Da ich ja schon angekündigt hatte, dass ich solch eine Maschine bestellen würde, möchte vielleicht der eine oder andere mein Blog dazu lesen. Ist noch nichts gewaltiges, aber ich habe schon die ersten Bauteile durch die Gegend transportiert. Falls konkrete Fragen oder Fotowünsche sind, dann beantworte ich das gerne hier und im Blog. Eins vorweg: die Kameras waren die extra 500 Euro in jeder Beziehung wert! Bestellung und Vorschau: http://www.matthiasm.com/tvm802a.html Auspacken (Videos fehlen noch): http://www.matthiasm.com/tvm802a_1.html Modifikationen, damit's besser wird: http://www.matthiasm.com/tvm802a_mods.html Reverse engineering der Kommunikation: http://www.matthiasm.com/tvm802a_3.html - Matthias
Hallo, ich bin sehr an den Erfahrungen interessiert. Habe mir auch überlegt, in der Fa. eine P&P-Maschine für Entwicklungsmuster anzuschaffen, nachdem in letztens für eine LPL mit ca. 450 BE mehr als einen Tag brauchte, um alles zu bestücken :-( Allerdings war ich etwas abgeschreckt, nachdem ich diverse Erfahrungen gelesen hatte, dass so was recht viel kostet und dann auch wieder viel Aufband bei Bedienung und Pflege erfordert. Was kostet denn diese Maschiene? 10...15k€ wären kein Problem, wenn es den auch tatsächlich eine relevante Verkürzung der Bestückungszeit bringen würde. Bis jetzt werden bei uns 0603 als derzeit kleinste BE genutzt. 0402 kann aber evtl. noch kommen. Reflow-Ofen haben wir eh schon und ein gut ausgestattes BE-Handlager ist auch schon vorhanden. Pastemasken werden auch schon gemacht, alternativ gehts aus mit Dispenser. Bleibt also hauptsächlich das Vogelfutter, welche sehr mühselig von Hand zu stücken ist. Gruß Öletronika
Die Maschine kostet rund 3800 Euro ohne USt. oder Zoll. Dazu kommt noch PayPal Prozente und natürlich üppiges Porto. Mit Zollnummer steht das Dingen aber dann auch nach gut einer Woche im Laden. 0603 scheinen völlig unproblematisch zu sin, da die Kiste ja per Videokamera einen Offset und Winkel noch einmal korrigieren kann. Auch die Position der Platine wird optisch erfasst um die Bestückung anzupassen. Das ganze ist softwareseitig etwas unübersichtlich. Die Software ist eigentlich erträglich, aber eben im üblichen maschinenübersetzten Englisch ohne echte Anleitung. Aber daran arbeite ich. Wenn der Arbeitsablauf einmal steht, also das CAD Programm die richtigen Daten auswirft (einfache Textdatei), dann ist der Rest relativ einfach. Die Rollen müssen halt entsprechend der Platine u.U. manuell neu eingelegt werden (keine fertigen Rollenhalter im Schnellklick, sondern mit kleine Fingern fummeln). ICs muss man per Hand in die Becher legen, aber eine Rüttelschiene kann man im Eigenbau nachrüsten. Schön ist, dass ein Unterdrucksensor merkt, wenn ein Bauteil nicht aufgenommen wurde. Dann wird bei einem Band eben das nächste Bauteil probiert. Für den gewerblichen Einsatz würde ich die Maschine trotzdem nicht unbeobachtet lassen und die Ergebnisse gut kontrollieren.
Wie ist denn das mit den Feedern gelöst? Gibt es einen Nozzle der den Vorschub macht?
Oder sind die Feeder angetrieben? Wenn ja wie? Kannst du Fotos machen? Danke =)
Die Feeder haben keinen eigenen Antrieb. Ein Elektromagnet am PnP-Kopf zieht einen Stift herunter, der in eines der Indexlöcher rückt. Dann zieht der Kopf das Band ein wenig nach rechts. Dann zieht eine Feder den Stift wieder hoch. Ein Sensor meldet, wenn der Stift wieder oben ist, weil sonst eine unglückliche Bewegung des Kopfes das ganze Band aus der Maschine reissen würde. Zu guter Letzt wird über eine Sammelrolle noch der transparente Film auf dem Band zrückgepellt, damit der Kopf das nächste Teil ansaugen kann. http://www.matthiasm.com/tvm802a_3.html#feeder
Hi, Wieviel BE pro Stunde macht sie? Kannst du mal nen Video posten? Kann das vision System auch tqfp100 ICs erkennen? Gruß
ardaga schrieb: > Wieviel BE pro Stunde macht sie? Das kann ich noch nicht sagen. Hängt aber auch ganz massgeblich von den Strecken ab, die der Kopf fahren muss um vom Feeder zur Platine zu kommen. Die optionale Videobearbeitung verlangsamt die Sache ebenfalls (siehe unten). Er kann zwar beide Spitzen nutzen, um zwei Bauteile auf einmal zu greifen (nicht probiert, sagt aber die Anleitung), nur wird das in der Praxis wenig bringen, da man ja meist zwei unterschiedlich grosse Düsen nutzt. Und automatischen Düsenwechsel kann er nicht. Der Kopf wird mit Schrittmotoren verfahren und nicht mit Servos, ist also verhältnismässig langsam. > Kannst du mal nen Video posten? Mache ich gerne sobald ich ein wenig weiter bin und eine Platine komplett bestücke. > Kann das vision System auch tqfp100 ICs erkennen? Die Bilderkennung findet einfach nur Rechtecke. Ich glaube, sie sucht ein Rechteck um die hellsten Punkte (Beinchen). Dann dreht der Kopf das Bauteil und sucht wieder das Rechteck. Im schnellen Modus errechnet er jetzt, wie weit das Bauteil neben dem Mittelpunkt der Düse sitzt und plaziert es dann entsprechend. Im langsamen Modus fährt er den Kopf so lange hin und her, bis das Rechteck perfekt zentriert ist. Danach erst drückt er das Teil in die Lötpaste. Dauert schon mal drei Sekunden, ist dann aber auch wirklich genau. PS: er kontrolliert nicht, wo die Markierung ist, oder ob das auch wirklich das erwartete Bauteil ist. Die Korrektur ist daher auch nur (immerhin) +/- 40 Grad. Darüber hinaus wird das Bauteil falsch gedreht. PPS: es gibt nichts was es nicht auf YouTube gibt (nicht von mir): https://www.youtube.com/channel/UCHg2VCSolCuFeYLKxXAp9PA Schnelles Hühnerfutter: https://youtu.be/cYIdrM6dg90?t=2m16s Langsamste und genauest Positionierung: https://youtu.be/TwvnQStELvU?t=1s
Morgen zusammen, ich hole den Fred mal hoch, weil wir uns kürzlich ebenfalls so eine Maschine angeschafft haben. Erfahrungen sind auf unserem Blog hier: http://servokit.com/blog/tag/tvm802a/ Videos: https://www.youtube.com/watch?v=6SSU50hn_zI&list=PLTeCYItVW9kHNgcDsjI-THJiwE47B2aHC&index=3 Gruß, Axel
Die 5 mm max. Bauteilhöhe sind problematisch. Gibt's da irgendeinen Workaround für höhere Elkos (10 mm)?
Hallo, > Rainer R. schrieb: > Die 5 mm max. Bauteilhöhe sind problematisch. Gibt's da irgendeinen > Workaround für höhere Elkos (10 mm)? so wie ich das verstanden habe, ist die Bauhöhe nur insofern begrenzt, als dass man mit einem einfedenden Nozzle bei flachen BE nix extra spezifizieren muß. Ansonsten muß man für höhere BE eben auch eine Höhe parametrieren, was man natürlich auch machen muß, wenn der Nozzle nicht einfedert.
Nein, die Bauhöhe von max 5.8mm bei 1.6mm PCB is kontruktiv bedingt. Darüber hinaus ist eine Bestückung möglich, Limit ist 12mm, bedingt aber speziellen driver und planner. Dies bei TM-220A, bei dieser sollte es identisch sein, wobei fraglich ist ob die integrierte Elektronik verwendet werden kann, oder ob sie getauscht werden muss.
Kann man die Maschine bzw. PCB-Ablage eventuell dafür "tiefer legen"?
Angehängte Dateien:
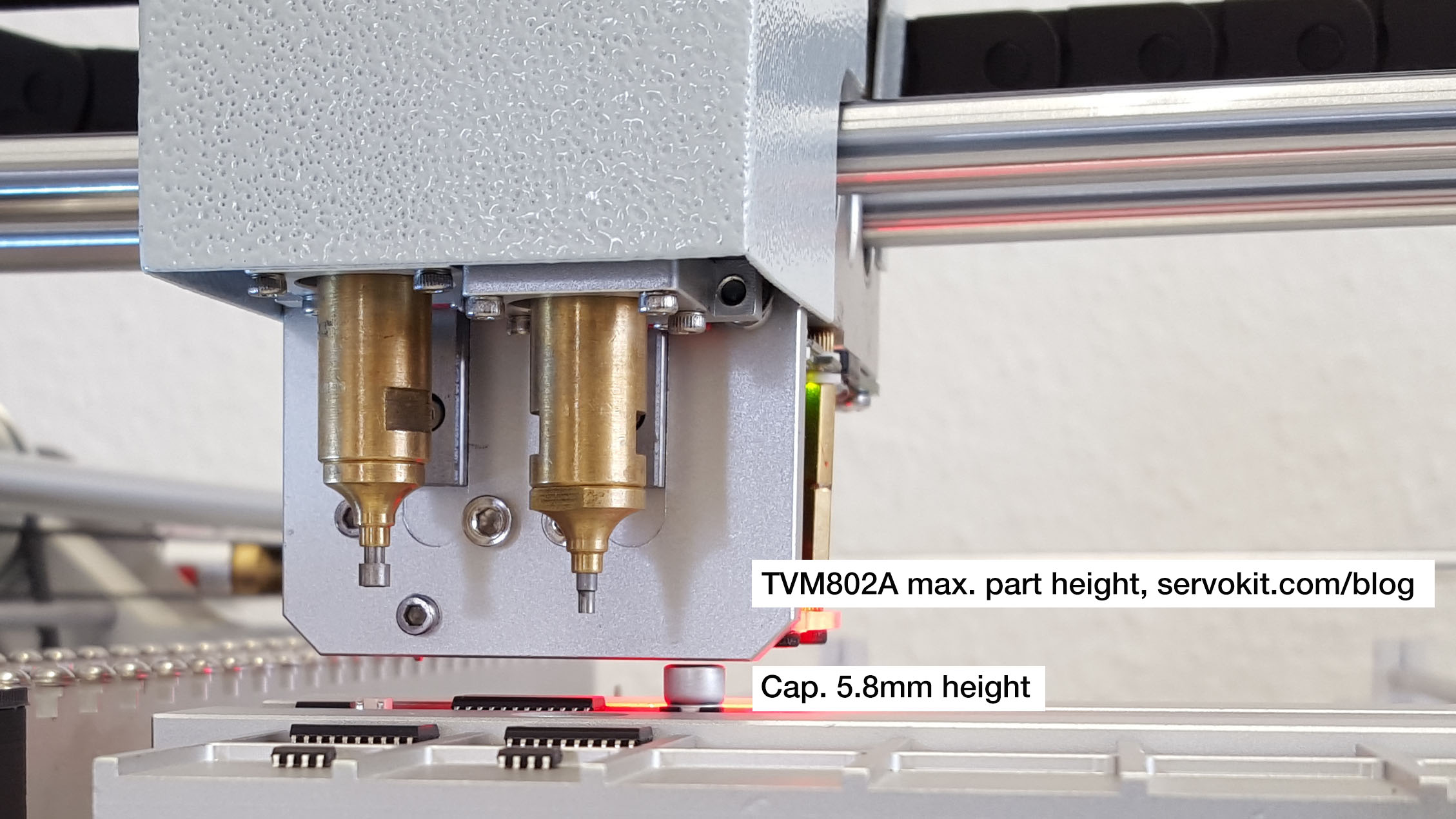
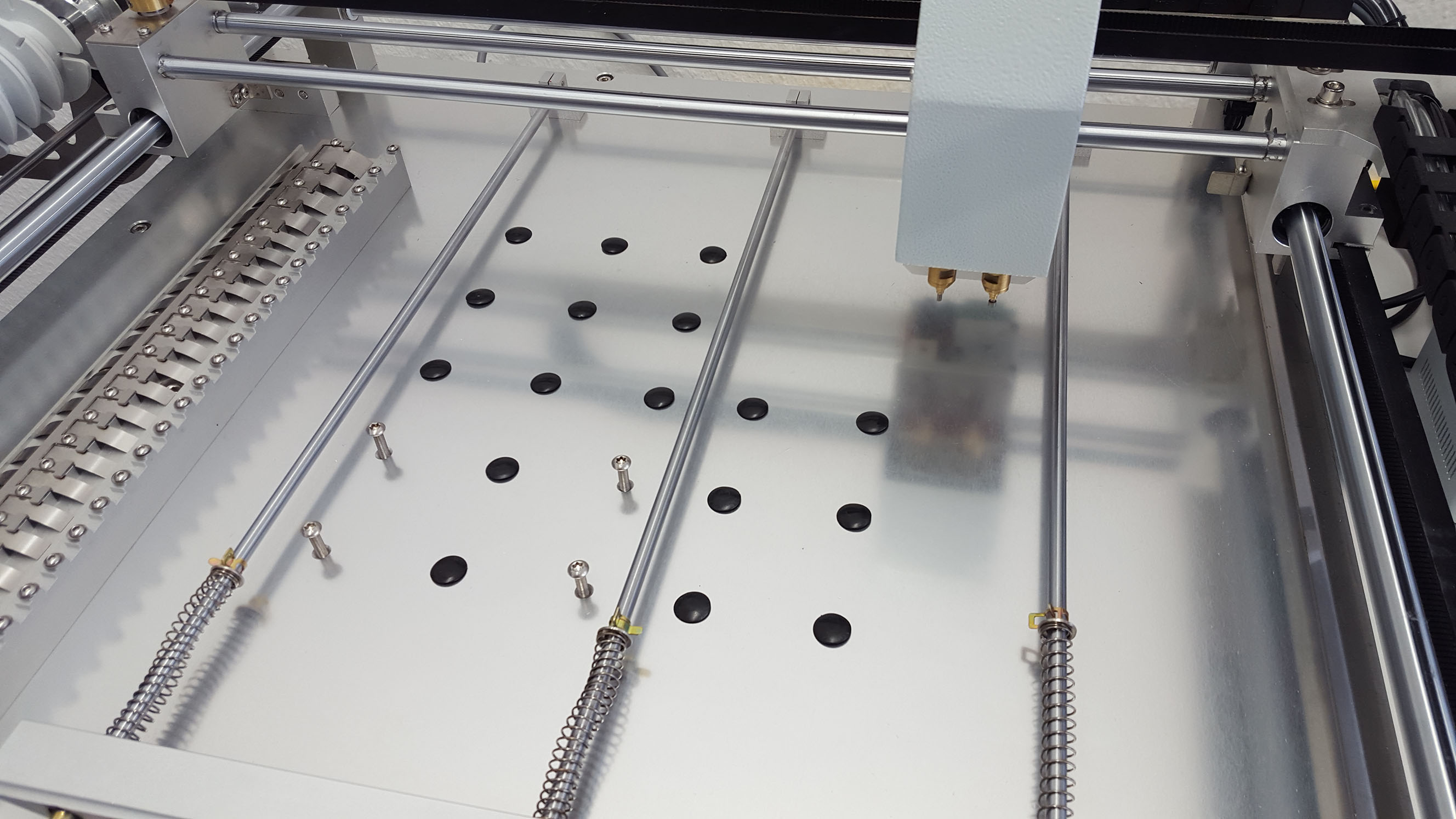
Grundsätzlich sind alle Bauteile über 6mm erstmal problematisch, weil die Unterkante vom Kopf im Normalfall nur etwa soviel Abstand vom Board hat (Anhang). 1-2mm könnte man da noch abfeilen / -fräsen. Das Board tiefer zu legen würde evtl. ein bißchen bringen (2-3mm), aber man muß berücksichtigen, daß die Düsen in Z nicht sehr viel Weg haben. Tapes dürfen eine max. Höhe von 5mm haben (inkl. Bauteil), sonst paßt das Tape nicht mehr durch die Führungschiene, von der die Düse das Teil pickt. Hier könnte man evtl. auch noch was fummeln. Man kann das Tape aber auch einfach auf die Grundplatte pappen, Folie abziehen und in der SW als Tray definieren. Letztlich sind hohe Teile (10mm) auf dem Board aber auch deswegen riskant, weil man in der Software zumindest im Augenblick keine Keep-outs definieren kann. Gruß, Axel
Man könnte irgendwo für hohe Bauteile ein tiefer liegendes Tray bauen. Mit einer eigenen Software (das Protokoll ist hackbar) kann man dann die hohen Bauteile von vorne nach hinten aufsetzen, so dass der Kopf nicht mehr über die hoch bestückte Platine fahren muss. Aber ob sich der Aufwand lohnt? Aber mal ganz abgesehen davon, die Protokolle sind wirklich simpel. Würde sich eine OpenSource Version der Software lohnen? Optische Erkennung gibt's ganz perfekt in Libraries, und der Rest ist wirklich kein Hexenwerk. Man könnte dann die Software erweitern und z.B. erkennne, ob die Bauteile im Tray die richtigen sind und ob sie richtig herum liegen, und so vieles mehr.
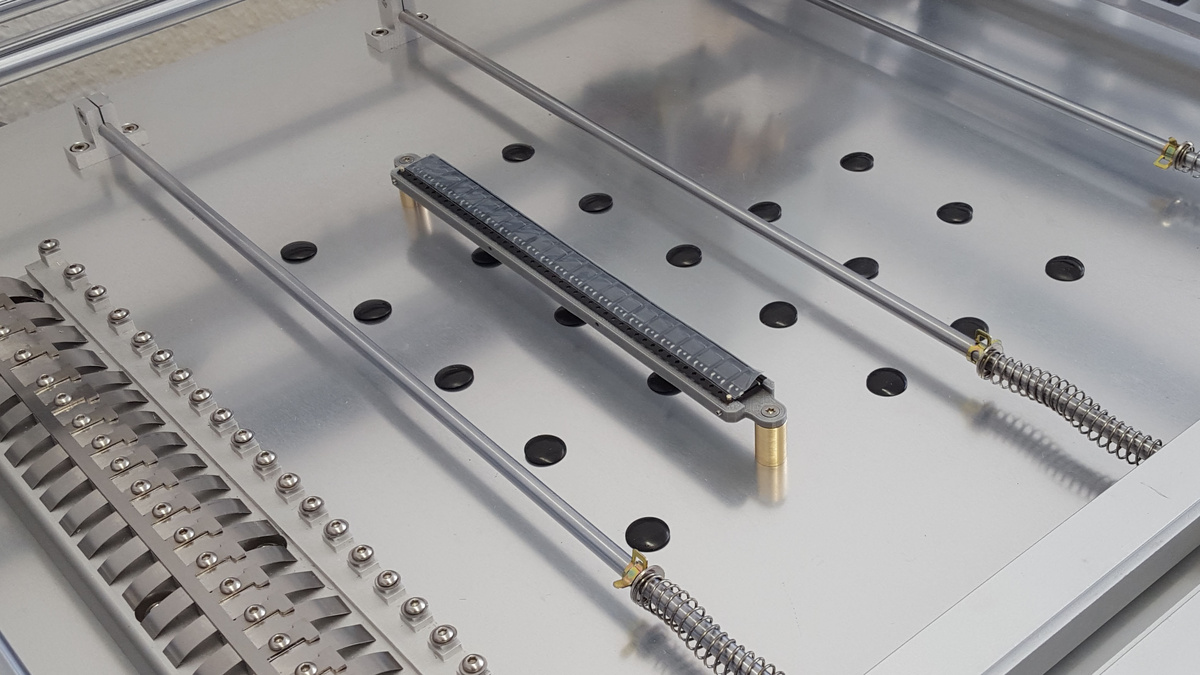
Tiefergelegte Trays wären eine Lösung, ich habe das mal eben ausprobiert (Distanzrollen 10 und 20mm als Bauteile): http://servokit.com/blog/2016/03/16/more-about-the-tvm802a-maximum-part-height/ Ich habe mich auch für die TVM entschieden, weil ich eine möglichst "dumme" Maschine wollte, so daß man zur Not einen eigenen Controller und eigene SW nutzen kann (auch falls der Hersteller mal die Biege macht). Anpassung von OpenPNP an diese und ähnliche Machinen wurde auch schon im Neoden 4 Thread auf dem EEVBlog diskutiert. Ich warte jetzt erstmal unsere Platinen ab, dann kann ich das Ding mal richtig testen. Da gibt's bestimmt noch Überraschungen. Gruß, Axel
Könntest du dann auch noch etwas über den Rest deines Prozesses (Paste aufrakeln, Löten) erzählen? Fertigst du zweiseitig bestückt? Gerne auch in einem separaten Thread. Max (der sehr interessiert mitliest)
@PicTech: Kommt noch. Ich werde in jedem Fall als nächstes mal die Deckplatte abnehmen, weil ich da ein Raster mit Gewindebohrungen für Trays usw. reinmachen will. Ich poste das dann. @Max: Die Stencils schneiden wir aus Folie aus (Silhouette Cameo, siehe hier: http://dangerousprototypes.com/forum/viewtopic.php?f=68&t=5341). Das geht bis 0.65mm pitch tadellos. Die Stencils sind natürlich nicht nicht sehr dauerhaft, für größere Mengen braucht man schon ein lasergeschnittenes Teil, die sind ja auch nicht mehr so teuer. Paste wird einfach mit Spatel drübergezogen. Bestücken ist nur einseitig. Fürs Löten verwenden wir im Moment noch einen der üblichen Ofen mit Controller (BetaLayout). Ich war auch skeptisch, aber das funktioniert wirklich gut. Ist natürlich nur für kleine Mengen, einen Durchlaufofen kann ich im Augenblick noch nicht rechtfertigen. Gruß, Axel
Der Cameo war ein richtig guter Hinweis, danke! Muss nur noch meiner Frau klarmachen, dass sie so was schon immer wollte :) Wie fixiert ihr die Stencils? Mit Klebeband direkt auf der LP, oder habt ihr einen Rahmen o.ä.? Max
Einfach Klebeband. Das ist wirklich ganz unkritisch, probier es einfach mal aus. Ich stelle morgen ein Video mit dem Cameo ein. Gruß, Axel
Ich arbeite im Moment mit zugekauften Stencils (Edelstahl 150µm) und fixiere sie mit dünnem Klebeband. Das geht verhältnismäßig gut. Schwierig wird es beim Aufrakeln der Rückseite, ich habe dazu eine passend ausgeschnittene Unterlage aus dickem Karton, die aber nicht der Weisheit letzter Schluss ist. Daher die Rückfrage. Max
Silhouette Portrait benutze ich :) Jetzt bin ich knapp davor rund 3100€ nach China zu senden.. Hatte mit dem Noden4 Automaten geliebäugelt, der TVM802 macht aber auch keinen schlechten Eindruck (und ein kleineres Loch in den Geldbeutel) Hat einer der TVM Besitzer hiervschon eine echte Leiterplatte mit dem Automaten bestückt?
Ich habe mal ein Tutorial für das Stencilcutten gepostet und dafür einen eigenen Thread aufgemacht: Beitrag "SMD Stencils mit einem Silhouette Cameo schneiden" @Claude: Ich hoffe, nächste Woche Platinen zu haben für etwas ausführlichere Tests. Im EEVBlog Thread (http://www.eevblog.com/forum/reviews/pick-and-place-machine-tvm802a-tvm802b) hat sich jetzt ein weiterer Anwender dazugesellt, der offensichtlich schon richtig produziert. Seine Einschätzung: Maschine & Vision gut, Feeder überarbeitungsfähig. Gruß, Axel
Ich habe mal ein paar Bilder vom Innern der Maschine gemacht. Ab hier: http://www.eevblog.com/forum/reviews/pick-and-place-machine-tvm802a-tvm802b/msg897971/#msg897971 Gruß, Axel
Sehr schön! Schaut ja gar nicht sooo schlecht von innen aus. STM32 gefällt mir auch gut, gibt mir wenigstens das Gefühl der Hoffnung das ich selber was machen könnte wenn der Hersteller mal in n-Jahren den Automaten nicht mehr supported oder ich meine ich müsste etwas "Verbessern" :)
Habe ich mir auch gedacht; im Zweifelsfall dann eben Controller raus und Steuerung selber machen. Gruß, Axel
Cool, von aussen sieht die Treiberplatine der tm240 treiberplatiene verdammt ähnlich aus. Wird auch dieselbe Pinbelegung verwendet?
Kann ich nicht sagen, aber die Maschinen haben diverse Gemeinsamkeiten, auch die selben Düsen und tw. die Feederkonstruktion. Viele der Komponenten kann man einzeln bekommen (immer eine gute Sache) z.B. bei Robotdigg. Gruß, Axel
Justus M. schrieb im Beitrag #4513203:
> Muß man für "Pick and Place" unbedingt eine Maschine bemühen?
Schafft mehr Zeit für die schönen Dinge im Leben :)
Angehängte Dateien:
-

