Hallo, ich überlege mir, einen 3D Drucker anzuschaffen. Bei den Recherchen bin ich auf den RepRap Prusa i3 gestoßen. Warum gibt es davon so viele verschiedene mit so unterschiedlichen Preise? bzw. wodrn dürften die sich unterscheiden? z.B. die folgenden: http://www.dx.com/de/p/geeetech-acrylic-prusa-i3-x-3d-printers-black-1-75mm-filament-0-3mm-nozzle-399029#.WH9VDFXhCUk http://www.ebay.de/itm/Prusa-I3-Pro-B-3D-Drucker-MK8-LCD-Kostenloser-Versand-aus-Deutschland-/332087591745?hash=item4d51f68341:g:d4gAAOSwZ1BXejIE
Sicher ein guter Drucker! Habe selbst noch keinen Bausatz bestellt, aber mir selbst einen 3D-Drucker mit Rahmen aus Holz usw. gebaut. Dabei habe ich die Erfahrung gemacht, dass man sich viel Ärger erspart, wenn man so genau wie möglich arbeitet. Ich vermute, dass die billigen Bausätze, im Vergleich zu den teureren, an Fertigungsgenauigkeit einbüßen werden. Wenn man gewillt ist, selbst noch Modifikationen und Verbesserungen vorzunehmen, wirds wahrscheinlich ein billiger tun. lg, Flo
Sven D. schrieb: > Acrylrahmen vs. (Sperr)Holzrahmen? Metallrahmen vs. Acrylrahmen vs. (Sperr)Holzrahmen? Oft liegt es aber auch am Funktionsumfang - z.B. ob er einen oder zwei Druckköpfe hat, ein beheiztes Druckbett vorhanden ist oder ob es eine automatische Bedleveling hat. Nichts desto trotz sollte man sich über ein Modell was man sich ausgesucht hat etwas recherchieren und schauen ob es klagen gibt. Ich habe das von dir verlinkte Modell Zuhause stehen und kann es nur empfehlen. Aber auch bei diesem Gerät muss mann etwas anpassen (mindestens 2 Löcher größer machen und Schrittmotortreiber einstellen). Hierzu gibt es aber diverse Blogeinträge wo die Problemchen und Lösungen beschrieben werden. Also auch hier lohnt sich das vorherige Googeln. Am Rande: ich habe dieses Modell damals neu als Bausatz für 250€ in der Buch per Sofort-Kauf vom Hersteller (Geeetech) bekommen. Tipp: Egal welcher Drucker es werden soll: Bestell schonmal ein Düsensatz mit unterschiedlichen Größen ;-)
Die von dir verlinkten Modelle unterscheiden sich primär am Rahmen. Man kann auch den billigeren kaufen und sich die Teile des teureren drucken ;-) Den von mir eben erwähnten bezog sich auf den I3 X
Gerald. K. schrieb: > Ebay-Artikel Nr. 332087591745 Beeindruckend ist hier die Kombination aus
1 | Artikelstandort: |
2 | BerLin, Deutschland |
und
1 | Rechtliche Informationen des Verkäufers |
2 | zhuhai dongtuo Trade Co Ltd |
3 | Tian Tian |
4 | qianshan xinzhulu 1004haodi5cengzhiyi B zhuhai |
5 | 519000 Guangdong |
6 | China |
7 | |
8 | E-Mail:1280659913@qq.com |
9 | Umsatzsteuer-Identifikationsnummer: GB 150953120 |
Wie funktioniert das?
Rufus Τ. F. schrieb: > Wie funktioniert das? Sehr gut - sogar Support wird geleistet :-) Nur die Wahl der Sperrholzes ist bescheiden - da muss man "stärkend nachhelfen" :-(
Dieter F. schrieb: > Nur die Wahl der Sperrholzes ist bescheiden - da muss man "stärkend > nachhelfen" :-( Wie sind Deine Erfahrungen? Ich find den Drucker auch interessant für den Preis.
Sven D. schrieb: > Wie sind Deine Erfahrungen? Ich find den Drucker auch interessant für > den Preis. Ganz ordentlich - wenn man das Sperrholz an den kritischen Stellen verstärkt. Das habe ich mit Alu-Winkel-Schienen (auch für die Z-Achsen-Motorhalterungen) gemacht. Dann das ganze fest auf eine Grundplatte (mit Winkeln) verschraubt und man hat schon mal eine ordentliche Stabilität. Das Heizbett habe ich gegen eines aus Alu getauscht und die "Ösen" in der Sperrholz-Trägerplatte mit kleinen Stücken Verbinder (kleine Schiene mit 2 oder 4 Löchern) verstärkt. Die Gewindestangen habe ich gegen Spindeln (Sonderangebot 5 cm zu lang - aber so what :-) )getauscht und die "Gummischlauchkupplungen" gegen vernünftige. (Heute würde wahrscheinlich ich den mit Acryl-Teilen nehmen - andererseits ist Sperrholz leicht zu bearbeiten) Man muss also etwas basteln ... Dann noch die Firmware auf einen aktuellen Stand gebracht und losgelegt. Die Ergebnisse sind für mich mehr als zufrieden stellend (ich persönlich meine sogar recht gut ...). ABS habe ich noch nicht probiert - da will ich erst mal ein Gehäude (aus Sperrholz :-) mit Acrylglas) drum herum bauen. Eigentlich will ich den aber für ganz andere Zwecke nutzen - 3D-Druck mache ich nur aus Neugierde. Fertige Sachen nachzudrucken macht mir nur bedingt Spass - daher will ich mich in der nächsten Zeit mal mit der "Konstruktion" beschäftigen. Da habe ich aber noch nicht das passende (für Unbedarfte ...) Programm zu gefunden.
Hallo, ich habe mit den Anycubic Prusa i3 (€350) zugelegt und er gefällt mir sehr gut. Bestellt bei dem sehr bekannten Onlinehandel mit der einbrüstigen Kämpferin (will hier keine Werbung machen). Support gibts auch, wenn sie auch etwas wortkarg sind. Ich dachte, bei meinem Gerät fehlt ein Teil und ich habs ihnen geschrieben. Ein paar Tage drauf waren gleich zwei davon in der Post. Aber zurückgeschrieben haben sie mir nie. (In Wirklichkeit war das Teil eh dabei, ich habs nur nicht gefunden) Nach dem Aufbauen (3 Abende) und dem Konfigurieren (1 Abend) läuft er bei mir Plug&Play. Wenn er läuft kann man bei meinem ruhig weg gehen, bisher hat er nur ganz wenig verbockt. Zuerst wollte ich auch den Geetech von DX, aber habs wegen dem Support-Risiko gelassen. Was mir im positiv zu den Bildern bei DX auffällt: * Der Geetech hat feinere Gewindestangen (Z-Achse) * Die seitlichen Führungen der Z-Achse wirken bei Geetech massiver * Flügelmutter zum Spannen des Y-Zahnriemens * Dämpfer zwischen Motor und Gewindestangen (Z-Achse) Negativ: - keine Möglichkeit das Werkstück zu kühlen (kein Ventilator) mfg Bernd
Hey, ich hatte auch gerade nach einem "günstigen" 3D-Drucker gesucht. Da bin ich auch auf Prusa i3 gekommen. Erst dachte ich 150,-€ ist ja nicht ganz so schlimm. Dann habe ich aber "einige" (ok. einen) Bericht gelesen, wo auch die Sperrholzversion verstärkt wurde. Spindeln erneuert. Usw. Wenn ich ehrlich bin dann denke ich, dass für mich dann eher ein Alu-Modell in Frage kommt. Im Augenblick bin ich beim Anet A6 hängen geblieben. Knapp 260,-€, Alu, Trapezgewindestange. Was mich stört ist, dass die Schrittmotorentreiber auf Steuerplatine nicht auswechselbar sind. Haben immerhin Kühlkörper. Gibt es da noch etwas zu Meckern? Hat jemand etwas günstigeres gefunden? (Schon verzollte Geräte) Für 3D-Drucker gibt es Support? (Also die Billigen) Viele Grüße
Olaf K. schrieb: > Für 3D-Drucker gibt es Support? > (Also die Billigen) Wenn man nett fragt (Englisch) bekommt man auch Antwort. Ich hatte ein fehlendes Teil zu beklagen - das war nach 3 Tagen da. Ansonsten gibt es (neben dem hier) spezialisierte Foren, in denen einem auch gut geholfen wird bzw. wo man gute Anregungen bekommt. Bei 150 € kommen mir halt auch nicht unbedingt Schmerzen, wenn es nicht so optimal ist. In ein paar Jahren werden die Teile dann sowieso deutlich ausgreifter und günstiger zu haben sein - dann steige ich auf ein "Consumer-Modell" um (vielleicht ...).
Rufus Τ. F. schrieb: > Wie funktioniert das? Es gibt wohl mehrere Chinesen, die Container nach D. liefern. Die Zahlung geht via Paypal nach China, geliefert wird aus (bei mir) Frankfurt. Rechtlich fragwürdig, funktioniert aber prima. @all: Vielleicht sollten wir einen Erfahrungsthread hierzu öffnen, ich bin eigentlich recht zufrieden mit diesem Angebot.
Habe vor kurzem so einen 185.- i3 aus acryl erstanden. Muss sagen, ich war sehr positiv überrascht... gut das Netzteil ist schrott gewesen aber das tauscht man bei chinesischer ware sowieso gegen etwas vertrauenswürdigeres aus. Spindeln sind bei mir mit Trapezgewinde gewesen. Führungen, heizbett, extruder usw waren ok. Zusammenbauen war interessant... es war da nur ein link auf ein youtube video dabei wie das gehen soll... naja das video gabs nicht mehr... aber dafür einige andere i3 videos mit denen das dann halbwegs problemlos ging. Erstaunlicherweise habe ich bisher keinen einzigen fehlgeschlagenen Druck beklagen müssen! Einfach das Bett über die 4 schrauben ausrichten, aufheizen und im (original - nicht dem beiliegenden) replikator auf play drücken - fertig. Gut, die Leitungen zum Heizbett werde ich früher oder später tauschen müssen, da hier doch recht steife litze verwendet wurde und ich nicht glaube, dass das bei den vielen bewegungszyklen lange halten wird, aber bisher muss ich sagen topp. Bei dem Preis würde ich, wenn ich prototypen mit sowas machen würde, mir 2 oder 3 bestellen. Solange alle gehen gibts dann überkapazität, wenn einer streikt gibts ein ersatzteillager :) 73
ich habe seit weihnachten den Anet A8 (ein Prusa i3 Klon) für ~150€ aus china (3 wochen lieferzeit bei gearbest) ich bin echt beeindruckt vom den teil für den Preis mit ein paar modifikationen (vorallem was die stabilität angeht), kann man echt ne menge rausholen aus dem teil. (hab den Drucker an ne massive Holzplatt geschraubt, und einige versteifungen für den Rahmen gedruckt, konnte so die Geschwindigkeit des druckkopfs locker verdoppeln, bei flachen objekten auch ver3-4-fachen ohne qualitätseinbrüche zu haben) schichthöhe von 0,05mm bei 0,4er Düse kein problem und sieht gut aus nur sollte man sich ne gute druckmatte holen (ich hab eine von Vertex ... die gibt R)
Bernd Blei schrieb: > und einige > versteifungen für den Rahmen gedruckt, konnte so die Geschwindigkeit des > druckkopfs locker verdoppeln, bei flachen objekten auch ver3-4-fachen > ohne qualitätseinbrüche zu haben) Zeig bitte mal ...
Dieter F. schrieb: > Zeig bitte mal ... Hier z.B. (https://www.china-gadgets.de/3d-drucker-anet-a8/) und auf den dort verlinkten Seiten findest Du mehr Infos. Oder bei http://www.thingiverse.com/ mal nach dem "Anet A8" suchen. timpi.
Ich hab den Prusa i3 von Geetech acryl. Aufbau hat spass gemacht und druckt. Ein paar Punkte: -Sl3cer macht Löcher zu klein. (hat aber nix speziell mit diesem Drucker zu tun - ich nehme Cura zur Qualität: ich finda das schwierig einzuschätzen. Bei Cura liegt als Beispiel ein Ultimaker Roboter (Modell) bei, und die Hände drucken noch nicht so gut. Keine Ahnung was man da erwarten sollte. Ich such Montag mal einen Link und vielleicht könnten alle mit Drucker eingach mal dasselbe Bauteil ausdrucken damit man kerneb kann was eigentlich mögluch istm
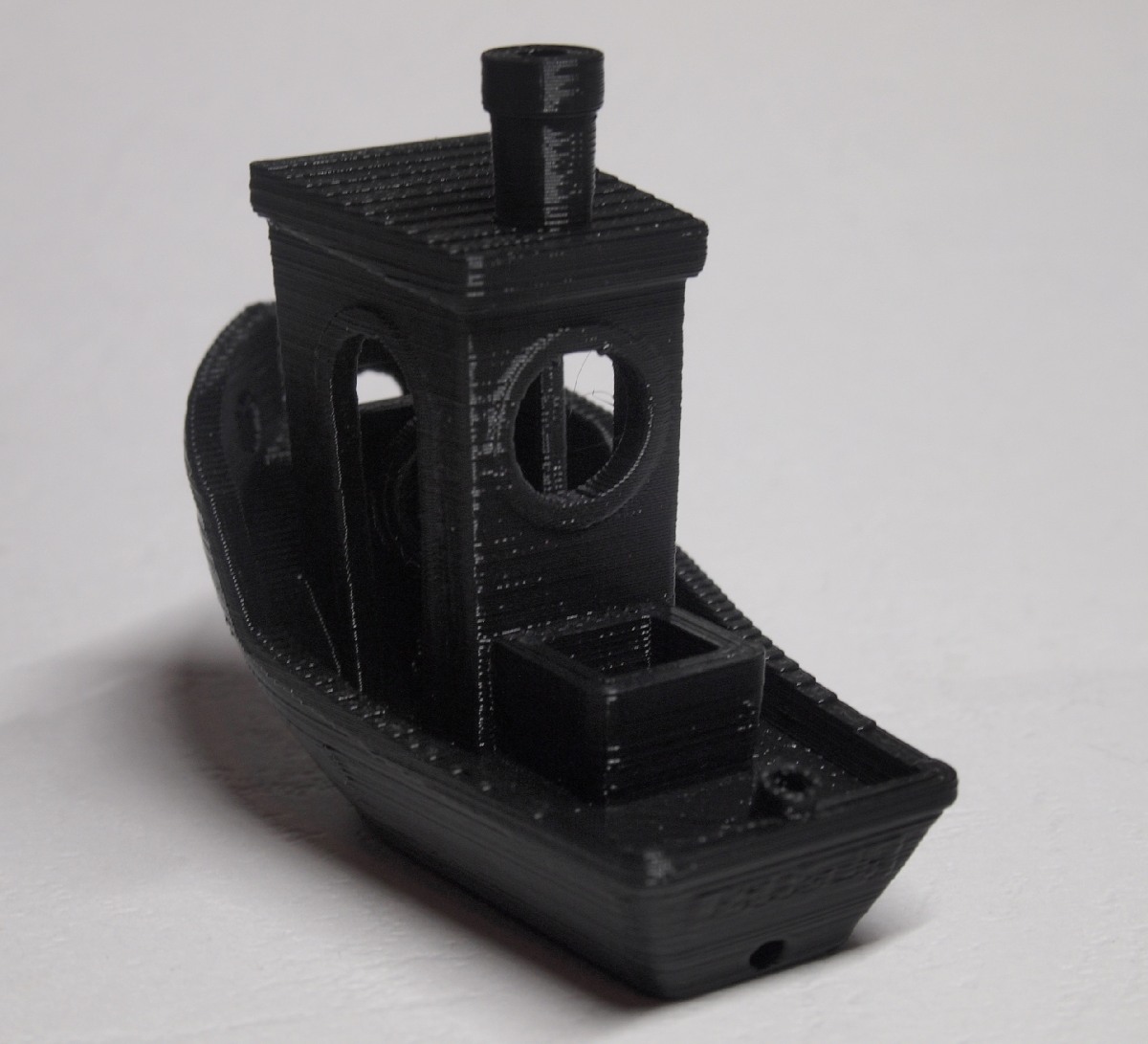
lalala schrieb: > Ich such Montag mal einen Link und vielleicht könnten alle mit Drucker > eingach mal dasselbe Bauteil ausdrucken damit man kerneb kann was > eigentlich mögluch istm 3DBenchy ist da sicher geeignet :-)
Angehängte Dateien:
-

IMG_3006.JPG
240 KB -

IMG_3007.JPG
230 KB -

IMG_3009.JPG
230 KB -

IMG_3008.JPG
220 KB
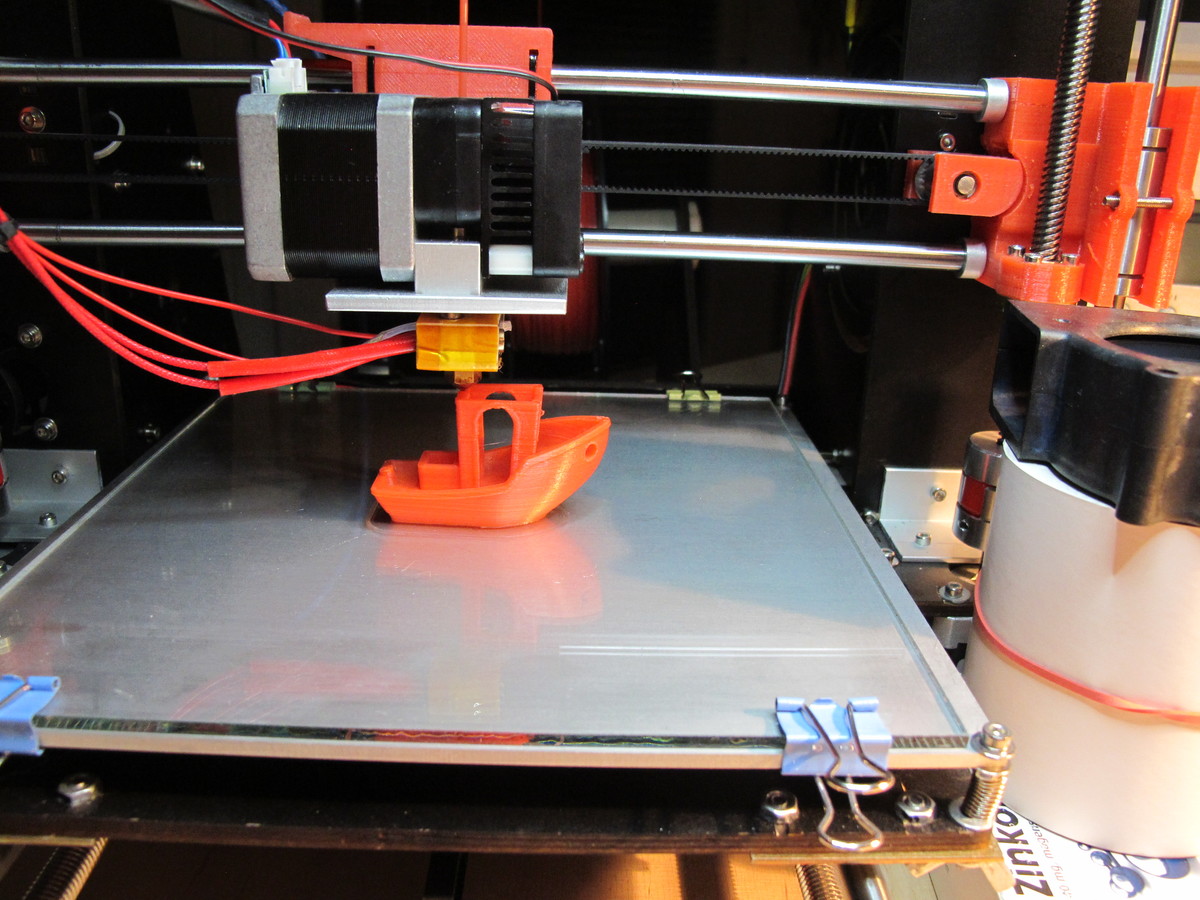


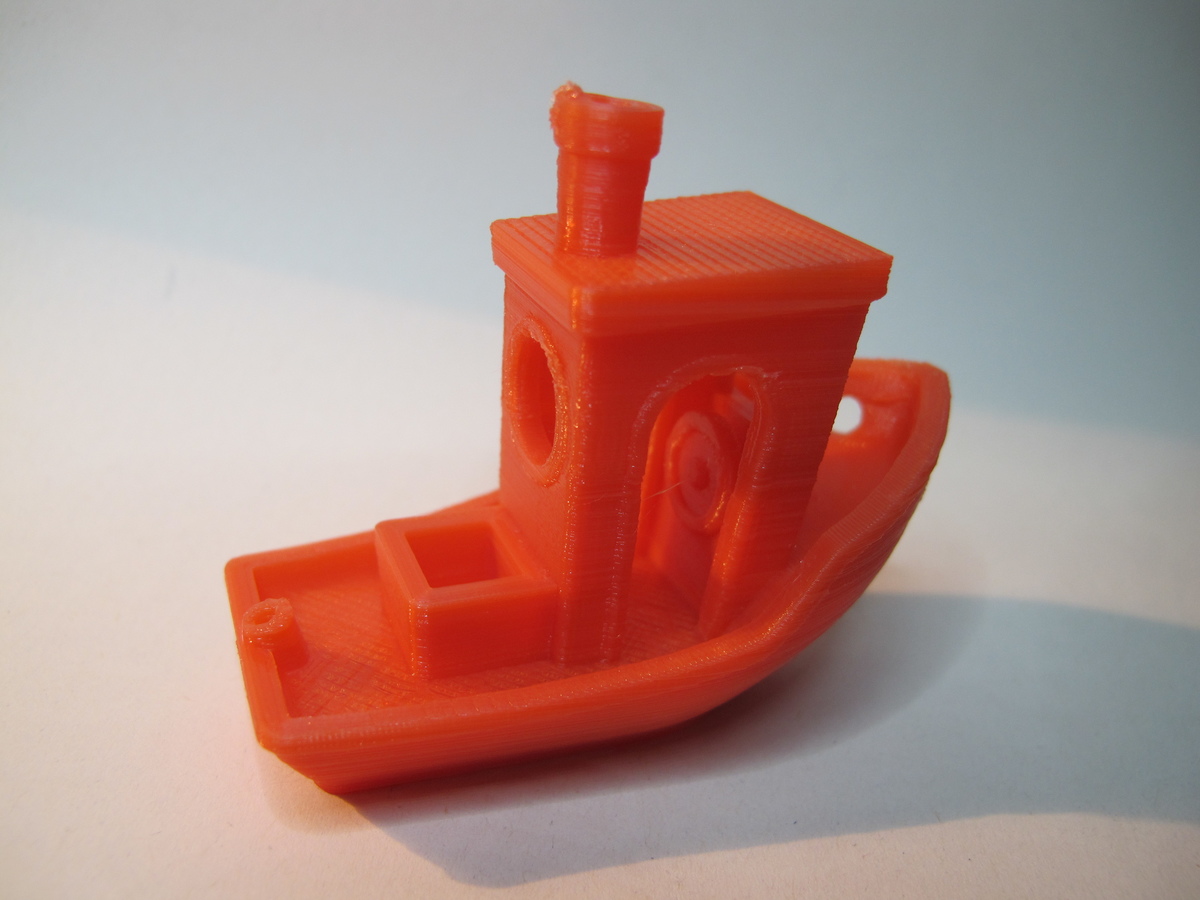
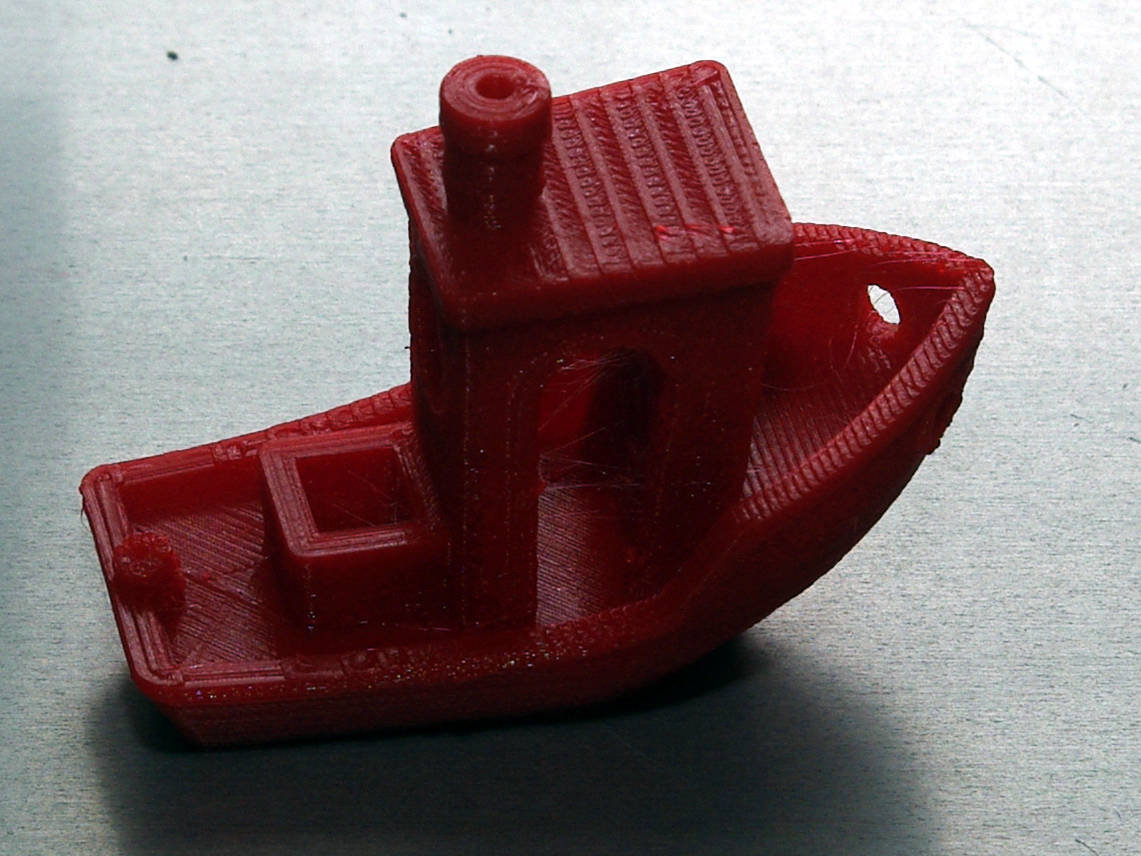
So, da ich gerade (billige China-Kupplungen eingesetzt habe und) den Drucker entstaubt habe :-) anbei meine aktuellen 3DBenchy-Bilder. Ich nehme immer noch das billige China-PLA (habe schon schwarzes - gutes - PLA hier) aber das billige geht ja noch (auch abgestaubt). Für mich sieht das ganz ordentlich aus - O.K. die Schrift an Boden und Heck ist nur für Kenner lesbar :-) - und für den Preis kann ich damit leben. Die Masshaltigkeit ist prima - daher habe ich keine Probleme. Ohne Kühlung (bei mir noch rechts am Rand) geht das nicht. Da wird der Schornstein schief etc. Das braucht man gar nicht zu probieren. Ich bin mehr als zufrieden mit dem Ergebnis - gerne besser :-) mit Hinweis auf den Drucker ...
Angehängte Dateien:
-

