billiger sein, als die 1000, denn sie bietet nicht die Nutzungsmöglichekeiten einer BF20. Eher so wie ein Tintenstrahldrucker (der erstaunlich lange hält, und manchmal richtig dicke Kopfschlitten tragen muss), den man ggf. als Basis nehmen könnte (Epson Stylus kann auf Durchziehen horizontaler Platten umgebaut werden).
Angehängte Dateien:
-

Foto-0123.jpg
710 KB
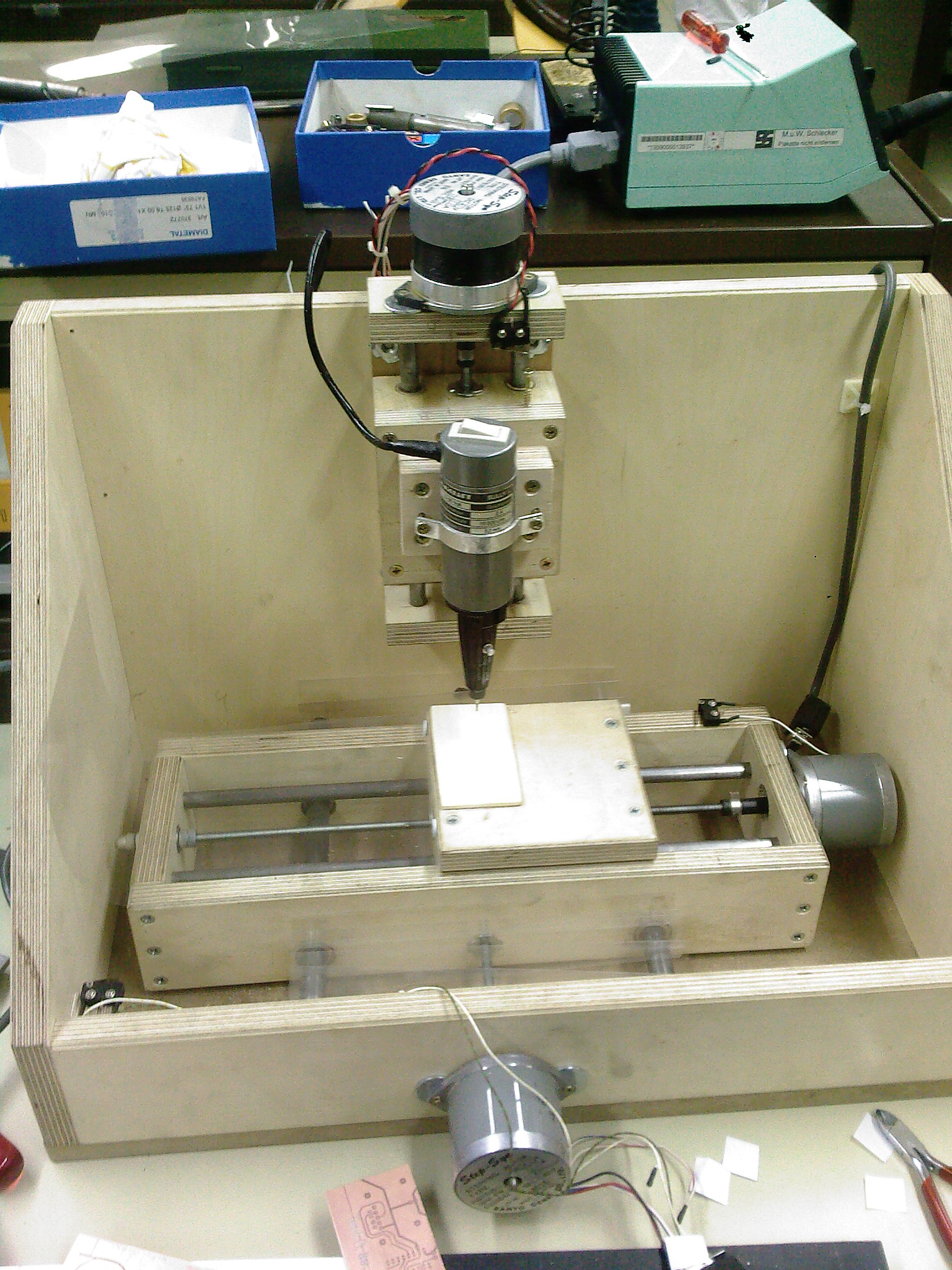
Zu diesem Thema empfehle ich meinen Blog, in welchem beschrieben wird, wie man sich selber für wenig Geld ( < 100€) eine CNC-Fräsmaschine aus Holz bauen kann. Der Clou: Man benötigt nur einen Akkuschrauber und eine Hand voll Bohrer zum Herstellen. Außerdem kann man mit ihr Platinen und Modellflugzeuge in der nötigen Präzision fräsen. Schaut euch das einfach an unter http://holz-fraese.blogspot.com/
Das ist doch mal was für die Winterabende. Ein paar mehr Infos wären gut. (Maße, Zeichnungen, Teile-Listen, technische Daten, Erfahrungen, erreichbare Genauigkeit, Geschwindigkeit ...)
