Im Moment bin ich noch relativ neu auf dem Gebiet des 3D-Drucks. Da das Drucken relativ lange braucht, gleich mal eine Frage: Was tut Ihr, um Material zu sparen und schneller zu drucken? Man könnte ja theoretisch Ideen aus der Bionik nehmen und z.B. Verstrebungen geschickt einzusetzen um Material zu sparen und eine hohe Festigkeit zu erreichen. Gibt es irgendwo Beispieldrucke für so was?
Eine praktische Anwendung für den eigenen 3D-Drucker ist, Gehäuse zu machen. Hier gibt es eine Box, die Material durch Hexagonale Löcher spart: http://www.thingiverse.com/thing:21593/#files
Das macht der "Slicer" schon automatisch. Wenn du weniger als 100% Füllung für ein Objekt nimmst (meistens reichen schon 10% aus) dann wird nur die Wandsolide gebaut während das innere mit einem luftigem Muster gefüllt wird. Bei Gelegeneheit mache ich mal ein Schnittbild von so einem Teil.
Hat jemand von euch schon Erfahrungen mit Ninja-Flex: http://www.kisslicertalk.com/viewtopic.php?f=15&t=47 Es ist wohl etwas teurer. Das Kilo kann man für 50€ finden.
chris_ schrieb: > Eine praktische Anwendung für den eigenen 3D-Drucker ist, Gehäuse zu > machen. > > Hier gibt es eine Box, die Material durch Hexagonale Löcher spart: > > http://www.thingiverse.com/thing:21593/#files Bei der Einsparung bin ich mir nicht sicher. Außenwände werden üblicherweise deutlich dicker (= mehr Material) gedruckt als der Innenbereich. Durch die vielen Waben wird man da also eher nicht einsparen, außerdem dürfte der Druck deutlich länger dauern als wenn man einfache solide Wände verwendet hätte. Es sieht so eben einfach gut aus :-) Wie WW-Tech schon schrieb, ist ein Füllgrad von 10% meist mehr als ausreichend, selbst bei einfacher diagonaler Struktur. Es ist wirklich erstaunlich, wie stabil die Dinge trotzdem werden :-) Das Ninjaflex haben wir hier auf jeden Fall auf dem Schirm - das eröffnet interessante neue Anwendungen. Zumindest die Videos auf YT sind vielversprechend. Hier hat auch jemand getestet: Beitrag "Vellemann K8200 und Ninja-flex" Weitere Einschätzungen und Tipps für Modifikationen des Druckers: Beitrag "Re: 3D-Drucker für 160,- kann der was taugen?" http://www.thingiverse.com/thing:391803
Danke für die Links
Beim Ninja Flex Druck von hier
>http://www.kisslicertalk.com/viewtopic.php?f=15&t=47
frage ich mich, wie die Kette gedruckt wurde. Wenn man sie flach druckt,
muss man sie zusammenkleben.
Man könnte sie in einem Stück drucken, aber nur hochkannt. Da es sich
aber um flexibles Material handelt, könnte das ganze so "wabbeln" dass
der Druck nicht sehr genau wird.
chris_ schrieb: > frage ich mich, wie die Kette gedruckt wurde. Wenn man sie flach druckt, > muss man sie zusammenkleben. Man könnte sie in einem Stück drucken, aber > nur hochkannt. Da es sich aber um flexibles Material handelt, könnte das > ganze so "wabbeln" dass der Druck nicht sehr genau wird. Doch die ist hochkant gedruckt. Das Material ist zwar flexibel aber fest genug dass die nächste Schicht richtig aufgetragen wird. Günstiger als ninjaflex ist übrigens TPU, ca 30€/kg bei ebay. Ist flexibel und sehr strapazierfähig. (quasi ninja semiflex)
> TPU, ca 30€/kg bei ebay.
Danke für den Tipp. Ich habe einen 1.75mm Filament / 0.1mm Düse Drucker.
Kann man das Filament einfach verwenden, ober muss irgend was am
Druckkopf verändert werden?
chris_ schrieb: > Kann man das Filament einfach verwenden Das kommt u.a. auf den Vortrieb an. Da das Filament recht weich ist, muss sichergestellt sein, daß der Vortrieb es vernünftig transportieren kann. Bei direktangetriebenen Extrudern ist das einfacher als bei "Bowden"-Extrudern (wo der antreibende Schrittmotor vom Extruder abgesetzt ist). die Riefen/Zähne in der Antriebswelle müssen das weichere Filamentmaterial ausreichend gut transportieren können, und der Extruder muss so konstruiert sein, daß das Filament nicht seitlich ausweichen kann. Der K8200 (um jetzt mal ein Beispiel für einen Drucker zu nennen) verwendet einen direkt angetriebenen Extruder, und hier sind trotzdem Anpassungen erforderlich, da zwischen Hotend und Vortriebswelle etwas Platz ist. http://www.thingiverse.com/thing:391803 Dabei ist das beim K8200 noch relativ unkritisch, da der mit 3mm-Filament arbeitet, das naturgemäß deutlich steifer ist als 1.75mm-Filament.