scheiben.jpg
98 KB
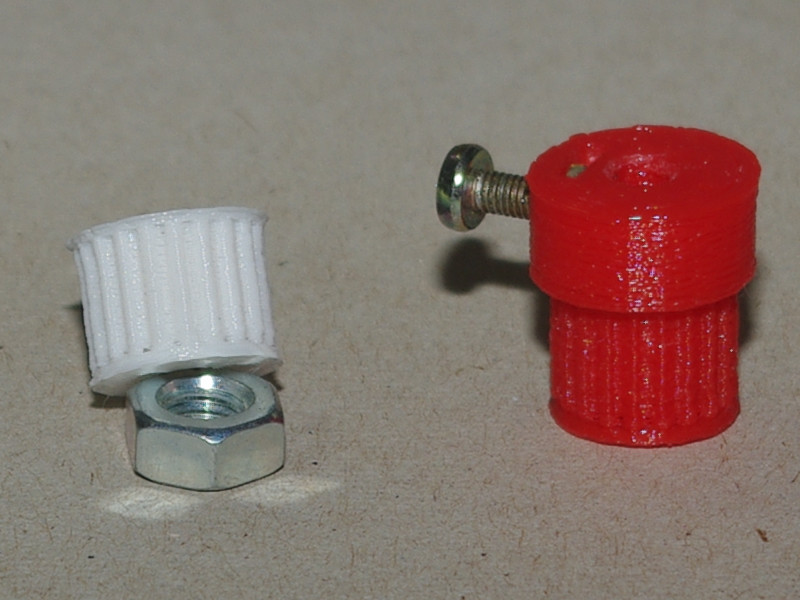
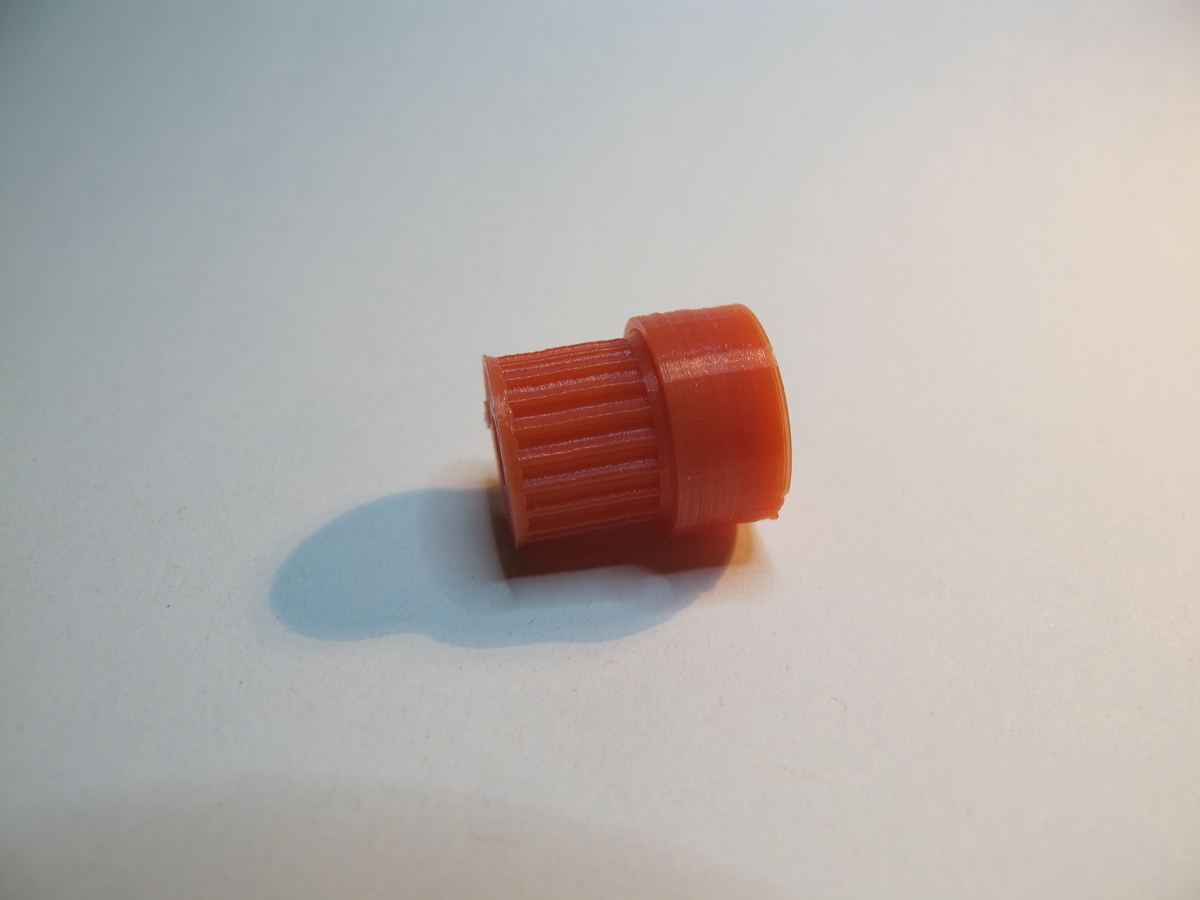
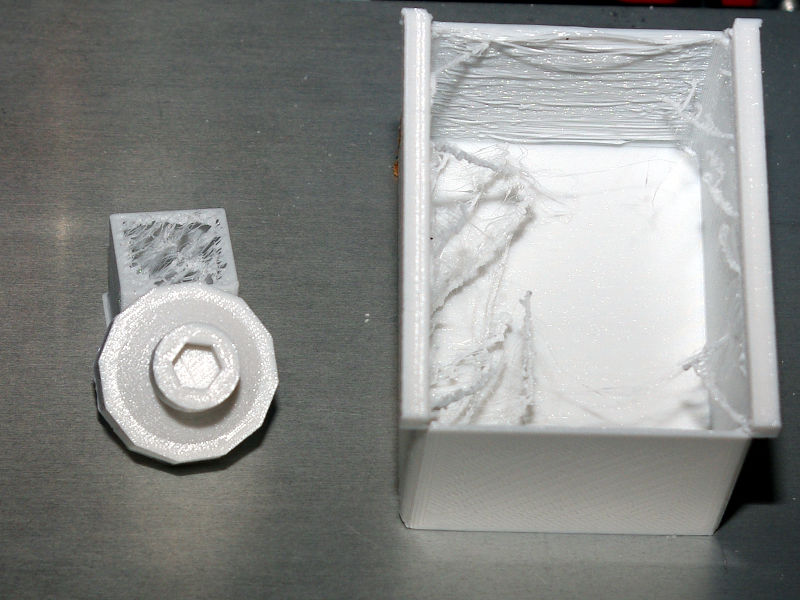
Hallo Dieter, das sieht doch sehr gut aus. Bin mal gespannt, ob noch mehr Benchies kommen. Von mir erstmal nicht, weil ich vorher noch eine robustere Halterung für den induktiven Z-Endschalter drucken muss. Von mir zum Anschauen eine Zahnriemenscheibe, 20 Zähne MXL, d.h. 2,032 mm Zahnabstand. Außendurchmesser 12,4 mm. Das geht bei mir nur mit sehr geringer Geschwindigkeit (10 mm/s), feinen Bahnen (0,4 mm entsprechend der Düsenöffnung) und 0,2-mm-Schichten. Die rote Scheibe wurde noch zu schnell gedruckt, passt, hat mir aber noch nicht gefallen. Dafür hat sie den Fuß dran, in den eine M3-Mutter eingelegt werden kann. Mit der weißen Scheibe bin ich zufrieden, die gekaufte aus Alu sieht auch nicht besser aus. Gruß, Guido
Hallo Guido, die weiße sieht doch schon wirklich ordentlich aus. Probiere ich auch mal, wenn ich eine Vorlage finde. Witzig ist, das ich gestern auch 2 Halter für einen induktive Endschalter gedruckt habe. Leider nicht aufgepasst - einer passt gar nicht (da für einen kleineren Endschalter) und der andere ist auch nicht so recht brauchbar obwohl lt. Abbildung passend. Habe mal störende Teile abgesägt - aber jetzt ist der Rest zu instabil. Werde trotzdem mal damit rumspielen, um etwas Erfahrung damit zu sammeln. Aber eigentlich brauche ich den nicht mehr, da ich alles fest auf einer Tischlerplatte verschraubt habe.Da brauche ich nichts mehr nachzujustieren :-) Gruß Dieter (Scheinbar gibt es niemenden sonst, der das 3DBenchy drucken möchte - ich finde nach wie vor, dass es eine gute Referenz ist mit der man auch die Masshaltigkeit sehr gut prüfen kann). http://www.3dbenchy.com/
Angehängte Dateien:
-

sensor.JPG
80 KB
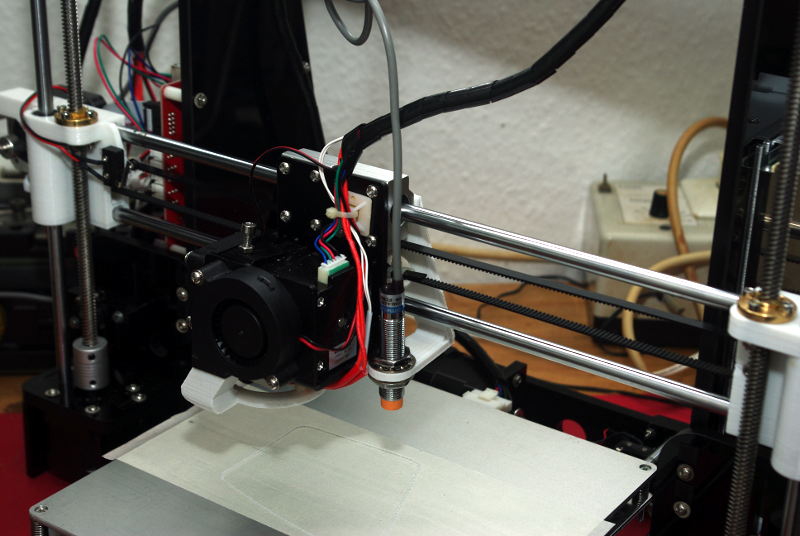
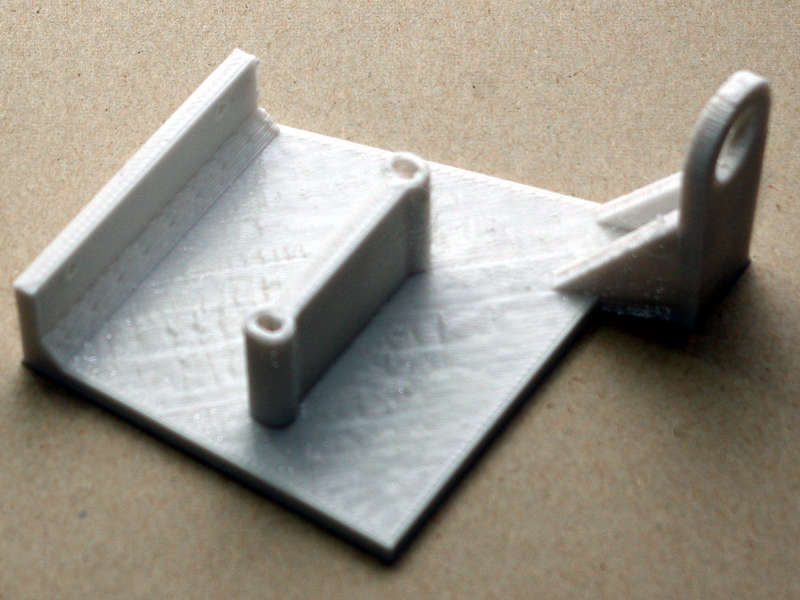
Vorlage? Bitteschön! Vorsicht, die bei Thingiverse sind meist für T2-Riemen entworfen. Es sind nur 0,032 mm pro Zahn aber es passt dann nicht. Mit dem mechanischen Endschalter habe ich keine reproduzierbare Positionierung hinbekommen. Vllt. hat der Schalter einen Schlag. So habe ich den induktiven Sensor befestigt. Geht der auf deiner Glasplatte, mein Bett ist ja aus Alu. Irgendwann nächste Woche probiere ich auch mal einen Benchy.
Ah, vielen Dank - gehe ich mal an. Mein Billig-Induktiv-Sensor ist nicht brauchbar. 0,2 mm Toleranz. Habe ein Video beigefügt (nicht besonders scharf - ich bewege jeweils 2 * 0,1 mm runter und wieder hoch - die Bewegung sieht man an den Kupplungen). https://youtu.be/AFkcCgJbGY4 Immerhin geht es durch die Glasplatte (auf die ich nicht verzichten möchte)zum Alu durch - das sind dann noch ca. 1,5 mm Abstand zur Glasplatte bei Auslösung. Werde mir mal einen Sensor auf dem hiesigen Markt besorgen.
Angehängte Dateien:
-

IMG_3017.JPG
200 KB -

IMG_3020.JPG
240 KB

Guido B. schrieb: > Vorlage? Bitteschön! Na, ja - Slicer meldet: "Nicht Wasserdicht" :-) War ein echter Test für die Schraubverbindungen ... der Drucker bekommt Schüttelfrost bei der Ausführung der Zähnchen. Top und Bootom werden nicht so schön - das mag aber an meinen Einstellungen für den Slicer liegen. Die Zähne werden prima (aus meiner Sicht).
Ich muss mich korrigieren. Hatte 2 China-Sensoren von 2 unterschiedlichen Händlern gekauft (mach ich oft so - Erfahrungswerte ...). Der 1. Sensor (2 Posts zurück) ist dafür unbrauchbar. Der 2. Sensor löst auf 0,01 mm auf (!) - durch das Glas hindurch. Jetzt werde ich also doch noch eine ordentliche Halterung bauen :-). Beide sind identsich bezeichnet und haben gleiche Anschlusswerte etc. (LJ18A3-8-Z/BX 6 - 36 V) https://youtu.be/32VEcak2MmU Die Bewegung der Kupplung sieht man nur, wenn man im Vollbildmodus ein Lineal oder etwas anderes anhält - so wenig muss bewegt werden ...
Angehängte Dateien:
-

sensor2.jpg
43 KB
Jo, die Riemenscheibe sieht prima aus. Hast du einen Zahnriemen zum Testen? Die zweite Version des Sensorhalters ist auch fertig, Schnelldruck mit 30 mm/s, Füllung 40 mms/s, 0,4-mm-Schichtdicke und 0,6-mm- Bahnen. Nicht schön aber sehr stabil. Soll von hinten zwischen die Lager der X-Achse montiert werden, von Oben kann dann die Höhe fein mit 2 M3-Schrauben eingestellt werden. Etwas Nachbearbeitung mit Feilen wird nötig werden.
Dieter F. schrieb: > Der 1. Sensor (2 Posts zurück) ist dafür unbrauchbar. Der 2. Sensor löst > auf 0,01 mm auf (!) - durch das Glas hindurch. kannst Du den Link für den guten Sensor posten? Ist natürlich keine Garantie daß der jetzt immer noch der gute ist, aber besser als nix.
Guido B. schrieb: > Hast du einen Zahnriemen > zum Testen? Ja, am Drucker :-) Die Zahnung passt gut - nur das Loch für die Achse ist ca 0,2 mm zu klein (das ist typisch Slic3r). Guido B. schrieb: > Die zweite Version des Sensorhalters Ja, da muss ich wohl endlich mal ran - an ein entsprechendes Programm ... Gerd E. schrieb: > kannst Du den Link für den guten Sensor posten? Leider nicht, da ich Ende Oktober meinen Aliexpress-Account gewechselt habe. Habe zur Sicherheit nochmal bei eBay und Banggood geschaut, aber von dort habe ich die nicht gehabt. Ich will Dir auch keinen x-beliebigen Link nennen ... Es wird aber mit Sicherheit einer der günstigsten (als Einzelstück) - ohne Versandkosten - gewesen sein.
Dieter F. schrieb: > Ja, am Drucker :-) Aber das sind doch GT2-Riemen? Die passen mit meinem gedruckten Rad schon nicht mehr! Achso: >Die Zahnung passt gut - nur das Loch für die Achse ist ca 0,2 mm zu >klein (das ist typisch Slic3r). Ja, aber Aufbohren ist einfacher als Füllen. ;-) Ich probiere schon einige Tage eine 1,5-mm-Frontplatte mit eingelegter Beschriftung. Mit Slic3r wird das wohl nichts, nach meinem Gefühl kann das Cura besser, aber damit kriege ich Warping-Probleme. Keine Ahnung warum, aber ich sitze halt auch ungern beim Druck daneben.
:
Bearbeitet durch User
Guido B. schrieb: > Aber das sind doch GT2-Riemen? Das glaube ich Dir jetzt mal, da ich es nicht weiß :-). Ich habe die pulley einfach auf eine Schraube gesteckt und mal lang laufen lassen (an einem Zahnriemen) - sahr gut aus. Nach Sichtprüfung (ohne Lupe - nur mit Brille) konnte ich auch nichts aussetzen. Einbauen würde ich so etwas aber nicht. Ich habe alle gedruckten pulleys bei mir durch welche aus Metall (China) ausgetauscht, weil 2 von den gedruckten sichtbar "eierten". Bei den Preisen für die fertig-Teile denke ich da auch nicht weiter drüber nach. Ja mit Cura spiele ich auch - aber wir verstehen uns nicht so richtig :-{. Da muss ich mich noch intensiver mit den Konfigurations-Möglichkeiten beschäftigen. Auch habe ich gerade ein Problem mit dem Start-Script. Ich bin der Meinung vorzugeben dass ich den Extruder 1,5 cm hoch fahre - zum Startpunkt gehe - dann wieder 1,5 cm herunter fahre und Drucke. Cura macht das auch lt. Script - aber in der Realität fährt der EXtruder nur ca 0,5 cm wieder herunter und druckt dann 1 cm über dem Druckbett. Sieht interessant aus - ist aber nur sub-optimal :-)
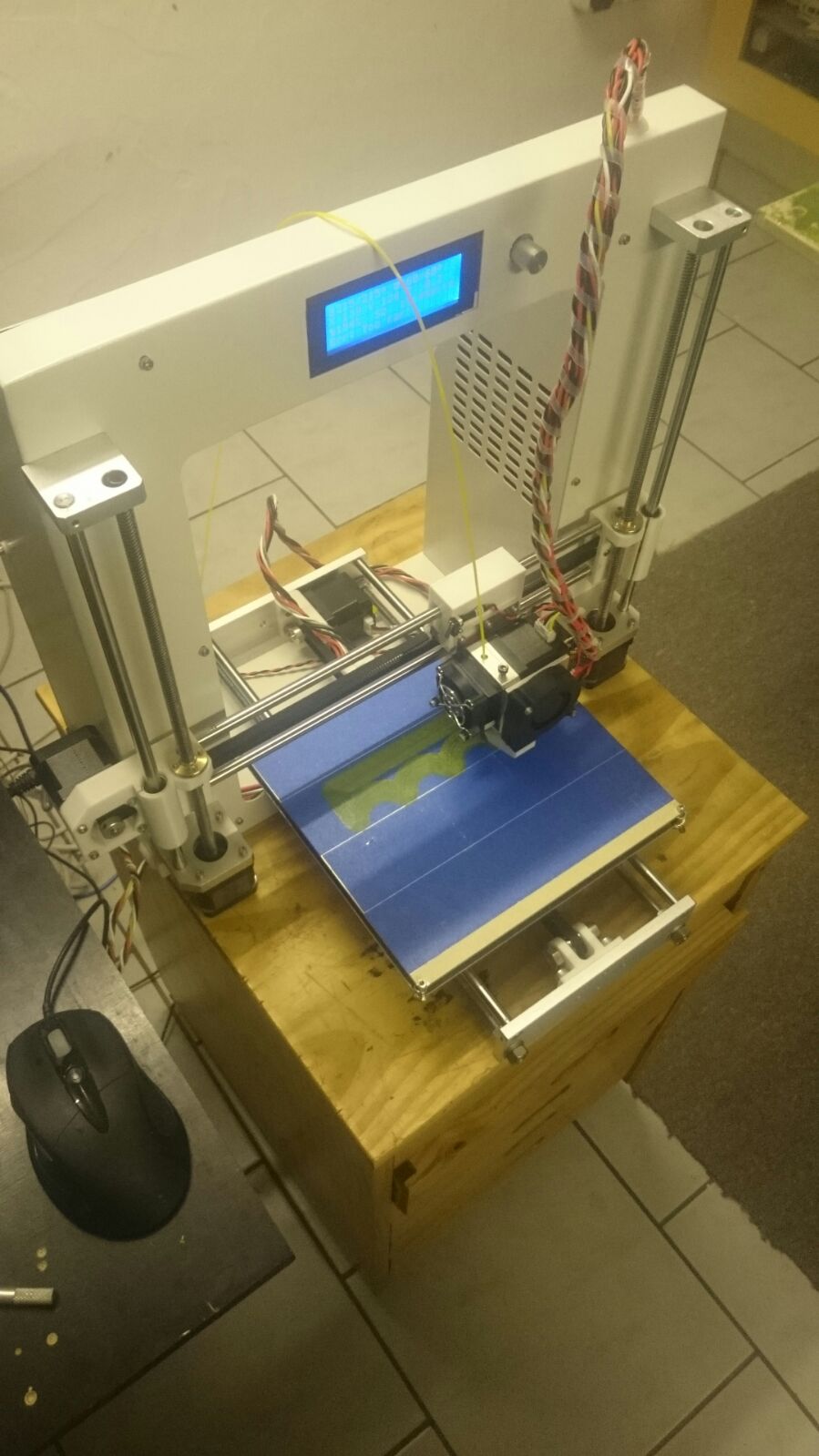
masterfx schrieb hier: Beitrag "Re: Biete 3D Druck für Bastler usw." >Hab keinen Prusa ;-) Aber hast recht. Aber alle Threads bzgl. 3D Drucker >schweifen ab. Du baust aber offensichtlich gerade einen. ;-) Sieht doch wie ein Anet A8 aus und der ist ein Prusa-Clone. Und die Z-halterung ist tatsächlich nicht mehr gedruckt, die Chinesen optimieren weiter!
:
Bearbeitet durch User
Angehängte Dateien:
-

drucker1.jpg
160 KB

Ich bin nach wie vor der Meinung, dass hier ein separates 3D-Drucker Forum eingerichtet werden sollte. Klar ist Mechanik etc. aber 3D-Druck sollte schon ein Unterforum bekommen... Naja Bilder meiner ersten Drucke des Prusa i3 Klons, Anet A8 von Gearbest habe ich hier gerade gepostet: Beitrag "Re: Biete 3D Druck für Bastler usw." Wie Guido ja schon erwähnt hat, wird da schon noch weiter optimiert bei den Chinesen. Auch die Verpackung des Druckers ist inzwischen viel professioneller (Custom Styropor "cut"). Beim Zusammenbau des Druckers solltet ihr zum einen das Manual nehmen, als auch die entsprechenden Videos auf Youtube von David Dan. Aber baut nicht wie im Video gezeigt die X-Achse zusammen. Entgratet erst mit einer Feile die Linearführungen an den Schnittkanten und steckt VORHER die X-Achse mit den Spritzgussteilen zusammen und setzt es dann in den Drucker ein. So wie David das bei 32:30 macht geht das sonst nicht. Damit erzeugt man nur Hobelspäne in den Z-Achsen Halterungen und die Linearführungen steckt fest. Ansonsten ist die Qualität der Ausdrucke, nachdem man es einigermaßen sorgfältig zusammengebaut hat echt gut. Steht meinem 3 Jahre alten - fast 900€ teurem - Makerbot Klon fast in nichts nach. Lautstärke beim Drucken ist schon in ordnung (viel leiser als der CTC im Auslieferungszustand), aber seit meinem Upgrade auf Trinamic Stepper Treiber und Igus-Lager bei meinem CTC - schon etwas lauter. Die Schrittmotoren bleiben auch nach über einer Stunde Druck eiskalt. Die Schrittmotor-Treiber sind nur lau warm. Der Heatbed-Mosfet hat schon etwas mehr Temperatur, ist aber nicht kritisch. Nervig ist die mitgelieferte Firmware. Bedienung ist nicht so toll, Abbruch des Drucks mit ewig langer Navigation verbunden, SD Karte immer Unmount/Mount um neue Files zu sehen, keine Zusammenfassung am ende des Drucks (Zeit, Filament-Menge etc). Ich glaube Skynet3d ist da besser, mache ich nächste Woche mal rauf. Ansonsten für 160€ + ca. 4-5 Stunden Aufbau ein top Drucker.
Angehängte Dateien:
-

