(Dieser Beitrag wurde geloescht)
Dirk, ich stelle mir gerade vor, wie du mit der Gewindestange auf dem Schoß krampfhaft mit einer Feder die beiden aufgeschraubten Muttern auseinanderdrückst, ohne weitere Kräfte auf die Muttern auszuüben. Magst du das mal im Detail beschreiben? Oder haben sie dich dort diverse Werkzeuge und Material benutzen/verbrauchen lassen?
Hallo Guido... Wenn ich Dich richtig verstanden habe, reicht also eine Langmutter deiner Meinung nach aus, oder ? Kann ich das ganze mit den 2 Muttern und der Feder dazwischen vergessen, richtig ? @Rahul... Manche Leute haben schon ein wenig sparsam geschaut, als ich mit Gewindestage und Muttern da rumprobiert hab ;-) Was meinst Du mit "...ohne weitere Kräfte auf die Muttern auszuüben" ? Hab die 1.Mutter aufgechraubt, dann eine Spiralfeder dazwischen gesetzt und die 2. Mutter drauf. Dann hab ich geschaut, wie sich das Spiel der Mutter auf der Gewindestange ändert, je kleiner ich den Abstand zw. den Muttern mache. Irgendwann war halt kein Spiel mehr festzustellen. Dirk
@Dirk Hab mir gerade mal Gedanken über die Feder-Konstruktion gemacht und hab da ein Problem mit: wenn man das an dem Maschinentisch festmacht darf man nur die eine Mutter fest verbinden, sonst ist die Feder ja umsonst. Wenn man aber die andere Mutter nur über die Feder verbindet heist das: 1. ist die Konstruktion kompliziert und 2. bekommt die Feder auch die Vorschubkräfte ab und muss trotzdem noch das Spiel rausnehmen. Das ist imho etwas kompliziert für das was es bietet. Ich selbst hab sowas auch bisher noch nicht mit Feder gesehen. Was ich dafür schon oft gesehen hab, was viel einfacher zu konstruieren ist und meiner Meinung nach (studiere Maschinenbau) auch für unsere Zwecke geeignet ist, ist die Methode einfach zwei Muttern auf der Gewindestange gegeneinander zu verspannen bis das Spiel ein erträgliches Maß hat. Nicht zu stark weil dann so viel Drehmoment durch Reibung verlohren geht, eben gerade genug damit das Spiel weg oder sehr gering ist. Und nicht vergessen gut zu schmieren! Selbstschmierende Kunststoffmuttern (z.B. Teflon) sind da Klasse wegen der geringen Reibung, aber frag mich bitte nicht wo man die bekommt.
Hi Simon... "...zwei Muttern auf der Gewindestange gegeneinander zu verspannen..." Du meinst, so wie wenn ich eine Mutter gegen lösen mit einer Kontermutter sichere (nur nicht ganz so fest, wg. der Reibung)? Sorry, dass ich so blöde Frage stelle, aber ich bin im Maschinenbau nicht ganz so tief drin ;-) (Komme mehr aus der Elektronik-Ecke) Dirk
>1. ist die Konstruktion kompliziert und Um mit Uli Steins -Pinguin zu sprechen: "Dagegen!" Man befestigt eine Mutter starr an der Platte. Die andere wird verdrehsicher lose mit der Platte verbunden. Das kann ein Stift in einem Langloch sein. Es geht ja darum, die Feder unter Spannung zu halten. >2. bekommt die Feder auch die Vorschubkräfte ab und muss trotzdem noch das Spiel rausnehmen. Tut sie. >Ich selbst hab sowas auch bisher noch nicht mit Feder gesehen. Ich aber. Leider weiß ich die Seite nicht mehr. Da hat jemand auch mit einfachsten Mitteln eine Fräse gebaut (was auch sonst? Nein, die konnte kein Bier brauen!), und genau diese Technik angewendet. >Selbstschmierende Kunststoffmuttern (z.B. Teflon) sind da Klasse wegen >der geringen Reibung, aber frag mich bitte nicht wo man die bekommt. Teflon-Muttern habe ich auch noch nicht gesehen, dafür sind aber Bronze- oder Messing-Mutter äussert verbreitet als Gegenstück zu Trapez-Gewindespindeln. >zwei Muttern auf der Gewindestange gegeneinander zu verspannen bis das >Spiel ein erträgliches Maß hat. Nicht zu stark weil dann so viel >Drehmoment durch Reibung verlohren geht, eben gerade genug damit das >Spiel weg oder sehr gering ist. Gute mechanische Möglichkeit. Um das Spiel "auszuschalten" bietet sich ein externes Wegmessystem an: Wie oben schon angesprochen verwenden HP-Drucker (und vermulich auch ein paar Drucker anderere Hersteller) eine "starre" Skala, die mit Hilfe einer Lichtschranke abgetastet wird. So kann man relativ einfach herausfinden, ob sich die "Kiste" überhaupt schon bewegt hat bzw. das Spiel überwunden wurde. Sowas kann man auch mit einem Zahnriemen und einem Drehencoder aufbauen. (Richtige CNC-Maschinen - die mit Dreiphasenanschluß - haben dazu spezielle Messleisten...) >(studiere Maschinenbau) Ich habe mein Diplom schon... (FH Feinwerktechnik/Mechatronik)
@Dirk Ja, genau so wie beim Kontern mit zwei Muttern, nur eben so dass es sich noch leicht bewegen lässt. @Rahul Aber es ist schon einfacher nur zwei Muttern auneinander zu schrauben als die zweite der beiden mit einer Linearführung (wie einfach auch immer die ist) und einer Feder dagegen zu verspannen. Ob das nun besser oder schlechter ist wage ich nicht zu beurteilen, kommt auf den Anwendungszweck an würde ich sagen. Mit Baumarkt-Gewindestangen würde ich die Konstruktion so minimalistisch halten wie irgend möglich. Wenn es etwas mehr sein darf nimmt man eh besseres Material wo es sich dann auch lohnt es genauer zu bauen.
So, muss jetzt auch mal wieder Senf dazugeben. Also, ich habe beim rumprobiern beide Varianten probiert, beim einfachen gegeneinander Verspannen hatte ich nach einiger Zeit wieder etwas Spiel, ich tippte da mal auf Verschleiß, da ich nicht sehr viel geschmiert habe. Die Muttern waren übrigens dann noch verklebt, also dass es einfach locker geworden ist glaub ich nicht. Das mit der Feder funktionierte eigentlich am besten, das passt sich an sowas ja am einfachsten an. Desweiteren gefallen mir die Langmuttern besser da man sie einfacher befestigen kann als die normalen.
Hat eigentlich schon jemand über Zahnstangen nachgedacht? Der blaue Klaus verkauft die in Modul 1 und Modul 0,5 in 500mm Längen (oder doch nur 250mm?). Dann würde der Motor halt "mitfahren"...
Nachgedacht schon, nur bei meinen 7,5 Grad Steppern ist dass dann gleich ein großer schritt, und ob die Kraft reicht weis ich auch nicht so recht.
Tja, praktische Erfahrungen sind wohl doch noch am Besten! Dachte nicht, daß man die verspannten Muttern öfters nachstellen muss. Das erübrigt sich natürlich bei der Feder-Methode. Zahnstangen sind so eine Sache, damit die Verzahnung auch ordentlich funktioniert (soll ja auch wenig Spiel haben) muss man da schon einiges mehr an Genauigkeit auffahren als bei Gewindespindeln. Dafür hat man kein Problem mit dem Durchhängen zu dem längere Gewindespindeln neigen, da man die Zahnstange einfach von unten unterstützen kann. Dadurch sind auch sehr lange Verfahrwege realisierbar, man kann Zahnstangen ja auch aneinandersetzen. An meinem Mikroskop ist eine Führung mit Schwanbenschwanz und Zahnstange, da bewegt sich aber die Zahnstange mit und das Zahnrad steht fest.
>Nachgedacht schon, nur bei meinen 7,5 Grad Steppern ist dass dann gleich >ein großer schritt, und ob die Kraft reicht weis ich auch nicht so >recht. Da müsst man dem Stepper vermutlich ein Getriebe spendieren... In der FH habe ich (und viele andere auch) an einer LPKF-Leiterplattenfräse gearbeitet (wahrscheinlich das am häufigsten verwendete Gerät ausser den PCs...). Da waren auch zwei Muttern auf der Trapez-Gewinde-Spindel. Die eine ware "statisch" montiert und die andere war über Langlöcher angeschraubt. Soweit ich "meinen" Labor-Ing noch im Kopf habe, musste die auch gelegentlich nachgestellt werden.
Achja: Ein Problem bei der Federmethode kann sein, dass die Federkraft nachlässt (da hilft dann auch kein 3Wetter-Taft mehr...).
>An meinem Mikroskop ist eine Führung mit Schwanbenschwanz und >Zahnstange, da bewegt sich aber die Zahnstange mit und das Zahnrad steht >fest. So rum kann man das natürlich auch machen. Für die Y-Achse wäre dass vielleicht eine Möglichkeit, da man dann beide Motoren (Y und Z) auf dem Schlitten anbringen kann. Für eine Fräse vielleicht doch etwas zu grob...
Könnte mir vorstellen dass anstatt einer Zahnstange ein langer Zahnriemen besser geeigent ist. Müsste eigentlich zu weniger Spiel neigen.
@Alexander Ja, Zahnriemen sind auch eine Möglichkeit. Isel verkauft sowas ja auch, also sollte es, wenn ordentlich ausgeführt, auch was taugen. Aber bei langen Zahnriemen muss man immer bedenken, dass die, so fest sie auch sind, sich trotzdem ein bißchen dehnen können. Zahnriementrieb könnte aber insbesondere für die Druckerschlächter interessant sein, wenn man die komplette Mechanik weiterverwenden könnte. Die müsste man dann natürlich noch etwas aufpeppen, weil das alles nur für die kleinen und leichten Inkjet-Schlitten ausgelegt ist. Aber wenn es nur um Platinen Fräsen und Bohren geht könnte man ja vielleicht den XY-Tisch als Kreuztisch ausführen und sehr leicht und leichtgängig machen. Dann mit zwei Zahnriemen aus alten Druckern antreiben und auf den Druckerführungen lagern, so eine Platine wiegt ja nicht wirklich viel. Beim Bohren brauchten die Zahnriemen (fast) keine Kraft aufbringen, da steht die Platine ja dann still. Und die Z-Achse kann man ja mit Gewindespindel ausführen, da besorgt dann die Schwerkraft die Spielfreiheit auch ohne zwei Muttern (wenn man's richtig macht). Werde mal testen wie viel Kraft es denn zum Isolationsfräsen braucht und wie viel so ein Zahnriementrieb aus einem Drucker liefern kann. Ist eben noch die Frage wie genau das dann wird, aber bald sind Semesterferien, da kann ich mich wieder tagelang in meinen Bastelkeller einschließen und es herausfinden...
Hi, wenn man sich mal das Video von Bungard ansieht (http://www.bungard.de/videos/bungard_ccd_quartersif_dt.avi), dann sieht man, daß die dort für die Z-Achse ne Zahnstange verwenden. Ich vermute allerdings, die benutzen keinen Stepper sondern einen Servo dafür. Eine Altenative zum Zahnriemen könnte vielleicht auch ein dünnes Stahlseil (eventuell Gitarren-/Klavierseite) sein. Problem könnte aber hier Schlupf sein? CU Frank
>Werde mal testen wie viel Kraft es denn zum Isolationsfräsen braucht und >wie viel so ein Zahnriementrieb aus einem Drucker liefern kann. Ist eben >noch die Frage wie genau das dann wird, aber bald sind Semesterferien, >da kann ich mich wieder tagelang in meinen Bastelkeller einschließen und >es herausfinden... Gar nicht soo wenig als ich anfangs dachte, ansonsten wäre ja auch mein 1. Fräsversuch geglückt. Mit Schubladenführungen ists mit den Zahnriemen glaub ich nix, weils ja mit den Gewindestangen schon Kraft benötigt um bewegt zu werden.
Ja, das ist aber gerade der Nachteil der Gewindespindeln: der schlechte Wirkungsgrad, man braucht also mehr Drehmoment. Außer bei Kugelgewindetrieben (Wirkungsgrad 80-90%) wird nämlich das meiste Drehmoment einfach "verheizt", sprich durch Reibung in Wärme umgesetzt. Trapezspindeln haben Wirkungsgrade um 30%, das heisst 70% des Drehmoments gehen einfach verloren. Und das sind die Daten die namhafte Hersteller (Mädler, SKF, THK) erreichen, wenn man aber einfachere Gewindespindeln verwendet wird der Wirkugsgrad sicher nicht besser. Ist ja auch logisch, "normale" Gewinde (Baumarkt) sollen sich ja auch nicht leicht bewegen sondern viel Reibung haben um damit irgendwas festschrauben zu können. Da würde ich von einem Wirkungsgrad von max. 10% ausgehen. Das ist aber nicht automatisch schlecht, so braucht der Motor ein geringeres Haltemoment, da auch umgekehrt diese Verluste auftreten. Bei den Zahnriemen hat man diese Übersetzungsverluste nicht. Auch hier gibt es natürlich Verluste, aber der Wirkungsgrad ist immerhin deutlich über 90%! Und das selbst bei den einfachsten Riementrieben, also schon eine feine Sache. Man muss sich dann allerdings darüber im Klaren sein, dass auch alle Kräfte auf die Achsen mit diesem hohen Wirkungsgrad auf den Motor übertragen werden. Meistens ist aber das zum Bearbeiten nötige Drehmoment so hoch, dass das Haltemoment dann kein Problem mehr darstellt. Probleme machen könnte beim Riementrieb aber das Spiel, das man hier nicht so einfach wegbekommt und die Dehnung des Riemens, die von der Bearbeitungskraft abhängt. Ich denke man wird wohl auch ein Getriebe brauchen, da sonst die Bewegung zwar schön schnell aber zu schwach wird. Wie gesagt, das wird mein Bastelprojekt für die Semesterferien... Ein Antrieb über Drahtseil wäre natürlich auch denkbar, dann würde ich es aber so machen wie ich es mal bei einem Stiftplotter gesehen hab: Das Drahtseil ist mit beiden Enden fest an einer Seiltrommel befestigt und rollt beim drehen auf der einen Seite ab und auf der anderen Seite auf. Dann gibt es da auch kein Schlupf.
Zahnstangen sollten schon gut funktionieren zu meiner Lehrzeit hatten ja die Drehbänke und auch die Fräßmaschinen die Dinger verbaut. Aber das ist ja schon lange her :-) Da gab es CNC eigentlich nur in den großen Firmen die sich sowas leisten konnten. Bei Zahnriehmen müßte man halt ne Abdeckung machen das auch wirchlich keine Späne den Riehmen oder das Ritzel beschädigen können Zum Drahtseil hätte ich jetzt nicht wircklich vertrauen. Das ausprobieren würde mich bei allen Methoden mal reizen :-) Dann möcht ich euch noch mal nen Link geben http://www.cnc-bastler.de die Seite muß noch gefüllt werden g Alexander und ich sind dort Admins
> http://www.cnc-bastler.de die Seite muß noch gefüllt werden *g*
ja, sieht so aus. Was ist die Motivation, neben cnczone.com eine weitere
CNC-Bastelseite aufzubauen? Mehr Übersichtlichkeit durch weniger Inhalt?
Oder einfach alles nochmal auf deutsch?
Sören
> ja, sieht so aus. Was ist die Motivation, neben cnczone.com eine weitere > CNC-Bastelseite aufzubauen? Diese Seite kannte ich nichtmals da ich eigentlich zu dem Thema nur deutsche Seiten gesucht hatte. > Mehr Übersichtlichkeit durch weniger Inhalt? Ach du stellst neue Seiten mit zig tausend Beiträgen ins Netz ? Dann mein Respekt. Ich kann sowas nicht. > Oder einfach alles nochmal auf deutsch? Ist ein Grund ja, da ich wie geschrieben in Deutsch nur Seiten gefunden hatte welche sich ja mehr mit dem Thema Umbau beschäftigen, oder eben Seiten die nur die eigene selbstgebaute Maschine vorstellen. Wenn die Seite nichts wird auch gut, dann laß ich es einfach wieder :-)
Hey, also Jungs???!! Was ist los??? Gibs auch schon Neueres im Bierbrauen??
@Michael Iller Ich finde die Idee super. Manche können halt nicht perfekt Englisch. @Sören Zwingt dich einer die Seite anzuschauen? Nö, oder? Und soviel in Sachen Selbstbau ist bei cnczone nun auch nicht. Mfg Sascha
Hallo, ich habe den Thread nur Stückweise gelesen und will euch aber meine Fräsen nicht vorenthalten. Ich habe schon einige gebaut, darunter auch eine ganz primitive aus Holz! www.smart-cnc.de Ich war immer bestrebt die Kosten so niedrig wie möglich zu halten. Mit einer guten Konstruktion ist mir das auch gelungen. Stefan
Gefällt mir, ich hab dich gleich mal verlinkt. ;-) @Michael: Muss jetzt erst noch mit einem WLAN kämpfen, dann werd ich mich mal um den Content auf http://www.cnc-bastler.de kümmern (versuchen).
Nochmal Thema Drehmoment, ich hab da nämlich was entdecht. Es gibt eine Exel-Tabelle zur (ungefähren!) Berechung des benötigten Drehmoments zum Download auf der Homepage von einem Autor der zum Thema CNC-Eigenbau was geschrieben hat. Da gibts auch eine Bauanleitung für eine komplett entwickelte CNC-Endstufe/Steuerung. Er hat scheinbar auch ein Buch dazu geschrieben das der Laie braucht um das Teil nachzubauen, aber wenn man keine Anleitung braucht bekommt man die Layouts auch einfach zum download. Ich geh aber mal davon aus dass die meisten hier es eh selber machen werden, vielleicht kann man sich trotzdem was abgucken. Seine HP ist: http://www.einfach-cnc.de/ Dort findet man unter "Service" ziemlich weit unten "Software-Downloads" und dort wiederum ganz unten dann den Link zu der gezipten Excel-Tabelle. Ist vielleicht nicht für jeden gleich glasklar, aber wenn man ein klein bißchen drüber nachdenkt sollte man es mit Kenntnissen der Schulphysik verstehen. Wenn man einen Wert nicht kennt, ungefähr schätzen oder den Wert der dasteht stehen lassen. Da die Rechnung viele Richtwerte benutzt (z.B. die Reibwerte) ist sie sowieso eher eine Überschlagsrechung. Wenn man aber genaue Werte hat, liefert sie ein gutes Ergebnis. Ich bin dabei mir die Tabelle noch etwas anzupassen, auch weil ich Calc statt Excel benutze. Wenn ich fertig habe werde ich es mal hier posten, man kann schön mit den Werten spielen bis es einem passt...
Ich habe mal die einfach-cnc-Seite angesehen, gleich auf den "Bücher"-Link geklickt, und der erste Satz, der mich anspringt, ist buchstäblich "Dies ist der erste Band meine Buchreihe über CNC-Technik für den Hobbybereich" Darunter nochmal fettgedruckt, daß weitere Bücher in Planung seien. Bitte nicht!
Hallo, es hat lange gedauert, aber ich hab alles durchgelesen ;-) Als jemand der keine Ahnung von CNC-Fräsen hat stellt sich mir eine Frage: Das Teil dass die größten Störungen durch Rütteln verursacht (der Dremel) ist bei allen Designs so angebracht, dass er mindestens an der Z- und Y-Achse befestigt ist. Das sind zwei Schienen / Verbindungen die wackeln können. Bei einigen kommt sogar noch die Schiene für die X-Achse hinzu (bevor alles an einem festen Tisch befestigt ist). Da oben haben diese "Störkräfte" den größten Hebelarm den es an der Fräse gibt. Das Gewicht des Dremels hängt auch noch oben an dem "Arm". Das ist für die Mechanik vielleicht auch nicht so toll. Nun gut, die Fräse hat sich wohl aus einer Standbohrmaschine mit XY-Tisch entwickelt und damit hat man vielleicht einen (traditionellen) Grund für diesen Aufbau. Meine Überlegung war, dass man vielleicht den Dremel vertikal auf einer Schine an der Grundplatte befestigen könnte. Die Verbindung könnte man dann auch gut stabiel bauen weil es nicht mehr relativ klein / leicht sein muss wie oben am Arm. Das Werkstück müsste man dann eben zur Seite und Hoch und Runter bewegen. Da im Hobbybereich das Werkstück meistens nicht so schwer ist kommt man so vielleicht zu einer stabieleren und somit genaueren Konstruktion. Zugegeben, es sähe irgendwie komisch aus. Was denkt Ihr dazu? P.S.: Wenn die Beschreibung zu wirr ist kann ich versuchen ein Bild zu malen
>Da im Hobbybereich das Werkstück meistens >nicht so schwer ist kommt man so vielleicht zu einer stabieleren und >somit genaueren Konstruktion. Ja, vielleicht. Vielleicht auch nicht. Stellst du die nächste Frage einfach, nachdem du angefangen hast, einen Tisch auf drei beweglichen Achsen zu bauen?
@BoTaS Versteh ich dich richtig das du das normale Design der Maschine um es kurz zu sagen einfach auf den Kopf stellen willst? Die Idee hat was aber du mußt ja in dem Fall den gesamten Tisch der über dem Fräser ist bewegen. Um da dann stabilität reinzubekommen brauchste lange Linearschienen damit man auch noch genug Verfahrweg zusammenbekommt. Das verursacht schon die größten Kosten. Dann kommt noch dazu das man stärkere Motoren brauchen würde als bei konventioneller Bauweiße durch höhere Reibung. Ich würde die Idee wieder verwerfen. Wenn du störung durch rütteln beseitigen willst ist es allemal sinnvoller einen besseren Fräsmotor zu besorgen der nicht eiert. Wo nix eiert kann auch nix rütteln :-)
>Wenn du störung durch rütteln beseitigen willst ist es allemal >sinnvoller einen besseren Fräsmotor zu besorgen der nicht eiert. >Wo nix eiert kann auch nix rütteln :-) Kann mich dem nur anschließen. Hatte auch schon den Dremel zuhause und habe, zwar hauptsächlich wegen des Gewichtes und der Größe trotzdem einen Proxxon Micromot gekauft --> riesen Unterschied, auch von der "Laufkultur".
Angehängte Dateien:
-