chris_ schrieb: > Danke für den Tipp. Ich habe einen 1.75mm Filament / 0.1mm Düse Drucker. > Kann man das Filament einfach verwenden, ober muss irgend was am > Druckkopf verändert werden? Also ich drucke TPU praktisch genauso wie PLA. Glasplatte mit ABS-Saft und ca. 70°C Druckbetttemperatur/230° Extruder. Geschwindigkeit ca. 50mm/s. Wenn man zu langsam und/oder zu heiss druckt fängt das Filament an zu "verbrennen" und hat eine schlechte Layer-Haftung und druckt unsauber. Ansonsten ist das Zeug echt genial. Selbst zwei Shells (0.8mm) als Ring gedruckt ist verdammt strapazierfähig und kaum zu zerreißen. An einen Ring aus 8 Shells zu je 0.4mm Lagen kann man mindestens 200kg hängen ohne dass er zerreißt. Bei 0.1mm Düse weiß ich leider nicht wie sich das verhält. Mit Bowden Antrieb ist flexibles Filament wie bereits gesagt problematisch. TPU hat übrigens nicht so eine hohe Haftreibung wie z.B. Gummi. TPU ist relativ "glatt" und lässt sich relativ leicht über eine Glatte Oberfläche schieben. Das klassische NinjaFlex "backt" etwas besser, ist aber relativ schnell überdehnt und lässt sich auch mit Direktantrieb am Extruder nur sehr schwer drucken.
@WW Ich denke der TO hat eher etwas in der Richtung gemeint -> http://www.thingiverse.com/thing:21593/#files Was du meinst, lässt sich nicht immer anwenden.
chris_ schrieb: > um Material zu sparen und schneller zu drucken? Ich überlasse den meisten Kram dem Slicer. Sprich Infill entsprechend der benötigten Stabilität. Solche Löchrigen Modelle wie Richard sie zeigt, sparen zwar Material, sind in der Regel aber nicht unbedingt schneller gedruckt, da der Drucker viel öfter absetzen muss und mehr Outlines (shells), welche meist mit Underspeed gedruckt werden, drucken muss. Am Beispiel des "lid_with_holes.stl" druckt der Drucker mit gleichen Parametern am lid_with_holes.stl 20 Minuten, und wenn ich das Modell "massiv" Designe und dann mit 20% Infill drucke braucht es auch nur 2 Minuten länger, braucht dafür jedoch ca. 1,4g mehr Material (3.67g vs 5g). Ob das bei den Filamentpreisen (~20€/kg) jetzt so eine Einsparung ist.... Wenn ich druckzeit sparen will, versuche ich zumindest feine Strukturen (z.B. Gehäuseaußenwände) immer ganzzahlig teilbar durch den Nozzle-Diameter zu machen. Also dünne Strukturen lieber 0.8mm, 1.2mm oder 1.6mm anstatt 0.9mm, 1.0mm oder 1.4mm. Damit kann man unter anderem auch die Stabilität und Flexibilität beeinflussen.
Angehängte Dateien:
-

rad.png
8,7 KB
>@WW Ich denke der TO hat eher etwas in der Richtung gemeint ->
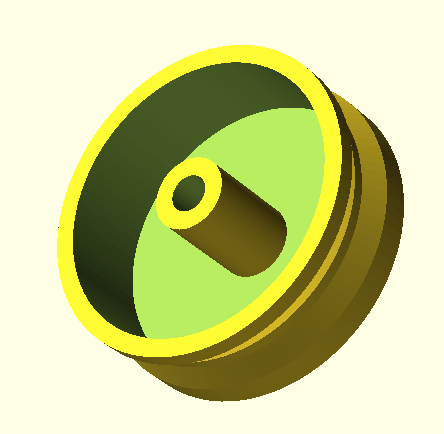
Ja, ich meine die Optimierung der geometrischen Form. Im Anhang habe ich
ein einfaches Rad für einen Roboter gedruckt. Optimierungskriterien sind
Druckgeschwindigkeit sowie Materialeinsatz, d.h. die Felge wird so dünn
wie möglich gedruckt, so dass die Stabilität gerade noch ausreicht.
In der Zeit, in der dein 3d-Drucker das druckt, hat aber eine Drehbank schon 10 (manuell) oder 100 (CNC) davon rausgeworfen, und billiger und haltbarer auch noch, wahlweise auch aus Aluminium.