tvm802a-tray-mount.jpg
410 KB
Ich habe heute vormittag mal ein Raster von Gewindebohrungen in die Grundplatte gemacht, so daß Trays usw. besser montiert werden können. Schritt-für-Schritt: http://servokit.com/blog/2016/03/19/adding-mounting-holes-to-the-tvm802a-base-plate/ Gruß, Axel
Axel, dürfte ich fragen wie Du bei Aliexpress bezahlt hast? Kreditkarte oder Auslandsüberweisung?
Paypal. Bietet Ali normalerweise nicht an, du mußt den Verkäufer vorher ansprechen. Beinahe vergessen: Frag vorher nach dem Gesamtbetrag, sonst will er Dir PP oder Ali Spesen (5%) aufdrücken. Nicht drauf einlassen. Und noch was: Das Ding landet dann beim Zoll / DHL in Leipzig und die werden Dich anrufen wg. der Verzollung. Stell also sicher, daß der Verkäufer deine Tel.-Nr. und Emailadresse auf den Lieferpapieren angibt. Wenn du als Firma importierst, will der Zoll außerdem deine EORI Nr. wissen. Die Zolltarifnummer für PP Maschinen ist 8479.89.9790. Ich war besorgt wg. CE und dgl. aber danach hat keiner gefragt. Meine Maschine wurde übrigens mit der normalen Paketpost geliefert (Zoll /USt. wird bar kassiert!), muß man sich mal vorstellen. Der arme Mann hatte nicht mal eine Sackkarre. Gruß, Axel
Wow, danke für die ausführliche Erklärung ! Dann Versuche ich mal mein Glück mit PayPal, muss aber zuerst noch diese ominöse EORI Nr. In Erfahrung bringen.
Hallo, Schafft diese Maschine 0402 Bauteile auch? Freundliche Grüße, Richard
Kann ich nicht sagen; die kleinsten, die wir verwenden, sind 0805. 0603 sollten sicher gehen, alles darunter: ausprobieren... Gruß, Axel
Claude S. schrieb: > muss aber zuerst noch diese ominöse EORI Nr. In > Erfahrung bringen. Brauchst du nur, wenn du als Firma importierst. http://www.zoll.de/DE/Fachthemen/Zoelle/EORI-Nummer/Verwendung-der-EORI-Nummer/verwendung-der-eori-nummer_node.html Anmeldung: http://www.zoll.de/DE/Fachthemen/Zoelle/EORI-Nummer/Beantragung-einer-EORI-Nummer/beantragung-einer-eori-nummer_node.html
Mal eine andere Frage: Über wie viele Jahre muss man so eine Maschine eigentlich abschreiben?
Angehängte Dateien:
@Hein: Kommt darauf an; als "Werkzeugmaschine" o.ä. nach AfA Tabelle 5-10 Jahre oder so. Ich habe mal einen Halter gemacht, mit dem Tapes direkt auf der Arbeitsplatte befestigt werden können, so muß man nicht Teile erst in einen Tray umfüllen: http://servokit.com/blog/2016/03/22/adding-a-tape-holder-to-the-tvm802a/ Gruß, Axel
Der Halter ist eine coole Sache, würde auch einem Liteplacer gut zu Gesicht stehen (das dort vorgeschlagene doppelseitige Klebeband überzeugt mich nicht auf Dauer). Neugierdehalber: woher kannst du so gut Englisch? Wenn Deutsche auf Englisch schreiben, ist das oft eine Qual zu lesen. Bei Dir ist das Gegenteil der Fall, einschließlich maschinenbautechischer Fachbegriffe (wie lathe oder collet). Max
Ja, das hat mich beim Liteplacer auch sehr gestört, schon weil die Positionen der Gurte bei denen so überhaupt nicht reproduzierbar sind. Das Prinzip ist auch ganz leicht erweiterbar auf z.B. mehrere 8mm Tapes nebeneinander. Durch die kleinen Pins hat man bei sauberer Ausführung dann sogar eine "Synchronisierung" der Tapes und könnte bei Hühnerfutter von gleicher Größe auf optische Erkennung verzichten. Re. Englisch: Habe mal ein paar Jahre in London gelebt, da ist einiges hängengeblieben. Gruß, Axel
Hallo, vielen Dank für die vielen Infos zur TVM802A. Mich interessiert dieses Maschinchen auch. Aus unserem Layoutprogramm/Stückliste erzeuge ich für Kleinstserienhandbestückung (typ. 10 PCBs) einen abheftbaren A3-Ausdruck für einen SMD-Drehteller-Ausschnitt mit 1m Durchmesser. Darauf kommen dann mit Doppelklebeband in die vorgezeichneten Bereiche die SMD-Streifen an dessen Startposition ein QR-Code und seitlich eine Beschriftung ist. Beim Drehen des Tellers übersetzt eine Kamera den QR-Code und lässt das Bauteil im Layoutprogramm aufleuchten. Jetzt zu meinen Fragen an den Profi: Die linken Feeder sollen mit oft benutzten SMDs-Rollen besetzt bleiben. 1. Lassen sich wirklich nur 10 externe "Custom Trays" wie hier gezeigt benutzen? http://servokit.com/blog/2016/03/11/setting-up-a-custom-tray-for-the-tvm802a-pick-and-place-machine/ 2. Das zusätzliche Projekt-Tray-Tablet1 und 2 zwischen den Klemmschienen mit typisch je 50 SMD-Streifen soll über Stiftleisten auf die Bodenplatte gesteckt werden. Wir laden 2 Dateien nach und die neuen Trays sind geladen. Ist das irgendwie machbar? Wird eine geringe Abweichung der aufgeklebten SMD-Streifen optisch ausgeglichen ohne die Start/Endkoordinaten neu aufzunehmen. 3. Kann die 802A QR-Code auswerten um SMDs von einem Drehteller zu holen? Lässt sich so etwas nachträglich einprogrammieren? Vielen Dank, Tomy
Hallo Tomy, interessantes Projekt, aber (mit meinem jetzigen Kenntnisstand) so wohl nicht machbar. 1. 10 Trays sind in der SW als Maximum definierbar. Viel mehr wäre auch aus Platzgründen und wegen des Verfahrbereichs des Kopfes (ca. 300x300mm2) kaum machbar. Man muß dazu sagen, das die Entwickler Trays hauptsächlich für größere Teile vorgesehen haben, meine Verwendung dieses Features für Tapes ist sicher atypisch. 2. Die SW unterscheidet zwischen PCB Setup und Machine Setup. In #1 sind Teile, Fiducials usw. gespeichert Für ein Teil steht da also bspw. "liegt in Tray Nr. 4". In #2 stehen dann die eigentlichen Tray Koordinaten. Das Machine Setup liegt aber (soweit ich das beurteilen kann!) im Controller der Maschine, wird also nicht auf die Platte geschrieben, sondern beim Programmstart aus der Maschine geladen und ist deshalb nicht zugänglich. Vielleicht kann Matthias M. dazu was sagen, der hat sich ja schon mit dem Protokoll beschäftigt. Was die Toleranz angeht, so definiert man in der SW das Zentrum des ersten Fachs eines Trays. Aus den Koordinaten des letzten Fachs und der Anordung (1x8, 2x5) usw. interpoliert die SW dann alle anderen Koordinaten. Da kommt die Düse herunter und die Teile müssen dann auch tatsächlich da liegen. 3. Nein, die SW ist komplett dicht, ginge wohl nur mit eigener Steuerungs-SW. Hübsche Idee allerdings. Gruß, Axel
Ok Axel, wenn die SMD-Strips nicht genau auf der richtigen Position kleben, arbeiten wir mit Visionskontrolle, wenn Zeit keine Rolle spielt. 1. Muss das Bauteil in jedem "Custom Tray" angelernt werden, zur richtigen Ausrichtung? Wenn nicht (weil Foto-Info z.B. in "Comment" ) könnte man einen SMD-Drehteller der sich von Rechts in der Maschine dreht, mit aufgeklebten Streifen durch einen variablen "Custom Tray" laufen lassen. Synchronisiert mit der 802-ID über eine externe Tabelle dürfte man durch Windows Fernsteuerung mit manuellem "Move" den Teller bewegen oder? Hier kann der QR-Code über eine zusätzliche Cam helfen. 2. Könnte man über einen programierten manuellen Move, wie das weiterschieben der SMD-Strips, den Teller eine Position weitersetzen? 3. Was passiert wenn der "neue Custom Tray" wieder voll ist? Gibts da ein Reset um die schon abgeholten SMDs zu vergessen? Fragen über Fragen. ;) Nochmals vielen Dank. Tomy
Ich muß noch einmal betonen, daß die SW wirklich das absolute Minimum darstellt, um so eine Maschine zu benutzen. Bauteilebibliotheken, Teach-in usw. alles Fehlanzeige. Die Software highlighted plazierte Teile in der Teileliste, das ist m.E. die einzige Möglichkeit, vom PC aus irgendetwas zu triggern (periodisch screencapture o.ä.). An der Maschine selber kann man nur den Umstand ausnutzen, daß nach Erledigung eines Jobs der Kopf an den y-Anschlag fährt (Lichtschranke usw.) Man kann natürlich auch durch Dummyteile in der Partlist den Kopf dazu veranlassen, an bestimmte Positionen zu fahren und dann irgendetwas auslösen. Allerei Hackerei ist da denkbar. Die SW hat (intern) einen Zähler pro Tray, der aber nicht manuell beeinflußt werden kann, erst bei Programmneustart wird er zurückgesetzt. Gruß, Axel
Genau "autohotkey" nutzen wir auch! Lassen sich auch mehrere gleiche Einzelleiterplatten (keine Nutzen) mit eigenen Fiducals im Spannrahmen hintereinander in einem Lauf bestücken?
@PicTech: M6 @Tomy: Ja, das sollte gehen bis 50 Stück, für jedes können eigene Fudicials definiert werden. Gruß, Axel
Hat man in der A-Maschine Zugang zum "Back-Stack" und wie viele Positionen sind dort möglich, 27? Wie ist eigentlich der eMail-Verkehr mit dem Hersteller? Kommen da regelmäßige Updates und geht man auf Kundenwünsche ein? Ich hätte da: 1. Viel mehr Custom Trays! ;) 2. Speichern und Laden der Custom Tray-Daten in einer externen Datei! Axel, nochmals vielen Dank für Deine Mühe. Tomy
In der Software kann man im Prinzip auch die hinteren Feeder definieren, bin aber nicht sicher, ob die dann auch angefahren würden, vom Verfahrbereich könnte das knapp werden; die B Maschine hat auch ein etwas anderes Layout (z.B. Kamera rechts oben, der linke Feederblock sitzt näher zur Front usw.) und sieht innen auch anders aus als meine. Die Düsen sind ja auch anders. Hatte bisher noch keinen Kontakt zum Hersteller, solange alles läuft... Auf dem eevblog hat inzwischen ein B Anwender das Protokoll soweit wohl analysiert: http://www.eevblog.com/forum/reviews/pick-and-place-machine-tvm802a-tvm802b/msg902384/#msg902384 Gruß, Axel
> Ich hätte da: > > 1. Viel mehr Custom Trays! ;) > 2. Speichern und Laden der Custom Tray-Daten in einer externen Datei! Nimm AutoHotkey, das kann dir die Custom Tray-Daten aus einer externen Datei laden, sowie das Programm in Sequenz abarbeiten, sodass mehrere programme hintereinander mit je max 10 custom tray abgearbeitet werden, sowie das letzte mit Z>5.8mm wenn nötig mit berücksichtigung der keepout. Dies sollte relativ einfach sein. Weiters hat man dadurch den Vorteil, dass man bei den Feedern die Rotation im Feeder auch angeben kann. M6 Gewinde ist etwas eigenartig, man müsste beim Chinamann nachfragen, was eine CP45 (neo) mit M6 Gewinde kostet, sollte machbar sein. Kommt warscheinlich vom Reprap/Mig Richtung. Kannst du bitte mal bei Gelegenheit das Runout controllieren, also mit der uplooking Kamera die Nozzle drehen und schauen, ob da ein Versatz ist. Dieser wird nähmlich bei einem Tool-changer verfielfacht, da die Nozzle länger ist.
Die SW hat eine Kalibrierungsroutine, bei der die Düsen über die Kamera gefahren werden. Ein etwaiger Versatz wird dann durch Drehen der Düsen ermittelt. Gruß, Axel
Danke PicTech, das klinkt ja positiv von Dir im Umgang mit AutoHotkey. Schauen wir mal ob mein größter Traum noch war wird Wearable-Boards mit SMD 0201. Wahrscheinlich unmöglich...aber ich will per Youtube mal ne Platzierungsdemo mit 0402 sehen. Wie ist das eigentlich...rüttelt sich so ein leicht fehl platziertes 0402 auf der Paste in die Mitte? Tomy
0201 wird schon deswegen nicht gehen, weil selbst die kleinste der Düsen dafür zu groß sein dürfte. Gruß, Axel
Angehängte Dateien:
-

20160327_111614.jpg
200 KB
Hier mal ein Video mit echten Platinen und echten Bauteilen: https://youtu.be/gqUc85uAubs Techn. Daten: http://servokit.com/blog/2016/03/26/first-production-run-with-tvm-802a/ Im Anhang ein Beispielboard mit Lötergebnis. Gruß, Axel
Axel, vielen Dank für die tollen Aufnahmen: https://www.youtube.com/watch?v=gqUc85uAubs Was passiert da am Anfang? Werden nur die unteren Fiducals der 4 eingeschobenen links anschlagenden Platten automatisch gesucht und korrigiert? Hier einige Software-Videos der B-Maschine: https://www.youtube.com/channel/UCNIBcY401FsiPh_4y8IeKTQ/videos?view=0&shelf_id=0&sort=dd ...um zu verstehen was man mit AutoHotKey machen kann. Macht das nicht Lust auf ein Sammeleinkauf von z.B. 10 Maschinen? ;) Tomy
Ja, unsere Boards haben zwei Fids, aber sind so klein, daß das Fid rechts oben die Plazierung nicht verbessert. Daher werden im Video nur die vier links unten angefahren. Bei 'nem großem Panel würde man das natürlich nicht machen. Die Videos sind dieselben, wie für meine (sind auf der DVD dabei), die SW ist ja identisch. Mir ist schon klar, daß man mit Autohotkey on-the-fly Teile und auch Trays definieren könnte, bin aber nicht sicher, ob die SW damit zurechtkommt. Intern werden Zähler für die Trays geführt und gelegentlich müssen diverse Dialoge abgenickt werden, z.B. bei teilbestückten Platinen. All das müßte man abfangen. Gruß, Axel
@Gast: Das Tape war nicht richtig eingelegt (siehe auch den mehrfach verlinkten Thread bei eevblog). Gruß, Axel
Axel, was ich wissen wollte, werden die Fiducals der eingelegten PCBs automatisch gesucht und aktualisiert? Man hat ja vorher manuell diese Punkte in etwa eingeben. In meinem Projekt sollen ca. 35 Mini-PCBs bestückt werden, da will ich nicht die Fiducals in jeder Leiterplatte manuell anfahren. Tomy
Angehängte Dateien:
-

Unbenannt.png
90 KB
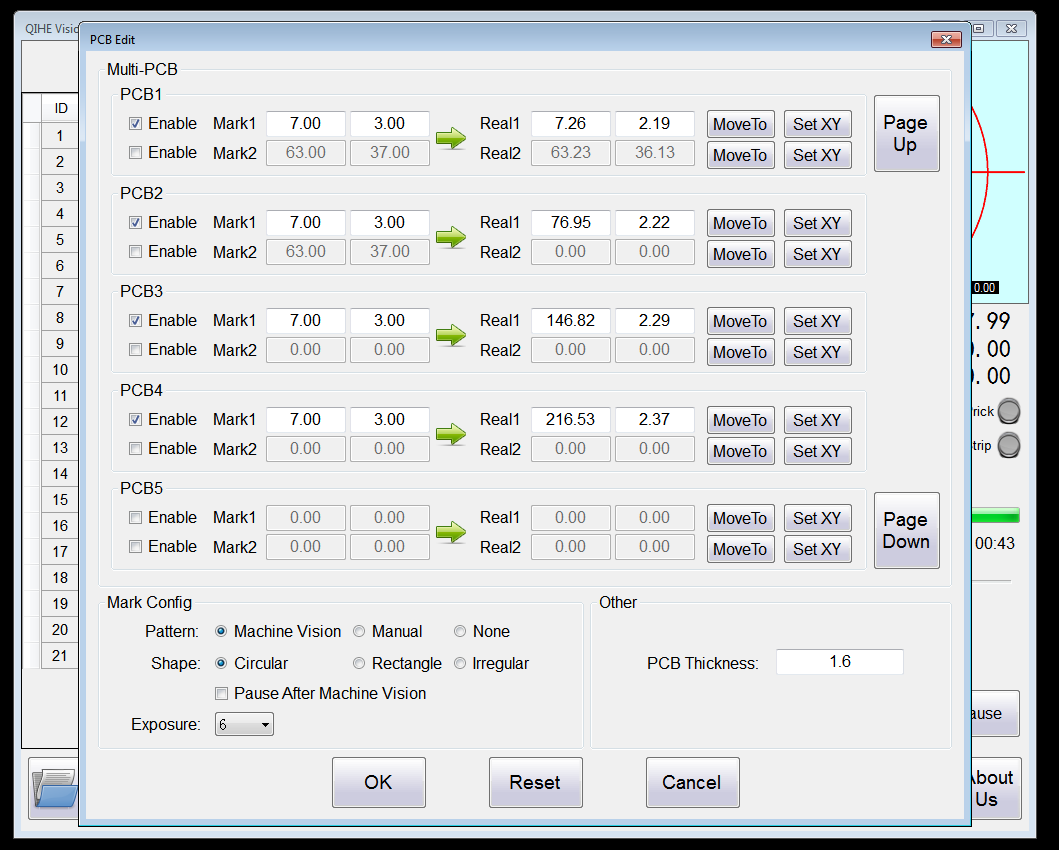
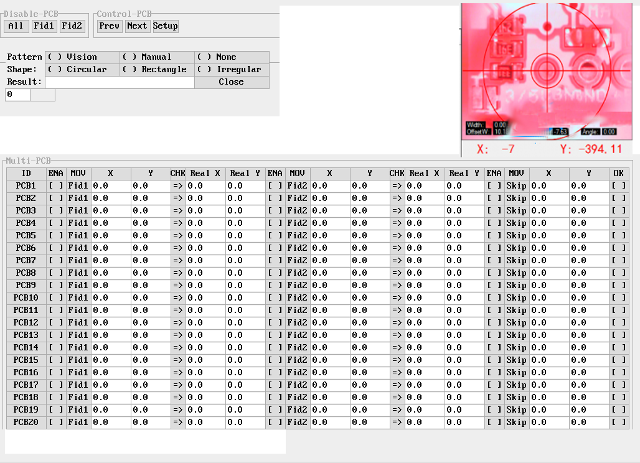
Streng genommen muß man das so machen. Man hat also im Dialogfeld die Koordinaten des Fid spezifiziert (z.B. x=7mm, y=3mm), fährt dann mit der Kamera dahin, zentriert und drückt dann "SetXY", so daß die Maschinenkoordinaten für diese bestimmte Stelle übernommen werden. Dann das nächste Fid usw. Beim Bestücken fährt dann der Kopf zu den ermittelten Maschinenkoordinaten und das Fid sollte dann auch im Blickfeld der Kamera sein. Im Screenshot der betreffende Dialog. Die so ermittelten Koordinaten werden mit der Teileliste abgespeichert (einfache Textdatei). Die Abkürzung ist offensichtlich: Wenn man weiß, daß Platinen- und Maschinennullpunkt bei der ersten Platine wenigstens ungefähr zusammenfallen (im Screenshot < 1mm Unterschied), ergeben sich die Maschinenkoordinaten der Fids aller weiteren PCBs einfach aus der Platinengröße (bei uns 70x40mm). Kann man prinzipiell also beim Erzeugen der Teileliste in Eagle usw. gleich mit reinschreiben. Gruß, Axel
Axel, jetzt mal auf den Punkt zu Ostern! ;) wenn "Maschine-Vision" geklickt und ich neue 35 Einzel-PCBs einlege, werden vor dem Start der Bestückung alle markierten Fiducals automatisch angefahren,(im Vision-Sichtfeld) und gegeben falls die "Reals" korrigiert, weil ich die neuen PCBs nicht so genau eingelegt habe, wie beim ersten mal. Ja/Nein? Übrigens schaut mal hier: https://www.youtube.com/watch?v=EPbVxtJrZA0 Tomy
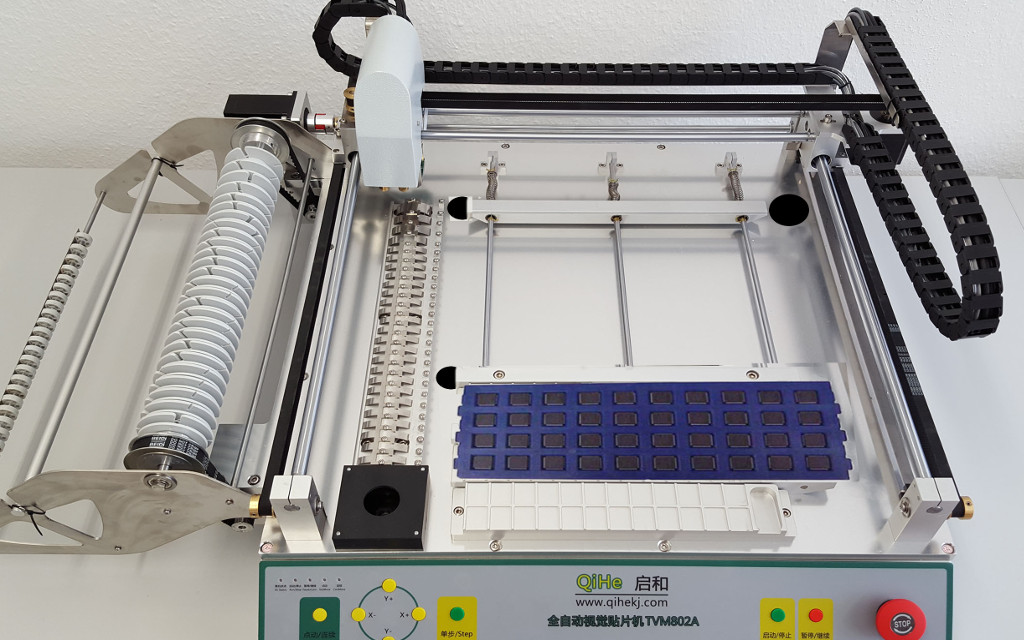
Ja. Das wird bei anderen Maschinen aber auch nicht anders sein. Die bekannte Position des Fids wird benutzt, um die Platinenkoordinaten auf Maschinenkoordinaten abzubilden. Man könnte auch eine Durchkontaktierung o.ä. benutzen, aber die optische Erkennung der Fids geht besser. Unsere Einzel-Boards sind nicht genau gleich groß, die schwanken ein paar hundertstel in der Länge, so daß zumindest ein Fid. pro Board ratsam ist. Bei Nutzen hat man das Problem natürlich nicht. Die bestücken da hauptsächlich LEDs, kann man daran erkennen, daß immer nur eine Spule eingelegt ist. Das ist in China DIE Anwendung für die TM2xx-Maschinen, weil man da auf opt. Erkennung verzichten kann und das ganze Stand-alone läuft. Gruß, Axel
Danke für eure vielen interessanten Beiträge. Nachdem ich jetzt viel gelesen habe, hab ich die Maschine in China bestellt. Ich bin schon gespannt wie es läuft und werde berichten sobald es weiter geht. Gruß, Harry
noch eine Frage, wieviel Platz braucht man für die TVM802, die Abmessungen habe ich aus der Produktbeschreibung, aber es stehen sicher Teile heraus die auch noch Platz brauchen. Gruß Harry
Harry M. schrieb: > Danke für eure vielen interessanten Beiträge. Nachdem ich jetzt > viel > gelesen habe, hab ich die Maschine in China bestellt. > Ich bin schon gespannt wie es läuft und werde berichten sobald es weiter > geht. > > Gruß, Harry Darf ich fragen woher Du sie bestellt hast?
@Harry, bei mir steht die Maschine (802A) inkl. PC (Intel NUC), Tastatur und Monitor auf einem Tisch 160x80cm, das reicht locker und man kann hinter Maschine noch alle Kabel unterbringen. In der Breite benötigt die linke Feederbank etwa 25-30cm extra, die hängt bei mir über den Tisch hinaus, damit man leichter rankommt. Der Tisch muß auf jeden Fall an Wand / Boden festgedübelt werden, wenn man mit 100% Geschwindigkeit fahren will. Gruß, Axel
Angehängte Dateien:
-