Wer es günstiger haben will, nimmt nylon99 sowie Alu als Gleitmaterial. nylon66 sind die Schneidebrettchen, siehe Instructables, da gibt es genug Anleitungen dafür. Die gezeigte Maschine geht gut für FR2 und generisce Fräßarbeiten. Bei FR4, die Z-Achse mit einem Solenoid ersetzen, ansonsten hat man nicht die nötige Bohrgeschwindigkeit und der Bohrer nützt sich sehr schnell ab. 12V unipolare Steppermotoren sowie uln2003 als Treiber sind das günstigste, wenn man drei Dioden, zwei Kondensatoren sowie einen Schalter und Sicherung dazumacht, kann man auch die 12V des PC-Netteiles nutzen, und braucht kein eigenes Netzteil mehr. Funktionsfertiger Preis inkl 100-150W Motor unter 100€ ist realistisch.
Hi, Fräsmaschine aus Holz... ;-) Also die Idee in der augenscheinlich Soliden Umsetzung wie von Filip finde ich genial... Allerdings habe ich trotzdem an der Langzeitstabilität der Konstruktion so meine Zweifel... Denke die mögliche Präzision wird mit der Zeit kontinuierlich nachlassen. Aber trotzdem, insbesondere unter berücksichtigung der Tatsache das man einen Großteil der Investitionen bei einem spätern ReDesign in Metall wiederverwenden kann, eigendliches ein gutes Übungsobjekt um erste Erfahrungen zu sammeln und seine Designidee erst mal mit geringwertigem und einfach zu bearbeitenden Material auszuprobieren. Zum Thema günstige Fräse im Selbstbau: Ich denke, wenn man alles neu kaufen muss und auch nicht die Mittel hat die ganze notwendige Bearbeitung im Rohzustand selbst vorzunehmen und so auf vorgefertigte Materialien zurück greifen muss, dann ist ein Selbstbau einer "durchschnittlichen" Fräse im Vergleich zu einem Kauf sicher die teuerere Wahl. Unter Berücksichtigung der eigenen Arbeitszeit erst recht. HAt man aber ein gewisses "Organisationstalent", etwas Fantasie und keine Angst sich die Finger Schmutzig zu machen, dann ist sicher -unter Einsatz von deutlich mehr Zeit- auch eine stabile präzise Fräse, die selbst auch mit besseren kommerziellen Modellen mithalten kann, für Beträge im gerade dreistelligen Eurobereich möglich! Man kann halt wählen, Zeit oder Geld! Ich selbst habe jetzt über einen Zeitraum von etwas über einem Jahr einfach die Augen offen gehalten und wenn immer mir etwas über den Weg gelaufen ist was als Arbeitsmaterial taugt zugeschlagen. Jetzt aber habe ich fast alles Zusammen um eine Kräftige und stabile Fräse mit Kugelumlaufspindel zu bauen. Evtl. werde ich noch ein paar Aluprofile und Kugellager nachkaufen, aber das kostet ja kaum was. Investiert habe ich bis jetzt, incl. der zugekauften neuen Steuerkarte, knapp 180 Euro Quelle waren Restbestände von Bekannten und ganz stark der Industrie/Elektronikschrott! Nachteil ist natürlich