Haltbarer Sicherlich, aber billiger? Eher nicht. Bei Drehteilen muss ich immer Vollmaterial nutzen welches ich dann Spanabhebend reduziere (Um bei dem Beispiel des Rades zu bleiben). Beim 3D Drucker entsteht praktisch kein Abfall, da (fast) nur gedruckt wird, was auch ans Modell gehört. Dazu kommt, daß bei weitem nicht alle Hobbybastler eine Drehbank haben und vermutlich kaum welche eine mit CNC und automatischer Materialzuführung besitzen. Wenn ich mir eine neue Maschine anschaffen würde und die Wahl zwischen Drehbank und 3D Drucker hätte, würde ich erst den Drucker kaufen, da er vielseitiger ist. Die Drehbank ist zwar die universellste Werkzeugmaschine, aber mit einem 3D Drucker kann ich Dinge herstellen, die ich teilweise gar nicht spanabhebend fertigen könnte (Ich hab mal ein Turbinenrad gedruckt, 70mm Außendurchmesser mit sehr dünnen Schaufeln, die sich zunehmend überlappten, sowas ist nur mit höchstem Aufwand mechanisch herstellbar. Im 3D Drucker hats 2h gedauert und es hällt die geforderten 9k U/min locker aus. Ein weiterer Vorteil ist, wenn man das Gesamtmodell im CAD konstruiert, brauch ich das Einzelteil nur als Stereolithographieteil auszugeben und kann es direkt drucken, ohne erst eine Maßzeichnung machen zu müssen. Das ist also vom Arbeitsablauf der gleiche wie bei der CNC Maschine (CAM brauch ich in beiden Verfahren)
Michael B. schrieb: > In der Zeit, in der dein 3d-Drucker das druckt Sicher. Aber eine Drehbank hat man nicht mal eben im Arbeitszimmer stehen, und eine Drehbank ist auch doch ein bisschen teurer als ein 3d-Drucker, insbesondere, wenn sie CNC-gesteuert ist. Mein 3D-Drucker kann Objekte drucken, die in einen Würfel mit 20 cm Seitenlänge passen. Also auch Räder mit knapp 20cm Durchmesser. Kann man mit 'ner Drehbank auch machen, keine Frage, aber die kann man dann erst recht nicht mehr in einer Wohnung aufstellen (die Statik, ach, die Statik), und die kostet dann auch noch etwas mehr. Mein 3D-Drucker kann aber auch Objekte drucken, die mit einer Drehbank nicht angefertigt werden können - Zahnräder, Speichenräder ... und diverse nicht runde Gegenstände. Man müsste also die Drehbank mindestens mit einer CNC-Fräse kombinieren. Kann man alles machen, wenn man viel Geld hat, und wenn man viel Zeit hat, den ganzen Kram bedienen zu lernen. Feinmechanik & Co. sind nicht ohne Grund Lehrberufe, und Werkzeugmaschinen nicht ganz ungefährlich. Jeder, der schon mal mit 'ner Drehmaschine in Ausbildung oder Praktikum zu tun hatte, kennt die Geschichten vom steckengelassenen Futterschlüssel ... Der 3D-Drucker hat hier den Vorteil, daß er auch ohne Berufausbildung bedienbar ist und daß das Unfallrisiko um etliche Größenordnungen geringer ist - und auch der anrichtbare Schaden. Fährt man mit einem Fräser ins Maschinenbett, ist mehr Geld hops als ein neuer 3D-Drucker kostet. Natürlich: Wenn es wirklich stabil werden soll, dann nimmt man richtige Werkzeugmaschinen bzw. lässt welche von jemandem verwenden, der sich damit auskennt. Für viele Basteleien aber genügt die Stabilität üblicher 3D-Drucke völlig. Ich hab' kürzlich Lampenschirme gedruckt. Aus weißem, leicht transluzentem PLA-Filament. Funktioniert wunderbar (allerdings nicht mit Glühlampen als Lichtquelle, die werden zu heiß). Die Aktion hat um die vier Stunden pro Lampenschirm gedauert. Ich hätte mit 'ner Drehmaschine vermutlich kaum weniger lang gebraucht, weil es über 25 Jahre her ist, daß ich das letzte mal eine bedienen durfte, und obendrein ich erst mal passendes Halbzeug hätte organisieren müssen.
Da stimme ich Rufus und Christian zu - und ich habe hier eine recht gut eingerichtete feinmechnische Werkstatt mit vernünftiger Drehbank und Fräse. Trotzdem habe ich mich für den Bau eines 3D-Druckers entschieden. Es entstehen einfach völlig neue Fertigungsmöglichkeiten: sei es die angesprochene Konstruktion von Teilen, die spanend überhaupt nicht gefertigt werden können oder auch die Möglichkeit, flexible Teile zu drucken (Stichwort Ninjaflex). Rufus' Argument, dass auch absolute Laien die Drucker bedienen könne, hatte ich noch nicht auf dem Schirm, aber das ist natürlich ein starkes. Ein Designer muss nicht mehr wissen, ob das Teil so überhaupt spanend gefertigt werden kann und ebenso muss er keine Maschinen bedienen können. Darüberhinaus fällt keine Arbeitszeit für die Einrichtung der Werkstücke an, ebenso sind die Werkzeugkosten quasi null. Hier wird der Drucker einen großen Teil seines Arbeitslebens damit verbringen, Gehäuse für Prototypen zu drucken. Solche Dinge mit vielleicht 1mm Wandstärke sind spanend nur äußerst mühsam zu fertigen und 95% des eingesetzten (teuren) Materials sind nachher Späne. Beim 3D-Drucker habe ich praktisch keinen Abfall, ja muss noch nicht einmal das Büro verlassen. Ich habe letzte Woche eine Testdose mit 0,5mm Wandstärke gedruckt. So etwas möchte man nicht fräsen. Schon das Aufspannen wäre fast unmöglich. Darüberhinaus sind PLA-Teile erstaunlich stabil. Ich (80kg) hab mich testweise auf einen Spielwürfel von 40mm Kantenlänge mit 10% Infill gestellt, der gerade mal 7g wiegt. Das war kein Problem. Also: beides hat natürlich seine Berechtigung. Ein Druckgefäß werde ich sicher nicht drucken ;-) Ein 3D-Drucker ist eine sehr gute Ergänzung - auch wenn man Werkzeugmaschinen zur Verfügung hat.