Dubbel_T23.jpg
44 KB
Hier mal was zu den verschieden Bauformen von Fräsmaschinen. Die Tabelle stammt aus dem Dubbel (Taschenbuch für den Maschinenbau). Angeblich haben alle ihre Vor- und Nachteile, aber ich halte eigentlich nur die Kreuztischbauweise oder die Portalbauweisen zum basteln für geeignet. @Knopfloch Mit der Excel-Tabelle zur Drehmomentberechnung kann man was anfangen, wenn man sie denn ausprobiert, zum Rest: keine Meinung.
Und zur Vorbeugung von Diskussionen über den Autor der Einfach-CNC-Seite: ich finde die Excell-Tabelle zur Berechnung der Drehmomente einfach praktisch und hab deshalb selber eine geschrieben und etwas erweitert. Ist also keiner mehr gezwungen sich die Seite anzusehen ;-) Ist zwar eine Excel-Datei, stammt aber von OpenOffice2, nur damit ihr es wisst falls etwas seltsam aussieht.
> Hier mal was zu den verschieden Bauformen von Fräsmaschinen.
Ja, genau wie die "Kreuztischbauweise" meinte ich es. Ob man das dann
noch um 90° dreht ist ja relativ egal. Hatte bisher halt eher nur Fräsen
gesehen die den Spalten "Portalbauweise" entsprachen
@Simon die Excel Berechnung gefällt mir. Danke Die einfach-cnc seite find ich aber auch nicht schlecht. Hat schön viele Informationen. @BoTaS Die Portalbauweise kann kleiner ausfallen bei selbem Verfahrweg. Ist somit günstiger und ich finde einfacher stabil zu bekommen
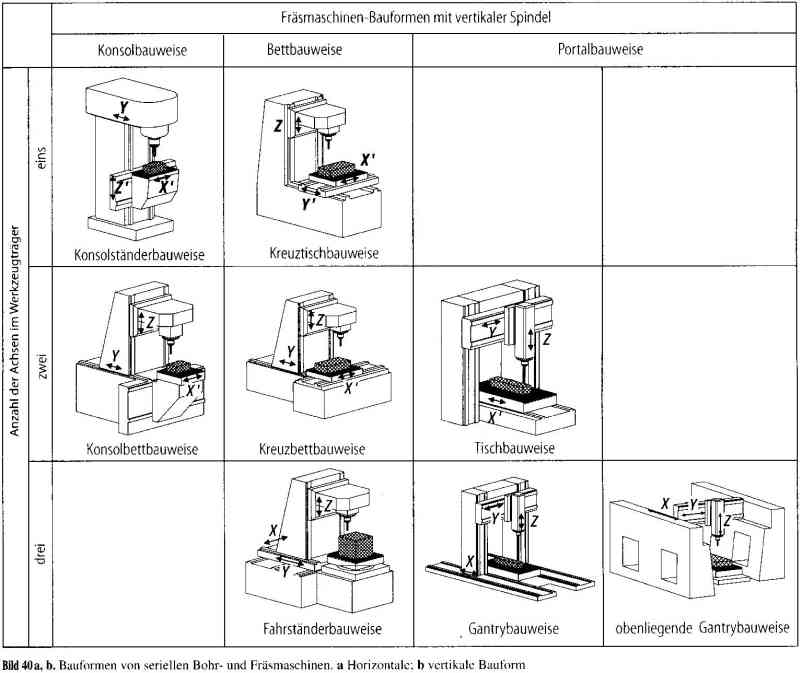
Hab mich mal an einem CAD-Pogramm versucht :-) http://www.cnc-bastler.de/modules/gallery2/main.php?g2_view=core.DownloadItem&g2_itemId=51&g2_serialNumber=1 So in etwa wird mein Maschinchen aussehen. Außenmaße 560x560x380 (BxTxH) Jetzt hab ich dann wenigstens mal Abmessungen für Materialien die ich noch brauche :-)
@Michael Gehe ich recht in der Annahme, dass das nur die X-Achse von einer Gantrybauweise darstellt und oben an der Brücke die Y-Achse sein soll an die dann wiederum die Z-Achse dran kommt? Also der vertikale Rahmen auf den beiden Führungen verfahren soll? Dann hätte ich da noch ein Tip für dich. Um aus dem vorhandenen Material die beste Steifigkeit der Mechanik herauszuholen solltest du die X-Führungen so weit wie möglich nach aussen verlegen (stabiler durch grösseren Hebelarm). Grössere Hebalarme sind natürlich an allen Stellen an denen Momente auftreten praktisch um die Stabilität zu erhöhen. Was willst du denn dafür für Führungen nehmen? Sieht ein bißchen nach Linearführungen aus, hattest du da nicht welche günstig bekommen? Oder sollen es doch Stangenführungen darstellen? Der Rahmen wird aus Aluprofil wenn ich mich nicht täusche oder? Ach, ich will auch wieder Zeit zum basteln haben...
@Simon Du gehst richtig in deiner annahme. In welche richtung nach außen? Ich denke mal das du nach hinten meinst oder, sprich die beiden ständer nach hinten kippen oder? Führungen werden die THK SHS20LC Der Rahmen soll aus Aluprofilen gebaut werden ja. Bin grad dabei eine neue Zeichnung zu machen, denke das ich die in der Arbeit heut nacht fertig bekomme. Dann gibts morgen früh ein neues bild
Autor: unsichtbarer WM-Rahul (Gast)
Datum: 11.12.2006 14:48
>Albert Einstein war Mathematiker
sry abba ne,. war er nett
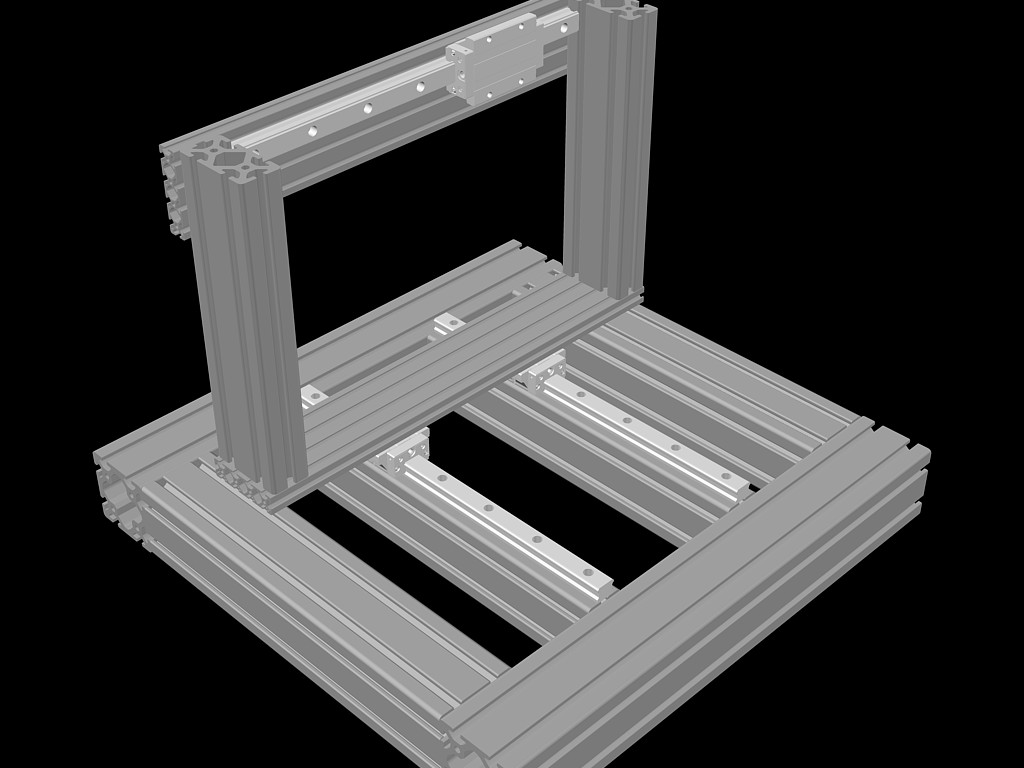
War doch schneller mit der Zeichnung als ich dachte :-) http://www.cnc-bastler.de/modules/gallery2/main.php?g2_view=core.DownloadItem&g2_itemId=59&g2_serialNumber=1 Mal von oben http://www.cnc-bastler.de/modules/gallery2/main.php?g2_view=core.DownloadItem&g2_itemId=62&g2_serialNumber=1 und von vorne http://www.cnc-bastler.de/modules/gallery2/main.php?g2_view=core.DownloadItem&g2_itemId=65&g2_serialNumber=1 Sieht schon realistischer aus :-)
Hm, ich würde die Führungsschienen innen an die Seitenprofile montieren. Sparst dir dadurch die Profile in der Mitte. Oder nutzt diese, um die Arbeitsfläche dort zu montieren. Gruß Sascha
Da hab ich auch schon dran gedacht wobei ich dann bedenken hätte das die beiden ständer leicht verkanten beim bewegen
Die Storchenstelzen sind 20mm stark. Denkst du die sind zu schwach? Kann ja cuh 40mm starke nehmen
Ich habe noch keine einzige gebaut. 2 Wagen halte ich für übertrieben bei der Größe Stützdreiecken werde ich ehh verwende... Das ist hier nur eine Zeichnung denn wie du evtl. gelesen hast sind das meine ersten arbeiten in einem CAD Programm. Und da ic´st es mir erstmal lieber das ich mir erstmal eine vorstellung der maschine machen kann. Wollte da nie alle einzelheiten einzeichnen weil ich das einfach noch nicht kann :-) Der Tisch ist noch gar nicht eingezeichnet, aber wenn es sinnvoller ist die wagen direkt unter dem Ständer zu haben werde ich das machen. Die kosten hab ich im Blick. Das ich nicht gleich eine Fräse baue an der es nix mehr zu verbessern gibt wär utopisch anzunehmen ! Danke für den Tip mit der CNC-Ecke aber sei mir nicht bös für nen Anfänger ist die Seite nicht wircklich hilfreich... Da findeste hauptsächlich umgebaute maschinen... Lese da aber schon einige Zeit mit. Ich möchte auch nicht einfach stupide das kopieren was andere schon gemacht haben, das ich da Geld unnötig raushaue ist mir klar :-) Wär aber schön wenn du mir sagen würdest warum diese Konstruktion untauglich ist, damit wär mir weit mehr geholfen.
Angehängte Dateien:
-

fraese4.jpeg
63 KB
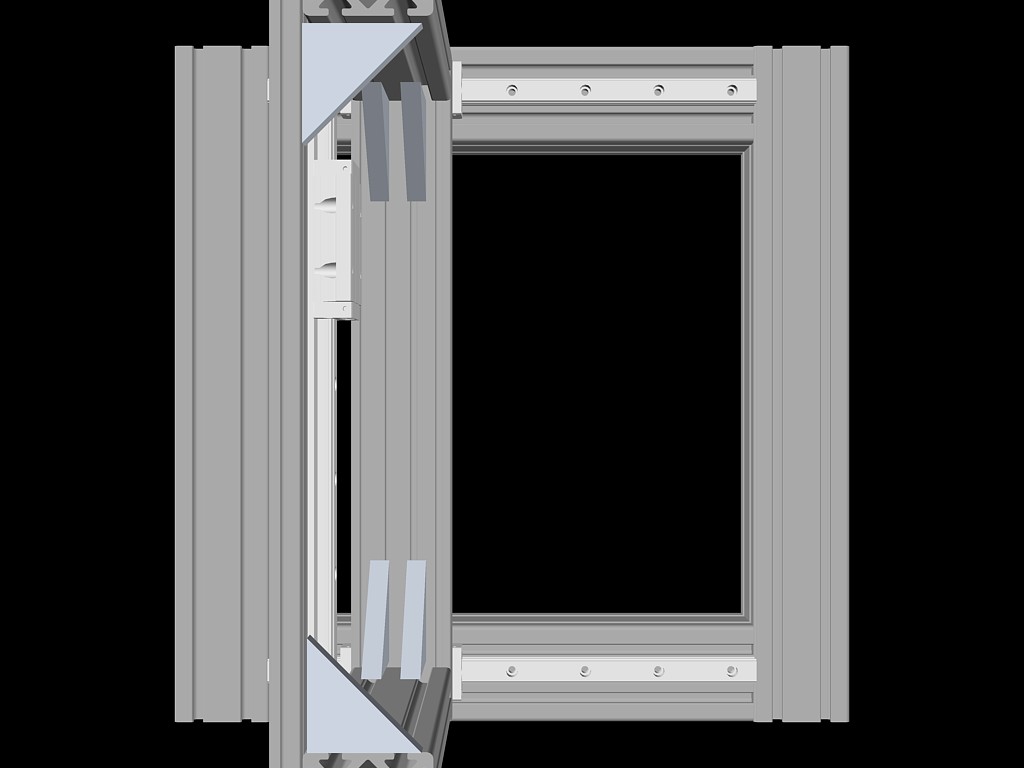
Das ist richtig das sich andere schon damit auseinander gesetzt haben. Aber das möchte ich eben auch machen. Diese Winkel waren geplant ich hatte di nur nicht eingezeichnet das ist alles .-) Hab es jetzt aber mal schnell gemacht und die schienen auch gleich nachaußen verlegt.
@R.H. Das ist AutoCAD, hab ich von einem Bekannten bekommen weil er ein anderes gekauft hatte :-)
Sieht ja schon ganz nett aus, aber ich muss Giudo da recht geben: ist noch verbesserungswürdig. Aber dazu diskutiert man es ja hier. Und so sieht das doch schon viel besser aus, mit den Winkeln und aussenliegenden Führungen... Bei der einzelnen Führung für die y-Achse hab ich noch bedenken ob das nicht zu schwach ist. Ist ja für die Führung ein Moment um die Bewegungsachse, muss mal in das Datenblatt schauen. fanganzukramen
Nö hab ich nicht gelernt Sind ja meine ersten gehversuche :-) Die Profile und die Linearführungen gibts ja schon als fertige Zeichnungen :-) muß man nur noch an die richtige stelle platzieren
@Simon ich möchts erstmal mit einer Führung ausprobieren und evtl. mit einer welle verstärken. Aber ich hab noch eine Schiene die ich noch anbauen kann wenn es nicht klappt. Jedenfalls der untere Rahmen wird so gebaut LOL Alles andere kann man ja noch ändern, hab ja noch keinerlei Profile bestellt.
Gut zu wissen. War eigentlich so geplant wie du es gerade beschrieben hast ja. Aber ich geh davon aus das es nix taugt wenn du mich das so fragst oder?
So, grad mal im Datenblatt nachgesehen. Momente um alle drei Achsen ca. 0,5kNm. Die schwächere (Mc) etwas weniger und die anderen etwas mehr. Nehmen wir mal an du baust die Y-Achse so wie im letzten Bild (fraese4.jpeg) und hängst an den Schlitten deine Z-Achse samt Frässpindel. Dann wird der Schlitten (SHS20LC) mit einem Moment Mc belastet, das maximal 473Nm sein darf (Datenblatt). Alle Annahmen die ich mache sind etwas übertrieben aber noch ungefähr realistisch, so hat man etwas Reserve. Deine Z-Achse + Spindel wiege 5kg und die Ausladung Schwerpunkt-Schlitten wäre 100mm. Dann hätte man ca. 50N mit Hebelarm 0,1m = 5Nm, das ist noch nix. Kommt noch die Voschubkraft mit ihrem Hebalarm dazu, mal angenommen 100N wenn die Z-Achse ganz unten ist ca. 200mm? (ziemlich lange Z-Achse in deiner Konstruktion). Das wären dann nochmal 20Nm. Simd zusammen 25Nm, das sollte die Führung schon abkönnen... Nur ob du das dann so fest bekommst, dass da nichts nachgibt und sich biegt wage ich zu bezweifeln. Wie Guido auch sagt, jeden Zentimeter den das Portal höher als gerade nötig ist bereut man...
Danke für deine Berechnungen ! Hört sich richtig gut an das es so klappen sollte :-) Ich lasse aber trotzallen genug platz für eine te schiene bzw. eine Welle. Da fällt die umbauarbeit dann leichter aus .-)
Angehängte Dateien:
-