das sich das Design sehr Extrem nach dem Vorhandenen Material richtet und ich nicht frei planen kann und dann das Material nach Bedarf zukaufen kann, wie ich es eigentlich im Elektronikbereich gewohnt bin. Ziel war aber eine hochwertige Fräse für unter 100 Euro zu bauen. Mit einer überschlägigen Kalkulation des noch zu besorgenden Material werde ich jetzt bei etwas 250 Euro ohne Spindel/Fräsmotor liegen. Hätte ich auf Kugelumlaufspindeln verzichtet und wäre bei den schon früh vorhandenen Trapezspindeln geblieben, sowie dem kleineren Verfahrweg, dann wären die 100Eur. Möglich gewesen. (Geplant war 20x30x5cm Verfahrweg, jetzt sind es 50x50x30cm) Mal sehen ob es klappt ;-) Gruß Carsten
Wenn 8-10 Leute zu einer Sammelbestellung zusammenkommen, für sagen wir mal eine CNC mit 200x160x30mm Verfahrensweg im Stil der cnc2016 mit Trapezspindeln in X+Y dann könnte man so eine organisieren. Als Materialien für den Rahmen und teilweise der Grundplatte würden MDF und ALU zur verfügung stehen, je nach dem wieviel einer ausgeben möchte. Als Preis würde ich mal 80€ oder 150€ in die Runde werfen für MDF oder ALu, +-15% sowie in etwa 2-3 Monate an Zeit.
Filip L. schrieb: > Zu diesem Thema empfehle ich meinen Blog, in welchem beschrieben wird, > wie man sich selber für wenig Geld ( < 100€) eine CNC-Fräsmaschine aus > Holz bauen kann. Ist das Projekt gestorben? Auf dem Blog tut sich absolut nichts.
Angehängte Dateien:
-

graphit_1.jpg
2 KB

{kind=link}
{kind=link}
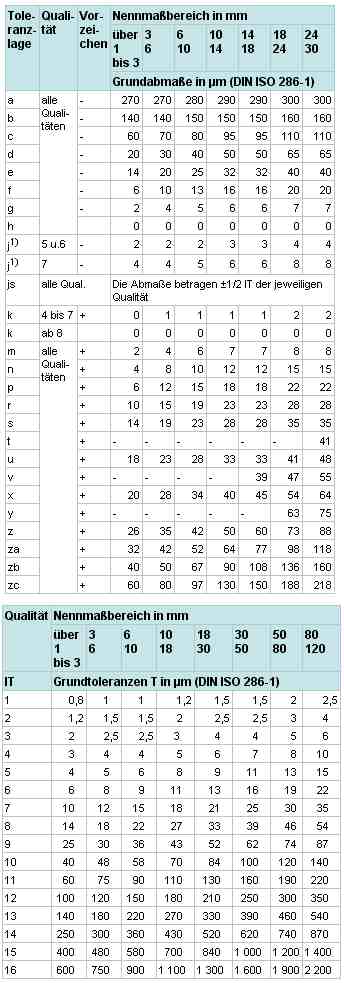{kind=link}
{kind=link}
Hallo, ich bin dringend auf der Suche nach einer möglichst kostengünstigen CNC-Fräse, mit der ich Vertiefungen und Formen bis max. 40 mm Länge und Tiefe in Graphitstücke (relativ weiches Material) mit einer maximalen Größe von 150 x 150 x 80 mm fräsen kann. Beiliegendes Bild zeigt einen Beispiel-Ausschnitt eines Werkstücks. Nachdem ich über diesen interessanten Thread gestolpert bin und ihn komplett durchgelesen habe bin ich sicher, dass ich niemals selbst so ein Gerät bauen könnte. So weit reicht mein Verständnis für Elektronik leider nicht aus - ich bin eher der Anwender ... Daher also meine Frage an Euch: Weiß jemand, wo ich ich so Gerät kostengünstig kaufen kann ODER kann mir jemand von Euch so ein Gerät bauen und verkaufen ? Natürlich brauche ich auch gleich eine simple Software dazu oder die Info, welche Software (zu welchem Preis) ich zu dem Gerät kaufen muss. Es muss sehr präzise arbeiten, aber nicht zwingend schön aussehen :-) Freue mich über jede Rückmeldung. Schöne Grüße und Danke im Voraus von S. Halge
Ähm ... also ICH sehe das Foto direkt über dem Text - und es ist gut zu erkennen. Kann man da "von außen" nicts drauf erkennen ???