Angehängte Dateien:
-

motorHalterung.png
8,1 KB
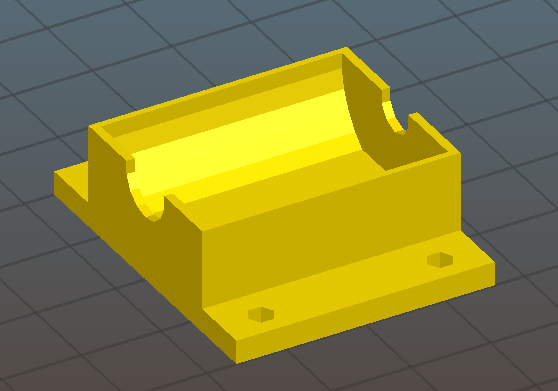
>Rufus' Argument, dass auch absolute Laien die Drucker bedienen könne, Ich finde auch, dass es an einem 3D-Drucker viel einfacher ist. Man muss ihn ja eigentlich nur kalibrieren und dann los drucken. Oben ist ein Bild einer Motorhalterung, welches ich gedruckt habe. Das stellt sich die Frage, wie lange mit einer CNC-Maschine bräuchte. Da der Threat hier um Fertigungstechnik geht: Wie kann man die PLA-Teile verbinden? Ich habe hier mal UHU-Allplast verwendet, um die Halterung auf die Grundplatte zu kleben. Beitrag "Re: freiBot: Roboter mit Arduino Nano" Es scheint sehr gut zu halten.
Hmm, 3d Druck als billiger zu bezeichnen und Stereolithographie zu sagen passt nicht zusammen. Meine Drehbank hat 600 EUR gekostet, mit Zubehör 1000, und kann 210mm Durchmesser bearbeiten, manuell. Ich kenne keine so billige Stereolitho, eher 3000. Alleine der Literpreis bei Stereolithographie ist hoch und das Zeug muss verbraucht werden sonst wird es schlecht. Wenn eine Drehbank 1 Jahr rumsteht wird da nichts schlecht. Und während bei der Motorhalterung bedacht werden muss, dass sie im 3d Druck entstehen kann, müsste man beim Fräsen auch an die Fertigungsmöglichkeit denken (hier: Innenradius). Ich hätte nichts gegen Stereolith, die Qualität ist ok, wan man von den PLA Wurstausdrückern nicht sagen kann, wenn sie 48cm Breite verarbeiten kann ist das aber nicht erschwinglich (so 10k).
chris_ schrieb: > wie lange mit einer CNC-Maschine bräuchte. Angenommen 6 x 4 x 3 cm: Mit 10mm Fräser aus Alu oder POM aussen genau, innen grob ausfräsen 2 min, dann senkrecht umspannen, ein ~12mm Halb-Loch bohren und mit Schlagzahn seitlich ausrunden nochmal 4 min. Leider habe ich keinen Schlagzahn an 10mm Achse, müsste man also erst anfertigen.
MaWin schrieb: > Ich kenne keine so billige Stereolitho, eher 3000. Alleine der > Literpreis bei Stereolithographie ist hoch und das Zeug muss verbraucht > werden sonst wird es schlecht. Wenn eine Drehbank 1 Jahr rumsteht wird > da nichts schlecht. Du hast das falsch verstanden oder nicht richtig gelesen. Ich habe die Stereolithographie erwähnt, aber nur, weil es zufälligerweise das Eingangsformat der meissten 3D Drucker ist (jedenfalls derer, die ich kenne). Es ist somit nur das Dateiformat, nicht das Verfahren an sich, zu verwenden.
Michael B. schrieb: > In der Zeit, in der dein 3d-Drucker das druckt, hat aber eine Drehbank > schon 10 (manuell) oder 100 (CNC) davon rausgeworfen, und billiger und > haltbarer auch noch, wahlweise auch aus Aluminium. ...unter Vernachlässigung von Einricht- und Rüstzeiten vielleicht. Bohren und abstechen ginge schnell, aber die Einstiche sind schwieriger herzustellen, besonders der axiale. Einen passenden axialen Stechstahl hat kaum jemand griffbereit oder im Magazin. Wir müssten ihn zuerst anfertigen lassen, das wird Freitag Mittag schon schwierig. Also entweder mit angetriebenem Werkzeug fräsen (man nehme so man hat) oder auf die Fräsmaschine umspannen.