fraese-neu.jpeg
65 KB
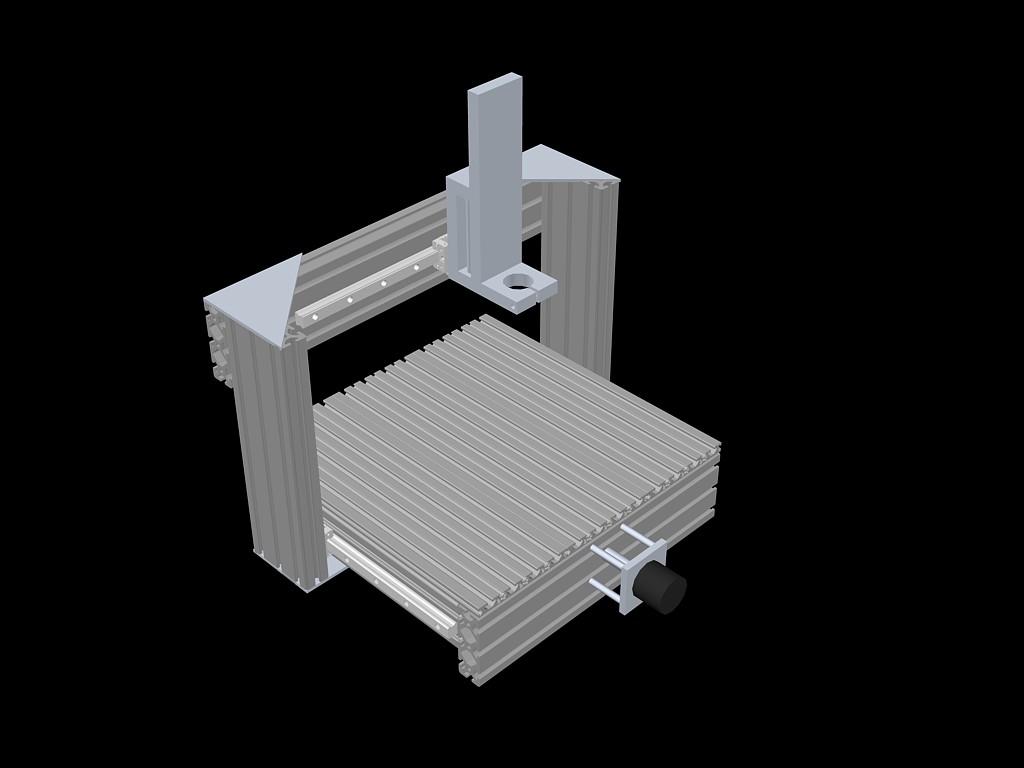
Hab heute Nacht in der Arbeit mal eine neue Zeichnung gemacht. Sind jetzt hauptsählich 120x40 Profile und die seitlichen sind 80x40 Kann man die so bauen bzw. was gehört noch verbessert? Die Praxis wird jedenfalls zeigen ob die y-achse stabil ist oder nicht. Dran glauben kann ich eigentlich nicht wircklich auch wenn es nach den Berechnungen ja funktionieren sollte :-) http://www.cnc-bastler.de/modules.php?name=gallery2&g2_itemId=37 da hab ich noch ein paar weitere Ansichten liegen.
Also ich weiß zwar nicht wo du zu sehen glaubst das ich irgendwo gegen stützen fahre... Meine Schienen sind 400mm lang das Portal hat innen 440mm Wo soll da jetzt bitte etwas anschlagen? Ich will ja den Wagen nicht weiter fahren lassen als die Schiene ist. Die Schienen für die x-achse liegen ganz außen am Rahmen da währe also als einziges Hinderniss die Schallmauer aber so nen flinken stepper gibts ja ehh nicht :-) Die Z-Achse ist in dem Bild ganz noch oben gefahren. Aber bei dieser Achse überlege ich ja auch noch wie ich diese baue. Das war jetzt einfach nur mal ein gedanke wie die aussehen könnte. Das du nur einen Wagen siehst liegt daran das ich nicht mehr zur verfügung habe :-) Du hast schon gelesen das ich Superschwerlastwagen verwende oder ? Die verkraften 473Nm. Somit habe ich da keine bedenken noch dazu finde ich es mehr als übertrieben 2 Wagen mit je 93mm Länge für einen 120mm Ständer zu verwenden :-) Das du mir nix böses willst dacte ich mir schon. Ich stell die Bilder ja auch nicht rein um zu hören "einfach super" oder so. Ich will ja Kritik haben :-) Dennoch bin ich der Meinung das die Konstruktion für mehr als nur leichtes Holz zu verwenden ist. Noch dazu wenn man sich simple Holzkonstruktionen anschaut und was diese leisten können.
Wenn es eine Hilfe wäre, aber wenn du etwas anschalgen siehst wo 20mm platz ist dann weiß ich leider auch nicht. Habe einfach das gefühl das du dir die Führungen noch nicht einmal angeschaut hast, aber dennoch mit Physik und Newton daherkommst. Der Meter Aluprofil wiegt 6,6kg, ich verwende keine 2m ok es kommt die z-achse dazu samt motoren. Also las es pro führung 15kg wiegen wo siehts du jetzt ein Problem mit der Hebelwirckung? Wenn ich mit Volldampf ins Material fahre ja ok aber da seh ich erstmal die profile sterben und nicht die führung. Trotzallem danke für deine Tips
Also ich finde sie mausert sich langsam. Sieht immer besser aus, auch die Optik. Das mit den Momenten ist so eine Sache, die Schienen tragen die zwar, aber sie neigen sich auch unter dem Moment. Wie stark kann ich dir jetzt zwar nicht sagen, aber wenn dein Portal so hoch ist ist schon ein sehr kleiner Winkel hinterher am Werkstück genug um dir die Genauigkeit zu verhunzen. Meine Maschine hat nur 80mm Verfahrweg in der Z-Achse und unter dem Portal noch weniger Durchlasshöhe. Ausserdem ist die Führung unten befestigt, so hat man die max. Steifigkeit gerade dann wenn die Achse weit heruntergefahren ist, was auch der häufigsten Bearbeitung entspricht. (Ich hab zumindest nicht so oft 80mm hohe Alublöcke zu bearbeiten, sondern eher einige mm dicke Platten/Platinen) Deshalb würde ich die Maschine auch für die hauptsächliche Benutzung auslegen, nicht für das mögliche Maximum. Du hast mehr davon, wenn deine Maschine das was du oft machst gut kann und das maximum noch irgendwie schafft, als anders herum. Was ich ändern würde: - Durchlasshöhe verringern (niedrigeres Portal) Du musst doch sicher keine 200mm hohen Teile bearbeiten und die Ungenauigkeit durch Biegemomente steigt proportional mit der Portalhöhe (=Heballänge) Wie hoch ist denn eigentlich die Durchlasshöhe deines Portals genau? Wozu meinst du so viel zu brauchen? Vielleicht kann man da was sinnvolles verbessern. - Y-Achse: vielleicht eben wegen des Biegemomentes die Z-Achse auf zwei parallelen Führungen führen, das veringert dein Biegeproblem enorm, weil ich diese Befestigung als das schwächste Glied ansehe. - X-Achse mit je einer Spindeln an den Portalseiten antreiben, entweder zwei Motoren oder Zahnriemen. Das verhindert verkanten und das kann echt zum Problem werden.
Die Durchlaßhöhe ist ja nicht wircklich ein Poblem da ich das ja an den Ständern problemlos ändern kann. Wie groß die auf der Zeichnung ist weiß ich nicht weil mir das beim Zeichnen eigentlich egal war. Bearbeiten "muß" ich grundsätzlich gar nix g Somit kann ich dazu auch nichts sagen, aber 200mm hohe Teile wüßte ich jetzt nicht wozu ich die bräuchte. Bei der y-achse ist die zweite schiene ja nicht das Problem weil ich die schon mit eingeplant habe. Die ist ja dann schnell angebaut. Möchte es mir aber mal mit nur einer Schine testen. (bin einfach ein praktiker und kein theoretiker :-) ) Werde x jetzt vermutlich mit 2 spindeln betreiben. Muß jetzt unbedingt mal meine Tante wegen Gewindetrieben anhauen (arbeitet bei INA) und meinen Onkel wegen Metall (Hermann Buntmetall) Hoffe mal das man da dann was wegen dem Preis machen könnte. Sobald ich wieder Zeit finde, zeichne ich die x mal neu
> - X-Achse mit je einer Spindeln an den Portalseiten antreiben, entweder > zwei Motoren oder Zahnriemen. Das verhindert verkanten und das kann echt > zum Problem werden. Darum.
Wenn man es anständig machen will schon, denn sonst hat man unnötige Belastung durch Momente auf den Führungen und dazu noch eine Ungenauigkeit durch Schrägstellung des Portals. Ja, es geht auch anders und die Stärke der Abweichung hängt von der Kraft und deren Angriffspunkt ab, aber mit zwei Spindeln muss man sich darum garkeine Gedanken machen.
Hab mir jetzt erstmal gedanklich einen Plan gemacht und werde mir dafür Aluprofile bestellen :-) Damit kann ich dann auch mal schauen wie ich mit dem Aufbau weiter vorgehe. Die 473Nm sind ja wenn ich den wagen nur auf einer seite von oben belaste. Wird der Wagen vollflächig belastet darf inch ja 568Nm haben. Bei 2 Wagen könnte ich mit 2800Nm belasten. Treten denn wircklich solch brachiale Kräfte beim Fräsen von Alu auf? Eine andere Frage ist ja wieviel Kraft verträgt so ein Aluprofil? Somit bin ich immer noch der Meinung das erst das Alu die Hufe wirft. Ich möchte jedenfalls keinen Reifen mit einem zum Schlüssel umgebauten Aluprofil eine Radmutter vom Auto festziehen welche ja mit nur 100Nm festgezogen werden. Die höhe der Profile für das Portal werden 300mm sein, ein großer Drehmoment schlüssel hat ca. 500mm und selbst damit muß man schon etwas kraft aufwenden um die besagten 100Nm zu erreichen. Beim manuellen Fräsen macht man einfach langsam wenns schwer geht mit dem Handrad, sollte doch bei CNC auch machbar sein womit wieder weniger Kräfte einwircken. Auf gut deutsch wenn ich nicht gleich 2mm in das Werkstück gehe sondern nur 0,5mm treten doch geringere kräfte auf. Jedenfalls werd ich mal testen wie es aussieht .-) Mehrkosten werde ich jedenfalls nicht wegen Umbautarbeiten haben, sondern nur wegen verstärkung falls nötig. Denn auch wenn ich etwas verstärken muß braucht kein Teil gewechselt zu werden...
Ja, das ist fein an den Aluprofilen, man kann den Aufbau einfach wieder ändern. Also kannst du es ja ausprobieren und wenn es nicht passt die Y-Achse einfach weiter unten festschrauben... Rechnerisch ist das mit den Drehmomenten kein Problem, bei 300mm Portalhöhe (Hebalarm) dürfte man ja rechnerisch den Wagen bis fast 1600N Vorschubkraft belasten (was deine Stepper aber nicht schaffen dürften). Das hiesse aber auch du kannst dich locker auf die Spitze deines Fräsers draufstellen. Und da merkt man, dass es ein theoretischer Maximalwert ist. Das war jetzt für 473Nm, denn du musst auch beachten um welche Achse das Moment wirkt. Bei der Führung der Y-Achse um die dann die Z-Achse biegt ist das aus dem Datenblatt das Moment Mc. Das ist die kleinste Bealstbarkeit und auch noch der grösste Hebelarm, also wenn das hält dann ist alles andere kein Problem (wenn du überall die selben Führungen hast) weil es mehr aushält oder geringer belastet wird. Aber das heißt auch dort treten zuerst die Probleme auf. Dein Problem ist aber nicht, dass die Konstruktion das Moment nicht aushält, sondern dass sie sich unter dem Moment elastisch verformt. Deshalb werden die Fräsen alle extrem "steif" gebaut und könnten ein vielfaches dessen aushalten, was sie an Kraft erzeugen, bevor was beschädigt wird. Nur in dem Bereich sind sie dann nicht mehr genau. Für deine Fräse bedeutet das: Die Führung mag zwar 473Nm aushalten, aber allein schon dein Portal wird sich dabei knapp 1/10mm verbiegen. Dann steht die Spindel unter einem Winkel (~0,013°) und der Fehler dadurch ist noch mal ~1/10mm (angenommen sie würde sich selbst nicht biegen!). Tut sie aber und wahrscheinlich noch mehr als deine Profile. Vergleich: Wenn das Portal nur 100mm hoch wäre würde es sich unter der selben Last nur knapp 1/100mm biegen. (Alles ausgegangen von 120mmx30mm Profilen, 120mmx40mm macht nur ein paar % Unterschied, die 120mm sind die Wichtigen weil in Belastungsrichtung) Wie immer sind das ungefähre Werte die ich annehme und für die Exaktheit der Rechnung geb ich kein Gewehr! Es soll nur verdeutlichen, dass sich unter der Last alles irgendwie ein bisschen biegt und die Portalhöhe geht quadratisch in die Formel mit ein. Ich denke nicht, dass du so heftige Momente haben wirst und wahrscheinlich kann man mit dem Portal auch so viel anfangen, nur ich plädiere dafür es niedriger zu bauen! Ich fürchte es wird bei härteren Materialien dazu neigen zu schwingen (vibrieren) was dir die Oberflächenqualität auf jeden Fall und den Fräser vieleicht ruiniert. Ich hatte ausserdem noch eine interessante Idee wie du wenigstens das Portal niedriger bekommst ohne Z-Weg zu verlieren. Mach die Aufspannplatte unter die X-Führungen. Oder meinetwegen schraub die Führungen auf die Platte, ist ja das selbe. Dann kannst du auch die Fräse ohne die Platte im Prinzip auf ein beliebig grosses Werkstück draufstellen und das somit bearbeiten. Im Prinzip wie bei der High-Z-Serie, von cnc-step.com. Achso, dein Aluprofil wird die Spindel locker überleben. Wenn bei der Spindel "Ende" ist hat es sich ja gerade mal 1/10mm gebogen. Das Problem wäre da die punktuelle Belastung an den Verschraubungen, die natürlich viel höher ist als verteilt auf das ganze Profil.
Grrrr Aluprofile werden den Monat leider doch nix mehr :-( Meine bessere Hälfte hat beschlossen ein klein wenig zu renovieren... Bevor ich mir ewigen Zorn auf mich ziehe gibts die Profile halt erst nen Monat später. Einige Teile konnte ich mir aber trotzallem noch sichern g @Simon was würdest du zu Alu Ständern (vollmaterial) sagen in der Größe 100x20 mit ca. 200mm höhe oder Stahl. Wobei letzeres sicherlich besser sein sollte da steifer.
Also 200mm hört sich schon mal viel besser an weil 1/3 weniger Hebel.
Stahl denke ich muss es nicht unbedingt sein, es sei denn du willst
selbigen hinterher auch bearbeiten. Dann muss aber alles aus Stahl und
richtig steif sein.
Aus Vollmaterial wird auch bei Alu ziemlich schwer, das müssten deine
Motoren dann mitschleppen, aber wenn sie es schaffen hätte es natürlich
eine höhere Steifigkeit als gleichgroßes Profilmaterial. Mehr Masse hat
natürlich den Vorteil weniger leicht zu schwingen.
Steifigkeit für Rechteckprofil: Iy=(b*h^3)/12 (Dubbel C14)
das wäre hier: ca. 167cm^4
Das aus meiner vorherigen Rechnung hatte ca. 210cm^4
Profil 40x120 schwer hat ca. 315cm^4
Der Wert geht linear in die Rechnung ein: (Dubbel C23 Tab.5a(7))
M * l^2
f=------------
2 E Iy
mit M: Moment
l: Hebelarm
E: E-Modul (Alu ~70000N/mm²)
Iy: FTM 2. Grades
f: Durchbiegung
Das Moment ergibt such aus Bearbeitungskraft und Portalhöhe (l!)
Bei Portal (Träger auf beiden Seiten) Iy natürlich verdoppeln, 2 Träger
tragen natürlich jeder die Hälfte (gehen wir mal davon aus).
Es ist eine ganzschöne Einheitenjongliererei wenn man cm^4 mit mm^2 und
so verrechnet, also aufpassen. Ich benutze ein Matheprogramm das mit
Einheiten rechnet.
Und wieder mal: es ist nur eine Überchlagsrechnung damit man eine Idee
bekommt wie es ungefähr wäre!
Ich würde an deiner Stelle Profil nehmen, da kannst du es einfacher
verändern wenn du willst. Aber ich denke schon, dass du damit was
erreichen wist, auch wenn es nicht die steifste Konstruktion wird.
Probieren macht schlau und die Profile kann man ja einfach kürzen wenns
nicht will bei 300mm/200mm/wievielauchimmer.
Also Jungs!! Die Teile sollten schon auch Bierfest sein, wegen der Korrosion und der Flüssigkeit
Nun, da hauptsächlich Aluminium zum Bau verwendet wird dürfte die Bierfestigkeit kein Problem sein. Aluminium bildet ja an Luft eine Passivschicht die es vor Korrosion schützt, es sei denn, man setzt es agressiveren Medien über längere Zeiträume aus. Aber dann kann man es ja noch Anodisieren...
Mich würde mal interessieren, was ihr von dem Gerät haltet, das mein Namensvetter in diesem Thread Beitrag "Suche gebrauchte oder günstige CNC Fräsmaschine" an den Mann bringen möchte. Über den Preis brauchen wir nicht zu diskutieren, aber ist die Konstruktion grundsätzlich geeignet? Matthias
@Simon Danke für deine Berechnungen! Werde erstmal nur die Profile nehmen, ändern kann ich es ja später immer noch :-) @R.H. Ich wollte das Bier trinken und nicht über die Maschine kippen :-) @Matthias Besonders stabil sieht das teil nicht wircklich aus. Zum Platinen fräsen kann man das Teil bestimmt verwenden. Kaufen oder bauen würde ich mir das Teil jedenfalls nicht
@Matthias Also grundsätzlich erstmal: kommt darauf an. Und zwar darauf was man unter Konstruktion versteht und wofür man diese benutzen will. Die Bauart als Portal-Tischbauweise (Seite durchsuchen nach "Dubbel_T23.jpg" aus meinem früheren Post hier) ist durchaus praktikabel, wenn auch der Verfahrweg geringer ist als bei der Gantry-Bauweise (1/2 bei gleicher Maschinengröße/Materialeinsatz). Zur hier gezeigten Ausführung kann ich nur sagen: Verbesserungsbedarf. Mit geringen Änderungen könnte man da einiges machen, z.B. das Portal mit Streben zum Gestell versteifen. Zum Stahlfräsen wird das sicher nie was aber die Platinen die er zeigt sehen doch ganz gut aus. Zumindest sind sie sauber gefräst, aber sie sind ja auch recht grob. Zur Genauigkeit lass ich mich zu keiner Aussage hinreissen, die kann man hier nur Raten oder Messen. Wenn ich die Maschine mal ein Tag im Messraum in der Uni hatte sag ich was dazu... Zum Preis... aber darüber wollten wir ja nicht reden.
Angehängte Dateien:

Hallo Woher kann man Elektronische Bausatz kaufen. mit vielen Gruesse hassan
Nur mal als Frage zwischendurch: wie weit in der PRAXIS (Bilder) seid Ihr bei diesen vielen Beiträgen bis jetzt gekommen (reines Interesse)??
>Nur mal als Frage zwischendurch: wie weit in der PRAXIS (Bilder) seid >Ihr >bei diesen vielen Beiträgen bis jetzt gekommen (reines Interesse)?? Soll das heißen, dir ist deine Zeit zu schade, die Entwicklung anhand der Texte hier nachzuvollziehen, und du hättest lieber eine funktionsfertige Konstruktion auf dem silbernen Tablett serviert? Matthias hatte ja oben geschrieben, daß in diesem Thread anscheinend schon jemand versucht, aus den Überlegungen Kapital zu schlagen, hübsch mit bunten Bilderchen: Beitrag "Suche gebrauchte oder günstige CNC Fräsmaschine"
@Hassan Ich nehme mal an du suchst eine Schrittmotorendstufe. Die gibts zum Beispiel hier: http://www.nc-step.de/ oder einfach mal Googlen! Pollin hat auch eine billige aber nicht mit Mikroschritt. @Torsten Also meine Fräse war schon gekauft als ich mich hier eingemischt hab, aber man findet ja immer was zum basteln. Ich bin gerade an der Kühlung (Druckluft+Nebel) dran und danach kommt das nächste und so weiter...
@Thorsten ich denke mal das ich nächsten Monat mal ein paar Bilder präsentieren kann. Ich bin noch am Teile zusammentragen. @Daniel Glaube nicht das derjenige diesen Thread dafür als Anlaß dazu hatte.
Mahlzeit! Ich bin wohl einer der wenigen Irren, der sich hier alle Beiträge reingezogen hat. Besser gehts mir aber irgendwie nicht... ;) Was genau ist nun aus dem 'Billig-bau' geworden? Alu-Profile von Item oder wie auch immer, sind nun auch nicht grade günstig und dürften d.h. ausfallen. Übrigens bereite ich auch den Bau einer CNC vor. Erste Erfolge hatte ich schon beim Umrüsten eines Koordinatentisches von Proxon (Verfahrweg ca. 45mm x 120mm kotz) im kleinen Bohrständer. Sah echt abenteurelich aus aber ging... och hätte ich doch mal Fotos gemacht. Die nächste Fräse soll so ca. Din-A4 Bearbeitungsfläche haben. Ich setzte dabei auf Führungen aus rundem Silberstahl. So 20mm Durchmesser taugen auch was! Dank Zeitmangel, komme ich aber nicht wirklich weiter. Nur die Elektronik ist so gut wie fertig. Gibt erstmal Stepper-Antrieb mit PBL3717 als Treiber. Die haben 1A Leistung pro Strang und wurden irgendwo mal ausgeschlachtet. freu und laufen tuts auch schon freufreu Ein paar gute Anregungen habe ich hier auch aufgeschnappt - Danke! Ich schau bestimmt wieder rein! Wie auch immer - viel Glück euch allen. Gruß, Arne
Hallo Arne... Kann Dir auch diesen Thread (als Anregung) mal empfehlen. http://www.rclineforum.de/forum/thread.php?threadid=141428&sid=3fce9051969d1b4b3ee19b0447c4c963 Dort siehst Du eine ganz gute (und vor allem billige und einfache) Konstruktion. Auf den Seiten weiter hinten im o.g. Thread findest Du ein Bild einer "Baumarktfräse". Gefällt mir persönlich noch besser. Hab am WE über 2 Stunden mit dem Erbauer der Baumarktfräse telefoniert. Der hat mir viel über seinen Aufbau und seine Erfahrungen erzählt. Zum Thema 20mm Rundstahlwelle findest Du hier eine (meiner Meinung nach) gute Ausführung, warum davon abzuraten ist. (Kanns leider selber nicht bestätigen, da ich das ganze so noch nicht aufgebaut habe) http://www.smart-cnc.de Dirk
@Dirk Die Baumarkt-Fräsen find ich echt klasse! Grade wenns nicht so aufs 10tel ankommt - genial! Namensschilder, wilde 3D-Puzzel, Gravuren oder sonstwas einfach selbstgemacht ohne 1000€ zu verprassen. Rundstahlwellen werden gerne ausgeschimpft - aber ist auch eine Frage der Länge zum Druchmesser! Und wer behauptet, daß die "FREITRAGEND" angewendet werden müssen? Es gibt auch Linearlager bei denen solche in den Schienen eingearbeitet sind (meist nur wenige mm), da die Oberfläche so schön glatt ist - auchtet mal drauf! Selbst wenn man Gleitlagerbuchsen einsetzen möchte, kann man die Ringe passend aufflexen, was zu dem noch die Möglichkeit gibt, diese zu spannen und das Spiel zu reduzieren! Passung? Viel zu ungenau... ;-B Wie steht's um die Schwalbenschwanzführung der großen Vorbilder? Gibts da Kugeln in der Führung? Wäre mir neu! Ich hatte auch schon überlegt, ein U-Profil aus Messing statt Gleitlagern zu verwenden... . Die dünnen Stangen aus Druckern (meist um die 10mm, seltenst mal so 16mm) würde ich auch nicht weiterempfehlen. Reichen ggf. für 5 - 15cm Verfahrweg. Ich werde doch mal für Test und Lernzwecke die Schubladenführungs-Variante aufbauen. Davon sollten noch ein paar im Keller liegen. Fatale Fehler in der Software, G-Code, Hardware oder sonstwas werden dann auch nicht so teuer! danke... ;) Gruß, Arne
Angehängte Dateien:
-

DSC00167-1.jpg
210 KB

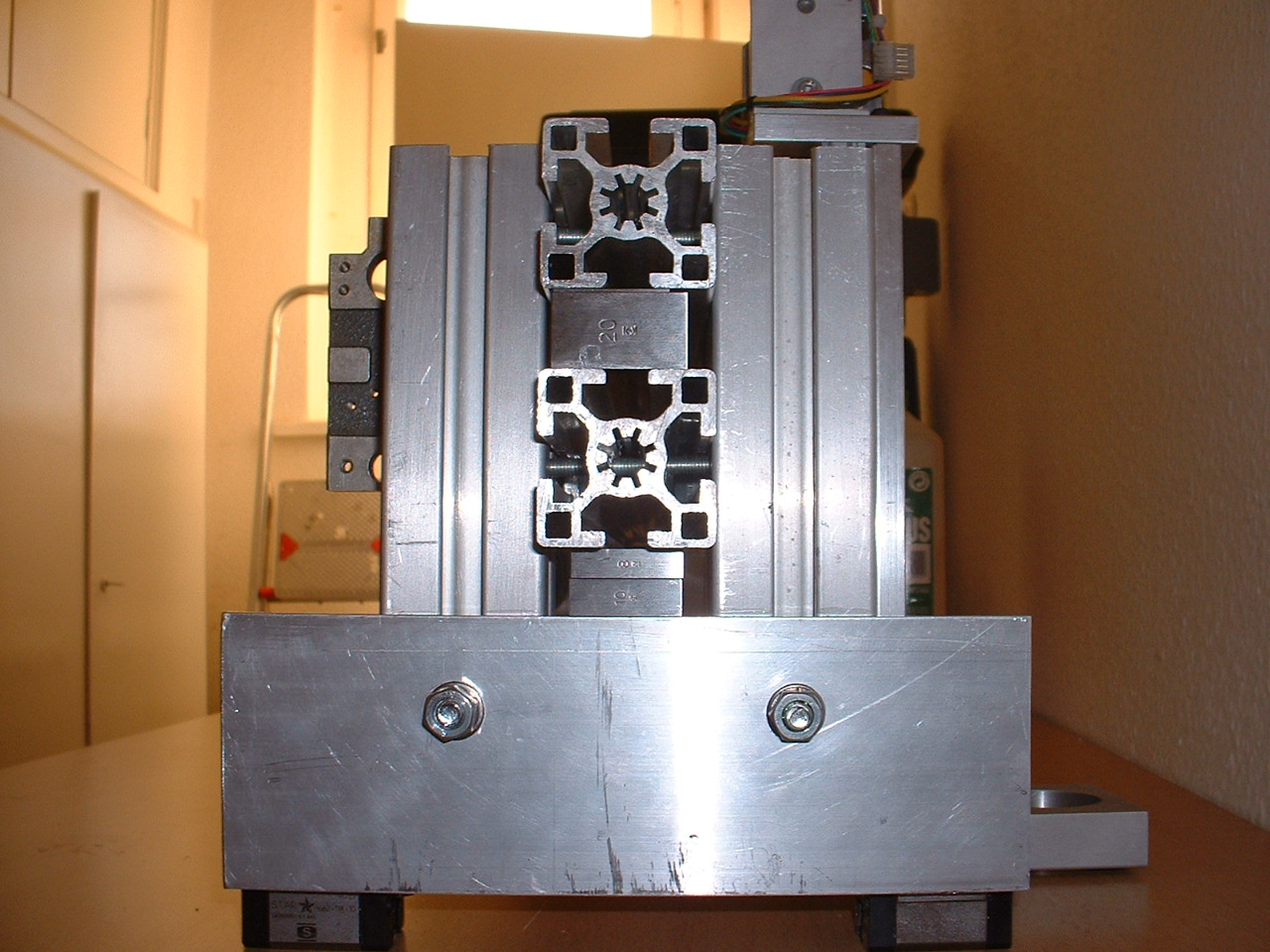
Hab auch mal wieder was neues :-) Heute sind endlich meine 2 Führungen angekommen mit Teflonbuchsen und Haltern. Hab dann mal im Keller gestöbert und noch eine Aluplatte gefunden g Mußte dann gleich mal etwas bohren und Gewindeschneiden und im Anhang ist das Ergebniss zu sehen.
Angehängte Dateien:
-

DSC001661.jpg
210 KB

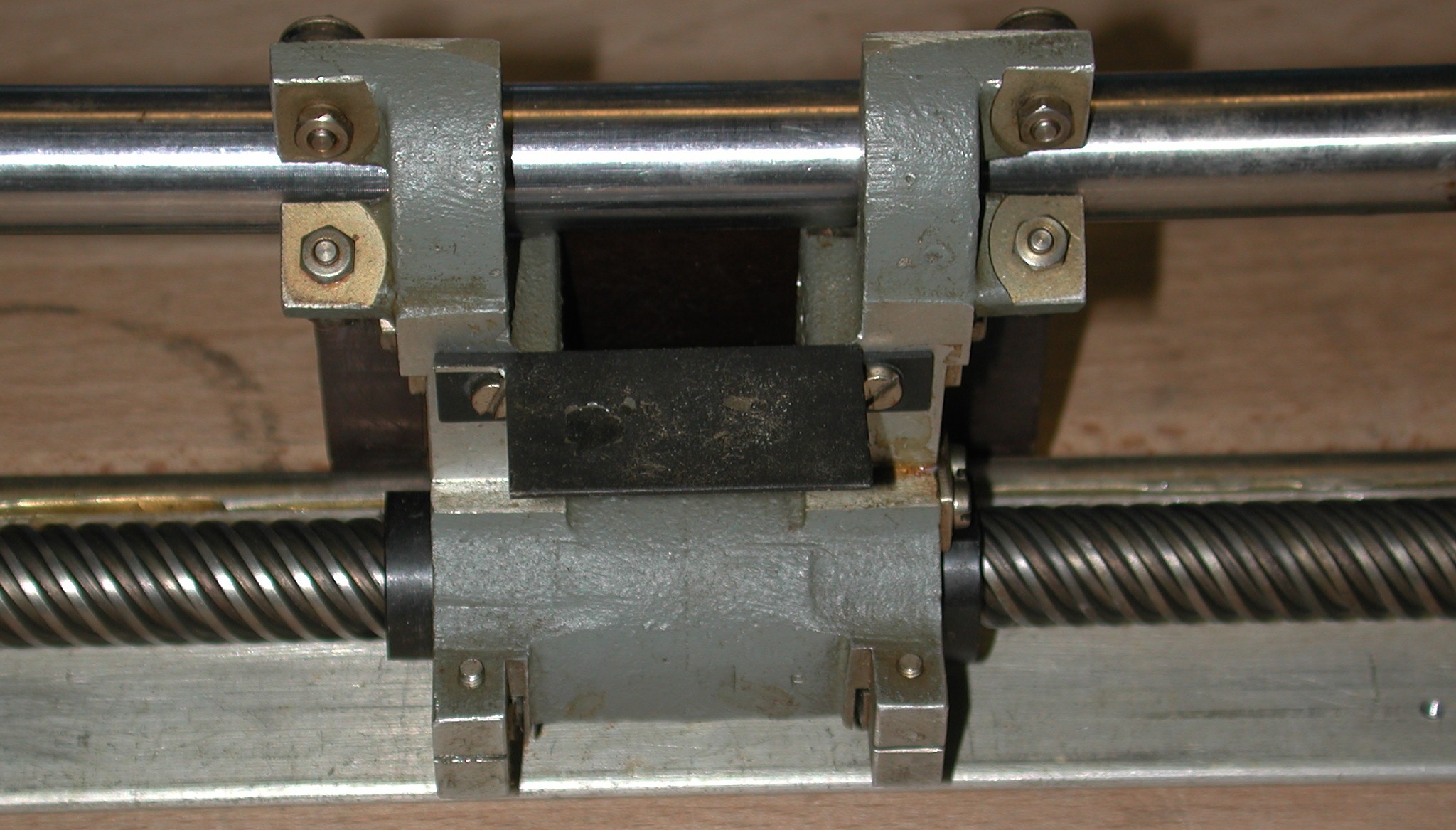
Hier die andere Seite. Beigestern kann ich mich für diese Art der Führung aber nicht wircklich ! Läßt sich nicht wircklich leicht verschieben wenn ich da im Vergleich meine THK Führungen verschiebe ist das ein Himmelweiter Unterschied. Also braucht man da nen stärkeren Motor wobei das Haltemoment geringer sein kann. Verbiegen lassen sich die Wellen auch relativ leicht (hab 16mm Durchmesser auf 500mm Länge) Wenn es zu wild wird kann ich aber immer noch die Halter verschieben was Verfahrweg kostet aber das ist ja erstmal egal. Die Gewindestange kommt aber auch noch dazu womit es ja dann 3 Wellen sind und ich hoff mal das es da nicht schlimm wird .-) Auf Schienen kann ich ja immer noch ausweichen :-)
@Michael, sieht ja nett aus, nur fällt mir schwer zu glauben, daß das was taugt. Wie genau sind denn die Aufnahmen für die Führungen gearbeitet? Liegen die Führungen wirklich parallel? Läßt sich das irgendwo nachstellen? Weiter sind 16mm Rundstahl auf 500mm viel zu dünn!!! Oder soll es doch ein Plotter werden? Gruß, Arne
Die Führungen sind noch nicht Parallel kann ich aber noch einstellen. Das es zu dünn ist wollte ich vorher nicht wircklich glauben, aber wie ich oben schon geschrieben habe sind die Dinger schon recht weich. Ich muß ja nicht die ganzen 500mm verwenden kann ja die Böcke weiter nach innen legen :-) (siehe oben) Werde wenn ich mal die restlichen Teile habe und alles zusammengeschraubt ist das Spiel messen.
Hallo, bei der Suche noch einem Spindelmotor habe ich folgende Seite gefunden: Portalfräsmaschinen im Eigenbau: http://www.cnc-papst.de/
moin moin, wers GANZ BILLIG haben will: http://cgi.ebay.de/CNC-Fraese-defekt_W0QQitemZ130083991473QQihZ003QQcategoryZ23644QQrdZ1QQcmdZViewItem mit Gruß Pieter
Hab mir jetzt die Profile gerade bestellt und hoffe das ich bald eine Bestätigung bekomme und dann auch bald die Lieferung :-)
>wers GANZ BILLIG haben will: >http://cgi.ebay.de/CNC-Fraese-defekt_W0QQitemZ1300... Wenn du Bieter suchst, solltest du deine Fräse GÜNSTIG nennen, nicht BILLIG. Wobei sie natürlich tatsächlich höchstens billig ist, aber das wird sich auch noch ändern. Wenn du meinst, dass ebay nicht genug Leser hat, benutze doch besser das "Markt"-Forum.
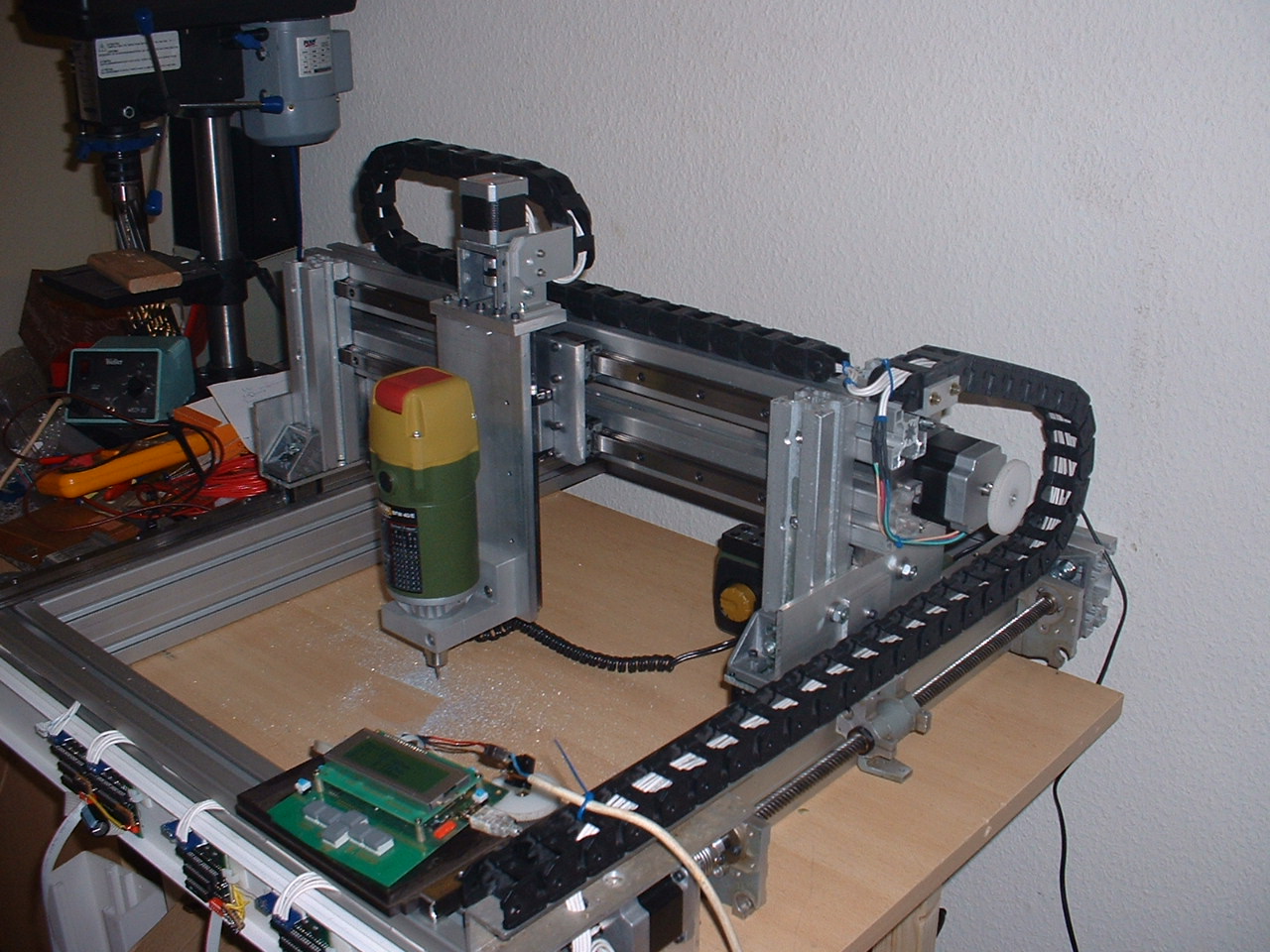
Hallo, vielleicht auch mal eine Anregung, wer nach Bauplan arbeiten möchte: http://www.thiemig.de/ Ich habe mir dort schon ca. Sommer 2000 mal die Baupläne gekauft (mit guten Detailphotos) und dann lange gebastelt. Das Endergebnis entspricht zwar nicht ganz dem Bauplan, aber der hat mir doch SEHR geholfen und war gut bemessen. Ich nutze mein Spielzeug zur Holzbearbeitung und zum Platinen bohren. (Fräsen sollte auch gehen, ätzen war für mich einfacher (siehe der 3M Dynmark Belichter im Hintergrund ;-) ) Ein nicht mehr ganz aktuelles Photo habe ich einfach mal angehängt. Leider war der Selbstbaupreis doch deutlich vierstellig. Die Aluplatte ist übrigens 60*40cm groß. Ach ja, ignoriert doch bitte das Chaos im Hintergrund. Metallbearbeitung habe ich nicht probiert. X-Achsen: Isel Linearführung, Y 16mm Stahl, Z 12 mm Stahl, gelagert mit Kugelumlauflagern, alle Achsen leider nur Trapezgewindespindeln (war halt eine Kostenfrage). Gruss Axel