Ähm ... also ICH sehe das Foto direkt über dem Text - und es ist gut zu erkennen. Kann man da "von außen" nichts drauf erkennen ???
@cnc Bin ich der Erste auf dieser Liste oder einfach zu dumm, ne andere Kontaktaufnahmemöglichkeit zu finden? Für meine Ansprüche scheint es auf den ersten Blick ausreichend zu sein. Darf ich Dich bitten, mich zu kontaktieren? @alle Schnöder: Ich verdiene einigermassen $ damit, SW zu entwickeln. Einige Beiträge sind in meinen Augen so was von unterirdisch, dass es mir nicht im Traum einfallen würde, darüber herzuziehen. Beiträge werde ich also auf JEDEN Fall als Komplimente auffassen:-)
Um in Graphit zu fräsen braucht man diamantbeschichtete Vollhartmetallfräser, die bei eBay aber durchaus zu vernünftigen Preisen zu bekommen sind (weil niemand anders sie braucht). Für 150 x 150 x 80mm tut es leider eine MF70 von Proxxon nicht ganz, man bräuchte eine MF20 aus China oder gar eine F1200 von Wabeco wenn es präziser sein muss. Alle 3 Maschinen findet man bei eBay neu und gebraucht mit CNC-Elektronik, meist benötigt man einen Rechner und MACH3 Software dazu, ich befürchte aber zu Preisen die du nicht hören willst. Lass es also fräsen (bring ggf. den diamantbeschichteten Fräser mit, denn den hat kaum jemand).
Hallo Leute, hier haben ja schon einige gelungene Selbstbauprojekte vorgestellt. Auch ich habe mich mal rangemacht und letzten Winter eine eigene Portalfräsmaschine gebaut. Ursprünglich wollte ich ja Aluminiumprofile verwenden, aber da ich nicht das Glück habe direkt neben einem Schrottplatz zu wohnen der solche Profile meterweise "verschenkt" und die Dinger bei neukauf nahezu unbezahlbar sind, habe ich mich dazu entschieden erst mal einen Testaufbau aus Multiplexplatten zu versuchen. Herrausgekommen ist letztendlich eine Portalfräsmaschine mit 1000 x 700 x 270mm Verfahrweg, die selbst vor Metallverarbeitung nicht zurückschreckt. Zu sehen auf meiner Seite www.a-reinert.de Da sind auch einige Links zu Videos dieser Maschine bei Youtube. Mit dieser Maschine habe ich mir dann noch eine Kleine Fräsmaschine im DIN A4 format gebaut zuum Platinen fräsen (auch auf YouTube zu sehen). Gesammtpreis der Maschine unter 200€ (ohne Steuerung). Ich kann nur jeden der etwas Fingerfertigkeit besitzt ermutigen sich zu trauen so was mal selber zu bauen. Soooo schwer ist das nicht und der Markt vor allem Ebay geben alle Teile her die man dafür braucht. Und wenn man für den ersten Anlauf nur Schubladenfühungen aus dem Baumarkt nimmt um Erfahrungen zu sammeln. Gruß an alle...
Andreas Reinert schrieb: > Zu sehen auf meiner Seite www.a-reinert.de Sehr nettes Projekt. Gratuliere! Ich hab auch schon oft den Wunsch gehabt, so ein Ding zu bauen. Dummerweise fehlt mir komplett ein Hobbyraum, was mich ziemlich nervt ... Kann schlecht in meiner Wohnung die Nachbarn mit meinem Lärm belästigen :( *edit*: Leck mit fett am A... Jetzt gibts hier auch schon dämliche unlösbare Captchas ... Letzter Versuch, oder ich werf meinen Computer aus dem Fenster ...
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.