Georg W. schrieb: > Bohren und abstechen ginge schnell, aber die Einstiche sind schwieriger > herzustellen, besonders der axiale. Naja, würde man das Teil auf der Drehe herstellen, würde man den axialen Einstich gar nicht machen, da er funktionell ja nicht Notwendig zu sein scheint. Das Teil wurde ja für den 3D-Drucker materialsparend konstruiert. Im Prinzip würde man ne Scheibe mit nem Loch in der Mitte machen Die Konstruktion von 3D Druck teilen ist quasi genau das Gegenteil zu der von Zerspanungsteilen. Hier will man möglichst viel Material stehen lassen um Bearbeitungszeit und Werkzeugverschleiß zu sparen Grüße Henning
MaWin schrieb: > Meine Drehbank hat 600 EUR gekostet, mit Zubehör 1000, und kann 210mm > Durchmesser bearbeiten, manuell. Das hier entscheidende Stichwort lautet manuell. Klar, schickes Teil, keine Frage, aber was dabei herauskommt, hängt nicht nur von der Maschine, sondern auch der Übung und Erfahrung des Bedieners ab. Dir traue ich das zu, ich müsste (nach meinen über 25 Jahren Pause) viel üben, um mich damit wohl zu fühlen. Dazu kommt, daß diese Übung und Erfahrung für jedes einzelne angefertigte Stück erforderlich sind; das ist schließlich kein CNC-Drehautomat. Was wiegt das gute Stück? Hinzu kommt, daß eine Drehbank nur etwas bringt, wenn man geeignetes Halbzeug hat. Meine Lampenschirme sind zylindrisch, und an den meisten Stellen haben sie 2mm Wandstärke, nur nicht an der Stelle, wo sie an der Lampe befestigt werden, da haben sie gut 5mm Wandstärke. Wer aber käme auf die Idee, ein Kunststoffrohr mit 60mm Durchmesser und 5mm Wandstärke auf 95% der Länge von innen auf 2mm Wandstärke auszudrehen? Nicht daß Du mich missverstehst - eine Drehbank ist ein wundervolles Werkzeug, das ich auch gerne hätte, aber der Anwendungsbereich ist recht beschränkt. Ein Bajonett, wie es z.B. an Kameras zur Objektivbefestigung verwendet wird, dürfte mit einer Drehbank nicht produzierbar sein, dazu braucht es dann doch eine Fräse, und entweder einen Teilapparat oder die Fräse muss eine CNC-Fräse sein. Und viel, viel Übung und Erfahrung. Da bin ich für Prototypen, Testaufbauten und Hilfsmittel auch mit dem zufrieden, was Du verächtlich "Wurstausdrücker" nennst.
Chris D. schrieb: > Ich habe letzte Woche eine Testdose mit 0,5mm Wandstärke gedruckt. So > etwas möchte man nicht fräsen. Schon das Aufspannen wäre fast unmöglich. Es steht ausser Frage, daß es Teile gibt, die besser zu drucken gehen, aber ebenso gibt es Vieles, was gar nicht zu drucken ist, schon wegen Material und Präzision. Das wird von den 3d-Drucker-Besitzern gerne ausgeblendet, die glauben, sie hätten eine eierlegende Wollmilchsau. Wer nur einen Hammer hat, für den sieht alles aus wie ein Nagel. Wie gesagt, nichts gegen ordentlichen 3d Druck, das ist aber Stereolitho und nicht PLA, und damit leider noch zu teuer.
chris_ schrieb: > Das > stellt sich die Frage, wie lange mit einer CNC-Maschine bräuchte. Unendlich lange, das Teil ist nicht fertigungsgerecht konstruiert. Die Innenkontur hat weder Radien (würden auch bei einem Druck der Festigkeit zugute kommen), noch einen Auslauf. Eine fünfachs-Maschine könnte die Form mit einem kleinen Kugelfräser annähern, es wird aber Stunden dauern. Ohne die Stege an den Enden müsste man nur einen Klotz ausbohren, längs teilen, die Flansche fräsen und die 4 Löcher bohren. Ein Einzelstück macht dann ein Mechaniker in ein oder zwei Stunden anhand einer schnellen Skizze, er braucht kein 3D-Modell. CNC bringt dann nur einen Vorteil wenn es um viele gleichartige Teile geht.
Henning schrieb: > Im Prinzip würde man ne Scheibe mit nem Loch in der Mitte machen Da ist noch ein radialer Einstich scheinbar in der Form einer Riemenscheibe.
MaWin schrieb: > Wie gesagt, nichts gegen ordentlichen 3d Druck, das ist aber Stereolitho > und nicht PLA, und damit leider noch zu teuer. Wir sind mit unserem Wurstdrucker zufrieden. Für ein schnelles schauen-sie-mal-so-wird-es-aussehen braucht es keine perfekte Oberfläche. Wir sehen ob alles passt und unser Kunde kann schnell sehen ob es bei der Montage Probleme geben könnte.
Georg W. schrieb: > Ohne die Stege an den Enden müsste man nur einen Klotz ausbohren, längs > teilen, die Flansche fräsen und die 4 Löcher bohren. Ein Einzelstück > macht dann ein Mechaniker in ein oder zwei Stunden anhand einer > schnellen Skizze, er braucht kein 3D-Modell. CNC bringt dann nur einen > Vorteil wenn es um viele gleichartige Teile geht. Ein Mechaniker würde ein Alu-L-Profil nehmen, 4 Löcher zur Befestigung am Boden und 2 Löcher zur Befestigung des Motorschilds anbringen, ein Loch für die Motorachse bohren, und wäre in 2 Minuten fertig. http://truddel.bplaced.net/motorhalterung.png
MaWin schrieb: > http://truddel.bplaced.net/motorhalterung.png Wenn der Motor Befestigungsgewinde im Lagerschild hat, aus meiner Modellbahnzeit habe ich noch einige ohne liegen, der Hersteller müsste Prefo gewesen sein. Druckbar wäre auch dieses Teil, innen noch ein kleines Dreieck zur Versteifung und fertig ist die Laube. 2 Minuten halte ich für sehr sportlich.