20160401_082607.jpg
250 KB
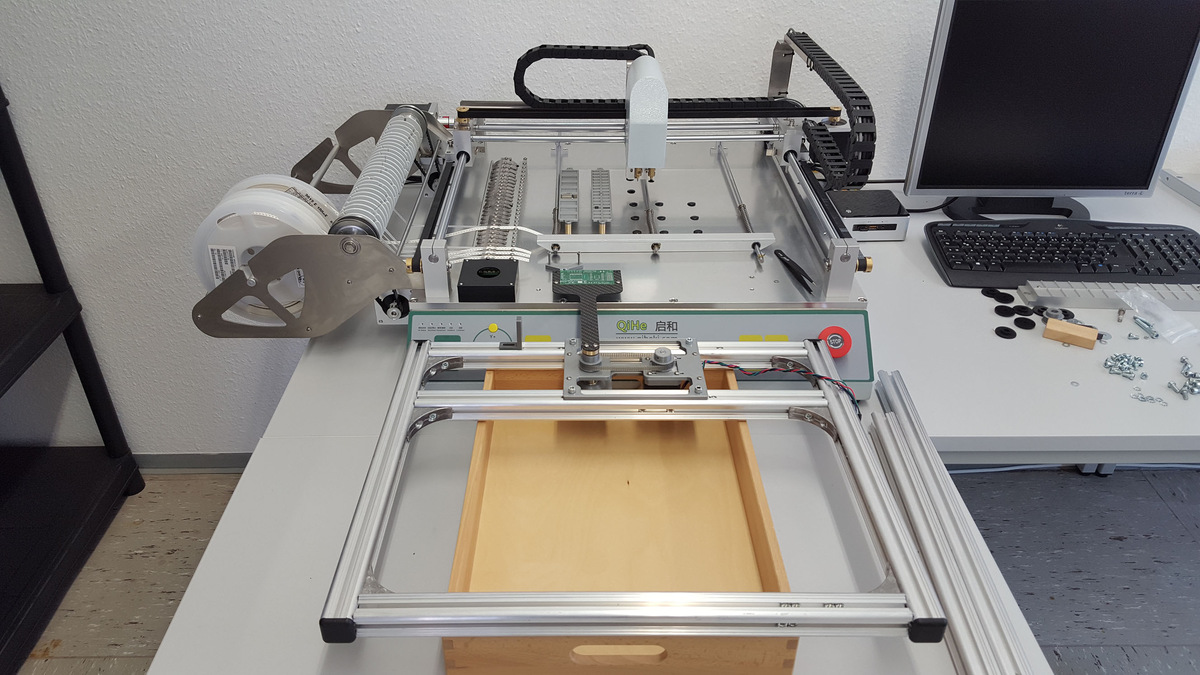
Hier mal ein Bild aus dem man die Breite ersehen kann: 30cm Feeder, 58cm Maschinenkörper, 6cm Motor X. Der Tisch ist mit zwei Rohrschellen und vier 8mm Schrauben an der Ziegelwand befestigt. Das Ding im Vordergrund wird eine automatische Zuführung für Platinen (noch im Alphastadium...). Gruß, Axel
Hallo Axel, ich will immer noch meine Trays mit nur einem oder bis zu 5 SMDs pro Projekt schnell wechseln können. Dazu werde ich mit SilhouetteCameo ne Vorlage zum Abheften schneiden, wo die kurzen SMD-Streifen drin liegen. Sogar sehr gut geführt, genau passend für den linken Feederplatz und beschriftet zur einfachen Nachfüllung. Vor dem Start wird die Schutzfolie komplett abgezogen. Jetzt zu meinen Fragen: 1. Kann der linke Feederplatz zum oberen "back" umgebaut werden und alles funktioniert normal mit den Back-Tray-Koordinaten? Dort sollen nur die viel benutzten SMD-Rollen verbleiben 2. Wenn nicht, lassen sich die Back-Tray-Koordinaten auch auf die rechte Seite legen, so das die SMDs dort von meinem Panel abgeholt werden. Die Panele aus dickem Papier werden bedruckt, geschnitten und über Stifte genau justiert. Tomy
Hallo Tomy, vorab nochmal zum Sprachgebrauch: Beim einem Feeder fährt die Düse immer an die selbe Stelle und der Pin macht den Vorschub; bei einem Tray werden die einzelnen Positionen nacheinander angefahren, abhängig vom Layout des Trays. Die SW hat entsprechend verschiedene Konfigurationsdialoge für Trays und Feeder; "Feederplatz" und "Back Tray Koordinaten" gehören also nicht in den selben Satz. 1. Sehe nicht, wie das gehen soll. Es sind ja nicht nur die Feeder umzusetzen, sondern auch die Motoren. Die sind bei der B ganz anders angeordnet, immer paarweise, nicht an beiden Enden der Spulen, wohl aus Platzgründen. Der mech. Aufwand wäre erheblich, da wär's einfacher, gleich die B zu kaufen. 2. Das könnte platzmäßig gehen (obwohl rechts die verbrauchten Tapes rauskommen und der X Motor da rumfährt); könnte aber sein, daß der Pin, der die Tapes zieht, dann in die falsche Richtung geht, nämlich zur Front der Maschine, nicht nach innen (links). Man kann nur die allg. Position des Feeders spezifizieren, nicht in welche Richtung gezogen wird oder wo das Eingriffsloch für den Pin bezogen auf die Düse ist. Gruß, Axel
Wieso kein Drehteller mit Malteser Kreuz? Mit 4 bis 8 positionen.
Axel, danke für das Bild, dann sollte es auf meinem Tisch kein Problem sein. @Bülent C.: ich hab bei Aliexpress den einen Versender kontaktiert der versandkostenfrei schickt (Wenzhou Yingxing), er war auch einverstanden mit PayPal und hat auch diese Kosten übernommen. Gestern bezahlt, heute steht schon die DHL Trackingnummer drin. Noch eine Frage, ich benutze Eagle (aktuelle Version 7.5) Welches ulp ist am besten für die TVM802 ? Gruß Harry
Ich benutze das ULP von Matthias M. (http://www.matthiasm.com/mount_tvm.html). Funktioniert im großen und ganzen, aber man muß gelegentlich noch nacharbeiten. Auch werden die Fids derzeit noch nicht in die Datei geschrieben. Sollte aber nicht zu schwierig sein, das nachzurüsten. Das Dateiformat der TVM ist angenehm einfach. Gruß, Axel
Danke, das ulp werde ich auch probieren. Die Maschine befindet sich inzwischen in Leipzig, die Spannung steigt wann sich der Zoll meldet. Gruß, Harry
nach einer Woche Do bis Do, inkl. Zollabwicklung, wurde sie angeliefert. Das ging richtig schnell. Der DHL Fahrer wollte gar kein Geld von mir, komisch. Dann kommt wahrscheinlich eine Rechnung. Eine Frage an die Experten: woher weiß die Maschine eigentlich wo die Mitte des Bauteils ist ? Wenn ich mir die Eagle Libs ansehe, so ist der Ursprungspunkt bei den Bauteilen nicht immer in der Mitte definiert. Bei symmetrischen Bauteilen kann man die Mitte ausrechnen, aber zB bei einem FPC Stecker, der nur an einer Seite Pins hat, woher weiß die Maschine wo die Pins sind ? Gruß Harry
Die Maschine weiß das nicht. Die SW geht grundsätzlich davon aus, daß die in der Bauteileliste angegebenen Positionen sich auf die Mitte des Teils beziehen, ein separater Offset ist nicht einstellbar. Wenn das nicht der Fall ist, muß das ULP beim Export die Koordinaten entsprechend korrigieren (Ist das schon implementiert? Habe ich nicht ausprobiert, vielleicht kann Matthias M. hier was zu sagen.) In der Maschinen-SW selbst muß dann noch die Rotation der Teile an die Orientierung im Gurt / Tray und auf der Platine angepaßt werden. Bei normalen Bauteilen paßt das i.A., man muß allerdings bei der Polarität aufpassen, wir hatten das schon in einem anderen Thread diskutiert. Gruß, Axel
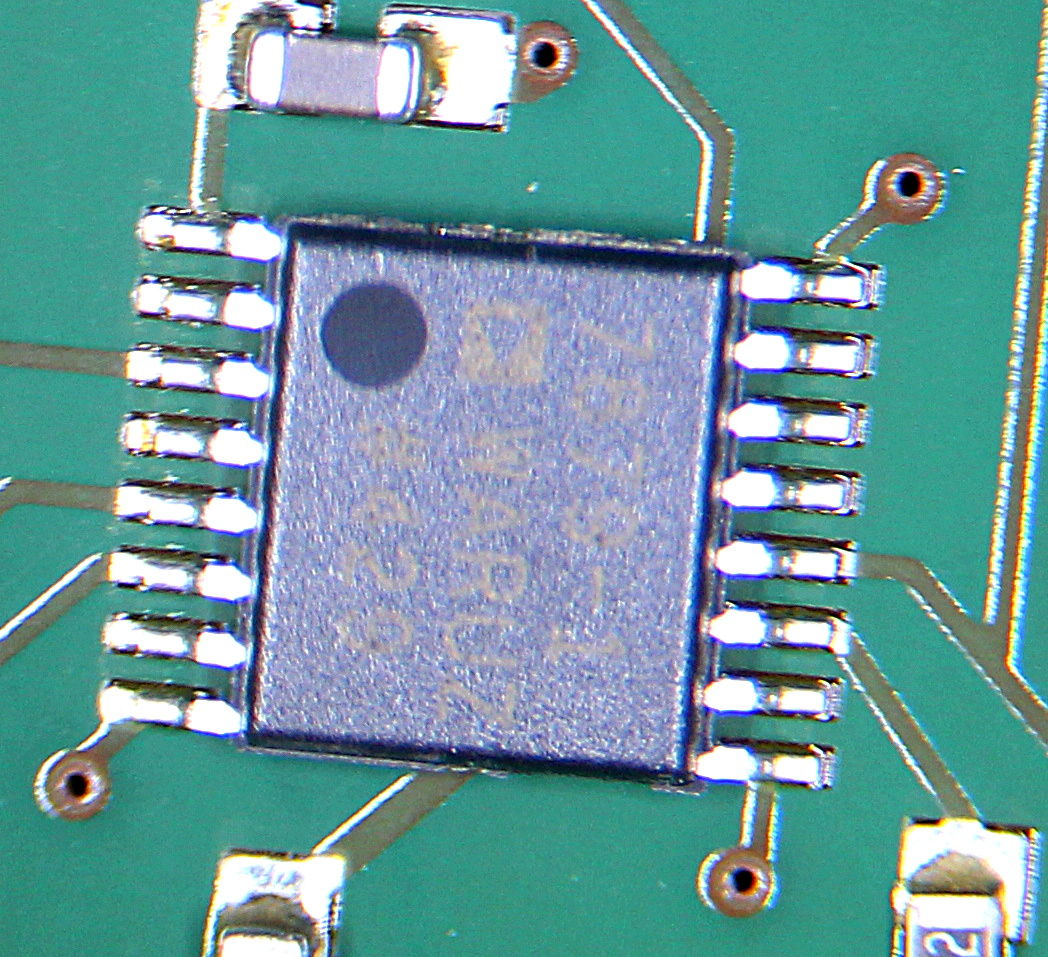
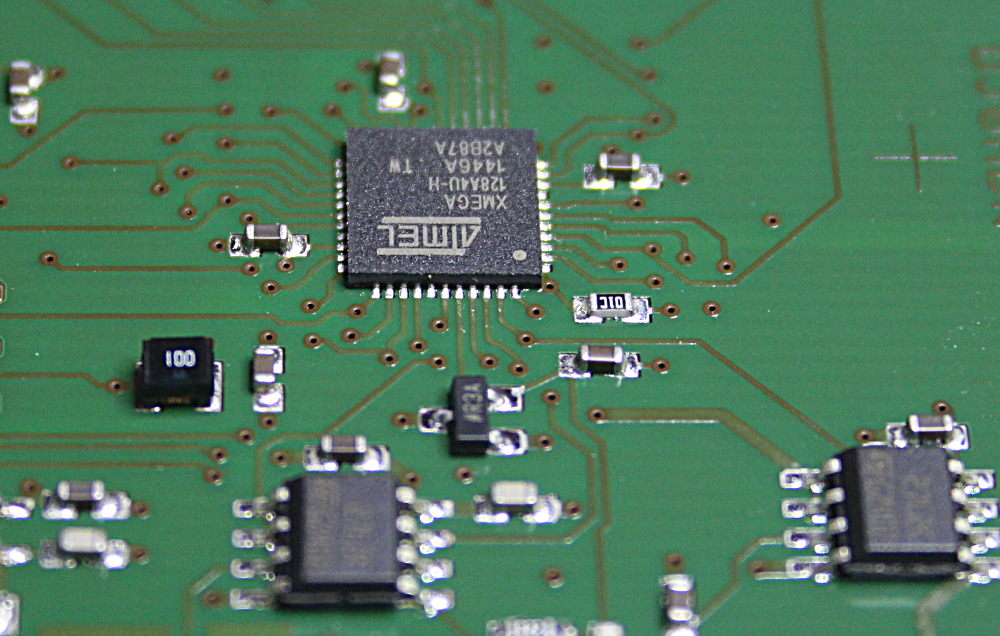
vielleicht mache ich mir noch eine Software die zwischen der Matthias Software und dem CSV File für die Maschine eingreift und die Zuordnung auf die Trays usw. macht. Dort müsste man auch den Offset für die Spezialbauteile einstellen wenn das sonst nirgends geht. Da ich viele QFNs mit Pitch 0.5mm bestücken möchte und bisher niemand wirklich bestätigt hat dass das geht, habe ich es heute ausgiebig getestet. Statt Lötpaste ein winziges Stück doppelseitiges Klebeband auf die Platine und dann die ATXmega im QFN Gehäuse bestücken lassen. Ich kann bestätigen dass es geht, und zwar sehr genau, ich bin überrascht wie genau. Unter der Lupenlampe ist keinerlei Versatz zu sehen. Bevor das klappte waren allerdings mehrere Stunden Konfigurationsarbeit notwendig. Richtig beschrieben sind die ganzen Sys-Config Einstellungen leider nicht, war viel probieren notwendig. Mit dem Angle-Offset der Cam-1 noch leicht die Drehung korrigiert und jetzt passen sie perfekt. Besser kann ich es unter dem Mikroskop auch nicht. Gruß Harry
Schön das zu hören, vielleicht könntest du die Ergebnisse auch im EEVBlog Thread posten: http://www.eevblog.com/forum/reviews/pick-and-place-machine-tvm802a-tvm802b/ Ich habe das Offset Problem fürs erste so gelöst, daß ich in der SW einfach die Trayposition ein paar mm in X verschoben habe. Unsere 8266 Module sind asymmetrisch und der Saugnapf muß außerhalb der Mitte runterkommen, damit das Teil sicher aufgenommen wird. Kann man hier im Video sehen (ab 3:12): https://www.youtube.com/watch?v=gqUc85uAubs Und ja, man muß bereit sein, da ordentlich Zeit rein zu tun. Kein Plug and Play... Gruß, Axel
Habe jetzt auch so eine Maschine bestellt + Optionals. Mein Plan ist, 8mm mehr Z rauzuholen und natürlich automatischen Wechsler.
Wir wären sehr daran interessiert, welche Möglichkeiten es gibt, höhere Bauteile (Elkos, ca. 12 mm) zu bestücken, ggf. mit "Tricks" wie bestimmter Bestückungsreihenfolge, Entnahme dieser Teile aus einem Tray-Eigenbau, o.ä.
Angehängte Dateien:
-

tvm-802-planned_.jpg
180 KB
Kann dies jemand testen, pcb tieferlegen, also wenn es nicht geht dass dies eine Einstellung ist, die Dicke des PCB anstelle von 1.6 -5 setzten. Ich würde gerne 8mm unter den Stützen sowei unter den Feedern unterlegen, und da ich die Samsung CP45 Nozzle holder verwenden werde, muss ich die Motoren sowieso höher legen. Weiss nicht ob dies geht. 15-8-6 = 1mm / 2 = 0.5mm , warscheinlich sind 8mm zuviel, 4-5mm wären warscheinlich besser. wobei ich mir derzeit nicht sicher bin, ob es doch nicht besser wäre die 15-(6+2.4+1.6)=5mm unter der Platine Feeders zu haben und noch eine Tray welches von hinten eingeschoben werden kann. 12mm Kondensatoren zu bestücken sollte möglich sein, was aber nicht klar ist, ob es dafür eine Zusatzkamera braucht.
PCB tieferlegen ist möglich. Die normale PCB Höhe ist ca. 13mm über der Grundplatte, habs gerade nicht genau nachgemessen, aber so ca. 13 bis 15mm dürften es sein. Die normale Tray Höhe ist 23mm über der Grundplatte. Der Tray liegt auf den beiden Führungsstangen auf, diese sind 15mm hoch. Und die üblichen schwarzen IC Trays haben 8mm Höhe. Man kann also das PCB um 13mm tieferlegen wenn man es ganz auf der Grundplatte befestigt. Auch den Tray kann man bis ganz hinunter legen. Kleine Bauteile sind so nicht mehr bestückbar, man müßte also 2 Durchgänge machen. In normaler Höhe für die Standardbauteile und tiefergelegt für die großen. Mit der Kamera wirds eng, aber Elkos vom Band lassen sich wohl auch ohne Cam bestücken. Gruß Harry
Also, ich habe PicTechs Vorschlag jetzt mal ausprobiert. Man kann im PCB Config zwar eine PCB Dicke von -5 einstellen aber die Düse fährt dann nicht mehr herunter. Sie geht nur über die entsprechende Platinenkoordinate und läßt dann das Teil fallen. Der kleinste funktionsfähige Wert für die Dicke ist "0", die Düse kommt dann auf die Auflagenhöhe + Teildicke herunter, bei normalen SMDs ca. 15-16mm über der Platte. Eine weitere Einstellmöglichkeit ist im SysConfig gegeben, dort kann man den Z Abstand "Nozzle > PCB" (gemeint ist wohl: Platinenauflage) einstellen (Voreinstellung bei meiner Maschine 16.25mm). Man kann hier wenige 1/10 herausholen (bis etwa 17mm), aber dann kann es passieren, daß die Düse zu weit herunterkommt und dann am unteren Anschlag "einrastet"; man muß sie dann händisch wieder hochdrücken. Mir ist das schon vorher beim Experimentieren mit den selbstgedruckten Trays passiert. Gruß, Axel
Danke, dann bleiben 3 Optionen: 1) Fernsteuerung mit AutoHotKey für größere Bauteile, sowie Sequenzing der Bestückung damit. 2) reverse engeening vom Kommunicationsprotocol und ein Proxy soll dann zwei Applikationen erlauben. 3) Usb Hub im Gerät an der fiducial camera und Arduino sowie mux Schaltung für Driver, warscheinlich Arduino und 74??86 sowie Opto usb2ttl. 4 xor chips, was solls, platz ist genügend. Autochanger braucht 4-5cm im Gegensatz zu den angenommenen 7mm der aktuellen Nozzle. Für die Dispenser braucht es auch Arduino, also schwanke ich noch mit Lösung 1 oder 3, wobei ich warscheinlich mit 1 anfangen werde.
mal eine Frage, Axel, hast du schon herausbekommen wie man den Tray-Zähler auf 1 zurücksetzen kann ?
Haha, ja, das ist ein Problem... - SW beenden und wieder aufmachen, anders gehts nicht. Gruß, Axel
Hast du probiert, das Tray auf 0 zu setzen, übernehmen, und dann wieder das richtige Tray zu Konfigurieren ? Dies Umkonfigurieren könnte von einem externen programm wie z.B. AutoHotKey gemacht werden. Wenn dies funktioniert, könnte man auch nur testen, ob es geht das Tray neu zu definieren, bzw einfach die Koordinaten neu zu übernehmen.
Pic T. schrieb: > Danke, dann bleiben 3 Optionen: Du könntest auch auf OpenPNP umstellen, mittlerweile beherrscht die SW auch Bottom View Camera (fehlte lange Zeit). Irgendjemand drüben im EEVBlog hatte sich dazu schon mal Gedanken gemacht. Max
man sollte den Chinesen helfen ein Manual zu schreiben wo auch was drin steht, hihi. nächste Frage: weiß jemand in welcher Datei die System Config Werte gespeichert werden, also Stack-Koordinaten usw. In den csv Files ist es nicht, ich hab schon alles abgesucht und finde es nicht. Bei den vielen Zahlen wäre es ganz nützlich ein Backup dieser Datei herstellen zu können. Oder wird es in der TVM802 gespeichert ? In dem Fall müßte man sich alles per Hand aufschreiben.
Wird in den Controller der Maschine geladen, steht nirgendwo auf dem PC. Gruß, Axel
ok, danke, dann brauch ich nicht weiter zu suchen. Nächste Frage: was macht ihr wenn der Streifen Bauteile keinen Vorspann mehr hat. Ich würde ungern 20 Bauteile wegwerfen nur um genug Länge zum einfädeln zu haben. Gruß Harry
Erstes Video von der automatisierten Beschickung der TVM mit Platinen: https://youtu.be/mseT093Ib80 Mehr Details in den nächsten Tagen. Gruß, Axel
das sieht genial aus Axel ! Bin schon gespannt wie sich das weiter entwickelt Harry
wie machst du den Pastendruck ? per Hand und Schablone oder hast du da auch was automatisches vor ?
Bisher mit Schablone von Hand. Als automatische Lösung wahrscheinlich kleiner XY Tisch mit Dispenser. Während die Maschine eine Platine bestückt, kann gleichzeitig für die nächste die Paste aufgebracht werden. Zeitlich sollte das etwa hinkommen, da der Dispenser sehr viel weniger Weg als der Maschinenkopf zurücklegen muß. Gruß, Axel
Hier eine detaillierte Beschreibung der automatischen Beschickung: http://servokit.com/blog/2016/04/17/automated-pcb-handling-with-the-tvm802a-pick-and-place-machine-iii/ Gruß, Axel
Axel, warum zB. kein 10ner Nutzen? Also wenn schon so, dann mit Drehteller und mehreren PCBs drauf. Tomy
Angehängte Dateien:
-

