Ich finde das ganze getue mit Chemikalien Säuren und... schlecht. Die Ideale lösung platinen zuhause zu machen ist eine Fräsanlage. Wenn da nicht der Preis wäre. Man könnte dann einfach das Layout am Pc zeichnen und bequem die Maschine Fräsen lassen. Das geht schneller und vor allem ungefährlicher als ätzen. Hat villeicht jemand eine Idee wie man so eine Fräsanlage billig realisieren könnte? Hat jemand Lust und Zeit bei diesem Projekt mitzuarbeiten? Fritz 7
Ich wäre an einem solchen Gerät auch interessiert und würde dier gerne helfen. Hast du ICQ?
Hätte eventuell auch Interesse, hast du schon genauere Vorstellungen wie groß die maximal zu bearbeitende Fläche sein soll, wie teuer es maximal werden darf usw..? Wenn ja, kannst mir bitte mal Mailen Vorerst mal ein paar links http://www.rudijanke.de/Home/Projekte/CNC-Frase/hauptteil_cnc-frase.html http://www.tu-dresden.de/mw/ift/graul/fraese.htm http://www.thiemig.de/FRAESM/index.htm http://www.selfmadecnc.de/ http://www.tu-dresden.de/mw/ift/graul/index.htm http://www.w-schuerer.de/cnc.htm MfG Lars
Hallo Freunde, Hallo Fritz Ich wäre durchaus auch interessiert, aber das mit dem billig kann man sich wahrscheinlich abschminken. Meine erste Hochrechnung für solch ein Projekt beläuft sich auf mindestens EURO 1000, wobei hier die Zeitaufwendungen natürlich nicht mit berücksichtigt sind. Nun abere zu meiner Idee. Bei den oben angegebenen Links wird überall das gleiche Prinzip verwendet, stehendes Werkstück (Platine) und der Bohr-/Fräskopf bewegt sich in der 2-dimensionalen Ebene. Dies erfordert eine recht stabile Mechanik welche logischerweise auch recht teuer ist. Meine Freundin hat nun eine Nähmaschine mit einem ansteckbaren Stickmodul, siehe www.fgag.bernina.com/german/produkte/prd/00024.htm. Theoretisch müsste es doch möglich sein, solch ein Stickmodul herzunehmen und für unsere Zwecke umzubauen. Dann bräuchte man noch einen festen Galgen für den Bohrkopf mit einer Hubeinrichtung. Nun aber kommt erst der Löwenanteil des Projektes, nämlich die Steuersoftware für die ganze Apparatur. Die wäre ja noch verhältnismässig einfach, wenn man einfach die Leiterbahnen rausfräsen müsste, aber man muss ja alles andere wegfräsen und die Leiterbahnen stehen lassen. Nun ja, mal sehen, vielleicht hat ja jemand noch weitere Ideen. Gruss Christian
Hi, man könnte natürlich auch die Platine bewegen anstelle, der Fräse, hatte ich auch gefunden aber leider den Link verloren ;), die Steuersoftware denke ich wird nicht viel komplizierter, wenn man alles ausser den Leiterbahnen wegfräßt, anstatt die nur die Leiterbahnen wegzufräßt. MfG Lars
Ich denke auch das wenn es billig werden soll, dass eine sich bewgenden Platine die bessere Lösung wäre. Aus der Mechanik gibt es Kreuztische die man fertig kaufen kann(Zwei Handräder X.Y) Freue mich über das viele Feedback. Fritz 7
Die zu bearbeitende Fläche wird bei mir wohl nid grösser als 1.5 Euroformat. Meine Idee: Ein Kreuztisch wird über zwei Stepper gesteuert. Fest über dem Kreuztisch angebacht ist der Fräsmotor der in der Z Achse auch von einem Stepper gesteuert wird. Die Softwäre sollte eigentlich kein so grosses Problem sein. Was haltet ihr davon? Fritz 7
@Fritz 7: Wenn man einen hinreichend grossen Kreuztisch günstig ergattern kann, dann ist das sicherlich eine ziemlich gute Lösung. Die Yahoo-Gruppe http://de.groups.yahoo.com/group/cnc-de/ ist recht aktiv und besucht von Leuten, die sehr viel Ahnung haben und diese gerne weitergeben - schaut doch mal da vorbei. Allerdings scheint Isolationsfräsen so einige Tücken zu haben...
Hi, ich weiß leider gerade nicht genau wie ein Kreuztisch aussieht, und in welcher preisklasse es sie gibt, aber es wäre wahrscheinlich eine Möglichkeit. Ich denke auch dass die Software das kleinere Problem darstellt. MfG Lars
Schau dir mal das an! Da ist so ein Kreuztisch. Der ist aber glaub ich ein bisschen klein im Bewegungsradius: http://www.proxxon.de/images/produkte/27100.jpg Fritz 7
Tach, ich glaub das wird mein Lieblingsforum :). Eine eigene Platinen-Bohr-Fräse, ohh das war immer schon mein Traum. Keine Chemikalien mehr.... Ich hatte vor 2 Jahren schon einmal angefangen so ein Teil zu konstruieren. Bis zur X-Achse bin ich gekommen. Na ja, war alles ein wenig wacklig. Auf den Gedanken die Platine zu bewegen bin ich leider nicht gekommen, na ja man lernt aber nie aus ;). Ich bin auf jedem fall bei solch einen Projekt dabei. mfg Olli
Das mit dem Proxxon Kreuztisch habe ich mir auch schon überlegt, insbesondere da ich ohnehin schon eine Proxxon Bohrmaschine habe. Leider ist aber der Verfahrweg des Tisches nur 134x46 mm. Das ist halt doch ein bisschen zu wenig, wenigstens 160x100 (Europakarte) müsste das Teil haben um vernünftig damit arbeiten zu können. http://www.architekturbedarf.ch/Shop/Modellbau1/Werkzeuge/Proxxon/MF70/mf70.html Gruss Christian
Hallo, ihr sagt alle die Software sei kein Problem. Dann könnt ihr doch mir bestimmt einpaar tips geben z.b. könnte man das Programm in Visual Basic schreiben? Und noch was, womit wollt ihr die Schrittmotoren steuern, mit dem (name fällt mir jetzt nicht ein) L** irgendwas :D ,Chip? MfG Adlukas
Habe heute im Migros Do it yourself einen Kreuztisch gesehen, welcher einen Verfahrweg von 320x100mm hat. Kostenpunkt 330 Schweizer Fränkli. Da müsste dann noch die Handräder ausbauen und irgendwie Schrittmotoren ankoppeln. Gruss Christian
@adlukas Softwarevorschlag Es gibt wohl so einige Möglichkeiten die Software aufzubauen- und dabei spielt es keine Rolle in was du programmierst. Mein persönlicher Vorschlag wäre (was ich allerdings selber mangels Kenntnissen in PC-Programmierung nicht machen möchte): Die Software wie einen Druckertreiber aufbauen. D.h. man übergibt per solchem Treiber etwas ähnliches wie ein Druckerprotokoll vom PC an einen externen µC, der die Daten sozusagen als eine Art xy-Raster in einen externen Speicher schreibt. Anschließend ließt der µC den Speicher aus und steuert dementsprechend über eine Relaykarte oder wie auch immer die Schrittmotoren an. Sicherlich würde das Ganze auch über mit einer direkt an den PC angeschlossenen Relaiskarte gehen aber mit der vorschlagenen Möglichkeit hält man sich die Option offen z.B. über eine eingebautes Diskettenlaufwerk das Ganze als Stand-Alone zu betreiben. Zu Relaikarten muss eben noch gesagt werden daß elektronische Relais oder andere Bauteile verwendet werden sollten, da der Verschleiß eines mechanischen Relais zu groß wäre.
@Christian Bei irgeneiner Firma per CNC am Besten eine Riemenführung in die Handräder reinfräsen lassen und über ein zweites Rad mit Riemenführung, an dem ein Schrittmotor hängt das Ganze ansteuern ? Wäre wahrscheinlich die genaueste Möglichkeit - oder willst du ernsthaft an den Achsen rumfummeln und vermutlich vergeblich versuchen da direkt einen Schrittmotor anzubringen? Außerdem würde sich das, wenn man das mit einer entsprechendemn Übersetzung macht, positiv auf die Stärke der benötigten Schrittmotoren ausüben.
@Chriz Also ich hätte das jetzt aus Stabilitätsgründen wahrscheinlich eher mit einer Zahnradumsetzung realisiert, eber egal, letztendlich ist es ja auch eine Kostenfrage. Wenn ich jetzt über den Daumen peile, dann sind wir für die reine Mechanik mit Schrittmotoren etc. (Kreuztisch, Umbau, 3 Schrittmotoren, Hubeinrichtung etc.) halt doch schon wieder bei >1000 EURO. Es müsste doch eine noch billigere Lösung geben, sowas wie die eierlegende Wollmilchsau.
sicherlich gibt es eine billigere Lösung: Alles selber bauen. Aber hat zufällig jemand eine komplette Werkstatt für Metallbearbeitung am besten inkl. CNC-Fräse zu Hause g? Wahrscheinlich eher nicht! Die Entwicklung der eigentlich verhältnissmäßig einfachen Mechanik in einem CAD-Programm ist nicht wirklich schwer - kompliziert ist die praktische Umsetzung. Da muss so genau gearbeitet werden, daß es von Menschenhand kaum noch möglich ist.
Also die 300 Fr. für Kreuztisch finde ich extrem teuer!! Ich werde mir meinen Kreuztisch eher bei Westfalia für 150-250 kaufen. Zwar keine grosse Genauikeit, aber für mich reichts! Und von der Komplizierten Mechanik um die Stepper an die Kurbeln anzuschliessen halti ich nichts. Diese Handräder laufen so fein, das man einen starken stepper fast direkt anhängen könnte, finde ich! Fritz 7
Hallo, ich hab bei mir im Keller einpaar Schrittmotoren gefunden(aus Fax, PC usw) könnte mir vieleicht jemand einen Schaltplan für eine Schrittmotorsteuerungskarte geben. Ich hab Erfahrung mit dem Lötkolben und möchte keine 100 für eine fertige ausgeben. Schönen Dank vorab Adlukas
Schau mal auf den folgenden Seiten: http://mitglied.lycos.de/ChFuchs/stepper.html http://privat.schlund.de/x/xyphro/stepper_de.html http://www.luberth.com/plotter/plotter.htm MfG Lars
ist mir auch aufgefallen aber leider ist läuft das ganze wieder auf nen ganz netten Betrag hinaus ...
Eine sehr interessante Page dazu - leider laut Autor auch wieder in der höheren Preisklasse ist: http://www.ostermann-net.de Dort gibt es auch interessante Links zu Herstellern und Vertrieben von passenden Bauteilen, um solche Schlitten selber bauen zu können. Unter Anderem die Firma Isel (http://www.de.isel.com), die sich bei mir praktisch gleich um die Ecke befindet. Werde demnächst mal nachfragen ob sich da mit meinem Gewerbeschein was machen lässt. Eventuell, wenn wir uns auf einen Aufbau einigen könnten, wäre ja eine Sammelbestellung drin. Grüße Chris
Kleine Anregung für den Weihnachtszettel:
Der TanBo von elektor 3/2001 kostet im Bausatz 799 Euro.
>> RADIX GmbH Bayreuth www.radixgmbh.de
Das Problem der software für das Isolationsfräsen bleibt.
Schöne Aufgabe für die kalten Wintertage nach der Rente:
HPGL-Konverter nach Isolationsbahnfräsen für Distanzen < 0.2mm.
Dauert aber noch etwas mit der Rente!
Gruss
Dietmar
Eine interessante Alternative, die ich mal gesehen habe, war so ein Teil mit nur einem horizontalen Schlitten und einem Drehtisch. Dadurch kann der Fräser auch jede Position auf dem Tisch erreichen und man spart sich eine teure X/Y-Konstruktion. Die Koordinaten werden halt entsprechend umgerechnet. Ich fand es deshalb so interessant, weil sich so etwas schon wesentlich einfacher, preiswerter und auch mit einfachen Mitteln stabiler bauen lässt als die konventionellen Teile. Gruss, Peter
Hab gerade auch einen geeigneten sehr günstigen Kreuztisch entdeckt. Der Anbieter hat mehrere davon: http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&item=2065265732 Grüße Chris
Schaut Euch das mal an: http://members.aol.com/lehrgangdetails/index.html Es handelt sich um ein preiswertes Holz-CNC-Gereat mit eigentlich ausreichender Genauigkeit fuer das Platinenfraesen.
Entschuldigung, der obiege Link ist nicht sehr aussagekraeftig, er bezieht sich mehr auf die/eine Lehrgangsplanung. Nehmt lieber den hier: http://members.aol.com/adetek/robomaster/robomaster.html und schaut Euch mal den unteren Teil der Seite an.
Hallo Zusammen, einige haben geschrieben, dass die Steuerung eines Bohrplotters zum Ausfräsen von Platinen über ein Basic Programm recht einfach ist. Welche Ausgangsdatei ist für die Auswertung durch dieses Programm am geeignesten? ( HPGL, Gerber, BMP.....) Wie ist der Aufbau einer solchen Datei? Danke Axel
So, nach dem ganzen guten Ideen und Planungen: Ich habe so ein Teil (hat allerdings >10.000 DM gekostet) und die ist ziemlich genau, x,y,z. Als Software verwende ich Eagle kann neuerdings (per ULP und script) die Fräskonuren berechnen, vorher habe ich es mit CorelDraw gemacht, ging auch. Als Maschinensteuerprogramm PCNC, das verarbeitet sowohl HPGL als auch diverse Bohrformate, problemlos, bisher habe ich noch keinen Fehler im Programm entdecken können. Die anfänglich Begeisterung hat jedoch schnell nachgelassen. 1. die Werkzeuge sind recht teuer und sehr empfindlich. 2. das Bearbeiten einer Platine komplexeren Platine dauert relativ lange und ist laut. 3.das Löten einer solchen Platine ist auch nicht besonders einfach, es entstehen verdammt schnell Zinnbrücken. Besonders kritisch sind ganz normale SMDs wie 1206 oder 805. Unter dem Bauteil ist noch das Restkupfer, ein bißchen verschoben aufgesetz, schon hat man einen Masseschluß 4. 1,27mm Pitch sind unterste Grenze des Machbaren, also PLCC geht noch, TQFP kann man vergessen, es ist einfach nicht mehr genug zum Löten da. Sinn hat das ganz nur mit einer guten Mechanik, Frästiefe ist gerade mal 1/10mm. Die Platine muß vollkommen eben aufgespannt sein, bei größeren Platinen geht das nur mit Vakuumspannung (die Vakuumpumpe hat mich noch mal einen Tausender gekostet). Es gibt auch ein paar Vorteile: 1. Die Platinen selbst sind garantiert fehlerfrei (keine Unterbrechungen, keine Brücken). 2. Man kann mehr oder weniger im selben Arbeitsgang die Platine mit Bohren. 3. schnelle Sache für kleine Einzelstücke, ab Europakartengröße aber kaum ein Zeitgewinn. 4. keine Chemikaliensauerei, keine Abfälle 5. man braucht keine fotobeschichteten Platinen mehr (sind aber auch nicht viel billiger) 6. keine Layoutfolien mehr erforderlich (für finepitch lasse ich mir die immer im copyshop als PS-Datei drucken, astrein) Alles in allem lohnt es sich nicht, sich dafür eine Maschine anzuschaffen/bauen. Ich benutze sie eigentlich für Frontplatten/Gehäusebearbeitung.
Hallo, wie kann man per ULP und script die Fräskonuren berechnen ? Könntest Du die Datei mit einer kleinen Anleitung mit zur Verfügung stellen? Mir würde es reichen wenn ich kleine Platinen fräsen könnte. Da ist der Aufwand mit den Aufbau der Ätzanlage größer als das Ätzen selbst. Grüße Axel
das ist recht einfach. Das Programm mil.ulp aufrufen (run..) dieses erzeugt 2 Dateien milbot.sch und miltop.scr. Wenn das ulp fertig ist, die entsprechenden scripts aufrufen, die zeichnen dann die Umrisse in einem neuen Layer (111,112) und können auch editiert werden. Anschließend mit dem CAM-Processor eine HPGL-Datei erzeugen, fertig. Beim bottom-Layer ist die Ausgabe zu spiegeln! Dann gibt es noch das ulp drl_mil, damit wird an allen Bohr-Mittelpunkten ein winziges Strichlein gezoegen, effektiv ist es ein Punkt. Auch das kommt wieder in einen extra-Layer. So kann man mit einer HPGL-Maschine auch Bohren, allerdings nur ein Bohrmaß, da die Informationen über Bohrerdurchmesser auf diesem Weg natürlich verlorengehen. Wie gesagt, ich mache das Isolationsfräsen nur noch selten, aber mit dem Bohren ist eine schöne Sache. Ich mache das vorm Belichten/Ätzen, die Vorlage wird beim Belichten an den Bohrlöchern ausgerichtet.
Hallo in meinem Eagle (es ist die Freeware Version) gibt es die Datei mil.ulp leider nicht. Könntest du diese Datei bitte Deiner nächsten Nachricht anhängen? Danke Axel
weiß nicht, ob dir das was nutzen würde, ich habe Version3.55, und eine 4er Version werde ich mir nicht kaufen. Geh mal zu CadSoft, dort gibts einen downloadbereich, wirst du schon finden.
habe gefunden, bei der Version 4.09 gab es eine mil-outline.ulp, welche gleich einen HPGL File erzeugt. Danke für den Tip Grüße Axel
Also, fürs Bohren wäre so ein Maschinchen ne tolle Sache - ansonsten kann ich mich crazy horse anschließen: Ich habe ne Platine sicherlich dreimal schneller geätzt als gefräst. Meine Abfall-Chemikalien kommen in verschließbare Behälter und bei der nächsten Gelegenheit zum Abfallmobil-fertig. Habt ihr euch eigentlich mal Gedanken gemacht, daß bei Epoxi-Platinenmaterial der Staub, der beim Fräsen entsteht, nicht gerade gesund ist?
trotz den Gründen dagegen wäre eine CNC-Fräse doch einmal ein interessantes Projekt z.B. für Gehäusebau usw. Ich hab mich vor kurzem mit Laserbau beschäftigt und festgestellt, daß es verhältnissmäßig günstige Treiberdioden für DPSS-Laser gibt die sich allerdings in einem offenen Gehäuse befinden. Natürlich gibt es wie in so vielen Fällen keine günstigen passenden Gehäuse (die zumindest Staubdicht sein sollten)zum Einbau ... also wäre CNC-Selberfräsen angesagt. Mir sind die ganzen Sachen wie Linearführungen und so weiter von ISEL & Co doch etwas zu teuer also hab ich mich mal im normalen Eisenwarehandel umgesehen. Meine Festestellung war daß es z.B. sehr genaue kugelgelagerte Schubladenfürungen gibt, die nicht viel ungenauer als eine Linearführung sein können. Spindelantriebe kann man sich auch schon mit geringerer Werkzeugausstattung selber bauen ... Müssen Grundplatten denn unbedingt aus massivem Metall sein ? MDF-Holz (z.B. 19mm und dicker) ist sehr günstig, sehr stabil und leicht zu verarbeiten. Was meint ihr ... ist es möglich mit Hilfe solcher Materialien eine CNC-Fräse aufzubauen wenn man nich geradxe allerhöchste Genauigkeiten benötigt ?
Es gibt bereits mehrere Diskussionsforen und Anbieter zum Thema CNC-Selbergemacht. Schaut einfach mal auf meine Homepage www.jocomomola.de in die Linkliste. Meine Meinung zu der Diskussion bisher: Es kommt NUR darauf an, was man verarbeiten will: - Stahl, Eisen, Guss etc => vergesst es, das kann man mit Hobbymitteln nicht machen - Alu, Messing, Kupfer => machbar, erfordert aber eine steife und präzise Mechanik und starke Motoren - Holz => Einfach machbar, evtl. auch mit Schubladenführungen. - PCBs => hier gilt es besondere Bedingungen zu beachten, z.b. muss die Z-Achse keinen Hub von 100mm haben, dafür aber einen dynamischen Höhenausgleich, um immer gleich dicke Fräsbahnen hinzubekommen. Erfordert evtl eine HF-Spindel (1000 EUR-Klasse) Je nach Grösse sind aber mindestens 1500 EUR (Elektronik, Mechanik, Motoren, Spindeln, Fäser, Spannmittel, Software) fällig. Für die Kalkulation gilt: Teuer ist alles, was sich bewegt und spielfrei ist (Kugelumlaufspindeln, Linearführungen) Günstig ist der ganze Rahmen aus Aluprofilen Teuer ist dann wiederum, die Aluprofile mit Schrauben zu verbinden ... (an meiner Maschine sind bisher mindestens 150 EUR nur Schrauben und Nutensteine verbaut) Noch ein Wort zur Toleranz und der Stabilität: Schon eine Wiederholgenauigkeit von 0,5 mm ist inaktzeptabel, da sich diese Abweichungen beim mehrfachen Anfahren aufaddieren. Beim Fräsen von Alu treten dazu noch sehr hohe Torsionskräfte auf, die umbedingt aufgefangen werden müssen - ich weiss nicht, ob die Schubladenführungen viel (da Hebelwirkung!) auffangen können Markus
Hallo Leute, Ich intressiere mich auch schon recht lange für dieses Thema und habe mich schon viel über die Mechaniken und des Aufbaues Informiert und gedanken gemacht. Herausgekommen ist: Die verdammten Linearfühungen und Schienensysteme sind verdammt teuer :-( Aber genau auf diese kommt es wegen der Genauigkeit an. Ich hatte mir vorerst vorgenommen, daß wenn ich mir so etwas basteln würde, es vernünftig und für eine Flache von 50x50cm zu bauen würde. Leider sprengt dieses A:Meinen Zeitlichen Rahmen. B:Meinen Geldbeutel Von einem Hobby-Bastler bekam ich mal einen Tipp. Habe da allerdings noch nicht weiter nachgeforscht. Es soll von Proxxon einen kleine Fräs-Bohrmaschine geben die von Handrädern zu bedienen wäre. Mit kleinem Kreuztisch. Zuerst fande ich diesen Tipp lächerlich, aber im nachhinein.... Wenn ich erlich bin bearbeite ich sowieso nur Platinen im Euro Format 160x100mm. Jeder Bastler möchtes seine Schaltung so klein wie möglich haben. Deswegen denke ich würde dieses Kleine Teil mit den Entsbrechenden Umbauten: eine Auflage für Europlatinen und elektrische Ansteuerung mit Schrittmotoren im Halbwinkelschritt, sehr attraktiv werden und müssten sich auch ohne hohe Kostenansprüche realiesieren lassen. Betreff Software : Habe öfters Verschiedene Software zum Steuern im Netzgesehen. Teils sogar Freeware. Prinziepiell ist dieses eigentlich kein Problem da eigentlich jede Fräse "gleich" Aufgebaut ist. 3 Achsen = 3 Motoren. Und die Anbindung PC(Software) - Fräse lässt sich eigentlich ohne Probleme mit nem Atmel realisieren und da sind wir ja gerade Richtig hier. Was haltet Ihr davon ?
@Kurt Wie du weiter oben im Thread lesen kannst ist der Proxxon Kreuztisch schlichtweg zu klein. Reicht nicht mal für 1/2 Euro Format. Christian
Hallo Wie schon crazy horse schrieb ist das Fräsen mit einigen Problemen zu sehen. Wir haben uns in der Firma mal ein solches Gerät für Prototypen angeschafft. Nach der 2ten Platine haben wir wieder das altbewährte Ätzgerät verwendet. Das Fräsen ist laut und dauert eine Ewigkeit. Freiflächen fräsen kann man so gut wie überhauptnicht erwarten. Man bedenke manchmal hat man Netzspannung auf der Platine .... bei einer geforderten Isolation hat die Maschine schon was zum wegfräsen. Gravieren und ausfräsen von Frontplatten funktioniert damit sehr gut. Als Projekt eine tolle Sache. Solch ein Projekt ist mir früher auch immer im Kopf herumgeschwirrt ... aber als Just for Fun einfach zu teuer. Bevor ihr wirklich viel Geld in so ein Projekt reinsteckt schaut euch mal so ein Gerät im Einsatz an. Ihr werdet selber schnell erkennen für Platinenherstellen unbrauchbar.
Nach langer Pause wieder mal en kommentar von mir: Den meisten Postings kann ich mich nicht anschliessen.. Hab so en Ding in Aktion gesehn. FInd ich super. Die Fräsen den ganzen Tag Platinen damit, klar laut und dreckig. Aber immer noch besser als ätzend und son mist. Ich will doch nicht Sondermüll in meinem Keller haben. Ja die Genaukeit könnte schon en Problem sein. Hab ja erwähnt das ich keine SMD Sachen fräsen will. Kann mir nicht Vorstellen das Fräsen viel länger geht: Layout drucken, Belichten, Entwickeln, ätzen, veredeln, die ganze Sauerei wegräumen, kann wohl kaum länger gehen als Fräsen. Kommt draufann vieleicht, bediene ich die ganze andlage von Hand mit den Rädern, für mich immer noch besser als Lochraster Platinen. Fritz7
Hallo zusammen ich habe mich vor 4 Jahren für den Kauf einer DNC-Fräsmaschine entschieden, da auch mir der Aufwand beim Ätzen von Platinen zu viel wurde. Ursprünglich habe ich darüber nachgedacht eine Maschine selber zu bauen, als ich mir einige der marktüblichen Maschinen angesehen habe ist mir allerdings schnell klar geworden, daß der Entwicklungsaufwand für den Selbstbau locker ein halbes Jahr in Anspruch nimmt. Als Endprodukt hat man dann einen Prototyp, der für die altägliche Arbeit nur mäßig ausreicht. Allerdings weiß man auch was man bei der 2. Maschine anders machen würde... Ich habe daher eine Maschine gekauft und bin bei den ersten Versuchen aus allen Wolken gefallen. So einfach wie das Ausdrucken eines Blattes ist der Betrieb nämlich nicht. Dabei spreche ich hier nicht von einer "Hobby-Maschine" mit z.B. CNC-Profi und einer simplen parallel-Steuerkarte für die Motoren sondern von einer professionellen Maschine mit der dazugehörigen Entwicklungsumgebung. Obwohl dadurch die Arbeit sehr erleichtert wird muß man als Anwender erst in die Bedienung hineinwachsen. Die richtigen Fräser für die zu bearbeitenden Materialien auszu wählen hat locker ein halbes Jahr Erfahrung gekostet. Mit normalen HSS-Fräsern ist da nämlich nicht viel zu machen. besonders wenn es um die Gehäusebearbeitung oder um die Bearbeitung von Acrylglas geht ist das richtige Werkzeug und die Erfahrung mit der Maschine entscheidend. Zudem sind alle Gleichungen für die Berechnung von Schnittgeschwindigkeit, Drehzahl etc. nur eingeschränkt verwendbar. Die vielgelobten Rechenschieber für die Berechnung hören mit der Drehzahl da auf, wo der interesante Bereich erst anfängt...Hier helfen nur viele Versuche weiter. Dabei stellt man dann Sachen fest, die man sich nie erträumt hätte, die aber den Alltag des DNC-Users sehr anstrengend gestalten, beispielsweise kann Plexiglas solche Inhomogenitäten aufweisen, daß bei einer Kleinserie die ersten par Teile gut zu bearbeiten sind, die nächsten Teile, die an anderer Stelle aus dem Rohmaterial gefräst werden sollen führen sofort zum Einschmelzen des Fräsers und zum Bruch -noch bevor man die "Stop"-Taste erreichen kann. Mit der Erfahrung kam auch die Einsicht, daß eine einfache Spindel (z.B. Proxxon) einfach nicht ausreicht um im Arbeitsaltag Dienst zu leisten. Für die Bearbeitung von Aluminium sind häufig Drehzahlen von 40000/min erforderlich und die Spindel muß trotz der angreifenden Fräskräfte ruhig und Spielfrei (Z!) laufen. Bei der Gravur von Leiterkarten ist eine Tiefenregelung unerläßlich. Die einfachen Selbstbaulösungen können hier nur bedingt die Erwartungen erfüllen. Auch bei einer hochwertigen Tiefenregelung kommt es zu Toleranzen, die ständig vom benutzer überwacht werden müssen. Man muß sich auch über den Werkzeugverschleiß im Klaren sein, ein HM-Gravierstichel für Leiterkartengravur ist nach 40m in Epoxymaterial stupf wie ein Holzklotz. Daher bin ich dazu übergegangen FR2-Material zu verwenden. Der entstehende Staub ist auch weniger verschleißfördernd für die Linearführungen. Die Produktion einer Leiterkarte ist mit einer DNC-Maschine tatsächlich in wenigen Stunden möglich. Allerdings ist das Erstellen des Layouts nur ein Teil der Vorbereitung. Um sinnvolle Abarbeitung durch die Maschine zu gewärleisten ist eine Nachbearbeitung erforderlich. Hier können auch Restkupferflächen behandelt werden oder die Leiterbahnen freigestellt werden. Dadurch erreicht man eine bessere Lötbarkeit der Platinen und kann die vorgeschriebenen Isolationsabstände einhalten. Entgegen der Meinung einiger Leute sind diese Maschinen nicht laut und dreckig, in meinem Fall ist der angeschlossene Staubsauger lauter als die ganze Maschine. Da man die meisten Materialien (außer Alu, Stahl und PMMA) trocken fräsen kann entsteht Dreck, der sich gut wegsaugen läßt. Nach 4-jährigem Betrieb einer DNC-Maschine bin ich zu dem Schluß gekommen, daß der Vorteil solcher Maschinen darin liegt, daß sie ständig verfügbar sind und man Leiterkarten und Gehäuse, Schilder... sofort herstellen kann. Für Kleinserien ist der Einsatz solcher Maschinen sinnvoll, wenn man die Steuerprogramme bis in`s Detail ausarbeitet. Dazu ist allerdings eine Software erforderlich, die dem Benutzer diese Eingriffe auch gestattet. HPGL ist hier als Übergabeprotokoll nur eingeschränkt geeignet. Auch die Genauigkeit ist bei HPGL nicht außerordentlich gut(Kreisbahnen). Den Selbstbau einer Maschine kann ich empfehlen, wenn man über eine gute Metallwerkstatt verfügt (Drehmaschine + Fräsmaschine). Als Steuerung kann ich von der Conrad-Lösung nur abraten. Die beste Lösung für eine hochwertige Steuerung ist die Kombination: L297+L298 oder L6506+L298 Wer mehr als 2A Phasenstrom benötigt, und das ist schnell der Fall sollte jede Phase mit einem L292 betreiben. Als Linearantrieb müssen Trapezgewindespindeln eingesetzt werden. Für leichte und schnelle Maschinen ist auch eine Lösung mit Zahnriemen möglich, allerdings wird dann am Schrittmotor noch eine Untersetzung mit Zahnriemengetriebe (keine Zahnräder!) benötigt. Die Linearführungen lassen sich leider nicht durch Kugelrollzüge für Schubladen ersetzen, auch wenn das zunächst eine gute Idee ist. Ich habe das selbst an einem Sägetisch versucht. Die Späne, die an den nicht abgedichteten Kugelführungen eine große Angriffsfläche finden bringen die ganze Führung nach kurzer Betriebsdauer zum stocken. Eine preiswerte Möglichkeit stellen Linearführungen mit auswechselbaren Gleitlagern von z.B. Igus dar. Das Spiel der gesamten Maschine erhöht sich dadurch natürlich etwas. Als Steuerung muß man die üblichen im Netz erhältlichen Programme auf HPGL-Basis mit LPT-Ausgang nutzen, wenn man nicht so tief in die Tasche greifen will. Ich wünsche allen Selberbauern viel Erfolg und verfolge weiterhin gespannt dieses Forum. Dirk