Hallo Axel
>>Leider war der Selbstbaupreis doch deutlich vierstellig.
was ist denn da so teuer geworden? Stepper(-Elektronik)? T-Nutenplatte?
Sind die Wagen auf der x-Achse orginal? Sehen so nach Marke-Eigenbau
aus.
So ganz glücklich sieht die Konstruktion leider nicht aus. Solange sie
aber so ihren Zweck erfüllt, meine Glückwünsche.
Bei wird es wohl noch lange dauern, bis ich wieder so weit bin...
Gruß,
Arne
..AUK.. herzlichen Glückwunsch zum 500. Beitrag. Sie haben so viele Waschmaschinen gewonnen, wie Sie tragen können!
Hallo Arne, ja, die Wagen (mit eingefräster T-Nutenplatte) der X-Achse sind original von Isel, zusammen mit den entsprechenden Führungen. Die sind absolut spielfrei(einstellbar) und stabil Ich habe noch zu DM Zeiten angefangen und mit EUR aufgehört. Alleine mit den ISEL Führungen / Platten lag ich bei > 1000DM, die Elektronik (3 Motoren, 3DStep von NC-Step, Trafo, Kress Fräse (sehr empfehlenswert), Gehäuse, PC, Anzeigen,... ca 500 EUR) gebrauchter PC An die restlichen Kosten will ich mir irgendwie nicht mehr erinnern, gut dass die Rechnungen beim Umzug nicht mitgekommen sind. Das ganze Alumaterial war nicht ganz günstig, zumindest nicht so billig wie erhofft, und die Mädlerachsen/lager/... taten ihren Teil. Tippe so auf insgesamt gut 1600,- EUR, inkl. Lehrgeld ;-), vielleicht auch mehr und viel Zeit Gruss Axel
Mal wieder eine Frage: welcher Idiot gibt bei dem e-Bay Angebot 200,-€ für solch einen Schrott aus ??? Alleine die Beschreibung ist schon ein Lacher: Genauigkeit bei "schätzungsweise" 0,5mm ! Entweder ich weiß es, oder ich weiß es nicht, aber anhand solcher Aussagen auch noch zu bieten = selber schuld. Gruß
Hallo, ich bin auch schon eine ganze weile am Sammeln und grübeln ob und vorallem wie ich mir eine CNC Fräße Bauen soll/kann. Das Angebot bei Ebay ist mir auch ins Auge gefallen, die 200€uronen währen sicher wo anderst besser angelegt... für die Bierbrauanlage wirds nicht reichen, aber genügend Kisten Bier g ...eine frage zu Schrittmotoren schwebt mir jetzt schon seit längerem durch den kopf, da für die Selbstbauvariante auch Scanner und Drucker Schrittmotoren als brauchbar angesprochen wurden. Ich habe hier mehrere Schrittmotoren für die Drehwalzen der Geldspielautomaten (Bally Wulff), sehen recht kräftig aus, weis jemand ob diese evl. eine gute Wahl währen bzw. brauchbar? ...sind die schritte vielleicht zu gross? Grüsse Leo
@LeoFa Kenne die Motoren zwar nicht, aber so stark wie Druckerstepper sollten sie schon sein. Müssen ja doch recht schnell beschleunigen und bremsen. Am besten mal versuchen was darüber heraus zu finden, Herstellerbezeichnung und dann Datenblatt wäre prima. Wenn du kein Datenblatt finden kannst musst du dir was mit Hebel und Gewicht einfallen lassen wenn du das Drehmoment bestimmen willst. Der Schrittwinkel ist eigentlich kein Problem, man kann ja ein Getriebe benutzen. Zu Drucker/Scanner-Motoren: die sind immer etwas schwach, es sei denn sie stammen aus den Druckmonstern von vorgestern. Da wurden aber auch gerne Servos eingesetzt. Typischer Druckermotor von Mitsumi aus BubbleJet mit 7,5° Schrittwinkel: 20mNm bei 200 Steps/s (laut Datenblatt). Das mag für leichte Fräsereien bei langsamer Geschwindigkeit reichen, aber mehr leider nicht. Auf jeden Fall mit Getriebe, 7,5° sind meist zu viel. Bei der 200€-ebay-Fräse sieht man schön wie mehrere Motoren parallel geschaltet sind weil sie einzeln zu schwach sind. Wenn du mal Beispiele selber rechnen willst schau weiter oben nach "Spindelberechnung.xls". Da kannst du selber ungefähr nachrechnen was der Motor bringen muss.
Hallo erstmal wieder, ich war wegen heftig Grippe und Schnotterseuche außer Gefecht gesetztn... Hoffentlich geht's euch besser! @Axel Das ist aber schon 'n Haufen Holz, was du da verblasen hast! Ist die Präzision auch notwendig bei dir? Obwohl, wenn's ein Hobby ist, darf man eh nicht so auf Zeit und Geld schauen. Wichtig ist doch, daß du die Möglichkeiten nutzt, das zu erstellen, was vorher in den Sternen stand. Ich kenne noch diesen Gedanken "und das machen wir dann... ach-nee, ohne CNC wird das wieder nichts...". Meine Treiberstufe habe ich mir aus ausgeschlachteten H-Brücken (PBL3717) gebaut. Das kostete mich mit selbstgeäzter Platine und weiteren Bauteilen keine 10€. Motoren habe ich aus diversen Druckern (Laser und Fax in meinem Fall), quasi umsonst. Ein kl. Koordinatentisch mit passendem Bohrständer von Proxxon (waren mal Geschenke) wurden kurzerhand umgebaut. Funktionierte zwar, war aber 4 Nummern zu klein. Seither sammel und plane ich für eine Portalfräse mit 'ner Arbeitsfläche zwischen A4 und A3. Ich hoffe es wird noch was vor nächstem Winter... Aber egal wie und womit jeder sein Gerätchen baut, solange es das tut, was er erwartet, ist das Ziel erreicht und meine Anerkennung mit ihm... ;-) Gruß, Arne
Hallo ich verwende 5V 1,4A 1,8° Schrittmotoren, die direkt 20/5mm Kugelumlaufspindeln antreiben, die sind so stark, dass man sich gegen die X-Achse stemmen kann und am Laminat weggeschoben wird. Eilgang schaffe ich bis 2600mm/min Arbeitsgeschwindigkeit derzeit auf 600mm/min begrenzt. Wie teuer der ganze Spaß war, weiß ich leider nicht mehr, aber ohne Software etwa 2000 - 2500,- waren es sicher ohne Software. Viele Grüße, Christian
Angehängte Dateien:
-

Y_Z_Achse.JPG
110 KB
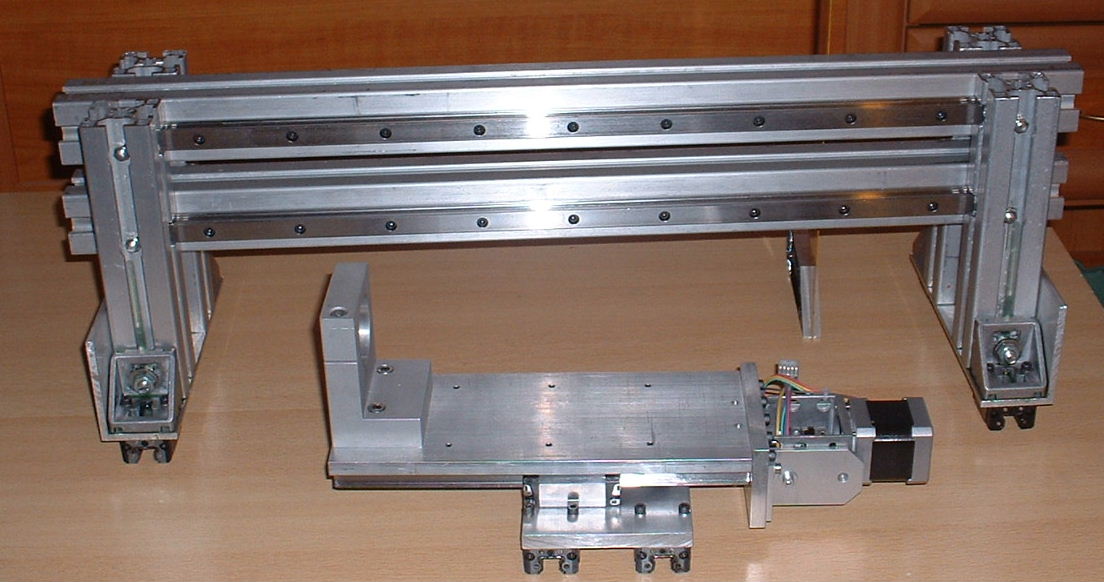
moin moin, so, nun habe ich auch mal was in Richtung Fräse gebaut. Ausgehend von Profilen 45x45, Flachalu 100x10 und Aluwinkeln 70x50x5 ist das alles noch ohne Fräse aufgebaut. Die Y-Traverse wiegt ca 7,5 Kg, die Z-Achse ca. 2,5 Kg. Die Verfahrwege sind bei Y ca 400mm (will erstmal keine neue Spindel besorgen) und bei Z ca. 150mm. Der X-Rahmen ist auch schon fast fertig. Mal so als Anregung. Mit Gruß Pieter
Angehängte Dateien:
-

Fr_se1.JPG
170 KB
moin moin, nun noch eine Gesamtansicht. Im Hintergrund ist die Trapezspindel für Y zu sehen, wenn die dran ist kommen die Fahrtests. Mit Gruß Pieter
das ganze sieht meiner meinung nach sehr stabil aus und wird sicherlich eine schöne fräse!
Sieht gut aus deine Fräse ! Bin mal auf deine ersten Späne gespannt. Meine Profile sind seit Ende letzten Monats auch da hatte nur noch keine Zeit zum zusammenbau.
Angehängte Dateien:
-

Messung_Z.JPG
360 KB
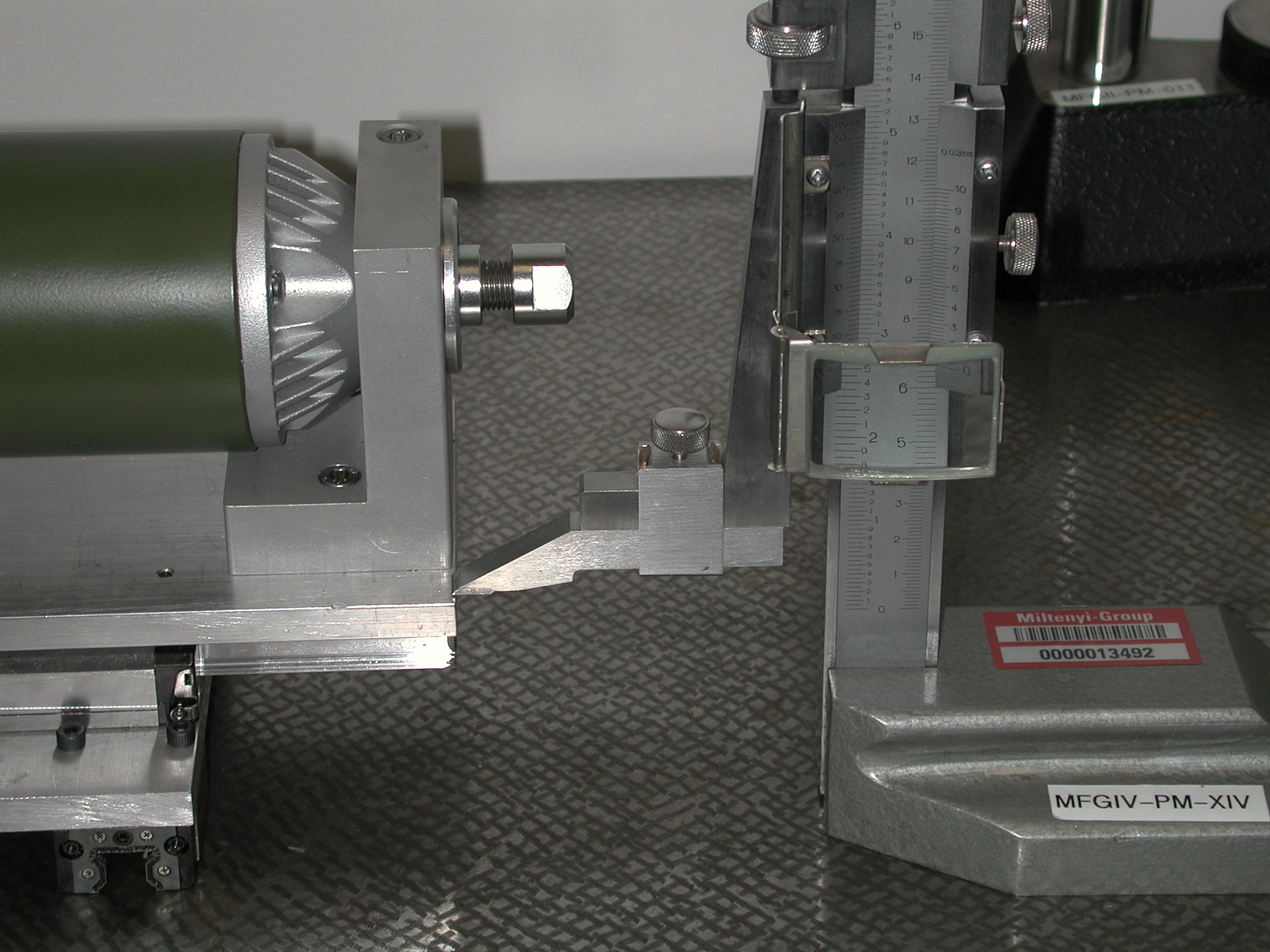
moin moin, habe versucht bisher ohne Fräse auszukommen. Die Lager stammen noch aus den Robotron-Druckmonstern. Ausgehend von Strangmaterial, welches man als ausreichend plan- und rechtwinklig ansehen kann/muß, sind die Teile mit eine Kappsäge zugeschnitten worden. die für die Funktion nicht nötigen Seiten sind nur mit einer Feile geglättet worden. Sieht nicht unbedingt schön aus, kann man dann aber immer noch als Fräseteil nachmachen. "Materialgrundausrüstung" war: 1 Flachalu 1000x100x10 (ca21€) 1 Winkel 1000x70/50x5 (ca.16€) 4 Profile 700x45x90 (Nut10)(ca 11€) 12 Winkel 45x45 (ca je 2€) 50 Hammerschrauben M8 (ca 7€) 50 Hammermuttern M4(Nut10) (20€) "eine Kiste Inbusschrauben, Scheiben, Muttern.." M4, M8 (??€) Richtig Knete kommt hier zusammen: 4 Schrittmotore+Spindel+Metallbalg 3 paar Linearführungen mit je 2 Schlitten Zum Glück kann ich in der Firma einiges genau messen, anbei noch ein Foto vom Ausmessen der Z-Achse. Bauzeichnungen habe ich nicht, bei Bedarf kann ich aber noch Fotos machen. Mit Gruß Pieter
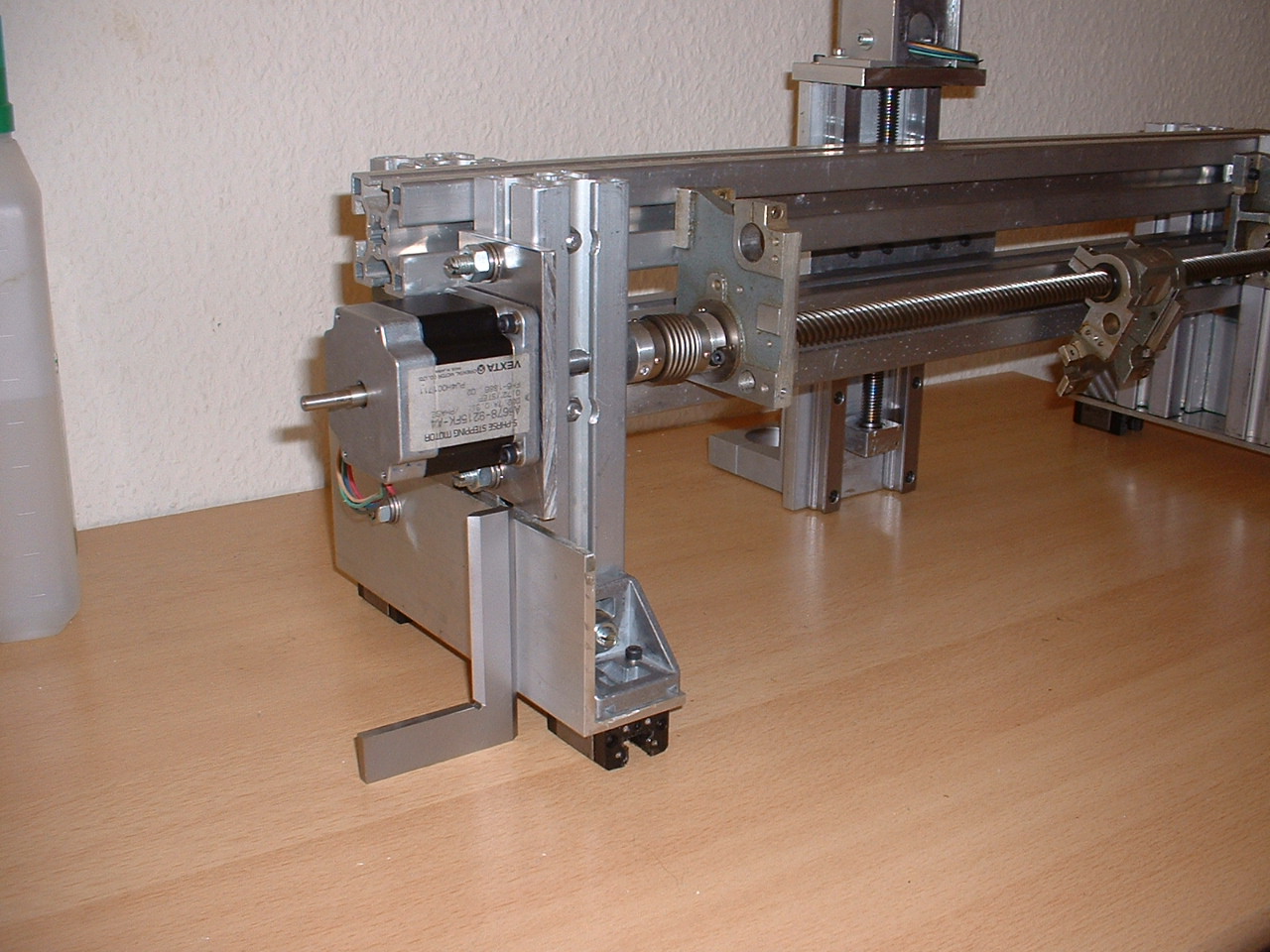
moin moin, der Y-Antrieb ist nun auch dran. Es fehlt noch die Verbindung zum Y-Wagen, der Winkel soll aber die Woche noch kommen (hoffendlich!). Werde schon mal etwas über die Motoransteuerung nachdenken. Mit Gruß Pieter
nun glaub ich ist meine Waage defekt: Grundrahmen 15Kg Traverse mit Fräsmotor 16Kg T-Nutenplatte (600x320x40) 11Kg (exakt 11,124Kg) das sind 42Kg !!! und nun kommt noch die Elektronik. ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? Baut hier, ausser mir eigendlich noch jemand an einer Fräse ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? Mit Gruß Pieter
Ich schau dir gespannt zu, im moment habe ich leider zu wenig geld für so etwas, ist aber für bessere zeiten in Planung :(
Angehängte Dateien:
-