20160417_154644.jpg
320 KB
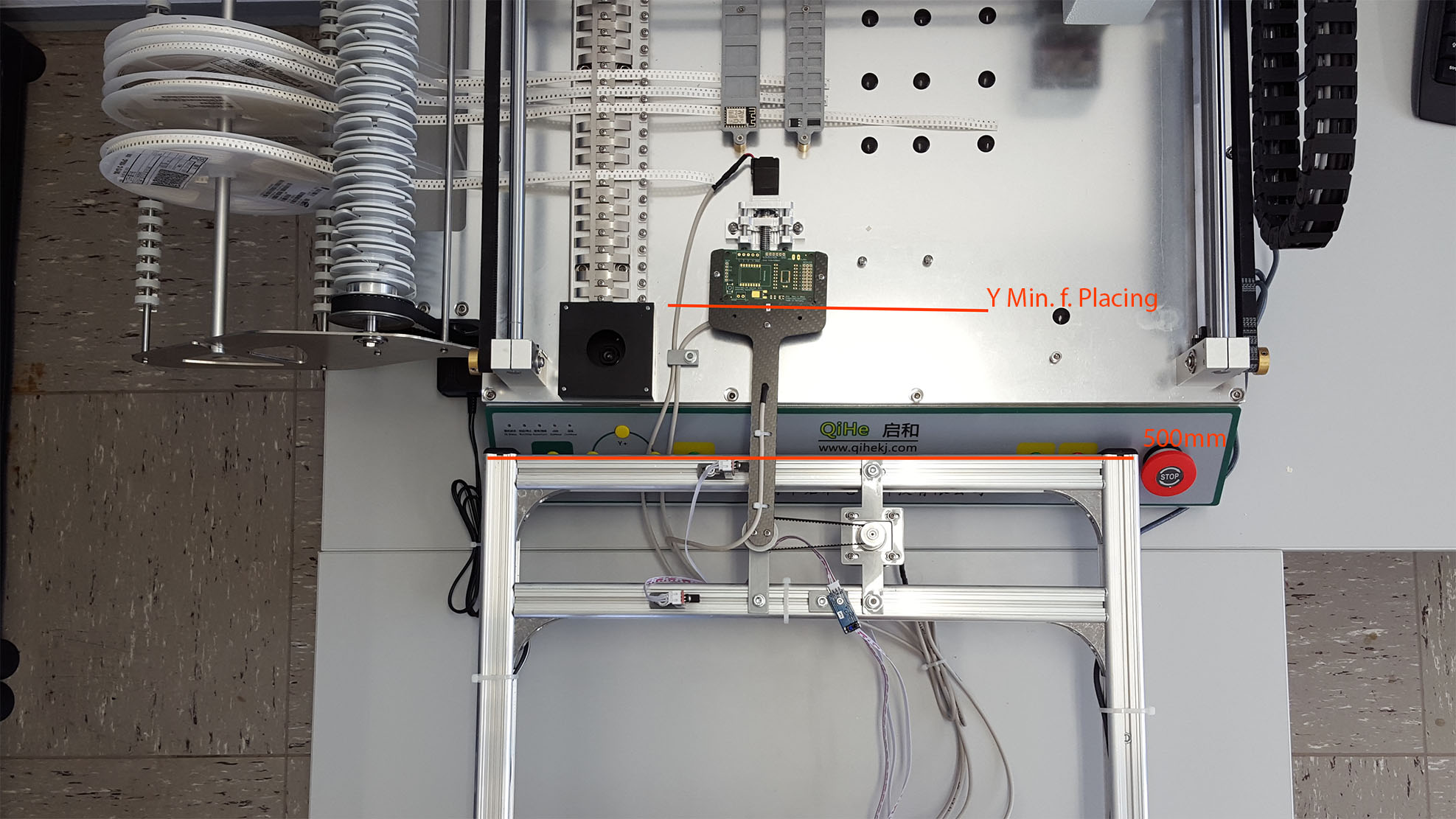
Hi Tomy, Nutzen sind keine Option, da ich den kompletten Produktionsvorgang automatisieren will - ich sehe nicht, wie ich das Trennen automatisch hinbekommen soll, selbst die Profis machen das ja i.d.R. manuell. Außerdem wären zehn Nutzen schon eine so große Platine (mind. 25x20cm2), daß es viel aufwendiger wäre, sie zu bewegen und sicher zu fixieren. Die Boards werden bei meinem Konzept getaktet nacheinander bearbeitet (FIFO). Ein Drehteller würde a.) dabei nicht helfen, b.) braucht auch zu viel Platz und c.) wäre so groß, daß ich ihn mit meiner CNC nicht mehr bearbeiten könnte. Maschine von oben; wer mag, kann Alternativen zum Schwenkarm einzeichnen. Dabei aber auch die Zu- und Abführung nicht vergessen. Die max. Höhe über Grundplatte ist 25mm, sonst knallt der Kopf dagegen. Höhe des Kameragehäuses links unten 23mm. Gruß, Axel
Ich verstehe den Nutzen des Schwenkarms noch nicht so ganz. Was macht es für einen Unterschied ob ich die Platine nun in den Schwenkarm stecke oder gleich in eine Führungsschiene / Aufnahme direkt in der PnP-Maschine? Das macht doch für einen Menschen keinen Unterschied, oder übersehe ich da was?
Na ja, was ich im Video von Hand mache, wird als nächstes automatisiert, sonst wär's natürlich witzlos. Muß aber erst noch die Sache mit der Paste lösen. Die Entnahme der Platine entsprechend, von dort geht es dann per Band zum Löten. Wie gesagt, ich will den kompletten Prozess automatisieren, links wird ein Stapel leerer Platinen eingelegt, rechts kommen die Dinger bestückt, gelötet, getestet, mit Firmware versehen und eingetütet wieder raus. Gruß, Axel
> Wie gesagt, ich will den kompletten Prozess automatisieren,
Bist du ganz sicher, dass das verwendete Gerät die dafür geeignete
Grundlage ist? Sieht alles ziemlich halbseiden aus.
Axel W. schrieb: > Na ja, was ich im Video von Hand mache, wird als nächstes automatisiert, ok, dann macht das natürlich Sinn. > Wie gesagt, ich will den kompletten Prozess automatisieren, links wird > ein Stapel leerer Platinen eingelegt, rechts kommen die Dinger bestückt, > gelötet, getestet, mit Firmware versehen und eingetütet wieder raus. Ich weiß nicht ob ich es so weit treiben würde: Ich weiß nicht wie es bei Dir aussieht, aber bei mir sind die meisten Steckverbinder aus Gründen der Stabilität THT. Genauso größere Kondensatoren. Die müsstest Du zwischendrin entweder von Hand löten oder über ne Welle ziehen. Wenn Du beim Reflow einen Defekt erkennst, z.B. einen hochstehenden Widerstand ("Grabstein"), dann solltest Du das auch möglichst bald beheben, am besten bevor Du Strom draufgibst und u.U. was dadurch zerstört wird. Wenn Du Dir in der Praxis kleinere bis mittelgroße Fertiger anschaust, dann werden dort aus oben gennannten Gründen und einer höheren Flexibilität absichtlich einige Schritte zwischendrin von Hand gemacht. Schau Dir daher vielleicht genau an wo Deine Zeit bei der Bedienung hängenbleibt und automatisiere nur das. Also z.B. von Hand Paste aufbringen, von dort per Fließband durch PnP und Ofen. Dann kurz manuelle optische Kontrolle. THT-Teile von Hand löten. Danach dann weiter vollautomatisch zu Test und Programmierung. Eintüten wird meist wegen der komplexeren Handgriffe manuell gemacht.
Steckverbinder und dgl. macht der Endanwender, darum heißt es ServoKit... Gruß, Axel
Alex, ich finde richtig gut was Du da vorhast und uns daran teilhaben lässt. Habe mir schon ähnliche Gedanken gemacht für meine Mini-PCBs. Nur traue ich mich noch nicht an einen Maschinenkauf aus China. Es ist wirklich so, Einzel-PCBs z.B. 15mmx15mm mit 0,2mm Loch bekommt man heute schon beim deutschen Fertiger für ca. 70cent/Stück, Order>100. Alle Referenzen für die 0201 SMDs stehen im Lötstop. Und mit QR-Code Drehtellerbestückung schaut man nur durch eine fliegende Lupe und hört auf die Ansagen beim manuellen Bestücken. Das soll nun bald ne Maschine machen. Axel, ich würde das TVM802A Schienensystem nutzen, indem der Kopf die PCBs dort drin weiter zieht: https://www.youtube.com/watch?v=c6dBbCXtRzo Fräst man die Schiene am Anfang unten auf, könnte man nen PCB-Stapel über ein Federsystem montieren wo der Kopf die oberste Platte einschiebt. Dazu ne Frage: wie viel Kraft kann der Kopf ausüben, geht das und könnte man damit Leiterplatten fräsen? Als nächstes müssen wir das PCB dispensen, z.B. so wie hier ;) http://www.eevblog.com/forum/reviews/new-easy-to-use-solder-pasteadhesive-dispenser-design/ Dann die Bestückung mit Fotovergleich. Weiter geht's über den Kopf-Schieber in einen Mini Heißlufttunnel-Reflow-Ofen, ein kleiner Holzkasten über der Schiene angeschlossen an einen Heizlüfter, ausgelöst mit dem Kopf auf Schalter und gestoppt über Temperatursonde. Die Zuluftleitung ist gleichzeitig die Rampe. ;) Während dieser Zeit, zieht der Kopf ein neues PCB aus dem Stapel und fängt an zu Dispensen...Bestücken und schiebt mit dieser Platte die kalte gelötete aus dem Ofen. Während die neue Lötet, wird die Kalte mit dem Kopf auf unterseitige Strom-Kontakte gezogen, über den Kopf eingeschaltet und z.B. mit einer elektrisch kontaktierten Dispensernadel an Testpunkten vermessen. Ist alles OK muss nur noch das CE-Zeichen gestempelt werden und das PCB fällt aus der Schiene in die Kiste. Alex können wir das schaffen? ;) Tomy
woww, ihr seid echt mutig mit diesen Vorhaben :-) Ich habe bisher immer wieder Situationen wo ich eingreifen muss, z.B. reißt mal die dünne Abdeckfolie vom Tape ab, der Tray muss aufgefüllt werden, ein Bauteil geht am Weg zur Platine verloren usw. Passiert nicht oft, kommt aber vor. Ob das mal so gut justiert ist dass eine größere Menge Platinen ohne manuelles Eingreifen bestückt wird, ich bin gespannt. Harry
> Ich habe bisher immer wieder Situationen wo ich eingreifen muss, z.B. > reißt mal die dünne Abdeckfolie vom Tape ab, der Tray muss aufgefüllt > werden, ein Bauteil geht am Weg zur Platine verloren usw. Passiert nicht > oft, kommt aber vor. Das kommt auch bei professionellen Geräten vor. Manchmal sogar ziemlich oft. Als erstes würde ich ca 200 Leiterplatten bestücken lassen und notieren, wie oft ein Eingreifen des Operators erforderlich ist. Man wird staunen.
Pic T. schrieb: > Schaut euch mal das Video an: > https://www.zhuatieba.com/video/XNjUwNDkxNTQ4 Gerade den link geöffnet und Google die Übersetzung machen lassen. Was soll ich sagen... They made my day! Stichwort: "Geschichte der Hausrinder Mounter"
Kamera Mod , die Verdunkelung ist interessant. Auch ist der Nozzle changer nicht ohne und zeigt dass die SW dies eigentlich kann, sofern es dieselbe ist.
Tolle Ideen und Modifikationen habt ihr da! Gibt es eigentlich (ab China) eine Option für einen Pastendispenser, vielleicht statt der zweiten Nozzle? Habe bisher nichts gefunden. Wer Stückzahlen machen will, der wird die Paste vorher mit Sieb auftragen. Für Leute die immer nur Einzelstücke machen wäre jedoch ein Dispenser auf der Maschine praktischer. Auf die Durchlaufzeit kommt es da ja nicht an.
Ich kenne es von tm220A so. Arduino mit 3.3V, xor Bausteine zwischen Schrittmotoren Treibern und Hauptplatine, sowie Arduino, sensor ob Machine auf home Position ist. Einfacher IR Reflexsensor. Ein kleines alu befestigt wo der Motor befestigt ist und welches den Anschlag für die Nadel ist. Holz in Vform rippenbauweise für Spritze. Externes Programm für trat Bestückung und dispenser.
ZF schrieb: > Gibt es eigentlich (ab China) eine Option für einen Pastendispenser, Würde mich auch interessieren. Pic T. schrieb: > Ich kenne es von tm220A so. Hast Du da einen Link der das ein wenig ausführlicher beschreibt ?
Angehängte Dateien:
-

nano_tm220.png
33 KB
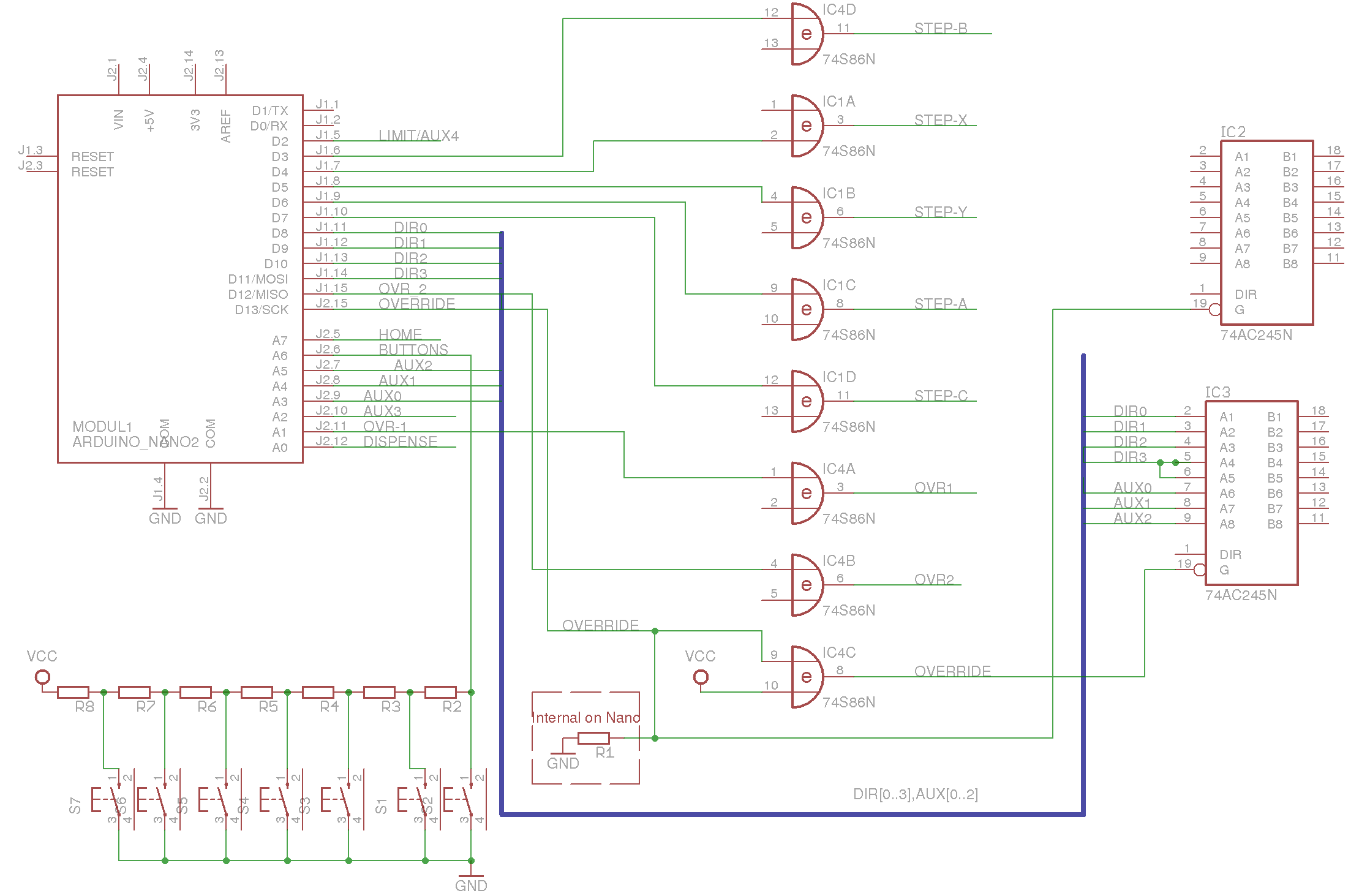
Hier der unfertige Schaltplan, es wurde mit Steckbrett aufgebaut und dann einfach auf eine Proto777 Platine von Futurlec Übertragen. Diverse Varianten sind Möglich, funktioniert auch mit OpenPnP mit anderem Grbl Driver. Es gibt dazu SW welcher Gerber konvertiert, Dot Größe mit Kamera prüft, Gcode generiert usw. Derzeit unter Linux, könnte auch in Windows kompiliert werden und läuft außerdem auch auf RPI. SD Karte wurde durch eine Wifi Karte getauscht, RPI ist mit ETH angeschlossen, Wifi geht über Router und RPI macht Fiducial, berechnet Versatz und erstellt einen neuen Datensatz auf der SD Karte.
Danke ! Ich spiele mit dem Gedanken eine TVM802B anzuschaffen. Passt mir irgendwie nicht für Pastendruck mit eigener Hard + Software die Mechanik 'borgen' zu müssen obwohl schon fast alles vorhanden ist was nötig ist. Ist OpenPnP weit genug um mit eigener Steuerung die Maschine komplett zu übernehmen inkl. Pastendruck oder ist das noch keine Option ?
Openpnp funktioniert soweit, für grbl einfach pm aber pastendruck geht zwar, ist aber nicht wirklich brauchbar. Keine Korrektur, kein Kameracheck, blöder import. Grbl läuft auch auf arm CPU, avr schafft mit Leichtigkeit 1mt/sec. Ps: Support für Schrittmotoren für das Cover Tape ist mittels wdt sowie pwm implementiert auf dem arduino mega. Für andere Prozessoren muss es umgeschrieben werden.
Was ist eigentlich so schlecht daran, von Hand zu rakeln? Ein brauchbarer Pastendrucker ist WIMRE im Bereich von 500 EUR unterwegs, und der eigentliche Rakelvorgang geht ziemlich fix. Wenn man mehrere Panels direkt nacheinander rakelt, ist man vermutlich schneller als beim einzelnen Einlegen in den Dispenser. Und auch Kleinzeug wie 0402 oder Finepitch ist mit dem Pastendrucker unproblematisch. Mit einem (bezahlbaren) Dispenser wird das schon eng. Klar ist eine "richtige" Maschine toll, wir sind schließlich Ingenieure :) Aber bei nüchterner Kosten-Nutzen-Betrachtung überzeugt mich der Dispenser nicht. An der Stelle noch der Hinweis auf die Desktop-PnP-Übersicht: http://www.eevblog.com/forum/reviews/desktop-pick-and-place-overview/ Gruß, Max
Dispenser hat drei Anwendungen, neben günstiger low tech Production. Kleben. Dispensen, man erspart sich so stencils mit verschiedenen Dicken, bei Steckern und diversen Bauteilen wie Spule braucht es mehr Paste. Prototype Wenn man aber z.B eine RTC Platine hat, Kein nutzen Dann würde ich den Dispenser bevorzugen.
Auf die Gefahr das das schon mehrfach durchgekaut wurde: Wer ist eigentlich der tatsächliche Hersteller der TVM802A / B ? Ich würde dann mal anfragen ob die Dispenser Unterstützung planen.
Ist bestellbar. 801b mit dispenser. Aufpreis ist 1300$ incl toolchanger.
Für kleine (Einzel-)Platinen ist ein Dispenser m.E. sinnvoller; bei Nutzen sieht das anders aus, auch weil die Panels mit Registrierungslöchern (http://www.eurocircuits.com/ec-registration-system) versehen werden können. Bei kleinen Platinen keine Option und dann kann man ewig rumfäntern, bis der Stencil paßt. Gruß, Axel
> Für kleine (Einzel-)Platinen ist ein Dispenser m.E. sinnvoller;
Wenn du die Leiterplatte(n) bei PCB-Pool machen lässt, gibt es die
Schablone gratis dazu.
Bei Preisen, die bei meinen Stückzahlen zwischen 2-3x (multi-cb) und fast 10x (seeed) anderer Anbieter liegen, kann man nicht wirklich von gratis sprechen... ich habe alle drei ausprobiert und die Qualität nimmt sich nichts. - Es ging ja auch nicht um die Kosten des Stencils, sondern um die Nutzbarkeit mit kleinen Platinen. Gruß, Axel
Angehängte Dateien:
-

fpga.png
260 KB
Beispiel diese Karte, PcbPool kostet sie das doppelte als ein anderer Leiterplattenhersteller in Berlin. Gleiche Lieferzeit. Wenn man dies jetzt total Schablonen will, kommen noch 45 Euro dazu für das zweite Stencil bei PCB-Pool. Kann man dies mit einem Dispenser , https://www.youtube.com/watch?v=tPjFQ15Zdp0 Konstruktionsplan findet man bei cnczone.com , dann erspart man sich über 125 Euro bei so einer Platine. Dies akkumuliert sich. Wenn man sich aber einige Hand Stencils "Quick-Turn Rework Stencils" aus einem richtigen Stencil lasern lasst, dann geht auch ein normaler Dispenser, und BGA macht man dann mit dem Rework Stencil. Warscheinlich werden hier alle 4 Nozzles gebraucht. Derzeit läuft gerade eine Sammelbestellung für nema8 Motoren mit Toolchange holder, nicht gerade billig, und unerpropt, nur mit 3D printer getested, könnte jedoch für so eine Maschine interessant sein.
ich hab auch schon oft überlegt einen Dispenser anzuschaffen, bleibe vorerst aber bei Stencils. In Youtube sieht man häufig dass über eine ganze IC Reihe ein Klecks mit dem Dispenser gemacht wird, der sich dann (hoffentlich) beim Löten zu den Pins zusammenzieht. Bei QFNs kann man das vergessen, die bekommt man nur sauber gelötet, wenn die Paste nur dort ist wo sie hingehört, ich kann mir kaum vorstellen wie das ein Dispenser so sauber und genau schaffen soll. Die PCB-Pool Apotheke benutze ich inzwischen auch nicht mehr und bin derzeit bei Multi-CB. Dort kostet Platine+Stencil zusammen weniger als das gleiche bei PCB Pool.
Harry M. schrieb: > Bei QFNs kann man das vergessen, die bekommt man nur sauber gelötet, > wenn die Paste nur dort ist wo sie hingehört, Dispenser ist kein Allheilmittel kann aber recht nützlich sein. Pic T. schrieb: > Ist bestellbar. 801b mit dispenser. Aufpreis ist 1300$ incl toolchanger. Du findest bessere Informationen als ich, dabei kann ich eigentlich google bedienen. Hast Du einen Link dazu, u.U. sogar einen der alle bestellbaren Optionen (mit Preisen) verrät ? Ich finde weder bei Alibaba noch bei www.hothotsmtmachine.com eine brauchbare Übersicht, Handbücher oder Software zum anschauen. Ich kann bei den China Geräten Hersteller und ahnungslosen Reseller der einem alles verspricht nicht auseinanderhalten. Es gibt da teilweise eine recht eigenwillige Auslegung was noch benutzbar ist und halbwegs tauglich in der Software unterstützt wird. Wer hat schon die Dispenser Option für den TVM802 in Aktion gesehen und kann berichten ?
Ala ich das Video gefunden hatte, von der 801A habe ich eine Mailanfrage gemacht. Den link des Videos habe ich hier auch gepostet.
Ich sehe bei uns einen Trend zu immer leistungsloserer Elektronik. Ob Zusatzschaltungen: automatisches Bewässern - Funk-Bodensensoren zu China-Solarlampen, solarbetriebene Sensor/Bt/Wlan//Funkschalter am Fenster.... Ich will das kleine Zeugs kleben! Ich denke in 2 Jahren ist es so weit. 1. SMD aufnehmen 2. vor dem Aufsetzen zwei Klebepunkte dispensen 3. aufsetzen, fertig. Lötstopp hält den flüssigen Kleber gut im Bett. 4. alles im UV aushärten 5. auf Schiene programmieren, testen Als Mikrokontroller setzen wir oft solche im SOT23-6 Gehäuse sein. Schade das dieses Projekt nicht so einfach zum Ziel kommt: http://diy3dprinting.blogspot.de/2014/12/firepick-delta-open-source-diy-pick-and.html Tomy
Wäre einen eigenen Thread wert. Aber warum brauchst du bei deinem Verfahren noch Lötstopp? Max
Dann schau dir mal zego an wenn du firepick so liebst. Und nein Verkaufspreis war immer mit einer 0 dahinter, aber es gabs kits um 1500$, dann kam man mit 2000 davon + Zoll + MwSt + Versand.
Angehängte Dateien:
-

SMD-0201-korr.jpg
210 KB
Klar wird der Firepick teurer, wenn er es überhaupt zum Ziel mit den hohen Nichtlinearitäten/Spielen schafft. Max G. schrieb: > Wäre einen eigenen Thread wert. Aber warum brauchst du bei deinem > Verfahren noch Lötstopp? Natürlich wird der kostenlose Lötstopp gebraucht. Schau im Bild 1cmx1cm "Multi-PCB" (HAL) mit Beschriftung im Lötstopp! neben kleinsten 0201-SMDs in der Handbestückung mit fliegender Lupe und Drehteller. Noch besser sieht das aus mit chemisch Gold. Lötstopp gehört immer drauf, zumal wir in Zukunft Hochstrombaugruppen mit Lötpaste dispensen und im einfachen Prozess mit ca. 3W Laserlöten, nicht im komplizierten wie hier (geeignet für kleinste SMDs): https://www.youtube.com/watch?v=aBOuAHz3TSU Tomy
Was ich noch vergessen hatte: Der Silberleitleber zerfließt bei dem Gerüttle viel schneller als die Lötkugeln der Paste. Lötstopp hält den Kleber im Bett. Tomy
Habe heute die zwei Pakete bekommen und auch gleich ausprobiert (chipshooter topline 0603 und 0402) . da habe ich noch einiges zu optimieren.
hat sich jemand von euch schon überlegt wie man kurze abgeschnittene Stücke von Tapes einspannt ? Vielleicht könnte man diese als Custom-Tray auflegen und die Bauteile dort herauspicken lassen mit Y-Anzahl:1 und X-Anzahl: zB 50, also eine waagrechte Reihe. Bisher spanne ich sie in der normalen Aufnahme ein und verlängere die zu kurzen Abdeckbänder mit einer feinen Angelschnur, was aber sehr mühsam ist. Oder was gibt es sonst noch für Möglichkeiten ?
15x32cm Tray mit 15mm Abstand zwischen Lanes, Dima Standard. Entweder 10 horizontal oder 20 Vertikal Dies bei 8 oder 12mm, Bei 16 oder 24mm halbiert sich die Anzahl, ... 8mm kann auch alle cm gemacht werden, Also 3 Stripes je zwei lane. Tvm802 kann aber nur 10 Tray. 8mm MDF und Bauteile Stripes werden mit Heisskleber aufgeklebt. Dies hat such bewahrt.
ich werds versuchen und so ein Teil fräsen wo ich die Streifen reinschieben kann. Das erste Loch kann man zur Justage der Position verwenden. Übrigens, meine TVM802B kann 30 Trays, habs gerade ausprobiert.