Hallo allerseits, dass alles sieht sehr intressant aus, und ich würde auch gerne an einem Projekt mitarbeiten. Bei mir haperts an der Mechanik. Wie es jedoch mit der Steuerung aussieht hab ich mir schon Gedanken gemacht. Zum einen währe ein Programm auf dem PC (Delphi aus meiner Sicht ;-) dass die daten Seriell auf den uP schickt (PIC 16F877) welcher die Schrittmotoren ansteuert und die Schalter ausliest. Das ganze könnte man auch mit einer SPS realisieren, je nach dem was man will (sitz ja an der Quelle). Kostet halt auch was. Als Format für die Daten währe wohl das Gerber Format (Gibts das noch??) schön, da mir das OrCAD dies easy erzeugt und sonst auch für die Leiterplattenherstellung verwendet wird. Natürlich währe eine Unterstützung des dxf Formats auch schön. Aus meiner Sicht müsste die ganze Maschine das Fräsen von Frontplatten (~2 mm Alubleche) unterstützen
Hallo Leute, um die Verwirrung komplett zu machen, will ich folgendes anmerken: Gibt es außer Fräsen und Ätzen nicht auch noch eine dritte Möglichkeit Platinen herzustellen ? Ich denke da an Druckverfahren auf Tintenstrahldrucker-Basis. Es müßte doch möglich sein, mit einem handelsüblichen Tintenstrahldrucker (oder noch besser: Flachbett-Plotter) und einer leitfähigen Tinte eine Platine direkt zu drucken. Hat jemand sowas schon mal ausprobiert oder davon gehört ? Ingo
Hi, ich hab sowas schon mal gehört und das gibts auch ist allerdings ein Projekt am MIT die tinte ist ein spezieller leitfähiger Kunsstoff. Aber es dürfte sehr schwer sein da privat dranzukommen. MfG Lars
Ja, hab ich auch gedacht, hab da in einer anderen Kategorie gepostet: http://www.mikrocontroller.net/forum/read-6-12000.html
hallo also wir haben nach wochenlanger arbeit endlich unsere platinenbohrmaschine zum laufen bekommen, so das befriedigende ergebnisse bezüglich genauigkeit und zuverlässigkeit erreicht werden. genutzt wurde ein proxxon kreuztisch mit 150 x 150mm verfahrweg (kt150), schrittmotoren, und ein proxxon bohrständer wie es ihn bei reichelt gibt. und ich sag euch eins. so einfach wie in gedanken ist der spass nicht. mehr als einmal ham wa geflucht und wollten das handtuch werfen. wer denkt mit dem kreuztisch is das problem der mechanik beseitigt, der irrt gewaltig!!! neben den kosten für den kreuztisch braucht man noch rel starke schrittmotoren und die kosten gutes geld. heute würd ich es nicht wieder mit schrittmotoren bauen. nachdem das ding nun funktioniert sind viele ideen da die besser funktioniert hätten lach. mfg ronny
Hallo Zusammen, bei soviel Intresse am CNC Fräsen habe ich eine Yahoo Group gegründet. http://de.groups.yahoo.com/group/CNC_Elektronik/ Schaut doch mal vorbei. Noch einen Guten Rutsch Grüße Axel
Hallo allerseits... Ich lese mit Interesse Eure Gedanken zum Thema Fräsen. Ich habe Euch auf meiner eigentlich abgeschalteten Homepage nochmals einige Dateien hinterlegt. Die Adresse: http://home.t-online.de/home/alc.yone/plotter.htm Ich habe vor einigen Jahren einen solchen A3-Plotter konstruiert. Er funktioniert heute noch. Ich habe seinerzeit auch ein Programm zur Ansteuerung geschrieben (GFA-Basic). Liegt alles auf der Seite. Seht es Euch mal an... ;) Leider dürft Ihr nicht allzu große Wunder erwarten, was das Outlinefräsen betrifft. Oftmals werden Leiterzüge "zerfräst", weil der Anstand zwischen den Bahnen zu gering ist. Und erst die Fräser... nach 2 Platinen (Exop) sind diese fertig (0,3mm) oder brechen mittendrin ab. Dann neu anzusetzen ist schwerer als eine neue Platine einzuspannen. Ein weiterer Punkt ist der Nachteil der kapazitiven Eigenschaften dieser Karten. Ab 20MHz kann es Porbleme geben. Achso, denkt dann beim Herstellen daran, viel Zeit mitzubringen und die Ohrstöpsel nicht vergessen! Für eine Eurokarte braucht man min. 1 Stunde und die Maschine sollte min. 15.000 -30.000 U/min bringen (wegen dem Spanabtrag). Die Proxon-Modelle sind eher schlecht für so etwas geeignet, da sie auch zu schwach in der Leistung sind. Ein Dremmel wäre gut, hat aber eine sehr schwer zu realisierende Aufnahme. Die Leistung sollte nicht unter 130W liegen. alcyone
Hallo Zusammen, mit Interesse habe ich ich die vielen Anregungen und Vorschläge verfolgt. Da ich mich mit dem Thema Fräsen und CNC seit einiger Zeit beschäftige möchte ich hier Wege zeigen die ich gegangen bin: - "Vakuumtisch" dazu gibt es bei Festo eine Venturodüse mit der man mit hilfe von Druckluft Vakuum erzeugen kann. Die Abmessungen sind ca. 100 x 100 x 25 mm. Vorteile: klein, nicht teuer und kein Motorgeräusch. Wer also Druckluft zur Verfügung hat, braucht keine Vakuumpumpe. - "HPGL aus Eagle" erzeugen. Den Weg gehe ich auch und sogar noch ein Stück weiter. Die HPGL-Ausgabe wandle ich mit der Software "HPGL2DIN" in eine CNC-Datei nach DIN. Somit kann ich auf jeder CNC-Maschine, die nach DIN arbeitet meine Platinen fräsen und bohren und auch jede Steuerung die nach DIN arbeitet für meine Maschine verwenden. - Saubere Fräsbahnen. Nach dem ich die Hüllkurven gefräst habe, wiederhole ich das CNC-Programm, entweder ohne Z-Zustellung oder mit 0.01 mm. So werden die Fräsbahnen sehr sauber. - In einem Beitrage wer die Rede von der "eierlegenden Wollmilchsau" Ich baue sie gerade. Sie hat nur ein Nachteil: Sie ist nicht billig. Gute Kugelrollspindeln und -Führungen gibt es halt nicht für "UME" Wie sieht sie aus: Der Grundkörper ist aus Grauguss und geschliffen, er ist also schwingungsarm und genau. Verfahrwege: X = 180, Y = 125, und Z = 80 mm. Sie hat geschliffene Kugelrollspindeln mit 2 mm Steigung. die Führungen sind Kugelrollführungen 12 mm von SKF, THK wäre auch gut. Die Endlager sind von NSK. Die CNC-Programmiersprache ist nach DIN. Ausser Platinen können auch alle anderen Fräs- und Bohrarbeiten gemacht werden. Als Hauptspindel verwende ich ein Handstück einer biegsamen Welle der Firma Suhner. Den Spindelmotor habe ich bei der Firma Faulhaber bestellt. Die Schrittmotoren und Treiberkarten von Isel. Die Steuerung hat mein Sohn entwickelt. Die CNC-Programme generiere ich mit dem Programm "PGC", das ich selbst erstellt habe, aus ACAD oder dem kostenlosen ICAD (es arbeitet wie ACAD). Damit kann ich auch Schriften und Logos fräsen. Informationen zu CNC sind auf meiner Homepage zu finden. http://www.lehrer.uni-karlsruhe.de/~za685 Ich hoffe meine in den lesten Jahren gemachten Erfahrungen sind eine kleine Entscheidungshilfe. Gruß Theodor Schönwald
Also ich arbeite hier mit dem ProtoMat 95s der ja im LPKF Sortiment als der schnellste und genauste gilt. Ich kann nur sagen, dass wir grosse Probleme haben mit grösseren Platten und die Genauigkeit zu Wünschen übrig lässt. Auch muss man die Fräser (sehr teuer bis 80.- pro Stück) meiner Meinung nach sehr oft auswechseln, so dass das ganze zu einem teuren Spass wird. Respekt wenn es Ihnen gelingen würde eine Fräsmaschine zu bauen. Ausserdem ist natürlich hier (BoardMatser) die Software viel umfangreicher.
Hallo zusammen, auch ich arbeite seit vielen Jahren mit der LPKF91 und kann nur jedem davon abraten der feine Strukturen und hohe Packungsdichten wünscht. Raster abstände wie sie von LPKF im Hochglanzprospekt dargestellt werden sind auf gar keinen Fall zu erreichen. Die vertikalen Ungenauigkeiten führen zu breiten und tiefen Kanälen, denn es muß ja eine Trennung an jedem Punkt der Fläche erreicht werden. Das führt(je nachdem an welchem Ort man auf der Fräsfläche arbeitet)zu PAD- Breiten, schon bei SOT23 welche nicht mehr zu löten sind. Unterschiedliche Dicken der Kupferauflage erzeugen die gleichen Probleme. Desweiteren sind haarfeine Kupferschnipsel, selbst bei Polygonverwendung von Versorgungslayern, häufig die Ursache von extrem schwer zu findenden Kurzschlüssen. Und zuletzt noch die Durchkontaktierungen bei 2 seitigen Platinen, da kann man sich die Haare raufen. Kurzschlüsse beim Löten sind da nicht selten. Alles in Allem eine Methode nur für ganz grobe Platinen mit geringer Packungsdichte. Selbstbau auf Hobbyniveau ausgeschlossen wenn man tatsächlich damit arbeiten will. Mechanische Schwingungsneigung der Anlage ist nicht zu unterschätzen. Als Projekt zum Lernen mit solcher Anwendung aber sehr anspruchsvoll und Spaß wirds auch machen (wenn man damit nicht arbeiten muß anschließend). MfG Manfred Glahe
Hallo zusammen, man kann doch sicherlich die x und y achse auch über zahnstangen antreiben, das ist wesendlich billiger als kugelrollspindeln, das wird in der industrie doch auch gemacht, nur die z-achse über eine spindel. oder nicht? welche motoren gibt es denn überhaupt auf dem markt? ich suche einen mit einer leistung von ca. 200-300w und einem passenden bohrfutter. der motor sollte ohne kohlebürsten auskommen und dauerbetrieb zulassenm. ein ansteuern über fu ist auch möglich mfg supermario
Hallo alle miteinander, eigentich beschäftige ich mich hauptberuflich mit CNC Bearbeitungszentren im Holzbereich. Über einen neuen kontakt kann ich jedoch komplette Maschinen anbieten. Hier als Einstieg: A5-System (Erläuterungen zum Lieferumfang) - CNC-Maschine Standard A5 - Fahrweg X x Y x Z ca. 110 x 280 x 50/108 mm - Univ.-Bearbeitungseinheit mit Sicherheitseinrichtung - 1 VHM-Fräser, 1 Excenterspanner, Hilfsmittel - CAD/CAM-Software inclusive ab 1500,00 oder Komplett Leasing ab 60,00/Monat Bei Intresse bitte ein Email an mich. MFG Rainer Brenkmann
hi jungens, (mädels hab ich leider keine gesehen) in target ist bereits genau so eine steuersoftware dabei. die gibt hpgl aus. man muss ja nicht die leiterbahnen selbst fräsen, sondern um die leiterbahnen herum! das ist mathematisch nicht ganz trivial. aber das ist da alles schon drin. target benutzt sogar nur 3 hpgl befehle, so dass die programmierung einer solchen maschine ein klacks ist (bresenham algorithmus für lineare bewegung etc.). die ganze konvertiererei mit gerber und co. fällt dann weg, weil target sein projekt direkt richtig ausgibt. ich glaube, die haben mittlerweile auch so ein modul, das nicht nur das isolationsfräsen macht, sondern auch das freistellen der restfläche. und doppelseitige platinen mit passbohrungen zum exakten wenden der platine. das ist für jeden interessant, der eine maschine baut. wer eine kauft, der benötigt dann keine extra software für's isolieren. das spart schnell eur 1000,-. guckt ma bei http://www.ibfriedrich.com. da gibt's auch ne freeware. voll windows, kein oller dos schei**, der bei manchen maschinen als zubehör geliefert wird. tschö cyberdog
moin moin, ich bin grad auf dieses thema gestossen, weil ich gerade ähnliches plane. es gibt ja schon gute ideen hier ... im moment beschäftige ich mich mit der ansteuerung von schrittmotoren, um einen controller zu bauen. wenn jemand gute adressen kennt, die sich mit dem selbstbau von solchen ansteuerungen beschäftigen, wäre mir sehr geholfen. bis dann erstmal ...
so, und nochmal ... also ich denke, ich werde mir die schrittmotorsteuerung von http://www-users.rwth-aachen.de/thorsten.ostermann/schritt/sm_karte.htm nachbauen und mir dann eine ähnliche konstruktion bauen, wie auf der seite zu sehen ist. wegen software weiß ich noch nicht so genau, aber das wird schon klappen ...
hallo, ich hätte auch interesse an dem projekt, die frage ist nur, bekomme ich/wir die teile alle so im baumarkt, oder wird das etwas aufwendiger die zu beschaffen??
Ok danke erst mals für das riesige interesse an meinem Vorschlag. Aber nach langem wühlen im Internet und katalogen, forumberichten, etc. bin ich zum schluss gekommen das sich der Bau einer solchen Maschine nicht lohnt. Jedenfals nicht für einfach hobby bastler (wie mich). Da bei angemessenen Kosten, keine zufriedenstellende Genauikeit zu erreichen ist. Fritz7 PS: Jedoch lasse ich mich gern eines besseren belehren, falls jemand vorschläge hätte.
Hallo Leute, ich baue zur Zeit eine CNC- Fräse (Fahrweg: 1079x794x143mm), also eigentlich bin ich schon fast fertig, es fehlen nur mehr ein paar Kleinigkeiten (Absaugung, Kühlmitteleinblasung,..). Die Ansteuerung der Schrittmotoren übernehmen bei mir die Platinen von Dirk Haupt: Schrittmotorsteuerung mit 4 x 2 Ampere und die Entkopplungs- Platine (siehe unter: http://www.selfmadecnc.de/ er bietet die geätzten und geborten Platinen zu einem fairen Preis an) man muß sich dazu nur noch ein Netzgerät bauen. Die Steuerung selbst übernimmt die Parallele Schnittstelle und das Step Four Fräsprogramm (www.step-four.at) welches leider sehr teuer ist (allerdings im Vergleich zur restlichen Maschine günstig). Noch ein paar Tips: Verwendet Kugelumlaufspindeln mit Gewindestangen oder Trapezspindeln werdet ihr wegen des längsspiels nicht glücklich werden (www.isel.de) ich verwende 16x5mm Spindeln die über Klauenkupplungen direkt mit dem Schrittmotor (ca. 10V 1,5A sehr stark) verbunden sind, was bei kleinen Fahrwegen auch funktionieren könnte ist den Schlitten direkt über einen Zahnriemen, wie bei einem Drucker, anzutreiben. Auch die Führung der Schlitten ist ein sehr heikles Thema ich verwende gehärtete und geschliffene Stahlwellen (20mm Durchmesser unterstützt) mit offenen Linearkugellagern, falls ihr nur einen kleinen Fahrweg und einen leichten Aufbau plant, könnte ich mir vorstellen, das es mit Wellen und Lagern aus Druckern funktionieren könnte. Weiters werdet ihr einen Gravurtiefenregler benötigen der den exakte Eindringtiefe sicherstellt, außer ihr schafft es die Platine perfekt plan aufzuspannen ohne das sie sich wölbt, müßte beim Europaformat eigentlich mit Doppelseitigen Klebeband funktionieren. Gravurfräser und Bohrer gibt es bei www.vhf.de nur Hartmetall verwenden. Unter dieser Adresse http://members.telering.at/hermine.kreuzer/fraese.zip findet ihr einige Bilder meiner Maschine (leider nicht mehr ganz aktuell). Noch ein kurzes Wort zu CyberDog ich verwende auch Target und kopiere die Daten dann ins Step Four Programm, funktioniert wirklich super. Viel Spaß beim Bauen, Fräsen und Tüfteln. Haltet mich auf dem Laufenden.
Hi Leute, hat hier jemand eine CNC Platinenfräse oder weis eine Adresse ich hab hier eine Platine 90mm x 55mm doppelseitig Was kostet sowas und wo sind die Einschränkungen Grüssle Peter
Autor: Manfred Glahe (mglahe@gwdg.de) [*.zool1.bio.uni-goettingen.de]
Datum: 28.01.2003 12:25
Hallo zusammen,
auch ich arbeite seit vielen Jahren mit der LPKF91 und
kann nur jedem davon
abraten der feine Strukturen und hohe Packungsdichten
wünscht. Raster abstände
wie sie von LPKF im Hochglanzprospekt dargestellt
werden sind auf gar keinen
Fall zu erreichen. Die vertikalen Ungenauigkeiten
führen zu breiten und tiefen
Kanälen, denn es muß ja eine Trennung an jedem Punkt
der Fläche erreicht werden.
Das führt(je nachdem an welchem Ort man auf der
Fräsfläche arbeitet)zu PAD-
Breiten, schon bei SOT23 welche nicht mehr zu löten
sind. Unterschiedliche
Dicken der Kupferauflage erzeugen die gleichen
Probleme. Desweiteren sind
haarfeine Kupferschnipsel, selbst bei
Polygonverwendung von Versorgungslayern,
häufig die Ursache von extrem schwer zu findenden
Kurzschlüssen. Und zuletzt
noch die Durchkontaktierungen bei 2 seitigen Platinen,
da kann man sich die
Haare raufen. Kurzschlüsse beim Löten sind da nicht
selten.
Alles in Allem eine Methode nur für ganz grobe
Platinen mit geringer
Packungsdichte. Selbstbau auf Hobbyniveau
ausgeschlossen wenn man tatsächlich
damit arbeiten will. Mechanische Schwingungsneigung
der Anlage ist nicht zu
unterschätzen. Als Projekt zum Lernen mit solcher
Anwendung aber sehr
anspruchsvoll und Spaß wirds auch machen (wenn man
damit nicht arbeiten muß
anschließend).
MfG Manfred Glahe
Hab nen Tip für euch bin grad mit nem privat NC Bohrwerk beschäftigt, ganz ähnliche Thematik: Rechner dahin wos dreck gibt find ich nicht gerade all zu toll, darum hab ich mich entschlossen ne mediakart mit dem NC programm zu beschreiben und sie dann in eine Stand Alone Anwendung zu geben die dann mittels C64 Tastatur editiert werden kann und in einem 15X4 LCD betrachtet werden kann ansteuern kann man Schrittmotoren mit folgenden IC´s :IMT 901 oderL297D
esrt muss ich mich für mein schlechtes Deutsch denn ich ein bichen ausländer binentschuldigen....ein kleines tipp für (ich wede ab jetz nicht mehr die gross -klein schreiben mehr beachten weil nach zu ange überlegen werde ich immer rausgessmissen aus internet)kkeine tipp für die die noch gerne Ätzen möchten ...... selbstentwickelte layouts einfach auf durchsichtiges folie 2X ausdrucken PERFEKT aufeinander legen, mit Bürotackerfestmachen ,auf Positiv beschichtete Leiterplatte legen mit 300 W Halogenstrahler ca 20 min von 40 cm besctrahlen und ätzen.Aber ich als elektroniker der SMd bereich seine hobby entwickelt hat möchte ich mehr von Fräsmachinen erfahren(Bauweise,details,software,Layouts,PC-Karten-selberbauen....ect. )Einfach ALLES.Wer babei hilfreich sein könnte ...Wäre ich Dankbar !!!!!MFG f.mark@t-online.de
Ich schreide schon 6. mal!!!!!!!!scheiss EXPORER Also....Schuldigung für mein schlechtes Deutsch ,und ich werde die gross -klein scheibung nicht beachten , weil ich keier geborener Deutscher bin und Explorer setzt mier ürgentwie ein zeit limit,wäre überlegungszeit zu lang......schuldigung..................... kleine tipp für Ätz freunde....einfach die gewünschte platine in irgentein programm auf durchsichtigem folie!!!2X ausdrucken, PERFEFT aufeinandrelegen, Zusammentakern,mit 300 W halogenstrahler ca 20 min von ca 40 cm bestrahlen entwickeln und ätzen. Aber ich bin sehr ineresiert für Fräse einrichtung,also wer mir mit dockumente von zusammenbau ,software,bauanleitung,u. ect helfen könnte, wäre ich sehr dankbar,-,,,,...eventuell unter f.mark@t-online.de Danke voraus
die idee mit dem micro controller ist nicht schlecht, aber wenn man wie ich viele rechner hat, davon schon einige so alt sind, dass ich froh sein kann das da überhaupt windows drauf läuft, werd ich die da hin stellen, ansonsten würd ich auch die microcontroller geschichte vorziehen... da ich in einem computergeschäft praktikum machen muss für meine schule, kann ich alte drucker ausschlachten, in denen schon die komplette ansteuerung drin ist, was ich aber nicht weiss ist, wie bekomm ich die technik dazu, die von mir eingegebenen maße zu fräsen. und vorallem, wo bekomm ich überhaupt brauchbare teile zum bau der cnc maschiene her... war jetzt bereits in 3 oder 4 baumärkten, und hab nirgends was gefunden, noch nicht mal profile.... weiss jetzt also auch nicht, mit was ich anfangen soll... aber eines steht fest... ätzen ist mir jetzt einfach zu viel aufwand (auf dauer...). da ich ja wie oben schon erwähnt nur praktikant, bzw schüler bin, hab ich nur begrenzte mittel (geld) zur verfügung... wäre echt froh über eine kostengünstige lösung... mfg denis
Du solltest mal den Beitrag ganz lesen. Dann würde dir klar werden, das es sich nicht lohnt eine Fräsmaschine zu bauen/anzuschaffen. Fritz7
Mein Vorschlag für etwas kostengünstiges: Eagle light von www.cadsoft.de Dort mit dem ULP miloutline Fräskonturen berechnen und in HPGL speichern Fräsersoftware von www.cncplayer.de herunterladen Datenblatt für UCN5804 von www.reichelt.de laden Schaltplan unter UCN5804 googeln oder von http://de.groups.yahoo.com/group/CNC_Elektronik Antriebsmotore aus alten Druckern ausbauen Gleitschienen aus alten Schränken von Sperrmüll für die x-y Führungen Baupläne für Fräsplotter aus den Links vorausgegangner Mails oder Google Bis hier kostenlos Dremel von Flohmarkt kaufen Platine mit Teilen für ca 30 Euro herstellen Und los geht’s Grüße Axel
ich danke dir!! ich hab eine führungsschiene, die motoren auch schon... aber mir fehlen die spindeln für die x und y achse... wo bekomm ich denn sowas her??? mfg denis
So einfach wirds sicher nicht werden... aber wenn ihr unbedingt euer Geld zum Fenster raus schmeissen wollt... bitte. Fritz7
Hallo Denis, sehr gute und einigermassen preiswerte Kugelumlaufspindeln bekommt man bei Isel (www.isel.de) ich verwende in meiner Anlage Spindeln mit 16mm Durchmesser und 5mm Steigung, wie das Ganze bei mir aussieht kannst du dir ein paar Beiträge weiter oben ansehen. mfg, Christian
Hallo Leute, ich hab mir auch gedanken gemacht um eine fräsmaschine für A3 größe. Ich hab für die Fräsmaschiene einen ungefähren wert von ca. 300 ausgerechnet. leider ist der Controller und Software nicht dabei. Ich hab anstatt eine Kugelspindel eine einfache Gewinnde Stange genommen (M12) vier Muttern wobei zwei (auf jeder seite) einstell bar sind so das er spielraum auf fast null kommt. die gewindestangen sind mit Zahnriemen miteinander verbunden und eingestellt. mit der untersetzung von Schrittmotor zur achse habe ich eine genauigkeit (Vorlauf) von 0,005 mm. leider hab ich nur recht schwache motoren dran (stärkere sind bestellt). ein dremel mach seine arbeit gut er hat fast 50000 U/Min und mit ein wenig kuhlmittel was ich an den fräser sprühe haöt er fast doppelt so lange als ohne. Ein absaugrohr für spähne und kuhlmittel mit der verbindung zu einem kleinen absauger erledigt den rest. wenn mir einer links zu controller schaltpläne hat bitte mailen. würde gerne die fräs maschiene als "drucker" ansteuern und mit target corel oder auch cad nutzen. viel erfolg und gebt nicht auf es lohnt sich!!! BlackFrog
dass es sich lohnt, hab ich schon gemerkt... ich ahb die controller carte, aber keine gewindestangen, keine profiele und nix... ich bin gerade am ausprobieren mit der karte... hat drei ausgänge, und ist bei conrad elektronik erhältlich... kosted rund 75 € mfg viel spass
Hallo Zusammen, habe meine Stepperkarte gerade zu http://de.groups.yahoo.com/group/CNC_Elektronik hochgeladen. Mich würde Eure Meinung dazu intressieren. Die Software CNCplayer zur Steuerung der Fräse sieht echt gut aus, hat alle möglichen Einstellmöglichkeiten und kostet nix. Grüße Axel
glaubst du wirklich, irgendwer meldet sich bei diesen datenhändlern an, nur um deine platine zu sehen ? wofür kann man denn hier wohl dateien anhängen ?
du glaubst aber nicht wirklich, dass sich irgendwer bei diesen datenhaendlern anmeldet nur um deine platine zu sehen, oder ? dafuer gibts hier ne prima funktion für dateianhaenge
Hallo dfgjhdfgh cfghdfgh, ich vermute mal, dass dies Dein Künstlername ist. wollte Andreas Forum nicht mit vielen Dateien füllen. Hier ist die Platine für die Ängstlichen. Grüße Axel
Hallo erstmal...! Ich suchen einen AutoCAD und HPGL Treiber für eine uralte (1988) isel interface-Karte eines Bohrplotters. Möchte dem Bohrplotter das Fräsen beibringen, am besten natürlich direkt aus AutoCAD oder einem HPGL-fähigen Layoutprogramm für Platinen. Für Tipps und Hinweise wäre ich sehr dankbar. Grüße Thomas