Der Motor ist ein einfacher kleiner Elektromotor von Polin. Hier das OpenScad-Modell des Motors: https://github.com/ChrisMicro/freiBot/blob/master/openscad/JohnsonNF243G-20242.scad Man muss ihn eigentlich nicht mal schrauben, die Halterung ist so eng, dass er durch das rein drücken schon hält. Hier das File. Ihr könnt es mit OpenScad drehen und von allen Seiten anschauen: https://github.com/ChrisMicro/freiBot/blob/master/openscad/motorHolder.scad Ich war allerdings verwundert, dass der Motor so fest in der Halterung hält, eigentlich hatte ich noch 1/10mm Luft gegeben. Vielleicht muss ich das Motormodell noch etwas vergrößern.
Da ich neu im 3D-Druck bin, habe ich meine ersten Gehversuche mit OpenScad gemacht. Allerdings ist das Design damit etwas langwierig. Welches CAD Programm nutzt ihr, um schnell Modelle zu entwerfen? Mir hat jemand DesignSparc empfohlen. Das kann ich aber nur in der VirtualBox laufen lassen.
Designspark mechanical. Komplett kostenlos und insbesondere für Laien sehr einfach zu bedienen
Hallo, chris_ schrieb: > Da ich neu im 3D-Druck bin, habe ich meine ersten Gehversuche mit > OpenScad gemacht. > Allerdings ist das Design damit etwas langwierig. Welches CAD Programm > nutzt ihr, um schnell Modelle zu entwerfen? > Mir hat jemand DesignSparc empfohlen. Das kann ich aber nur in der > VirtualBox laufen lassen. ich benutze ViaCad und bin ausgesprochen angetan. vlg Timm
MaWin schrieb: > Chris D. schrieb: >> Ich habe letzte Woche eine Testdose mit 0,5mm Wandstärke gedruckt. So >> etwas möchte man nicht fräsen. Schon das Aufspannen wäre fast unmöglich. > > Es steht ausser Frage, daß es Teile gibt, die besser zu drucken gehen, > aber ebenso gibt es Vieles, was gar nicht zu drucken ist, schon wegen > Material und Präzision. Das wird von den 3d-Drucker-Besitzern gerne > ausgeblendet, die glauben, sie hätten eine eierlegende Wollmilchsau. Ja. Ich meine, dass sich beides gut ergänzt. Man muss aber auch sehen, dass mittlerweile vernünftige 3D-FDM-Drucker für unter 500 Euro zu haben sind und ich direkt loslegen kann. Für eine vernünftige Drehbank lege ich das Doppelte hin und brauche nochmal so viel für gutes Zubehör. Und dann habe ich eben nur eine Drehbank. > Wie gesagt, nichts gegen ordentlichen 3d Druck, das ist aber Stereolitho > und nicht PLA, und damit leider noch zu teuer. MaWin schrieb: > Ich hätte nichts gegen Stereolith, die Qualität ist ok, wan man von den > PLA Wurstausdrückern nicht sagen kann, wenn sie 48cm Breite verarbeiten > kann ist das aber nicht erschwinglich (so 10k). Das stimmt so glücklicherweise nicht mehr. Gute FDM-Modelle liefern schon sehr gute Drucke, die im 1/10mm-Bereich maßhaltig sind. Es gibt da eine enorme Entwicklung in den letzten Jahren. Wenn Du 50cm Arbeitsbreite benötigst: Was spricht gegen Selbstbau? Für unseren 500x500x500mm-Drucker haben wir keine 700 Euro an reinen Materialkosten gehabt. Mit Deinem Hintergrund und Deiner Ausstattung sollte das kein Problem darstellen.
Chris D. schrieb: > Wenn Du 50cm Arbeitsbreite benötigst: Was spricht gegen Selbstbau? Nichts, hab ja schliesslich Fräse und Drehbank, aber billiger als ein Fertigprodukt wird das wohl auch nicht. http://www.solidator.com/3D-Printer.html DLP, starke UV Lichtquelle, da ist die Mechanik zum anheben der Plattform das einfachste, die UV-stabile Optik wohl das teure. Leider ver(sch)wendet man zu viel Epoxy: Immer 1 Liter kaufen, aufmachen, reinschütten und nach dem Projekt steht die Kiste so lange rum, bis das Resin von alleine aushärtet. Das ist nicht sinnvoll. Achsoja, sagte ich schon: FDM ist inakzeptabel (die Pixelauflösung vom Solidator übrigens auch, B9Creator macht 10um x 30um).