3d.jpg
140 KB
Der aktuelle Benchmark sind die 140€ Ebayauktionen für die Acrylglas i3-Clones. Für mich hat es zum selben preis einen aus Stahlblech und Alu gegeben, leider ein Einzelstück. Funktioniert bestens und besitzt alle gängigen Funktionen. Nachgerüstet habe ich nur ein Raspi mit Astroprint und eine Webcam, um alles fernsteuern zu können.
Angehängte Dateien:
-

20170205_020010_kl.jpg
190 KB -

20170205_020103_kl.jpg
210 KB -

20170205_020300_kl.jpg
200 KB
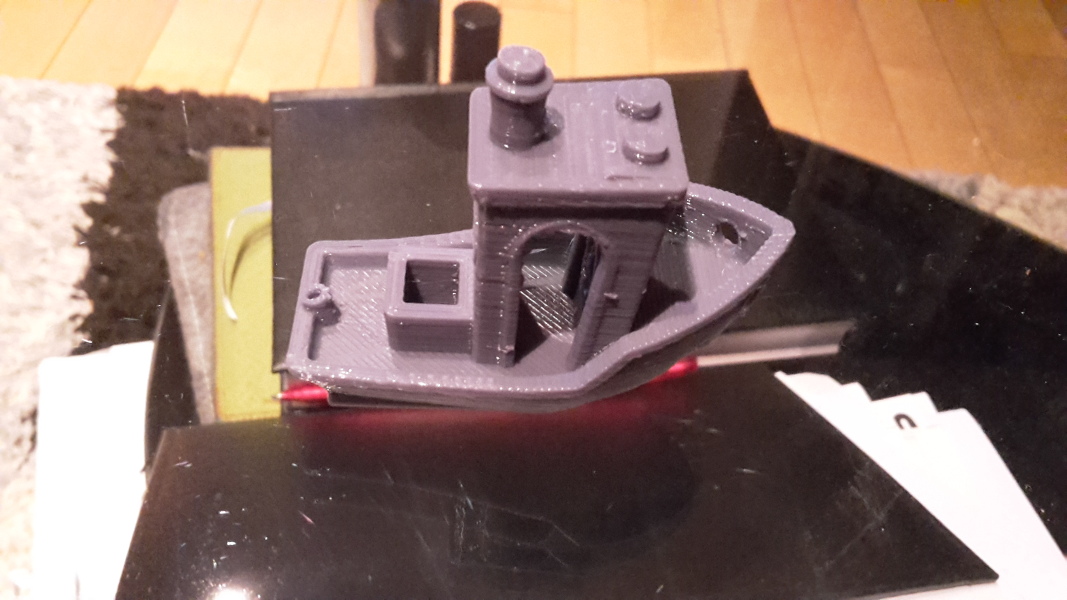


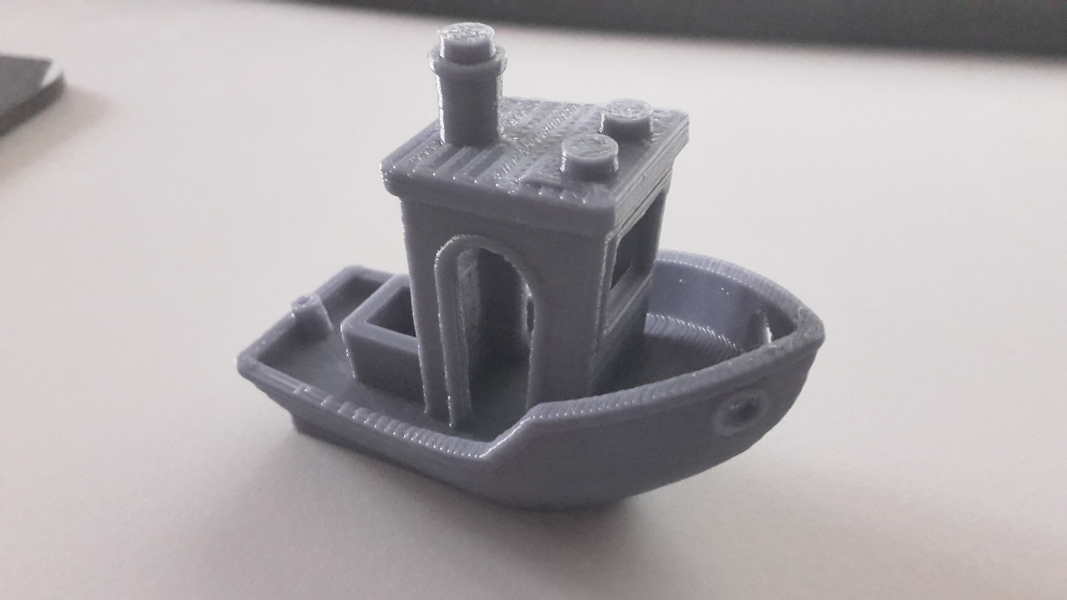
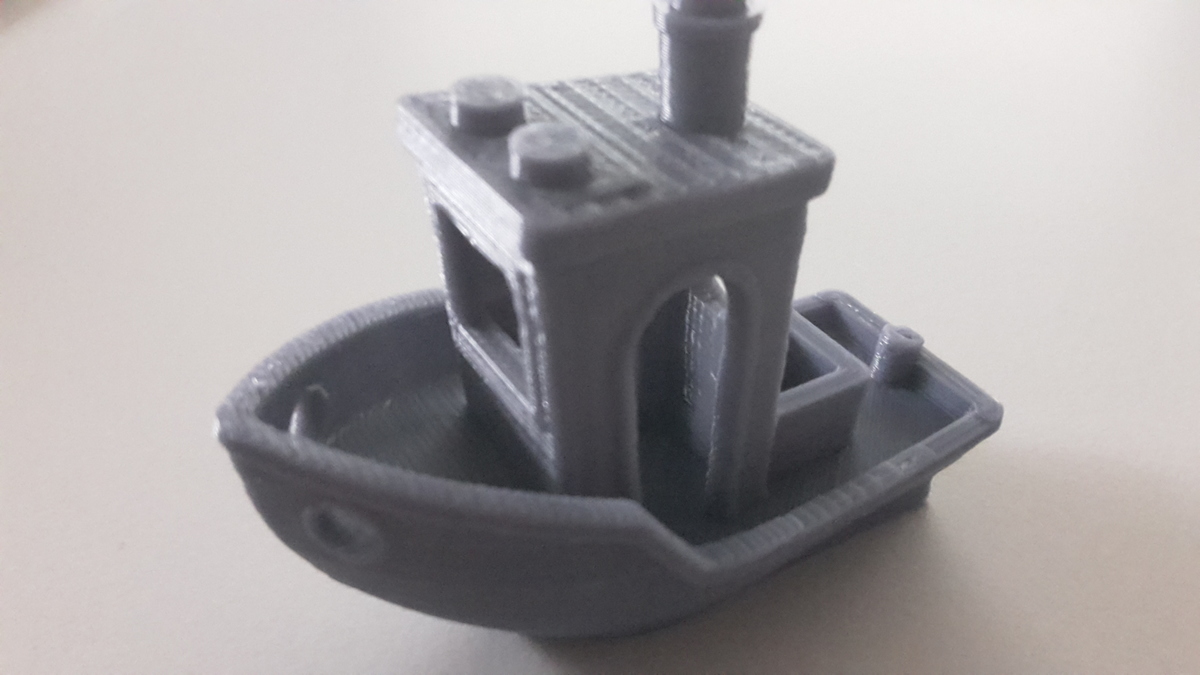
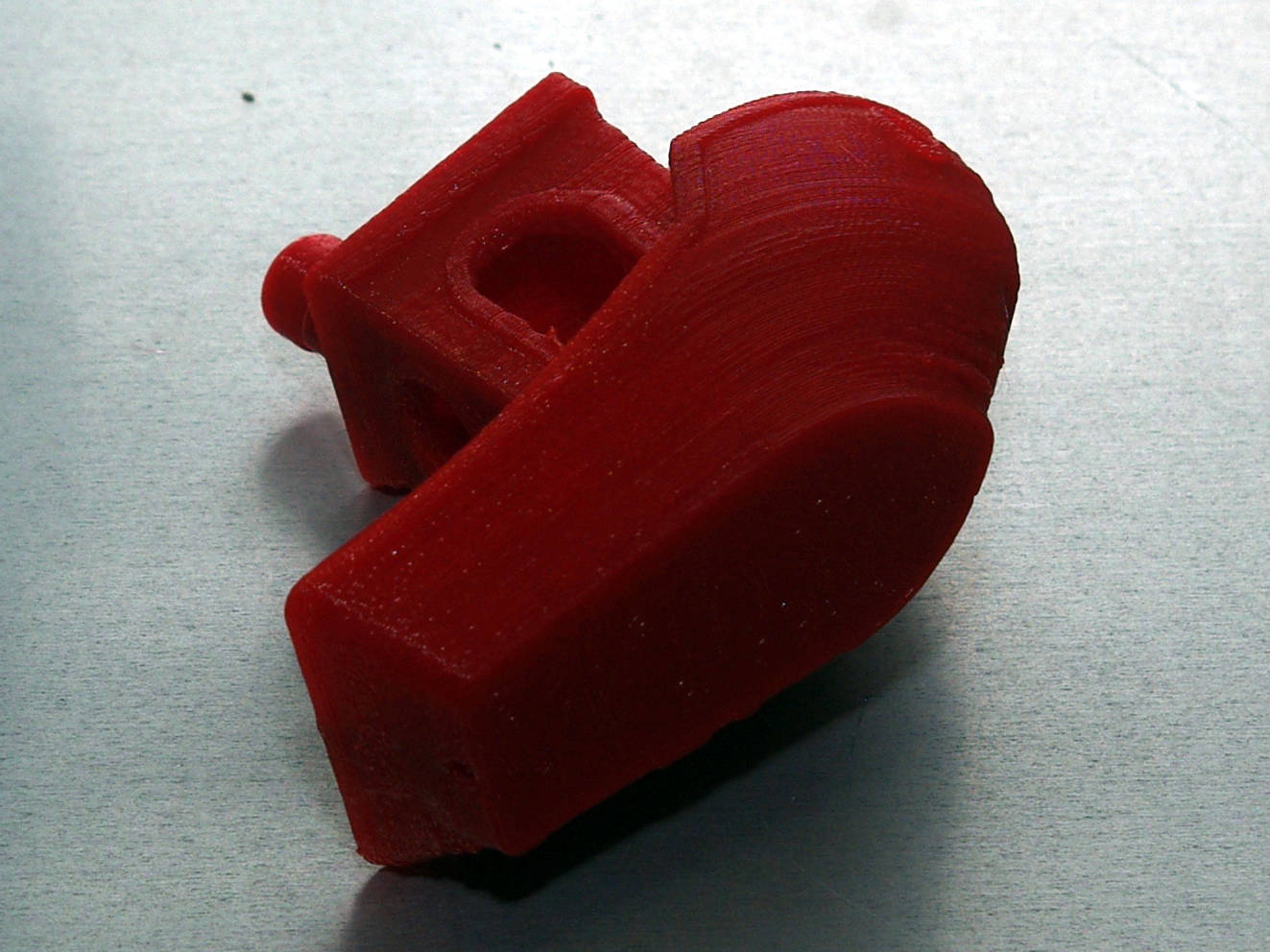
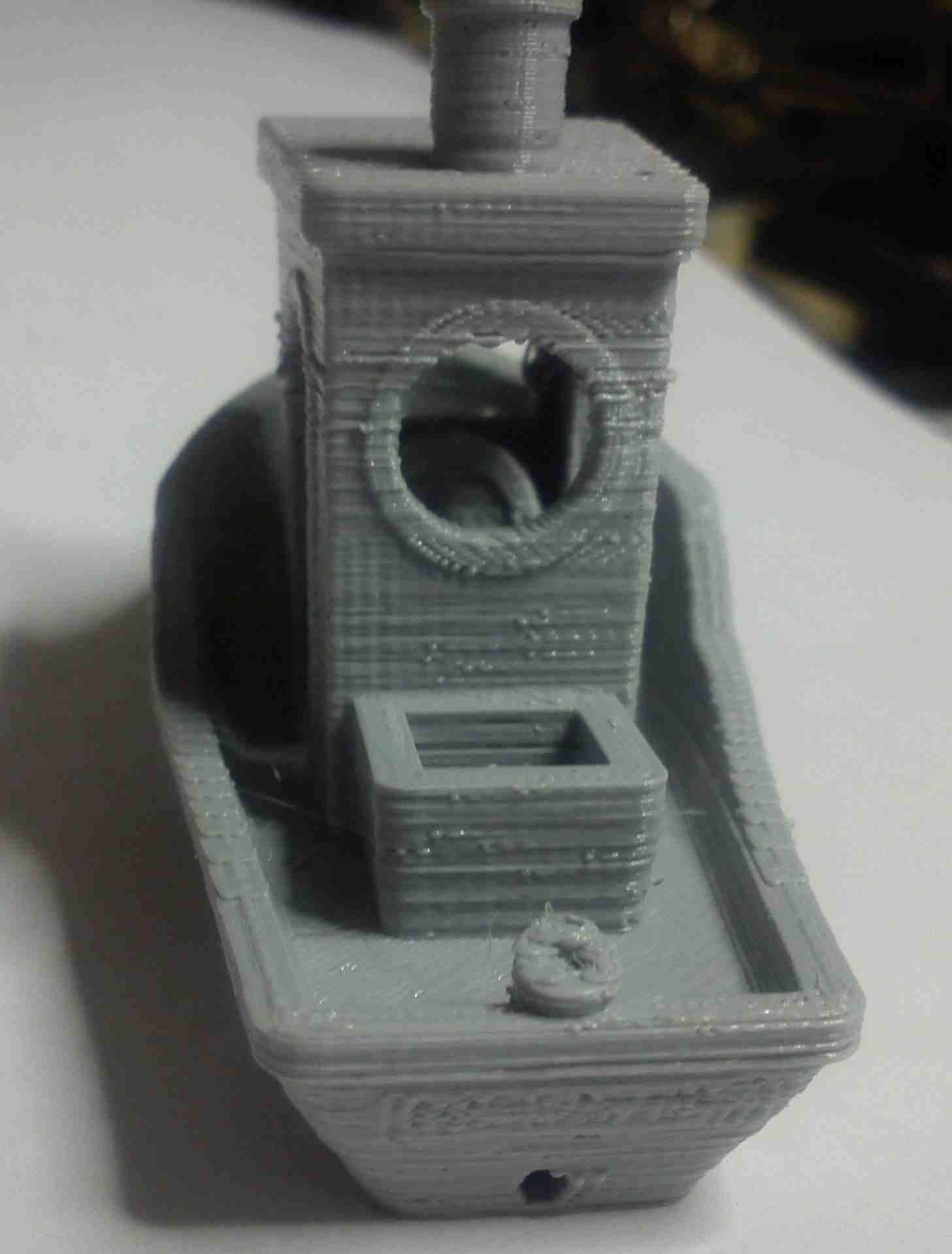
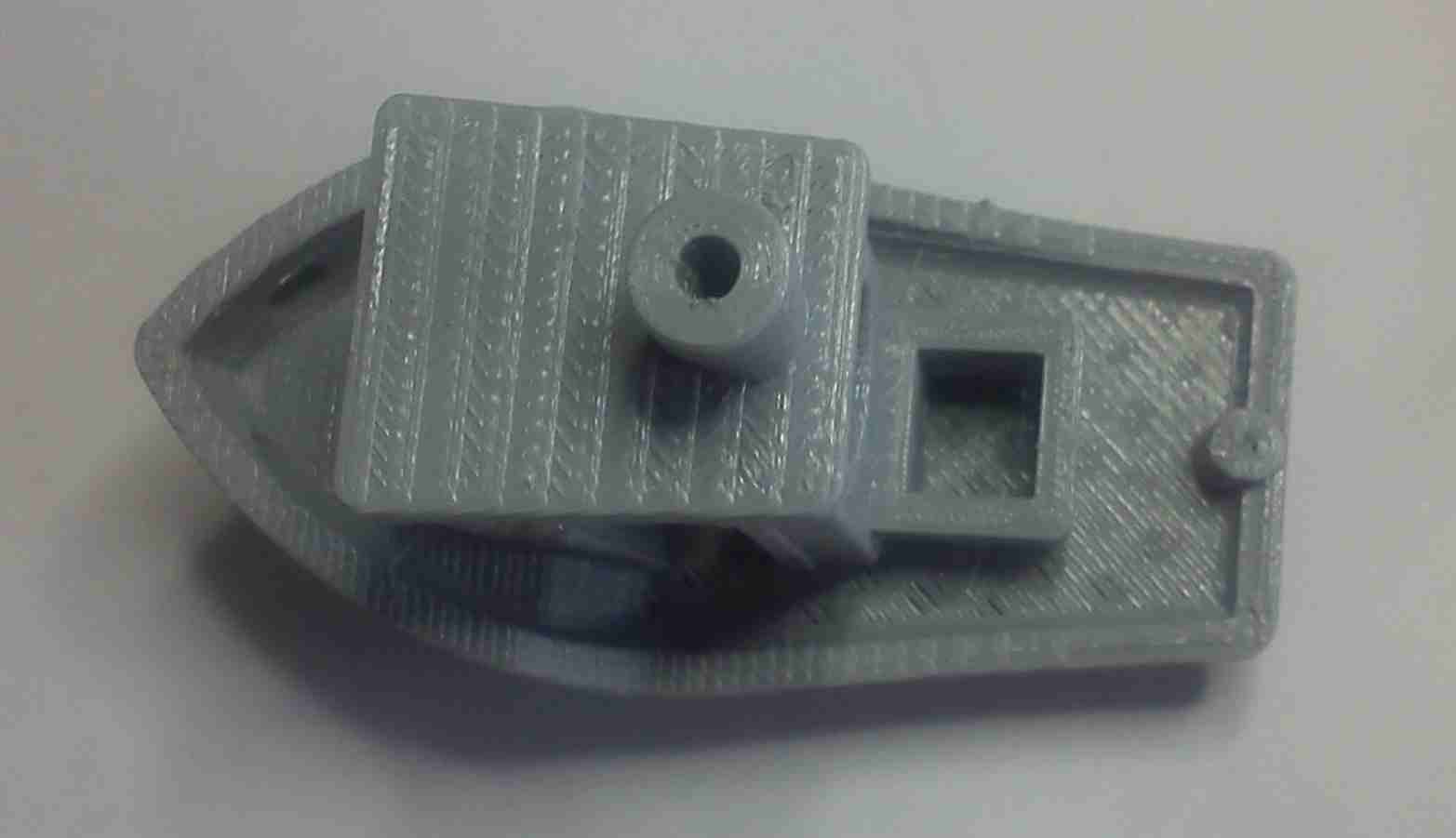
Ich habe es mir angetan und einen Anet A6 geholt. Ebay aus DE. (Bestimmt teurer, dafür schnell und verzollt) Verpackung war in Ordnung. Keine losen Styroporteile. (Bis der Kleine das gesehen hatte ...) Alle Teile vorhanden, zum Teil zu viel. Ich bin nach der Anleitung bei Youtube vorgegangen, weil die PDFs, welche auf den Stick sind, nur die Mechanik zeigen. Die Wellen habe ich ohne Hammer montieren können ... Jetzt habe ich wieder Probleme, welche ich ohne Drucker nicht hätte :-) Dieses noch kaufen, das noch drucken, jene Software installieren ... Angeschlossen ist der Drucker per Octoprint. Hier muss ich aber wohl noch sehr an den Parametern feilen. Irgendwie läuft der Kühlventilator nur bei 29%. Deshalb, DENKE ICH, hängt der Kiel beim Boot so sehr. Das Einstellen des Druckbettes muss ich noch "verfeinern" bzw. "üben". Die erste Schicht ist fast immer schlecht. Ich werde dazu wohl zu blöd sein. Selbst wenn nur der Schraubendreher auf der Einstellschraube steht ist das ein Unterschied wie Tag und Nacht, beim Einstellen. Vielleicht ist auch mein Druckbett krumm? Abstandssensor habe ich in China bestellt. Dauert halt ein wenig. Die Firmware für Autoleveling muss ich dann bei Facebook holen? Ach. Ist ja noch Zeit. Das Boot (3DBenchy Lego) war der zweite Ausdruck aus dem Drucker. Viele Grüße Olaf
Das sieht irgendwie so aus, als ob Du mit etwas zu hoher Temperatur druckst, und mit etwas viel Vorschub. Reduziere die Temperatur mal um 5° und mal um 10° und vergleiche die Ergebnisse. Mit was für einem Slicer ist das erzeugt? Irgendwie sind die Ecken auch an der Kabine ziemlich heftig verrundet, im größeren Maßstab trifft das auch den Bug (den Du wohl "Kiel" nennst).
Rufus Τ. F. schrieb: > Das sieht irgendwie so aus, als ob Du mit etwas zu hoher Temperatur > druckst, und mit etwas viel Vorschub. Zurzeit bin ich bei dem PLA bei 205 Grad. Zu Schnell? Die "Möhre" braucht ja schon 2 Stunden dafür. :-) > Reduziere die Temperatur mal um 5° und mal um 10° und vergleiche die > Ergebnisse. Ich versuche das nochmal mit 200 Grad. Ich hatte die Temperatur höher gesetzt, weil dann die Lagen besser hielten. Bei 200 Grad konnte man die Bauteile auseinander brechen. > Mit was für einem Slicer ist das erzeugt? Cura 15.04 (Octoprint) > Irgendwie sind die Ecken auch > an der Kabine ziemlich heftig verrundet, im größeren Maßstab trifft das > auch den Bug (den Du wohl "Kiel" nennst). Uups. Natürlich Bug. Sorry Da ist auch ein Wobbel (heißt das so?) drin. Siehe an dem Loch im Bug, 2. Bild.
Olaf K. schrieb: > Zurzeit bin ich bei dem PLA bei 205 Grad. Ich drucke mit 180°, aber habe natürlich sowohl einen anderen Drucker als auch einen anderen PLA-Lieferanten, insofern sind die Werte nicht direkt vergleichbar. > Bei 200 Grad konnte man die Bauteile auseinander brechen. Das klingt merkwürdig. > Zu Schnell? Die "Möhre" braucht ja schon 2 Stunden dafür. Mit Vorschub meine ich ausschließlich den Filamentvorschub, nicht die Druckgeschwindigkeit.
Rufus Τ. F. schrieb: > Olaf K. schrieb: >> Bei 200 Grad konnte man die Bauteile auseinander brechen. > > Das klingt merkwürdig. Das Filament ist von esun. Drucktemp: 190-220 Grad ... > Mit Vorschub meine ich ausschließlich den Filamentvorschub, nicht die > Druckgeschwindigkeit. Muss ich mal testen. Was ich Festgestellt habe ist, dass der Kühlventilator wohl nicht anläuft! Auf dem Display steht zwar 28% das reicht aber nicht. Ab ca. 50-60% läuft der erst los. Wieder runter geregelt bleibt er wieder stehen. Das Schaufelrad läuft aber leicht ... Inzwischen habe ich auch Cura auf meinem „alten“ Linux laufen mit Verbindung zu Octoprint. Da besteht dann doch noch Hoffnung, dass ich die Parameter einfacher beeinflussen kann. Erst muss allerdings etwas sinnvolleres gedruckt werden. Sonst verblasst der WAF :-)
Angehängte Dateien:
-

box.jpg
76 KB
Oh, nach masterfx traut man sich ja kaum noch was zu posten! Das sieht wirklich prima aus, hoffentlich schaffe ich das auch mal. Benchy kommt morgen dran, ich habe erst noch eine Box für meine Mini-CNC-Maschine gebraucht. Die kommt in die Stahlhalterung und Kleinteile wie Spannmittel u.ä. können da hinein. Sie ersetzt einfach den Abschlussstopfen. Wie es halt so geht kam dann die Idee auch noch eine Nuss für die M4-Schrauben zu drucken, sind das schon Anzeigen für Sucht? Bei der Box hat das Bridging immer noch nicht gut geklappt, immerhin hat er einen Deckel drauf geschafft. Da muss ich noch gegen Slic3r ankämpfen: ich höre, wie am Rand der Lüfter runterläuft und dann hängt der Faden durch, grrmpf! Jetzt lade ich das Filament um, morgen gibts ein Benchy in rot.
:
Bearbeitet durch User
Angehängte Dateien:
-