Hier Bilder von den heute Abend gefrästen Alu-Trays: Im Moment benutze ich 26 Trays. In zwei Aluplatten 250x120mm habe ich einmal einzelne Fächer gefräst wo 11 verschiedene Bauteile eingelegt werden, und in die zweite Platte nach den Normgrößen 9 Nuten für 8mm Streifen und 6 Nuten für 12mm. Hier zwei Bilder vom Tray und der ganzen Maschine. Es kommen noch dünne Abdeckstreifen zwischen die 8 und 12mm Nuten damit man auch verknitterte Streifen einlegen kann. Gruß Harry
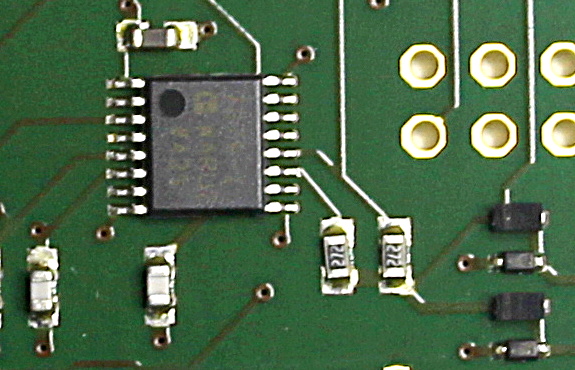
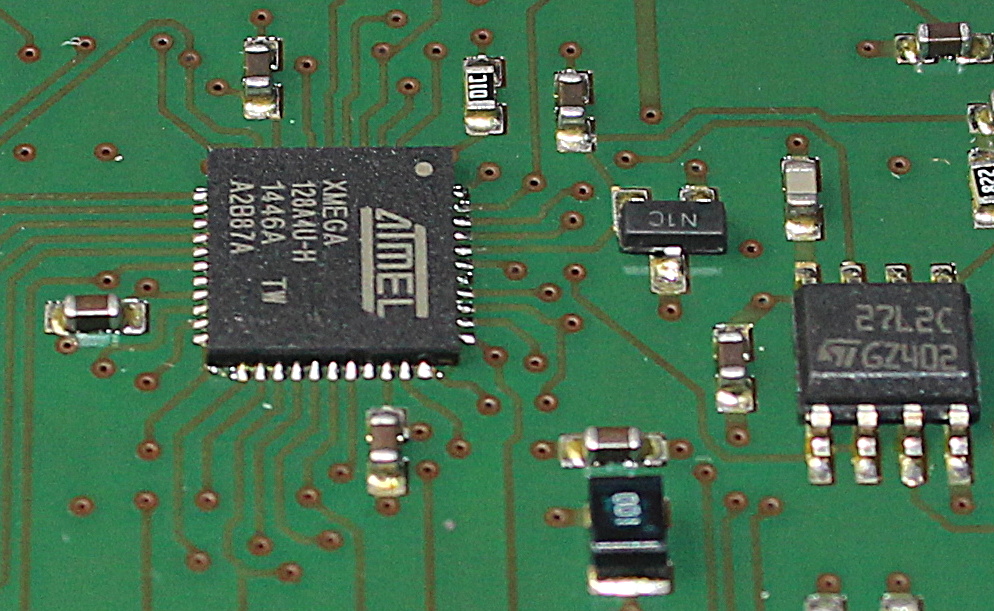
inzwischen sind über 50 Platinen bestückt, gelötet und getestet. Ich bin extrem zufrieden mit der Leistung der TVM802. Die Einrichtung der Maschine war etwas aufwändig, aber jetzt wo alles gut eingestellt ist sind die Ergebnisse mehr als brauchbar. Hier ein paar Nahaufnahmen (so gut ich es hinbekommen hab mit der Kamera). Die Bauteile wurden direkt nach dem Bestücken in der TVM802 in den Ofen geschoben, es fand keine manuelle Korrektur statt. Grüße Harry
sieht gut aus. Ein Tipp: deine Lötpaste ist schlecht/alt oder dein Lötofen zu heiß (bzw. falsches Profil), denn so braun darf das Flussmittel nicht werden.
W.P. K. schrieb: > sieht gut aus. > > Ein Tipp: deine Lötpaste ist schlecht/alt oder dein Lötofen zu heiß > (bzw. falsches Profil), denn so braun darf das Flussmittel nicht werden. du hast es ganz richtig erkannt :-) die Lötpaste habe ich geschenkt bekommen von einer Firma, weil sie schon vor 4 Jahren abgelaufen war.
Neuester Stand des Automatisierungsprojekts: https://www.youtube.com/watch?v=on6gbG0N9Q0 Liste der Änderungen (Details folgen): http://servokit.com/blog/2016/05/03/automated-pcb-handling-with-the-tvm802a-pick-and-place-machine-iv/ Gruß, Axel
Großer Meister, sehr schön, von unten raus gezogen...da musste also Dispensen! Einfach Klasse. Es bleibt spannend. Tomy
Danke! An dem Vereinzeler hatte ich gut was zu knacken, der Lift ist nur 14mm hoch bei 5mm Hub. Nahaufnahme: https://www.youtube.com/watch?v=BgU4n0lcIpQ Gruß, Axel
Ok, jetzt hab ich auch gesehen. Paste willste also nicht mit der TVM dispensen, Schade. Tomy
Ich sehe nicht, wie das realistisch gehen soll: die Führung des Kopfes (10mm Rundstangen) verträgt nicht viel mehr an Gewicht, in Z ist kaum Spielraum und wie will man das steuern? Man müßte außerdem die Kamera anzapfen, um den Dispenser ausrichten zu können oder eine eigene Kamera anbringen -> noch mehr Gewicht. Gruß, Axel
Axel W. schrieb: > Neuester Stand des Automatisierungsprojekts: Respekt! Ich hatte mich immer gefragt, was du mit dem Arm bezweckst, inzwischen ist es mir klarer geworden. Ich nehme an, dass du die Geschwindigkeit noch etwas hochdrehen wirst (anfangs dachte ich, du habest in Zeitlupe gefilmt). Wäre es für den Weg zum Reflow-Ofen nicht sinnvoller, du würdest die rechte Schiene um 90° drehen und an dem Punkt, an dem im Video "Visual Inspection" steht, dann mit entweder einem zweiten Werkstückträger oder einem Förderband in den Reflow-Ofen fahren? Der neulich hier diskutierte Puhui T960 würde dann als nächster Schritt im Prozess 1a passen. Max
Ja, ich hatte vorher auch so eine L-förmige Anordnung, dann bekomme ich aber leider Layout- / Platzprobleme. - Alle Motoren laufen gegenwärtig noch sehr gebremst, besonders der Arm ist kritisch, weil bei zu hoher Geschwindigkeit die Platine abfliegt... da muß ich noch eine einfache Fixatur mit Federn oder so einbauen. Gruß, Axel
Hallo TVM Interessierte, Vorgestern haben wir auch unserere Tvm bekommen. Das Manual ist China-typisch ein Witz, die Sw ist aber so simpel, dass man mit ein wenig Spielerei und Dank der guten Beschreibungen von Matthias und Axel schnell zu Ergebnissen kommt. Größtes Problem waren der Rechner (unser alter ausgemusterter Srerver noch mit win XP) und der Standort der Maschine zu nah am Fenster. Offiziell soll Windows XP wegen der Treiber für die Kameras Probleme machen. Witzigerweise lief die Maschine inkl. Kameras beim Erststart perfekt. Nach PC Neustart waren die Kameras aber ohne Funktion. Wir haben dann etwas mit den Treibern experimentiert und haben eine Lösung gefunden. Einfach die Treiber auf die Standard USB Verbundgerät Treiber von Windows XP aktualisieren. Danach läuft Video auch unter XP. Weiteres Problem war, dass die Maschine ab und zu nicht homen wolte. Es kam die Fehlermeldung, dass Nozzle und Bracket? (der Pin, der die Bauteilrolle bewegt) in der Home Position sein müssen...waren sie aber schon. Problem hier war, dass die Home Position des Pins mit einer Lichtschranke detektiert wird. Scheint die Sonne auf den Sensor, denkt die Sw, der Pin wäre ausgefahren und blockiert eine Bewegung des Portals. Fenster abdunkeln hilft. Gestern haben wir dann die erste unserer Platinen probeweise bestückt. Läuft wirklich volkommen easy. Der Aufwand für die Einrichtung auf eine neue Platine ist in 20 minuten erledigt. Einzig der CSV Import ist etwas lästig, da die SW hier sehr starr ist. Keine Ahnung, welches Format das ist. Wir mussten unsere Pick & Place Datei auf jeden Fall nacharbeiten, damit die PC Software nicht meckert. Das Sample File hilft hier aber als Referenz, die Sache auch schnell zu korrigieren.
Hallo Fabio, danke für Dein Erfahrungsbericht. Was hat Dich die Maschine insgesamt gekostet? VG, Bülent
Angehängte Dateien:
Hallo Fabio, danke fürs Update, schön, daß alles funktioniert. Ich habe mittlerweile mit dem Dispenser angefangen. Gruß, Axel
@ Bülent, Zoll weiss ich noch nicht (Abrechnung von DHL ist noch nicht da), sollte aber bei 2,7 % liegen. Der Preis lag bei 3400 USD inkl. Luftfracht. Für das was die Maschine kann ein echter Schnapper...mal sehen, wie lange sie ihren Dienst tut. @Axel Cool. Dispenser haben wir auch schon länger, wird aber im Augenblick kaum genutzt. Bei im Schnitt knapp 800 Pads / Platine bei unseren Highrunnern dauert das zu lange. Statt dessen arbeiten wir mit dem manuellen Paggen Lötpastendrucker und Stahlstencils. Der Paggen war teuer, ist aber wirklich ein präzises Teil. Stencil liegt bei knapp 70 EUR. Willst Du den Dispenser mit der Qihe SW ansteuern oder selber ein PC Programm schreiben? Gruss Fabio
Preis wie bei uns, Zoll war 1.8%. - Der Dispenser wird von einem Raspberry gesteuert, die Positionen der Pads einfach aus den Gerber Daten geholt. Der Raspberry wird mit Kamera bestückt, um den Dispenser an Hand der Fiducials zu "nullen"; kann auch sein, daß ich es arbeitsteilig mache: Raspberry Bilderkennung, Arduino Steuerung. Habe nur noch nicht entscheiden, wie der Dispenser selbst arbeitet: Druckluft, Schrittmotor mit Stempel oder was ganz anderes. Gruß, Axel
Loetpaste dispensen geht am besten mit einem Auger Dispenser. Nachteil (neben langsam vs. Siebdruck), die Dinger sind irre teuer. https://www.smtnet.com/library/files/upload/EFD_-_Auger_Valve_Dispensing.pdf
Hallo TVM802-User, um mir die Datenvorbereitung für die TVM zu erleichter habe ich einen Editor geschrieben der eine Stack/Tray Datenbank enthält und eine automatische Zuweisung der Stackbestückung zur Bauteileliste machen kann (sofern man sich auf einheitliche Bauteilnamen geeinigt hat). Das Programm kann TVM802 Dateien und Eagle-Dateien lesen und Eagle nach TVM umwandeln. Die Bottom-Side von Eagle Dateien wird automatisch gespiegelt, sodass keine manuellen Eingriffe mehr notwendig sind. Zwei Fiducials werden aus der Eagle-Liste gelesen, wenn man ihnen die Namen FID1 und FID2 gegeben hat. Eagle Boards exportiert man mit dem ULP mountsmd und kann das Ergebnis mit diesem Editor einlesen (beidseitig) editieren und dann für die TVM802 speichern. Das fertige Programm ist hier: https://github.com/dj0abr/eagle2tvm802/blob/master/eagle2tvm/bin/Release/eagle2tvm.exe?raw=true es ist Open-Source und in C# geschrieben. Wenn jemand den Quellcode haben will, er kann hier bei Github herutergeladen werden: https://github.com/dj0abr/eagle2tvm802 viel Spaß
Angehängte Dateien:
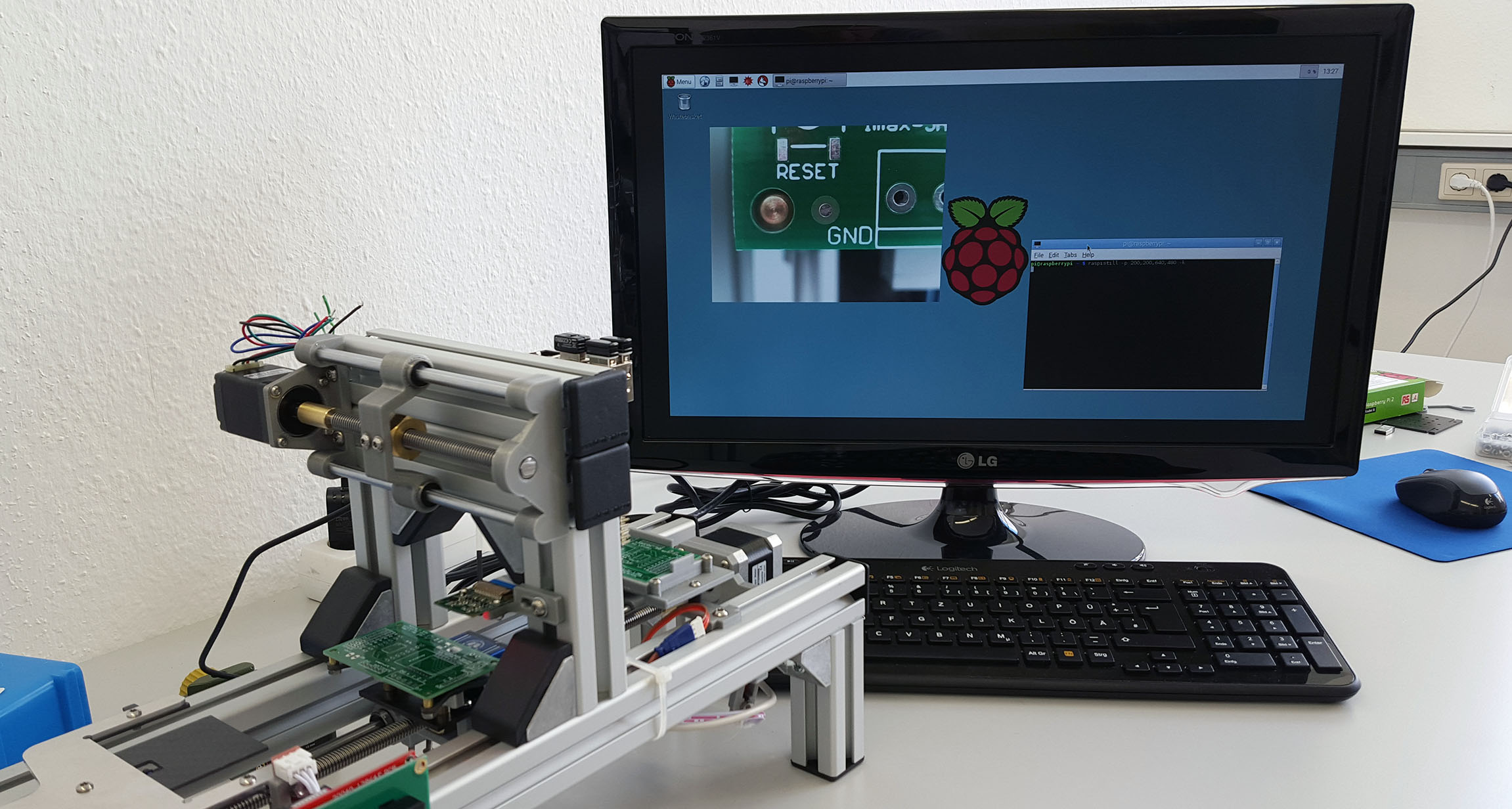
Schon mal die Kamera für die Fiducialerkennung des Dispensers angebracht. Monitor im Hintergrund zeigt, was die Kamera sieht, das Fid ist genau in der Mitte. Mehr Bilder: http://servokit.com/blog/2016/05/06/an-automatic-smt-solder-paste-dispenser-ii/ Gruß, Axel
sieht echt gut aus! Die grauen Bauteile, zb. die Führung der Achse oben, sind die mit einem 3D Drucker hergestellt worden?
Ja, alles was auf meinen Bildern silbergrau ist, kommt aus einem Ultimaker 2. Für Prototypen unverzichtbar, wie ich finde - wenn sich ein Entwurf bewährt, kann ich das Teil später immer noch aus Alu fräsen (Beispiel die Halterung für den Motor des Schwenkarms, siehe mein Blog). Für Teile, die weder statisch noch dynamisch belastet werden (Halterungen für Lichtschranken, Displays und dgl.), gibt es m.E. derzeit nichts Besseres, zumal das Material ja spottbillig ist. Gruß, Axel
Angehängte Dateien:
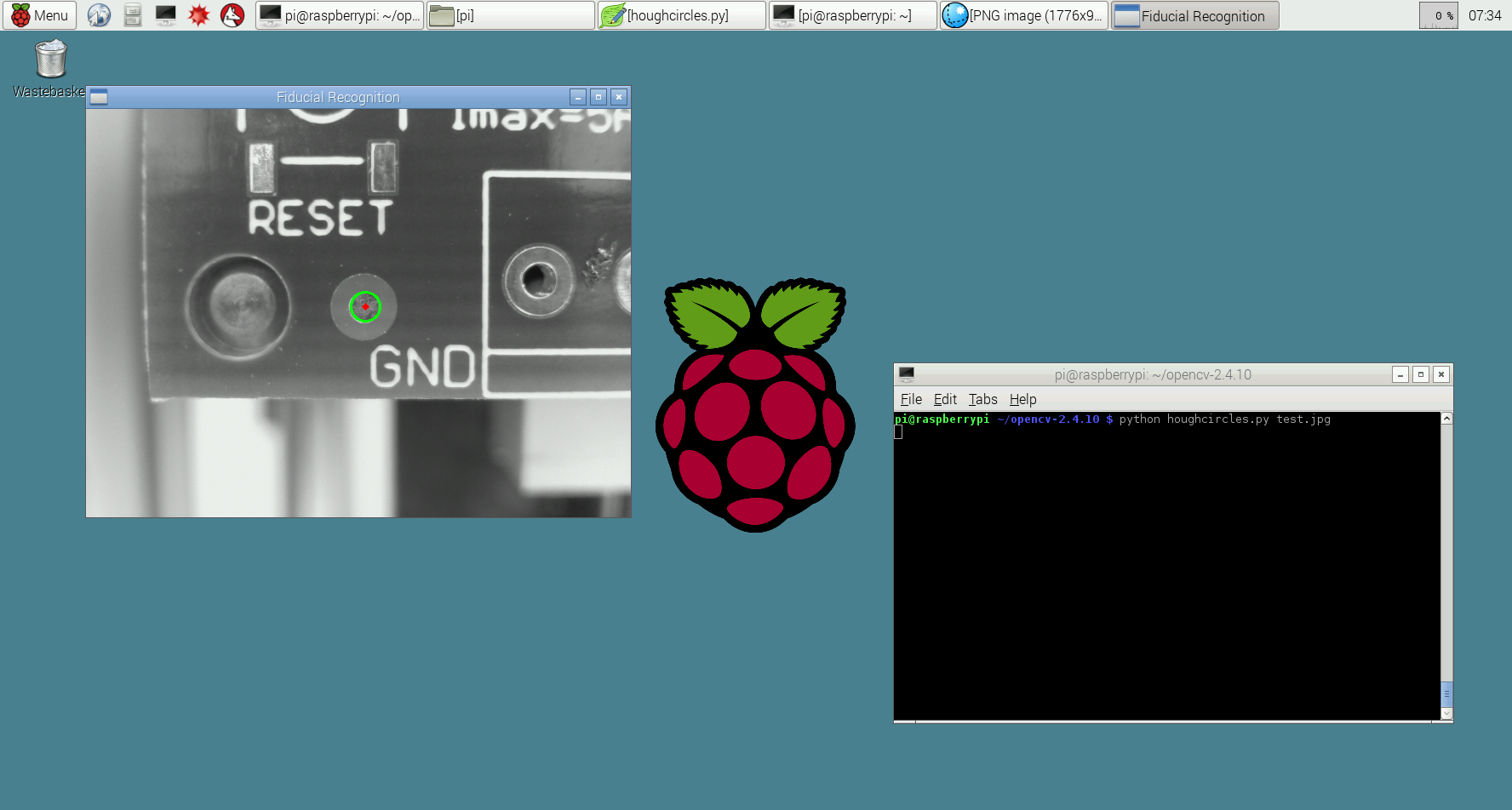
Fiducialerkennung für den Dispenser mit Raspberry Pi und Kamera. Details mit Pythoncode: http://servokit.com/blog/2016/05/09/an-automatic-smt-solder-paste-dispenser-iii/ Gruß, Axel
Hallo zusammen, ich möchte mir einen TVM802 zulegen. Ich hadere gerade noch zw. A/B. Ich habe derzeit 8 Boardlayouts, die ich regelmäßig bestücke. Bauteile sind zw. 10 und 200. Das größte Board ist 100x90mm. Hühnerfutter alles in 0603, viel SOT23 und SSOP für die OpAmps. Fragen: 1) Lassen sich die runden MiniMelf-Widerstände picken? Ich brauche die an zwei stellen wegen der garantierten Hochohmigkeit im Fehlerfall. 2) Die oben genannten Bauteilgrößen machen keine Probleme, oder? 3) Wie groß ist die maximal einspannbare Nutzenfläche? Ich meine nicht wegen des "Durchbiegefaktors", da kann ich unten ja Stützen drunterstellen sondern wegen der Spannmechanik. Danke & VG Matthias
Ich verweise mal auf meine Übersicht https://docs.google.com/spreadsheets/d/1s9YmD-L69UXG5paMiz0pwO06J9nptdcopGrSa_s9t_E/pubhtml Wenn die Übersicht korrekt ist (dafür gibt es explizit keine Garantie), bist du mit der B besser bedient. Die hat Juki-Nozzles, d.h. Standardbauteile. Und bei Juki gibt es sicher auch was zum MELF picken. EDIT: das müsste Juki 510 sein. Aufpassen, es gibt bei Juki mehrere Serien, die wohl nicht kompatibel sind. Max
Angehängte Dateien:

Runde Melfs und dgl. gehen mit den "A" Düsen oder dem Saugnapf überhaupt nicht und sind wohl auch ein Problem mit den mitgelieferten Jukis der "B", der Harry hat entsprechendes gepostet (http://www.eevblog.com/forum/manufacture/pick-and-place-machine-tvm802a-tvm802b/msg918271/#msg918271 und ff.). Alle anderen Bauteilgrößen sollten kein Problem sein. Nur der Jukis wegen die "B" zu kaufen, erscheint mir unnötig, es gibt entsprechende Adapter. (Anhang, Bezug: http://www.robotdigg.com/product/517/Nozzle+w/+Adapter+to+5mm+Hollow+Shaft+Stepper) Die B hat wegen der hinteren Feeder etwas kleinere Aufspannfläche; ein paar cm in Y muß man meiner Meinung nach in Max' Tabelle bei beiden Maschinen noch abziehen, da sich die Federn, die das Board spannen, nicht beliebig komprimieren lassen. Alternativ kann man natürlich einen eigenen Halter maßgeschneidert bauen, dann würde man in Y noch vielleicht 50mm dazugewinnen. Gruß, Axel
OK, super. Danke für die Hinweise. Die MELFs machen sich (genau wie die ollen Glasdioden, die ich noch habe...) auch mit der Vakuumpinzette sehr bescheiden. Daher hatte ich mir das schon gedacht. Aber gut, es sind nur zwei Bauteile pro Board, daher kann ich die auch Pinzetten-Handbestücken da ich die Paste eh draufrakele. Eine echte Massenproduktion soll's nicht werden, aber das Bestücken per Hand geht mir brummender Aquarienpumpe echt auf den Zeiger mit der Zeit... Ich würde die B hauptsächlich wegen der zusätzlichen Feeder nehmen, mittlerweile liegen echt viele Reels hier im Regal (oder auf dem Schreibtisch, oder auf dem Fußboden, oder...). Die Bilder von Harry sind super. QFN und SSOP sehen 1A aus. So stell ich mir das vor. Ich habe noch 10 Nutzen a 5 Boards ohne Fiducials hier liegen. Als Referenzpunkte kann ich doch sicherlich auch was anderes Programmieren, oder wie funktioniert das? Danke & VG Matthias
Angehängte Dateien:
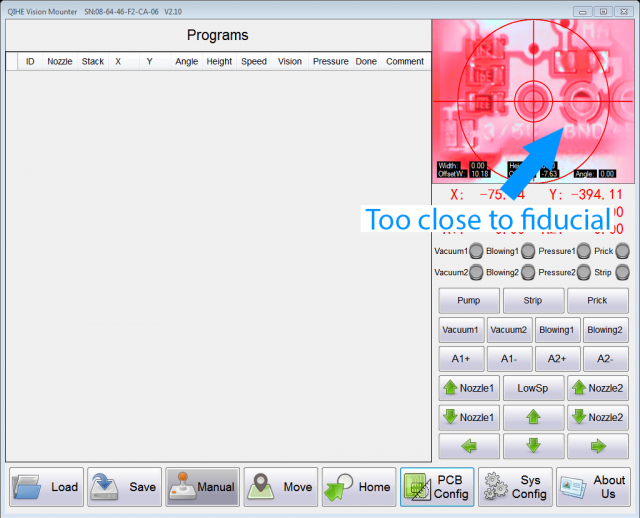
Solange es rund und von annähernd richtiger Größe ist (1-1.5mm), sollte das aushilfsweise passen. Mußt du aber ggf. mit der Kontrasteinstellung experimentieren. Wichtig ist, daß um die Via oder was du da nimmst, entsprechend Freiraum ist (Anhang, das Bohrloch GND ist zu nah am Fid.) sonst kommt die SW durcheinander. Richtige Fiducials sind aber wirklich empfehlenswert (für Eagle z.B. in der Adafruit Library, http://www.ladyada.net/library/pcb/fiducials.html) Die funktionieren 100%. Gruß, Axel
OK, danke. Ich habe leider nur ein dickes Via, welches alleine steht (für nen Antennenanschluss). Naja egal, alle neuen Bestellungen haben jetzt Fids. Danke für den Link! @Pic, genau deswegen würde ich den B nehmen wollen. Wie verhält es sich mit Streifenabschnitten? Ich habe einige OpAmps in so 20-25er Abschnitten. Die könnte ich zwar auf ne Reel wickeln aber ich habe keinen Vorspann. Kann ich die auch so einfädeln und dann hinten rausgucken lassen? Oder sollte ich mir dafür nen Tray bauen? Danke & VG Matthias
sorry, hatte mich falsch ausgedrückt, das B Modell hat mehr Benutzer-Feeder (Tray-Strip) als das A Modell.
> Wie verhält es sich mit Streifenabschnitten? Ich habe einige OpAmps in > so 20-25er Abschnitten. Die könnte ich zwar auf ne Reel wickeln aber ich > habe keinen Vorspann. Kann ich die auch so einfädeln und dann hinten > rausgucken lassen? Von der Feederkonstruktion her würde das gehen, solange die Pricknadel etwas hat, wo sie reingreifen und ziehen kann. Covertape muß man natürlich vorher komplett von Hand abziehen. Für Hühnerfutter würde ich das eher nicht machen, weil die Gefahr groß ist, daß die Teile durch Vibrationen aus dem Gurt geschüttelt werden... Gruß, Axel
OK, danke. Aber mit etwas Tesa und nem halben Meter abgepeelten Altcover müsste es ja gehen?! VG Matze
für Streifenabschnitte habe ich in eine Aluplatte Schienen gefräst wo die Streifen genau hineinpassen, mit einem der Löcher wird zentriert. Die TVM802B hat 30 custom trays, wenn man das erste und letzte Bauteil des Streifens angibt, so holt er sich die Bauteile der Reihe nach heraus, funktioniert gut, ich hab schon einiges damit bestücken lassen. Bilder siehe hier: Beitrag "Re: TVM802A pick and place aus China"
OK, danke für die Erläuterungen. Ich werde wohl Anfang nächsten Monats ne Order absetzen. Saß gerade wieder 2h am Bestücken per Hand :-( VG Matthias
du wirst die Maschine nicht mehr missen wollen, Matthias. Ich hatte im März 20 Platinen mit je ca. 50 Bauteilen (viele QFN 0,5mm) unterm Mikroskop per Hand bestückt und war danach reif für den Augenarzt. Jetzt läuft eine Platine in der TVM, und in der Zeit paste ich die nächste und die vorherige bratet im Ofen. Das ist schon eine extreme Erleichterung, auch bei kleinen Stückzahlen. Ab und zu muss man ein Bauteil manuell korrigieren, aber eher selten. Falls es zu oft vorkommt, dann reduziere ich bei diesem Bauteil die Geschwindgkeit (z.B. bei SOT23 gehe ich auf 30%), weil die Ungenauigkeiten durch Vibrationen passieren. Nach den ersten paar Platinen hat man das raus und dann läuft die Sache in der Regel fehlerlos durch. Was mir beim Löten noch aufgefallen ist: QFNs Pitch 0,5mm hatten öfters Kurzschlüsse zwischen den Pins weil zuviel Paste auf der Platine war, jetzt benutze ich 15% Padreduktion für die Schablone und es geht einwandfrei. Bei der Paste bin ich auf Loctite GC10 umgestiegen aufgrund eines Tips im englischsprachigen Forum. Das GC10 geht ganz hervorragend, deutlich schöner als meine alte Paste. Gruß Harry
und wieder einen Haufen Platinen bestückt und gelötet, diesmal mit dem Loctite GC10. Im zweiten Bild rechts unten sind 4 Dioden im SOD-523 Gehäuse, die sind schön winzig. Die TVM802 hat sie recht genau bestückt, Nacharbeit war nicht erforderlich.
Angehängte Dateien:
Offtopic Frage, wie sollte die Bildschirmauflösung für ein alternatives Programm sein , sowie welche zusätzlichen Features sollten unterstützt werden ?
Pic T. schrieb: > für ein alternatives > Programm sein hast du die Daten übers Netzwerk schon entschlüsselt ?
Hat jemand anderes. Wegen Urlaub zieht such das ganze Projekt etwas raus. Ich leiste mal die Vorarbeit wegen GUI. Fixe positionierung, kein Layout manager. Derzeit auf Linux/RPI.
ja, ar__systems, der im englischen Forum, da warte ich auch schon drauf, vor allem wichtig finde ich, dass man die Maschineneinstellungen in einer Datei sichern kann. Wenn ich an den riesen Haufen Zahlen denke, die wenn weg wären, ist eine Woche Sonderschicht fällig. Linux ist super, in welcher Sprache machst du es ?
Pic T. schrieb: > Hat jemand anderes. Wegen Urlaub zieht such das ganze Projekt etwas > raus. Ich leiste mal die Vorarbeit wegen GUI. Fixe positionierung, kein > Layout manager. Derzeit auf Linux/RPI. und damit unbrauchbar! Ehrlich, was ist so schwer beispielsweise die Qt zu verwenden ? SCNR 73
Wäre es nicht deutlich sinnvoller, Jasons OpenPNP zu verwenden? Das ist zwar auch nicht perfekt, aber sicher besser, als das Rad von vorne neu zu erfinden. Ein OpenPNP-Maschinentreiber für die TVM802 ist sicher schon genug Arbeit. Max
Hans W. schrieb: > Pic T. schrieb: > Hat jemand anderes. Wegen Urlaub zieht such das ganze Projekt etwas > raus. Ich leiste mal die Vorarbeit wegen GUI. Fixe positionierung, kein > Layout manager. Derzeit auf Linux/RPI. > > und damit unbrauchbar! > > Ehrlich, was ist so schwer beispielsweise die Qt zu verwenden ? > > SCNR > > 73 Die Lizenz.bzw das Kleingeld fur die kommerzielle.
Max G. schrieb: > Wäre es nicht deutlich sinnvoller, Jasons OpenPNP zu verwenden? Das ist > zwar auch nicht perfekt, aber sicher besser, als das Rad von vorne neu > zu erfinden. Ein OpenPNP-Maschinentreiber für die TVM802 ist sicher > schon genug Arbeit. > > Max Ich kenne openpnp und ein Treiber ist kein Problem. Openpnp ist für Prototypen, nicht auf Geschwindigkeit getrimmt und hat diverse Probleme sowie alle 4 Monate ist ein Rewrite das deine aktuelle Problemlösung schwierig zu warten macht.
Kann ich nachvollziehen. Aber wird es wirklich einfacher, noch mal bei Adam und Eva anzufangen? Wenn ich mir anschaue, was für eine Mühe Juku mit seiner Liteplacer-SW hat, frage ich mich, ob eine komplette Neuentwicklung der Sache am Ende dienlich ist. Der Hauptnachteil an OpenPNP ist nach meinem Verständnis, dass es komplett sequentiell arbeitet, also nicht z.B. während des Verfahrens des PNP-Kopfs die Platzierungskorrektur anhand der Aufwärtskamera durchführen kann. Wäre es nicht sinnvoller, das anzugehen? Jason hat das irgendwo auf seiner Todo-Liste, aber ziemlich weit unten. Max
Die Differenz von sequenziell auf queued ist 15% . dies mit grbl getested. Z.b. aktualisiert openpnp die GUI nicht nach abarbeitung der Zeile. Erst nach koplettstop wird die GUI aktualisiert und nutzen sind auch nicht wirklich implementiert. Man muss die job manuell editieren und das board mehrfach kopieren damit nutzen funktionieren . Bei Feder sind diverse Sachen im Soucecode zu deaktivieren damit es zügig funktioniert. Und ja, es gibt wenige Gründe wieso eine Neu implementation besser ist und auch einfacher zu realisieren als das bestehende Pferd von hinten aufzuzäumen .und dann dauernd Nachzupflegen.
Pic T. schrieb: > Die Lizenz.bzw das Kleingeld fur die kommerzielle. Wozu brauchst Du die kommerzielle Lizenz? Qt ist auch unter LPGL lizenziert, d.h. selbst wenn Du ein closed source Kaufprogramm baust, kannst Du es einsetzen solange Du dynamisch linkst und Deinen Kunden den unmodifizierten Qt-Quellcode lieferst bzgw. anbietest. Und hier ist eh die Rede von einem (gratis) Opensource Projekt.
Zur Sprache GUI und ini/CSV/rs232 in Freebasic. Gui ist SimpleGUI etwas erweitert. Opencv c oder c++ bzw exec wrapper und Python. Skriptsprache.
Zur Lizenz, da gibt es mit QT etliche Bedenken, speziell auf Android. Apache sowie LGPLv2 (kein +) brauche ich auch, was sich dann mit lgplv3 beisst. Es ginge mit alter Version, jedoch 2019 ist definitiv schluss, und eventuell schon vorher, wenn es mit neueren Android Versionen probleme gibt. Zur Bildschirmauflösung, ich habe hier auf dem Händy 1281x720, beim Tablet ist es ähnlich. Wenn niemand was anderes braucht, gehe ich von 1024 oder 1280 pixel aus. Höhe kann man einstellen, je Zeile sind es 20 Pixel, hat man mehr Y Display, kann man mehr Zeilen darstellen, minimum ist jedoch 1024x768 pixel beim derzeitigem Stand.
Qt war ein Beispiel! Da gibts noch die WxWidgets, GTK+,... Was ich sagen wollte war, dass Layout-Manager eben State-of-the-Art sind... und das aus gutem Grund. 73
ich denke Android muss man nicht berücksichtigen, ich kann mir nicht vorstellen dass jemand seine TVM802 ernsthaft mit einem Android Handy oder Tablet steuern möchte. Ich habe auch schon eine Menge Software für meine TVM802 geschrieben (in C#), allerdings nicht zur Steuerung, da reicht mir die existierende Software voll und ganz aus. Mir geht es mehr um die bequeme und vor allem fehlerfreie Bedienung bei der Einrichtung der Daten, und das klappt inzwischen sehr gut. Einen Eagle-Export kann ich praktisch ohne manueller Nachbearbeitung in die TVM laden, dank Bauteiledatenbank. Das neue Projekt von Pic finde ich klasse, und bin gespannt was daraus wird. Freebasic haut mich jetzt nicht gerade um, aber wenns dir gefällt ist das ok.
Ja ich nehme dieses Projekt als Versuch mir in freebasic die GUI Elemente zu erweitern sowie zurecht zu basteln. Vorteil ist kiss und Funktional, Sowie Trennung von GUI und Logik mit sehr wenig overhead. Hast du mal smt-maestro probiert sowie die Sw für feederzuordnung von siplace?
Hallo zusammen, ich verfolge diesen Thread nun schon etwas länger mit großer Aufmerksamkeit, da ich auch mit den Gedanken spiele mir eine TVM802 zuzulegen. Die Eindrücke, die hier gepostet werden sind ja größtenteils positiv und ich denke, dass die Maschine für meine Zwecke mehr als ausreichend sein wird. Mich würde noch interessieren, welche weiteren Maschinen für's Drucken und Löten bei euch zum Einsatz kommen (speziell Alex und Harry, eure Ergebnisse sehen sehr gut aus)? Danke und Gruß, hektopascal
Hallo, also drucken tu ich per Hand. Ich habe zwar so ein China-Druckerteil das auch recht gut sein soll, aber dafür braucht man Schablonen im Rahmen, was mir zu teuer ist. Ich habe eine Aluplatte in der ein Rechteck mit 1,6mm tiefe eingefräst ist, da lege ich die Platine rein. Die Schablone wird ausgerichtet und dann mit Tesa an einer Seite fixiert. Das klappt für Kleinserien bis 20 oder 30 Stück ganz gut. Seitdem ich Loctite GC10 benutze ist es ein Traum (im Vergleich zu vorher mit Felder Paste). Zum Löten hab ich einen Ofen von CIF. War zwar deutlich teurer als die Chinaöfen, das war mir aber lieber, was nicht heißt dass die Chinaöfen schlechter sein sollen. Grüße Harry
Ich suche gerade vergeblich eine Aufstellung der kosten die zustande kommen bis die Maschine bei mir zuhause ist. Kann mir da einer Infos geben und wie diese sich zusammen setzen? Und wo habt ihr die gekauft? Bei Aliexpress ist sie ja etwas über 3000€ und bei diesem China Händler umgerechnet etwa 2200€. Was ist zu empfehlen? http://m.intl.taobao.com/detail/detail.html?id=521022603339&spm=a312a.7700714.0.0.BsG7LM#detail Danke für die Hilfe.
Jonas W. schrieb: > Ich suche gerade vergeblich eine Aufstellung der kosten die zustande > kommen bis die Maschine bei mir zuhause ist. > Kann mir da einer Infos geben und wie diese sich zusammen setzen? > > Und wo habt ihr die gekauft? > Bei Aliexpress ist sie ja etwas über 3000€ und bei diesem China Händler > umgerechnet etwa 2200€. Was ist zu empfehlen? > > http://m.intl.taobao.com/detail/detail.html?id=521022603339&spm=a312a.7700714.0.0.BsG7LM#detail Mit "Taobao Agent" kommen einige Links bei Google hoch. Bei mir war der erste "Bhiner", die nehmen anscheinende 5% Kommission plus Versand. Wenn du den Versand per Seefracht statt per Luftfracht organisieren kannst, sparst du sicher auch noch ein paar Euro. Max
Ich hätte gerne eine Übersicht mit den Zollkosten und den anderen kosten. Hat da einer etwas?
bei Aliexpress den Lieferanten sagen dass man mit PayPal zahlen will und außerdem muss der Versand frei sein (ich nehme da immer DHL, das klappt recht gut mit der Verzollung, man muss sich um nichts kümmern). Geht der Versender nicht drauf ein, dann den nächsten Fragen. Aber in der Regel sind die so geil drauf was zu verkaufen, dass sie sehr schnell akzeptieren. Bei Aliexpress gibt es einige Versender die portofrei anbieten. So einen hab ich herausgesucht. PayPal wollte er nicht, dann sagte ich dass ich es mir nochmal überlegen muss. 1 Sekunde später war er mit Paypal einverstanden. Zoll habe ich fast genau 100.- gezahlt und dann natürlich die 19% Mwst. DHL hat für die Abwicklung und das Vorauslegen des Zolls noch ca. 50 Eur Provision genommen. Das wars dann, keine weiteren Kosten. Dem Versender ein pdf schicken mit EORI Nummer und der Zolltarifnummer, und ihm sagen er soll es auf die Kiste außen draufkleben, das spart lästige Rückfragen.
Angehängte Dateien:
-