Angehängte Dateien:
-

roboterGrundplatte.png
44 KB
{kind=link}
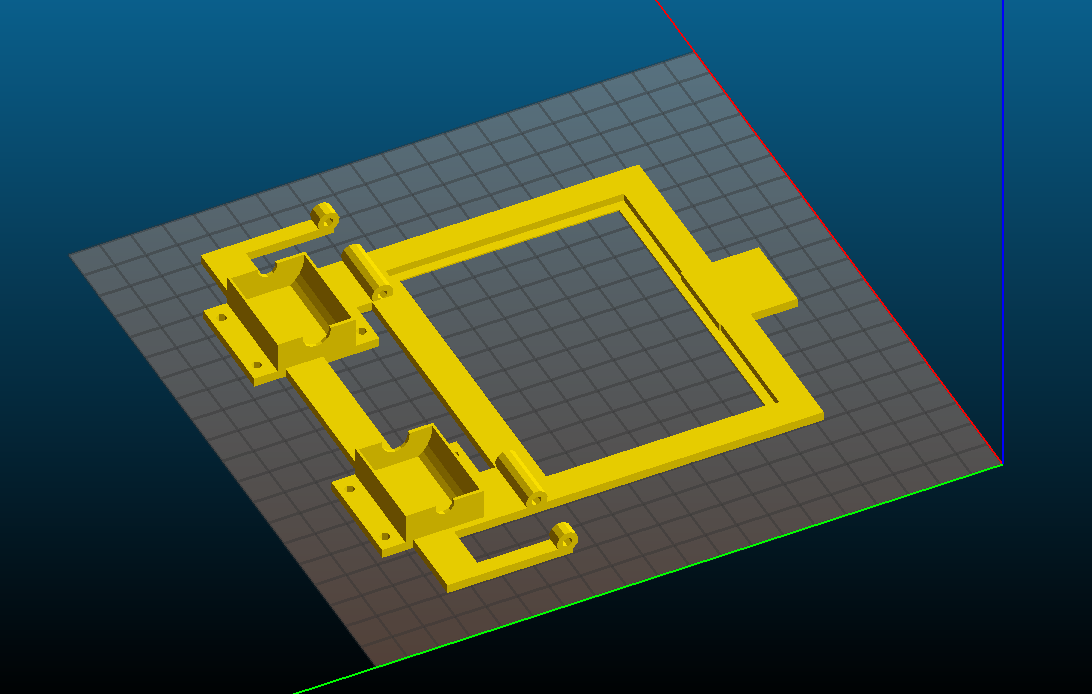
Der Vorteil des 3D-Drucker ist vielleicht, dass man Sachen aus einem Guss drucken kann, ohne Werkzeuge umspannen zu müssen. Ich mache das gerade mit der Robotergrundplatte. Die Einzelteile habe ich für die Konstruktion erst mal einzeln ausgedruckt um sie auszuprobieren. Danach habe ich alle Teile im CAD Programm zu einem Teil zusammengefügt und versuche jetzt, alles auf einmal zu drucken.
Gerade eben habe ich versucht, einen Legostein zu drucken: https://www.thingiverse.com/thing:1095326/#files Aber es ging schief. Kein Wunder, der Stein steht ja quasi auf seinen Noppen und hat waagrechte Überhänge. Wie soll man den so was drucken? Gibt es in Slic3r dazu irgend welche Einstellungen?
In der Position halte ich den Druck auch für ungünstig - eben wegen der Überhänge. Ich würde den Stein um 180°C drehen, so dass die Noppen oben sind. Brücken sind kein großes Problem, weil man unterstützte Anfangs- und Endpunkte hat.
>Ich würde den Stein um 180°C drehen, so dass die Noppen oben sind.
Ja, das habe ich auch schon gedacht. Ich verwende im Moment die
Programme Openscad und Slic3r. Damit kann man leider kein STL drehen.
Viele verwenden wahrscheinlich Design-Sparc. Das habe ich vor kurzem in
der virtuellen Windows Maschine installiert ( Ich verwende eigentlich
nur Linux ) und in der VM läuft Design-Sparc nicht richtig.
> der virtuellen Windows Maschine installiert ( Ich verwende eigentlich > nur Linux ) und in der VM läuft Design-Sparc nicht richtig. Vielleicht mal als Tip. Ich verwende Viacad in einer virtuellen Maschine unter Linux. Das laeuft auch sehr gut. Natuerlich waere mir ein natives Programm lieber, aber was ich bisher fuer Linux gesehen habe war leider nix. Olaf
Wenn es nur ums drehen und kleine Korrekturen geht würde ich einfach freecad nehmen. Zum designen finde ich Desigbspark mechanical allerdings am besten.