20170207_134429_kl.jpg
140 KB -

20170207_134447.jpg
230 KB -

20170207_134457_kl.jpg
120 KB

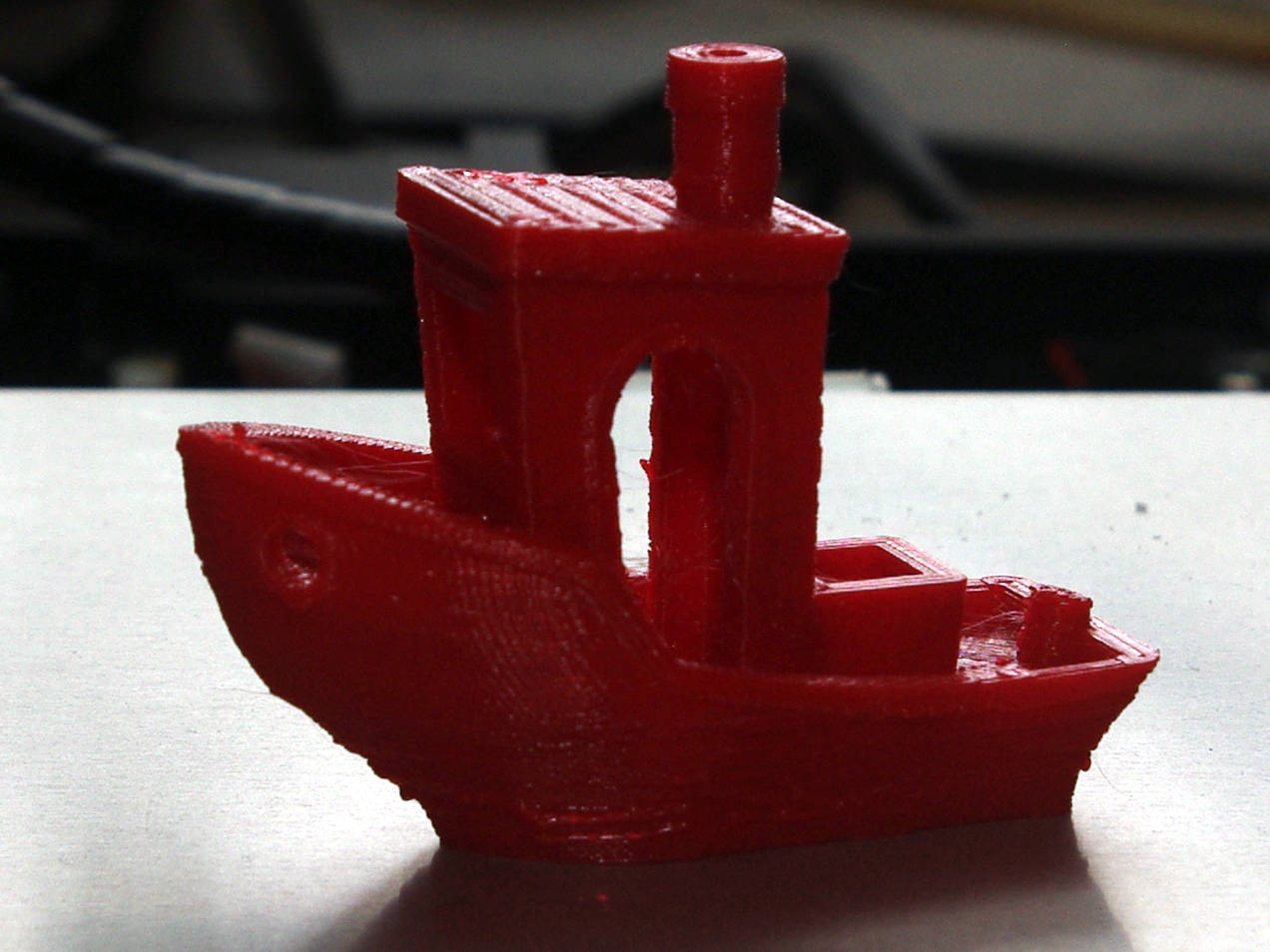
Nach etlichen Zahnpasta-Ausquetschern mal wieder an den 3DBenchy (Lego) heran gewagt. Nun sieht es IMHO besser aus. Ventilator läuft dann jetzt auch mit. Y-Riemen noch mal gespannt. Sogar die Druckgeschwindigkeit erhöht. Dadurch "nur" ca. 1,5 Stunden.
Angehängte Dateien:
-

benchy2.jpg
110 KB -

benchy3.jpg
120 KB -

benchy4.jpg
150 KB
So, habe auch ein 3DBenchy: Slicer war Slic3r, Filament ist bq bei 210 °C, Druckzeit knapp 2h. Etwas besser sollte es eigentlich schon gehen, vllt. mit der Temperatur doch wieder runter, das billigie weiße Filament drucke ich mit 190 °C. Skynet3d werde ich auch später noch probieren, geht da inzwischen der Autolevel wieder? Das geht bei mir etwas länger, da ich mit Arduino bei Null anfangen muss.
Angehängte Dateien:
-

Benchy_steuerbord.jpg
61 KB -

Benchy_backbord.jpg
51 KB -

Benchy_Heck.jpg
43 KB -

Benchy_Rumpf.jpg
38 KB -

Benchy_Top.jpg
24 KB



Ich durfte mir letztes Jahr auch einen Acrylic Prusa kaufen, ich glaube für ca. 220 EUR bei Ebay beim Hersteller Geetech. Lieferung erfolgte am übernächsten Tag. Die aktuelle Aufbauanleitung leider erst zwei Tage später per Email, ich habe mich schon über die Fehler in der mitgelieferten Papieranleitung geärgert grrrrr Also nochmal von vorne ;o) Anbei Bilder von meinem ersten Benchy im aufgebauten Zustand ohne Modifikationen an Gerät oder Einstellungen (wenn ich mich richtig erinnere). Achja, hat jemand zufällig die Abmessungen oder ein Model-File für das Teil i3-08 (Obere Führung für Z-Achse und Gewindestange) parat? Als ich später einer Modifikation (Aufbohren für die Gewindestange) folgen wollte, ist mir das Acryl arg weg gesplittert.
Hallo mal ein paar Fragen. Zuerst muss ich erwähnen dass ich bisher keine Erfahrungen mit 3D-Druck habe und auch noch kein 3D-Drucker habe. Wo gibts ne verständliche Aufbauanleitung? Welche guten deutsche Youtube-Videos gibt es? Welche Software brauche ich zum Druck? Gibts Software für Linux oder brauche ich Windows? Mit welcher Software erstelle ich meine Objekte? Was druckt ihr so, außer kleine Schiffchen und Comicfiguren? Zu Rufus Τ. F. schrieb: > Beeindruckend ist hier die Kombination aus Artikelstandort: > BerLin, Deutschland > > und > Rechtliche Informationen des Verkäufers > zhuhai dongtuo Trade Co Ltd > Tian Tian > qianshan xinzhulu 1004haodi5cengzhiyi B zhuhai > 519000 Guangdong > China Das und Ähnliches ist bei ebay doch Usus, nicht nur bei 3D-Druckern.
hallo schrieb: > Wo gibts ne verständliche Aufbauanleitung? > Welche guten deutsche Youtube-Videos gibt es? Beim Anet A8 liegt eine Anleitung auf dem Stick/SD-Karte dabei. Aber eigentlich sind die Videos von David ausreichend: https://www.youtube.com/watch?v=-tiHfzBQZpI + https://www.youtube.com/watch?v=EbNocv6-OOQ hallo schrieb: > Welche Software brauche ich zum Druck? Gibts Software für Linux oder > brauche ich Windows? Cura, gibts für Windows und Linux, liegt auch dem Drucker bei hallo schrieb: > Mit welcher Software erstelle ich meine Objekte? Da gibt es viele Möglichkeiten. Ich nehme DesignSpark Mechanical. Dann wären da noch Fusion 360, Autodesk 123D, Tinkercad, Onshape, OpenSCAD etc. hallo schrieb: > Was druckt ihr so, außer kleine Schiffchen und Comicfiguren? Halterungen, Gehäuse, Adapter, Ersatzteile... hier sind meine Designs die ich bisher veröffentlicht habe http://www.thingiverse.com/MasterFX/designs/ Habe natürlich schon sehr viel mehr gedruckt.
Angehängte Dateien:
-

GLCD2.jpg
260 KB

Habe meine A8 gerade mit dem Smart Display Controller (http://www.gearbest.com/lcd-led-display-module/pp_228315.html) ausgerüstet und eine passende Halterung designed (http://www.thingiverse.com/thing:2171956) und die Skynet3D Firmware (https://www.facebook.com/skynet3ddevelopment/) rauf geflasht. Nun ist die Bedienung auch vernünftig.
Angehängte Dateien:
-

P3274272.jpg
200 KB -

P3274273.jpg
170 KB

Habs gerade mal etwas auf die Spitze getrieben... 120mm/s. Nicht perfekt aber durchaus passabel für die Geschwindigkeit. Inzwischen überall bis auf die Z-Achse Igus Lager drin und ein paar Stabilisierungsmaßnamen in der Y-Achse, sowie Nylon Zahnriemen anstatt die steifen Stahlgeflecht-Dinger
:
Bearbeitet durch User
Angehängte Dateien:
-

Bolzen.jpg
22 KB

Respekt! Die Riemen habe ich auch schon ersetzt, die Originale sind wohl aus PVC und sehr starr. Schneller geht es aber trotzdem nicht. Bringt die Skynet-Firmware etwas, ich komme mit dem Original eigentlich ganz gut zurecht und würde nur die Unterstützung des induktiven Z-Sensors begrüßen? Es müssen nicht immer große Sachen sein, Befestigungsbolzen für Platinen gehen auch und kosten praktisch nix. Grüße, Guido
Hier noch ein kurzes Video davon. 50% Outline Underspeed https://www.youtube.com/watch?v=l5ixX5YClDA Guido B. schrieb: > Die Riemen habe ich auch schon ersetzt, die Originale sind wohl aus PVC > und sehr starr. Das "Problem" ist bei den Originalen denke ich eher das Stahlgeflecht. Dadurch sind sie bei den Biegeradien insb. für die Umlenkrolle eigentlich zu steif. Guido B. schrieb: > Bringt die > Skynet-Firmware etwas, ich komme mit dem Original eigentlich ganz > gut zurecht und würde nur die Unterstützung des induktiven Z-Sensors > begrüßen? Gefühlt sind die Druckergebnisse besser. Und das Grafikdisplay und insb. der Drehencoder sind ein echter Mehrgewinn. Die Skynet3D basiert ja auf der Marlin Firmware. So wirklich alles passt mir da allerdings auch nicht (z.B. führt ein Abbruch des Drucks nicht dazu dass der Extruder und das Heizbett runtergekühlt werden. Des weiteren ist nach dem Abbruch des Drucks auch nicht mehr das Positioning-Menü anwählbar, da hilft nur Reset. Keine Ahnung welcher Idiot sich das ausgedacht hat oder ob es einfach nur ein Bug ist. Werde da wohl selbst mal modifizieren müssen). Die Sailfish-Firmware für meinen CTC bietet schon seit 3 Jahren diese Funktionalität, genauso wie die Druckgeschwindigkeit und Temperaturanpassung während des Drucks...
:
Bearbeitet durch User
Angehängte Dateien:
-

curiosity_1.jpg
330 KB -

curiosity_2.jpg
430 KB -

curiosity_3.jpg
390 KB
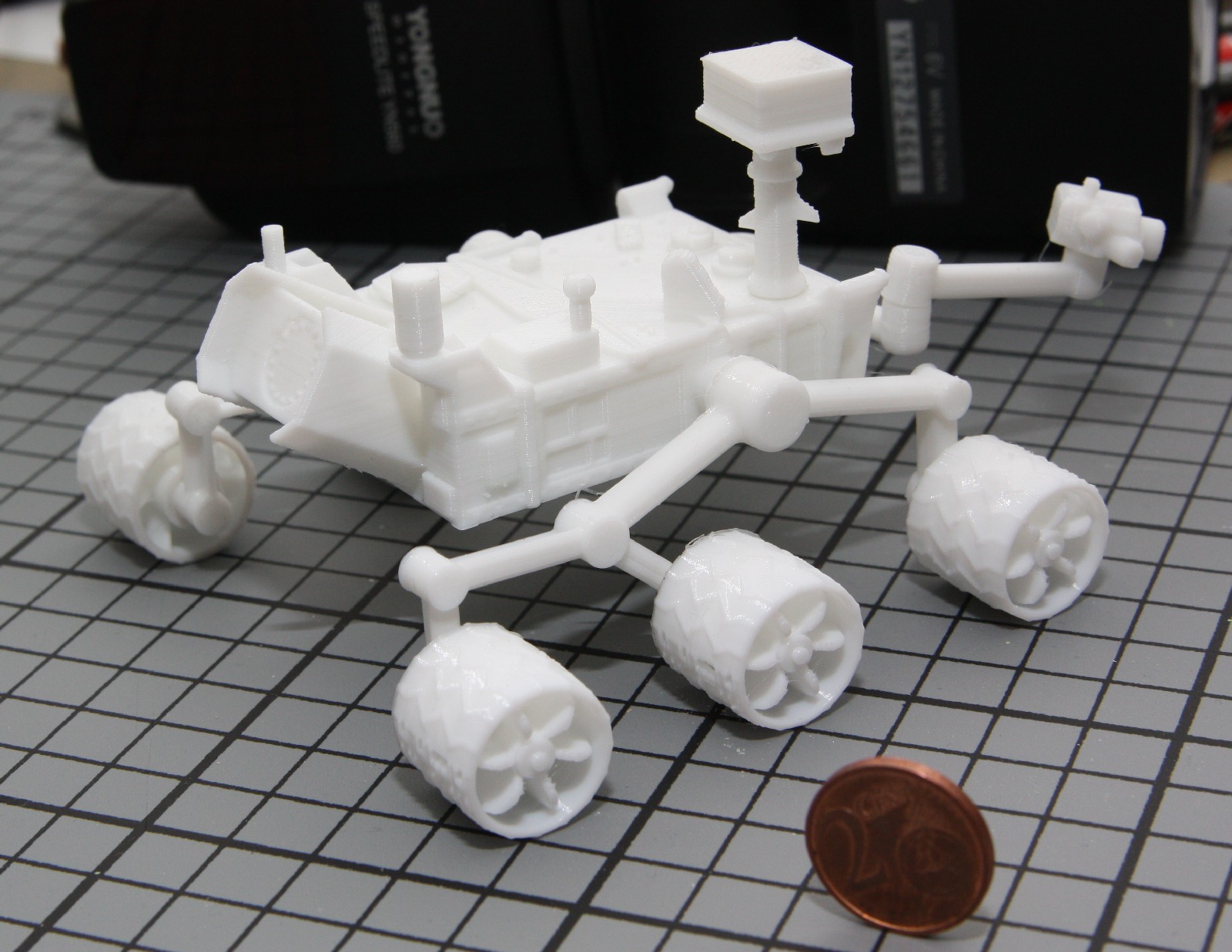
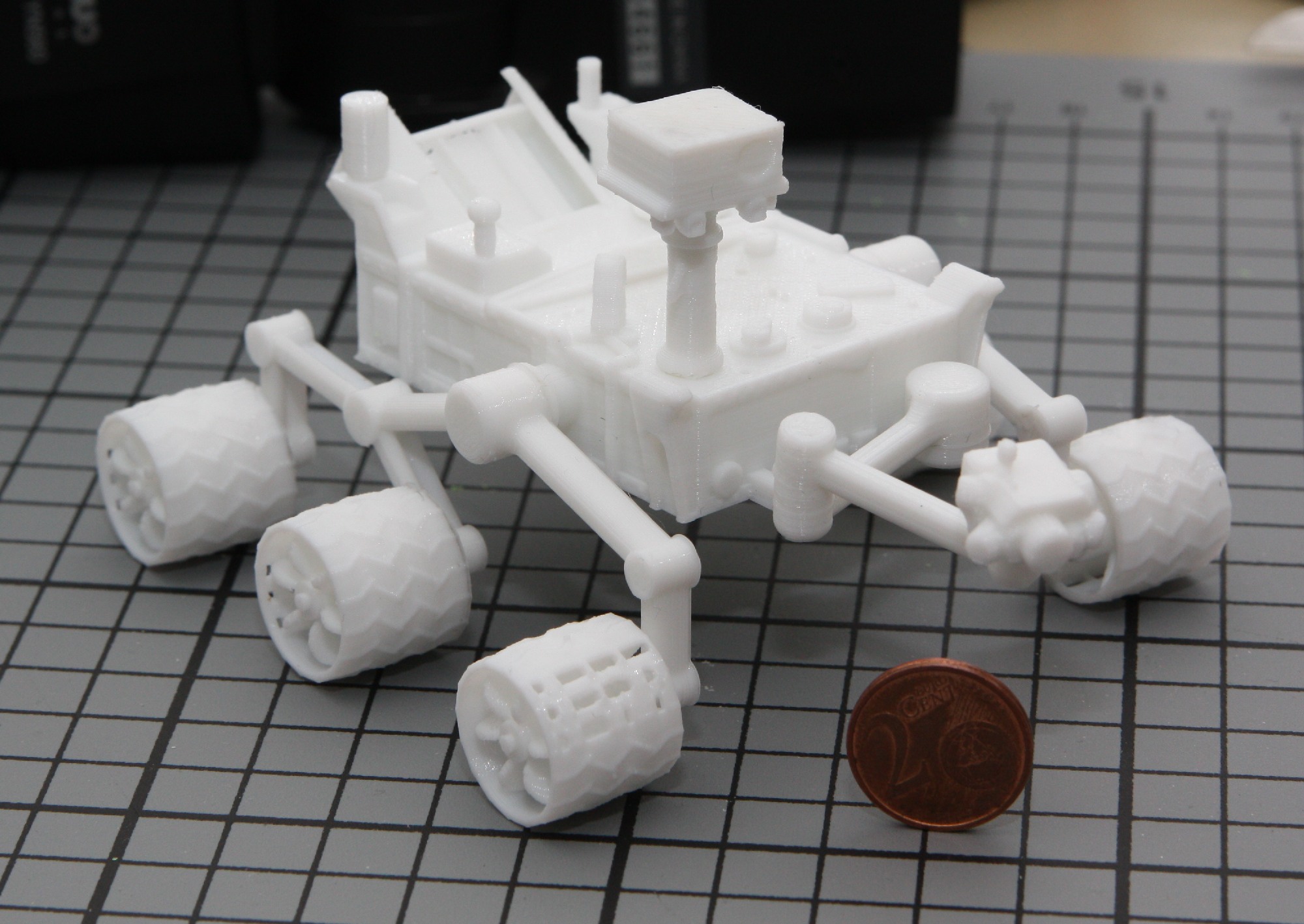
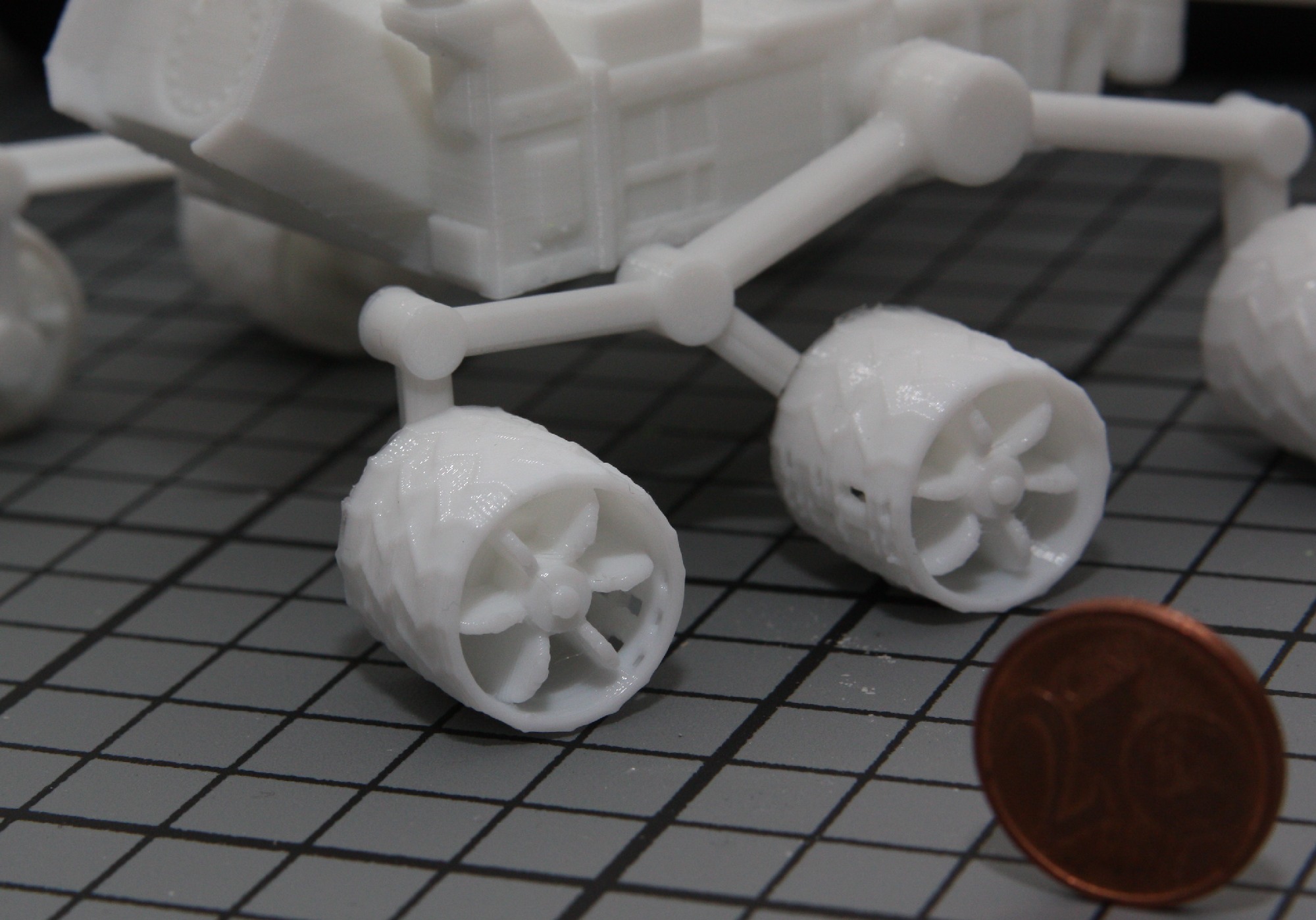
Bin nach wie vor sehr zufrieden mit dem Anet A8. Habe vorgestern gerade mal das kleine Modell von Curiosity von der Nasa gedruckt. Strings etc. habe ich jetzt noch nicht entfern, die halten sich aber auch in Grenzen. Gedruckt mit 40mm/s, die Details kommen für 0.2mm Layer-Höhe schon gut raus, auch das Profil der Reifen ist super geworden. Kaum Corner-Ringing
Angehängte Dateien:
-

groot1.jpg
190 KB -

groot2.jpg
190 KB


So nächster großer Druck fertig. Schon cool die Details... und das mit 0.2mm Layer und 40mm/s. Da soll noch mal jemand behaupten für 150€ bekommt man keinen 3D-Drucker der vernünftige Ergebnisse abliefert ;-)
:
Bearbeitet durch User
Beitrag #5015734 wurde von einem Moderator gelöscht.