Hallo Thomas, auf meiner Seite: http://www.lehrer.uni-karlsruhe.de/~za685 findest du Infomationen. Gruß Theodor Schönwald
Denn im schaltplan "netzteil" von Thorsten Ostermann die gleichrichter im dauerbetrieb sehr heiss wird , eine frage zu Ihm :was wäre wen man diese Gleichrichter gegen eine andere wechselt und zwar B80/70 -25 ;200 v, 25 A....dürfte nicht mehr heiss werden?!?!? und gleich eine frage :kann ich Varistor S10K40 gegen S14K40 austauschen? Danke Voraus.
Gute erfahtung habe ich gemacht in Mechanik bereich mit eine Zeichnentafel sowas was Architechten benutzen für hand gemachten projekte. Die lineal führungen qwasi "X und Y achse" sind aus Alu profil mit Führung ,4 excentrisch einstellbare kugellagergefasste rollen.Mann kann diese einrichtund sehr leicht umbauen für ein solche X-Y Frässmachine Mechanismus. Sobald ich fertig Bin mit meine eigene entwicklung aus diese materialien ,stelle ich einige fotos auf meine WEb seite.Könnte behilflich sein ,dem die dinger sind ziemlich präzise.Übrigens, wen ich aufdrienglich erscheine....bitte mitteilen.,.möchte nicht unbedingt eure spass u. projekte versauen.Habe bloss gedach ,ein parr tips können gut angekommen sein,lediglich bin nur ein neugling auf Eure Seite.Danke für Eure verständniss.....Viel spass noch,Übrigens,.....bräuchte ein LINK für kostenlose Downoad für Eagle oder andere gute CNC programm(target habe schon) Nochmals Vielen Dank ... MFG Richard Mark
Hallo Richard, Neulinge haben oft sehr gute Ideen und dein Zeichenbrettvorschlag ist sehr gut. Danke! Gruß Theodor Schönwald
Meldet euch mal, wenn ihr was brauchbares erreicht habt. Würde mich mal interessieren! Fritz7
Hallo Zusammen, meine Eigenbau-CNC ist nun fertig und gestestet. Informationen dazu sind auf meiner Seite finden: http://www.lehrer.uni-karlsruhe.de/~za685 unter CNC -> Maschine bauen. Gruß Theodor Schönwald
Sehr hübsch, aber wo sind denn da nun die "Informationen" ?! Nach so einer Ankündigung hatte ich eine Baubeschreibung, Pläne oder wenigstens mehr als EIN Foto erwartet...
Hallo Marc, wer bittet dem wird auch gegeben. Hättest du die Seite richtig angeschaut, wäre dir folgender Satz aufgefallen: "Zeichnungen, Bilder und Bezugsadressen der gekauften Teile können von den Autoren angefordert werden." Gruß Theodor Schönwald
Dann schreib halt nicht immer wieder, "auf der Seite" gäbs Infos. Was ist an denen denn nur so geheimnisvoll, daß sie nicht direkt dort stehen ? Oder willst Du einfach nur gebeten werden ?
Hallo Zusammen Auf der Suche nach einer Ansteuerung für meine selbst entwickelte Platinenfräsmaschine bin ich auf euer höchst interessantes Forum gestoßen!!! Ohne dass ich wusste gibts noch mehr Personen die gerne eine eigene Platinenfräsmaschine hätten. Ich habe mir eine konstruiert + in Eigenfertigung hergestellt. Zugekauft wurden nur die beiden Schrittmotoren und die Rohmaterialien(meistens Schrott bzw. Abfallteile aus meiner Maschinenbaufirma). Mein Problem ist nicht die mechanische Herstellung der Platinenfr. sondern die Ansteuerung der Motoren. Es wäre schön wenn ihr mir weiterhelfen würdet. Ich habe mein Ansteuerungsproblem auf http://bernd._maier.bei.t-online beschrieben. Dort sieht man auch wie die Maschine aussieht. Wens interessiert: die hardwaremäßigen Kosten belaufen ich auf weit unter 50 Euro. Der Zeitaufwand für die Eigenfertigung ist jedoch nicht gering - die Herstellung der Einzelteile hat jedoch Spaß gemacht. Wenns mit der Ansteuerung funktioniert baue ich sicher noch einige solcher Maschinen vielleicht auch für euch wenn ihr interesse habt zum Selbstkostenpreis natürlich!!
Der Link funzt nid! Interessant! Was für Werkzeuge hast du gebraucht, welche Materialien? Fritz7
Hallo Marc, deine Kritik über meine Seite "Eigenbau-CNC" ist angekommen und hat mich überzeugt, die Seite in den nächsten Tagen aus meiner Homepage entfernen. Inzwischen habe ich 3 Maschinen zu bauen und benutze meine Zeit dafür. Gruß Theodor Schönwald
Hallo CNC Group Ich habe kurz alles mehr oder weniger durgelesen. Aber keine hinweis gefunden, dass man beim Alteisenhaendler viele nützliche Komponenten findet. Kugelumlaufspindel, Kreuztische, Lager und vieles mehr. Im weiteren noch meine bescheidene Meinung zum Selbstbau. Wenn man schon den ganzen Aufwand mitmacht, dann bitte alles etwas staerker uns stabieler. Die Maschine sollte mimdestens noch etwas mehr als Platinen fraesen können. Nur zum Fraesen der Platinen ist das darueber Nachdenken schon zuviel. Viel Erfolg wünscht allen Bauern Rolf
Hallo Rolf, zum "nur Platinenfräsen" haben Schüler von mir, mit einem alten Flachbettplotter eine Fräsmaschine gebaut. Der Plotter war für "ume", die weiteren Kosten waren ca. 300.-- Euro. Wir haben eine weitere Maschine gebaut, mit der man auch allgem. Fräsarbeiten machen kann. Hier die Daten: Verfahrwege der Achsen X 185 mm, Y 127 mm und Z 72 mm. Positioniergenauigkeit 0,01 mm. Vorschubgeschwindigkeit bis 720 mm pro Minute. Werkzeugbelastung bis 350 N. NC-Kode nach DIN 66025. Steuerungssoftware "CNCDRV". Steuerung, eine von uns modifizierte Steuerung der Firma ISEL. Schrittmotorantrieb über vorgespannte Kugelrollspindeln. Kugelrollführungen an allen Achsen. Werkstoff der Schlitten und Maschinenkörper Grauguss. Abmessungen der Maschine 400 x 400 x 400 mm.</li> Gewicht 30 kg. Die Maschine kostet viel Geld und ist für "nur Platinenfräsen" zu teuer. Gruß Theodor Schönwald
Hallo Fritz Habe für meine Maschine Aluminium bzw. Edelstahl 1.4301 verwendet. Die Teile habe ich mit meiner eigenen Weiler-Drehmaschine + Stanko-Säulenbohrmaschine gefertigt. Die Frästeile habe ich ebenfalls auf der Drehmaschine bearbeitet - Fräser wurde in Backenfutter gespannt - Werkstück auf Oberschlitten. Die Genauigkeit der Frästeile betrug +-0,1mm. Bei nächster Gelegenheit werde ich mir jedoch eine Fräsmaschine zulegen. Mein Problem ist nicht die Hardwaremäßige Erstellung einer Platinenfräsmaschine sondern die Ansteuerung über eine geeignete Software. Es gibt ziemlich viele unterschiedliche Softwarevarianten. Kann mir jemand Tipps geben welche gut geeignet ist? Infos zu meiner Maschine unter http://bernd._maier.bei.t-online.de/ Gruß Bernd Maier
Noch was: Der Rundtisch ist bei 2-achsigem Verfahren eigentlich nicht nötig. Ursprünglich wollte ich nur 1-achsig (entweder in X-Achse oder in Y-Achse) verfahren(Variante nur zum fräsen der Platinenaußenkontur).
Hallo, da jeder auf sein eigens Konzept schwört, möchte ich dir einfach mal meinen Weg darstellen. 1. Schritt - zeichen der Kontur mit ACAD , - den CNC-Kode nach DIN in ACAD genieren. 2. Übertragung der CNC-Datei vom Arbeits-PC zum Steuer-PC mit einem Link-Kabel oder mit einer Diskette kopieren. 3. Die Software "CNCDRV" bedient die Steuerung der Maschine 4. Als Steuerung verwende ich ein Interface von ISEL, bei dem eine eigene Steuerkarte verwendet wird, damit DIN-Kode verwendet werden kann. Somit ist Software und Steuerung unabhängig voneinander und austauschbar. Gruß Theodor Schönwald
Hallo Theodor Besten Dank für den feedback. Ich befasse mich auch für den CNC-Bau. Möchte aber nicht gerne probieren, sondern soweit möglich einfach mal mit der Hardware anfangen. Kann man eine Maschine irgendwo sehen? Und wenn ja, sind allenfalls Zeichnungen erhältlich? Besten Dank für die Bemuehungen. Viele Grüsse rolf
Hallo Rolf, selbsverständlich kannst du die Maschine anschauen und auch selbst bedienen. Ein Termin können wir vereinbaren. Auf meine Homepage: http://www.lehrer.uni-karlsruhe.de/~za685/ unter Impressum, findest du meine Adresse. Waghäusel liegt 5 km von der A5, Abfahrt Kronau, das iat zwischen Heidelberg und Karsruhe. Eine weitere Maschine mit Schwalbenschwanzführungen ist vor der Fertigstellung, dadurch spart man die teueren Kugelrollführungen. Die Maschinen können auch an der Berufsschule in Bruchsal besichtigt werden. Die Adresse mit Anfahrweg der Schule: http://www.bns1.ka.bw.schule.de/frameset.htm Gruß Theodor Schönwald
Hallo Theodor Danke für deine Antwort! Ich habe noch ein paar Fragen dazu. >1. Schritt > - zeichen der Kontur mit ACAD , > - den CNC-Kode nach DIN in ACAD genieren. KANN ICH AUCH EIN ANDERES PROGRAMM ZUM KONTURZEICHNEN VERWENDEN (z.B. MegaCad, SolidWorks, CorrelDraw) ODER LÄUFT "CNCDRV" NUR MIT ACAD-DATEN? >2. Übertragung der CNC-Datei vom Arbeits-PC zum Steuer-PC > mit einem Link-Kabel oder mit einer Diskette kopieren. MUSS DER ARBEITS+ STEUER-PC GETRENNT SEIN. TUTS NICHT 1 PC AUF DEM NATÜRLICH MEIN ZEICHENPROGRAMM INSTALLIERT SEIN MUSS? >3. Die Software "CNCDRV" bedient die Steuerung der Maschine WO KANN ICH DIE SOFTWARE KAUFEN evtl. ERSTMAL DEMOVERSION ZUM TESTEN? >4. Als Steuerung verwende ich ein Interface von ISEL, > bei dem eine eigene Steuerkarte verwendet wird, damit > DIN-Kode verwendet werden kann. WELCHE STEUERUNGSVARIANTEN AKZEPTIERT DIE SOFTWARE? BIN ICH HIER UNABHÄNGIG. Grüße von Bernd Wenns interessiert kann von mir die Baugruppenzeichnung meiner kleinen Platinenfräsmaschine erhalten. Nähere Infos zur Platinenfräsmaschine unter http://bernd._maier.bei.t-online.de/
Hallo Bernd, zu deinen Fragen: 1. Die Generierung von von CNC-Kode geht von ACAD, ACAD-LT und ICAD. ICAD ist kostenlos. Du kannst also deine Konturen mit jedem CAD-Programm zeichen, das in DXF oder DWG speichen kann und dann z.B. ICAD oder ACAD nur verwenden, um den CNC-Kode zu generieren. 2. Der Arbeits- und Steuerrechner müssen nicht getrennt sein. Nach meinen Erfahrungen ist jedoch eine Trennung zu empfehlen. 3. "CNCDRV" kannst du von mir beziehen, es kostet 70.-- Euro + MwSt. Es ist nun seit über 5 Jahren bei mehreren Maschinen im Einsatz. 4. Die meisten CNC-Maschinen arbeiten mit dem CNC-Kode nach DIN 66025. Es gibt also viel Software mit der man diesen Kode erzeugen kann. Man ist also nicht von einem Programm abhängig um den den Kode zu erstellen. Unter meiner Homepage sind noch weiter Infos zu CNC und "PGC" http://www.lehrer.uni-karlsruhe.de/~za685 Gruß Theodor Schönwald
Hallo, noch eine Anmerkung zum Thema Fräsmaschine. Für meine erste CNC-Maschine habe ich eine kleine Fräsmaschine mit Handkurbeln verwendet, die ich dann umgebaut habe. Der Preis der manuellen Maschine war damals 3300.-- DM. Inzwischen bekommt man eine Maschine mit den gleichen Verfahrwegen und Leistungen im Baumarkt für 729.-- Euro. Damit diese Maschine einen hohe Positioniergenauigkeit hat, kann man Kugelrollspindeln einbauen. Isel hat sehr preisgünstige Kugelrollspindel. Dann kommt nur noch die Steuerung dazu. Gruß Theodor Schönwald
Salü Theodor Anscheinend war ich zu blöde um die Maschinen-Ansicht zu finden. Jetzt habe ich sie gefunden,und muss sagen, es ist die Maschine die mir am besten gefällt. Dies, weil man auf Ihr auch Werkstücke die grösser sind als die Verfahrwege (X-Y) herstellen kann. Gratuliere. gruss rolf
Hallo Leute, bin nun endlich mit dem lesen aller Beiträge fertig! Ich möchte nun mal zusammenfassend ein paar Gedanken los werden: Ich helfe zur Zeit einem Kolegen in der Firma ein hier beschriebenes Projekt auf die Beine zu stellen. Wie jeder, der sich die dargelegten Beiträge mal anschaut, selber sieht teilen sich die Interessenten in 2(3) Gruppen auf: 1. Leute die die Möglichkeit der Fertigung der mechanischen Komponenten haben und 2. Die Elektroniker (3. Leute die einfach nicht den Umfang eines solchen Projekts abschätzen können) Nach meiner Meinung bekommt Ihr son Ding nur zum laufen wenn sich ein Elektroniker mit nem Techniker zusammenschließt und das Ding gemeinsam baut sonst wird das nix. Es gibt ja nun Beiträge ohne Ende zum Thema Eigenbaufräse im Netz -auch ganz gute in diesem Forum. Ich vermisse eigentlich nur eine saubere Lösung (keine Schwafelei) zum dem Problem das hier genau richtig ist EINE MIKROKONTROLLERSTEUERUNG mit serieller Schnittstelle die den DIN-Code in Schrittmotorbefehle umsetzt. Übrigens kann man aus ein paar alten Computermäusen auch ein prima Weg- bzw Stellungsmessystem bauen zur Aufrüstung zu einer "echten" CNC-Maschine. Also Ihr jungen und dynamischen Programmierer löst doch endlich mal dieses Problem! PS: schlagt Euch die direkte Ansteuerung der Motoren unter WINDOWS aus dem Kopf! -Ich weis was ich sage,ich steuere selbst große Anlagen(>250kW) unter Windos an. Echtzeit ist hier nicht drin! Jedenfalls nicht mit einfachen Mitteln!
Hallo Carsten, wenn du eine professionelle Lösungs suchst: keine freeware www.trimeta.de (kommt schon nah an Echtzeit unter win) www.isg-stuttgart.de (vxworks absolut Professionell) www.lewetz.de oder freeware für linux: http://people.freenet.de/LinuxCNC/ Achtung EMC ist eine volle NC Einarbeitungszeit! Gruß Rainer
Hallo Carsten, mein Sohn ist Feingeräteelektroniker mit Studium Nachrichtentechnik, ich Metaller. Ohne ihn hätte ich keine Steuerung und kein Programm, das CNC-Kode nach DIN verarbeiten kann. Als wir von 10 Jahren die erste Steuerung mit MIKROKONTROLLERSTEUERUNG gebaut haben, war DOS noch ein Thema und die Softeware (PASCAL) für die Steuerung wurde inzwischen nur geringfügig modifiziert. Sie läuft also immer noch fehlerfrei. Aber meisten werde ich gefragt: "Geht das auch unter Windows?", wenn dann ein NEIN kommt, fällt meisten ein Rolladen. Auch meine Erklärung, dass es sich um eine Maschinenablaufsteuerung handelt, mit der man nicht nebenbei Mohrhühner abschießen kann, hilft da nicht weiter. Wir haben uns schon überlegt, ob wir ein eigenes Tastenfeld bauen, damit nicht jeder der eine Tastatur sieht ans spielen denkt. Eine Tastatur ist jedoch billiger. Zum Aufruf: ...Also Ihr jungen und dynamischen Programmierer löst doch endlich mal dieses Problem!... Die Lösung haben wir schon 10 Jahre. Gruß Theodor Schönwald
Endlich mal ein Forum das LEBT! Danke für Eure Komentare! Der Tag war gestern schon etwas lang, desshalb kam mein Anliegen etwas schlecht rüber. 1. Ja ich weiß, die Ansteuerung unter DOS ist "relativ gut" zu machen, aber Windows bietet einfach mehr. 2. Ansteuerung in Echtzeit ist auch unter Windows möglich (siehe Software wie LabView), nur das ist eben Profisoft die sich unter der Windows-shell einnistet. Für den Hobbyprogrammierer gibts dann noch ActiveX aber ich glaub selbst das gibt es nicht her. Die Lösung wäre also eine Windowssoftware in welche das DIN G-Codeprogramm geladen wird. Hier erfolgt die Berechnung der zu verfahrenden Kurven und Aufteilung in einzelne Vektoren. Welche via RS232 zum Mikroprozessor gesendet werden. Dieser cacht dann einige zwischen und arbeitet sie ohne Stottern ab. In der Zwischenzeit können die nächsten Vektoren nachgeladen werden. Sollte Windows denken was anderes machen zu müssen, so hat der Mikroprozessor ja immer noch einen Vorrat an Arbeit im Speicher. Die Ansteuerung der RS232 in Windows ist rel. einfach zu programmieren ganz im Gegenstatz zur LPT. Wäre schön mal Eure Meinung zu der Vatiante zu hören. Gruß Carsten
Hallo Carsten, Noch ein par Nachinformationen: - unsere Steuerung arbeitet mit der LPT, - sie kann ein CNC-Programm mit 99 000 Progammsätze (Zeilen) verarbeiten, da gibt es nichts nachzuladen. - Die Bedienung ist so, dass keine Tipparbeit erforderlich ist, außer man will einen Wert eingeben, den muss ich auch unter Windows eingeben. - Meine Schüler, die ja nur noch Windows kennen, arbeiten nach einer kurzen (10 Min) Anweisung, als ob sie schon immer damit gearbeitet hätten. ...aber Windows bietet einfach mehr... Was geht mit Windows schneller und besser? Eine Kurzinfo ist (wieder) auf meiner Homepage zu finden. http://www.lehrer.uni-karlsruhe.de/~za685 Gruß Theodor Schönwald
@alle: Ich hab' mich grade durch (fast) alle Beiträge gekämpft und hätte eine Idee zur Erhöhung Stabilität evtl. sogar mit geringerem Aufwand: X-Z-Achse: Platine bewegen Y-Achse: Fräskopf bewegen damit sind X und Y-Achse entkoppelt und Scherkräfte werden leichter beherrschbar. Ich weiß, dass alle professionellen Fräsmaschinen anders aufgebaut sind, aber was allgemein verwendet wird muss ja nicht immer das Beste sein. würde gerne die eine oder andere Meinung dazu lesen Gruß, Stroems P.S: Ich habe aus Zeit- und Ausrüstungsgründen nicht vor, selbst eine Fräse zu bauen
Hallo Herr Stroems, Ihr Vorschlag ist gut jedoch nicht neu, 1956 arbeitete ich als Lehrling an einer konventionellen Fräsmaschine, die nach diesem Konzept gebaut war. So arbeiten heute noch die meisten Universalfräsmaschinen. Mit diesem Maschinentyp erlangte die Fa. Deckel in München Weltruhm. Heute bauen die Fa. MAHO (sie hat Deckel integriert), Fa. Hermle ua. immer noch nach diesem Prinzip. Gruß Theodor Schönwald
Ich halte nichts von dieser Idee... Es ist auch so schon schwer genug die platine eben und stabil aufzuspannen, und dann soll sie auch noch bewegt werden? Was haltet ihr davon die Platine auf einem Drehbaren Teller zu fixieren dann bräuchte man noch x,z Achse... Dann sollte man noch den Autorouter so modifizieren dass er die leiterbahnen in kreisbögen anordnet = schnellere bearbeitung, cooles design. Fritz7
Hallo Fritz sowas hab ich schon mal irgendwo im Netz gesehen -finde leider die Seite nicht mehr. Das Ding dab es sogar als Bausatz. mfG Carsten
Hallo alle zusammen, habe auch mal so in Euren Beiträgen herumgeschnüffelt. Also ich bin Feinmechaniker und unsere Firma arbeitet mit Hochgeschwindigkeitspräzisions- Universalbearbeitungszentren. Also Genauigkeiten im 1000stel mm Bereich! Die Verfahrfahrgeschwindigkeiten im Eilgang liegen bei 100 m ! Das ist etwa 100 mal schneller als bei einer kleinen Baumarktfräse. Ein Freund und ich haben nun ein Projekt am Start. Wir bauen in kleiner Stückzahl aus hochfestem Aluminium, daß sonst im Flugzeugbau verwendet wird, einen kleinen CNC- Bausatz (X= 300mm / Y= 200mm / Z= 100mm). Diesem Bausatz werden beiliegen: Bundkugellager, sowie Gleitlagerbuchsen von IGUS. Außerdem sämtliche benötigten Frästeile für den Bau einer einfachen gleitgelagerten Mechanik. Um alles andere müssen sich die Erbauer selbst kümmern. (Elektronik, Schrittmotoren (Standartbohrbild), Kleinteile, Kupplungen, geschliffene Stahlwellen) Vorgesehen ist der Betrieb mit einer handelsüblichen Baumarktfräse mit Eurohalsaufnahme. Außerdem liegt eine Stückliste mit Vorschlägen und Liefernachweisen bei. Aber die Schwierigkeiten der spanenden Bearbeitung wären bis auf ein paar Dreharbeiten ausgemerzt. Alle Teile sind garantiert hochpräzise! (Siehe mein Brustgetrommel von vorhin ;-)) Über den Preis sind wir noch nicht ganz klar. Aber so um und bei EUR 400,-- werdens schon sein. Alleine die beigelegten Lager kosten gut 60,--. Sollte jemand interesse an so etwas haben kann er mir gerne eine Mail schicken. Ich könnte noch eine Menge zu euren Beiträgen sagen, möchte aber dazu nicht auch noch meinen Senf hinzugeben. Gruß Oliver
Hallo Leute, ich finde das echt toll was ihr vor habt und ich möchte auf gar keinen Fall euer Projekt schlecht machen oder es euch aussreden!!! Ich habe nicht den ganzen Schriftverkehr gelesen (bin neu hier) und weiss nicht ob schonmal ne ähnliche Antwort dabei war also nicht böse sein, wenn ich kalten Kaffe erzähle! Ich habe eine professionelle Fräsmaschine und mir auch das Zubehör für das Isolationsfräsen gekauft. Allerdings ist das nicht so sehr einfach wie man das denkt und wie auch ich das vermutet habe. Zunächst einmal ist das Leiterplattenmaterial nicht 100% eben, was bedeutet man benötigt einen Höhenausgleich (einen mechanischen habe ich). Wenige 10tel können das Ergebnis ruinieren. Dann sind feine Stichel erforderlich, ist nicht so das Problem aber je feiner desto geringer können die Isolationsabstände ausfallen (nur mit Höhenausgleich!!!). Aber die Stichel sind meisten aus Hartmetall und halten nicht sehr lange, weil die ja nicht nur Kupfer weg fräsen, sondern auch das GFK der Leiterplatte. Und die Glasfaser ruiniert den Stichel schneller als man möchte. Es gibt auch Diamant Stichel aber die Kosten ca. 50...100 EURO! Dann ist Kupfer auch nicht gut zu fräsen, weil es weich ist und es bildet sich immer ein Grad, der sehr fein ist und zu Brücken führen kann. Letztendlich habe ich das Isolationsfräsen aufgegeben, weil zu kompliziert, zu zeitintensiv und zu unsicher. Wie gesagt ich will keine schlechte Stimmung verbreiten aber ich habe nicht das "Problem" erst eine Maschine bauen zu müssen und möchte nur meine Erfahrungen mit dem Iso.-Fräsen kund tun. Kann ja gut sein, dass ihr euch so viel Arbeit macht und dann ist das Ergebniss nicht befridigent. Seht das also bitte nur als Anregung! Viel Erfolg bei euerm Projekt und viele Grüße Stefan
Hallo Stefan, wenn du ja eine Maschine zur Verfügung hast, versuch mal i´die Isolationsfräser von VHF http://www.carbide-tools.com/cgi-bin/connect?server=carbideTools&cid=06223612616&objName=categories&targetName=categories&targetId=6 mit diesen Fräsern habe ich sehr gute Erfahrungen gemacht. Viele Grüße, Christian
Hi Christian, vielen Dank für den Tip. Kennst Du auch Lieferanten für richtig gute Fräser mit denen man sauber weiche Kunstoffe wie ABS oder Polystyrol fräsen kann. Auf der Seite habe ich soetwas nicht gefunden. Viele Grüße Stefan
Nochmal zur CNC-Software: Ab sofort gibt es von EMC auch eine auf Knoppix basierende Live CD. Das System booted von CD, enthält einen Linux-Echtzeitkern und die CNC-Software und benötigt keinen Festplattenplatz. Bestehende Windows oder Linux Installationen werden also nicht überschrieben oder verändert ! EMC ist Freeware (Public Domain oder GPL-Software) und kostet nichts. http://people.freenet.de/LinuxCNC/
Hallo Stefan, ich hab leider auch noch zu wendig Erfahrung beim Fräsen, VHF hat aber meines wissens auch Fräser mit polierter Spannut die speziell für (weiche) Kunststoffe sind. Leider habe ích noch keine derartigen Fräser, werde mir allerdings in nächster Zeit wieder welche bestellen müssen. Viele Grüße, Christian
Hi, sehr interessantes Forum, nur leider kommt mann immer wieder vom eigentlichen Thema ab. Ich komme beruflich aus dem Metallbereich, mein Hobby ist Elektronik, das was man braucht um eine CNC-Fräse zu bauen. Das eine entsprechende Maschine Geld kostet "MUSS" klar. Wenn ich den Grund für diesen Thread richtig verstanden habe, geht es hier um den bau einer Anlage um Platinen im Isolationsfräsverfahren herzustellen, für den HEIMANWENDER, also keine Serienfertigung oder Frontplatten, oder massive Aluteile, oder Plexiglas oder sonst was. Ein Arbeitsbereich von 180x120mm sollte dann doch reichen, oder??. Also ich habe schon ähnliche Anlagen gebaut, etwas Stabiler mit mehr Leitung, das wird doch aber gar nicht benötigt, was mann braucht ist doch eine hohe Drehzahl und eine genau Positionierung des Tisches. Wenn ich den Aufbau der angeblichen billigen ALU-Profil Anlagen sehe muss ich lachen, das sch...ß Profil ist doch sau teuer. Von den Verbindungselementen ganz zu schweigen. Hat sich jemand die Mühe gemacht und mal eine Anlage mit Fräs- und Drehteilen zu Konstruieren und die Teile mal bei Zerspannern angefragt?, Ihr würdet euch wundern, ich sehe jeden tag was so Teile von Zulieferren kosten. Das ist eine echte Alternative. Ich bin sicher das einige von euch das mit dem bauen einer solchen Anlage ernst meinen, wenn Ihr euch einig währt, bin ich sicher mann könnte eine kleine Serie, so 10 Stück zu einen guten Preis herstellen lassen. Mit allen Ideen und Anregungen der Beteiligten, das sollte doch was werden, hier sind doch Leute mit sehr guten Kenntnissen der Zerspannung, Elektronik oder auch Software, wieso kommen die nicht zusammen und machen so ein Ding, ich verstehs einfach nicht!!. Wenn mann es aufteilen könnte, also jeder macht ein Teil, halt 10 mal und zum Schluss bekommt jeder von jedem ein Teil, fertig. Dann würde sich jeder in seinem Kenntnis- und Möglichkeitsbereich aufhalten, also auch keine Probleme. Dann hätte man eine Maschine die genau das macht was sie soll, "PLATINEN FRÄSEN" Gruss Frank
Hallo Frank, dein Vorschlag ist sehr gut. Veröffentliche doch einfach mal deinen eigenen Vorschlag z.B. von der Mechanik, das ist mein Beruf. Dann kann ich über die Fertigung Lösungsvorschläge machen. Im vergangenen Jahr hätte ich so eine Sache als Projektarbeit im praktischen Metall-Unterricht einbinden können. Ab dem kommenden Schuljahr finde ich eventl. einen Kollegen der das machen würde. Für die Elektronik kann ich mir einen ähnlichen Weg vorstellen. Gruß Theodor Schönwald
Hallo Theodor,
einen konkreten Vorschlag könnte mann nur machen, wenn die
Randparameter fest stehen. Die Konstruktion einer solchen Anlage sollte
in der Gruppe doch zu einem brauchbaren Ergebnis führen, also ich hätte
die Möglichkeit alles Teile in ein 3D-CAD-System zu bringen, und
entsprechende Fertigungszeichnungen zu machen. Das ein oder andere Fräs-
oder Drehteil ist für mich kein Problem.
Wenn das was werden soll, brauchen wir aber noch Leute mit
ähnlichen Interessen.
Also vielleicht für den Anfang, mein Vorschlag:
Verfahrwege: X200 Y150 Z50
Wiederholgenauigkeit: besser 0,02
Kugelumlaufspindel /Steigung 2,5 oder 5
Linearlager
Antriebsleistung:
Achsmotoren X-Achse 1A/12V (bei schnellen Verfahrwegen 2A)
Y-Achse 1A/12V (bei schnellen Verfahrwegen 2A)
Z-Achse je nachdem was dran hängt max 2A/12V
Frässpindel, schön wäre ein Motor der via Software so von
5000-25.000 1/min einstellbar ist.
Optionen: Kühlung / Absaugung
Werkzeugwechsler (wollte ich schon immer mal bauen)
Vakuumspannplatte
Integrierte Beleuchtung
Also das nur mal als Diskussionsgrundlage, kann mir auch eine
Achsbewegung über Zahnriemen vorstellen, müsste man mal testen. Würde
man doch einiges an Geld sparen, wenn man die Kugelumlaufspindel nicht
braucht, da hier ja "keine" Kräfte auf die Konstruktion wirken.
Ich bin mal gespannt, was draus wird.
Gruss Frank
Hallo Frank, schau mal auf meiner Homepage -> CNC -> CNC-Maschine http://www.lehrer.uni-karlsruhe.de/~za685 nach, dort findest du eine Maschine mit den von dir vorgeschlagenen Verfahrwegen, und Genauigkeiten. Ich habe sogar eine Vakuumspannplatte (sie ist nicht auf der Homepage abgebildet). Die Vakuumspannplatte wird mit Druckluft (Venturodüse) betrieben, läuft nur kurz und ist dann geräuschlos. Für Alle die Druckluft haben, ist das die Empfehlung. Wer keine Druckluft hat, kann den Kompressor eines alten Kühlschrankes ausbauen, er reicht für die erforderliche Luftmenge. Als Hauptspindelmotor verwende ich einen Faulhabermotor mit 120 Watt Leistung, die Drehfrequenz ist steuerbar. Für die Hauptspindel verwende ich das Handstück einer biegsamen Welle von Suhner. Als Schmierung verwende ich ein selbst gebautes Minimalschmiersystem. Die Maschine ist kompakt Aussenmaße 400 x 400 x 400 mm, sie entspricht also voll und ganz meinem Erwartungen und ist für alle CNC-Arbeiten auch 3d geeignet. Was hat meine Maschine (noch) nicht: - Werkzeugwechsler - Absaugung (Die baue ich in der nächsten Tagen). Dazu verwende ich einen kleinen Staubsauger, dessen Drehfrequenz ich mit einem Dimmer trosseln werde, damit er nicht so laut ist und länger lebt. Nun kommt das "Aber" So eine eierlegende Wollmilchsau ist halt nicht billig! Wo könnte man abhungern ohne Abstriche zu machen? - Die Führungen selbst fertigen. Wir haben 2 Maschinen gebaut. Bei der zweiten Maschine haben wir Schwalbenschwanzführungen gefräst und geschabt. Dann kosten die Führungen nichts man braucht nur Zeit und Können. Fazit, wenn ich eine weiter Maschine für mich baue, spare ich mir das Geld für die teuren Kugelrollführungen. Dann gibt es noch die Frage brauche ich das, um nur Platinen zu fräsen? Die schnelle und kurzsichtige Antwort ist "Nein". Warum kurzsichtig? Eine "billige" Maschine verursacht ja auch schon Kosten und die kann ich dann nicht oder nur schlecht für andere CNC-Arbeiten verwenden. Wenn man dann später ..., geht es einem wie beim Kauf eines billigen Schraubendrehers, dass man am Ende doch einen guten kauft und man dann das Geld 1 und 1/2 fach ausgegeben hat. Wie aber könnte eine "ganz billige" Maschine aussehen, bei der ich später nichts bereue? Ich freue mich auf die folgenden Antworten mit Vorschlägen. Theodor Schönwald
Hallo Theodor, ich hatte deine Maschine schon im Vorfeld gesehen, bei dem Teil handelt es sich aber nicht mehr um eine Hobbymaschine. Um eine solche Konstruktion zu bauen braucht man schon einiges an "know How". Für einen einzelnen, nur ganz schwer zu realisieren. Was mich aber wieder zu meine Idee bring, eine Gruppe von Leuten, in der jeder sein Betrag leistet. Aber ich glaube das wir nicht weiter kommen, den Faktor Kosten kann man nicht weg diskutieren. Die Motoren, Spindeln, Lager und Führungen braucht man halt immer um was vernünftiges zu bauen, ohne das würde mann sich bestimmt hinterher ärgern. Es war nur eine Idee von mir, die vielen Interessierten hier im Forum zusammen zu bringen. Es geht nicht darum das Rad neu zu erfinden, sonden eine Variante zu erstellen die für alle beteiligen im Rahmen des machbaren liegt, oder würdest du deine Maschine sagen wir für 1000.-€ oder 1500.-€ verkaufen, ich denke nicht. Aber vielleicht ist meine Idee auch gar nicht so gut oder so einfach, sonst hätte mann es doch bestimmt schon gemacht. Gruss Frank
Hallo Frank, wie du auch festgestellt hast, dreht man sich bei dem Thema CNC-Maschine im Kreis. Da fällt mir das Lied ein "... barfuß oder Lackschuh ..." Da man aber auch "barfuß" gehen kann, stelle mochmals einige Fragen für eine kostengünstige Lösung: - Hauptspindel? Wer kennt einen kleinen bürstenlosen Motor, aus einer Serienfertigung, der ca. 100 Watt Leistung hat und bei dem die Möglichkeit besteht, einen Stichel mit 3 mm Durchmesser einzuspannen? Oder eine Kombination aus Motor und Spindel. - Kreuztisch, mit Verfahrweg 130 x 180 mm. Es kann auch ein Teil aus einer Produktion sein. - Z-Achse, dafür könnte man auch selbst etwas bauen. - Schrittmotoren? da zum fräsen von Platinen keine großen Kräfte anfallen, gibt dafür kostengünstige Motoren. - Tischbewegung? Da wäre eine Zahnriemen- oder Seillösung am günstigsten. - Steuerung? Dazu fällt mir der Name "Thosten Ostermann" ein. Es müssten doch in einem Forum Leute zu finden sein, die für die benötigten Kompontenten eine Lösung habe. Es arbeiten doch nicht alle Leser bei einer Firma. Als ich vor 2 Jahren THK-Führungen benötigte, gab es Lieferprobleme, weil die Industrie gerade so viele Führungen benötigte. Da sollte doch die eine oder andere Komponente (Teillösung) zu finden sein, die man für eine kleine Fräsmaschine verwenden kann. So wie ich dich verstanden habe, war dein Ansatz mit dem Thema Zusammenarbeit der gleiche. Obwohl ich für mich keine weitere CNC-Maschine benötige, wäre ich bereit mein Wissen hier einzubringen. Viele Grüße Theodor Schönwald
Hallo, da ich ja auch eine CNC-Fräse gebaut habe oder teilweise noch baue (siehe weiter oben). Kann ich euch vieleicht ein paar gute Adresen geben: Steuerung: http://www.selfmadecnc.de/ (ich verwende die Ansteuerplatine und die Endstufe für 4 Motoren 2A die IC´s bekommt man bei http://www.nanotec.de/) Mechanikteile: http://www.isel.de Viel Erfolg beim bauen, Christian
Hallo, ich glaube ihr habt mich missverstanden, ich brauche keine Maschine, ich habe von den Dingern. Ich wollte meine Hilfe anbieten für die die keine haben. Für die vielleicht eine Komponente (Mechanik, Software, Elektronik....) kein Problem sind, aber die anderen. Hier war mein Gedankenansatz, diese Leute zusammen zu bringen. Gruss Frank
hallo mal wieder, meine meinung ist das frank da ne gute idee hat, aber man muss bedenken, dass viele von wo anders kommen als andere(das problem dass ich kein auto hab). ich hab mir vor kurzem bei conrad die SMC800 gekauft... versteh nich warum der schritt motor nur zuckt, anstatt mal zu drehen... danach war ich in 4 baumärkten und hab mich nach profielen erkundigt,... die meiste antwort war "bidde was fürn ding"... und so als armer schüler hat man auch nich so das geld um alles zu kaufen.... ich werd dann mal den einen oder anderen grundstein legen, denn ich kann u.u. bei der elektronik helfen....
Hallo Denis, wenn du günstige Führungen für eine kleine Maschine suchst, nimm LLinearführungen aus einem Drucker (forzugsweise ein Nadeldrucker, die sind meist stabiler). Zur SMC800 ich hab irgendwo einmal gelesen, das diese nur mit dem Programm von Conrad richtig funktioniert, da die Ansteuerung irgendwie anders funktioniert. Günstige Ansteuerungen, siehe meinen letzten Beitrag. Viele Grüße, Christian
Die Idee mit dem Drucker schalchten kam mir auch schon. Aber nicht nur die linearführung, sondern die ganze Kopfmechanik als eine Achse zur Bewegung des Tisches zu verwenden. Wenn das zum Drucken mit 600dpi reicht, sollte es zum Bohren im 2.54mm Raster allemal reichen LP fräsen war nicht meine Absicht - Fototechnisch ist mir momentan lieber, ich bin nur zu faul zum Bohren. Mario
Hallo, ich habe mal meine Idee mit dem Zahnriemen auf eine Achse gebaut. Meiner Meinung ist das vollkommen ausreichend für eine Platinen Fräsmaschine. Habe mal ein kleines Video dazu gemacht, mann sieht nicht viel, aber die anderen Files sind einfach zu groß für das Forum. Wer möchte, dem kann ich die anderen Videos per Mail schicken (12MB). Also, wenn ich meine Elektronik auf 1/8 Schritt stelle komme ich ohne Probleme auf 1/100mm, kein Spiel mit der Messuhr sichtbar(andres Video) Auflösung, bei 25N (2,5Kg/Küchenwaage) Schubkraft der Achse. So kann man gute 100-120€ pro Achse sparen, wenn man keine Kugelumlaufspindel montiert. Als Treiber verwende ich den IMT901 von Nanotec. Versuchsweise werde ich mal eine Homepage einrichten, vielleicht findet mann doch jemand der an so einem Projekt Interesse hat. Ist aber noch nicht Einsatz bereit. www.cnc-freaks.de ,Mail aber schon möglich "frank@cnc-freaks.de" Wollte das nur mal nachtragen. Also bis dann Frank
Hallo zusammen, zufällig bin ich auf euer Forum gekommen. Die Sache mit dem Riemen find ich gut. Die Führungen für so eine Maschine würd ich aus Silberstahl Rundstangen Durchm. 8mm machen, auf denen Lagerbuchsen aus Bronze (Conrad Modellbausortiment is da immer gut) laufen, die in einem Alublock sitzen. Zumindest hab ich mir meinen kleinen Plotter so gebaut. Mein einziges Problem (ich bin Maschinenbauer) ist da die Elektronik!!! Kann mir einer sagen, wo und wie ich an ein günstiges Ansteuerungsgerät für Schrittmotoren komme, das man vom PC aus Ansteuern kann und Halb, bzw. Mikroschritt unterstützt. Oder kann man sich da etwas vernünftiges selber bauen ?? Grüße Georg
Hallo Georg, ich kann nur sagen das der IMT 901 von Nanotec wirklich sehr einfach aufzubauen ist. Es sind nur wenige Teile nötig. Mit der Treiberstufe kann man bis 1/8 Schritt fahren. Habe im Anhang mal ein Bild von so einem Aufbau dazu gemacht, ist nicht sehr schön, bin halt auch nur Werkzeugmacher. Einen Schaltplan solltest du im Internet finden, wenn kann ich dir den schicken. Ist nicht viel!. Hier brauchst du nur über den Parallel Port die Richtung und den Impuls raus zu geben. Programme wie PCNC oder CNCProfi sind hier ganz gut. Das IC bekommst du bei Nanotec (www.Nanotec.de) mann muss aber min. 3Stück (ca.12.- pro St.) bestellen, und der Versand ist sehr teuer, wenn man nicht über 50.- kommt. Gruss Frank
Hallo Frank, das sieht wirklich einfach aus mit dem IMT901. Kann man damit unipolare(6Anschlüsse) oder bipolare(4Anschlüsse) Motoren ansteuern? Wieviel Motoren können mit einem Parallelport angesteuert werden? Kannst mir den Schaltplan mal schicken. Danke. Gruss Georg
Hallo Georg, bin nicht ganz sicher, aber es sollten beide Motorvarianten gehen. Wenn man alle Leitungen des Ports nur für Motoren nutzen würde sollten es 8 Motoren sein, wenn für jeden Motor 2 Leitungen benutzt werden. Für den Schaltplan schau mal hier nach. http://www.geocities.com/hobby_rc/fraese/bilder/imt901.jpg Gruss Frank
Hallo zusammen Hallo Fritz7 Ich hatte das gleiche Problem wie Ihr, aber da ich im Modellbau 1:8 tätig bin und grössere Teile herstellen musste benötigte ich eien CNC Fräsmaschiene, eigenbau in diesem bereich ist unforstellbar. Ich habe vieleicht dir eine Lösung. Ich habe seit vier Monaten eine CNC Fräsmaschiene von Step- Four. Der arbeitsberei ist 540X 310 mm. Wenn Du die Platinen auf CAD aufzeichnen kannst kan ich Dir die Platienen Fräsen.
Hallo Wer baut mir eine CNC-Fräse mit 300 x 300 x 150 mm Verfahrweg?? Bitte macht mir angebote!! Ich habe von Elektronik NULL Ahnung!!!
Ich würde mir gerne eine CNC-Maschine für Gehäuseprototypen bauen. Leider bin ich in Richtung Mechanik nicht sonderlich gut bewandert ( Dafür eher in der Elektronik...). Gibt es jemand der sich eher anders herum traut. Ich würde mich dann um die Elektronik kümmern. ( Evtl. auch mal ne gescheite = billige ) Servoelektronik bauen. Hab da aus der Vergangenheit ein wenig Erfahrung ( Die Motoren bewegen KFZ-Chassis, ich hatte an der Elektronik zu tun, Endstufe jemand anders, dafür waren das auch Enstufen mit 400V,20A - muss ja in ner CNC-Fräse nicht wirklich sein ). Ausserdem könnte ich noch Kontakt zu jemand gebrauchen, der so ein Teil gebaut hat, in der Nähe von München wohnt und in der Übergangszeit den ein oder anderen Plastikrohling mit zwei drei Aussfräsungen versehen kann... mfg Andreas
Hallo, meine Links weiter oben in den Beiträgen stimmen nicht mehr, da ich eine Homepage eingerichtet habe, in der unter anderem die Fräse beschrieben ist. http://members.telering.at/kreuzers/index.htm Viel Spaß und viel Erfolg.
Hallo an alle ich habe nach langem auch so eine CNC im eigenbau gebaut und die Maschine so zu arbeiten zu sehen ist einfach toll.Diese ist schnell und wie früher mit Säge sachen zu auftrännen etc. geht jetzt viel besser mit der Maschine.Es braucht recht viel Zeit und aufwand aber was solls,ich fräse Platinen von Hart-Holz bis Alu , Messing und anderes .Meine frage,hat jemand eine einfache Idee wie man eine Controller-Platine bauen könnte um Schrittmotoren über ihre Leistungs- karte zu ansteuern, Danke. Ich finde solche Forum sehr toll !!!!
Hallo Leute Auch ich abe mir eine CNC Platinenfräsmaschine gebaut. Die se maschiene läuft seit ca.1 Jahr fast problemlos und kann bis 0.2 mm pitch Abstand.Min löcher von 0.3 mm sind auch möglich. Natürlich das ganze 2 Lagig ohne Versatz und hat eine min. Steppweite von 0.00125 mm (2mm Spindelsteigung bei 200 Schritte im 1/8 Schrittmodus (200*8=1600).Als Prozessor in der Maschine habe ich einen Atmel AT90S2313 genommen. Die Software zum Steuern unter Windows ist selbergeschrieben und läuft recht gut.Die Übertragung erfolgt seriell mit 19200 Baud.Die Maschiene kann bis A3 grösse fräsen. Als Layoutprogramm habe ich das Eagle genommen.Mit Hilfe eines neuen ULP werde die Fräsbahnen gleich berechnet. Falls jemand das gleiche vorhat und nicht das Rad ein zweitesmal erfinden möchte kann sich gerne melden. (Ich musste viel lehrgeld zahlen bis alles klappte)
Hallo Marcus, Danke für deine Antwort was würde denn so etwas kosten nehemen wir an die Platine gefräst? Und was für eine Software brauchst du, Danke. Gruss Salvatore
Hallo Marcus und alle die an dem Projekt arbeiten. Hat jemand eine Ahnung wie das Problem mit der Z-Achse gelöst wird. Habe selbst einen Roland Schneideplotter und würde mir gerne eine cnc-Fräse aufbauen. Gruß Petro
Hallo an alle Bastler, ci hab mir jetzt das Foum mehr oder weniger ganz durchgelesen, bin aber nicht sicher ob mir das was hilft. Ich möchte ähnlich wie alle hier ein 3D Fräser bauen, allerdings für weiche Materialien, dafür aber umso grösser (x2,50m, y,z ca 0,5m) Dafür bräuchte ich eigentlich eher schwache Motoren, und eine "weniger genaue" Mechanik (Positionierunggenauigkeit <0,5mm sollte reichen). Meine Fragen dazu: - Nach welchen Kriterien sollte ich die Motoren bzw Treiber dazu auswählen? - Reicht für diesen Fall die Ansteuerung der Motoren über die parallele Schnittstelle über Treiber? - gibts ein anderes, einfacheres Konzept? - Existieren fertige Programme die HPGL Dateien in Schrittmotor Schritte umwandeln, oder ist die Implenmentierung dieser Umwandlung leicht mit Visual BAsic möglich, wenn ja wie? vielleicht kann mir jemand helfen. danke im Voraus SmoK
Hallo SmoK, Wenn Du eine Maschine mit einem Verfahrweg von 2.5 Meter bauen willst, musst Du auch eine gewisse Masse bewegen und fräsen willst Du ja auch, also können die Motoren nicht so schwach sein. Wenn Du mit Genauigkeiten von 0,5 MM leben kannst, würde ich an Deiner Stelle die X- und Y-Achse nicht mit einer Spindel bewegen, sondern "nur" mit einem Zahnriemen. Eine Spindel von mind. 2,5 Meter Länge...?...ist kein Thema. Als Führungen gute Schubladenauszüge oder sonstige Rollenführungen. Ob Du nur mit Hpgl arbeiten willst oder nicht hängt vom Anwendungszweck ab. Für Gravuren würde Hpgl reichen, aber wenn Du mit Z-Achse auch arbeiten willst, reicht HPGL nicht. Wie Du die Steuerung auslegen willst, hängt davon ab welche Software Du einsetzen willst. Ich bin den Weg über die parallele Schnittstelle gegangen. Wenn Du die Steuerung nicht selbst machen willst oder nicht selbst machen kannst, kostet es halt etwas, dafür hast Du ein erprobtes System das funktioniert. Auf meiner Homepage unter CNC-Maschine http://www.lehrer.uni-karlsruhe.de/~za685 ist eine Steuerung die schon seit 1995 auf mehreren Maschinen (auch auf einer großen Brennschneidmaschine) fehlerfrei läuft. Zuerst haben wir die Steuerungen komplett selbst gebaut. Inzwischen beziehen wir das Gehäuse mit den 3 Treiberendstufen von Isel und bauen nur noch unsere eigene Steuerkarte ein (Zeitaufwand 5 Minuten). Ich hoffe meine Anregungen helfen Dir weiter. Gruß Theodor Schönwald
Hallo, erstmal danke für die Antwort. Wegen der kleinen MAssen hab ich gemeint, daß ich grosse Styroporblöcke fräsen will, wenn die Bewegungsanordnung in X relativ "leicht" realisiert wird. Natürlich ergeben sich durch die Grösse auch Massen die bewegt werden müssen, aber wie gesagt, ich bin in der Konzeptionsphase, und möchte abschätzen können, welcher Aufwand erforderlich wird. Welches Dateiformat würde die 3 dimensionale Bearbeitung unterstützen? Hast du Erfahrungen, welche Motoren (min Leistung/Stromaufnahme) und welche dazugehörigen Treiber meinen Ansprüchen genügen sollten? ciao SmoK
Hallo SmoK, nochmals zu den zu bewegenden Massen. Dein Styroporklotz muss ja auf einem Tisch und ein Tisch von 2,5 Meter, egal aus welchem Werkstoff, wiegt ja eine ganze Menge. Die Arbeitsweise eines Schrittmotors muss man sich so vorstellen: bei jedem Schritt wird der Motor ruckartig bewegt, als wenn Du mit einem Hammer arbeiten würdest. Deshalb ist auch die zu bewegende Masse nicht zu unterschätzen. Nun zu den Dateiformaten, Mit dem NC-Datenformaat nach DIN bist Du nach allen Seiten offen und kannst die zum erstellen Deiner CNC-Programme alle mögliche Software aussuchen. Zu der von mir gebauten Maschine und zum Thema CNC findest Du einiges unter: http://www.lehrer.uni-karlsruhe.de/~za685 Welche Motoren... hängt davon ab mit welchen Vorschgeschwindigkeiten Du die Achsen bewegen willst und wie schwer der Tisch wird. Beim Styroporfräsen brauchst Du den Druck auf den Fräser nicht berücksichtigen. Zum Schluss noch eine persönliche Anmerkung. - Kannst Du mit der fertigen Maschine Geld verdienen... ... dann brauchst Du mit den einzelnen Komponennten nicht zu geizen und etwas "Richtiges" machen. - Ist es ein Hobby das Dir mindestens so viel wert ist, wie Deine Super-Sterioanlage im Auto... ... dann kannst Du auch etwas "Rechtes" bauen. - Willst Du "halt" etwas mit CNC machen, es soll aber nichts kosten ... dann lasse es bleiben. Denn das kostet auch Geld und Du kannst es so gut brauchen wie ein billiger Schraubendreher, der sich bei der ersten Schraube verbiegt. Diese Anmerkung zum Schluss habe ich nicht nur an Deine Adresse geschrieben, sondern auch an alle die sich mit dem Selbstbau einer CNC beschäftigen wollen. Gruß Theodor Schönwald
Hallo Hallo SmoK, noch eine Infoseite zu CNC, Motoren, Kontroller und mehr... http://www.thiemig.de/ Gruß Theodor Schönwald
Hallo euch allen, bin gerade über dieses interessante forum gestolpert und hab mir gerade alle einträge durchgelesen.Bin sehr erstaunt wie viel man doch in nem forum lernen kann. Es sind super ideen dabei die ich mir für mein projekt auch ernsthaft überlegen werde.Und damit sind wir dann auch schon bei meinem problem, "mein" projekt. Zur zeit arbeite ich auch an einer cnc-fräsmaschine (ist weniger für platienen sondern soll gravieren). Da ich zur zeit noch azubi zum mechatroniker bin,habe ich desshalb sowohl mit mechanik als auch elektronik zu tun. Die mechanik ist bei meiner maschine soweit geplant und befindet sich gerade in fertigung. Gesteigertes interresse habe ich aber an der steuerung der cnc-maschine. Ich hatte auch schon den gedanken die steuerung von einem µ-controller übernehmen zu lassen. Modular in einem 19" einschub könnte man defekte platienen auswechseln oder module weiterentwickeln. Da ich mich auch mit c++ programmierung beschäftige würde ich einen pc mit einer software verwenden, in der ich die nc-programme eingebe,in motorschritte umwandle und anschließend über Rs232 übertragen. Welchen typ von µ-controller würdet ihr entfehlen?AVR?8051?Andere? Da ich noch nicht über große berufserfahrung verfüge würde es mich freuen wenn ihr mir helfen könnt und mir ein paar unterlagen zusendet(schaltpläne,layouts,beispiel und natürlich gute ideen.Bin für jeden ratschlag dankbar.
Hallo und Guten Tag zusammen! Habe mit Interesse Eure Beiträge gelesen! Bin mit meiner Planung fertig und will jetzt mit der Mechanik anfangen! Aluprofil 80x80 bzw. 80x40 habe ich schon gekauft. Jezt überlege ich mir die Linearführungen!? Hat jemand von Euch einen guten Tipp, wo man einigermaßen günstig die Führungen bekommen kann, die es wert sind, gekauft zu werden? Verfahrweg 800x600x150. Würde mich über weiteren Kontakt freuen! Finde die Sache sehr interessant aber halt kompliziert und recht teuer, aber ich will es ernsthaft wagen! Schönen Gruß an ALLE
Hallo, das ging aber schnell um diese Uhrzeit! Habe ich mir auch schon einmal angesehen! Hast Du damit gute Erfahrungen?
Hallo Raymund, mit den Teilen die ich bisher bei Isel gekauft habe war ich zufrieden. Damit ich die ganze Arbeit mit der Platinenherstellung nicht habe, beziehe ich von Isel hauptsächlich Treiberendstufen mit Interface und setze dann meine eingene Steuerkarte ein. Gruß Theodor Schönwald
Hallo Theodor, wichtig sind für mich vorallem die mechanischen Teile! Isel ist aber schon heftig teuer! Ich habe hier auch Unterlagen der Firma IGUS, aber jedesmal wenn ich eine Auskunft von den Leuten haben will, bekommt man nur eine relativ schwammige Auskunft! Leider! Ich bin mit viel Elan an die Sache herangegangen, aber inzwischen haben die Firmen mich ganz schön abgekühlt! Ich habe die Vorstellung einer Fräse mit den Verfahrwegen 800 x 500 excl. Schlitten. Da schreckt mich Isel mit den Preisen aber ganz schön ab! Bis dann Raymund
Mal eine allg. Frage! Ich komme aus Essen und würde mir auch gern mal andere Maschinen ansehen, oder ist hier persönlicher Kontakt nicht gefragt. Evtl. bekomme ich ja eine Anregung, wie ich es besser machen könnte oder kann eine Idee einbringen! Gruß Raymund
Hallo Raymund, wenn Du einmal die A5 in Richtung Karlsruhe fährst, kann Du dich vorher bei mir melden, dann kann ich Dir eine Maschine mit Verfahrweg 600 x 200 x 200 zeigen. Die Maschine wurde vor 2 Jahren gebaut und steht in der Berufsschule in Bruchsal. Meine Adresse und Infos zu CNC findest Du auf meiner Seite: http://www.lehrer.uni-karlsruhe.de/~za685 Gruß Theodor Schönwald
Hallo Theodor, komme bei Gelegenheit gern darauf zurück! Habe hier im Keller schon 80x80 Aluprofil, massive Ausführung, Länge 1080 mm, und Querstreben 80x40 dto liegen. Dies sollte die Grundlage für die Portalfräse bieten. Nun habe ich, wie schon geschrieben, die Qual der Wahl bei den Spindeln. Eigentlich war ich abgeschreckt für Kugelumlaufmuttern und Spindeln, vonwegen Holzstaub und feine Partikel. Ich denke, die würden die Lebensdauer der Muttern doch sehr herabsetzen, oder sehe ich das falsch? Hatte mich auf Trapezspindeln mit Polymer-Muttern eingestellt, weil sie sehr schmutzunempfindlich sind. Also werde ich mal das Internet auf den Kopf stellen und suchen, was das Zeug hält. Bei Isel war ich auch schon! IGUS hat auch Lineargleitführungen mit Wagen, wobei man die Gleitelemente nachstellen kann. Die müßte man doch auch sehr genau einstellen können. Gruß Raymund
Hallo Raymund, bei der Wahl Kugelroll oder Trapez solltest Du berücksichtigen, dass Kugelrollspindeln einen Wirkungsgrad von über 90% haben und Trapezspindeln so um 35%. Wenn Du Platz hast, kannst Du vor die Kugelrollmutter einen Abstreifring zur Schmutzabweisung setzen. Gruß Theodor
Hallo Theodor, danke für die Mail! Und dank der Abstreifringe macht der z.B. Holzstaub nichts aus? Gruß Raymund
also ich als Threadstarter bin eigentlich sehr efreut über die rege nachfrage: 15000 aufrufe sind nicht schlecht. nun wie stehts jetz eigentlich? hat jemand hier aus dem forum schon zu nem akzeptablen preis ne Fräsanlage gebaut? Fritz7
Hi @alle Habe das Forum komplett durchgelesen. Gute Ansätze sind drin. Was Platinenfräsen betrifft.. vergesst es. Einfach deshalb, weil die Fräserspitzengeometrie ein sauberes Fräsen nicht zulässt. Ich fertige Leiterplatten in grösseren Mengen fototechnisch mit Siedrucklack und Festfilmresist an. Natürlich habe ich mir auch 2 Fräsen gebaut, eine für Metall und eine die die Leiterplatten bohrt. Die Steuerungen sind ebfalls Eigententwicklung , (das Bild füge ich im nächsten Posting mit ein) und beruhen auf das H-Brücken-Prinzip. In ca 1,5 Wochen beginne ich mit einer Platinenserie , welche 3 Achsen mit 3x IMT901 ansteuert. RElaisausgänge für Spindel und Kühlmittel sind ebenso vorhanden. Gegebenenfalls gibt es auch komplette Steuergeräte (3Achsen, 2 Rels, 10 A Maxstrom)wenn entsprechende Wünsche vorliegen. Bei Bedarf bitte ich um Nachricht per Mail Nachfolgend als Anhang eine von mir gebaute Fräse mit hilfreichen Details für Eure Planung. Viel Erfolg Tippfix
Angehängte Dateien:
-