Hoehenabgleich.JPG
320 KB
Hi Ludwig, habe mal so alles für die Mechanik zusammengerechnet und komme so auf ca. 725€ mit Fräsmotor und Grundplatte, jedoch noch ohne Elektronik. Eventuell habe ich "etwas" zu stabil gebaut, sollte aber kein Manko sein. Wobei der Posten Aluprofile nicht den Anteil am Gesamtpreis hat. Selbst Trapezgewinde kostet ja nur 15€ je Meter, die Muttern allerding schon ca, 15€ selber. Dreh und Angelpunkt (besser Schiebepunkt) sind die Linearführungen mit Wagen und das waren so 200€. Mein Glück ist, in der Firma habe ich Zugriff auf eine Drehbank und eine Fräse, die ich allerdings noch nicht gebraucht habe. Anbei noch ein Foto zum Höhenabgleich der Y-Traverse. Mit den Parallelendmassen stelle ich die Hoehe ein, das werden auch meine ersten gefräseten Teile werden. Der auf einer Touschierplatte gemessene Höhenunterschied der Y-Traverse liegt bei unter 0,02mm. Auch wenn Z fast genau auf den Rahmen gestellt wird und Y verschoben wird, zeigt sich dieses Bild. Da wo es drauf ankommt, habe ich versucht sehr genau zu arbeiten, alles andere ich "Schönheit" und kommt (eventuell) später. Mein derzeitiger Kilopreis liegt bei 17€/Kg. Mit Gruß Pieter
Ich baue derzeit auch an meiner aber soweit wie du bin ich noch lange nicht. Hast du leichte Aluprofile verwendet?
Hallo Pieter Auch ich bin in der Planungs / Kaufphase für eine CNC Portalfräse. Ich lese schon von Beginn an mit. Da jetzt immer mehr Fragen auftauchen möchte ich mich aktiv an den Dikussionen beteiligen. Ich bin zwar "völlig unbeleckt" was CNC Themen betrifft, aber man kann ja mal anfangen. Gruß kalla
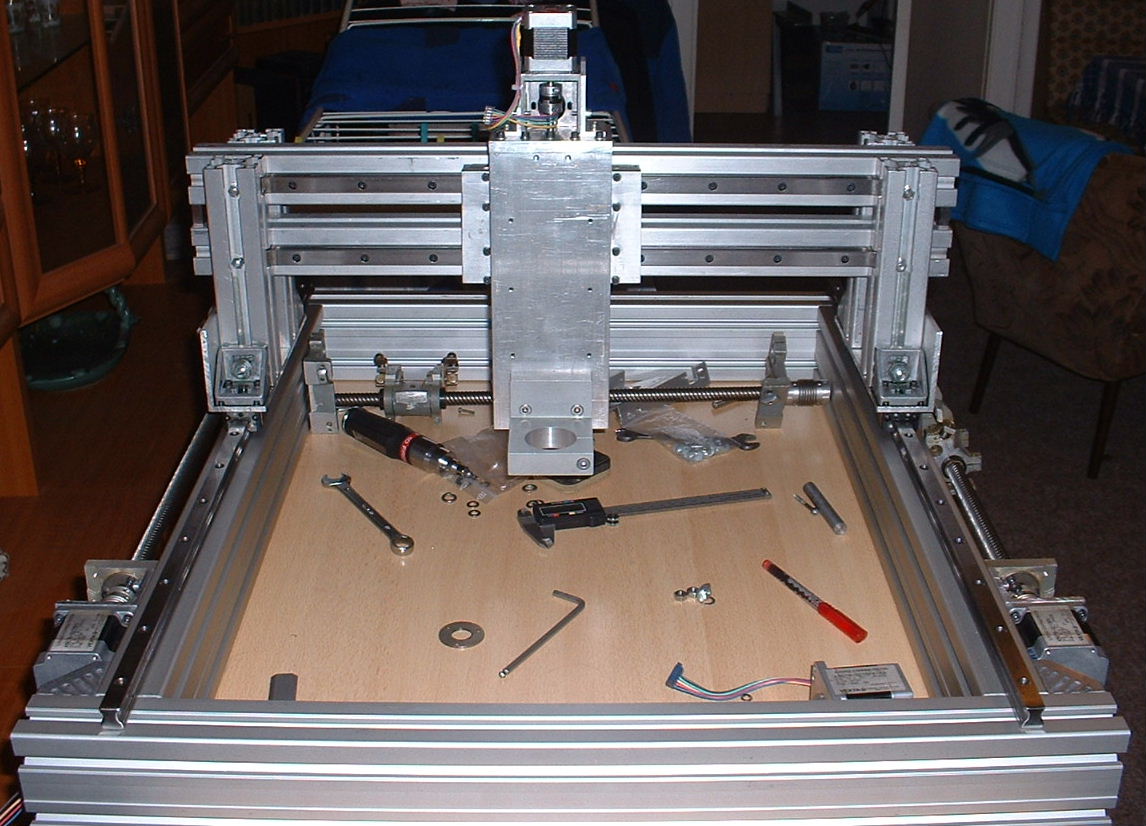
Also ich bin auch dabei eine zu bauen, aber mir fehlt noch ein kleines Stück Alu, damit der Motor die Welle der Y-Achse antreiben kann. Der Rest funktioniert. Leider hab ich den Fehler gemacht, Gewindestangen statt Trapezspindeln zu benutzen. Aber bin schon dabei das nachzuholen. Bilder einiger Teile gibts auf http://mfluhr.de/Elektronik/Fraese.htm zu sehen. Und beim Gewicht war ich auch überrascht, bin bei 37 kg ohne Elektronik.
moin moin, bin ich also nicht der einzige "Verrückte".... Gibt es zu meiner Konstruktion irgendwelche Anmerkungen, Fragen oder Bemerkungen? Mit Gruß Pieter
Hallo Peter, sieht schickie aus... Jetzt noch 3 Gals und die 2051 fertig machen, voila das wars. Schönes Stück Arbeit. Gruß Stephan
Hi Stephan, ...hatte Dich doch glatt vergessen. Sorry, rufe Dich Samstag mal an und berichte. Die Motoransteuerung wird erstmal die aus: Beitrag "5Phasen-Schrittmotoransteuerung" sein. Muss aber erst noch dem Koll. eine handvoll Refelxkoppler abzwacken, um die Endlagenschalter zu realisieren. Und dann eine Handsteuerung mit den Servomotoren als Geber bauen. (HERR vergib mir diesen Missbrauch!) Es gibt wieder was zu staunen: http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&ih=004&sspagename=STRK%3AMEWA%3AIT&viewitem=&item=140100887323&rd=1&rd=1 @All Hat schon jemand mit den IMT-901 gearbeitet? Mit Gruß Pieter
Hallo Peter, IMT 901, das ist doch meine Schaltung. Der macht Takt/Richtung. Ist das gleiche wie TA8435H von Toshiba. Kann ich Dir mal mailen. Gruß Stephan
Pieter wrote: > Es gibt wieder was zu staunen: > http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&ih=004&sspagename=STRK%3AMEWA%3AIT&viewitem=&item=140100887323&rd=1&rd=1 WOW möchte wissen wer da der Hersteller ist g Ich würd mal sagen der verscheuert das Teil weil es nix taugt :-)
moin moin, der hat nur genau das gemacht was in diesem Thread beschrieben wurde. Nun will er dafür soviel Knete haben wie geht und dann eine richtige Fräse kaufen;-) Ganz stark: Das Teil ist auf den Tisch montiert...der Tisch gehört nicht zum Angebot! .................. Ich konnte es einfach nicht lassen und habe gestern abend schon mal einen Fahrtest mit X gemacht. Der eine X Stepper schafft 2 U/sek, das sind bei mir 5cm/sek. Mit Rampe anfahren und stoppen, sonst knallt das richtig. Naja 16Kg wollen bewegt werden. Mit Gruß Pieter
Peter, ja,das ist schon recht heftig. Aber die wollen auch gebremst werden.... Brauchst du die Schaltung nochmal ???? .BMP, .SCH oder wie ??
moin moin, @Steven Proxxon kann nicht sein, weil keine grüne Farbe zu sehen ist. @Stephan wollte den mal für Z probieren, Schaltung und so ist klar. Woher zu welchem Preis bekommen? Mit Gruß Pieter
Peter, den Toshiba gibts bei Segor für 12,10. Nicht gerade ein Schnäpchen aber geht noch. Den IMT bei Nanotec, kostet..rate mal... 12,10 !! So denn Gruß Stephan
Die IMT901 sind spitze einfach, zuverlässig und leicht zu kühlen. Ich verwende auch 3 Stück davon in meiner Fräse und die läuft teilweise den ganzen Tag. Viele Grüsse, Christian
IMT 901 gibt es auch bei elpro.org, Preis weiß ich aber nicht mehr. Empfehle anzurufen deren katalog ist nicht besonders toll, liefern aber an privat.
Angehängte Dateien:
-

Fraesteile_und_Spaene.JPG
320 KB

moin moin, anbei meine ersten Frästeile und Späne!!!!!!!!!!!! Die Fläche an der Oberkante waren 4 Teile a 17x25mm, das mit der Hand feilen und so das es grade wird. Einfach geil. Von der geringen Zeit, trotz Handbetrieb im Vorschub, gar nicht zu reden. Sorry, keine Zeit, will weitermachen... Mit Gruß Pieter
Hi Das Teil in der Auktion sieht aus, wie die Multitool Teile: http://www.cnc-multitool.com/ Klasse - der Knaller schreibt "Echtes 3D". Was für ein Blödsinn. Es ist wie bei den meisten 3-Achs Fräsen auch nur 2,5D. Wenn der Fräsmotor noch schwenkbar wäre, hätte ich ja nix gesagt, aber so'n Unsinn glaubt auch noch Jemand..... Nette Grüße
... und wenn ich es richtig sehe, ist es die LA1000F für 1598,-€ ! Nette Grüße Torsten
Mist - dass man hier nicht editieren kann.... Ich muß den Knaller einmal in Schutz nehmen. Er hat die Artikelbeschreibung von der CNC-Multitool-Seite einfach übernommen und es ist die LA1000F ! Nette Grüße Torsten
>Es ist wie bei den meisten 3-Achs Fräsen auch nur 2,5D. >Wenn der Fräsmotor noch schwenkbar wäre, hätte ich ja nix gesagt, >aber so'n Unsinn glaubt auch noch Jemand..... Wenn man die Z-Achse linear verstellen kann, und diese Verstellung nicht nur zwischen zwei Endlagen passiert, ist es doch eine 3D-Fräse, oder habe ich da irgendwann irgendwie mal wieder nicht im Unterricht aufgepasst? Plotter sind bspw. 2,5D-Maschinen ("Pen Up" und "Pen Down" lassen grüssen) und bei der 3Dpro sehe ich Gewindespindeln. Oder bezog sich das auf die ebay-Fräse?
Gewindestangen sind doof sind nicht stabil, haben eine zu kleine Steigung und sorgen für zu viel Spiel. Aber ansonsten könnte man die schon nehmen.Aber wer billig kauft, kauft zweimal!!!!
@ Verständnisproblemhaber Die anzahl der Dimensionen einer Fräsmaschine hat eher was mit der Bahnsteuerung zu tun, als mit den Mechanischen Möglichkeiten. einen Plotter würde ich als 2D Bezeichnen die meisten CNC Fräsen sind 2,5D Maschinen http://de.wikipedia.org/wiki/Bahnsteuerung
moin moin, >>3D-Bahnsteuerung >>Sie kann mindestens 3 Achsen gleichzeitig im Raum bewegen. Bei meiner Fräse kann ich gleichzeitig X,Y und Z steuern. Damit ist es grundsätzlich möglich eine Halbkugel zu fräsen. ............ Hat jemand schon mal Alu eloxiert? Zum anbauen des Verbindungswinkels Y-Wagen zur Y-Mutter muste ich alles nochmal auseinanderbauen. Nun könnten die Teile eigendlich gleich eloxiert werden. Mit Gruß Pieter
Pieter wrote: > moin moin, > >>>3D-Bahnsteuerung >>>Sie kann mindestens 3 Achsen gleichzeitig im Raum bewegen. > > Bei meiner Fräse kann ich gleichzeitig X,Y und Z steuern. Damit ist es > grundsätzlich möglich eine Halbkugel zu fräsen. > ............ @Verständnisproblemhaber Und jetzt fräs mal entlang des Umfangs eine Nut rund um die Halbkugel. Ohne schwenkbaren Kopf hast du da keine Chance. Daher 2.5D: Du kannst alles machen, was im Prinzip auf übereinanderliegenden Schichten hinausläuft. Eine obenliegende Schicht muss nur kleiner oder gleich einer untenliegenden Schicht sein und deren Umfänge dürfen sich nicht kreuzen. Der Begriff 2.5D stammt IMHO aus der Anfangszeit der CAD Systeme: 2.5D meinte ein System, bei dem man eine beliebige 2D Kontur in die Höhe ziehen konnte, man also mit (auch schiefen) Prismen gearbeitet hat. Natürlich kann man solche Prismen dann im Raum beliebig anordnen, aber zb ein Duodekader in einem Stück ist damit nicht möglich. @Pieter Wenn ich mir dein Teil so ansehe: Mich frisst der Neid :-)
moin moin, >>Und jetzt fräs mal entlang des Umfangs eine Nut rund um die >>Halbkugel. Ohne schwenkbaren Kopf hast du da keine Chance. Kein Problem, dafür nimmt man einen T-Nuten-Fräser, mache ich zur Zeit. Eine Streit- und Ansichtsfrage. Mit Gruß Pieter
>Und jetzt fräs mal entlang des Umfangs eine Nut rund um die >Halbkugel. Ohne schwenkbaren Kopf hast du da keine Chance. Komisch, sämtliche CNC-Maschinen, die ich bisher gesehen habe, wurde 3D-Maschine genannt, weil sie den Fräser (bzw. irgendein anderes Werkzeug) in drei Dimensionen mit mehr als 2 Positionen gewegen konnten. Halkugeln u.dergl. fräst man mit entweder mit einem schwenkbaren-Werkzeugkopf oder einem schwenkbaren Tisch. Das sind dann aber 4D-(bzw. 4-Achs-)Maschinen. Wenn man das Werkstück Dann noch auf dem Tisch drehen kann, ist die fünfte Achse da... Für mich sind 2,5D-Maschinen solche, wie sie LPKF verkauft: Sie können in X- und Y-Richtung unterschiedliche Positionen anfahren, in Z-Richtung gibt es aber nur "oben" und "unten" (s.o. Plotter). Ich werde mal unsere Mechaniker fragen...
Die Bezeichnung 2,5D- oder 3D-Fräse ist offensichtlich nicht so genau definiert. Ich kenne es so, dass man unter 2,5D die Teile versteht, die von 2D-Zeichnungen erzeugt und aus dem Material ausgeschnitten werden (z.B. Spanten), wofür man nur zwei z-Werkzeugpositionen braucht: oben/unten. Da aber das fertige Teil nicht nur 2 Dimensionen hat wird es eben 2,5D genannt. Unter 3D-Teilen verstehe ich die Teile die mehr als nur oben/unten als z-Position brauchen. Das müssen nicht gleich Freiformteile sein und mit "nur" 3 Linearachsen kann man auch keine Hinterschneidungen erzeugen (zumindest keine unbegrenzten), aber es ist trotzdem 3D, weil der Fräser eindeutig 3D-Bahnen fährt. Damit kommen wir dann auf die Art der Steuerung. Wie viele Achsen gleichzeitig fahren können und insbesondere in wie vielen Dimensionen die Steuerung Kurven gleichzeitig interpolieren kann. Bei den meisten Steuerungen sind das 2 Achsen die interpoliert werden und die andere(n) Achsen fahren dann mit fester Geschwindigkeit (z.B. eine Helix/Schraubenbewegung). Mehr braucht man aber fast nie und "echte" 3D-Teile (Freiform ohne/mit Hinterschneidung) werden ohnehin mit einem CAM-Programm, das die Kinematik der Maschine kennt, erstellt und enthalten sogut wie immer nur lineare Fahranweisungen (G01 in G-Code). Aus dem Maschinenbau kenne ich es, dass man sagt um welche Kinematik es sich handelt, wenn man von einer Maschine spricht (z.B. 3/4/5 Achsen-Kinematik). Wenn man dagegen vom Werkstück spricht, gibt man die Dimensionen der Zeichnung an oder die des Fertigteils. Bei der Zeichnung wäre das 2D oder 3D, beim Werkstück 2,5D oder 3D. Man sollte bei 3D aber dazusagen ob es mit oder ohne Hinterschneidungen ist, da das entscheidend dafür ist mit welchen Kinematiken die Form erzeugt werden kann. So, genug Senf dazugegeben für heute... hoffe es hilft!
moin moin, so, nun laufen alle Achsen. Muss nur noch eine Ansteuerung für den Z-Motor bauen. Bei der Handsteuerung arbeite ich mit den inkrementalen Gebern aus Servomotore, wird etwas langsam bei 48 Impulsen/U und einer Spindelauflösung von 25µm. Werde da mal Zahnräder zwischensetzen. Die Handsteuerung arbeitet mit einem 89C51ED2 und zeigt die Spindelposition pro Achse als 0000,000mm an. Jede Achse kann separat genullt werden. @Michael Fluhr (fury) Habe mir mal Deine Fotos angesehen. Hast ja schon ordendlich was zusammengeschraubt. Allerdings vermisse ich Kugellager bei den Gewindestangen. So schaben sie Dir den Rahmen auf. @Karl heinz Nicht traurig sein...dafür hast Du eine eigene Web-Site mit Codegenerator. Das ist etwas, wozu ich keine Ambitionen habe. Fotos gibts erst wieder zum WE. Mit Gruß Pieter
@Pieter Ja, das ist ein Problem, aber werde ich für die Gewindestangen auch nicht mehr ändern. An der Z-Achse habe ich oben ein Lager von einer Fahrradnabe drin, da dort der Druck zu hoch war. Ich hoffe in cä. 2 Wochen die Trapezgewindespindeln einbauen zu können, und die werden dann axial und radial kugelgelagert. Ich hab selber nur eine Standbohrmaschine und muß den Rest von Freunden machen lassen, was erfahrungsgemäss etwas länger dauert :-) aber wenigstens hab ich die Möglichkeit dazu. Deine Lager waren bei den Spindeln dabei ? die sehen proffesionell aus
Angehängte Dateien:
-