Maßhaltigkeit passt ebenfalls. Ringing ist nach Versteifung der Achsen und Austausch der Zahnriemen praktisch nicht mehr vorhanden. Extrusion Multiplyer auf 0.97 und Filament entsprechend der Messung eingetragen. E-Steps sind in der Skynet Firmware schon perfekt eingestellt. PID Autotune mit Half-Circle Fan ergibt bei mit K_p=17.97, K_i = 0.93, K_d = 86,58 Default ist K_p=21, K_i=1.25, K_d=86.00. Also nicht allzuweit daneben, die Auswirkungen beim einstellen der "optimalen" Parameter sind minimal, aber durchaus sichtbar. Gruß Der Alleinunterhalter
:
Bearbeitet durch User
Die Prusa Geraete bekommst du ueberall. Ich habe mir auch einen bestellt, allerdings noch nicht aufgestellt. Musste erst einmal Platz machen. Daher kann ich dir nicht sagen wie gut er druckt. Allerdings habe ich schon des oefteren gelesen, dass man sich unbedingt eine Heizplatte bestellen sollte. Ohne diese ist der Boden ansonsten nicht immer gerade. Zum Thema Onlineshops. Ich wuerde nicht bei DX bestellen. Also nichts gegen DX. Support, Versand etc. ist super. Das Thema sind nur die Steuern. Bei Gearbest hingegen kann das ganze ueber NL und deren Koelner Niederlassung laufen, sodass es Steuerfrei ist. Musst einfach beim Versand Priority Line auswaehlen. Es kann aber sein, dass sie es mit DPD liefern. Das ist manchmal recht scheisse, da DPD der durchweg schlimmste Lieferservice ist. Kann schon mal passieren, dass man durch die ganze Stadt fahren muss (1 Std.) um sein Paket abzuholen.
:
Bearbeitet durch User
Hallo Ich habe hier seid etwa 2 Monaten einen Geeetech Prusa i3 und bin mit ihn zufrieden. Der Aufbau war unproblematisch, auch wenn wie von anderen hier und auch an anderen Stellen im Netz zu lesen, die Aufbauanleitung an manchen Stellen nicht aktuell und teilweise auch leicht unlogisch ist, aber wer nur ein klein wenig Mechanische Erfahrung hat erkennt das eigentlich sofort und handelt dementsprechend richtig (z.B. Unterlegscheiben, Nutzung von Schraubenschlüsseln und vernünftigen Innensechskantschlüssel). Ganz ohne schon vorhandenen Werkzeug dürfte der Aufbau allerdings zur Qual werden - das mitgelieferte ist trotz der guten Idee dahinter leider einer eine Katastrophe und M8 und noch größere Muttern mit den Fingern fest anzuziehen dürfte ohne, die nicht mitgelieferten Schraubenschlüssel, den allerwenigsten gelingen. Verbesserungswürdig ist der eingesetzte MK8 Extruder, dessen Anpressdruck leider in der mitgelieferten Ausführung nicht einstellbar ist (was bei den Original MK8 laut Bildern im Netz aber möglich sein sollte) - je nach Filament reicht der Anpressdruck nicht aus, was aber nicht als Anfänger oft nicht direkt erkannt wird- eine einfache Unterlegscheibe an der richtigen Stelle behebt das Problem aber einfach und effizient. Also insgesamt halte in den Geeetech Prusa i3 für Empfehlenswert wenn etwas Mechanisches Grundwissen und Erfahrung sowie etwas Werkzeug vorhanden sind, zumindest wenn man sich den Preis vor Augen hält: Knapp 200,- Euro für die Acryl Ausführung, auch bei Händlern die die Deutschland versenden, ist für die Qualität vollkommen i.O. Die Herausforderung liegt selbst bei hochwertigeren und deutlich teureren 3D Druckern in den richtige Wahl der Einstellungen der Slicer Software (korrekte Grundeinstellungen der Firmware vorausgesetzt - diese war beim Geeetech Prusa i3 aber schon fast auf den Punkt genau) und der Wahl des "richtigen" Filaments - bei den es große Qualitätsunterschiede gibt und es (leider) immer notwendig ist jeden Hersteller, oft auch die verschiedenen Farben des gleichen Herstellers, aus zu testen und die optimalen Werte zu finden. Ich würde Empfehlen sich zu diesen ganzen Themenbereich unbedingt Tutorials zu nutzen und auch in den entsprechenden Foren, auch ohne aktuelle Problem oder einfach nur als Vorbereitung, jede Menge zu lesen. Soweit meine Empfehlungen und Erfahrungen als Neueinsteiger und Anfänger. Bastler
Könnt ihr zu den drucken wenn ihr die Temperatur angebt auch das Material zuschreibwn. Ich habe mit meinem Geetech I3 gerade Probleme ABS zu drucken (klebt nicht am Heatbed). Ich vermute das Netzteil ist zu schwach.
Hi, also für PLA sind 80° Heatbed Temp sicher untere Grenze. Das ist aber mit der Originalausstattung eines z.B. A8 kaum zu erreichen. Die gesammte Stromführung ist für den nötigen Strom nicht ausgelegt. Das beginnt bei den (zu) dünnen Litzen Netztei-Steuerprint und Steuerprint-Heatbed, den hohen Übergangswiderständen der Steckkontakte sowohl am Steuerprint als auch am Heatbed. Das alles läßt sich mit etwas Bastelei beheben; zusätzlich kann man die 12V auch etwas nach oben "skillen" (z.B. 13,2V) Ebenso hilfreich ist es, das Heatbed nach unten mit etwas Kork (o.ä.) zu isolieren. Dann sind auch Temp bis über 100° möglich. Während des Drucks empfiehlt es sich Luftzug zu vermeiden, ev. größere Kartonage rund um den Drucker aufstellen. Bedenke: das Leveling ist bei diesen billigen Druckern unbedingt bei gewünschter Heatbed Temperatur zu machen. P.S.: ich habe meine ersten PLA Drucke auf "Leukoplast" bei ca. 70° gemacht. Hat wunderbar gehalten, ließ sich nur im warmen Zustand lösen, kalt fast unmöglich.
:
Bearbeitet durch User
G. H. schrieb: > also für PLA sind 80° Heatbed Temp sicher untere Grenze. > Das ist aber mit der Originalausstattung eines z.B. A8 kaum zu > erreichen. Das ist meiner Meinung nach Unsinn. Also ich drucke seit 4 Jahren PLA mit Max. 60°C auf dem Heatbed. Anfangs sogar unbeheizt auf Bluetape, seit 3 Jahren auf Glas mit "einem" Strich Klebestift von Tesa. Immer ohne Raft, so hat man eine schöne Unterseite. ABS-Saft geht auch (auch bei PLA), ist aber ne Sauerei und stinkt. Direkt aufs Glas ohne Haftvermittler geht auch aber die Tendenz dass es sich ablöst ist größer. Mit Glas, 50-60°C und Klebestift habe ich oftmals sogar das Problem dass ich es nicht mehr wirklich leicht ab bekomme. Auch ein 20x20cm Druck über 15 Stunden hat sich in keiner Ecke auch nur annähernd abgelöst. Dumdi D. schrieb: > Könnt ihr zu den drucken wenn ihr die Temperatur angebt auch das > Material zuschreibwn. Ich habe mit meinem Geetech I3 gerade Probleme ABS > zu drucken (klebt nicht am Heatbed). Ich vermute das Netzteil ist zu > schwach. PETG drucke ich mit 70-80°C Heizbett. Das geht auch mit dem A8 noch. ABS sollte man eher so 100-110°C Druckbetttemperatur haben, aber das wird beim A8 schon schwierig. Mein CTC mit 24V Netzteil packt das hingegen locker. Es bringt schon einiges das Druckbett von der Unterseite mit Kork oder ähnlichem zu isolieren, so geht weniger Heizleistung nach unten verloren. Aber was G. H. schon sagte sollte man ein Auge auf den Stecker/Kabel zum Heizbett haben. Durch den hohen Strom bei >80°C Druckbetttemperatur heizen sich die Dünnen Kabel sehr stark auf, und das kann sogar soweit gehehen dass die Kontakte am Stecker verkokeln. ABS ist eh durch den größeren Schrumpfungsgrad beim abkühlen schwieriger zu drucken. Aber mit ABS-Saft oder Klebestift @ 100°C geht das schon recht gut. Allerdings ist ein offener Drucker wie der A8 eher Kontraproduktiv, da der Druckraum nur auf Raumtemperatur ist, da zerreißt es sogar schon beim Druck gerne mal das Objekt in der Mitte. Für ABS bleibe ich daher lieber bei meinem CTC den ich dann komplett abdecke um den Bauraum warm zu halten.
:
Bearbeitet durch User
G. H. schrieb: > also für PLA sind 80° Heatbed Temp sicher untere Grenze. halte ich auch für zuviel, da verläuft das PLA doch schon wie ein Spiegelei. Wenn das im Drucker so hoch eingestellt werden muss stimmt eher etwas mit dem Temperatursensor oder der Heizbettleitung nicht. Isolierung habe ich bei Stoutwind.de gekauft, kann ich empfehlen. Gibt es da passend für wenige Euro, dann muss man nicht gleich einen Kubikmeter im Baumarkt kaufen.
Dumdi D. schrieb: > Danke für die Infos. > Timmo H. schrieb: >> Bluetape > Hast Du da mal einen Link zu dem Produkt? z.B. dieses https://www.amazon.de/ScotchBlue-2090-48A-Abklebeband-Oberfl%C3%A4chen-48-mm-x/dp/B00004Z4DU/ref=sr_1_1?ie=UTF8&qid=1495274906&sr=8-1&keywords=blue+tape Aber Bluetape ist eigentlich ungeeignet für ABS, das ist mehr Frust als Lust. Auch für PLA finde ich es nicht so gut, insbesondere dann nicht wenn man ein beheizbares Druckbett hat. Dann würde ich lieber auf Glas mit Klebestift, ABS-Saft oder Haarspray gehen. Als Glasplatte verwende ich immer das aus den Rahmenlosen Bilderrahmen. Das ist günstig und i.d.R. < 2mm dick, dadurch hast du weniger Verlust der Heizleistung, als bei 3-4mm Glas. Ich habe mein ganzes Heizbett vorher hauchdünn mit Wärmeleitpaste eingeschmiert und den Wärmeübergang noch weiter zu verbessern. Alternativ ist für ABS ansonsten Capton-Tape oder PET-Tape auch ganz gut. Ums heizen kommt man aber nicht herum.
G. H. schrieb: > also für PLA sind 80° Heatbed Temp sicher untere Grenze. Wenn Du von ABS reden würdest ...
Rufus Τ. F. schrieb: > G. H. schrieb: >> also für PLA sind 80° Heatbed Temp sicher untere Grenze. > > Wenn Du von ABS reden würdest ... Ich vermute, dass wir bei diesen billigen Geräten enorme Toleranzen bei den Temperaturangaben haben. Diesbezüglich sind die teureren Geräte sicher reproduzierbarer. Ich drucke gerne PLA auf 70 bis 75 °C, weil ich dann direkt auf das Aluminium des Heizbettes drucken kann. Größere Teile haben sich dabei aber schon mal abgelöst, so dass ev. 80 °C besser wären? Einen "schönen Boden" habe ich noch nie hinbekommen :-(.
Guido B. schrieb: > Ich vermute, dass wir bei diesen billigen Geräten enorme Toleranzen > bei den Temperaturangaben haben. Was hast du denn für einen Drucker? Also bei meinen beiden 3D-Druckern (auch der billige Anet A8) habe ich mit meinem Infrarot-Thermometer ziemlich genau die eingestellte Temperatur gemessen. Die meist verwendeten 100k NTCs haben eine Abweichung von etwa 3%. Selbst bei 10% Toleranz würde man nicht auf diese extreme Temperaturabweichung kommen. Problem ist eher der Temperaturverlust durch das zusätzliche Material (Glas oder andere Dauerdruckplatten). Meine Glasscheibe ist etwa 5-7° kälter als die Alu-Platte darunter.
Timmo H. schrieb: > Also bei meinen beiden 3D-Druckern (auch der billige Anet A8) habe ich > mit meinem Infrarot-Thermometer ziemlich genau die eingestellte > Temperatur gemessen. Dem kann ich mich anschliessen. Passt recht genau - ich drucke rein auf Glas, mache das aber vorher penibel sauber und fettfrei. Mit Klebeband, Haarspray, Kleber etc. habe ich keine guten Erfahrungen gemacht. Wichig ist immer einen ordenlichen "Rand" um das Druckstück herum zu Drucken - dann ist die Düse auch "eingefahren" und alles passt.
Timmo H. schrieb: > Was hast du denn für einen Drucker? Auch einen Anet A8. Aber was heißt das schon? Manche haben eine Glasplatte darauf, ich habe ein Aludruckbett (war original dabei). Mit dem IR-Thermomenter kontrollieren könnte ich auch mal, aber auch damit haben wir das Problem unterschiedlicher Emissionsgrade. Bei der Düsentemperatur wird es sicher noch schlimmer, da der Aufbau ziemlich wackelig ist.
Guido B. schrieb: > Bei der Düsentemperatur wird es sicher noch schlimmer, da der Aufbau > ziemlich wackelig ist. Zeig mal Dein Teil ... Ich habe so ziemlich den billigsten "Wackel-Drucker" gekauft - aber dank einiger Winkel (und Schrauben) und einer soliden Tischler-Platte als Basis geht das Teil recht gut. Den Druckkopf finde ich ganz O.K. - bisher katte ich keinerlei Probleme. Man muss den halt gut einstellen - die Standard-Einstellung ist nur ein Anhaltspunkt.
Dieser hier: http://www.ebay.de/itm/2016-Verbesserte-Voll-Qualitat-High-Precision-Reprap-Prusa-i3-DIY-3D-Drucker-ES-/222197839516?hash=item33bc05f69c:g:b60AAOSwyjBW58eM Ich habe nur die Riemen gewechselt und für die X-Achse einen Riemenspanner gedruckt. Im Druckkopf ist bei mir der Temperatursensor einfach in eine Bohrung gesteckt und soll wohl durch Druck des Anschlusskabels fixiert werden. Wenn ich am Kabel wackele, ändert sich die angezeigte Temperatur gleich um 10 ° oder mehr.
Guido B. schrieb: > Mit dem IR-Thermomenter kontrollieren könnte ich auch mal, aber > auch damit haben wir das Problem unterschiedlicher Emissionsgrade. Darum misst man auch direkt das Metall/Glas, sondern bemalt es an der Stelle kräftig mit Edding bzw. klebt etwas drauf (z.B. Kreppklebeband), dann hast du auch kein Problem mehr mit dem Emissionsgrad für die IR-Messung.
Guido B. schrieb: > Ebay-Artikel Nr. 222197839516 Wow - sieht schon nach Acryl aus. Ich habe Sperrholz :-) Und Du hast schon einen Kühler für das gedrcukte Filament. Den habe ich aktuell am Rand daeben aufgebaut. Mit dem Druckkopf habe ich aber keine Probleme - der ist prima (bisher) und druckt klaglos PLA. ABS habe ich noch nicht versucht - das mache ich auch erst dann, wenn ich eine Hülle um den Drucker habe. Aber da gefällt mir das Ultimaker-Prinzip eigentlich zu gut - ggf. gehe ich in diese Richtung (Selbstbau) ... mal schauen. Aktuell bin ich mit den Ergebnissen (China-PLA) recht zufrieden. Habe hier noch "besseres PLA" aber bisher noch nicht ausprobiert (mir fehlen die CAD-Kenntnisse ... :-( )
Dieter F. schrieb: > Guido B. schrieb: >> Ebay-Artikel Nr. 222197839516 > Wow - sieht schon nach Acryl aus. Ich habe Sperrholz :-) Und Du hast schon einen Kühler für das gedruckte Filament. Den habe ich aktuell am Rand daneben aufgebaut. Mit dem Druckkopf habe ich aber keine Probleme - der ist prima (bisher) und druckt klaglos PLA. ABS habe ich noch nicht versucht - das mache ich auch erst dann, wenn ich eine Hülle um den Drucker habe. Aber da gefällt mir das Ultimaker-Prinzip eigentlich zu gut - ggf. gehe ich in diese Richtung (Selbstbau) ... mal schauen. Aktuell bin ich mit den Ergebnissen (China-PLA) recht zufrieden. Habe hier noch "besseres PLA" aber bisher noch nicht ausprobiert (mir fehlen die CAD-Kenntnisse ... :-( )
Sorry, in meinem Posting sollte es narürlich ABS anstatt PLA heissen, der Vorposter hatte ja auch nach ABS gefragt.
Ich habe hier mal meine vorläufigen Erfahrungen mit dem Geeetech Prusa I3 Aluminum Drucker zusammen gefasst. http://www.wolfgangrobel.de/electronics/prusa1.htm http://www.wolfgangrobel.de/electronics/prusa2.htm http://www.wolfgangrobel.de/electronics/prusa3.htm Fortsetzung folgt sicherlich - wenn ich wieder Zeit finde... Bisher bin ich mit der Materialqualität bei dem preis sehr zufrieden. Die Druckqualität muss ich sicherlich noch durch passende Parametereinstellung in den Griff bekommen...
Angehängte Dateien:
-

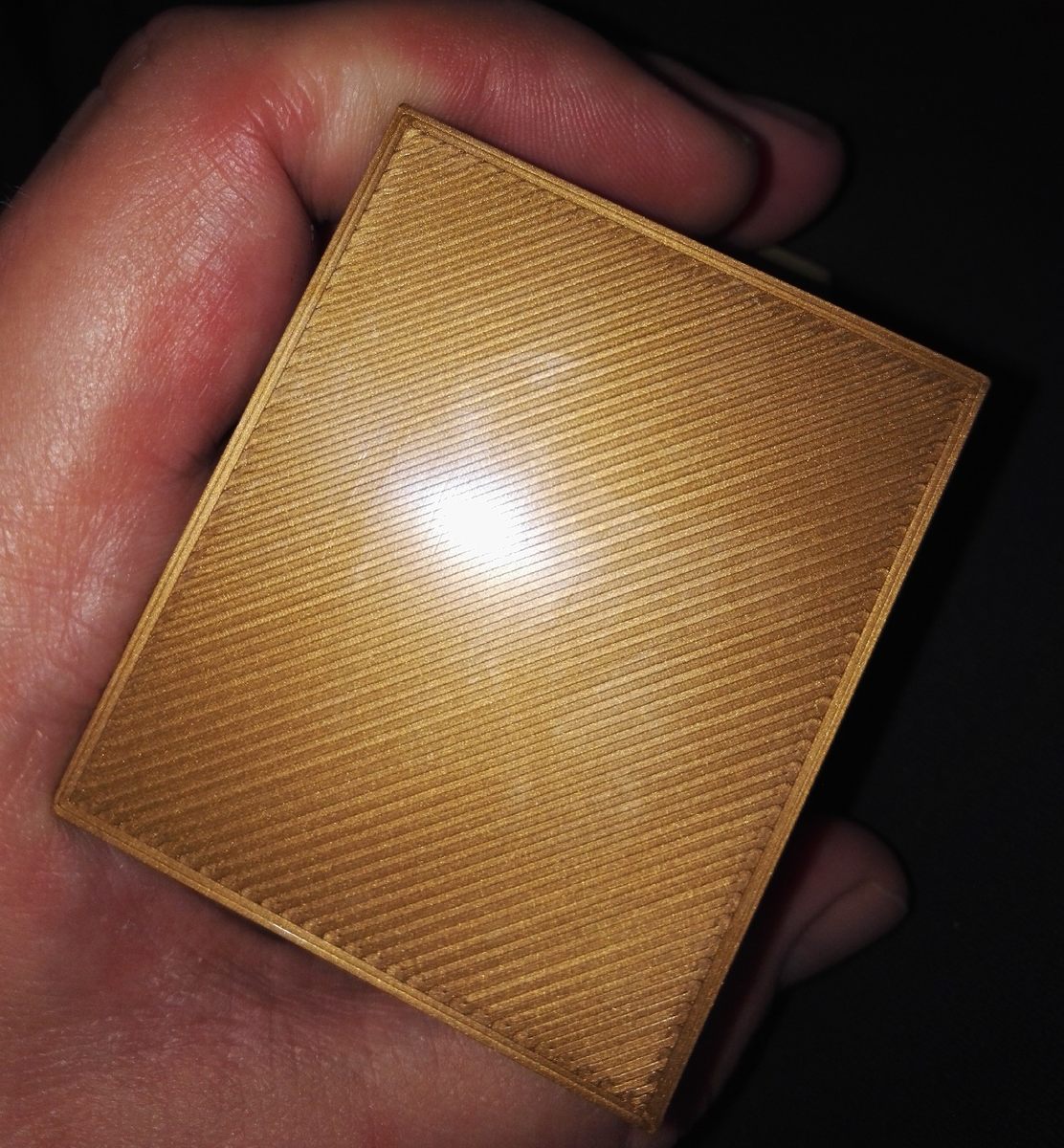
groot_pot1.jpg
290 KB -

carbon2.jpg
280 KB
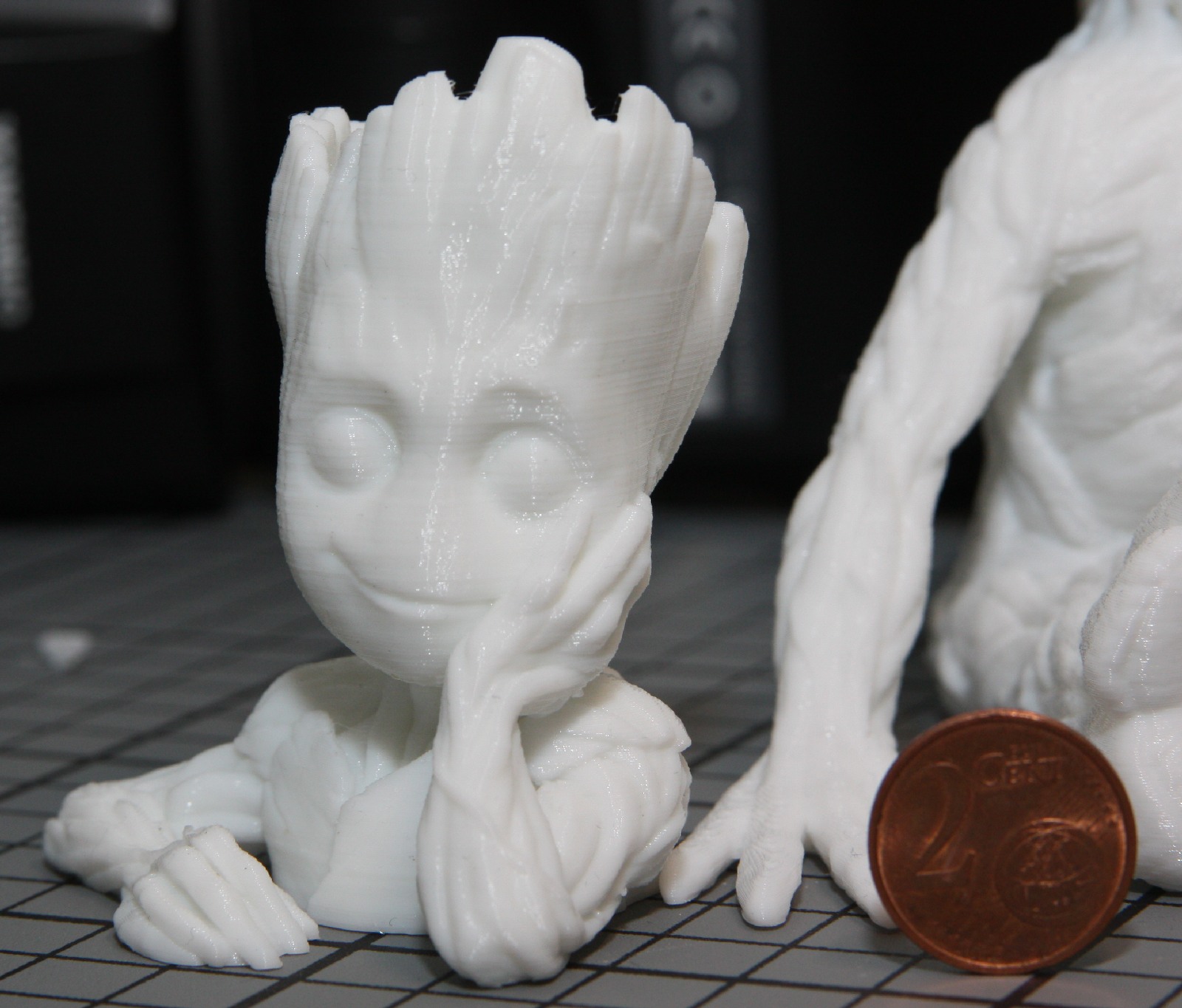

Mhh, also der Alurahmen ist ja schon und gut, aber ich kann echt nicht ganz nachvollziehen wie du so einem schlechten Ausdruck gekommen bist. Da stimmt ja hinten und vorne nichts. Im meine der Infill berührt ja noch nicht mal anstatzweise die Outlines. Die Outlines selbst krempeln sich zusammen, schlimmer noch als die Haut einer Frau die 200 kg in 2 Monaten abgenommen hat. Also auf jeden Fall fehlt dir für so ein kleines Objekt die Filamentkühlung, aufgrund der kurzen Druckzeit pro layer wird es nicht fest genug. Auch Infill Overlapping scheint etwas zu gering zu sein. Vielleicht ist auch noch etwas underextrusion im Spiel. Da ist out-of-the-box der Anet ja scheinbar ein Segen :-D Anbei nochmal ein kleinerer Groot und ein Benchy mit Carbon Fiber Filament (nur nicht zu viel Drucken bis die Edelstahldüse weg ist, das zeig schmirgelt das Messing ratz fatz weg :-)
Angehängte Dateien:
-

test.jpg
15 KB

Hi >aber ich kann echt nicht ganz >nachvollziehen wie du so einem schlechten Ausdruck gekommen bist. Mir geht es mit diesen Würstchenhaufen auch so. Ich habe zwar keinen Prusa I3, sondern einen Vellemann K8400. Allerdings auch aus fast 900 Teilen selbst montiert. Mit den Originaleinstellungen für Cura habe ich vom ersten Druck an Teile wie in Anhang bekommen. MfG Spess
Angehängte Dateien:
-