Aug17_14.JPG
260 KB
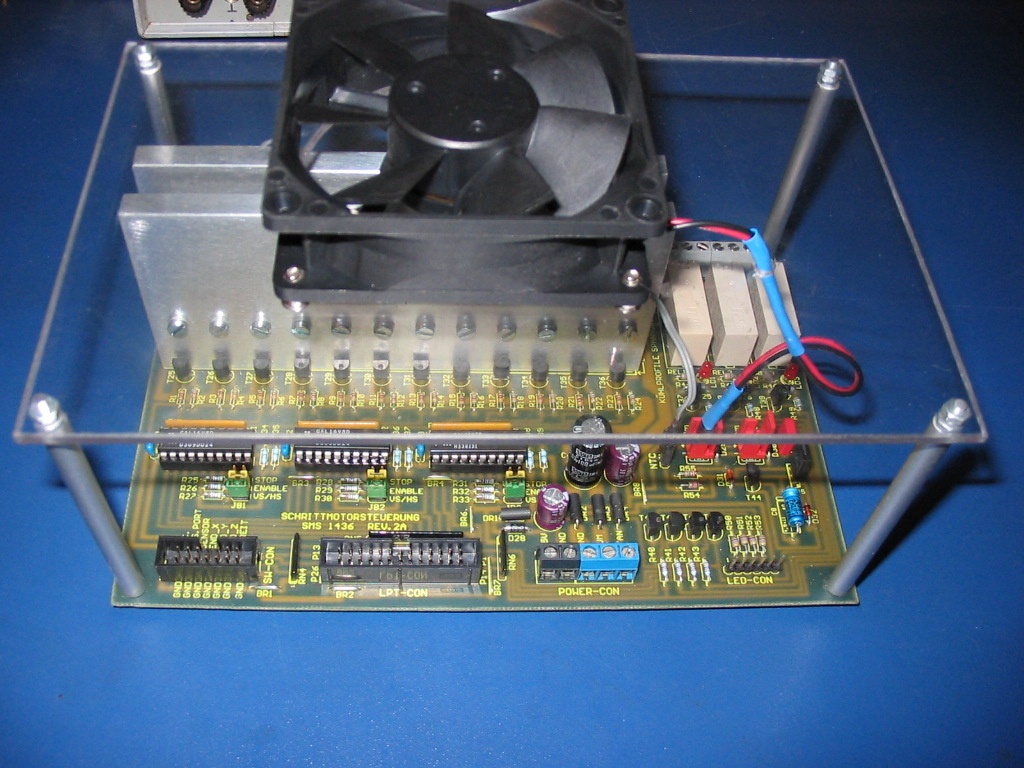
Hier gibt es noch das Bild meiner H Brücken-Schrittmotorsteuerung, Gruß Tippfix
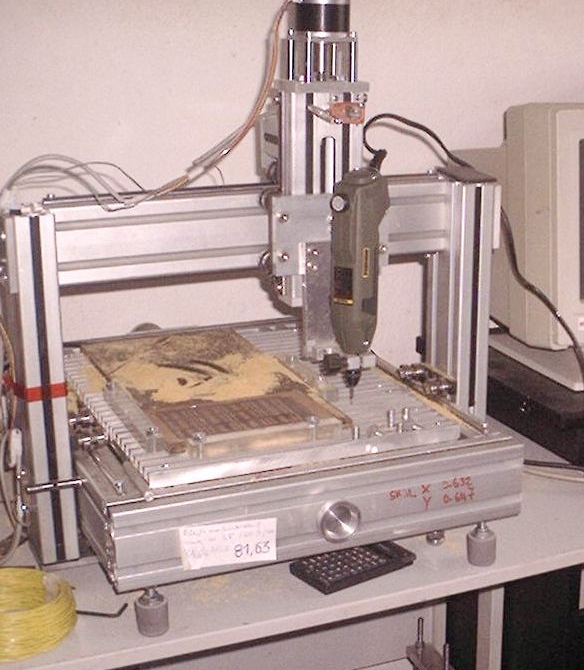
Hallo... Interessant, interessant... Schade, dass ich dieses Forum und diesen Thread erst jetzt entdeckt habe. Denn ich habe mit mit einfachsten Mitteln eine Vorrichtung gebaut, mit der ich per Rechner Platinen fräse. Für SMD-Platinen reicht die Genauigkeit zwar nicht, aber im 2,54mm-Raster klappt das ganz gut. Hier nun eine kurze Beschreibung. Die Profis werden zwar lachen, aber vielleicht kann ja Dieser oder Jener, der kein Geld ausgeben will, diese oder jene Idee übernehmen. Kreuztisch: Zwei Abfallstücke einer dicken Küchenarbeitsplatte dienen als Grundplatte (Größe eines Doppelspülbeckens) und Werkstücktisch. Sie sind über 4 angeschraubte, rechtwinklig verschweißte Linearkugellager (schwere Rollschienen für Trafos in Schaltschränken) verbunden. Als Spindeln dienen derzeit 6mm Gewindestangen (Baumarkt), die mittels Kugellager geführt sind, je eine Lochscheibe für Gabellichtschranken tragen und von 12V-Getriebemotoren, die es mal bei Pollin für knapp 4 DM gab, angetrieben werden (etwa 60 U/min). Jawohl! Gleichstrom-Getriebemotoren und keine Schrittmotoren! Denn die arbeiten einfacher und zuverlässig und brauchen weniger Ansteuertechnik. Jeder Motor wird von 2 Relais gesteuert, eins für vorwärts, eins für rückwärts (H-Brücke). Das wäre auch elektronisch gegangen, aber die Relais lagen rum, die gab es mal bei Conrad zu 25 Pfennig für ein Doppelrelais (2 identische Relais in einem Gehäuse). Die Wegmessung erfolgt durch Lochscheiben aus Platinenmaterial und Gabellichtschranken. Diese haben je zwei Lichtschranken auf unterschiedlichen Radien. Dabei hat der eine Radius 10 Locher, der andere 1 Loch. Es werden die Flankenwechsel (Loch/kein_Loch) gezählt, macht 20 Impulse je Umdrehung (je Millimeter). Und immer dann, wenn das eine Loch der anderen Lichtschranke wirkt, wird der Zählerstand auf die am nächsten liegende volle 20 gerundet. Das korregiert Zählfehler. Diese Technik gibt es für die X-Achse und für die Y-Achse. Als Werkzeugträger dient ein dreieckig zusammengeschweißter Rahmen aus 20mm-Vierkant-Hohlprofil (Stahl), der an 2 Ecken Muttern M8 angeschweißt bekommen hat, in denen Schrauben als Lagerbolzen stecken, die durch Kontern an den Haltewinkeln befestigt sind. Jeder Maschinenbauer wird mich dafür steinigen wollen, aber es gibt dort nur einen Schwenkwinkel von 100° und das Spiel ist erstaunlich gering. Die Schwenkachse des Werkzeugträgers liegt exakt auf Höhe der Fräsebene. Als Spindel wurde ein Dremel-Plagiat von Aldi (38 DM / 19 Taler) verwendet, als Fräser die Vollhartmetall-Speerbohrer von Conrad. Um den "falschen Dremel" zu befestigen, wurde eine 2mm-Blechplatte an den Rahmen geschraubt, in die ein Loch für das vordere Gewinde der Maschine gebohrt wurde und diese eingeschraubt wurde. Die Original-Mutter aus Kunststoff ist dazu recht ungeeignet. Da musste etwas Solideres her. Da hier auch der Abstandhalter (Gleitschuh) dran musste, wurde in eine Überwurfmutter für Wasserhahn (Polyamid) das Gewinde für den Antidremel geschnitten und dieser so damit festgeschraubt, dass die offene Seite mit dem Innengewinde (Rohrgewinde) nach unten (zur Platine) zeigt. In diese wurde mit etwas Teflonband die Stopfbuchsenschraube einer Rohrverschraubung eingeschraubt (Messing, verchromt, Außengewinde, 6-Kant-Lopf, innen hohl) und mit einer radial in die umgebaute Überwurfmutter eingesetzte Schraube gegen Verdrehen gesichert. Dieses dient als Gleitschuh und Abstandhalter, damit wird die Frästiefe eingestellt. Damit der Fräser auch bei eingesetzter Abstand-Schraube gewechselt werden kann, wurden an der Spannmutter der Spannpatrone zwei Fasen angeschliffen und ein spezieller Steckschlüssel dafür angefertigt. Die Frästiefe wird also NICHT durch eine Z-Gewindespindel eingestellt, sondern durch einen Gleitschuh, der auf der Platine gleitet (und dabei viel weniger Schrammen macht, als ich befürchtete). Der Fräsarm wird an seinem Ende durch Getriebemotor mit Exzenterhebel und Kugellager angehoben (Leerfahrt) bzw. nicht angehoben (Fräsfahrt), wodurch Fräsarm mit Maschine durch Schwerkraft auf die Platine drücken. Das Absenken geschieht langsam, das Anheben schnell. Vor dem Absenken wird die Steckdose für den Antidremel eingeschaltet, nach dem Anheben wieder aus. Diese Art des Y-Antriebs hat den großen Nachteil, dass man keine echten 3D-Figuren fräsen kann, aber ich will ja nur kleine Platinen fräsen, sonst nix. Zum Platinenwechsel oder Fräserwechsel wird der Fräsarm nach oben geklappt (Anschlag bei 100°) und man hat allen Platz der Welt. Platinenbefestigung auf dem Kreuztisch: Das war ein langer Weg... Anfangs klebte ich die zu fräsende Platine mit doppelseitigen Klebepads auf den Tisch, aber der Kleber lässt sich so schlecht entfernen. Jetzt ist da eine größere Epoxy-Platte angeschraubt, auf der 2 Streifen recht dünne Epoxy-Platte (alles zweiseitig Cu) im rechten Winkel als Anschläge aufgelötet sind. Mittels zweier Spannpratzen (Flach-Alu und lange selbstschneidende Schrauben) außerhalb des Arbeitsbereiches werden zwei Epoxy-Streifen fixiert, die den "Rohling" gegen die Anschlagstreifen drücken. Damit ist das Werkstück gegen Verrutschen gesichert. Die Endlagen des XY-Tisches sowie des Hub-Antriebs sind mit Mikrotastern gesichert. Ansteuerung: Per LPT-Port eines alten 486ers werden Treibertransistoren angesteuert, die die (Doppel-) Relais schalten. Als Stromversorgung dient das Netzteil eines verschrotteten PC (12V für Relais und Motoren, 5V für den Rest). Die Steckdosen für Antidremel und Staubsauger werden von netztauglichen Relais geschaltet, die sich in einem separaten netztauglichem Gehäuse befinden. Die Steuersoftware ist in QB (V.4.5) unter DOS erstellt und noch nicht mal kompiliert, läuft also in der Entwicklerumgebung. Sie enthält ein Hauptmenü, von dem man (auch mit der Maus) Dateien einlesen, Fräsen, Fräser zum Nullpunkt fahren, Offset einstellen (also neben das eben gefräste Layout fahren), Fräswege von Hand optimieren, einfache Fräsmuster erstellen, optimierte oder erstellte Dateien speichern, Statistik abfragen oder das Programm beenden kann (hoffentlich habe ich jetzt nix vergessen). Während des Fräsens wird das Fräsbild am Bildschirm dargestellt und der Fortschritt visualisiert. Diese Fräse ist keinesfalls für Dauerbetrieb geeignet, aber bei mir fallen nicht mehr als die Fläche von 1...2 Europlatinen (natürlich in kleineren Einheiten) im Monat an. Bei zweiseitig wird es arg kritisch, SMD geht garnicht. Bohrlöcher werden nicht durchgebohrt sondern nur angefräst, also etwas besser als angekörnt. Das bohrt sich dann aber gut von Hand. Nun zum Dateiformat: Die Soft liest HPGL-Dateien, aber nur eine Teilmenge des Befehlssatzes. ASCII-Schrift, Kreise, Bögen usw. werden nicht unterstützt, nur waagerechte und senkrechte (und bedingt auch diagonale) Fräsfahrten mit Pen 2 und Bohrungen mit Pen 8. Aber mehr brauche ich für meine Platinen ja auch nicht. Die HPGL-Dateien werden mit dem CAM-Prozessor von Eagle erstellt. Allerdings war mir das Berechnen der Trennlinien mittels ULP bisher unbekannt (danke für den Tip), ich "wire"te die Trennlinien mit Layer 100 von Hand... Mein Rat: Wer etwas Ordentliches will, der muss viel Geld ausgeben oder darauf verzichten. Wer mit extrem wenig Aufwand eine recht grobe Platinenfräse bauen will, die er nur gelegentlich einsetzt, der soll ruhig sein Glück versuchen. Die Soft (von mir aus auch als QBASIC-Quelltext) kann er gerne haben, Maßzeichnungen oder Schaltpläne existieren aber leider nicht. Übrigens: Die zum Aldi-AntiDremel gehörende biegsame Welle dient mir mit einer Diamantscheibe, einem 12V-Motor und ein paar Brettern und Schrauben als erstklassige Platinenschneidmaschine (siehe Foto in "Platinen beschriften und schneiden"). Gruß ...HanneS...
Hallo Hannes, hast du ein Foto von dem Ding, das die ins Forum stellen könntest? http://members.telering.at/kreuzers/index.htm Viele Grüße, Christian
Moinmoin... Foto... Hmmm... Da muss ich erst eins machen... (folgt demnächst) Ein Foto der Leiterplatten-Trennvorrichtung findest du unter "Platinen beschriften & schneiden"... CU...
Angehängte Dateien:
-