mhcase.jpg
160 KB
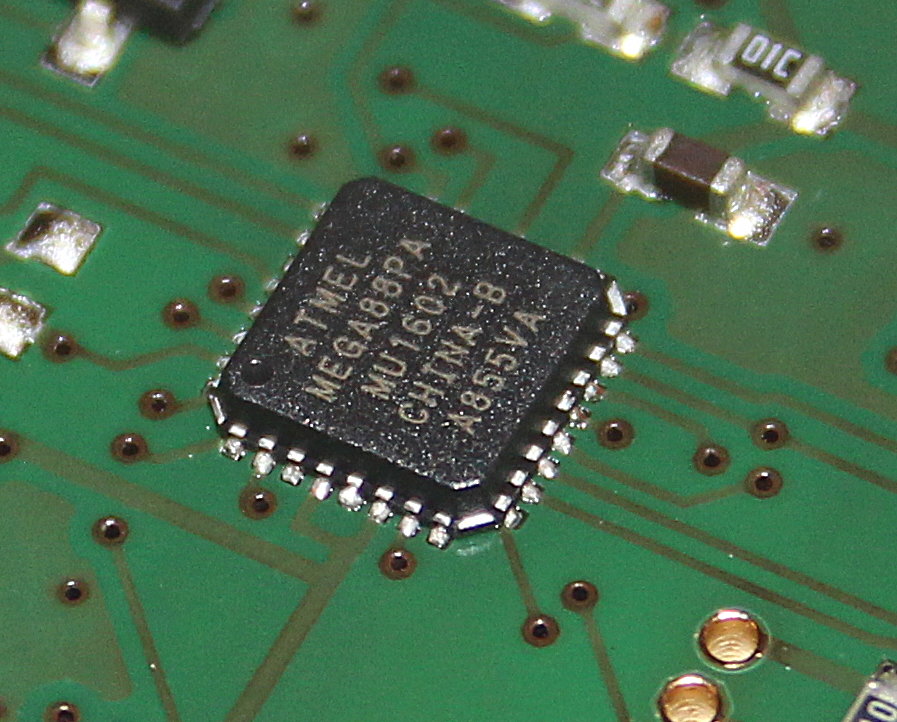
hier mal wieder ein TVM802 Bild. Diesmal ein IC im 32pin MLF Gehäuse. Obwohl ich vor 2 Wochen einiges bestückt hatte, war diesmal eine Justage notwendig. Und zwar musste ich die Koordinaten der Kamera-1 um 0,1mm nach rechts rücken. Möglicherweise hat das mit der Temperatur zu tun. Bei den anderen Bauteilen merkt man es nicht, aber bei einem MLF 0,5mm Pitch muss es sehr genau stimmen. Kein Wunder dass professionelle Bestückungsmaschinen in klimatisierten Räumen stehen. Gruß Harry
> Kein Wunder dass professionelle > Bestückungsmaschinen in klimatisierten Räumen stehen. Naja, zumindest lassen Maschinen für Erwachsene auch lokale Fiducials zu.
Harry, das sieht sehr gut aus! Ich überlege eh auf -MU umzustellen. Farnell hat die AU oft im Rückstand... Bei Digikey sieht es zwar besser aus, aber die MU hatten das noch nicht, wenn ich bestellt habe. Aber mit der Hand und Pinzette ist das auch mit Stencil nichts. Zumindest bekomm ich es nicht in vernünftiger Qualität reproduzierbar hin. Die TV802 wird in 2 Wochen bestellt... Viele Grüße Matze
Bürovorsteher schrieb: > Naja, zumindest lassen Maschinen für Erwachsene auch lokale Fiducials > zu. Das hilft nicht wirklich wenn die Kamera nicht mehr da ist wo die Software sie erwartet, dann hast du trotzdem einen Versatz drin. Wobei so eine Funktion auch bloß Software ist, also nichts was eine Umrüstung oder zusätzliche Gerätschaften braucht.
Matthias Q. schrieb: > Aber mit > der Hand und Pinzette ist das auch mit Stencil nichts. Zumindest bekomm > ich es nicht in vernünftiger Qualität reproduzierbar hin. da hab ich vielleicht einen Tipp da ich damit selbst immer Probleme hatte (Kurzschlüsse zwischen Pins). Das ging mit der Pinzette deutlich besser als ich auf 80u Schablonendicke umgestellt habe zusammen mit 10% Padreduktion. Dadurch ist wenig Paste auf den Pads was das Verzittern gut verzeiht. Jedenfalls habe ich seitdem keine Brücken mehr (mit 100u und 0% hatte ich oft Brücken bei Handbestückung von 0,5mm Pitch). "Die TV802 wird in 2 Wochen bestellt..." und nimm die B mit der doppelten Anzahl von Stacks. Das Umrüsten von Rollen ist richtig ätzend lästig da ist man froh um die vielen Stacks der B Maschine. Die Rollen sind auf einer Alustange aufgefädelt. Um diese Stange herauszubekommen muss man sie weit anheben. Dabei rutschen sämtliche Bauteil-Rollen aus ihren Führungen, heftiges Fluchen ist damit vorprogrammiert. Ich habe diese Stangen jetzt durch Edelstahlstangen mit 10mm Durchmesser ersetzt, die kann man einfach herausnehmen und einschieben ohne die Rollen aus den Führungen zu hebeln.
Was soll zuerst sein, openpnp interface oder eigenes programm ?
ich würde mir ein Programm wünschen mit dem man die vielen Einstellungen sichern und wiederherstellen kann.
Dazu musstest di ar___system fragen. Die Befehle erlauben switch einzulesen, actors zu setzen und die Positionierung inkl Umrechnung von mm zu Schritten und Homing. Zumindest erlaubt dies das bestücken von >5.8mm Bauteilen, Nach Kontrolle, ATC, dispenser und programmer sowie problemlos tray feeder.
die TVM802 ist eine feine Maschine die ihr Geld wert ist. Dort liegen dann auch ihre Grenzen, zB in Bezug auf die Wiederholgenauigkeit. Man sollte ihr nicht zuviel zumuten sonst wird man enttäuscht sein. Für eine Software die das alles kann was du zusätzlich einbauen willst brauchst du eine steifere Mechanik. Für den vorgesehenen Anwendungszweck, Prototypen und Kleinserien, ist sie super, mehr zu verlangen würde nur ein nettes Projekt ohne wirklichen Einsatzzweck sein. Ein hervorragendes Video dazu hat Servokit gemacht: https://www.youtube.com/watch?v=4HvR1EBtv18&index=2&list=PLTeCYItVW9kHNgcDsjI-THJiwE47B2aHC man beachte die linke Widerstandsreihe, dort sieht man gut welche Erwartungen man haben darf.
Harry M. schrieb: > Für den vorgesehenen Anwendungszweck, Prototypen und Kleinserien, ist > sie super, mehr zu verlangen würde nur ein nettes Projekt ohne > wirklichen Einsatzzweck sein. Was verstehst Du unter "Kleinserien"?
Kleinserie geht bei mir bis max. 100 Stk. Danach schadet ein Neuabgleich der wichtigsten Einstellungen nicht, z.B. der Kamera. Es geht halt um zehntel-mm oder weniger, dafür läuft das Ding schon recht gut. Beim letzten Los (20 Stk) hab ich mal versucht die Geschwindigkeit auf 80% hochzusetzen. Das klappte aber nicht. Durch die Vibrationen verrutschen die Widerstände am Sauger. Mit 50% gehts hingegen einwandfrei. Übrigens, im englischsprachigen Forum hat "dermeister" die Software dekompiliert. Ist sehr übersichtlich geworden und ladet dazu ein eigene Erweiterungen nachzurüsten. Als erstes werde ich mir eine Backupfunktion für die Systemeinstellungen machen.
Hallo, Würde gerne so eine 802A bestellen. Frage: Hat hier jemand bei dem http://m.intl.taobao.com bestellt? Das wären 2280 EUR. Wie hoch sind die Versandkosten? Die Verkäufer bei aliexpress dürften hier ordentlich mitverdienen. Notfalls bestelle ich bei Ali. Kann die Maschine 0402 R und C bestücken? Freundliche Grüße, Richard
viele Chinesen bieten extrem günstige Preise und rechnen das dann auf horrende Versandkosten auf. Da muss man gut vergleichen. 0402 geht prinzipiell, allerdings ist der Justieraufwand hoch, ich vermeide das wo immer es geht. Mit Justieraufwand meine ich laufendes Nachjustieren (nicht nur einmalig). Das ist auch verständlich, wenn man sich ausrechnet wie sich das Material der Maschine bei zB 10 Grad Temperaturänderung ausdehnt, da sind schnell ein paar zehntel mm zusammen. Die Hitzewelle der letzten Juniwoche hat man an der Positioniergenauigkeit deutlich gemerkt (habe leider keine Klimaanlage), jetzt wo es kühler wird bin ich auch wieder am Einstellen diverser Maschinenkoordinaten. 0603 verzeiht vieles, bei 0402 wirds aber eng. Wer einen Raum mit einigermaßen konstanter Temperatur hat kann sich glücklich schätzen, das gilt aber für alle PnP Maschinen, nicht nur für die TVM802. Gruß Harry
> das gilt aber für alle PnP Maschinen, nicht nur für die TVM802.
Ich hatte da noch nie die geringsten Probleme. Ordentliche Maschinen
machen nach dem Einschalten nämlich eine Referenzfahrt in allen drei
Achsen und legen erst dann los.
Richard B. schrieb: > Frage: Hat hier jemand bei dem http://m.intl.taobao.com bestellt? > Das wären 2280 EUR. Wie hoch sind die Versandkosten? In einem Thread nebenan hat jemand in China einen Reflow-Ofen gekauft, der ähnliche Abmaße haben dürfte. Er kam auf Zusatzkosten von ca. 750 EUR für Seefracht. Du brauchst für Taobao aber wohl noch einen chinesischen Agenten, der auch noch ein paar Euro kostet. In der Summe wirst du vermutlich auch bei 3500 EUR netto landen. Dafür ist ein Dutzend Leute beteiligt und es dauert mindestens vier Wochen. Spannend wird´s höchstens, wenn du eine Sammelbestellung zusammenbekommst. @Bürovorsteher: dass deine Geräte die tollsten sind, tust du in jedem einschlägigen Thread kund. Es wäre schön, auch mal was Konstruktives von dir zu lesen. Max
> @Bürovorsteher: dass deine Geräte die tollsten sind,
Nun ja, für das bischen Geld, das du da angelegt hast, darfst du eben
nicht allzuviel erwarten. Ist leider so.
Es ist natürlich interessant zu sehen, wieviel Arbeit seitens der
offenbar eher doch gewerblichen Anwender in eine schlichte Konstruktion
vergeudet wird, um selbige einem Einsatz zuzuführen.
Wenn man die dafür notwendigen Arbeitsstunden zusammenrechnet und mit
dem Möchtegernstundensatz ("für 100 €/h stehe ich früh erst gar nicht
auf") aus den Threads in "Ausbildung und Beruf" multipliziert, dürfte
man dann langsam in die Nähe zumindest einer guten gebrauchten Maschine
kommen.
r
Darin allerdings muss ich dir recht geben. In der Größenordnung 5000 EUR finden sich auch gebrauchte Maschinen. Allerdings sind die in der Regel mindestens 15 Jahre alt, gerne noch DOS-basiert und brauchen auch eine Menge Zeit, bis sie laufen. Schönes Beispiel hier: http://www.eevblog.com/forum/reviews/finally-have-a-pick-and-place-on-the-way-quad-ivc/ Max
@Max Ja, deswegen habe ich nach Erfahrungen gefragt. UU ist es besser um 3200 über Ali zu kaufen. @Bürovorsteher Wie viel hat deine Maschine gekostet? Wie lange brauchst du dies zu verdienen? Max G. schrieb: > Allerdings sind die in der Regel mindestens 15 Jahre alt, So einer würde ich zB NIE kaufen. So eine alte Machine braucht auch Pflege. Manchmal mehr als die Neue.
Man muss immer wissen, was man tut :-) Es gibt sicher genug Hobbyisten, denen das Chinagerät voll ausreicht. Da schätze ich die Chinesen als Verkaufsgenies ein: die Leute kaufen das Gerät, obwohl sie insgeheim wissen, was sie erwarten können. Die heben auch dann nicht die Stimme, wenn der Kauf nicht besonders glücklich war. Auf der anderen Seite macht der niederländische Verkäufer solcher Geräte nach eigenen Angaben damit mehr Umsatz, als er es mit ausgewachsenenen Maschinen je konnte. Dafür hat ihn der Hersteller der bisher verkauften Maschinen auch als Dealer rausgeworfen. Wer eine Maschine gewerblich braucht, sollte im schlimmsten Falle mit seiner Bank wegen eines Kredits reden. Man hat die Maschine sofort und kann in der Zeit, in der man noch an Verbesserungen des Chinateils frickeln würde, bereits volle Kanne produzieren und Geld verdienen. Aber Ingenieure können offenbar zumeist wirklich nicht rechnen und verlieren sich lieber im Kleinkram. In diesem Sinne -
>> @Bürovorsteher > Wie viel hat deine Maschine gekostet? > Wie lange brauchst du dies zu verdienen? In der Erstausrüstung hat das Gerät 37 k€ gekostet. Inzwischen habe ich zusätzliche Feeder und ein wenig Schnickschnack dazugekauft, so dass sich der Spaß auf etwa 45 k€ beläuft. Zur Finanzierung dieser Mschine aus dem Cashflow brauche ich derzeit weniger als sechs Monate. Als ich sie gekauft habe, war es ein ganzes Jahr. Aber Vorsicht: der Hersteller hat die Preise inzwischen leicht angehoben.
Und was ist das Geschäftsmodell? Verkaufst du Produkte (was für welche?), oder bist du Lohnbestücker? 90 TEUR Rohgewinn im Jahr ist eine Ansage. Max
> Und was ist das Geschäftsmodell?
Kein Modell, ich arbeite :-)
Entwicklung (auf eigene Kosten), komplette Konstruktion und Fertigung
von Erzeugnissen für die Automatisierungstechnik. Im Grunde genommen
langweiliges Zeug. Früher auch Auftragsentwicklung ohne Fertigung -
bringt aber nichts außer Ärger und kargen Lohn.
Keine Lohnbestückung. Die potentiellen Kunden sind ja nicht mal in der
Lage, eine ordentliche CSV-Datei für den Automaten zu liefern. Dann
erwarten sie Chinapreise.
Außerdem müsste ich ständig den Automaten umrüsten. So sind jetzt alle
BE für alle meine Baugruppen auf der Maschine. Leiterplatte rein und mit
F12 starten.
Die Geräte werden über mittelgroße und große Mittelständler als
Begleitsortiment unter fremdem Namen vertickt. Kein eigener Vertrieb.
Ich schmeiße den Laden im übrigen alleine.
Das hört sich plausibel an, danke für die Darstellung. Lean Production hast du jedenfalls schon umgesetzt :) Max
Ich werde mich bis auf weiteres auf Softwareentwicklung konzentrieren und biete meine TVM802A Bestückungsmaschine zum Verkauf an: http://www.ebay.de/itm/282088403647?ssPageName=STRK:MESELX:IT&_trksid=p3984.m1555.l2649 Gruß, Axel
@Büroversteher kannst du mir deine Telefonnummer zukommen lassen? Würde gern mal auf nen Kaffee gehen in Berlin und Erfahrungen austauschen.
Axel W. schrieb: > Ich werde mich bis auf weiteres auf Softwareentwicklung konzentrieren > und biete meine TVM802A Bestückungsmaschine zum Verkauf an: War zu langsam :( - hätte bei mir prima gepasst. Es würde mich aber interessieren, warum du nach deinem hoffnungsvollen Start wieder aufgehört hast. Vielleicht schreibst du ja was zu deinen Beweggründen und wie du die Fertigung jetzt organisierst. Die Website existiert ja noch. Max
Max G. schrieb: > War zu langsam :( - hätte bei mir prima gepasst. Der frühe Vogel fängt halt den Wurm ;-)
@Max Ich überlege mir auch die Anschaffung eine Maschine. Obwohl wir nur Kleinigkeiten zu bestücken hätten, wäre die 802 zu klein, langsam und ungenau.
Bülent C. schrieb: > Der frühe Vogel fängt halt den Wurm ;-) Steht sie jetzt (bald) bei dir? Wenn ja: Glückwunsch. Richard B. schrieb: > @Max Ich überlege mir auch die Anschaffung eine Maschine. Obwohl wir nur Kleinigkeiten zu bestücken hätten, wäre die 802 zu klein, langsam und ungenau. Was schwebt dir denn dann vor? In der Preisklasse gibt es nicht sonderlich viel, in https://docs.google.com/spreadsheets/d/1s9YmD-L69UXG5paMiz0pwO06J9nptdcopGrSa_s9t_E/pubhtml habe ich mal zusammengeschrieben, was ich kenne. Der Wettbewerb ist eine Ecke teurer, und der Visionbot scheint zwar keine Vaporware zu sein, aber wirklich kaufen kann man ihn wohl auch nicht. Kann der TVM802A denn zweiseitig bestücken? Ich vermute mal, dass nein, wenn man die Bodenplatte nicht modifiziert, lasse mich aber gerne eines Besseren belehren. Bin selbst noch am Schwanken, ob ich mich mit dem Liteplacer begnügen soll (mit Versand rund 1300 EUR) oder mehr als das Doppelte für eine fertige Maschine mit funktionierender Software, Feedern und deutlich höherer Geschwindigkeit ausgeben soll (TVM802A 3400$=3080 EUR, mit etwas Handeln geht da sicher noch was). Verarbeiten muss ich bis runter auf 0603 und 0,5er-QFN; wenn auch 0402 ginge, wäre das nicht von Schaden. Max
@Bülent dann warst du aber auch zu spät. Das war eher Glück :) @Max Leider gibt es kaum verlässliche infos über diese Low Budget Maschinen. Was ich bisher herauslesen könnte: Das SetUp ist mit der 802er Serie ein Krampf. Der A hat noch dazu kaum vernünftig bedienbare Feeder. Um halbwegs vernünftig arbeiten zu können braucht man min. 4 Köpfe und genug Feeder. Zur Zeit tendiere ich zu TVM920 für €5500 excl Versand und USt. Wenn ich wieder zu Hause bin schaue ich mir die neue 4er von neoden näher an. Die kostet aber 8500€ Netto. Freundliche Grüße Richard
Hast du mal überlegt, eine gebrauchte Maschine zu kaufen? Auf eBay sind immer wieder welche im Bereich 5000-10000 EUR unterwegs. Man muss aber ein bisschen Geduld haben, das Angebot ist doch deutlich dünner als bei z.B. Handys ;) Infos über die Low-Budget-Maschinen gibt es schon. Hast du mal im eevblog-Forum geschaut? Dort gibt es diverse Threads mit zusammen vermutlich einer vierstelligen Anzahl Beiträgen. Man kann die Besitzer auch konkret löchern. Max
Hallo, Nein, eine gebrauchte möchte ich nicht wirklich. Beiträge gesucht habe ich natürlich schon. Über Kleinserien mit 0402 Komponenten schreibt kaum jemand. Noch dazu haben auch solche Boards ein paar Regler, Elkos und sonst was größeres... Wie willst du das mit'n 802 bestücken? Jetzt verstehe ich auch warum die Chinesen diese 802 Lines haben. @Bürovorsteher was für eine Maschine hast du jetzt eigentlich? Freundliche Grüße Richard
Das mit'n liteplacer habe ich auch schon überlegt. Entweder billig und etwas Hilfe oder es muss gleich ordentlich funktionieren.
> @Bürovorsteher was für eine Maschine hast du jetzt eigentlich? Es handelt sich um eine Mechatronika M70V. http://www.mechatronika.com.pl/content/view/20/4/lang,en/ Inselbestücker. Für Lohnbestückung eher nicht geeignet, da Bankfeeder und keine Einzelfeeder verwendet werden. Durch die Möglichkeit der Schüttgutverarbeitung auch für Prototypen gut geeignet. 0402 ist kein Problem, 0201 habe ich noch nicht probiert, da es auf meinen Baugruppen genug Platz gibt. TQFP mit 0,5er Pitch und QFN null Problemo. Es gibt noch ein kleineres Modell, die M10V.
Bürovorsteher schrieb: > Es handelt sich um eine Mechatronika M70V. In welcher Größenordnung bewegt man sich hier preislich?
klausr schrieb: > In welcher Größenordnung bewegt man sich hier preislich? Habe selbst was bei Beitrag "Re: [V] Bestückungsautomat Mechatronika M70" gefunden...
Bürovorsteher schrieb: >> @Bürovorsteher was für eine Maschine hast du jetzt eigentlich? > > Es handelt sich um eine Mechatronika M70V. > http://www.mechatronika.com.pl/content/view/20/4/lang,en/ > > Inselbestücker. > Für Lohnbestückung eher nicht geeignet, da Bankfeeder und keine > Einzelfeeder verwendet werden. > Durch die Möglichkeit der Schüttgutverarbeitung auch für Prototypen gut > geeignet. > 0402 ist kein Problem, 0201 habe ich noch nicht probiert, da es auf > meinen Baugruppen genug Platz gibt. TQFP mit 0,5er Pitch und QFN null > Problemo. > > Es gibt noch ein kleineres Modell, die M10V. kannst du mir mal Deine Telefonnummer zukommen lassen?
> @Bürovorsteher: dass deine Geräte die tollsten sind, tust du in jedem > einschlägigen Thread kund. Es wäre schön, auch mal was Konstruktives von > dir zu lesen. > Max > kannst du mir mal Deine Telefonnummer zukommen lassen? Nein.
War zwar von Max, gilt aber auch für Markus R. Hier im Forum beantworte ich gern die Fragen, teilweise auch konstruktiv. Aber in meiner Bürotätigkeit verabscheue ich es zutiefst, wenn die Arbeitsabläufe durch Anrufe unterbrochen werden. Anrufe mit unbekannter oder fehlender Nummer sowie solche aus dem Mobilnetz werden ohnehin nicht entgegengenommen.
Richard B. schrieb: > Über Kleinserien mit 0402 Komponenten schreibt kaum jemand. > Noch dazu haben auch solche Boards ein paar Regler, Elkos > und sonst was größeres... Wie willst du das mit'n 802 bestücken? Mit etwas Trickserei kann die 802 wohl auch höhere Komponenten als 5mm bestücken. Man muss sie dazu aber aus einem Tray picken und bei der Platzierungsreihenfolge aufpassen, dass der Kopf sie nicht nachträglich wieder abräumt. Fummelig, aber machbar. 0402 sollten eher unkompliziert sein, wenn die ein bisschen krumm auf dem Land landen, zieht sich das beim Löten wieder gerade. Du könntest auch noch bei www.smallsmt.biz vorbeischauen. Bürovorsteher schrieb: > Hier im Forum beantworte ich gern die Fragen, teilweise auch > konstruktiv. Wenn du jetzt noch "teilweise auch" durch "grundsätzlich" ersetzen und dich anmelden würdest, wäre alles perfekt. Ich stimme dir darin zu, dass das Forum vom Austausch lebt. Max
Bürovorsteher schrieb: > War zwar von Max, gilt aber auch für Markus R. > Hier im Forum beantworte ich gern die Fragen, teilweise auch > konstruktiv. > Aber in meiner Bürotätigkeit verabscheue ich es zutiefst, wenn die > Arbeitsabläufe durch Anrufe unterbrochen werden. > Anrufe mit unbekannter oder fehlender Nummer sowie solche aus dem > Mobilnetz werden ohnehin nicht entgegengenommen. Ich wollte mich mal kurz in Berlin auf nen Kaffee treffen - ich lad dich auch ein - und die Bestückungsmaschine besprechen (Erfahrungswerte), ich hab auch so eine. Kann ich Dir irgendwie ne Mail zuschicken, oder du mir via dem Forum System?
soeben meinen bisher größten Bestückungsdurchgang beendet. 100 Platinen 60x200mm, bestückt mit 2 uCs (TQFP44), einigen LEDs, allen möglichen R und Cs und diversen kleinen Bauteilen im SOT23 Gehäuse. Inkl. Pasten, Bestücken auf der TVM802B und Löten haben die 100 Platinen ca. 20 Stunden gebraucht, wobei die meiste Zeit die Abkühlzeit des Ofen zwischen den Durchgängen war (ich muss noch einen Kühllüfter dazubauen). Die 802 hat die 100 Platinen gut durchgehalten, Justierungen zwischendurch waren nicht erforderlich. Der Ausschuss an Bauteilen: bei den 600 LEDs hat sie 14 fallen gelassen und eine unwesentliche Menge Rs liegen herum. Das wichtigste ist aber, alle Bauteile waren dort wo sie sein sollen, ich musste nicht manuell korrigieren, was meine größte Sorge war. Das hat also gut geklappt. Speed: alle R und Cs mit 100%, die ICs mit 50% und die SOT23 mit 20%. Warum die SOT23 nicht schneller gehen weiß ich nicht. Fahre ich mit >20% so springen sie auf der Nozzle herum, aber egal, die restlichen Arbeiten dauerten sowieso länger als die Bestückung, sodass die TVM802 mehr auf mich warten musste als umgekehrt.
Sorry Markus, ich weiß, dass mich viele hier schon wegen meines Nicks verabscheuen :-) Der trifft aber die Sache am genauesten - Vorsteher eines Ingbüros mit sich selbst als einzigem Angestellten. Meine weiteren negativen Seiten: ich mache generell keine Termine für niemanden. Es gibt lediglich einen einzigen Kunden, der da abweichende Rechte hat. Ansonsten: Abwehr aller Vertreterbesuche, egal welche Firma. Mit meinem Hauptkunden verkehre ich nur per Mail oder zugesandter Rechnung. Telefoniert habe ich zwar schon mit den Jungs, hatte aber in den zehn Jahren der bestehenden Geschäftsbeziehung noch nie jemanden von ihnen persönlich zu Gesicht bekommen. Und das ist auch gut so. Nach überlebtem Herzinfarkt muss man sein Leben neu konfigurieren. Ich habe mich entschlossen, selbständig zu werden, damit mir kein Chef mehr auf dem Sack rumlatschen kann. Dann habe ich konsequent alle überflüssigen Tätigkeiten, Konventionen, Verpflichtungen, Gewohnheiten über Bord geworfen und führe seitdem ein prima Leben. Und das wollen wir auch so lassen, da meine Restnutzungsdauer auch nicht ewig anhalten wird. Also nochmal: mach' einen M70-Thread auf und gut ist es. Da kann ich dann Rede und Antwort stehen. Vielleicht interessiert es andere Leute auch noch, ich kenne hier zumindest noch einen User. Das ist hier mein abschließendes Statement, um den Thread nicht noch weiter zuzumüllen.
Bürovorsteher schrieb: > Sorry Markus, > > ich weiß, dass mich viele hier schon wegen meines Nicks verabscheuen :-) > Der trifft aber die Sache am genauesten - Vorsteher eines Ingbüros mit > sich selbst als einzigem Angestellten. ... > Und das wollen wir auch so lassen, da meine Restnutzungsdauer auch nicht > ewig anhalten wird. Heißt Du mit Nachnamen Grimm? Würde passen :-)
@Bürovorsteher schade. Ich will Mechatronika jetzt nicht unbedingt öffentlich im Detail diskutieren. Da Du ja so eine Maschine hast und ich auch gibt's da sicherlich so einige Punkte. Zudem der Support (bzw. Entwicklung) der M70 auch schon vor 3 Jahren eingestellt wurde. Aktuell ist ja die MX70 usw.
Scheinbar haben die alles eingestellt. Auf meine Anfrage bekam ich binnen 48h keine Antwort.
Moin moin, Mittlerweile habe ich die Maschine von Alex in Betrieb genommen. Hühnerfutter geht ganz gut, ein lqfp64 wird auch ziemlich gut plaziert, und nur beim soic14 passt es nicht mal ansatzweise. Auch die Kantenerkennung des Vision Systems klappt nicht. Der rote Rahmen um den ic herum ist viel zu groß. Gibt es hier was besonderes zu beachten? Vg, Bülent
Umgebungslicht und/oder Hauptlicht ändern-justieren. Das haben die bei der 920er geändert.
Bülent C. schrieb: > nur beim soic14 passt es nicht mal ansatzweise SOIC14 sind auch bei mir immer schräg. Die Kamera hat bei diesem Gehäuse irgendein Problem. Lichtänderungen haben bei mir keinen Einfluss darauf. Die Abweichung ist knapp 1mm. Ich korrigiere den IC nach dem Bestücken mit der Pinzette, eine andere Lösung ist mir bisher nicht eingefallen. Das ist bisher das einzige Gehäuse bei dem das passiert, alle anderen erkennt er tadellos.
Postet mal ein Rohbild mit derselben Belichtung und BMP, kein jpg. Sowie ein Bild der Erkennung der SW.
Damit das Thema nicht einschläft, möchte ich hiermit mal den Konverter von Harry May verlinken: https://www.youtube.com/watch?v=YYSvPEsCHUs Vielen Dank dafür Harry, wenn ich das hier darf: https://www.youtube.com/watch?v=VsGQ3Gwg9xQ Hier etwas Bewegung von Zamani: https://www.youtube.com/channel/UC5AgY46PYqenTT7rVK_qLVQ Tomy
danke Tomy für das Einstellen der Links. Am Ton muss ich noch arbeiten, bin noch nicht draufgekommen warum der im Production-Video so leise ist. Die Videos von Zamani kannte ich noch nicht. Was mich wundert, es sieht bei ihm deutlich schneller aus als bei mir, obwohl ich alles auf 100% Speed eingestellt habe. Ob man auch über 100% einstellen kann ? Muss ich mal versuchen. Allerdings bin ich mit 100% nicht ganz zufrieden, die 0603 R und Cs sind manchmal schon arg weit aus der Mitte. Mit 80% sieht das deutlich besser aus. Ich vermute es liegt am Vacuum, die Teile "kleben" nicht fest genug an der Nozzle beim Fahren. Harry
Moin, ne kurze Frage zum Pastendrucker den Du da im Video verwendest. Was für einer ist das, und woher kann man den beziehen? VG, Bülent
Hallo Bülent, das ist der TecPrint500 von CIF, ich habe den von rs-components. Zuerst hatte ich einen dieser üblichen 400Eur Chinadrucker. Der ist zwar sehr präzise, hat aber den Nachteil, dass man gerahmte Stencils braucht, und diese Rahmengröße ist nur in China üblich. Er steht noch hier, falls ihn jemand haben möchte. (https://www.alibaba.com/product-detail/high-precision-manual-smt-printer-smt_60408465543.html) Beim TecPrint kann ich ungerahmte Schablonen in fast beliebiger Größe einspannen: http://cif.fr/en/manual-operated-stencil-printer-for-smd/285-machine-a-serigraphier-manuelle-pour-cms-tecprint-400-et-600.html Harry
Angehängte Dateien:
-

soic8_pp.PNG
75 KB

Hallo, ich habe leider nach wie vor das Problem bei der Kantenerkennung bei SOIC14 und SOIC8. LQFP64 bekomme ich wunderbar plaziert, nur bei den kleinen hapert es. Hat hier jemand einen Vorschlag wie ich das Problem lösen könnte. VG, Bülent
Ich kann dir zwar nicht direkt helfen, aber ich würde zuerst mal alle Reflexe beseitigen die nicht zum IC gehören. Besonders die linke Düse reflektiert schon extrem. Einfach mal mit Mattschwarz überpinseln, z.B. Revel Aqua Color Teerschwarz 36106. Oder als Test erst mal sowas in der Form Lochverstärker, nur aus selbstklebender Velourfolie, auf die Düsen kleben. Gruß, Steffen
Steffen N. schrieb: > nur aus selbstklebender Velourfolie, auf die Düsen kleben. So ähnlich würde ich das auch machen. Anmalen nur wenn nichts mehr hilft. @Bülent Ist der Platzierungs-Druck pro Düse/Element eigentlich einstellbar?
Eigentlich sollte das IC scharf sein und nicht die Düse. Der Standard Algorithmus filtert unscharfe Sachen raus.
Bülent C. schrieb: > Hallo, > > ich habe leider nach wie vor das Problem bei der Kantenerkennung bei > SOIC14 und SOIC8. LQFP64 bekomme ich wunderbar plaziert, nur bei den > kleinen hapert es. > Hat hier jemand einen Vorschlag wie ich das Problem lösen könnte. > > VG, > Bülent in deinem Bild sind die Nozzles weit aus der Mitte. Die rechte Nozzle wo das Bauteil hängt muss möglichst genau in der Bildmitte sein, sonst erkennt er nichts. Das kannst du mit den Kamera Parametern einstellen Harry
Harry M. schrieb: > Bülent C. schrieb: >> Hallo, >> >> ich habe leider nach wie vor das Problem bei der Kantenerkennung bei >> SOIC14 und SOIC8. LQFP64 bekomme ich wunderbar plaziert, nur bei den >> kleinen hapert es. >> Hat hier jemand einen Vorschlag wie ich das Problem lösen könnte. >> >> VG, >> Bülent > > in deinem Bild sind die Nozzles weit aus der Mitte. > Die rechte Nozzle wo das Bauteil hängt muss möglichst genau in der > Bildmitte sein, sonst erkennt er nichts. > Das kannst du mit den Kamera Parametern einstellen > > Harry Welche Parameter sind hierfür gedacht?
Kann die Maschine auch ICs aus dem Tray? Ich hab was mit 80-Pin TQFP PICs. Und wie ist das mit SMD Tact Tastern?
Beitrag #5462077 wurde von einem Moderator gelöscht.
Angehängte Dateien:
-