wood.jpg
470 KB

Gerade mal was mit Holzfilament auf meinem A8 gedruckt (Ice Filaments - Grashopper Green). Das Finish ist echt genial, kommt auf dem Foto gar nicht so gut rüber. Und es duftet jetzt nach Tischlerei in meiner Bude :-D
Ist das eigentlich ueblich, dass der Heizstab fuer den Extruder so schnell kaputt geht? Hat bei mir nur einmal aufgeheizt und jetzt ist er schon durch. Kann man bei der Bedienung irgendwas falsch machen, sodass man ihn dadurch zerstoert?
Naja, der Extruder wird nicht geheizt, mehr die Düse. ;-) Eigentlich ist das ziemlich sicher, da vormontiert. Bei der Bedienung kann man höchstens eine zu hohe Temperatur einstellen. Nein, üblich ist das nicht, meiner funktioniert seit über einem halben Jahr.
Wenn der Temperatursensor nicht richtig sitzt oder ein falscher in der Firmware eingetragen ist könnte das Heizelement überhitzen.
Philipp B. schrieb: > Heizstab fuer den Extruder so > schnell kaputt geht? Kalkfraß. Hättest Du mal Calgon benutzt ;)
Johannes S. schrieb: > Wenn der Temperatursensor nicht richtig sitzt oder ein falscher in der > Firmware eingetragen ist könnte das Heizelement überhitzen. Also ich habe mir jetzt ein neues Heizelement bestellt. Mit 6 Euro ist das ja tatsaechlich keine so tuere Komponente. Ich schaue mal, ob das einfach nur Zufall war. Wenn der allerdings auch kaputt geht, muss ich wohl tiefer forschen. Aus China habe ich mir mal 3 bestellt. Die kosten nur 2 Euro je Stueck. Der Versand dauert aber deutlich laenger. Wo kann man das denn in der Firmware sehen? Und wie soll man den Temperatursensor falsch montieren?
Heizpatrone muss gut sitzen, Wichtig! Hast Du evtl. ein Multimeter mit Temp. Sensor? Ich kontrolliere damit. Einmal hatte ich einen defekten Temperatursesor am Drucker, dann hat er zuwenig aufgeheizt, das merkst dann am Druck. Umgekehrt würde warscheinlich die Patrone mit allem drumherum... Überhitzen (mit den entsprechenden Folgen). Gruss Chregu
Christian M. schrieb: > Heizpatrone muss gut sitzen, Wichtig! > Hast Du evtl. ein Multimeter mit Temp. Sensor? Ich kontrolliere damit. > Einmal hatte ich einen defekten Temperatursesor am Drucker, dann hat er > zuwenig aufgeheizt, das merkst dann am Druck. Umgekehrt würde > warscheinlich die Patrone mit allem drumherum... Überhitzen (mit den > entsprechenden Folgen). > > Gruss Chregu Laeuft. Drucke schon fleissig seit gestern :) Aber diese Klebesteifen haben gar nichts gebracht. Hab sie gleich mit abgerissen... Ich habe gelesen eine Glasplatte soll helfen. Der neue Prusa hat ja eine Polyamid Platte. Meint ihr Polyamid Klebestreifen bringen es auch?
spess53 schrieb: > sondern einen Vellemann K8400 Entschuldigt den späten Post. Hab die Beiträge erst jetzt gelesen. Hallo spess53! da ich auch einen K8400 besitze habe ich da ne frage an dich. Wie genau werden bei dir die runden Teile? Bei mir werden runde Teile immer etwas Eirig. Ich vermute, dass liegt am Zusammenspiel der Zahnrihemen. Hast du da evtl. dafür eine Lösung gefunden.
Klaus schrieb: > Bei mir werden runde Teile immer etwas Eirig. > > Ich vermute, dass liegt am Zusammenspiel der Zahnrihemen. Auch wenns hier etwas Offtopic ist.... Überprüfe als erstes Rechtwinkligkeit X- und Y-Achse sowie die Parallelität zum Frame. Eine minimale Verschiebung (auch wenn es nur ein Zahn ist) führt zur Verspannung und natürlich auch zu einem eirigen Ergebnis. Es weiteren sollte die Spannung der Zahnriemen einheitlich sein, sowohl auf der freilaufenden Seite als auch vor und hinter der Schlittenfixierung. Du solltest einen tiefen Basston beim zupfen hören. Bei meinem Makerbot Clone gibt es dieses Problem nur bei der Y-Achse, bei dem Velleman kann das Problem aufgrund des Aufbaus bei beiden Achsen auftreten.
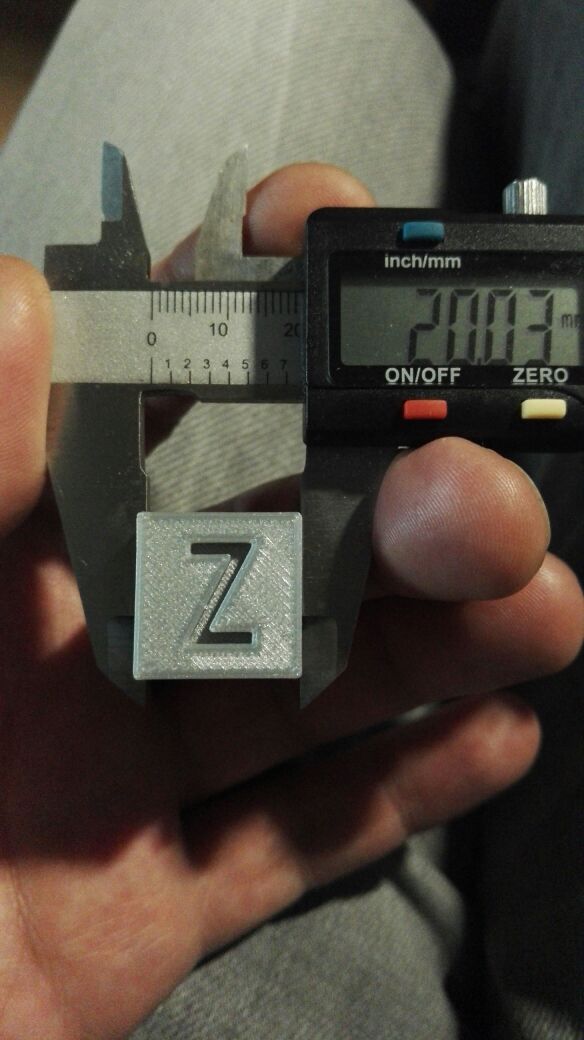
Hi >da ich auch einen K8400 besitze habe ich da ne frage an dich. >Wie genau werden bei dir die runden Teile? Habe ich eigentlich nie wirklich nachgemessen. Aber wenn ich das Teil aus dem Bild (rechts oben, 50mm innen) auf einen Kreis lege kann ich keine merkenswerte Abweichung erkennen. MfG Spess
Angehängte Dateien:
-

t-rex1.jpg
450 KB -

t-rex2.jpg
360 KB -

t-rex3.jpg
270 KB
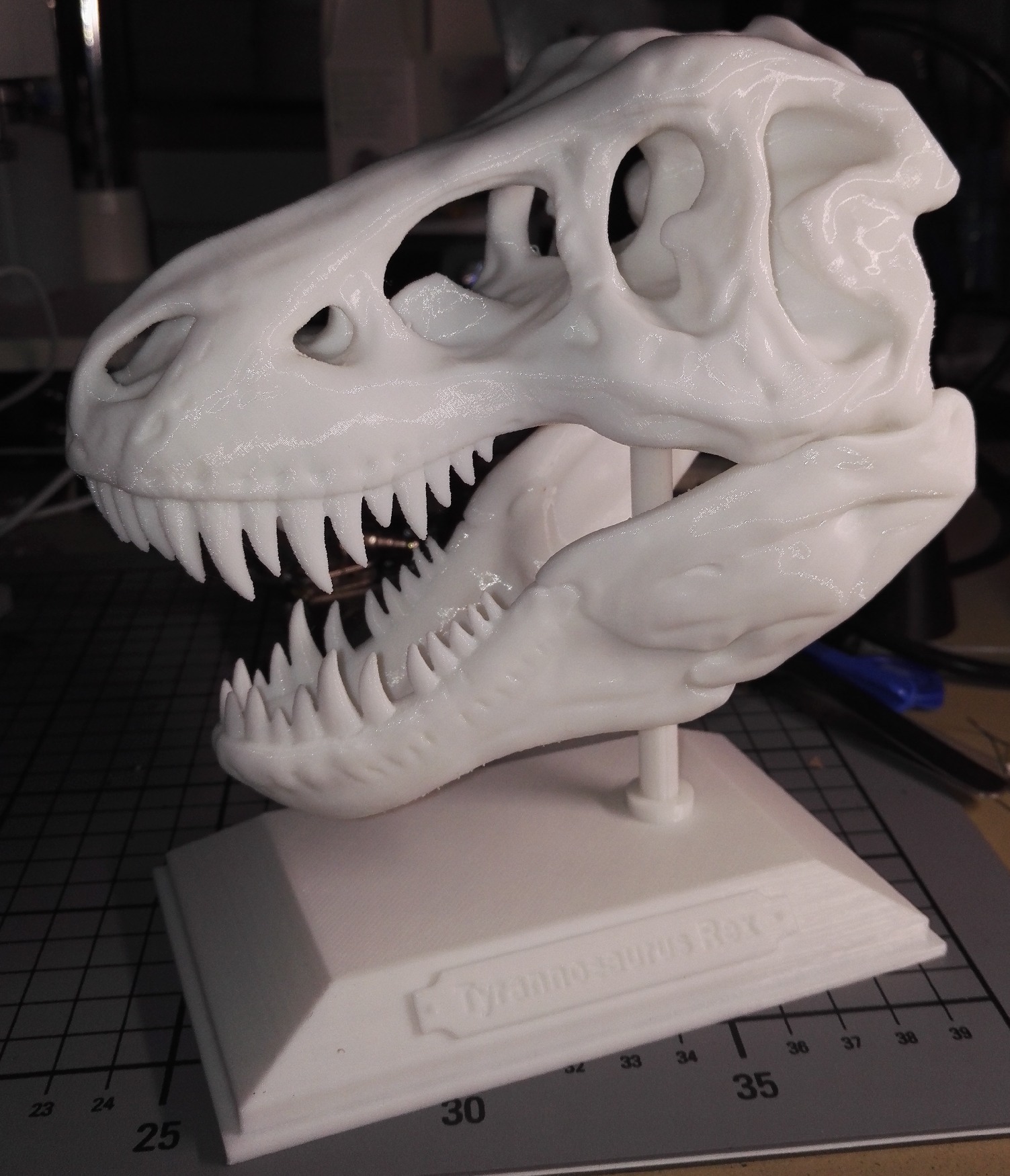
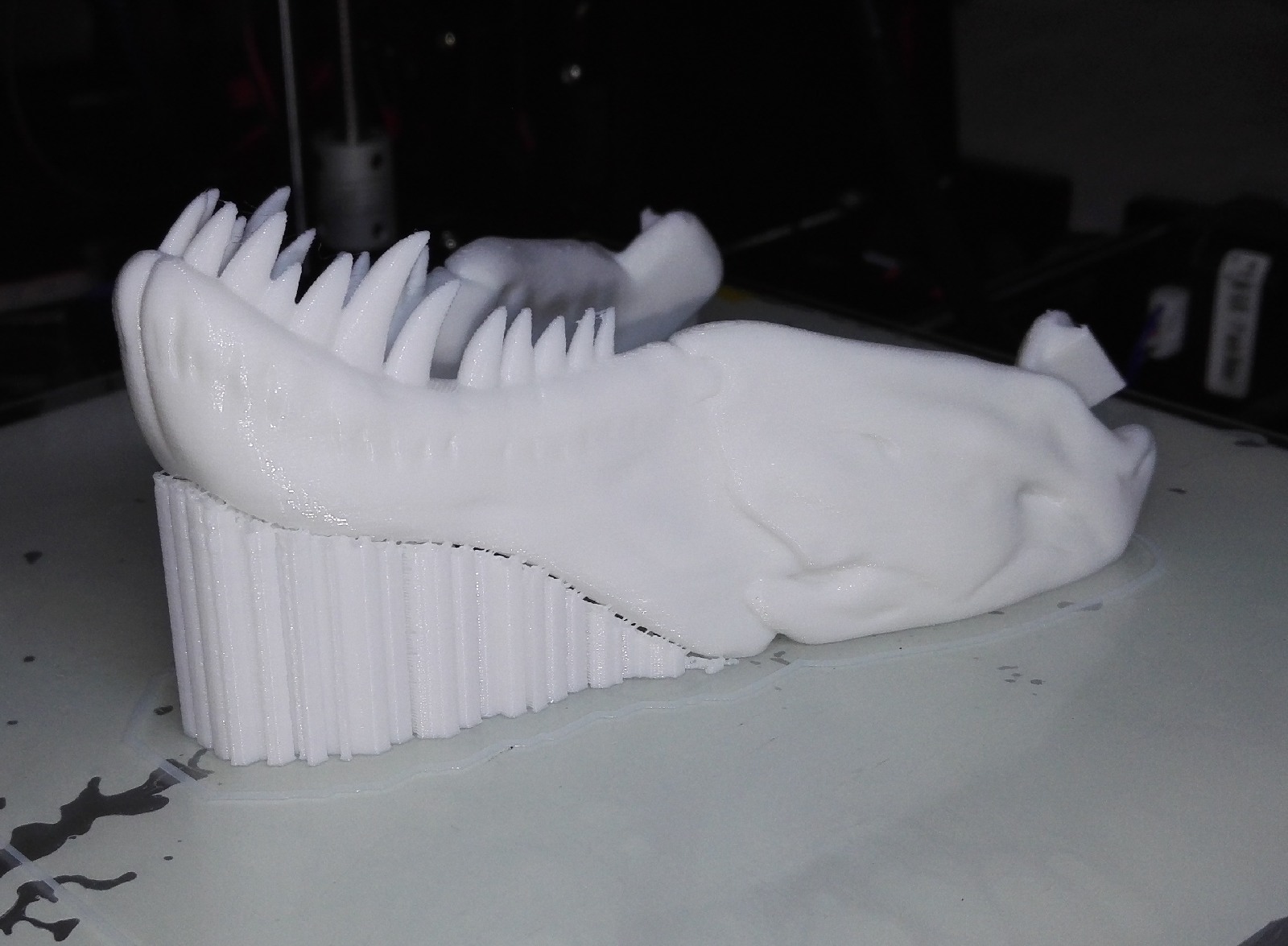
Bisher wirklich alles sehr zuverlässig für 150€. Schon einige hunderte Stunden auf dem Buckel... hier mal ein 17 Stunden Druck ohne Probs. Die Zähne haben fast 90° Overhang... sind am Ende aber sehr sauber geworden. Bin ja jetzt mal auf meinen CR-10 gespannt wie der sich so macht.
:
Bearbeitet durch User
Timmo H. schrieb: > Maßhaltigkeit passt ebenfalls. Muss mir schon mal deine Adresse abspeichern. Wenn ich mal was gedruckt brauche. Sieht sehr professionell aus.
Timmo H. schrieb: > Gerade mal was mit Holzfilament auf meinem A8 gedruckt (Ice > Filaments - > Grashopper Green). Das Finish ist echt genial, kommt auf dem Foto gar > nicht so gut rüber. Und es duftet jetzt nach Tischlerei in meiner Bude > :-D Kann ich das Osterinsel Skulptur STL haben?
Printy schrieb: > Kann ich das Osterinsel Skulptur STL haben? Biddö https://www.thingiverse.com/thing:144668
Angehängte Dateien:
-

cr10_rocket_done.jpg
210 KB
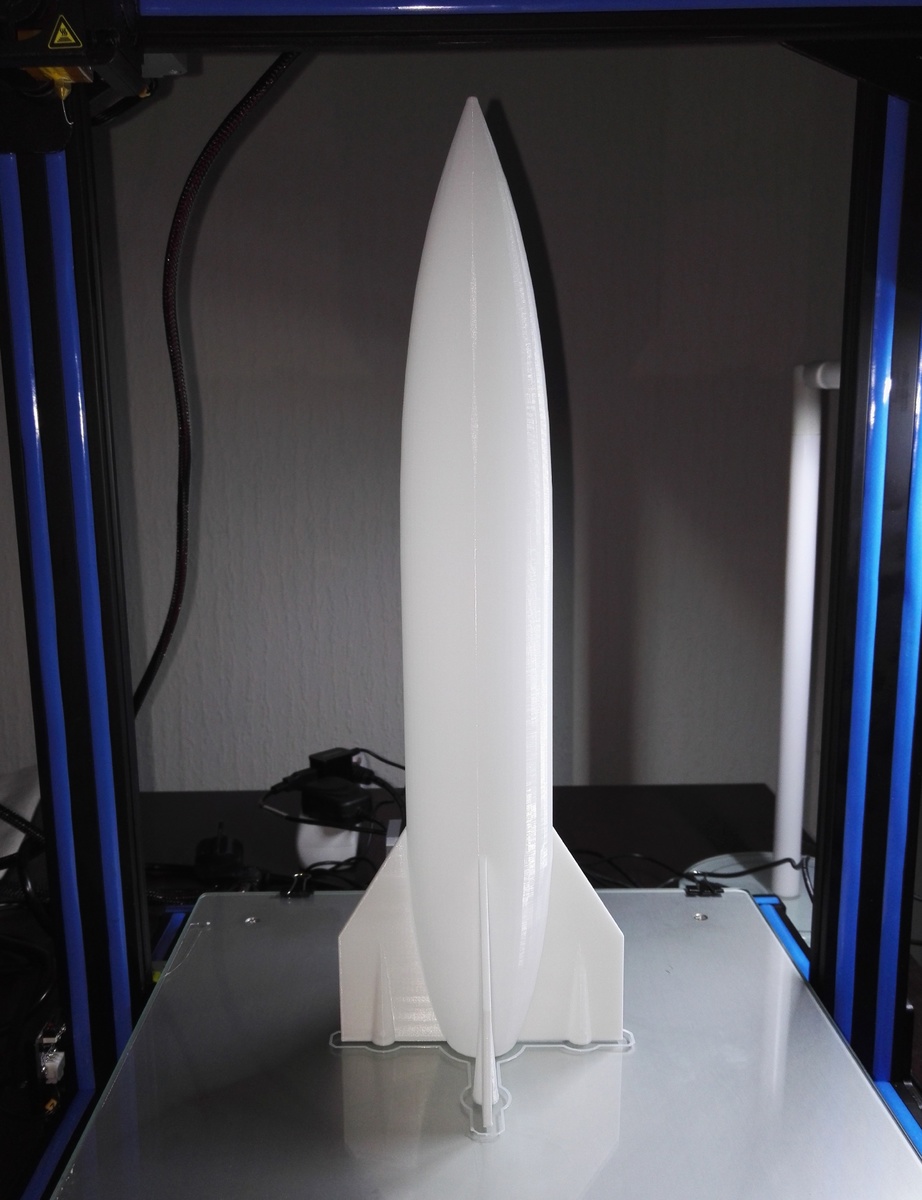
Timmo H. schrieb: > Bin ja jetzt mal auf meinen CR-10 gespannt wie der sich so macht. Und er macht sich verdammt gut. 5:30 std:min, 0.3mm Layer im Vase Mode bei 50mm/s (50% outline underspeed).
:
Bearbeitet durch User
Angehängte Dateien:
-