frs1.jpg
44 KB

Hallo... Ich habe noch Fotos gefunden, das erste ist leider etwas unscharf, man kann aber erkennen, worum es geht. Links vorn sieht man den Getriebemotor zum Anheben des (4-kant-Rohr-) Werkzeugträgers. Rechts sieht man die winklig verschweißten Kugelführungen sowie eine Gewindespindel, die andere ist unten zu sehen. Mittig ist Staubsauger und "Antidremel" zu sehen. Da ich hier ohne ZIP nur 1 Bild unter kriege, muss ich die 5 Bilder auf 5 Beiträge verteilen, denn wer will schon vor dem Ansehen die Bilder entpacken... ...HanneS...

Angehängte Dateien:
-

frs3.jpg
41 KB

Bild 3: Bei einer Leerfahrt, Fräser ist angehoben... Die weiße (Polyamid-) Mutter befestigt oben die Maschine und nimmt unten die Metall-Hohlschraube auf, mit der die Frästiefe eingestellt wird. Diese Hohlschraube ist mit der rechts an der Kunststoffmutter zu sehenden kleinen Schraube gegen Verdrehen gesichert.
Angehängte Dateien:
-

frs4.jpg
42 KB
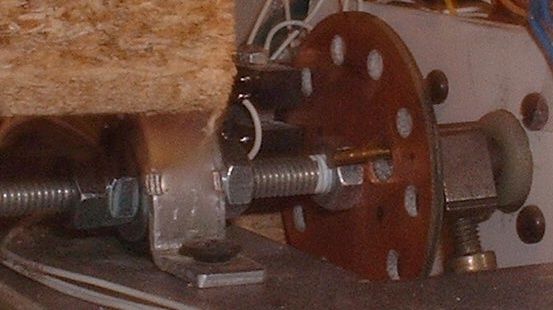
Bild 4: Gewindespindel... Links Spindel mit Kugellager mittels Schelle angeschraubt. Rechts daneben Spindelende mit Lochscheibe, mittig hinten sieht man die beiden Gabellichtschranken. In die inneren Löcher der Lochscheibe fassen die Mitnehmer, die mittels rechts sichtbarer Klemme an der Motorwelle befestigt sind (Ausgleichskupplung wegen evtl. Wellenversatz). Der Getriebemotor ist hinter dem weißen Alu-Winkel, man sieht nur Welle und Befestigungsschrauben. (einen hammer noch...)
Angehängte Dateien:
-

frs5.jpg
57 KB
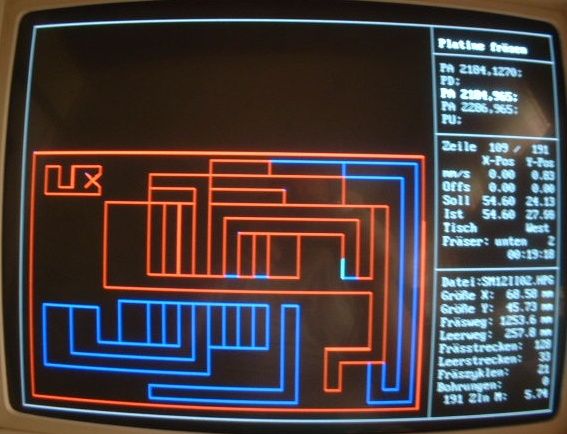
Bild 5: Bildschirm... (das Letzte...) Fräser bei der Arbeit, zu Bedienen gibt es jetzt nix, es wird nur der Fortschritt der Arbeit visualisiert... Rot ist fertig, blau muss noch, weiß ist gerade in Arbeit. Der Fräser ist rechts mittig Richtung "unten" unterwegs, der fertige Teil der Trennlinie ist rot, der noch zu fräsende Teil ist weiß. Da Eagle eine etwas umständliche Reihenfolge der Fräslinien errechnet, sind einige Linien vergessen worden, die später erst gefräst werden. Eagle meint wohl, dass sich Plotter über Leerfahrten freuen... Rechts oben auf dem Bildschirm sieht man 5 Zeilen der HPGL-Datei, die mittlere wird gerade abgearbeitet. Rechs mittig sieht man aktuelle Angaben zum Arbeitsfortschritt wie Vorschubtempo, Offset zum Tisch-Nullpunkt, Zielposition, Ist-Position, Bewegungsrichtung (soll "west" heißen) Fräserstatus (unten, Stift 2) und bisher gebrauchte Zeit. Rechts unten sind einige statistische Angaben zur Platine wie Größe, Fräsweg usw... Auch in den anderen Menüpunkten des Programms wird links das Fräsbild und rechts das Menü gezeigt. Im Dateimenü gibt es statt des Fräsbildes allerdings das Dir, aus dem man per Cursor oder Maus die zu ladende Datei auswählt... Wie gesagt, QBASIC... (...die verpöhnteste Sprache aller Zeiten...) Bit- & Bytebruch... - ...HanneS...
Hallo Hannes Dein Antrieb über Getriebemotoren ist eine echte alternative, vorallem wenn man etwas schwergängigere mechaniken benutzt. Ich habe eine Fräse ähnlichen aufbaus mit einem Alukreuztisch von Wabeco.Allerdigs benutze ich statt Lochscheiben Anbaumesschieber mit Schnittstellen, die vom Pc ausgelesen werden können. Der Vorteil liegt darin, das das Spiel der Mechanik nicht mitgemessen wird sondern nur echte Verfahrwege.Das erhöht die Genauigkeit wesentlich.
Hallo Bert... Mit solcher Technik kann man natürlich Top-Gerätschaften bauen. Ich hatte mich aber auf das beschränkt, was mit geringstem Aufwand realisierbar war. Sicher hatte ich auch Steppermotoren da, sogar recht kräftige aus uralten Typenraddruckern, aber erstens brauchen sie mehr Elektronik und dann garantiert mir auch niemand, dass sie ihren Schritt auch wirklich ausgeführt haben. Messen muss man den Weg trotzdem. Und wenn ich schon sowiso messen muss, dann kann ich auch robuste Gleichstrom-Getriebemotoren für den Antrieb nehmen. Ich hatte auch eine Zeit lang mit dem Gedanken gespielt, einen Kreuztisch von Westfalia einzusetzen (Das ist ja nun schon einige Jahre her), aber das war mir die Sache einfach nicht wert. Bit- & Bytebruch... - ...HanneS...
Hallo Hannes Um Missverständnissen vorzubeugen, ich benutze auch Gleichstrom-Getriebemotoren.Nur die Messmethode ist ist halt etwas anders.Das Problem ist eigentlich die Software, da so ziemlich alles was preisgünstig auf dem Markt ist eigentlich für Stepper geschrieben ist.Da hilft nur eigen- programierung.Mein eigenes Programm hatt so seine Tücken.... Ich würde mich freuen wenn du mir mal dein Basic-listing Mailen würdest. Weiter fröhliches Spänemachen Bert
Hallo Bert... Sicher kann ich den Quelltext posten, aber ich werde das Programm deshalb nicht fertig machen. Es ist nämlich Baustelle, oder treffender: "Bau-Ruine". Im Menüpunkt "Einstellungen" funktioniert noch gar nix, die Mausunterstützung ist noch nicht überall eingebaut. Inzwischen glaube ich nicht mehr daran, dass es jemals fertig wird. Es macht seine Arbeit und das reicht mir. Ich lasse es beim Fräsen sogar als Quelltext in der Umgebung von QB 4.5 laufen, da kann man bei Problemen schnell mal was ändern. Ehe es heißt: "Das geht nicht", hier noch einige Hinweise: Das Programm läuft nicht unter QBASIC von M$-DOS 6.xx. Damit der Quelltext ausführbar ist, muss man ihn mit dem Programm QB (Version 4.5 von Micro$oft) laden und die Bibliothek "QB.QLB" einbinden, diese wird wegen der Maussteuerung gebraucht. "Ansehen" kann man sich das Listing natürlich auch mit jedem DOS-basierenden Texteditor oder auch mit QBASIC. Wer sich die Arbeit macht, alle Mausroutinen zu entfernen, der kann es auch unter QBASIC benutzen. Damit man auch ohne QB sieht, wie die Oberfläche aussieht, hänge ich an den nächsten Beitrag die kompilierte EXE an... Das Programm liest Dateien *.hpg, die mittels Eagle (CAM-Prozessor) erstellt wurden. Dabei wird ein von Hand gezeichneter Layer "frs" (100) mit Stift 2 exportiert. Das Programm interpretiert Stift 2 als zu fräsende Trennlinie und Stift 8 für Bohrpunkte. Diese werden natürlich nicht durchgebohrt sondern nur angefräst. Es werden nur lineare Fräswege unterstützt, also waagerecht, senkrecht und bedingt diagonal, aber das reicht mir für einfache Prototyp-Platinen. Zusätzlich gibt es noch das Dateiformat *.hpl, so werden mit dem Fräsprogramm erstellte oder geänderte Fräsbilder abgespeichert. Auch diese lassen sich natürlich damit öffnen. Ohne angeschlossene Fräse kann man mit dem Programm alle Funktionen nutzen, bei denen die Fräse nicht bewegt wird. Fragen dürfen gestellt werden, die erste Antwort (auf die Frage: "Warum eigentlich in BASIC?") gibt es gleich: Ich hatte mal einen Commodore Plus/4, den man in BASIC und Assembler (auch gemischt innerhalb eines Programmes) programmierte. Und daher kam ich sofort mit QBASIC zurecht, auch Dank der sehr guten Online-Hilfe zu QBASIC... Bit- & Bytebruch... - ...HanneS...
Hallo Bert... Und hier die allein lauffähige EXE-Datei... Bit- & Bytebruch... - ...HanneS...
Hallo Leute, habe mir eine CNC-Fräse gebaut-gar nicht so teuer- die Software und die Elektronik als Bausatz war noch das teuerste. Die Mechanik habe ich komplett selbst gefertigt und das Fräsen von Leiterplatten klappt enorm gut, trotz der Grösse der Fräse. Die Verfahrwege betragen für die X-Achse 920 mm , für die Y-Achse 720 mm. sicher muss man "einige" Stunden investieren , aber von nichts kommt nichts. Wie gesagt, Fräse läuft einwandfrei und sehr genau, Platinen lassen sich optimal als Einzelprodukt oder Kleinserien herstellen. Es stimmt übrigens nicht das die Konturen unsauber werden, sie sind absolut exakt ausgeführt. Wenn ihr Fragen zu der Fräse habt könnt ihr die per E-Mail gerne machen. mfg Bernd
Hallo Leute ! Heute bin ich über einen wirklich einfachen Fräsplotteraufbau gestolpert,hier die Adresse: http://home.t-online.de/home/Stephan-Mischnick/fraesplotter.htm Bert
Hallo Jungs, was Ihr bauen wollt gibt es z.B. bei LPKF http://www.lpkf.de/produkte/rapid_pcb_prototyping/fraesbohrplotter/index.htm Gruß Martin
Ja die Preise. Es ist immer das gleiche im leben. Umsonst ist nicht einmal der Tod. Ich habe in der Fa. eine LPKF mit automatischem Werkzeugwechsel. Die hat vor ca. 5 Jahren mal 50k DM gekostet :-)) Aber es gibt schon günstige einstigsmodelle. Frag doch mal bei LPKF.
Hallo... Ich habe mir die Seite von LPKF mal angesehen, mit dem Hintergedanken, evtl. vernünftige Werkzeuge (Fräser) zu bekommen. Doch die verkaufen sie nur an Kunden ihrer Fräsbohrplotter. Preise konnte ich auf der Seite nicht entdecken... Bit- & Bytebruch... - ...HanneS...
Hallo Hannes, schau mal bei "VHF" vorbei. Die haben klasse Fräser , kannst dort auch einen Katalog anfordern. Gruss . Bernd
Danke, Bernd... Breites Angebot, aber doch relativ teuer... Da bleibe ich doch lieber bei den Speerbohrern (Zweischneider) von Conrad, die kann ich wenigstens selbst nachschleifen... Und abgebrochen ist mir in der Fräse noch keiner, seitdem ich die Dremel-ähnliche Maschine eingebaut habe (ist nun auch schon wieder zwei Jahre her)... Bit- & Bytebruch... - ...HanneS...
Hallo Hannes, sicherlich sind diese Fräser realtiv teuer, jedoch die Qualität ist top. Benutze einige Fräser seit 3 Jahren , fräse Messing , Alu und Sperrholz damit , ohne sie nachzuschleifen. Aslo ist es schon eine Überlegung wert. Schaue doch auch mal bei "sell" vorbei, sind auch gute Fräser. Auch bei E-bay habe ich mach gutes Schnäpppchen gemacht. Teilweise zum Stückpreis von 0,90 Euro. Gruss Bernd
*[Ich habe mir die Seite von LPKF mal angesehen, mit dem Hintergedanken, evtl. vernünftige Werkzeuge (Fräser) zu bekommen. Doch die verkaufen sie nur an Kunden ihrer Fräsbohrplotter. Preise konnte ich auf der Seite nicht entdecken...] Vollhartmetall-Werkzeuge gibt es bei: KEMMER PRÄZISION GmbH Hartmetall-Feinwerkzeuge 75305 Schwäbisch Gmünd 07171 35030 Wir verwenden diese Werkzeuge in unserer LPKF. Die Teile haben eine wirklich extreme Standzeit - wer schon mal FR4 gebohrt/gefräst hat, weiss was ich meine. Soweit ich weiss sind die Bohrer/Fräser die LPKF vertreibt von KEMMER. Gruß Martin
Hallo Martin... Danke für die Adresse. Ich war soeben mal auf deren Webseite, da ist aber Baustelle. Da gibt es z.Zt. keinen Online-Shop, keinen Katalog und keine Preisliste. Schade... Nun ist es aber nicht so, dass ich dringend neue Fräser bräuchte. Ich habe noch einige unbenutzte Speerbohrer (so hießen die damals bei Conrad) liegen, der momentan benutzte macht seine Arbeit schon seit 2 Jahren. Allerdings habe ich ihn schon mehrmals nachgeschliffen. Ich komme also noch einige Jahre zurecht. Aber wie das so ist, man interessiert sich immer für das Werkzeugangebot und die Preise, auch wenn man momentan eigentlich nix braucht... Bit- & Bytebruch... ...HanneS...
Hallo, habe mir selber eine Fräse gebaut, man kann auch damit hervorragend Platinen fräsen, wenn die Konturen nicht allzu filigran werden sollen. Klappt wunderbar.
Hallo Bernd, auch schiele mit einem Auge nach einer Fräse fürs Platinenfräsen und-bohren. Für meinen Hobbybedarf sind prof. Geräte leider zu teuer. Daher ein paar Fragen zu Deiner Fräse: 1. Wie teuer wird so eine Selbstbaufräse 2. Kann man alle benötigten Bauteile kaufen oder müssen bestimmte Teile selbst gefertigt werden. Sind somit Möglichkeiten und Kenntnisse in Metallbearbeiten erforderlich. 3. Gibt die Ansteuer-Elektronik und entsprechende Software zu kaufen, oder ist hier auch Selbstbau bzw. Programmierung gefragt. Kannst Du mal ein Bild Deiner Fräse hier reinstellen? Viele Grüße Gerhard
Hallo Gerhard, auch für mich spielte der finanzielle Aspekt eine große Rolle,genau deshalb habe ich die Fräse selber gebaut. Natürlich kommt man um ein gewisses Grundwissen im Metallbau nicht herum, ebenso ist die Hardware zur Schrittmotoransteuerung noch selber zu löten. Dann benötigt man eben drei Schrittmotoren, drei Endschalter die als Referenzschalter dienen. Die spindeln gibt es bei "Isel-Automation" recht günstig zu erwerben. Allerdings geht es weitaus billiger mit normalen Gewindespindeln.(war bei meinem Prototyp der Fall)Reicht zum Platinen fräsen allemal aus. Da ich die Fräse hauptsächlich für meinen Sohn gebaut habe , der diese für den Flugzeugmodellbau nutzt, hat sie einen enorm grossen Verfahrweg von "X" = 920 mm und "Y" = 720 mm. Zum Bearbeiten von Platinen reicht ein kleinerer Tisch vollkommen, aber das weisst Du ja auch selber. Wie teuer darf so eine Fräse denn werden, wenn ich mir die Frage erlauben darf? Könnte eventuell den Bau einer solchen Fräse noch übernehmen. Als Kaufkomponenten kann man folgende Teile sehen: Schrittmotore Fräsmotor Kugellager Spindeln Hardware-Bausatz zur Schrittmotoransteuerung (Thorsten Ostermann) Software (bei Burkhard Lewetz) Ein Netzgerät 24 Volt ca.5Ampere bei Conrad-Elektronik Und natürlich einen "alten" PC mit Bildschirm(486er genügt)
Hallo Gerd, kannst mir ja mal Deine E-Mail Adresse zukommen lassen. Kann Dir dann auch Zeichnungen senden, teile mir mit welches Format Du gebrauchen kannst(DXF,Autocad oder ähnlich
Angehängte Dateien:
-