chris_ schrieb: >>Ich würde den Stein um 180°C drehen, so dass die Noppen oben sind. > > Ja, das habe ich auch schon gedacht. Ich verwende im Moment die > Programme Openscad und Slic3r. Damit kann man leider kein STL drehen. > Viele verwenden wahrscheinlich Design-Sparc. Das habe ich vor kurzem in > der virtuellen Windows Maschine installiert ( Ich verwende eigentlich > nur Linux ) und in der VM läuft Design-Sparc nicht richtig. Hmm, das verstehe ich jetzt nicht so ganz. Im Slic3r ist es doch kein Problem, die Modelle in jede beliebige Lage zu bringen. Hab ich gerade nochmal mit dem Legobaustein getestet. Object -> Rotate -> Around Y axis -> 180 Fertig :-)
MaWin schrieb: > Leider ver(sch)wendet man zu viel Epoxy: Immer 1 Liter kaufen, > aufmachen, reinschütten und nach dem Projekt steht die Kiste so lange > rum, bis das Resin von alleine aushärtet. Das ist nicht sinnvoll. Ja, das ist nicht wirklich komfortabel, falls man nur gelegentlich druckt :-/ Dazu kommt, dass man offenbar nur ein Material zum Druck zur Verfügung hat. > Achsoja, sagte ich schon: FDM ist inakzeptabel Hmm, weshalb? Natürlich ist das kein Lasersintern und STL ergibt natürlich schönere Oberflächen - aber diese Verfahren sind eben auch um ein Vielfaches teurer. Über die Maßhaltigkeit, die Stabilität und (zumindest bei unserem Drucker) auch die Oberflächengüte/max. Bauteilgröße kann ich mich nicht beschweren. Ich hatte vor ein paar Jahren, als die ersten, groben Teile mit Schmierfäden auf den Messen zu sehen waren, auch gedacht: "Naja, das sieht ja ziemlich hingesch.... aus". Aber die Zeiten haben sich geändert und insbesondere die Slicer sind viel besser geworden. Nach ein paar Testdrucken habe ich hier gute Einstellungen für unseren Drucker gefunden und die Oberfläche der Bauteile ist erstaunlich gut. (Und wenn es dann wirklich absolut glatt sein muss, könnte man zur Not immer noch lackieren.) Auch mein Glaube, dass die Teile leicht splittern oder brechen, hat sich als Trugschluss herausgestellt. Selbst die allerersten Teile, die unseren Drucker verlassen haben, sind nur mit grober Gewalt (Hammer) zerstörbar gewesen und unterscheiden sich von der Belastungsfähigkeit erstaunlich wenig von normalen Spritzgussteilen. Und wir drucken im Moment nur PLA. Ich habe neulich Zahnräder aus PLA in der Hand gehabt, die an einem 3mm-Extruderantrieb (also mit ordentlicher Kraftübertragung) weit über 2000 Stunden gelaufen waren und da ist praktisch kein Abrieb zu sehen. Es ist für mich immer wieder erstaunlich, was FDM-Teile aushalten. Dazu kommt, dass das Druckmaterial recht preiswert (hier 800g PLA für 15 Euro) ist und sich problemlos in vielen Farben über Jahre lagern lässt. Die Druckkosten sind sehr gering. Außerdem habe ich die Möglichkeit, PLA, ABS, Nylon usw. und auch Polycarbonate zu drucken. Darüberhinaus gibt es silikonartige weiche Materialien etc. Hinzu kommt die Möglichkeit, auswaschbares Stützmaterial zu verwenden und so wirklich fast alle möglichen 3D-Modelle drucken zu können. Und letztendlich: die FDM-Lösung ist sehr preiswert umzusetzen. Wenn man die Wahl hat, ob man "nur" einen FDM-Drucker oder gar keinen 3D-Drucker sein Eigen nennt (weil die anderen Lösungen zu teuer sind), dann würde ich die erstere wählen ;-) Give it a try! ;-)
>Hmm, das verstehe ich jetzt nicht so ganz. Im Slic3r ist es doch kein >Problem, die Modelle in jede beliebige Lage zu bringen. >Object -> Rotate -> Around Y axis -> 180 Danke, das geht. Ich hatte versucht, das Objekt durch "darauf klicken" zu verdrehen. Seltsamerweise kann man mit der Maus ein Objekt auf dem Tisch verschieben, es rutscht aber danach selbständig auf seine Ausgangsposition zurück. >Ich verwende Viacad in einer virtuellen Maschine unter Linux. Ich habe mal nach einer Demoversion zum ausprobieren in der VM gesucht, aber die haben scheinbar nur die Kaufversion.
Hallo, >>Ich verwende Viacad in einer virtuellen Maschine unter Linux. > Ich habe mal nach einer Demoversion zum ausprobieren in der VM gesucht, > aber die haben scheinbar nur die Kaufversion. http://www.punchcad.com/trial.aspx Oder? Viele liebe Grüße Timm
chris_ schrieb: >>Hmm, das verstehe ich jetzt nicht so ganz. Im Slic3r ist es doch kein >>Problem, die Modelle in jede beliebige Lage zu bringen. >>Object -> Rotate -> Around Y axis -> 180 > > Danke, das geht. Ich hatte versucht, das Objekt durch "darauf klicken" > zu verdrehen. > Seltsamerweise kann man mit der Maus ein Objekt auf dem Tisch > verschieben, es rutscht aber danach selbständig auf seine > Ausgangsposition zurück. Jepp, das ist für die meisten Teile ja auch praktisch, weil die genaue Position üblicherweise egal ist, aber so sichergestellt ist, dass das Teil auf's Bett passt und irgendwelche Offsets in der STL-Datei beseitigt werden. Hat man mehrere Teile, so gruppiert Slic3r diese dann so um den Mittelpunkt herum, dass die gewählte Fläche minimal ist. Das Verhalten kannst Du übrigens abstellen, wenn Du den Haken hier entfernst: File -> Preferences -> Auto-center parts
Hier werden Drucke mit Scheertechnik gezeigt: http://hackaday.com/2016/09/14/3d-printed-door-latch-has-one-moving-part-itself/ Sehr beeindruckend. Vielleicht weiß jemand, wo man so ein fertiges Beispiel findet, um mal ein Testdruck zu machen. Sehr beeindruckend. Vielleicht weiß jemand, wo man so ein
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.