TrapezMutter.JPG
430 KB
moin moin, die Spindeln stammen aus Roboron-Druckmonstern (siehe Foto vom 11.01.2007 12:13) mit der original Halterung. Diese Spindeln haben 6! Züge. Als Lagerung diente eine 16ner Welle, auf der fuhr der Druckkopf(ca 500Gramm). Anbei mal eine Gesamtansicht der TrapezMutter, Details werden ich dann mal fotografieren. Mit Gruß Pieter
Angehängte Dateien:
-

Gesamtansicht.JPG
310 KB
moin moin, baut Ihr noch oder fräst Ihr schon....)-: Hier noch einmal eine Gesamtansicht. Eine T-Nutenplatte als Grundplatte ist schon da, wenn Zeit ist baue ich die an. Wichtiger sind im Moment die Endlagen- und Referenzschalter. Zum Bild: Am Vorderrahmen sind die 4 Motorsteuerungen mal provisorisch "angenagelt", oben liegt mein Testboard als Steuerrechner. Die Späne sind noch von der letzten Fräsung. Auch wenn die beiden X Achsen und die querliegende Y-Achse mit dem gleichen Motortyp und den selben Paramtern arbeiten macht die X-Achse beim Verfahren deutlich mehr Krach als die Y-Achse. Der Fräsmotor arbeitet da sogar leiser. Nebenbei: Mein geliebtes Weib fragt an, ob man mit der Fräse auch im Garten den Rasen mähen kann... Klar, 4 Räder drunter, ein paar 12V-Akkus zur Stromversorgung liegen im Keller, eine Stahlstrebe als Mähmesser einspannen und dank der Höheneinstellung der Z-Achse kann der Rasen auf 10tel Millimeter genau geschitten werden! Brauche jetzt nur noch ein CAD-Modell unseres Gartens... Mit Gruß Pieter
Moin, ich verzweifele gerade am fräsen. Bei mir werden bei Holz oder CD-Hülle die Fräser zu heiß, ich brenne statt zu fräsen. Hab mir deswegen für die CD-Hülle mal ein "Schwimmbad" gebaut, um im Wasser zu fräsen, probier ich heute Abend vielleicht mal aus. Beim Holz hilft es die Vorschubgeschwindigkeit zu erhöhen. Ein anderes Problem hab ich beim fräsen auf Mass. Ich hab keine Ahnung wie ich Lazycam einstellen muß, damit hinterher die Innen- und Aussenmasse stimmen. Muss irgendwas mit der Fräradienkorrektur sein. Wie man 3D-Modelle aus Autocad zu Mach3 bekommt, ist mir auch noch ein Rätsel bzw. ich habe noch keinen Weg gefunden. Bei der Y-Achse hab ich den Antrieb mit einer Madenschraube auf der Welle vom Schrittmotor befestigt, wie Pieter bei seinem Kupplungen auch, und die hatte sich gelöst. Dadurch bekam ich immer mehr Umkehrspiel, jetzt hab ich die Schraube mit UHU Schraubensicherung behandelt und es hat bis jetzt gehalten. Bei dem Wetter nehme ich mir aber nicht mehr soviel Zeit für die Fräse ;-) Michael
Hallo, als Ergänzung noch diese Seite: http://www.lehrer.uni-karlsruhe.de/~za685/cnc/maschine.htm Gruß Theodor Schönwald
Hallo alle zusammen, ich will ebenfalls in nächster Zeit eine eigne Fräse bauen. Selber bauen fetzt mehr als kaufen.Habe derzeit nur ein kleines Problem bei der Theorie. Wie erechnet sich der Vorshubweg über eine Gewindestange? Kann mir da jemand helfen. Sprich wenn ich die Gewindestange um 10cm im Umfang drehe wie weit schieb es dann eine darauf aufgefädelte mutter mit gleichem gewinde. ich komm einfach net drauf :(.
ich hab mir folgendes überlegt. Gewinde M4 Steigung: 0,7mm Kernlochdurchmesser: 32,4mm Außendurchmesser: 40,0mm Außendurchmesser - Kernlochdurchmesser = Gewindespizenhöhe Gewindespitzenhöhe = 7,6mm Gewindespizenbreite = Gewindespitzenhöhe / Steigung Gewindespitzenbreite = 10,9mm Flankenstrecke (einer Gewindespitze) = Gewindespitzenhöhe zum Quadrat + Gewindespitzenbreite zum Quadrat und aus der Summe die Wurzel (Satz des Pytagoras - Dreieck) Flankenstrecke = 13,3mm 2xFlankenstrecke = Gesamtspitzenstrecke für eine Umdrehung Gesamtspitzenstrecke = 26,6mm --- Aber das haut nicht hin in der praxis, weis aber net was ich da falsch mache!
hm, wenn das so ist dann reicht das ja aus. würde mich aber trotzdem mal interessieren wie man das berechnet. thx ludwig gruß yob
moin moin,
oh Gott, ist das höhere Mathematik im n-dimensionalen Raum???
>>wenn ich die Gewindestange um 10cm im Umfang drehe
dann steht hoffendlich keiner in der Nähe...
Eigendlich ganz einfach.
M4 hat eine Steigung von 0,7mm. Das Bedeutet bei 1 Umdrehung wird ein
Weg von 0,7 mm zurückgelegt. Wird ein Stepper mit 200 Schritt je
Umdrehung benutzt, ist der Weg je Stepp 0,7/200 -> 3,5µm.
Mit Gruß
Pieter
:) hehe, ich wusste nur nicht das die steigung in mm/umdrehung angegeben wird, da nie eine einheit dahinter stand. So habe ich die steigung als verhältnis gesehen wie in einem koordinatensystem. m = delta y / delta x m = steigung gruß yob
>So habe ich die steigung als verhältnis gesehen wie in einem >koordinatensystem.
Polar-Koordinaten-System...
??? die steigung einer geraden in einem koordinatensystem siehe wikipedia -> steigung yob
Hallo! Also, hier der Kink zu der E-Bay Fräse für 1550 Euro: http://www.cnc-multitool.com/index.asp?langid=1 Ich habe die auch. Allerdings habe ich stärkere Motore genommen (3A) und ersteigert habe ich das Teil damals für 800 Euro bei E****. Mit den neuen Motoren macht das Teil 1066 Schritte/Umdrehung. Als Software nehme ich PC-NC 3.10 die hervorragend mit der Maschine läuft. Die 800W Kress fräst in ALU genausogut wie Sie meine Platinen bohrt. Gegeüber der Elektor-Kiste arbeitet das Teil in Echtzeit-3D auf allen Achsen und kann so gut wie alle Formate! Was will man mehr? Die Stahllager und die VA-Stäbe sind bei weitem stabil genug! Wer nur was zum Bohren oder Platinenfräden will, ist mit der kleinen Einstiegsmaschine der Firma gut bedient! CU Frank
moin moin was ist den das für eine "Firma": >Verfügbarkeit: auf Lager >Versand: 10 Arbeitsage nach Zahlungseingang da komme ich mir vor, wie "Störfaktor Kunde". Mit Gruß Pieter
Hoy, Tiger hier ... das Thema "CNC-Fräse im Selbstbau" ist ein sehr komplexes Projekt, welches nicht gerade "nebenher" realisiert werden kann. Gerade die Mechanik und deren Präzision ist entscheidend für die Genauigkeit. Wer die nötigen Dreh/ Fräsarbeiten in Lohnarbeit fertigen muss, kann es gleich vergessen - die Kosten sind zu hoch! Wohl dem, der einen Bekannten kennt, der Zugang zu CNC- Zentren hat und gegen "Bakschisch oder kleinen Tauschgeschäften" auch willig ist. Die Elektronik ist hier das kleinere Problem, in der Mechanik steckt die Kohle! Ich habe schon etliche Fräsen hergestellt (anbei einige Bilder) und kenne die Schwierigkeiten; habe auch einiges Lehrgeld bezahlt ... Wer sich ernsthaft überlegt eine CNC- Fräse selbst anzufertigen, sollte sich umfassend informieren und die Kosten genau kalkulieren! Hier mal einige Fotos von meiner: http://5128.rapidforum.com/topic=108977805291 cu TIGER
hehe für die größe ist es vielleicht okay, aber von Rundführungen also Linerkugellagern und Rundstangen etc. würde ich abraten. Aber sonst saubere Umsetztung.
moin moin >von TIGER >http://5128.rapidforum.com/topic=108977805291 >Es ist folgender Fehler aufgetreten: >Du hast keine Zugangsberechtigung zu dieser Area. Du solltest dir einen >eigenen Benutzer-Account anlegen. nö, Kaffeesatz und Kekse mag ich nicht. Eine Frage: Neben allen Eigenbaufräsen steht immer ein großes Gehäuse für die Motorsteuerung. Warum? Meine Platine je Motor ist 60x60x15mm und wird im Dauerbetrieb handwarm. Mit Gruß Pieter
jonny wrote: > hehe für die größe ist es vielleicht okay, aber von Rundführungen also > Linerkugellagern und Rundstangen etc. würde ich abraten. > > Aber sonst saubere Umsetztung. Danke für die Plümchen; für eine A4 Fräse sind Rundführungen vom Kosten/ Nutzenverhältnis ok und ausreichend. Diese Fräse ist ausschließlich für Leiterplatten, Kunstoffgehäuse (Fräsarbeiten/ Gravur) und AL-Frontplattenbearbeitung konzipiert. Kompakt und wegen dem Epoxidstaub die Lin-Antriebe gekapselt. cu T.
> Eine Frage: > Neben allen Eigenbaufräsen steht immer ein großes Gehäuse für die > Motorsteuerung. Warum? > Meine Platine je Motor ist 60x60x15mm und wird im Dauerbetrieb handwarm. Hoy Pieter, Ganz einfach; weil es ein kleines Bus-System ist. Je Achse eine eigene kleine Platine nebst Controller (je 100x75mm) incl. Ringkerntrafo (Netzteil) im hinteren Teil. Ist zwar aufwändiger, jedoch bei einer neuen Controller/ Endstufengeneration jederzeit austauschbar. Das Projekt entwickelt sich immer weiter und erleichtert Neuentwicklungen. Die Fräsen sind für meine Freunde und mich, die sich an diesen Projekten beteiligen und unsere tägliche Arbeit erleichtern. cu T.

Hallo Zusammen, bin auch dabei mir eine CNC-Fräse zu bauen. Ich habe gebrauchte Stepper bekommen. Name VEXTA Model PK564aw-A52 5-Phase 0,72°/Step Encoder 500p/r DC5V 0,14A weiter unten DC 0,87V 1,4A PT8 CR06901 ZP Über dieses Modell kann ich jedoch keine Info finden. Der Motor hat im Vorderen bereich 5 Kabel + erde Am Ende ist noch ein weiteres rundes stück woher weitere 6 Kabel + ein etwas dickeres Kabel kommen. Die Kabel im ersten Teil sind gleich dick. Hat einer eine Idee wie das gute stück anzuschließen ist?
Hallo, ich hab google angeworfen und das hat folgendes ausgespuckt : Die Motoren sind von Oriental Motors Hier gibts ein PDF über die PK5xx Serie. Vielleicht kannste ja dort weiter Informationen finden : http://www.orientalmotor.de/de/uploads/documents/pk-series_5-phase.pdf
moin moin, meine Glaskugel sagt dazu: >5-Phase >0,72°/Step 500 Schritte je Umdrehung >Encoder 500p/r jo, 1 Impules je Schritt, gut als Kontrolle >DC5V 0,14A Stromversorgung für den Encoder, 140mA sind schon fett. >weiter unten >DC 0,87V 1,4A Meine haben 0,3Ohm und 2,7A. >Der Motor hat im Vorderen bereich 5 Kabel + erde Das könnten die Spulenanschlüsse sein. Bei 5 ist es Pentagtondrive. Link zur Schaltung von mir ist weiter oben. >Am Ende ist noch ein weiteres rundes stück woher weitere 6 Kabel + ein etwas dickeres Kabel kommen. Das könnte das Kabel zum Encoder sein . Braucht aber eigendlich nur 3 Leitungen. Sonst mal Foto einstellen. Mit Gruß Pieter
Angehängte Dateien:
-

Picture2007_002.jpg
370 KB
Hi Zusammen,
Den PDF hatte ich schon gefunden,
Die Kabelbelegung für die Spulen passen leider nicht.
>Das könnte das Kabel zum Encoder sein. Braucht aber eigentlich nur 3
Leitungen.
Was macht der Encoder?
Mit Stepp Motoren habe ich mich bisher noch nicht befasst.
Ich hänge noch ein Bild an.
moin moin, frage doch einfach mal direkt bei Orientalmotor nach, die geben eigendlich schnell Antwort. Mit Gruß Pieter
Im Anhang eine Weblink von meiner CNC PCB Fraese die ich um 1995-1996 gebaut habe. Ein Freund von mir hat auf seinem Wunsch eine Webseite darueber erstellt. Vielleicht findet Ihr es als Beispiel einer Maschine etwas interesannt. Vorbild meiner Maschine war die IBC912 Boardmaker von Juergen Seebach die es um 1988 gab und mit MSDOS Software betrieben wurde. Zur Layouterstellung verwandte ich frueher TANGO Series 2 und spaeter Protel. Zur Isolation des Platinenlayout verwende ich Graphicode INSTANTCAM CAM Software. http://www.pacificsun.ca/~robert/Gerhard/mill.htm http://www.pacificsun.ca/~robert/pcb/pcb.htm Schoen ist meine Maschine eigentlich nicht, aber funktionell ist wenig daran auszusetzen. Habe damit ueber die Jahre schon ueber hundert Platinen erstellt. Ich bin wirklich ueberrascht wie gross Eure Resonanz auf solche Projekte ist. Es ist immer wieder sehr faszienierend zuzusehen wenn die Maschine selbstaendig Platinen bohrt oder fraest. Mit Gruss aus Edmonton, Alberta, Canada Gerhard P.S. Will damit beweisen dass der Selbstbau auch in Canada noch nicht ganz ausgestorben ist. :)
@Gerhard seltsame Anordnung der Steppers für die Z-Achse. Kanst du das bitte genauer erklären?
Die Achse des Z-Steppers ist mit einer exzentrischen 20mm Durchmesser Scheibe ausgestattet. Der Abstand vom Mittelpunkt ist ungefaehr 6mm. Dies Scheibe wird durch einen 70mm langen Tastarm mit Kugellager abgetastet. Der Tastarm uebertraegt die Kraft nach vorne wo ein zweiter Hebelarm die Kraft auf die Spindelmechanik uebertraegt. Der Steppermotor ist mit einer optischen Limitscheibe ausgestattet die die Drehung des Motors auf ungefaehr 200 Grad beschraenkt. Gesteuert wird der Motor von einer CMOS Logik mit L297 und L298 Motortreiber. Da meine Steuerungssoftware wie bei der Original IBC912 Maschine nur fuer eine elektromagnetische Steuerung eingerichtet ist, ist normaler Z-Axisbetrieb nicht moeglich. Die CMOS Schaltungssteuerung uebernimmt die Auf- und Niedersteuerung und erlaubt mit der Geschwindigkeitseinstellung einen sanften Auf und Niedergang der Fraespindel. Mit einem Poti laesst sich die Gescwindigkeit der Z-Axissteuerung optimal einstellen. Nun wieder zurrueck zur Kraftuebertragung. Der Zweck des ganzen war, der Spindel einen sanften Gang ohne Stoss zu geben, die bei reinen Elektromagnetbetrieb nicht leicht moeglich ist. Ein anderer Vorteil ist, dass wegen des exzentrischen Antriebs, die Kraft beim Anfahren des Steppermotors minimal ist und den Motor nur allmaehlich im Zuge einer Sinusfunktion belastet. Der Abtastarm uebertraegt mit Hilfe eines Hilfarms und einer langen Achse die Motorkraft. Um eine Ueberlastung der Mechanik bei Beruehrung der Hoeheneinstellungsmikrometerschraube bei der Spindel zu vermeiden, ist eine Zugfeder angebracht die dann beim Aufsetzen des Mikrometer den vertikalen Druck begrenzt. Es sollte auf alle Faelle vermieden werden, dass der Bohrer die Loecher stanzt. Deshalb war es wichtig die Bohrervorschubgeschwindigkeit genau den Umstaenden gemessen genau einzustellen. Mit dem Potentiometer der CMOS Steuerung laesst sich die vertikale Bohrervorschubgeschwindigkeit (feed rate) genau einstellen. (Mir ist leider der korrekte deutsche Fachausdruck fuer den Bohrervorschub nicht bekannt) Es ist etwas schwierig alles ohne unterstuezende Bilder zu beschreiben. Jedenfall hat sich diese Anordnung bei mir bestens bewaehrt und ich kann ohne Probleme mit #80 (0.33mm/0.013mil) Bohrern arbeiten. Kleinere Bohrer zum Ausprobieren stehen mir leider zur Zeit nicht zur Verfuegung. Wenn sich die Mechanik sich im Zuge des Bohren oder Fraesen bewegt, schnurrt das ganze wie eine zufriedene Katze ohne zu stossen. :). Wichtig bei der Gestaltung der ganzen Anordnung war fuer mich, eine moeglicht lange Lebenszeit der Mechanik zu erreichen. Bei Mikrowellenplatinen auf Mikrowellensubstraten, verwende ich 0.005 Flachfraeser die das Fraesen ohne Schaden zu erleiden ueberstehen. Wuerde ich es in der Zukunft wieder so bauen? - Ja. Nur wuerde ich dieses Mal einen AVR oder PIC zur Steuerung einsetzen. Uebriegens, fuer alle die sich eine Spindel selber buen wollen ein paar Ratschlege: Als Motor hat sich bei mir der Aevox 1015/2Y Flugzeugmotor mit Halleffektsensoren mit einer 50V/10A 3-Phasensteuerung von 0-60000 U/min. bewaehrt. Bitte beachten, dass sich dieser Motor erhitzt und unbedingt mit Kuehlrippen ungd ggf. Geblaese gekuehlt werden muss. Ich verwende uebrigens einen 160 VA Ringkerntrafo mit 36VAC/5A zum Betrieb der Motorsteuerung. Dieser Leistungsbereich ist vollkommen ausreichend im Dauerbetrieb. Es ist ohne Weiteres moeglich mit 6mm Bohreren mit FR4 zu arbeiten. Diser Motor ist auch bei niedrigeren Drehzahlen imstande den noetigen Drehmoment (Torque) zu liefern. Fuer die Kraftuebertragung zwischen Motorwelle und Spindel verwend ich eine Graupner Drahtkuppung. Die laeuft komlett Vibrationsfrei. Als Lager fuer die Spindel verwend ich 0.25 inch (6.35mm) Keramik Kugellager von BOCA. Metallkugellager verursachen bei den hohen Drehzahlen ueber 40000 U/min unkontrollierte Wellenvibration die man mit einem Stroboskop schoen beobachten kann. Bei den Keramikkugellagern ist davon nichts zu bemerken und haben sich bestens bewaehrt. Ich hoffe dass meine Ausfuehrung moeglicherweise von Nutzen sind. Gruss, Gerhard
Hallöchen, bevor Ihr Euch hier alle so in technischen Dingen auslaßt, kauft Euch mal ne Tüte Deutsch,hat mich auch geholfen!!!!!!
Angehängte Dateien:
-