lithophane.jpg
230 KB -

pangolin3.jpg
240 KB -

pangolin2.jpg
230 KB -

IMG_20170815_225101.jpg
230 KB
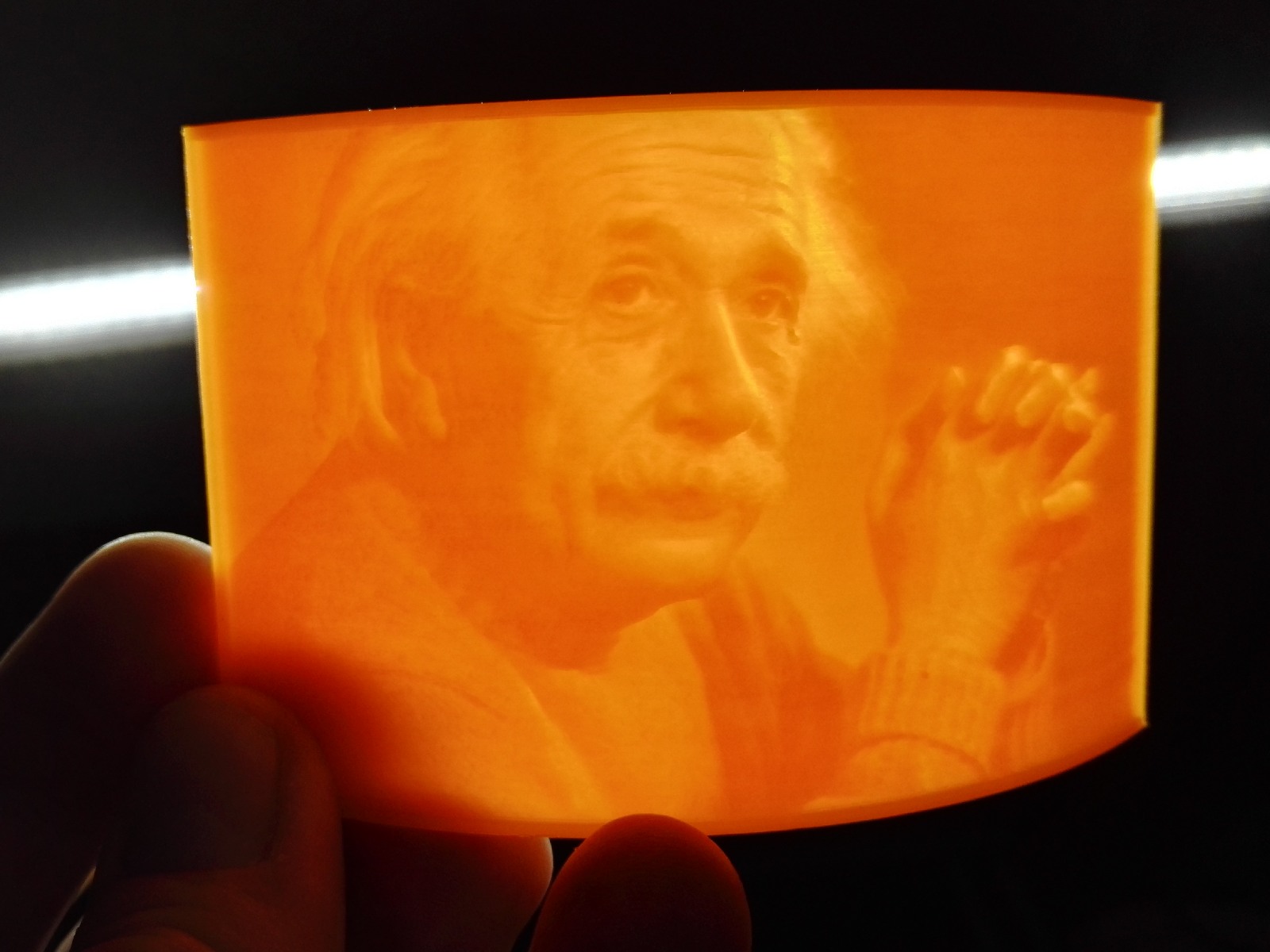
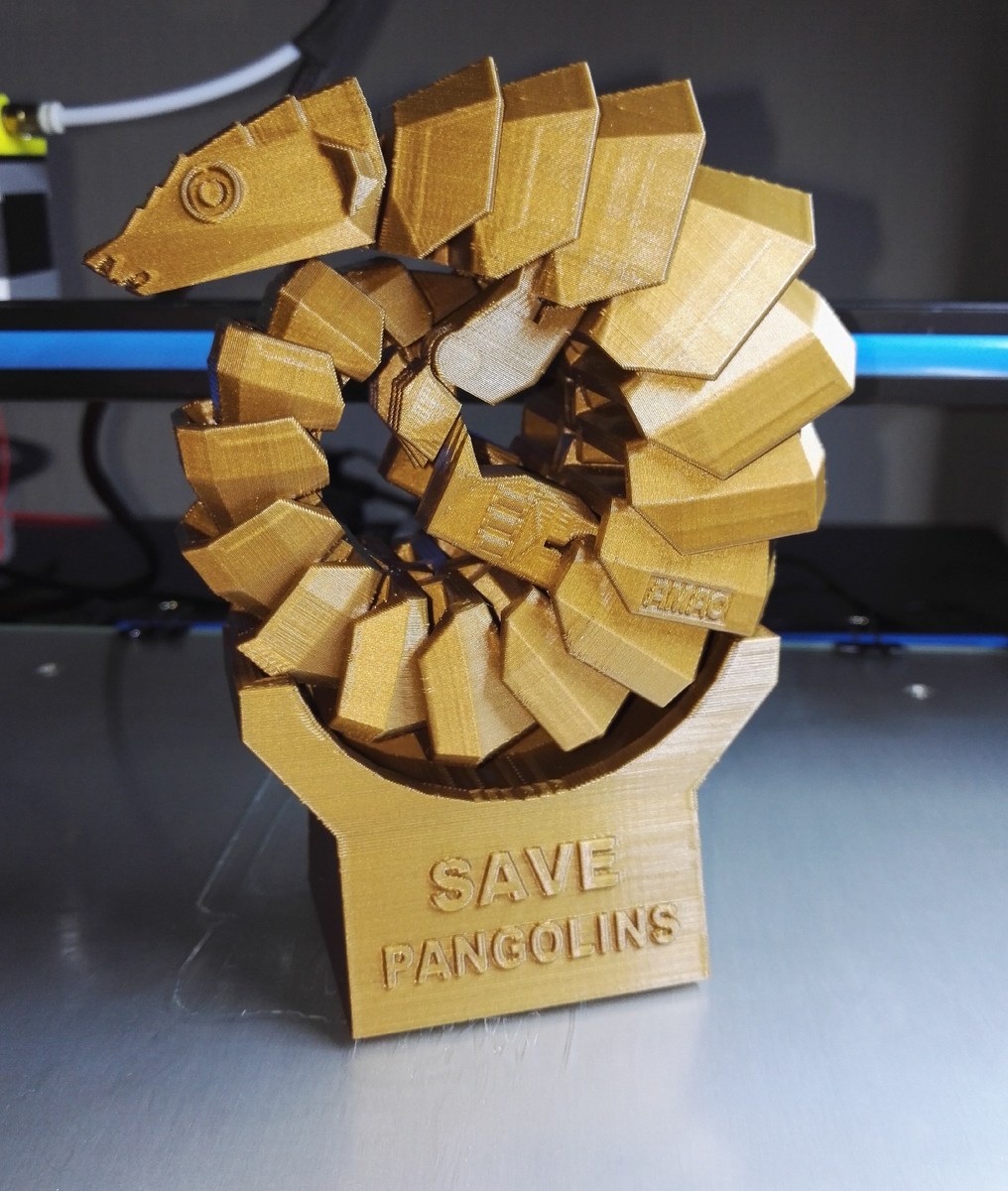
Also ich bin jetzt soweit dass ich den Anet A8 ausmustern werde. Das was der CR-10 auf die Beine stellt ist echt der Hammer. Und für kleineres habe ich jetzt noch den Ender-2 für 140€ bestellt. (bei der Saturn V fehlen noch ein paar Segmente. Aber so wie es jetzt da steht hat er fast 30 Stunden ohne auch nur einen Aussetzer gedruckt. ~1m Gesamthöhe)
:
Bearbeitet durch User
Danke für deine Tests! Der Ender-2 sieht wirklich gut aus. Ich finde zwar nur Angebote um 200 € aber das wird sicher auch in D. noch besser. Besser ist, wenn Timmo testet! ;-)
Ender-2: Gearbest Code: ENDERC => 139€ (inkl. Germany Via Priority Line => kein Zoll)
:
Bearbeitet durch User
Timmo, würdest du mal ein Wiki zu diesem Thema machen, was man alles so braucht für den Start und welche Fallstricke man am besten umgehen sollte. Es sind mir nun mehrere Argumente klar geworden, die für solch eine Anschaffung sprechen. Ich habe aber nicht mal einen Schimmer davon, wie (und womit) ich das zeichne und wie die Zeichnung auf den Drucker gelangt. Machst du das bitte für uns alle?
F. F. schrieb: > Es sind mir nun mehrere Argumente klar geworden, die für solch eine > Anschaffung sprechen. > Ich habe aber nicht mal einen Schimmer davon, wie (und womit) ich das > zeichne und wie die Zeichnung auf den Drucker gelangt. > Machst du das bitte für uns alle? Ich glaube, daß übersteigt den Rahmen. Ich würde dir nahelegen, dich in einem der unzähligen 3D Druck Foren anzumelden. Beim 3D Drucken kann man schlecht "Kochbücher" schreiben, da sich jede Maschine etwas anders verhält. Einstellungen, die bei dem einen wunderbare Prints generieren funktionieren beim nächsten nicht und führen zu Problemen. Man muss sich darüber im Klaren sein, daß man sich mit einem 3D Drucker eine Bastelmaschine holt. Es geht sogar soweit, daß es auch sein kann, daß man bei einem Teil, bis es richtig funktioniert, mal 2-3 Fehldrucke hat. Die dann gefundenen Einstellungen können beim nächsten Teil schon wieder anders sein. Fakt ist nur eins: Man muss keine 2000 Euro ausgeben. Wir haben auf Arbeit einen ultimaker2, der Kostete in etwa soviel. Mit dessen Hilfe habe ich mir einen Hypercube gebaut ( https://www.thingiverse.com/thing:1752766 ) welcher reichlich 10% vom Ultimaker gekostet hat und auf Anhieb vergleichbare Ergebnisse lieferte. (Und immer noch liefert) Dabei ist er im Bauraum aber (in Grenzen) relativ leicht skalierbar. Der CR10 oder auch der Ender4 sind momentan denke ich die besten Drucker, Preis-Leistungsmäßig. Man muss sich halt im Klaren sein, daß beide Schwachstellen haben. Beim CR10 ist das die Y- und die Z-Achse, da er auf dem Prusa Prinzip aufbaut (1). Beim CR10 ist es die X Achse und das Druckbett (2), wenn ich dem Forum der 3D Druck Community glauben schenke. Alles Probleme die man in den Griff bekommt, wenn man sie erkennt und entsprechend handelt. Aber man muss sich vom Gedanken frei machen, daß man das Ding zusammenschraubt und sofort spitzen Ergebnisse bekommt. Das kann zufällig gelingen, aber reproduzierbar wird sowas erst mit einiger Erfahrung. Dann erkennt man auch im Druck sich abzeichnende Probleme und kann ggf. noch gegensteuern. (1) Wenn die Z- Achse etwas schwergängig ist kann es passieren, daß die Motoren nicht mehr synchron laufen und sich damit die Achse schräg stellt. Das Bett hat eine recht hohe Masse, wodurch man für Y niedriger Beschleunigungswerte nutzen kann als für die X-Achse, das senkt die mögliche Druckgeschwindigkeit. (2) Durch das CoreXY Prinzip ist der Drucker sehr leicht bei der X und Y Achse, er kann somit sehr schnell sein. Da er aber nur einen Riemen hat kann man die Achse nicht gut ausrichten. d.h. die Rechtwinkligkeit muss allein durch die Führung in Y Richtung sichergestellt werden. Ein Problem, was man handeln kann. Das Druckbett wird hier in Z Richtung bewegt. Da spielt das Gewicht nicht die große Rolle. Aber da die Aufhängung nur hinten ist kann es passieren, daß es anfängt zu schwingen wenn man an der vorderen Kante druckt (Das sieht man dann im Druck). Übrigens ein Problem, woran auch der Ultimaker und mein Hypercube zu knabbern haben.
F. F. schrieb: > Ich habe aber nicht mal einen Schimmer davon, wie (und womit) ich das > zeichne und wie die Zeichnung auf den Drucker gelangt. Da gibt es sehr unterschiedliche Ansätze. Ich nutze einen eher beschreibenden und konstruiere meine Objekte mit OpenScad (www.openscad.org). Andere benutzen das Cad-Programm ihrer Wahl, da sind die Möglichkeiten praktisch unbegrenzt. Beispiele sind FreeCad (https://www.freecadweb.org/) oder auch Google Sketchup. Jedes Programm kann verwendet werden, solange es 3D-Daten ausgeben kann. Das quasi-Standard-Format heißt *.stl. Wenn Du in der Beschreibung eines Programmes *.stl als Ausgabeformat findest, bestehen gute Chancen, daß sich das Programm für die Erstellung druckbarer 3D-Objekte eignet. Aufwendig wird es, wenn man vorhandene beliebig geformte Objekte nachbilden will - zum Thema 3D-Scanner gibt es u.a. diesen Artikel hier: https://www.heise.de/ct/ausgabe/2012-11-Raeumlich-scannen-mit-Digitalkamera-Kinect-oder-Laser-Scanner-2346188.html Wesentlich einfacher ist es, wenn man die Objekte selbst konstruiert, wie ich es eben mit OpenScad mache. Das erzeugte 3D-Objekt muss dann in Steuerdaten für den Drucker umgerechnet werden, das macht ein sogenannter "Slicer" (für den es auch unterschiedliche Varianten gibt). Die so erzeugten Daten müssen nun nur noch an den Drucker gesendet werden; bei autark druckenden Druckern geschieht das mit einer Datei auf einer SD-Karte und dem berühmten Turnschuhnetzwerk. Ich verwende eine Software namens Repetierhost (www.repetier.com), die kombiniert den "Slicer" und die Übertragung der Daten an den Drucker und hat noch eine Handbedienebene (zum Einstellen der Temperaturen und zum Justieren des Druckers etc.). Während des Druckvorgangs kann man sich auch den Fortschritt als 3D-Modell anzeigen lassen. Die Anpassung an den verwendeten Drucker geschieht im "Slicer"; der muss die technischen Parameter kennen (Schichtdicke, Düsendurchmesser, Vorschubmenge, Verfahrgeschwindigkeiten etc.)
Angehängte Dateien:
-

benchy_ender2_1.jpg
240 KB -

benchy_ender2_3.jpg
230 KB -

ender-2.jpg
350 KB
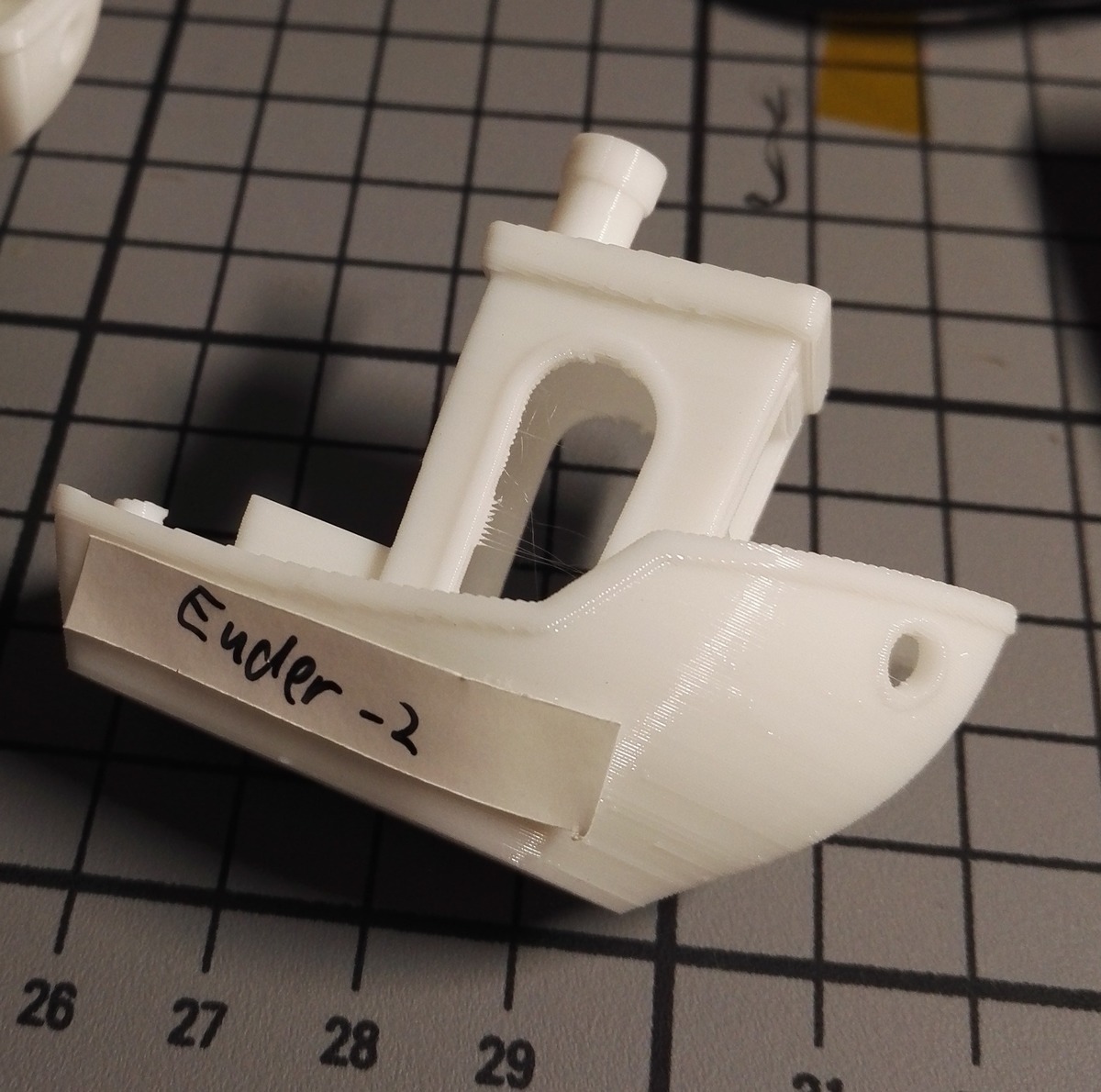
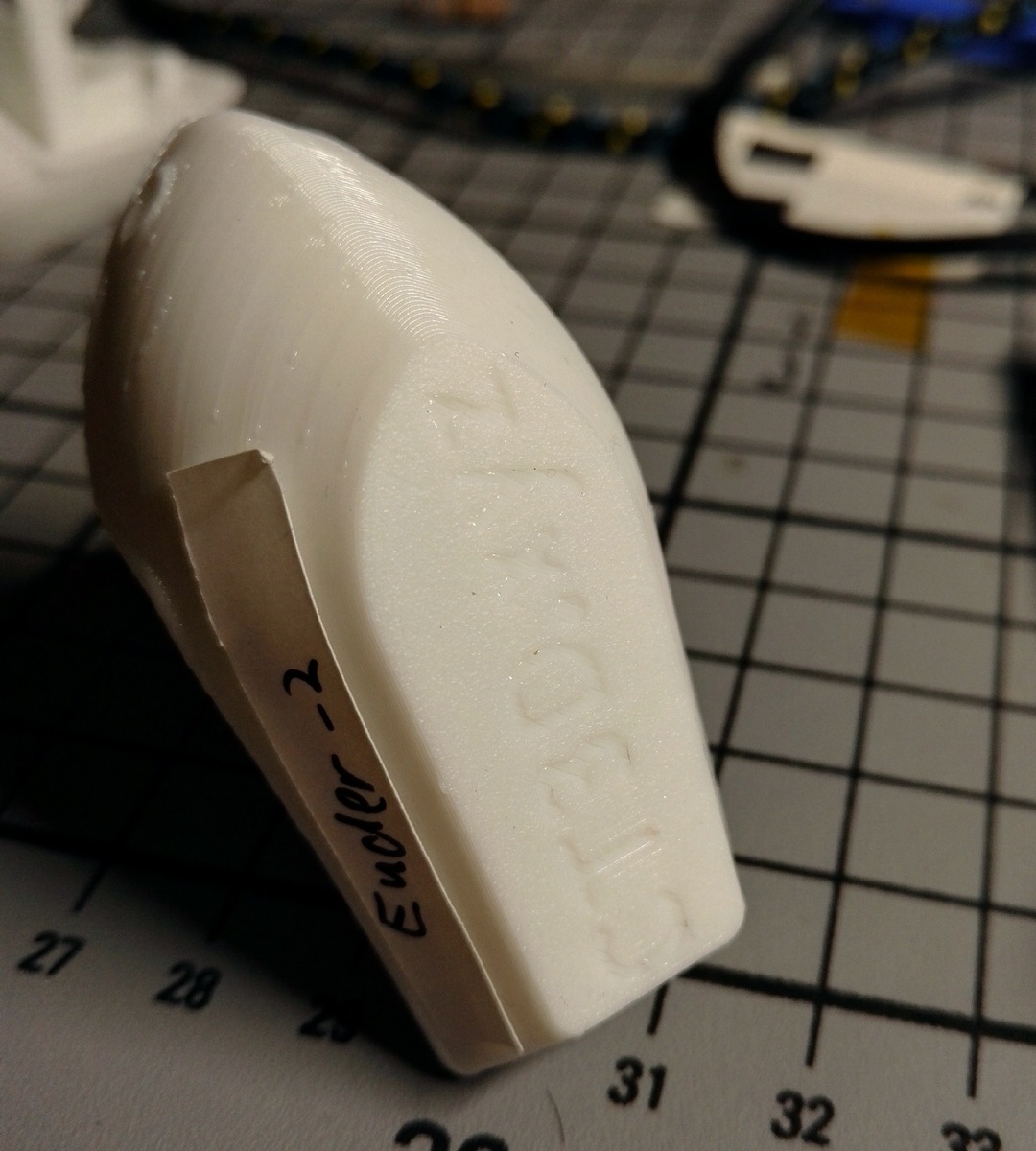
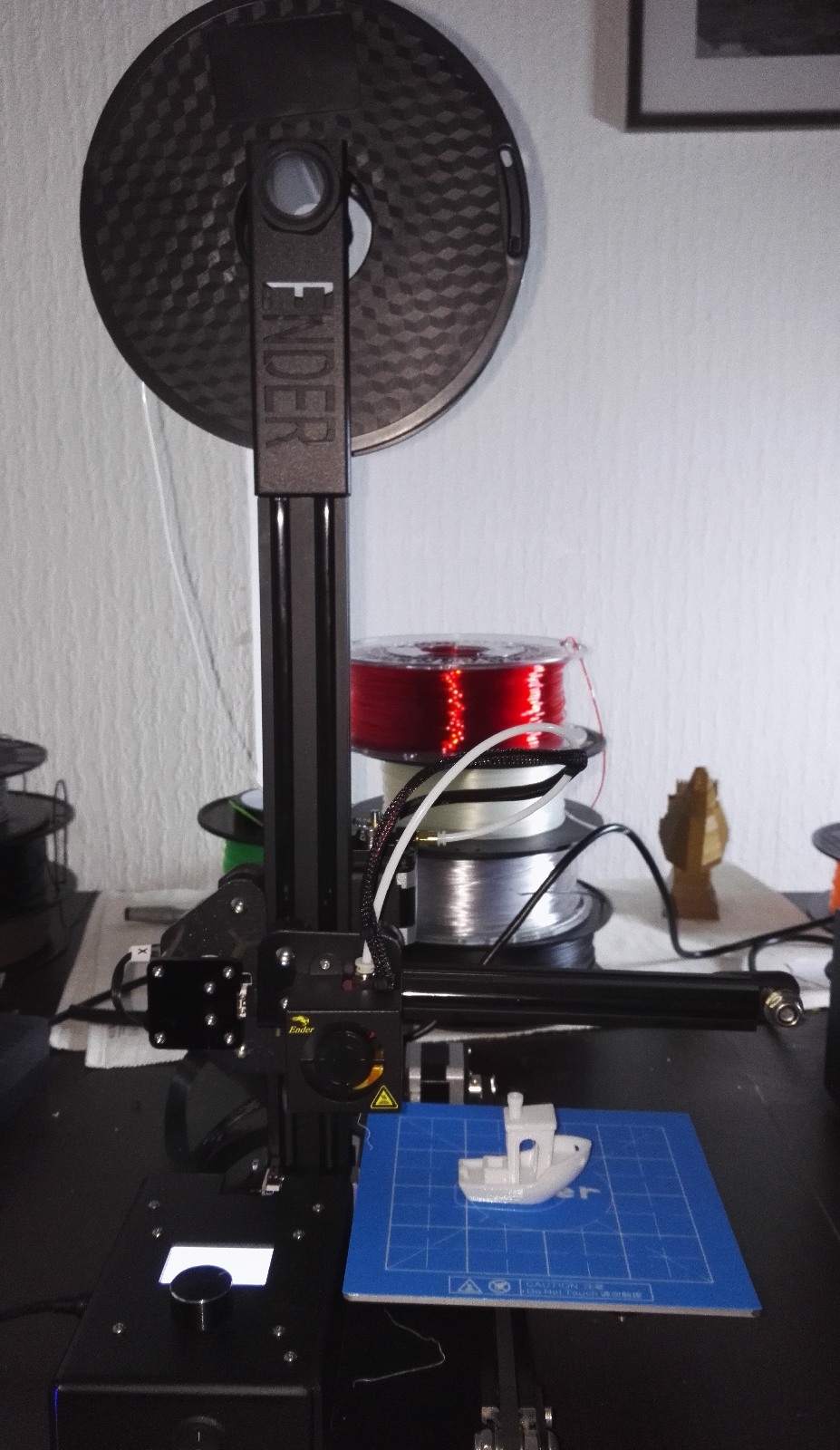
So, Ender-2 eingetroffen, aufgebaut und quasi mit dem CR-10 Profil gedruckt. Sieht für den ersten Druck erstmal recht gut aus. Quasi kein Ringing und schön leise das Teil. Perfekter Viertdrucker ;-) Also für 140€ kann man da echt nichts sagen. Keine Stunde für den Aufbau. Standard-Druckbett haftet wie sau :-D Schön kleine Stellfläche... ca. 28x28cm
:
Bearbeitet durch User
> Wesentlich einfacher ist es, wenn man die Objekte selbst konstruiert, > wie ich es eben mit OpenScad mache. Das ist Ansichtssache. :-) Ich hab mir OpenScad angeschaut und war schlicht entsetzt. Ich fand es einfach nur schlimm. Ich weiss nicht wie man damit kreativ sein soll. Wenn man etwas zeichnen will dann hat man ja vorher bereits ein 3D-Modell im Kopf und dann bietet es sich meiner Meinung nach auch an das mit einem CAD-Programm zu zeichnen. Auch wenn man dafuer ein paar Wochen investieren muss bis man mit so einem Programm umgehen kann. Olaf
Rufus Τ. F. schrieb: > konstruiert Olaf schrieb: > zeichnen Siehst Du den Unterschied? Zum Zeichnen würde ich nicht auf OpenSCAD setzen, aber zum Konstruieren fand ich es angenehmer zu beschreiben was man möchte, als nur mit der Maus zu zeigen was wie lang und wie breit zu sein hat.
Hat jemand einen 3d Drucker schon für "richtige" Anwendungen verwendet? Oder seid ihr alle auf Dawanda und verkauft Raketen und #3dBenchys? Wenn der eine Billigdrucker so toll ist, weshalb kauft man sich 4? :) Leichte Provokation ist beabsichtigt xD Ich bin kurz davor einen anycubic i3 mega zu kaufen und hatte über solche Fragen nachgedacht :) Was mich etwas stört, ist, dass man mit den normalen 3D Druckern nicht daa Drucken kann, was mit Laser Sinter geht... Modelle, die ich per openscad zB erstellt habe, kann ich selbst nicht zu 100% selbst fertigen... Aber ich schätze für Proof of Conzept Prototypen wird es schon ausreichen. Immerhin hat man keine turn-around-time von 2-3 Wochen :) Verratet ihr mir, was ihr produktives mit euren Druckern macht? :) Danke!
Angehängte Dateien:
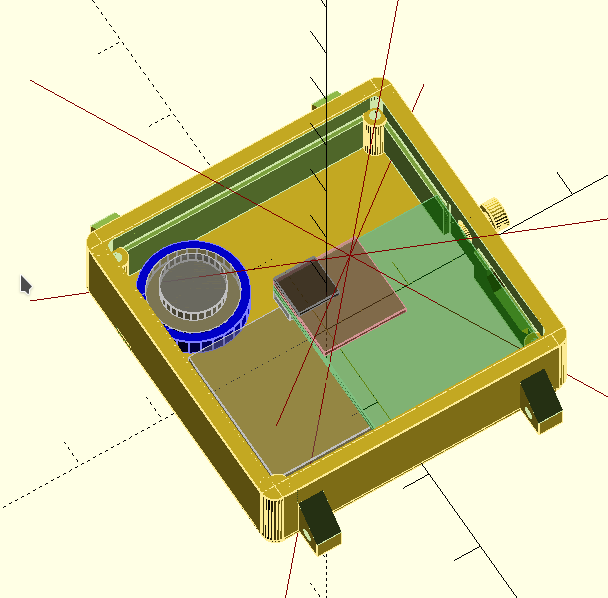
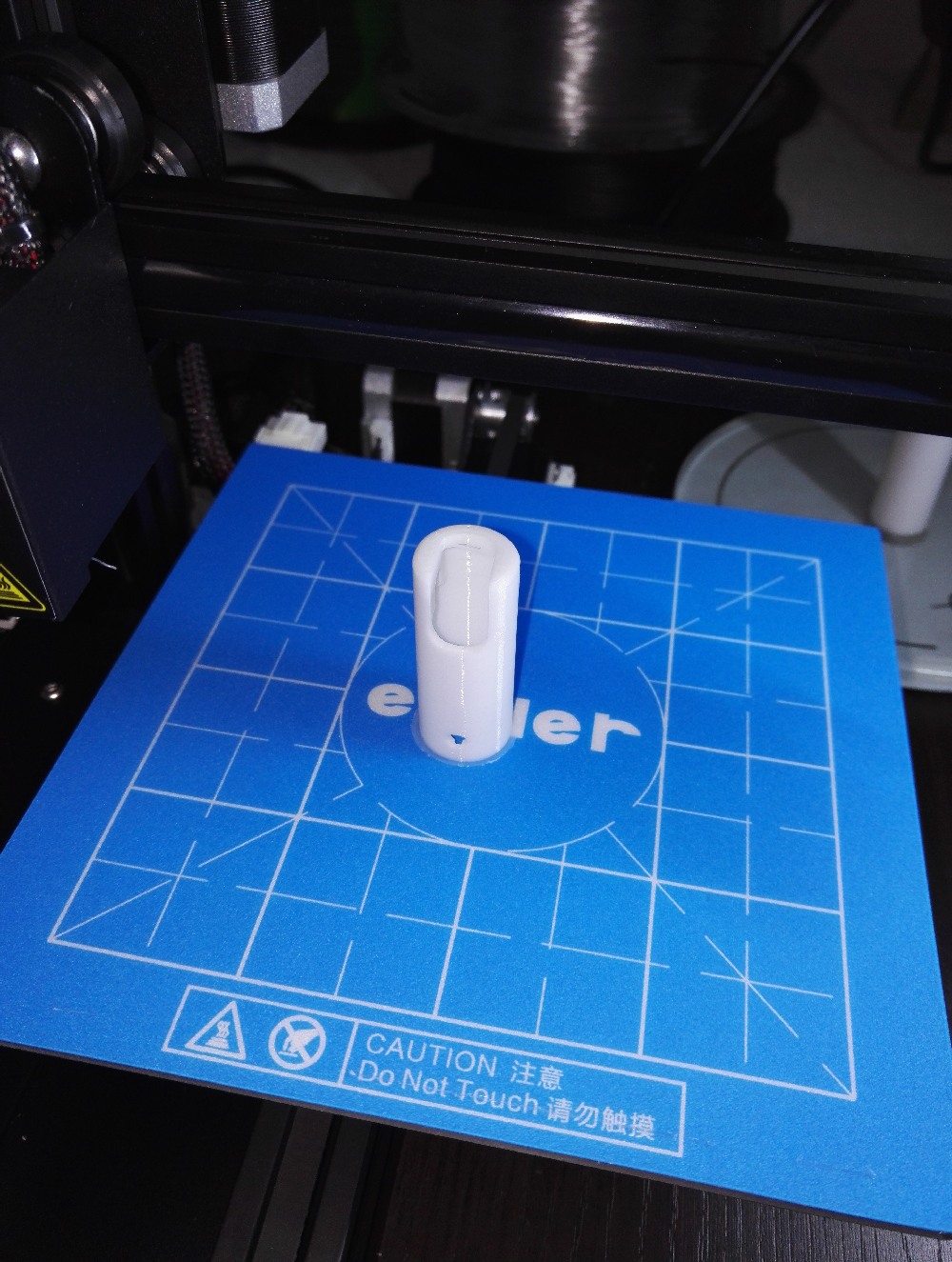
Damit ihr seht, dass ich nicht nur trolle... das hier hab ich jetzt in den Druck gegeben... (im Bild sind noch ein paar Layer von Platine usw, was nicht mitgefertigt wird) Schwierigkeiten : Knopf pf ist beweglich und am Boden ist eine Halterung für einen Lautsprecher und da gibt es einen Luftkanal nach draußen... Support würde man da evtl schlecht herausbekommen.
Mampf unterwegs schrieb: > Verratet ihr mir, was ihr produktives mit euren Druckern macht? :) Ich drucke meist Sachen für den Modellbau. Aber der Drucker hat im Haushalt schon mehr als einmal seinen Wert bewiesen. Eine kurze Liste: von unserem nunmehr 11 Jahre alten Dyson waren kleine Halte"federn" gebrochen, welche die Zusatzdüsen im Halter hielten. eine von 3 war noch ganz. Die hab ich vorsichtig entfernt, nachkonstruiert und dann 2 mal gedruckt. Eingesetzt: passt. letztes Wochenende ist unser Schrank wegen Überfüllung in die Knie gegangen. anschließend fehlten 2 spezielle Halteteile, Zylindrisch, werden mit einer seitlichen Bohrung auf die Haltestifte gesetzt, welche in der Schrankwand in entsprechende Löcher gesetzt werden. Das Regalbrett wird dann auf die Zylinder gesenkt und hält dort. Dazu haben die Zylinder unten noch einen breiteren Rand (Damit sie nicht nach oben durch die Bretter grdrückt werden können). Da die Teile natürlich nirgends schnell zu beschaffen waren musste der Drucker herhalten. 1h später waren 3 davon fertig, sodaß ich nun noch eins auf Reserve hab. Schrank hält bis jetzt :)
Christian B. schrieb: > von unserem nunmehr 11 Jahre alten Dyson waren kleine Halte"federn" > gebrochen, welche die Zusatzdüsen im Halter hielten. eine von 3 war noch > ganz. Die hab ich vorsichtig entfernt, nachkonstruiert und dann 2 mal > gedruckt. Eingesetzt: passt. Hah, das ist genial! Ich hab eine Pfeffer-Salz-Mühle, bei der ein Kunststoffstück kaputt gegangen ist und seitdem schaltet sie sich nicht mehr aus ... :)
Mampf unterwegs schrieb: > Wenn der eine Billigdrucker so toll ist, weshalb kauft man sich 4? :) Naja 4 Drucker parallel schaffen mehr als einer sequentiell. Habe öfter mal Drucke die aus mehreren Einzelteilen bestehen. > Verratet ihr mir, was ihr produktives mit euren Druckern macht? :) Gehäuse für mein Elektronikkram, Halterungen, Ersatzteile, Upgrades... Hier mal ein paar Sachen die ich auf Thingiverse veröffentlicht habe, alles nach wie vor im Einsatz: https://www.thingiverse.com/thing:330151 https://www.thingiverse.com/thing:2054953 https://www.thingiverse.com/thing:1715977 https://www.thingiverse.com/thing:2319024 https://www.thingiverse.com/thing:1675849 https://www.thingiverse.com/thing:278966 https://www.thingiverse.com/thing:224643 https://www.thingiverse.com/thing:622377
Mampf unterwegs schrieb: > Oder seid ihr alle auf Dawanda und verkauft Raketen und #3dBenchys? Das ist wohl eher Dein Metier :-) Wer sagt denn, das man einen 3D-Drucker von Anfang an "nutzbringend" einsetzen muss? Natürlich finden viele Menschen diese Technik spannend und versuchen da ein Maximum "herauszukitzeln". Warum auch nicht - wir sind hier im Hobby-Bereich. Ich spiele immer wieder mit neuen Technologien - und versuche mir ein eigenes Urteil zu bilden. Ich muss nichts 3D-Drucken, keine Platine fertigen und bestücken, keine Steuerung entwickeln. Ich mache das, weil es mir Spaß macht, weil es mein Hobby ist. Mir doch Wurscht, ob es jemand anderes (bezogen auf den 3D-Drucker - unbedingt z.B. für einen Zahnbürstenhalter) wie auch immer nutzt. Für mich ist es ein Spiel und hat nur wenig mit "Nutzen" zu tun. Das habe ich im Beruf nur zu oft - privat erlaube ich mir andere Freiräume und drucke z. B. 3D-Benchys bis zum abwinken :-), wenn ich Spaß daran habe.
Dieter F. schrieb: > Wer sagt denn, das man einen 3D-Drucker von Anfang an "nutzbringend" > einsetzen muss? Natürlich finden viele Menschen diese Technik spannend > und versuchen da ein Maximum "herauszukitzeln". Warum auch nicht - wir > sind hier im Hobby-Bereich. Ach, wenn man auf den vielen vielen Youtube-Channeln unterwegs ist und alle nur Raketen, Vasen und 3dBenchys drucken ... Einen hab ich heute gesehen, der hat schon x Drucker und alles was er druckt, sind (scheinbar) solche Spielzeuge - und wie beeindruckt er von seiner xten Rakete war xD ... Lebensinhalt: Plastikmüll produzieren xD Aber es wurden ja schon echt gute Beispiele genannt, wo man 3D-Druck wirklich brauchen kann :)
Mampf F. schrieb: > Ach, wenn man auf den vielen vielen Youtube-Channeln unterwegs ist und > alle nur Raketen, Vasen und 3dBenchys drucken ... Einen hab ich heute > gesehen, der hat schon x Drucker und alles was er druckt, sind > (scheinbar) solche Spielzeuge - und wie beeindruckt er von seiner xten > Rakete war xD ... Lebensinhalt: Plastikmüll produzieren xD Mag sein, dass es manchem so geht - aber wenn es Spass macht ... . Andere machem Makramee, Sammeln Bierdeckel, feuern Raketen ab, schiessen Wild tot, urlauben auf Tahiti, brennen Reifen ab (burning out) etc. Willst Du Dich davon abheben, indem Du vorgeblich nur nützliche Dinge druckst? Blah, lass stecken :-)
Dieter F. schrieb: > Willst Du Dich davon abheben, indem Du vorgeblich nur nützliche Dinge > druckst? Blah, lass stecken :-) Man wird sehen, man wird sehen xD
> Wer sagt denn, das man einen 3D-Drucker von Anfang an "nutzbringend" > einsetzen muss? Natürlich finden viele Menschen diese Technik spannend > und versuchen da ein Maximum "herauszukitzeln". Warum auch nicht - wir > sind hier im Hobby-Bereich. Beides ist richtig. Natuerlich ist es auch ein Spielzeug. Es ist sogar ein sehr interessantes Spielzeug das den Horizont deutlich erweitern kann. Andererseits hab ich durch die damit moeglichen Reperaturen den Kaufpreis locker wieder reingeholt. Olaf
Olaf schrieb: > Andererseits hab ich durch die damit moeglichen Reperaturen den > Kaufpreis locker wieder reingeholt. Schön für Dich - freu Dich :-) und erzähl mal genau, was Du so gemacht hast und womit Du den Kaufpreis "reingeholt" hast - für mampf, der freut sich sicher darüber :-)
Dieter F. schrieb: > Olaf schrieb: >> Andererseits hab ich durch die damit moeglichen Reperaturen den >> Kaufpreis locker wieder reingeholt. > > Schön für Dich - freu Dich :-) und erzähl mal genau, was Du so gemacht > hast und womit Du den Kaufpreis "reingeholt" hast - für mampf, der freut > sich sicher darüber :-) Also mal davon abgesehen, dass sich meine ganzen Drucker in der Tat durch kleiner Druckaufträge in der Tat selbst finanziert haben (hier ein 10er, da einer Zwanni... läppert sich), habe ich alleine ja schon durch die Reparatur meines Logitech Headsets, Stereo-Mikroskop auf uFT Adapter, Ersatzhebel für Spühlkasten, Vesa Adapter etc. doch schon einiges an Geld gespart. Und neben den kleinen praktischen Helferlein fängt man halt auch etwas anders an zu denken. Wenn man eine Halterung, Adapter oder Ersatz braucht, den es so gar nicht so kaufen gibt, druckt man es sich halt anstatt sich tagelang damit zu beschäftigen etwas Adäquates zu finden. Und dann kann man seiner Kreativität halt freien lauf lassen. Alleine was Geschenke etc. angeht. Man hat halt nicht nur eine Karte mit "Herzlichen Glückwunsch" sondern z.B. eine Lithophanie mit einem ganz persönlichem Motiv, was halt nicht gleich weg geschmissen wird. Aber das muss halt jeder für sich selbst entscheiden, ob das für ihn was ist oder eben nicht. Wenn mich jemand Fragt ob ich wüsste ob man irgendwo ein bestimmtes Ersatzteil bekommt... sage ich nur nur: gib mir mal das Kaputte und ein paar Tage später hat er Ersatz, sei es fürs ferngesteuerte Auto, Quadcopter oder sonst was... alles schon bedient. Es gibt inzwischen genug verschiedene Filamentmaterialien mit denen man eigentlich alles machen kann. Und wer halt nicht will dass man es dem Teil ansieht dass es gedruckt ist, kann es halt so lange nachbearbeiten wie man will, ich hingegen mag es eigentlich ganz gerne wenn man sieht dass es gedruckt ist.
:
Bearbeitet durch User
Timmo H. schrieb: > Also mal davon abgesehen, dass sich meine ganzen Drucker in der Tat > durch kleiner Druckaufträge in der Tat selbst finanziert haben (hier ein > 10er, da einer Zwanni... läppert sich), habe ich alleine ja schon durch > die Reparatur meines Logitech Headsets, Stereo-Mikroskop auf uFT > Adapter, Ersatzhebel für Spühlkasten, Vesa Adapter etc. doch schon > einiges an Geld gespart. Na, dann kannst Du die ja sicher auch zeigen - oder?
Dieter F. schrieb: > Mampf F. schrieb: >> Man wird sehen, man wird sehen xD > > Interessiert halt keinen ;-) Doch doch ... Als erstes werde ich einen neuen Youtube-Kanal gründen, wo dann all meine Raketen, Vasen und Benchys mit immer neuen lowest-Budget-3d-Druckern präsentieren werde ??? Und dann krieg ich ganz viel klicks und werde YT-Millionär ?
Dieter F. schrieb: > Na, dann kannst Du die ja sicher auch zeigen - oder? Viele davon habe ich doch schon weiter oben verlinkt auf meinem thingiverse Profil (Beitrag "Re: Prusa I3 3D Drucker") Sorry dass ich nicht von jeder Kleinigkeit ein Foto mache
:
Bearbeitet durch User
> Und neben den kleinen praktischen Helferlein fängt man halt auch etwas > anders an zu denken. Das ist sicher auch ein wichtiger Punkt. Wenn man zu einem ingenioermaessigem Denken in der Lage ist dann erweitert es den Horizont. Man sieht halt oft Moeglichkeiten die man dann umsetzt. Allerdings darf man dann nicht zu den Leuten gehoeren die nur copy&paste koennen. Olaf
Beitrag #5137388 wurde von einem Moderator gelöscht.
Olaf schrieb: > Allerdings darf man dann nicht zu den Leuten gehoeren die nur copy&paste > koennen. Das sind dann die Leute in Arduino-Foren ? Aber doch nicht hier ?
Angehängte Dateien:
-