imt9013Achsen.jpg
44 KB

Hallo Gerhard, den Bau einer SM-Steuerung könntest Du eventuell umgehen, ich fertige solche bis 2A Phasenstrom ( einstellbar) und in Microschritt 1/1 bis 1/8.lauffähig unter pcnc und sonstige Takt-Richtungs-Software. fertig aufgebaut , geprüft und mit Garantie . preislich liegt die Steuerung bei 125 Euronen, Kabel und Beschreibung liegt natürlich dann bei. bei Interesse kurze mail an mich
@ Bernd vielen Dank für die Info's !!! Ich werde mich die Tage mal per mail bei Dir melden. @ Tippfix wenn's soweit ist, komme ich gerne auf Dein Angebot zurück. bis dann Gerhard
Hallo zusammen, schon seit Jahren befasse ich mich mit dem Thema CNC-Fräsen und möchte euch deshalb meine Homepage http://www.simon-clemens.de vorstellen. Vielleicht interessiert es den einen oder anderen. Ich habe mir eine eine sehr stabile CNC Fräse selbst gebaut. Den Aufbau beschreibe ich dort. Außerdem findet Ihr auf meiner Homepage viele Links zum Thema CNC. Also viel Spaß beim lesen. Gruß Clemens
@ clemens was hat dich deine maschine so ungefähr gekostet (ohne elektronik)? gruss michi
hallo leute, nachdem ich mich durch den ganzen beitrag gewuselt habe, frage ich nocheinmal konkret in die runde: ich suche eine fräsmaschine fürs isolationsfräsen von platinen. die sollte halt auf 0,2mm genau sein. wer kann mir da konkret ein fertig, oder leicht selber zu montierendes gerät liefern? ich habe gerber und excellon daten. eine software-vorschlag wäre auch nicht schlecht. die fräse sollte schon erprobt und bewährt sein. besten dank
Hi Kai, habe 2 cnc-Fräsen da, eine muss ich von Zahnriemenantrieb auf Gewindespindelantrieb umbauen.Diese könntest Du bei Bedarf bekommen. Steuerungen dazu habe ich auch ( Mircoschritt 1/1 bis 1/8, 2A Phasenstrom. Schick mal ne Mail mit deiner telefonnummer, ich rufe dann abends mal an. Fotos und sonstiges machen wir dann per Mail oder per Telekom aus. Gruß Tippfix
@ Hannes Lux Mittlerweile sind LPKF-Werkzeuge nicht mehr Fräsbohrkunden vorbehalten. Im Internet-Shop sind sie frei erhältlich http://www.lpkf.biz >>Ich habe mir die Seite von LPKF mal angesehen, mit dem Hintergedanken, >>evtl. vernünftige Werkzeuge (Fräser) zu bekommen. Doch die verkaufen >>sie nur an Kunden ihrer Fräsbohrplotter. Preise konnte ich auf der >>Seite nicht entdecken... Grüße!
Hi Markus... Danke für den Hinweis. Dein Link brachte aber Folgendes zum Vorschein: ---------- Schnipp -------- Willkommen im LPKF Laser & Electronics AG Online-Shop für Geschäftskunden (B2B) Liebe Kunden, dieser Shop ist Geschäftskunden vorbehalten. Bitte halten Sie für Bestellungen die Umsatzsteuer-Ident-Nummer (USt-IdNr.) bereit. ---------- Schnapp -------- Gewerbetreibender bin ich nicht. Ist aber egal, Mindestbestellwert 50 Taler. Soviele Fräser brauche ich nicht. Trotzdem danke... Außerdem habe ich Anfang Mai bei Conrad einige 0,8mm Speerbohrer bestellt, die ich vsl. in 2...3 Wochen bekomme. Und ein Solcher tut es bei mir einige Jahre, denn die kann ich aufgrund ihrer einfachen Geometrie recht gut nachschleifen. Bit- & Bytebruch... ...HanneS...
Hallo Hannes, kaufe die Fräser immer gebraucht. Sind zwar nicht neu, aber noch sehr gut weil sie frühzeitig gegen neue ausgetauscht werden.Kosten pro Stück 1 Euro plus Versand. Die Fräser sind zur Platinenherstellung benutzt worden. mfg Bernd
Hallo Kai, ich kann so eine Maschine mit der geforderten Genauigkeit professionell aufbauen und habe sowas auch vor. Ich könnte gleich mehrere davon machen. Was ich aber nicht kann, sind Treiber und entsprechende Software dazu erstellen. Du müsstest also Dich um entsprechende Software und Treiber bemühen, und zwar zu den gewählten Antrieben passend. Ich würde evt. Berger Lahr Antriebe einsetzen. Aber wie gesagt, die Mechanik könnte starten, wenn geklärt ist, wie der Restaussieht.
was für Fräser benutzt ihr? Woher bekommt ihr sie? was für einen Durchmesser benutzt ihr? Wie lange halten sie? Mit welcher Geschwindigkeit arbeitet ihr mit den Fräsern? Hab momentan das Problem das meine Fräser nach ca.2 Platinen die Kupfer Oberfläche aufreißen, man kann die Platine noch verwenden, aber schön sieht es nicht aus. Die Fräser haben einen Durchmesser von 1mm und am liebsten wären mir noch feinere.
Hallo, habe vor einigen Monaten hier hereingeschaut und bemerkt das es drunter und drüber geht. Der eine sagt es ist nicht machbar aus Holz eine Fräse zu Bauen, der ander sagt das gegenteil und und und. Also, ich habe mir über die vergangenen 3 Monate eine Fräse aus MDF gebaut. Klar ist eine aus solidem Metal am Besten aber da ich im Keller keine Werkzeuge zur Metalverarbeitung habe (Fräse,Drehmaschiene,Standbohrmaschiene,Feilen, und und und) habe ich es einfach mal Probiert. Ich benutze die N3 Step von Ostermann, PCNC von Burkhard (Passt auf die Version auf, habe ausversehen die SMC Version von Konrad gekauft. Aber Update bei Burkhard machbar sogar ohne Geldverlust). 3 Gewindestangen, 3 passende Muttern auf ein Metallwinkel (Unbedingt Mindesten die Metallteile mit mit Hartlot verbinden, damit das hält, Logisch. Aber Hartlot reicht). Gescheite Übergänge vom Motor zum Gewindestab. Das wichtigste sind jetzt die Führungen. Am besten Kugelgelagerte Schubladenführungen benutzen, und nicht die Billigsten!!!!. Ein Grundgestell wie jede Fräse usw. Beim zusammenbauen aus Holz muß wirklich unbedingt drauf geachtet werden das ALLES genau Winklig und gerade ist. Natürlich sollte man vorher wissen was man bearbeiten will!!! Baustahl ist bei mir natürlich NICHT möglich. Aber für Kunststoffe, Plexiglass, Platinen, Weiche Metalle wie Messing, Aluminium usw. kein Problem. Auch die genauigkeit ist besser als ich dachte. Es kommt ganz drauf an WAS man Fräsen will. Dies hängt nicht nur vom Material ab aus welches die Fräse gebaut wird sondern auch von den Motoren. Was bringt eine Teure Fräse aus Metall wenn schlechte und schwache Motoren dran sind. Bevor man damit anfängt sollte einem Klar sein das dies Viel Viel Zeit Kostet (Egal ob aus Holz oder Metal,bei Metal sogar noch Mehr Zeit). Und an die Leute die eine Fräse für Platinenfräßen Bauen wollen. Ich habe mir vor 2 Jahren ein Ätz Equipment zugelegt, es gibt nichts besseres als Ätzen!! Günstige Schaumätze bei Ebay, 200 W Lampe und glasscheibe zum Belichten, Ätzmittel, Entwickler bei Conrad, Reichelt etc. FERTIG!! Die Verbrauchte Chemie in PVC Behältern (Alter Destiliertes Wasser Kanister) Sammeln, und wenn diese voll ist Umweltgerecht Entsorgen. Also, für Platinen wäre mir der Aufwand mit ner Fräse zu groß, am Ende sind da noch übergänge bzw Kapazitäten (gerade bei smd), nach 2 mal fräsen kann man den Fräser wechseln (Teuer). Ich will niemanden die Methoden schlecht sagen, aber was ich da in der mitte des Forums gelesen habe .....naja. Ich werde bald Bilder der Fräse hierreinbringen. Ich hoffe ihr seid bei diesem Text nicht eingepennt. MFG
Ach ja, Bedenkt das dies mit der Fräse nicht Billig ist. Habe für das Teil aus Holz schon Viel gezahlt. Bei denen die es aus Metall Bauen, SEHR TEUER!!!!! MFG
Hallo Markus, auf der Holzmesse in Nürnberg habe ich, schon vor Jahren, eine CNC-Maschine für Schreiner, aus Holz gesehen. Deshalb hätte ich Dir von Holz nicht abgeraten. Ich finde es auch gut, wenn jemand mal andere Wege geht. Deiner Aussage: ... aus Metall Bauen, SEHR TEUER!!!!! ... kann ich nicht zustimmen. Bei der hier: http://www.lehrer.uni-karlsruhe.de/~za685/cnc/maschine.htm abgebildeten Maschine, sind die Achsen und der Grundkörper aus Strangguss (Grauguss). Dafür habe ich im normalen Stahlhandel: Fa. Kneisel & Heess GmbH 68623 Lampertheim Schillerstraße 38 60.-- Euro bezahlt. Der Materialpreis war also das Billigste an meiner Maschine. Gruß Theodor Schönwald
Hallo, kann nur wiederholen:wenn man die passenden Werkzeuge hat , ist eine Fräse aus Metall einfach unschlagbar.Eine CNC-Fräse oder Drehbank braucht man keineswegs sein Eigen nennen.(wenn man eine Fräse hat , braucht man sich keine bauen.) Die Lagersitze auf den Spindeln kann man bie Isel gleich mit bestellen, oder man sucht sich eine kleine Werkstatt die es für ein paar Euro macht. Den Rahmen kann man zusammen schweissen, (oder schweissen lassen) Natürlich ist es mit Alu-Profil am elegantesten.(rein optisch)
Klar gibt es immer möglichkeiten es Billiger zu machen aber Teuer ist der Spaß so oder so.Naja, auf jeden Fall reicht mir meine MDF Fräse und sie läuft. Hier in der gegend sieht es schlecht mit Firma für Metallteile aus. MFG
Hallo Markus, ich glaube ich wurde missverstanden oder ich habe Deinen Satz "... Teil aus Holz schon Viel gezahlt ..." missverstanden. Mein Vergleich bezog sich auf den reinen "Materialpreis" Holz/Grauguss. Da ich auch viel mit Holz arbeite z.B. habe ich meine Campingfahrzeug kommplett ausgebaut, kann ich den Unterschied beim "Arbeitsaufwand" von Holz/Metall schon abschätzen. Den Unterschied beim Arbeitsaufwand schätze ich auf 1 zu 10, Holz zu Metall. Gruß Theodor Schönwald
Hallo Ralf, schau mal hier: http://www.peters-cnc-ecke.de/forumupload/uploadFiles/7583_108979360025_fraese2.jpg Gruß Theodor Schönwald
Hallo Markus, weiss nicht was Du teuer nennst. Die Zeit darf man sowieso nicht rechnen, macht einfach Spass sowas zu bauen( mir jedenfalls). Gruss Bernd
Hallo, also Teuer ist für mich ab 400 Euro (für Mich). Neue Profesionell gefertigte CNC Fräsen kosten ja so ab 1000 bzw. 1500 Euro aufwärts. Ich meinte natürlich Materialkosten alle zusammen, von grundgestell bis zur Kompletten Mechanik und Schrittmotorsteuerung, Software.Das MDF Holz hat mich mit genauem zuschnitt 40 Euro Gekostet. Bei mir war das billigste der PC (133 MHZ,64 Mb RAM usw.), so eine Mühle reicht vollkommen für PCNC. Dann rechne ich die ganzen Verbindungen für die Schrittmotoren mit, die Leitungen, Netzteil, und und und. Also das Teuerste war die Schrittmotorkarte N-Step und die Software PCNC. Arbeitskosten natürlich NICHT mitgerechnet, man baut das ja nur zum Spaß. Ich glaube ich wurde falsch verstanden. Ich habe für das Holz Teil (KOMPLETT, mit Steuerung usw) ca 400 bis 500 bezahlt.
Wow, da hast du aber sehr günstig gebaut. :-) Ich hab alleine für die Software glaube ich schon 1000,- bezahlt (Step-Four) und in die Maschine sind sicherlich noch einmal 1500,- geflossen. Arbeit ist unbezahlbar ;-) hat aber sehr viel Spaß gemacht. Fräsende Grüße, Christian
Angehängte Dateien:
-

Platine.jpg
100 KB
Hallo Zusammen, nachdem hier der erste Beitrag zum Fräsen von Platinen erschien, habe ich mich auch eine Fräse gebaut. Es hat etwas gedauert, aber nun icht sie fertig. Die erste Platine war aber eher ernüchternd, es gab einen mächtigen Grad der Brücken bilden kann und der Fräser sah nach dieser kleinen Platine auch schon stumpf aus. Ich habe einen kegelförmigen Fräser von Proxxon verwendet. Welche Fräser verwendet ihr? Wo kann man sie kaufen und was kosten sie? Bilder meiner Fräse unter www.jeromin.privat.t-online.de Grüße Axel
Hallo, der Fräser scheint stumpf zu sein, ausserdem halte ich von Proxxon sowieso nicht viel, für Spielereien mögen die Fräser taugen, für Platinen fräsen nicht! Ausserdem nehme ich immer normale Schaftfräser,Zweischneider,sind optimal für Platinen. Schau mal bei cnc-modellbau.de vorbei. Gruss Bernd
Hallo Bernd, könntset Du ein Foto von einer erfolgreich gefrästen Platine ins Forum stellen oder mir per Mail senden? Dann weiß ich weingstens wie es aussehen sollte. Grüße Axel
Hallo, versuch mal die Isolationsgravur Fräser von VHF (www.vhf-camfacture.com) ich hab die schon seit einiger Zeit mit größter Zufriedenheit im Einsatz. Lassen sich mit Drehzahl und Vorschubgeschwindigkeit so einstellen, daß man fast gratlos arbeitet. Viele Grüße, Christian
Also, da ich seit einigen Wochen auch eine CNC-Fräse besitze, kann ich
da einiges dazu sagen:
a.) Erstmal muss ich Dir zu Deiner Selbstbaufräse gratulieren. Mit
bescheidenen Mitteln bist Du erstaunlich weit gekommen. Respekt. Du
kannst damit bestimmt viele, spannende Dinge anstellen. Aber Dir sollte
auch klar sein, dass die Möglichkeiten bezüglich der Präzision Deiner
Selbstbaumaschine begrenzt sind. Vor allem das "Hoch-Runter-Spiel" im
Bild scheint Probleme zu machen. Sieht man deutlich an den nicht mittig
liegende Löchern.
a.) Proxon: Hmm, wie soll ich's sagen dass ich keine Abmahnung
bekomme? Also, es gibt Proxon und Dremel, die findet man in Baumärkten.
Und dann gibt's noch andere Firmen. Die stellen echte Fräswerkzeuge und
CNC-Zubehör her, und kein Spielzeug. Die findet man aber in keinem
Baumarkt dieser Welt.
c.) So wie es auf dem Bild aussieht, ist der Qualitätsunterschied
zwischen der Gegenlauf- und der Gleichlaufseite Deiner Fräskanäle
relativ groß.
d.) Und dann natürlich noch die Preisfrage: Welche Schnittparameter
hast Du verwendet? Fräsertyp und -durchmesser, Vorschubgeschwindigkeit,
Drehzahl?
Wegen den Fräsern schau' auch mal auf:
http://www.carbide-tools.com/index_de.html
Insbesonders für Leiterplatten schaust Du Dir mal unter Spezialfräser
den "Isolationsgravierer" für 12,50 Euro (ohne MwSt.) an. Für größere
Flächen ist ein "Rub-Out-Fräser" ebenfalls für 12,50 ohne MwSt. eine
schöne Sache. Und um die Leiterplattenkontur zu fräsen sind die
Diamantverzahten Fräser echt super. Die findest Du auch gebraucht
tonnenweise auf Ebay.
Wenn Du von den ganzen Spezialfräsern verwirrt bist, schaust Du Dich
für den Anfang nach den Zweizahnfräser mit Fischschwanzanschliff um.
Das sind günstige Universalfräser. Die bekommst Du woanders im Netz
auch günstiger als bei vhf.
Ansonsten wünsch' ich Dir viele Späne mit Deiner neuen Fräse!
Angehängte Dateien:
-

P1010003.JPG
530 KB
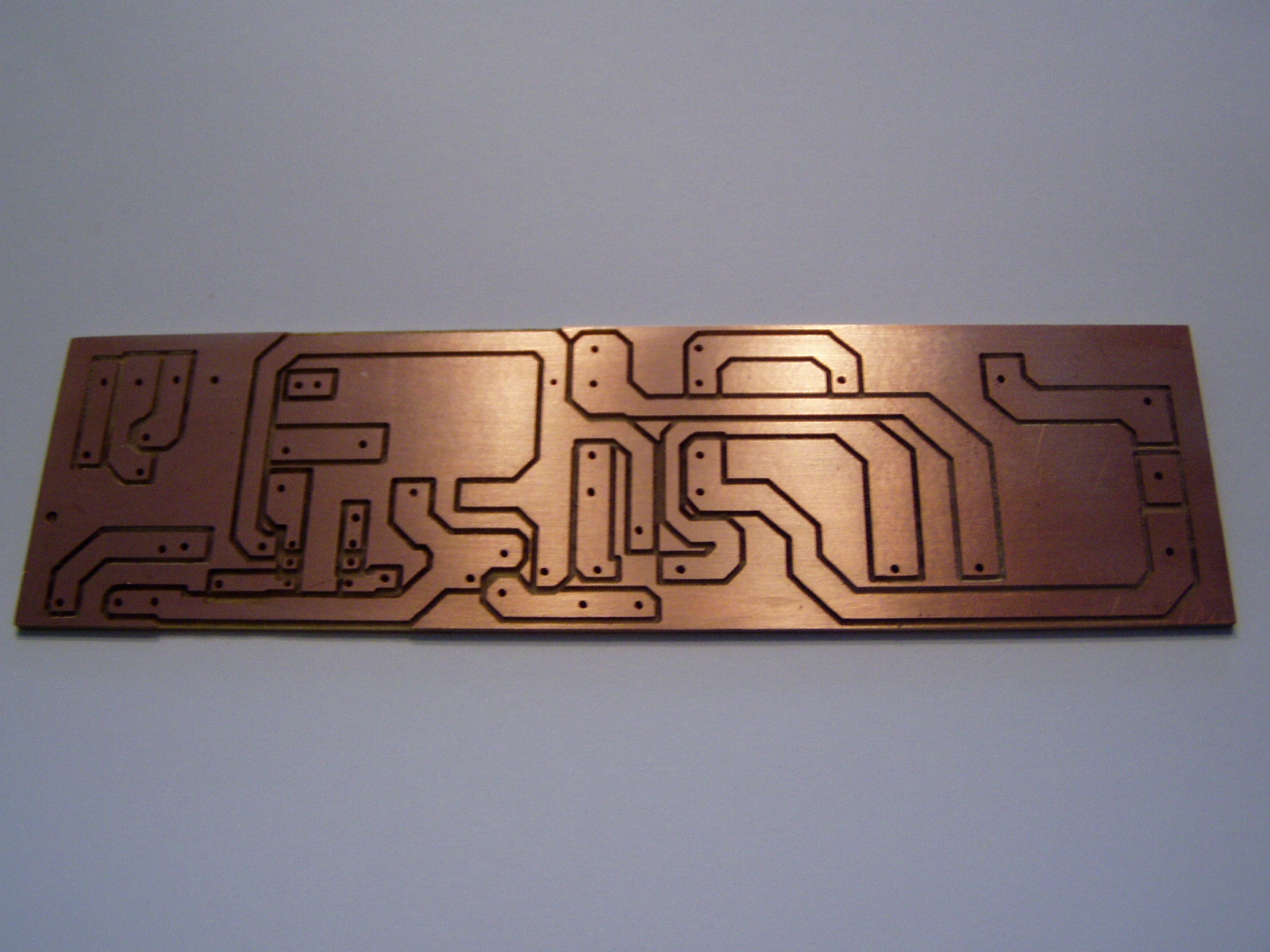
Hallo , hier ein Foto einer gefrästen Platine .(Selbstbaufräse max. Fräsgrösse 920 x 720 mm) Ich hoffe man kann darauf genug erkennen. Guß Bernd
Angehängte Dateien:
-