Ansicht_080707.JPG
100 KB
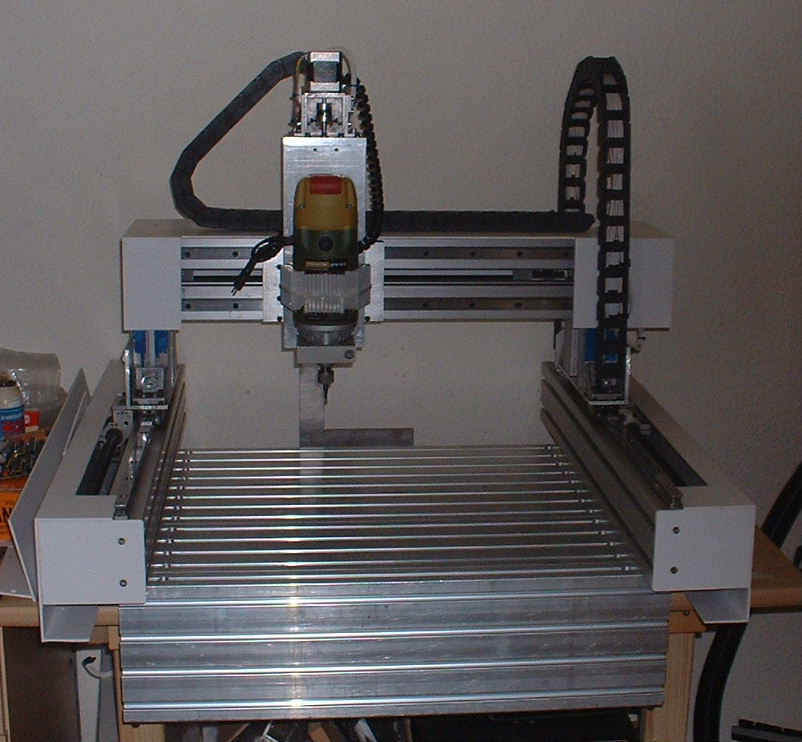
moin moin, nach langer langer Zeit mal wieder ein Foto. Habe AluProfile bekommen und konnte nun einen neuen Fräsentisch bauen. Dabei gleich die gesamte Fräse zur Gantry umgebaut. An der Vorderkante ist eine Profilplatte senkrecht angebracht, dort kann dann Material bis 800 mm Länge gespannt und an der Stirnseite bearbeitet werden. "Nebenbei" ist dann noch ein wenig Verkleidung endstanden. Allerdings liegen jetzt zur Sommerzeit andere Dinge im Focus, werde wohl erst im Herbst an der Maschine weiterbauen. An Software habe ich schon mal einen G-Code-Interpreter für 8051 geschrieben. Mit Gruß Pieter
Hallo Peter, na die Verkleidung macht doch was her. Und ein schöner Aufspanntisch. Den MASM ziehe ich mir heute abend rein. So denn Gruß Stephan
hallo leute, hat jemand von euch von tron-cnc gehört oder eventuell eine maschine zu hause von tron-cnc. die maschinen sind im selbstbau. kann mir jemand etwas darüber sagen. mfg very
So, hier noch ne optische Anregung einer meiner CNC-Bohren. Die anderen haben als Seitenteil füt das Portal keine Item-Profile mehr sondern aus 6mm gefräste Seitenteile. Alle Stahlwellen sind 10mm gehärtet oder besser Edelstahl ( sonst gibts Rillen) X und Y Gewindestamge M16x2 ergibt 100 (bzw200) Schritte pro Umdrehung und 1,8 Grad Motor. Die Z-Spindel ist M10 und befindet sich im innern des profiles. Die Bilder sind schon etwas älter und auch nicht so hervorragend in der Qualität, aber was solls... Die Grundplatte ist 16mm Lexan mit einem Raster von M8 Gewinde für das Montieren der Bohrunterlagen. Die Profile sind Item 80x40 bzw das kleinere innen 30x30. datei ist in Rar und sauber Platinenbauer
Angehängte Dateien:
-

Steuerung42TE.jpg
110 KB

... Und hier noch eine kleinere Version der Steuerung in 19 Zoll, 42 TE. Enthalten sind links Optokopplerkarte/Relaiskarte, dann 3 Mal Motoransteuerung /Endstufen auf Mosfet-basis, dann das netzteil / Schaltregler. Der 160VA Trafo befindet sich hinter der Steckverbindereben im Gehäuse. Rückseitig sind die Anschlüsse für die 3 Motoren, Werkzeuglängenvermessund sowie ein bereit/Notaus-Kontakt heausgeführt. Platinenbaue nachfolgende Steuerungsversionen sind in einem 84 TE-Gehäuse verbaut und besitzen noch diverse Extras, wie digitaler über 2.LPT-Port steuerbare Drehzahlregelung mit Anzeige der Drehzahlstufen von 1..15, eine verbesserte Optische Ankopplung des Rechners sowie noch weitere feine verbesserungen.
Angehängte Dateien:
-

cncst1.jpg
37 KB

Die 84-TE-Version. links der digitale Drehzahlsteller (230V) daneben das Optointerfache, 3x Schrittmotoransteuerung/ Endstufe, dann Netzteil/Schaltregler 5V, daneben eingebaut ein 200nochwas-Watt trafo. Alle Anschlüsse befinden sich jetzt rückseitig. Hier ist gerade die Erprobung zugange, deshalb sind die Frontplatten noch ohne Siebdruchbeschriftung. (Oben im anderen Beitrag hauen die Buchstaben nicht hin, meine Funktastatur schreit nach neuen batterien...) Platinenbauer
Angehängte Dateien:
-

Steuerung.jpg
38 KB

Ein Einschub der Motoransteuerung. Alle eingehenden Signale (Takt, Richtung, Boost und Stromabsenkung) führen über Optokoppler zur Elektronik. herzstück ist der legendäre L297, dazu kommt noch ein von mir programmierter GAL 16V8, welcher noch logischen Kleinkram übernimmt ua auch Aufgaben der Signalauswertung. Die Stromregelung erfolgt über Shunts und OPVs und ist manuell von 0 bis maximum einstellbar. Chopperfrequenz ist ebenso einstellbar. Auf Platine 2 befinden sich die Mosfets samt diskreter Ansteuerung und etliche parallelegeschaltete Shuntwiderstände.Parallelschaltung zwecks Aufteilung der Belastung. Zusätzlich dann noch Kondensatoren und Pufferelkos für die Motorspannung. Platinenbauer
Angehängte Dateien:
-

Steuerung2.jpg
69 KB
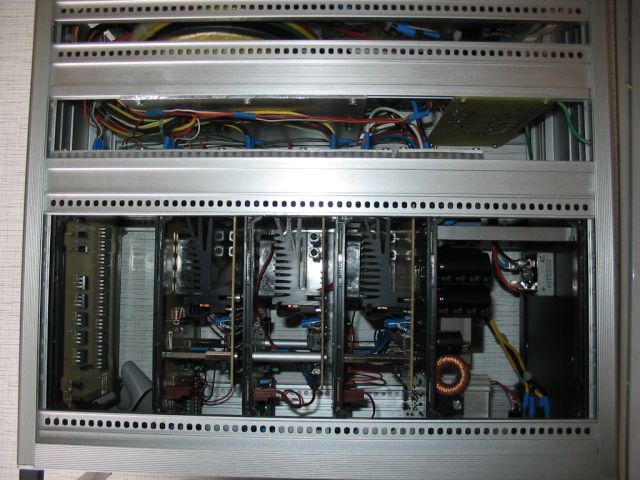
Und weil es so von Interesse sein könnte, hier noch die Steuerung im 42TE-Gehäuse in der Innenansicht. Um Verdrahtungsaufwand zu sparen, ist die Gesamte Steckverbinderverdrahtung als gedruckte Schaltung ausgeführt. Davon führen lediglich lötseitig über Lötösen die Anschlüsse für die Motoren und der Sensor/ Bereit Kontakte weg. Die Leiterplatten der Motoransteuerung haben hier 8 Mosfets als Vollbrückenschaltung. Der Ringkern ist in hinteren Teil zu erkennen. Platinenbauer
Schon lange nichts mehr gepostet worden,hier.Bin auch grad an nem Eigenbau dran.
moin moin, @Daniel ..und kannst Du schon Fotos einstellen? Mit Gruß Pieter
Angehängte Dateien:
-

fr_se_bau.jpg
140 KB

Anbei auch mal ein paar Fotos meiner Fräse. Das 1. Foto zeigt die Fräse kurz nach dem ersten zusammenbau.
Angehängte Dateien:
-

fr_se_probe.jpg
140 KB

Das 2. Foto zeigt die Fräse bei den ersten Probefahrten noch mit provisorischer Verkabelung und eigens dafür gefertigten Netzteil.
Angehängte Dateien:
-

steuerung_cnc.jpg
160 KB
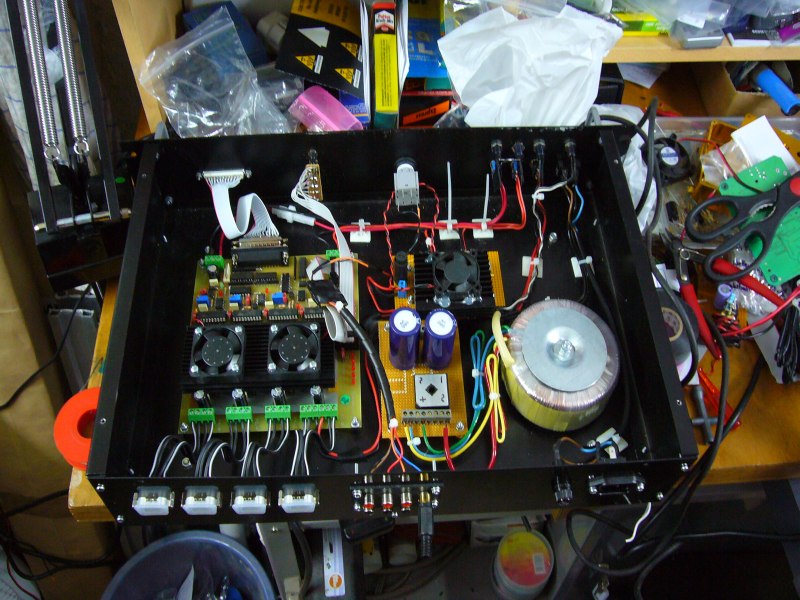
Das 3. Foto zeigt die fertige CNC Schrittmotor-Steuerung im hübschen 19" Gehäuse.
Angehängte Dateien:
-

fr_se_fast_fertig.jpg
140 KB

{kind=link}
Und das 4. Foto zeigt die Fräse im fast fertigen Zustand beim Fräsen der ersten "Brettchen". Die Zeitspanne zwischen Planung und Fertigstellung (Ist eine Eigenentwicklung) betrug fast 1 Jahr. Mittlerweile läuft sie aber ganz manierlich. Grüße Michi Müller
@all, ich habe auch Interesse eine Fräse zu bauen. Jedoch soll diese im Kreuztischverfahren --> "Beitrag 26.01.2007 11:41" funktionieren. Mein Gedanke ist ich könnte einen fertigen Kreuztisch mit einem Verfahrweg 460x360 mm bekommen. Dieser währe fertig aufgebaut Führungen,Antrierbsspindel etc. Ich könnte dies ausbauen da die Maschine verschrottet wird. Die Achsen sind zwar nun schon 15 Jahre gelaufen aber die Genauigkeit sollte immer noch gegeben sein zumindest gegenüger einem selbstgebauten. Ich kann jetzt keine angaben über Spindelsteigung machen aber die Achsen sind mit Servomotoren angetrieben worden was jedoch geändert werden müsste. - Hat jemand mit eines Solchen Fräse Erfahrung??? - Wie bekomme ich die Koordinaten von Eagle zur Maschine --> Scripte ??? - Gibt es Software zum ansteuern von CNC Fräsen als Freeware ? - Muss eine Steuerung zwischen CNC Fräse und PC selbst programmiert werden? Oder werden die Steppertreiberplatine direkt mit dem PC verbinden. Ich habe mich erst seit kurzem mit dem Thema beschäftigt und stehe noch am Anfang. Gruß Thomas
@ Thomas S. >- Hat jemand mit eines Solchen Fräse Erfahrung??? Nur theoretische Kenntnisse.Vorhandene Servomotoren sind Leistungsmäßig an die Maschine angepasst(Drehmoment,Kraft,Geschwindigkeit usw.) Der Aufwand für eine Lagesteuerung ist durch Servo-Regler,Encoder und Glaßmaßstäbe technisch aufwändiger als bei Schrittmotore. >- Wie bekomme ich die Koordinaten von Eagle zur Maschine --> Scripte ??? Bohrdaten(als Datei) im Excelon-,oder Sieb&Meyer-Format (Format ist überschaubar und mit einem Textverarbeitungsprogramm lesbar) ->Steuerungssoftware->Steuerung->Maschine. (Bei Eagle in der CAM-Prozessor-Hilfe nachschauen) Beispiel: dfmg,nbkldflb (irgndwelche DAten) % (Begin der Bohrdaten) T1 Werkzeug 1 x01000,Y02000 1.Bohrung x01002 2.Bohrung(y bleibt unverändert) x01300 3.Bohrung(y bleibt unverändert) y02003 4.Bohrung(x bleibt unverändert) .... usw. Ist schon etwas her das ich mich damit mal beschäftigt hatte und habe dieses Beispiel nur aus der Erinnerung gemacht.Bei Industriemaschinen kommen Daten nach DIN 66025 zur Anwendung auf verschiedenen Steuerungen (Heidenhain,MAho,....usw.) >- Gibt es Software zum ansteuern von CNC Fräsen als Freeware ? PC-NC als Light-version (ob die Bohrdaten versteht hab ich jetzt nicht gecheckt) >- Muss eine Steuerung zwischen CNC Fräse und PC selbst programmiert werden? Bei PC-NC sind nur Stepper-Treiber z.B.v.Conrad und Steppermotore von nöten.Die Steuerung übernimmt dann die Software auf dem PC. Ansonsten kann man eine intelligente Steuerung bauen mit Rs232,Parallel oder Usb-Schnittstelle die dann mittels Treiber ähnlich eines Druckers gesteuert werden kann(z.B. mit HPGL,Excelon,S&M,oder sonstige) Einige Lösungen sehen die Convertierung von Bohrdaten in HPGL oder andere CNC-Sprachen vor. in der Fachzeitschrift elektor 1/07 gibt es einen Artikel zu diesem Thema. oder diverse andere Beiträge im Web. Lötkünstler <Mit der Lizenz zum löten>
@Lötkünstler, ja die Servomotoren haben jeweils einen Encoder der die Fahrstrecke misst. Diese Motoren sind sehr leistungsstark da der Tisch mit einer sehr hohen Geschwindigkeit bewegt wird. Ich schätze mal so 0.5 m/s, da die Maschine jedoch mit 200V Drehstrom läuft ist die Verwendung der Servos nicht möglich da ich ansonsten mir noch einen Transformator zu legen müsste. Daher will ich einen Stepper dranhängen. Geschwindigkeit ist zweitrangig wenn ich eine Platine bohren oder fräsen will ist mir die Zeit egal. Ich wollte nur mal checken ob schon jemand eine Fräse mit Kreuztisch im gebrauch hat um Erfahrungen auszutauschen. Gruß Thomas
@ Thomas S. Servo`s laufen gewöhnlich nicht auf Drehstrom,kann mich aber auch irren. Dann könnte es sich um frequnzgesteuerte Drehstrommotore handeln. Bei Gleichstromservos brauchste Trafos gewöhnlich nicht,weil die üblicherweise per PWM gesteuert werden. Alle Phasen vom Stromnetz haben 230V gegen Erde.Die 30 Volt kann man über die Treiberstufen verheizen. Du kannst natürlich auch Stepper gleicher Leistung nehmen. Die Antriebsleistung wird aber nicht allein von der Geschwindigkeit,sondern auch von der Massenträgheit und Reibung der Führung und Spindel mitbestimmt. Auch die Kräfte beim Zerspannen tragen wesentlich zur Antriebsauslegung bei. Kannst ja mit verschiedenen Antrieben experimentieren.Dann siehste ja ob`s geht.Die Motore würde ich jedenfalls behalten. Hab selbst auch noch sechs Servos mit je 100Volt= aus dem Schrott hier rumliegen die ich in eine TriportalCNCmaschine verbasteln will. Bin nur noch nicht dazu gekommen. Lötkünstler <Mit der Lizenz zum löten>
Ich habe nur die Servotreiber gesend und an denen Liegt immer 2x 200 Volt an. Was am Servomotor direkt anliegt kann ich nicht sagen. Wenn es klappt baue ich den Tisch mitsammt den Servor+Treiber aus. Die Transportbreite wird von Sehr grossen Stepper angetrieben diese werde ich auch gleich mal mitnehmen incl der Spindel eventuell kann man es ja noch brauchen. Thomas
@all, hat schon jemand versucht eine Fräse mit Servomotoren zu steuern? Bevor jetzt unpassende Antworten kommen, ich meine nicht Modelbauservor o.Ä. sondern richtige Servos. Damit meine ich Servomotoren die per Servotreiberstufe angesteuert werden und seine Position per Encoder misst. Ich habe wie oben schon beschrieben vor einen xy Tisch von einem Automaten zu verwenden dieser hat natürlich Servomotoren welche ich verwenden will. Ich habe mal die Spindel gemessen und die macht pro Umdrehung einen Schub von ~22mm und ich denke das ist zuviel um mit einem Schrittmotor zu arbeiten. Hat hierzu schon jemand Erfahrung. Das ganze ist ich kann die Servomotoren incl. Treiberstufe ausbauen ich muss diese nur ansteuern können und die kosten mich nichts. Wenn ich Schrittmotoren verwende muss ich diese erst kaufen. Thomas
Klar geht das mit Servos, braucht eben eine entsprechende Regelung. WWie schon hier bestimmt mehrfach erwähnt: cncecke.de Anmelden lohnt ! Wegen Servoransteuerung mal das UHU-Projekt anschauen ...
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.