camphoto_1903590565.jpeg
350 KB
Hey Leute, ich will den Thread hier nochmal ausgraben. Ich habe vor zwei Tagen meinen neuen TVM802AX bekommen und möchte kurz berichten. Ich habe direkt beim Hersteller bestellt zusammen mit einem Pastendrucker und einem Reflowofen (T962C). Versendet wurde alles mit TNT. Die Laufzeit betrug ca. 7 Tage. Die Rechnung vom Zoll fehlt mir noch, damit ich den Überblick über die Gesamtkosten habe. Die Maschinen waren sehr gut verpackt. Der TVM kam in einer riesigen Übersee-Holzkiste. Trotzdem hat sie scheinbar einen Schlag bekommen, da eine Aluleiste verbogen war. Da auf diesen jedoch nur die Energieketten liegen, ist es kein Problem, sie wieder hochzubiegen. Das hat keinen Einfluss auf die Funktion. Im AX ist bereits ein Rechner integriert. Somit entfällt etwaige Installation eines anderen Rechners. Eingebaut ist eine lahme Krücke. Intel Atom, 2GB RAM. Aber es reicht! Aufgespielt ist Win7 in chinesisch. Das lässt sich aber in Englisch ändern. Als Monitoranschluss ist lediglich VGA vorhanden. Kurzum: Ich bin begeistert! Auch wenn es einiges an Einarbeitungszeit erfordert, nimmt mir die Maschine viel Arbeit ab. Was noch nicht 100%ig funktioniert, ist die Vision-Funktion. in 9 von 10 Fällen funktioniert es gut. Im 10ten Fall wird das Bauteil in einem Winkel von 45° montiert. Daher mache ich derzeit größere Bauteile über die Step-Funktion, damit ich das nachverfolgen und eventuell den Vorgang unterbrechen kann. Ich muss hier auch deutlich sagen, dass ich über den Support angenehm überrascht bin! Ich bin derzeit mit dem Hersteller über Skype in Kontakt und bei Fragen wird mir geholfen und sich gekümmert. Das hätte ich ehrlich gesagt ganz anders erwartet. Eine Frage, die sich mir schon vor dem Kauf gestellt hat, war, wie ich Bauteile bestücke, von denen ich nur kleine Streifen von z.B. 10 Stück habe. Die lassen sich nicht einspannen (apropos: Beim Einspannen eines Streifens gehen ca. 10pc (bei 0805) verloren.). Abhilfe schafft hier der IC-Tray. Im Prinzip ist dieses Tray vorne an der Maschine aber hinfällig. Das ganze funktioniert nämlich folgendermaßen: Man legt einen Streifen der zu bestückenden Bauteile irgendwo auf den Maschinentisch. Es ist egal, ob es im IC Tray ist oder sonst wo. Dann fährt man das erste Bauteil des Streifens mit der Nadel an und setzt diese Position in der Software. Dann fährt man zum letzten Streifen, setzt auch diese Position und gibt noch ein, wieviele Bauteile sich zwischen diesen Koordinaten befinden. So lassen sich relativ simpel auch kleine Steifen bestücken. Das ganze sieht dann so aus wie im Anhang zu sehen. Ist natürlich noch nicht schön, weil auch gerade kleine Streifen sehr leicht verrutschen. Aber es funktioniert! Die feinsten Bauteile, welche ich bisher bestückt habe, sind die Widerstandsnetzwerke sowie der ARM mit einem 0.5er Pitch (beides auf dem Bild ersichtlich). Das hat wunderbar funktioniert. Abschließend: Wenn man nur jeweils eine Leiterplatte eines Typs bestückt, macht die Maschine eigentlich keinen Sinn, da das Einrichten der Bauteile schon seine Zeit braucht. Da ist man, je nach Menge der Bauteile, eventuell schneller, wenn man die Bestückung per Hand macht. Wenn sich aber viele Teile wiederholen oder aber man mehrere Leiterplatten des gleichen Typs hintereinander (oder auch gleichzeitig!) bestücken will, lohnt sich das! Soweit von mir! Wenn ihr dazu noch Fragen habt, fragt gerne.
Wie klappen hohe Bauelemente (Elkos)? Schaffst du es, Plastik-Tapes sauber einziehen zu lassen? Für den STM32 links oben wirst du vermutlich gar keinen passenden Feederslot haben, aber kriegst du z.B. das Tape mit den SOT23 rechts gefördert, ohne dass die Löcher im Tape ausreißen (mir passiert)? Hast du schon 0402 versucht?
Elkos habe ich nicht auf Rolle, sondern nur einzeln. Hab die drei Teile dann mit Hand nachbestückt. Den STM brauch ich nicht in großen Mengen und ist sehr teuer. Deshalb hab ich auch hier nur einzelne Abschnitte. Die lassen sich aber über das oben genannte Verfahren leicht einbinden und bestücken. Bzw. des Ausreißens: Das Problem hatte ich gestern mit WS2812B LEDs. Ich war heute mit dem Support in Kontakt, wo mir ein Tipp gegeben wurde, den ich mal versuchen werde. Im Falle des Erfolgs berichte ich. 0402 kommt in meinen Designs nicht vor.
Hallo, wenn man mit Streifen oder dem Tray arbeitet, ist die Menge begrenzt oder kann man so viele wie mechanisch draufpassen verarbeiten?
Danke für die Antwort. Aber noch eine Frage: Können die so erlernten Positionen auch abgespeichert werden? Mir schwebt vor mehrere, wie auch schon weiter oben in diesem Thread, für verschiedene Platinen austauschbare Aluminiumplatten zu machen. Bzw wir haben auch Platinen mit 80 verschiedenen Bauteilen. Wir arbeiten gerade mit einem Neoden, da kann man maximal 10 Positionen speichern, die sind aber nur aufwendig änderbar, das macht es unmöglich einen Wechselmechanismus zu haben weil diese Positionen in der Maschine und nicht im Bestückungsfile gespeichert werden.
Das kann ich dir leider nicht abschließend beantworten, weil ich das selber noch nicht so ganz verstanden habe. Eines ist sicher: Es können 30 Positionen gespeichert werden. Ich generiere mir meine Bestückungsdateien momentan aus Eagle mit der ULP von Matthias. Diese erstellt eine CSV, die erst die Bestückungsdaten enthält (wo kommt welches Bauteil hin) und nachfolgend einen ganzen Schwung kryptischer Werte, deren Sinn ich noch nicht entschlüsselt habe. Leider bekomme ich eine Fehlermeldung, wenn ich probiere, diese Datei in die Software zu laden. Erst wenn ich den kompletten kryptischen Teil lösche, werden die Bestückungsdaten einwandfrei importiert. Warum erzähle ich das: Wenn ich vorher mit einem anderen File gearbeitet und dort Positionen für den IC-Tray gespeichert habe, werden diese beim Einladen dieser neuen Datei gelöscht. Hier muss ich noch mal nachsehen, was passiert, wenn ich wiederum die vorherige Datei reinlade... also ob die damals gespeicherten Positionen wieder auftauchen.
Ich kann hiermit bestätigen, dass die Tray-Positionen mit der Bestückungsdatei gespeichert werden! Somit ist das möglich, was du vor hast und du kannst dir für jedes Projekt ein eigenes Tray bauen. Muss übrigens nicht Alu sein. Es gibt günstigere und einfacher zu bearbeitende Materialien, die sich ebenso eignen wie z.B. Plexi oder sogar MDF.
Vielen Dank für die Info. Aluminium ist kein Problem, das haben wir für die Neoden auch schon gemacht, aber die Positioniergenauigkeit ist trotz mechanischer Justireinrichtung sehr schlecht. IC sind schneller mit der Hand bestückt als mit der Maschine weil zuviel Nacharbeit anfällt. Wenn ich dich richtig verstanden habe scheinen ja 0,5mm Pitch kein Problem zu sein. Ich habe mir einige Videos auf Yout.ube angeschaut, irgendwie überzeugt mich das noch nicht, oder die Maschinen waren nicht richtig eingestellt.
Genau. 0.5 geht problemlos. Was noch nicht reibungslos funktioniert ist die richtige Erkennung der Bauteile. Besonders bei ICs dreht der TVM das Bauteil gerne mal ein paar 30-40 Grad zu weit. Das habe ich noch nicht raus, woran das liegt. Werde nochmal den Support kontaktieren.
Wie lange braucht ihr für das Rüsten der Maschine? (also wie viele Bauteile wie lange)
Beim IC-Tray hängt es stark von der Anzahl der Bauteile ab. Wenn ich von einem IC 20 Stück habe, die ich über den Tray bestücken möchte, dauert es ein bisschen, bis ich sie alle sauber ausgelegt habe. Das eigentliche Einstellen der Positionen in der Software geht dann aber innerhalb von 20 Sekunden. Bei einer Rolle würde ich von 5-7 Minuten / Rolle ausgehen inkl. Softwarekonfiguration.
Gestern kam dann eine Hiobsbotschaft: Ich hatte den Support nochmal kontaktiert, weil die Maschine LQFP100 nicht korrekt platzieren wollte. Nach einigem Hin und Her wurde mir gesagt, dass das Bauteil einfach zu groß sei, um von der Kamera korrekt erkannt zu werden. Das lässt sich auch relativ leicht nachvollziehen. Das ist ärgerlich, da ich recht häufig mit dem Package zu tun habe. Man bemüht sich um eine Lösung. Mal schauen, was dabei heraus kommt. Ich könnte mir vorstellen, dass man die Kamera, die die Bauteile "scannt" etwas nach unten versetzt und somit den Bereich, den die Kamera einfängt, vergrößert. Letztlich ist es nicht viel, was fehlt.
Angehängte Dateien:
Ansonsten hatte ich gestern mein erstes größeres Projekt gemacht mit knapp 400 Bauteilen. Das hat sehr gut funktioniert. Einige Male musste ich intervenieren. Das waren aber alles Benutzer-Fehler, wofür die Maschine nichts kann. Kleinere ICs klappen wunderbar. Siehe Anhang. 0.5er Pitch.
Christian schrieb: > Nach einigem Hin und Her wurde mir > gesagt, dass das Bauteil einfach zu groß sei, > um von der Kamera korrekt erkannt zu werden. Das ist bei diese Maschine normal.
"Normal" wäre es gewesen, wenn man diese Spezifikationen vorher mitgeteilt bekäme. Das ist allerdings nirgends ersichtlich. LQFP100 finde ich nun auch nicht exorbitant groß, dass ich das hätte in Frage stellen müssen. Mal schauen, was raus kommt.
Christian schrieb: > wenn man diese Spezifikationen vorher mitgeteilt bekäme Steht normalerweise unter-> max. component size Low-End PnP Maschinen benutzen eine Kamera die ein Objekt mit zB 100 Pins nicht mehr erfassen kann. Dazu wäre eine wesentlich höhere Auflösung notwendig und ein anderes Objektiv um auch die 0604s richtig erfassen zu können.
Damit ist diese Maschine für mich gestorben. Wir haben viele LQFP144 und BGAs in verglaichbarer Grösse. Schade
Nun, man kann diesem Umstand ausgleichen, in dem man die Bauteile exakt im Tray platziert und diese exakten Koordinaten in der Maschine übernimmt. So müsste kein Kamera-Abgleich stattfinden. Ich werde das heute mal ausprobieren.
Damit bin ich aber nicht besser als mit dem was ich jetzt habe. Hätten die mal lieber für ein paar Euro mehr eine bessere Kamera oder eine 2.te Kamera mit anderer Optik spendiert.
> Nun, man kann diesem Umstand ausgleichen, in dem man die Bauteile exakt > im Tray platziert Nach dem Greifen hängen die Teile unter Garantie schief. > Hätten die mal lieber für ein paar Euro mehr eine bessere Kamera oder eine > 2.te Kamera mit anderer Optik spendiert. Nicht erforderlich, wenn vorher die Teilabmessungen erfasst werden (manueller Eintrag oder optisch) und die Kamera dann zweimal zufasst (an den diagonal gegenüberliegenden Eckpunkten). Dann gehen auch beliebig große Teile.
Christian schrieb: > Nun, man kann diesem Umstand ausgleichen, in dem man die Bauteile exakt > im Tray platziert und diese exakten Koordinaten in der Maschine > übernimmt. Das kannst du (als End User) nicht ausgleichen. Da ist eine zweite Kamera und eine zweite Düse notwendig. Funker Jörg schrieb: > Nicht erforderlich, wenn vorher die Teilabmessungen erfasst werden... Das ist doch, wegen die Auflösung notwendig. Du erfasst nicht nur ein Bauteil, sondern auch dessen Pins, ob der beschädigt oder noch intakt ist gleich mit. Funker Jörg schrieb: > Dann gehen auch beliebig große Teile. Für Stecker und Co hat man in der Regel sogar einen zweiten Kopf weil das eben notwendig ist! Das ist IMHO bereits ab 64 Pins der Fall.
Peter schrieb: > Hätten die mal lieber für ein paar Euro mehr eine bessere > Kamera oder eine 2.te Kamera mit anderer Optik spendiert Die Verarbeitung der Daten kostet wertvolle Zeit. Firmen, die 100+ Pinnige Bauteile platzieren müssen, kaufen keine 4000 EUR Maschine... es ist, wie immer-> ein Kompromiss.
Das ist doch Unfug. 100 Pins hat man schnell zusammen (da genügt ja schon ein etwas größerer Controller). Wenn man dann Serienstückzahlen bis maximal ein paar hundert Teile hat, muss man froh sein, überhaupt einen Bestücker zu finden. Bei großer Varianz (Bestückvarianten) gilt das sowieso. Der Aufwand, der in die 4000-Euro-Maschine fließt, kann sich dann durchaus bezahlt machen. Zum einen in Geld, zum anderen in Lieferzeit. Selber bestücken kostet Zeit und Nerven. Einen Bestücker beauftragen aber auch. Es kommt einfach auf die Firma an. Nicht jede kann mal kurz 30 TEUR für eine halbwegs professionelle Lösung (gebrauchte Mechatronika + Pastendrucker + Ofen) auf den Tisch legen.
Ja, die Maschine ist doch wirklich gut. Und wenn es denn doch mal mehr als 100 Pins sind, dann könnte man die zur Not auch noch per Hand bestücken - das ist kein Hexenwerk :-) Die meiste Arbeit macht doch das Kleinzeugs. Gibt es eigentlich irgendwo einen Bericht/Fotos mit komplett zerlegter Maschine? Mich würde die Mechanik/Elektronik interessieren. Und: kann man die Maschine auch mit Dispenser einsetzen, also quasi Rakel, Maske etc. komplett einsparen und nur die nackte Platine auflegen?
Also an alle, die meinen es besser zu wissen: Das von mir beschrieben Verfahren klappt einwandfrei! Der STM ist 16x16mm groß. Ich fahre also mit der Kamera, die im Placer eingebaut ist, über den STM und visiere dort die Pins auf der linken Seite an, notiere die Daten. Anschließend visiere ich die Pins an der oberen Kante an und notiere ebenfalls die Daten. Nun addiere ich 8mm zu diesen Daten hinzu und schon positioniert sich die Nozzle exakt über die Mitte. Und nein: Nach dem Greifen hängt der STM auch nicht schief. Ich hab es heute ausprobiert und es hat wunderbar funktioniert. Wenn man sich nun selber einen Tray baut, in dem die größeren Bauteilen exakt hineinpassen, und dann die Positionen notiert, lassen sich relativ leicht wiederholbar große Bauteile (100+ Pins) bestücken. Ich bleib bei meinem bisherigen Fazit: Wenn man jeweils nur eine Platine bestückt, ist man mit der Hand sicher schneller. Sobald man aber 2+ macht, lohnt es sich auf jeden Fall, da am längsten das Einrichten der Teile dauert.
Für alle, die es interessiert, noch ein Wort zu den Kosten: Ich habe den TVM802AX in einem Paket mit dem T962C (das ist ja ein riesen Viech!) und einem Pastendrucker (mechanisch. Nix elektrisches) gekauft und insgesamt $4200 bezahlt. Davon waren allein $700 der Versand mit TNT. Ich warte nun noch auf die Abrechnung vom Zoll, die nochmal um die 1000€ betragen dürfte.
Chris D. schrieb: > Und: kann man die Maschine auch mit Dispenser einsetzen, also quasi > Rakel, Maske etc. komplett einsparen und nur die nackte Platine > auflegen? Vor 2 Jahren hatte ich das schon mal gefragt, Beitrag "Re: TVM802A pick and place aus China" Pic.T hatte darauf einen Hinweis gegeben: Beitrag "Re: TVM802A pick and place aus China" aber vielleicht geht das inzwischen ja auch günstiger. Falls jemand ein Update dazu hat wäre ich auch an der Information interessiert. Dann wäre es wirklich eine super Maschine für Musterbau, Kleinunternehmer, Hackerspace, ambitionierte Bastler ...
Ich bin weiterhin in Kontakt mit dem Support. Sie haben mir eine Anleitung geschickt, wie ich die Kamera-Höhe anpasse. Ich warte derzeit noch auf das Video, in welchem die Fokussierung erklärt werden soll. Danach soll LQFP100 funktionieren... bin gespannt... ich halte euch auf dem Laufenden!
Christian schrieb: > Danach soll LQFP100 funktionieren... bin > gespannt... ich halte euch auf dem Laufenden! Du glaubst mir wirlich nicht, oder? Das wird nicht funktionieren... Besser gesagt- Danach kannst du kleinere Bauteile nicht mehr platzieren.
Richard B. schrieb: > Das wird nicht funktionieren Als interessierter Mitleser würde ich es sehr begrüßen wenn engagierte TVM802 Benutzer wie ihr diese Wanderbaustelle an Problemen mal Wiki mässig dokumentiert. Das schreckt mich nämlich ab mir so eine Kiste zu holen. Die homöopathische Informationsverteilung des Herstellers, dieses permanente Gebastel und das mühselige zusammentragen womit man leben muss und wo man durch keine Tricks und Kniffe weiterkommt, was die Kiste denn nun tatsächlich kann und was nicht.
Richard B. schrieb: > Christian schrieb: >> Danach soll LQFP100 funktionieren... bin >> gespannt... ich halte euch auf dem Laufenden! > > Du glaubst mir wirlich nicht, oder? > Das wird nicht funktionieren... Besser gesagt- > Danach kannst du kleinere Bauteile nicht mehr platzieren. Richtig! Ich glaub dir wirklich nicht. Wenn es nicht funktioniert, bau ich es zurück. Mach du dir keinen Kopf über meine Zeit. Außerdem besitzt du, wenn ich den Thread richtig verfolg habe, die Maschine nicht. Daher dürften sich deine Erfahrungswerte mit dieser wohl in Grenzen halten.
Michael K. schrieb: > Richard B. schrieb: >> Das wird nicht funktionieren > Als interessierter Mitleser würde ich es sehr begrüßen wenn engagierte > TVM802 Benutzer wie ihr diese Wanderbaustelle an Problemen mal Wiki > mässig dokumentiert. > Das schreckt mich nämlich ab mir so eine Kiste zu holen. > Die homöopathische Informationsverteilung des Herstellers, dieses > permanente Gebastel und das mühselige zusammentragen womit man leben > muss und wo man durch keine Tricks und Kniffe weiterkommt, was die Kiste > denn nun tatsächlich kann und was nicht. Kann ich nicht nachvollziehen. Basteln musste ich gar nichts an der Maschine. Wenn du größere Bauteile platzieren möchtest, kommst du scheinbar an die Grenzen der Maschine. Aber das teste ich momentan noch. Ansonsten funktioniert die Maschine ohne Tricks und Kniffe. Wenn du noch konkrete Fragen hast, dann lass es mich wissen. Das einzige, woran ich mich konkret erinnern kann, ist das Problem, dass die Maschine bei dickeren Reels (wie z.B. meine WS2812B) hängen bleibt bzw. nicht die Maschine bleibt hängen, sondern das Reel. Das lässt sich aber beheben, in dem man den Metall-Streifen, der das Reel hält, um 2mm kürzt. Damit wird es mit weniger Kraft angedrückt und die es hängt nicht mehr.
> Das schreckt mich nämlich ab mir so eine Kiste zu holen.
In irgendeinem Nachbarthread vertickt jmd einen mit Feedern sehr gut
ausgestatteten M10V.
Christian schrieb: > Außerdem besitzt du, wenn ich den Thread richtig > verfolg habe, die Maschine nicht Ich muss diese Maschine auch nicht besitzen um zu wissen was die kann und was nicht...
Nonsense. Ich hatte zeitweise eine ähnliche. So lang man nicht damit gearbeitet hat, kann man die Vor- und Nachteile nicht sinnvoll einschätzen. Lesen bildet, aber Erfahrung hilft. Warum sollte das bei der TVM820 anders sein?
Richard B. schrieb: > Du glaubst mir wirlich nicht, oder? > Das wird nicht funktionieren... Besser gesagt- > Danach kannst du kleinere Bauteile nicht mehr platzieren Na und ? Er will keine 0402, 0201 oder 01005 bestücken sondern eben TQFP100.
Doch, bei einer Bildhöhe von 20mm (optimal) bis 24mm (minimal) kann man produktiv 0402 realisieren, und bis 22mm kann man noch 0201 bestücken (proto, nicht produktion). Ob jetzt die 0201 mit der TVM802 funktionieren ist mir unbekannt. Ich nehme gerne 22mm, da ist dann tqfp 128 pin (14x14mm) noch ganz drauf. Bildhöhe ist hier die kleinere Seite der Webcam gemeint. Chris
Max G. schrieb: > Lesen bildet, aber Erfahrung hilft. Er hat bisher aber keine Erfahrung. Genau darum geht es hier. Er hat die Maschine auf gut Glück gekauft.
Beitrag #5520082 wurde von einem Moderator gelöscht.
Bürovorsteher schrieb: >> Das schreckt mich nämlich ab mir so eine Kiste zu holen. > > In irgendeinem Nachbarthread vertickt jmd einen mit Feedern sehr gut > ausgestatteten M10V. Bei der Software die Mechatronika anbietet kannst du dir gleich selber eine Maschine bauen. Schlechter geht's nicht mehr. - Bauteileinzug/Pitch wird an die Feederslots gebunden (nicht an die Bauteile), schnell mal umspannen und schon darf man jeden Mist neu einstellen. - Es werden interlaced Kameras verwendet und die Software von Mechatronika benötigt, sobald Bauteile rotiert werden, einfach mehrere Versuche mit der Kamera - Das Bauteilmanagement ist grässlich und nutzlos und es wird ein proprietäres Dateiformat verwendet sodass man die Bauteile nicht auf die schnelle mit einer besseren Datenbank verknüpfen kann. Ja sie schreiben die Software jetzt neu für Windows 10 auch mit Vollbildkameras, das zeigt ja schon dass sie keine Ahnung von Software haben. Die Maschine ist in Ordnung aber die Software macht sie für Leute schwerfällig Es gibt diverse Beiträge über Volker Besmens PP4 wo einige meinten dass mit Zahnriemen keine Genauigkeit unter 0.1mm möglich wäre, die gesamte Mechatronika Maschine läuft mit Zahnriemen und laut Mechatronika ist eine Widerholungsgenauigkeit von <0.08mm möglich (der Bestückungskopf funktioniert auch nach dem gleichen Prinzip wie auf Volker's Seite). Mechatronika ist einfach noch nicht im Jahr 2018 angekommen, heutzutage kann man mehr erwarten (vor allem für die Kosten der Maschine). Das die Niederländer als Distributor rausgeflogen sind und jetzt die Neoden Maschinen besser verkaufen ist kein Wunder (auch wenn deren Software grässlich ist sie haben's wenigstens mit dem Preis nicht überzogen). Wer in dem Segment was verdienen will soll auch was liefern.
Ich melde mich hier nochmal um euch über den Endpreis zu informieren. Ich habe heute die Rechnung vom Zoll erhalten. Ich habe $4200 an den Hersteller gezahlt. Das sind knappe 3650€. Darin enthalten war der Versand mit TNT. Andere Versandmöglichkeiten wie z.B. Schiff sind eine Ecke günstiger, dauert aber auch deutlich länger. In diesen 3650€ sind sowohl der TVM802AX als auch der Reflow-Ofen T962C sowie der Pastendrucker QH3040 enthalten. Die Einfuhrumsatzsteuer beträgt knappe 750€ plus Gebühren von TNT für die Zollabwicklung. Insgesamt zahle ich nun nochmal 860€. In der Gesamtsumme habe ich für diese drei Maschinen inkl. allem PiPaPo 4510€ bezahlt.
Danke dir! Falls du die Muße findest (du hast jetzt erst mal reichlich zu tun): würdest du mal ein Video von deinem Prozess machen? Also: 1. Pastendruck (interessant wäre auch, welche Paste du verwendest) * Wie kommt der Stencil in den Pastendrucker? * Wie richtest du die LP aus? * Wie rakelst du, wie ist das Ergebnis (Verschmieren auf der LP, Zukleben von Öffnungen, ungedruckte Stellen)? 2. Bestückung * Wie kommen die Gurte in die Feeder, wie funktioniert der Transport, wie gut klappen Positionierung und Picken, hüpfen die Bauteile beim Transport? * Wie klappen höhere Bauteile (wie Elkos) und größere (wie TQFP > 64 Pins)? * Wie bedient sich die SW? * Wie ist die Positioniergenauigkeit? * Wie reagiert die Maschine auf Fehler (Mispicks oder von der Bottom-Kamera nicht korrekt erkannte Bauteile)? 3. Reflow-Ofen * Platzieren der LP * Einstellen des Temperaturprofils * Genauigkeit des T-Profils * Lötergebnis Hm, klingt leider nach reichlich Aufwand...vielleicht kommst du ja trotzdem wenigstens zu einem Teil davon? Ich jedenfalls würde mich drüber freuen.
Videos sind immer recht aufwändig. Ein paar Dinge kann ich dir bereits beantworten. 1. Pastendruck "* Wie kommt der Stencil in den Pastendrucker?" Ich nutze aus Kostengründen nicht-geframte Stencils. Das hat aber den Nachteil, dass man sie theoretisch nicht in den Pastendrucker einspannen kann. Ich muss sagen, dass der Pastendruck die bisher größte Aufgabe für mich darstellt. Ich werde mir für meine Stencils eine Halterung bauen, in die ich die nicht-geframten Stencils einspannen und justieren kann. * Wie richtest du die LP aus? Das ist relativ simpel. Voraussetzung ist, dass die Leiterplatte Befestigungsbohrungen mit mindestens 3mm Durchmesser aufweist. Mit dem Drucker kommen vier Winkel, die man mit Rändelschrauben auf der Lochplatte befestigt (einige Löcher in der Platte haben Gewinde). Auf diesen Winkel befindet sich ein kleiner Zentrierstift mit einem Durchmesser von ca 3mm. Die Leiterplatte wird dann so aufgelegt, dass die Befestigungslöcher der Leiterplatte in die Zentrierstifte einrasten. * Wie rakelst du, wie ist das Ergebnis (Verschmieren auf der LP, Zukleben von Öffnungen, ungedruckte Stellen)? Hier probiere ich gerade noch mit Winkel, Härte des Rakels, Geschwindigkeit, Druck, etc. Grundsätzlich ist das Rakeln unkritisch / einfach. Aber sobald du Finepitch-Bauteile hast, wirds schlagartig knifflig. Was ich herausgefunden habe: Finepitch lässt sich am besten mit einem sehr Steifen Rakel "drucken". Wichtig ist zudem, dass der Stencil auf der Leiterplatte aufliegt und sich nicht hinter dem Rakel wieder hebt. Verschmieren habe ich eigentlich nicht. Zukleben? Wieso? Im Stencil sind ja nur die Stellen gelasert, wo auch tatsächlich Lötpaste aufgetragen werden soll. Ungedruckte Stellen? Passiert eigentlich nicht, wenn du darauf achtest, die Paste gleichmäßig aufzutragen. Grundsätzlich lassen sich kleine Leiterplatten deutlich schwieriger verarbeiten (sowohl Einspannen in den Drucker als auch das Bedrucken selbst) als große. 2. Bestückung "Wie kommen die Gurte in die Feeder, wie funktioniert der Transport, wie gut klappen Positionierung und Picken, hüpfen die Bauteile beim Transport" Schau mal auf Youtube. Da gibt es bereits jemanden, der an dieser Maschine (allerdings ohne X) vorführt, wie die Gurte in den Feeder gespannt werden. Der Nylon-Film wird nach dem Einspannen über eine Umlenkrolle in einer separaten Rolle eingespannt. Der Transport funktioniert dann über einen kleinen "Prick". Dieser befindet sich am Bestückungskopf. Der Bestückungkopf fährt also über den Gurt, dann wird der Prick ausgefahren, der in die Transportlöcher des Gurts greift. Nun bewegt sich der komplette Bestückungskopf eine "Position" nach rechts, womit der Streifen nach rechts gezogen wird und die Rolle hinten das Nylonband vom Streifen zieht. Dann wird der Prick wieder eingefahren, der Bestückungskopf setzt sich über das Bauteil und nimmt es auf. "Wie klappen höhere Bauteile (wie Elkos) und größere (wie TQFP > 64 Pins)?" Das habe ich noch nicht probiert. Elkos bestücke ich per Hand. In der Software kannst du die Bauhöhe der Bauteile angeben. Daher sollte es theoretisch kein Problem sein. ABER! Der Bestückungskopf fährt beim Bestücken relativ dicht über der Leiterplatte entlang (aus der Erinnerung heraus würde ich mal 15mm sagen). Wenn du also hohe Bauteile bestückst, kann es sein, dass der Bestückungskopf diese Teile wieder von ihren Positionen schiebt, weil nach oben hin nicht genug Platz ist. "Wie bedient sich die SW?" Ganz gut. Hier habe ich wenig zu bemängeln. Ein bisschen unübersichtlich ist das Einstellen der Kamera. Es gibt an vielen verschiedenen Stellen sogenannte "Camera Threshold"-Werte, mit dem man die Empfindlichkeit der Kamera einstellen kann. Hier frage ich mich, welcher Wert denn am Ende tatsächlich ausschlaggebend bzw. allen anderen übergeordnet ist. Ansonsten finde ich sie gut und alles, was ich machen will, funktioniert damit. "Wie ist die Positioniergenauigkeit?" Vorausgesetzt die Kamera erkennt das Bauteil korrekt, ist die Positioniergenauigkeit sehr hoch. Ich habe bisher aber nur bis 0603 gearbeitet und 95% meiner Bauteile sind 0805. "Wie reagiert die Maschine auf Fehler (Mispicks oder von der Bottom-Kamera nicht korrekt erkannte Bauteile)?" Es gibt einen Drucksensor. Wenn die Nadel also über ein Bauteil fährt, es aufnimmt, es aber (aus welchen Gründen auch immer) nicht an der Nadel hängen bleibt, fährt der Bestückungskopf zu einem "Mülleimer", schaltet dort das Vakuum ab und probiert die Aufnahme des Bauteils erneut. Zu deiner zweiten Frage: Woher soll die Kamera wissen, ob sie ein Bauteil korrekt erkennt? 3. Reflow-Ofen "Platzieren der LP" Darüber mach ich mir ehrlich gesagt keine Platte. Ich lege die Leiterplatte(n) mittig in den Ofen und unterfüttere sie mit einigen PCB-Resten, damit sie nicht auf dem Metall-Rost aufliegt. "Einstellen des Temperaturprofils" Das ist ein bisschen fummelig / aufwändig. Das funktioniert über das interne Display. "Genauigkeit des T-Profils" Das muss ich noch nachprüfen. Zwar zeigt der Ofen mir im Display die Soll-Temperatur sowie die Ist-Temperatur an, allerdings weiß ich nicht, wie genau diese Ist-Temperatur ist. Das muss ich in jedem Fall nachprüfen, weil: "Lötergebnis" Ich bin im großen und ganzen zufrieden, muss aber die Kurve noch tweaken. Hitzeempfindliche Bauteile funktionieren momentan nicht 100%ig z.B. WS2812 scheinen ab und an zuviel Hitze zu bekommen und ich vermute, dass der Ofen eine zu niedrige Temperatur anzeigt und es demnach im Ofen tatsächlich heißer ist. Ich nutze derzeit die Paste von Felder, die es bei beta-layout gibt. Etwas verwundert bin ich darüber, dass die Lötpaste die Bauteile nicht wirklich in Position zieht. Vielleicht weiß jemand woran das liegt. Wenn also ein Bauteil nicht 100%ig gerade aufliegt, wird sie genau so festgelötet. Ich hätte erwartet, dass beim Erhitzen und Erkalten diese Bauteile gerade gezogen werden. Ich bin jetzt erstmal drei Wochen beruflich unterwegs. Danach gehts weiter :-)
Hallo Christian, vielen Dank! Deine Beobachtungen kann ich aus eigener Erfahrung (als ehemaliger Besitzer eines Tischbestückers, wenn auch keiner TVM802) bestätigen. Du machst du einseitige Leiterplatten (oder hast auf der zuerst bestückten Seite keine hohen BE)? Mit "nicht korrekt erkannt" meinte ich BE, bei denen die Kamera (bzw. der Algorithmus dahinter) der Ansicht ist, nichts Verwertbares zu finden. Zur Paste: schmilzt die wirklich komplett auf? Du kannst ja mal mit Heißluft die Gegenprobe machen. Max
Hallo. Möchte jemand eine gebrauchte TVM802b Pick and Place Maschine kaufen?
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.