gesamt.jpg
62 KB

Hallo, habe mal ein Foto meiner Selbstbaufräse angehängt. Gruß Bernd
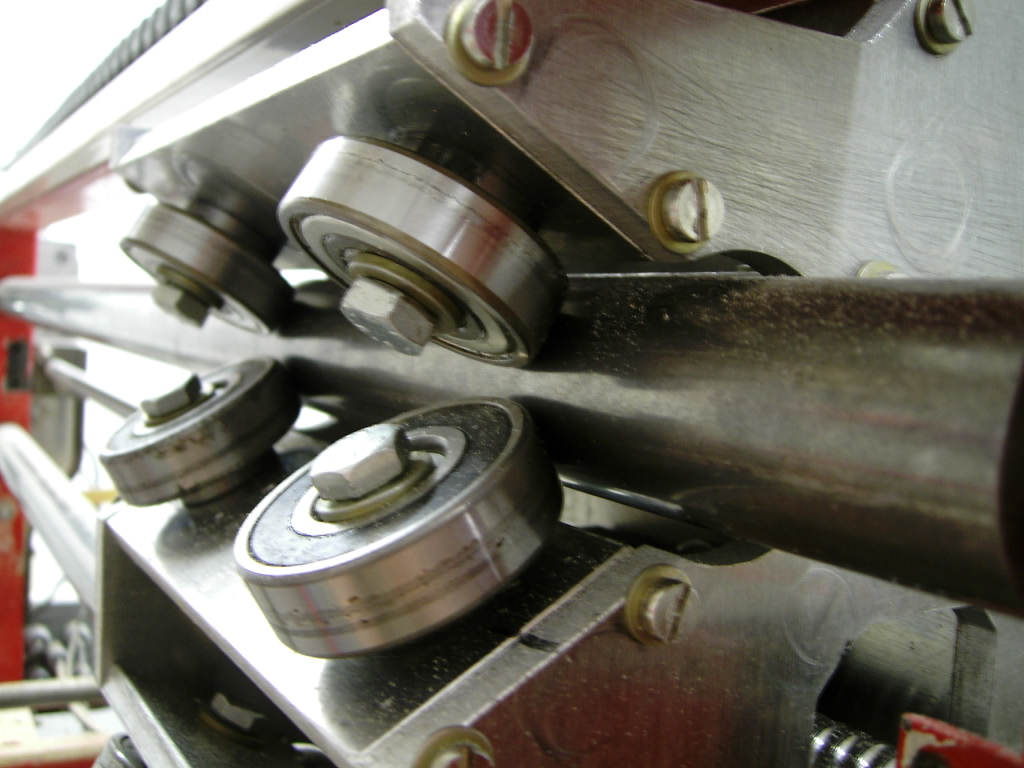
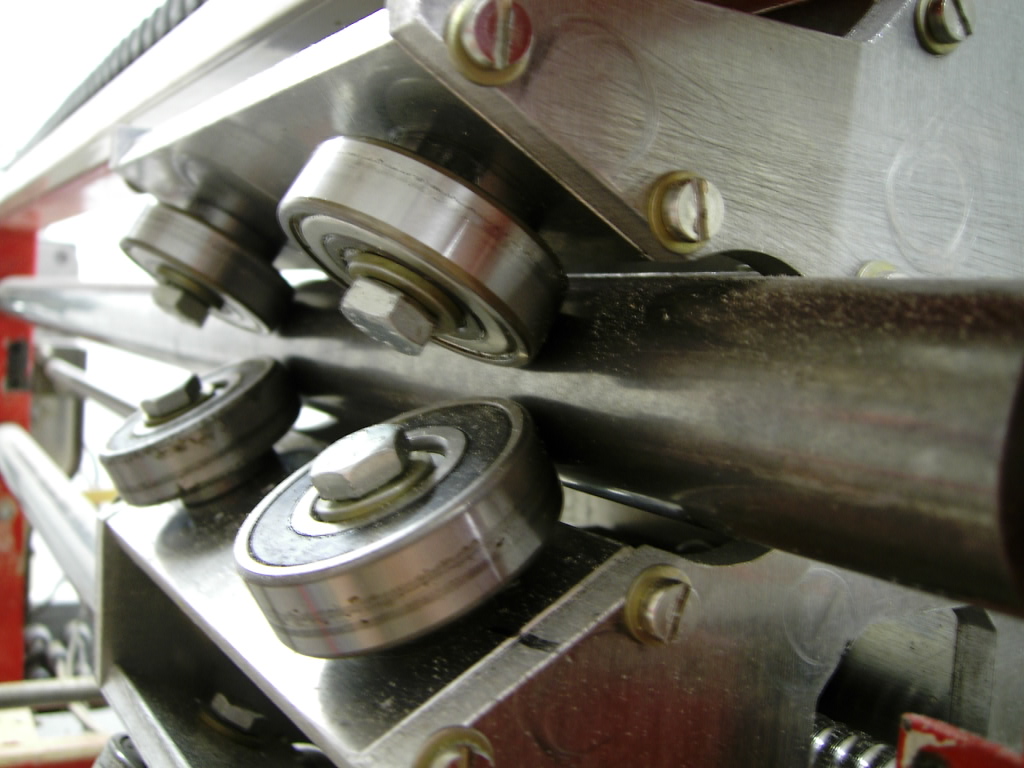
@Bernd: Sehr interresant. Fast so ähnlich wie an meiner CNC-Maschine. Sind auf der Gegenüberliegenden Seite auch Kugellager? Sonst würde der Schlitten doch runterfallen, oder? Oder übersehe ich da etwas?
Angehängte Dateien:
-

Fr__-_Links.jpg
72 KB

So, nun auch mal ein paar Bilder meiner Fräse, getreu nach dem Motto: Mein Haus, mein Auto, meine Kinder, meine Fräse...
Angehängte Dateien:
-

Fr__-_Rechts.jpg
64 KB
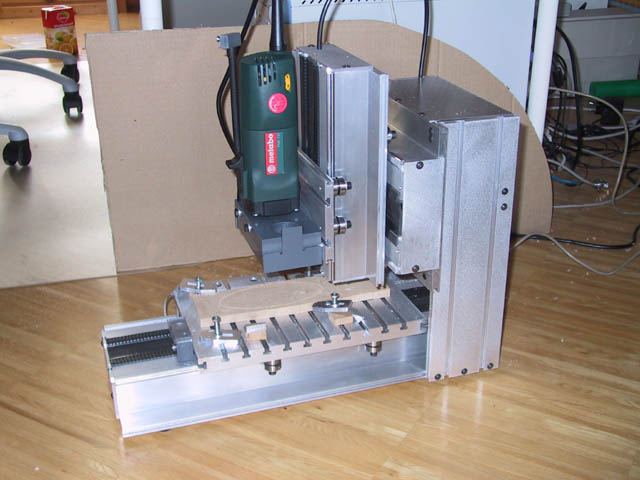
Hier noch von der anderen Seite. Meine Fräse ist übrigens relativ klein, und nicht selbst gebaut...
Angehängte Dateien:
-

Fr__-_F_en.jpg
56 KB

Die Führungen im Detail. Die 6-Kants unter den Imbus-Schrauben sind die Exzenter, mit denen die Kugellager auf den Stahlwellen vorgespannt werden.
Angehängte Dateien:
-

Fr__-_WZL-Sensor.jpg
65 KB
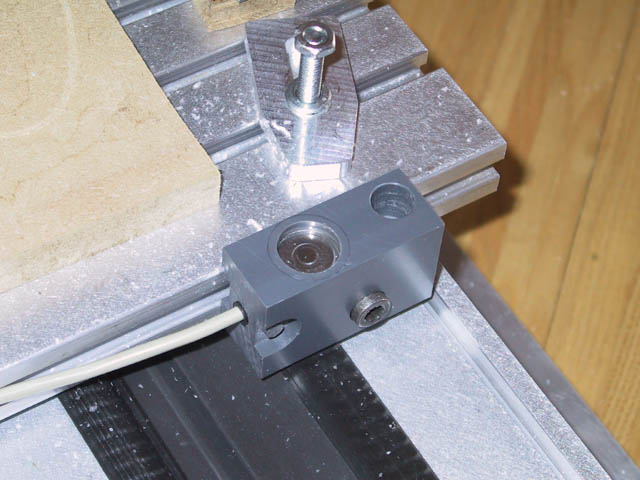
Und hier noch ein kleines Highlight: Der Werzeuglängenmesser im Detail. Damit kann ich nach einem Werkzeugwechel die Länge des Werkzeuges neu vermessen. Das ist eine wirklich feine Sache. Einfach in der Software F12 drücken, und das Werzeug wird neu vermessen und Werstücknullpunkt passen wieder. So kann man richtig komfortabel verschiedene Werzeuge für ein Werstück einsetzen, ohne jedesmal den Werkstücknullpunkt neu einzurichten. Den Werkzeuglängensensor möchte ich nicht mehr missen. Der ist Gold wert, wenn man keinen automatischen Werkzeugwechsler hat...
Angehängte Dateien:
-

Fr_r_-_verbrannt.jpg
77 KB

{kind=link}
{kind=link}
{kind=link}
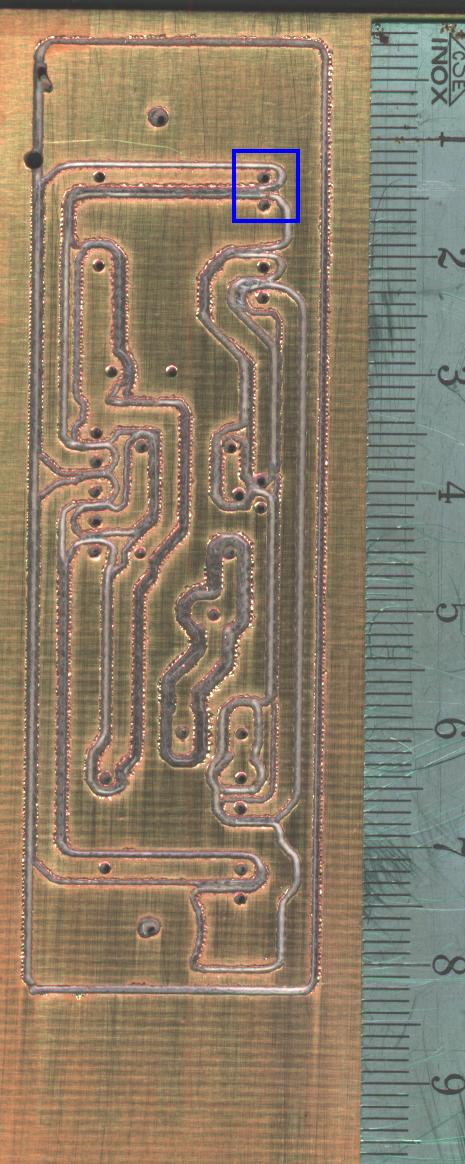{kind=link}
Hier mal ein Beispiel, was so alles schief gehen kann... Das Material "war" Acrylglas (Plexi), allerdings so ein antistatisches, weiches, extrudiertes Acrylglas. Habe gut gekühlt, hat alles super geklappt, bis kurz vor Schluss: Es hat sich ein langer Span gebildet, der sich um den Fräser wickelte. Daraufhin verstopften weitere Späne die Spannut. Das Kühlmittel kam nicht mehr an den Schneide. Der Fräser wurde heiss, und schmolz das Material auf. Das flüssige Material schob sich nach oben durch die Spannut. Allerdings nur bis zur Kühlmittelgrenze. So bildete sich ein schöner Propfen. Naja, unter dem Propfen wurde der Druck und die Hitze nun so groß, dass das Acrylglas anfing zu verkohlen. Das alles hat nur zwei bis drei Sekunden gedauert. Da half der Druck auf den Notaus auch nichts mehr. Wie das Werkstück aussieht, kann man sich ja denken...
Hallo michael, sind allerdings auf der anderen Seite noch Kugellager. Teile mir Deine E-Mail Adresse mit, kann Dir dann ein paar Fotos senden. Gruß Bernd
Hallo Bernd, die gefräste Platine sieht super aus. Danke für die Bezugsadressen der Fräser. Für wie viele Platinen kann man einen solchen vorgeschlagenen Fräser nutzen bis er stumpf ist?(Wenn man von der Platine auf dem Foto ausgeht) Axel
Hallo Bernd, mit was für einem Fräser hast du bei der Platine am Bild gearbeitet, da das Ganze relativ "grob" aussieht. Mit den Isolationsgravurfräsern von VHF ist es ohne Porbleme moglich zwischen den Anschlüssen eines SMD IC´s (1,27mm Raster) noch eine Leiterbahn durch zu bekommen. :-) Ich hab leider keine Platine die ich zur Zeit posten könnte, da alle bereits eingebaut sind. Viele Grüße, Christian
Hallo Christian, die Platine wird mit relativ "grossen" Bauteilen bestückt, Trafo ,Elkos , Relais usw. Habe deshalb einen grösseren Fräser benutzt , sonst nehme ich meistens 0,5 mm Fräser. Dieser war ziemlich gross, 1mm im Durchmesser aber für die Bauteile langt es allemal. Gruß Bernd
Hallo Axel, der Fräser reicht für sehr viele Platinen,tippe mal so um die 100 Stück "packt" er locker. Gruß Bernd
Hi ihr Bastler, da ja viele von euch mittlerweile eine CNC-Fräsmaschine haben, hier meine Frage: Vielleicht wohnt jemand in der Nähe von Wiesbaden oder Speyer und könnte mir ein paar Kleinteile aus Hartpapier oder Pertinax fräsen. Vorlagen in AutoCAD erstelle ich dann entsprechend den Anforderungen der Maschine. Die Teile müssten durchgefräst werden, so dass am Ende auch etliche Durchbrüche im endgültigen Teil wären. Habe schon angefangen, das per althergebrachter Hand-Feil-Methode zu machen, aber 1. wird es per Maschine weit besser und 2. dauert es doch "etwas" lange per Hand :-)) Die Maße der Teile sind max. 180 x 40 mm und Ausgangsmaterial ist einfaches einseitig Cu-beschichtetes Hartpapier. Würde mich freuen, wenn mir jemand aus der "Klemme" helfen könnte, und über den Lohn (bar oder materiell) wird man sich dann schon einig... Danke & Grüsse, Roman
Hallo Roman, kann Dir ohne Probleme die gewünschten Sachen fräsen. Bei Interesse setze dich bitte mit mir in Verbindung. Gruss Bernd
Wie füttert man die Fräse eigentlich mit Daten? Kann man z.B. aus eagle die Daten für die CNC-Fräse exportieren, oder muss man alles umständlich in CAD machen?
Meine Fräse "versteht" plt-Dateien , die man leicht mit jedem CAD-Programm herstellen kann, oder aber auch sehr gut mit Corel Draw. Auch aus Eagle muss es möglich sein ,habe aber selbst noch nicht getestet. Hier kann H.Burkhard Lewetz Auskunft geben.(Hersteller der Steuersoftware PCNC) Gruss Bernd
Hallo CNC-Freunde, habe gerade erst dieses Forum entdeckt und bin begeistert ! Keiner schreibt irgenwelchen Blödsinn !! Alles hat Hand und Fuß, man hilft sich gegenseitig, klasse !! Sollte irgendwelche weiteren Fragen zu Selbstbau-Maschinen bestehen, beantworte ich diese gerne, da wir Hersteller von so günstigen und massiv ausgeführten CNC-Fräsmaschinen sind, daß sich das Selberbauen mit allen entstehenden Kosten und Problemen am Ende nicht lohnt. Nicht umsonst haben wir allein ein knappes Jahr an unseren Maschinen und an der Steuerung entwickelt und getestet, bis wir ein gescheites Produkt marktreif hatten. Ich werde hier keine URL angeben, weil ich hier im Forum auch keine Werbung für unsere Firma machen will. Wirt haben allerdings einen sehr kreativen Kunden, der selber eine Firma leitet und eine einfache Lösung für einen preiswerten Vakuumtisch gefunden hat, der wirklich Sinn macht und gerade mal ca. 8 Euro kostet bei einer Größe von 60x120 cm !! Da ist der oben erwähnte Beitrag mit dem Kompressor super passend !! Hoffe weiterhin auf solche tollen Beiträge hier im Forum. Mit Herrn Lewetz arbeiten wir übrigens Softwaretechnisch eng zusammen. Klasse Leute ! Weiter so. Gruß Frank Hylewicz
Hallo CNC-Gemeinde, ich bin soeben durch googlen auf dieses Forum gestossen. Erstaunlich wie viele dieses interessante Hobby teilen. Auf http://www.hammes24.de findet ihr ein weiteres CNC-Selbstbauprojekt. Abgesehen von den zugekauften Proxxonteilen und den Schrittmotoren wurde, von der Treiberelektronik bis zur Ansteuersoftware, alles selbst gemacht. Auch besondere Funktionen wie eine Softwarehöhenkorrektur und eine Methode zur Abtastung Strom leitender Objekte, wurden implementiert. Die Möglichkeit mittels eines Lasers andere Objekte zu scannen könnte auch den ein oder anderen interessieren. Allerdings befindet sich die SW noch in einer Testphase. Schön dieses Forum gefunden zu haben. Ich werde bestimmt öfter mal vorbeischauen. Grüße Hans-Jörg Hammes
@Hans-Jörg Hammes erstmal ein dickes Lob für ihr Projekt, sieht so typisch nach Bastler aus, alles Lose, aber wie sie ja selbst schreiben, das wird sich ja nach und nach ändern. Ich sehe das sie genauso wie ich ein Proxxon Bohrschleifer verwenden. Mit welcher Drehzahl lassen sie den laufen um die Platinen zu fräsen und woher beziehen sie ihre Fräser und in welcher Größe benutzen sie diese? Mein Problem ist nämlich das ich sehr stark ausgefranste Seiten habe und diese immer mit feinen Schleifpapier abschleifen muss, damit es keine Scharfenkanten gibt, die evtl. Kurzschlüsse verursachen. Ein weiteres Probleme ist das wenn ich Fräser <1mm verwenden will, um kleinere Abstände hinzubekommen, z.B. für Mic-Controller oder SMD die Fräser abbrechen.
Hallo, - ausgefranste Seiten - Wenn man die Konturen ein zweites mal, ohne Zustellung in Z, durchlaufen lässt, schabt der Fräser nur und der Grat ist meistens weg. Gruß Theodor Schönwald
danke Theodor Schönwald klingt an sich gut. Also einmal oben rüber fahren, ohne das der Fräser in das Material eindringt, wenn ich es richtig verstanden habe. Aber wie ist das, wenn das Material nicht ganz eben ist, leicht gewellt. Dann nehme ich doch auch etwas von dem Kupfer oben ab? oder habe ich etwas noch nicht ganz oder falsch verstanden? Aber ein Versuch ist es Wert. Gibt es sonst noch andere Möglichkeiten? oder vielleicht eine Technik die das Grad entstehen verhindert.
Hallo, ich meinte mit der gleichen Frästiefe wie vorher. Also die gleiche Spurrille noch einmal. Da sich der Fräser bei der Berarbeitung ein wenig wegdrückt, fräst er bei einen zweiten Durchgang das Wenige (z.B. 0,01) noch weg und der Grat verliert sich. Was noch eine Rolle spielt bei der Gratbildung ist: Vorschub zu groß oder zu klein und Fräser stumpf. Gruß Theodor
@ngres - rizzo-the_rat(at)gmx.de ich betreibe den Proxxon mit 16000-20000 1/min. Allerdings spielen die von Theodor genannten Parameter Vorschub, Fräserschärfe und Eindringtiefe auch eine große Rolle. Einfach ein wenig experimentieren! Zum Experimentieren empfehle ich Platinen zum günstigen Kilopreis bei www.Pollin.de. Ich empfehle bei der Bestellung gleich einen Satz "Bohrer-Fräser-Set" für 3,50 EURO zu ordern. Welche Typen von Bohrern und Fräsern man bekommt ist allerdings Glückssache. Mit Viel Glück ist ein 0,6mm Fräser dabei. Gruß Hans-Jörg
Hallo, als Fräser habe ich meistens Stichel mit einem Spitzenwinkel von 50 Grad verwendet, die ich aus abgebrochenen Platinenbohrern oder alten Hartmetallfräsern geschliffen habe. Das Problem ist, man benötigt eine Stichelschleifmaschine. Die war an meiner früheren Arbeitsstelle vorhanden. Heute stehen diese Maschinen oft irgend wo herum, manchmal kann sie keiner mehr bedienen. Ich bin auf jeden Fall interessiert an eine Maschine. Wer einen Tipp für mich hat findet meine Adresse hier: http://www.lehrer.uni-karlsruhe.de/~za685 Gruß Theodor Schönwald
hallo wollte mal wissen ob man schrittmotoren aus dem Drucker zum was bewegen nehmen kann, und wie baue ich dann eine einfache steuerung. MfG Maik
hallo HanneS wie mache ich das dann, ich möchte meine webcam auf ein schrittmotor befestigen und wie steuere ich das, das sich die webcam nach links und rechts in schritten bewegt mfg maik
Durchsuche das Forum nach den oben erwähnten Beispielen. "Schrittmotor" oder "Stepper" sind gute Suchbegriffe. Dann entscheide, ob du dich mit Mikrocontrollern beschäftigen möchtest und bau oder kauf dir die dementsprechende Steuerung. Mit einem Modellbauservo wird es aber vermutlich einfacher werden. ...
Modellbauservo habe ich , aber wie bau ich so eine steuerung das ich das am pc bedienen kann
Hallo Leute Ich bin durch Zufall auf dieses Forum gestoßen. Ich finde es klasse was an Beiträgen hier bis jetzt geleistet wurde. Ich habe selbst die Absicht eine Fräse zu bauen, und bin auf der Suche nach Ideen. Dabei bin ich auf eine Ungarische Seite gestoßen, die ich für sehr interessant halte. Hier die Url http://www.hobbycnc.hu Ich werde öfters hier hereinschauen. Gruß Bernd
ich hab mal mit einem wikiartikel begonnen: http://www.mikrocontroller.net/articles/Platinen_Fr%E4sen bitte beteiligt euch
Vorsicht, auf den letzten Link nicht klicken! Umleitung auf nicht kinderfreundliche Webseiten
hallo ich habe auch vor eine ähnliche fräse zu bauen... bin aber ein armer schüler gg... also wirds eher eine billigvariante werden (mit schubladenführungen,...) die steuerung soll über einen atmega32 funktionieren der schrittmotoren ansteuert. ich fange heute an ein programm zu schreiben das folgendes können soll: 1: übertragung eines g-code programms über RS232 (dazu kann auch hyperterminal verwendet werden) 2: der mikrocontroller verarbeitet diese daten und steuert die schrittmotoren an. eventuell kommt auch noch eine speicherkartenerweiterung dazu, dass die fräse auch ohne pc arbeiten kann. 3: steuerung soll über eine computertastertur am atmega erfolgen 4: lcd display 5: ir empfänger - vl sinnlos aber wenn noch ein eingang frei ist... wenn jemand noch ideen für das programm hat kann sie mir bitte mailen (robert_mader@gmx.at)... ich kann aber noch keine versprechungen machen, wann das programm fertig wird.... ich werde es selbstvertändlich online stellen sobald es funktioniert mfg mada
Hi ich möchte mir auch eine solche fräse bauen wo bekommst du den die Motoren, Elektronik,... her? Ich hab zwa etwas mer Geld alls Lerling aber trotzdem! und solche Programme kann man sich aus dem Internet herunterladen
hallo Tippfix ich brauche Ersatzteile zu dieser Schrittmotorsteuerung gibt es dich noch irgendwo ?
Fritz 7 schrieb: > Wenn da nicht der Preis wäre. > > Hat villeicht jemand eine Idee wie man so eine Fräsanlage billig > realisieren könnte? Nie. Denn die Kosten sind nicht die Fräsanlage, sondern die Frässtichel. Pro Leiterplatte mindestens einen a 10 EUR, eher 2. Und natürlich kann man nicht durchkontaktieren. Da lohnt sich selber machen nicht, das gibt man ab an eine Leiterplatten Fabrik. Ätzen lohnt preislich schon, wenn es einseitig sein kann.
juhu, ich bau mir eine Maschine! Ist der Basteltrieb wirklich so groß? Gebrauchte und vom Hersteller generalüberholte CNC-Fräsen sind für ca. 1500.- zu haben (mit Garantie, oft mit Lizenz für Sw). Wenn ich hier einige Fotos ansehe, zweifle ich an der Gilde der Maschinenbauer. Nein, hier ist nicht der Meister sondern der Master gemeint, dem meist immer das handwerkliche Geschick und das Wissen aus der Werkstatt fehlt. Wenn ich schon lese, es sei "generell" besser das Werkstück und nicht das Werkzeug zu bewegen? Einfach unglaublich ... Und wer denkt eine DIY-Fräse sei wesentlich günstiger, der pfeift schlicht auf Qualität, Präzision und Langlebigkeit. Ach, das wird nicht benötigt? Dann reicht auch ein Ätzgerät mit kurzen Ätzzeiten und geringeren Ätzmittelbedarf. Das ist bei weitem Günstiger, besser bzw. genauer und preiswerter! Was habt ihr für ein Volumen, >400 Platinen im Jahr? Btw. die letzte Bestellung, 10 Fräser betrug excl. MwSt. 728 EUR ;( und das sind preiswerte Modelle mit sehr begrenzter Haltbarkeit. Wer möchte schon "ausgefranste" Leiterbahnen? Daher ein häufiger Werkzeugwechsel, bevor Kunden den Fräser wechseln :). Einige Kandidaten hier kaufen die Fräser wahrscheinlich im Baumarkt und freut euch über den Aufdruck "HSS", die sind für 12EUR/St. zu haben.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.