lampe1.jpg
130 KB -

lampe2.jpg
140 KB -

lampe3.jpg
310 KB -

lampe4.jpg
380 KB

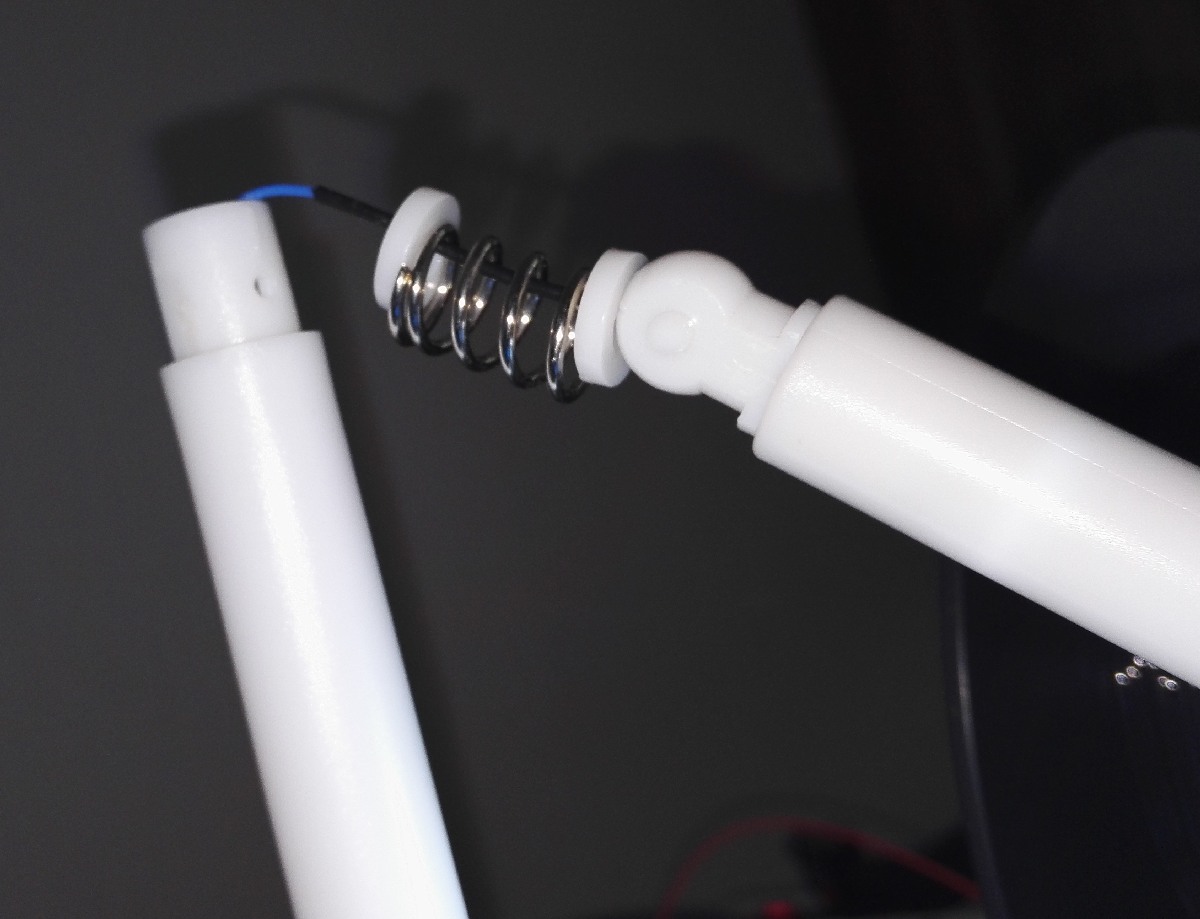

Nochmal zum praktischen Nutzen eines 3D-Druckers, habe ich gerade was aktuelles von mir. Meine LED-Schreibtischlampe ist runtergefallen und das Verbindungsstück fürs Gelenk ist gebrochen. Also kurz vermessen, in ca. 30 Minuten 3D-Modell designed und in 57 Minuten gedruckt. Passt wie Arsch auf Eimer und funktioniert sogar besser als das Original
:
Bearbeitet durch User
Timmo H. schrieb: > Meine LED-Schreibtischlampe ist runtergefallen und > das Verbindungsstück fürs Gelenk ist gebrochen. Was ist denn das für ein "Gakel-Ding" - kauf Dir eine gescheite und Du hast das Problem nicht :-)
Angehängte Dateien:
-

OpenSCAD_Beispiel.gif
110 KB
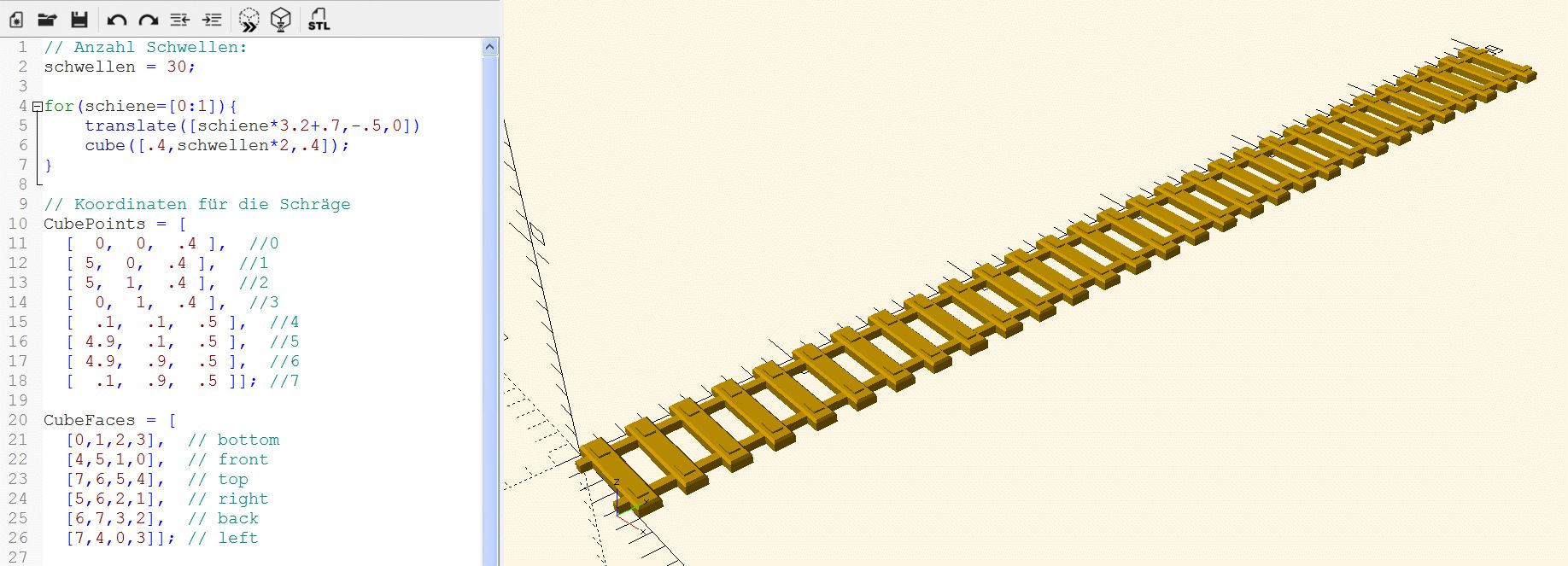
Olaf schrieb: > Ich hab mir OpenScad angeschaut und war > schlicht entsetzt. Ich fand es einfach nur schlimm. Ich weiss nicht wie > man damit kreativ sein soll. Ich bin schlichtweg begeistert! :-)) Aber auch nur für die entsprechenden Anwendungen! Für sich wiederholende Strukturen, leichte Anpassung der Wiederholungen usw. einfach perfekt! Habe wie im Anhang zum Beispiel einen Schienenrost für die Modellbahn konstruiert. Eine Schwelle EINMAL gezeichnet, jetzt kann ich nur noch die Anzahl Schwellen eingeben, und fertig! Du hast Recht, für konstruktives Zeichnen nach Ideen im Kopf oder komplizierte, sich nicht wiederholende Sachen, absolut ungeeignet! Gruss Chregu
Christian M. schrieb: > Ich bin schlichtweg begeistert! :-)) Aber auch nur für die > entsprechenden Anwendungen! Ich auch ... xD Aaaber ich hab jetzt gelernt wie Sketches in Freecad mit (Längen, Winkel, ...-)Constraints gezeichnet und in 3d umgewandelt werden können (extrude, revolution, ...). Muss sagen, das hat schon echt was und könnte tatsächlich OpenScad auf der Liste meiner Lieblingsprogramme noch weiter nach unten drängen :) Alleine das "Fillet" von FreeCad ist so einfach in OpenScad nicht möglich ...
Mampf F. schrieb: > Christian M. schrieb: > Alleine das "Fillet" von FreeCad ist so einfach in OpenScad nicht > möglich ... minkowski ist dein freund :) 73
Hans W. schrieb: > minkowski Danke, aber den kannte ich schon :) Trotzdem erscheint es mir schwierig, irgendwie geformte Objekte abzurunden ... :)
Vielleicht solltet ihr einen extra Thread auf machen "Bestes CAD-Programm" oder so. Der Ender ist übrigens so solide, dass man damit vermutlich auch während der Fahrt im Auto drucken kann: https://drive.google.com/file/d/0B68aO76hNW3_ZGJaZlJSRVRPaWM/view?usp=sharing ;-) Druckbereich ist in X auch eher 160mm und in Z ~220mm. Speed kann man auch problemlos auf 150-200% hochdrehen, durch die geringen Massen die bewegt werden müssen macht der das problemlos mit.
:
Bearbeitet durch User
Timmo H. schrieb: > Der Ender Den, den CR-10 und den Anycubic I3 Mega hatte ich mir angeschaut ... Die letzten beiden sind wohl gleichwertig von der Druckqualität, der CR-10 ist nur größer. Der Ender2 soll aber auch erstaunlich gut sein ... und das für den Preis ? Zum Glück muss ich nicht mehr um jeden Cent knausern und kann richtig krass klotzen statt kleckern und 300eur für einen 3D-Drucker ausgeben :sonnenbrille: xD Hab den CR-10 für bisserl mehr als 300 gesehen, der Anycubic für 270 ... Wahnsinnspreise für brauchbare Hardware :) *edit*: Trotzdem bin ich etwas skeptisch, wenn es um einseitig geführte Z-Achsen geht wie beim Ender2^^ Aber funktioniert wohl gut ... Extruder-Motor direkt an der Z-Achse (vom Schwerpunkt her) und ansonsten ist die Z-Achse leicht gebaut ...
:
Bearbeitet durch User
Ich habe erfahrungen mit einem ähnlichen Model. Einen Zonestar p802 von Aliexpress. Ist auch ein Prusa I3. Wenn ich mir momenta einen neuen 3D Drucker kaufen würde, würde ich entweder einem mit Dual Extruder oder einem SLA Drucker kaufen. Diese haben eine viel bessere Auflösung und können mit überhängen besser umgehen. SLA Drucker kann man auch selber bauen mit einem Beamer.... Zu meinem p802: Dieser hat auch einen Acrylrahmen und sieht deinem Model ähnlich. Die grösstem schwachpunkte bei mir sind, dass die Zahnriemen für X und Y Achse nicht satt gespannt werden können. Für einen sauberen Druck ist dies erforderlich. Ich musste da etwas basteln damit das bei mir geht. Bei deinem Model sieht es so aus, dass die Y Achse eine Flügemutter hat. Vermutlich ist die genau für das spannen des Riemens da. Bei der X-Achse kann ich nicht erkennen. Eventuell ist der Spanner auf der Rückseite des Druckerkopfs. Für einen sauberen Druck ist ein beheiztes Druckbett erforderlich. Was dein Drucker auch hat. Zudem ist es wichtig, dass kein Luftzug vorhanden ist, auch neben dem Drucker vorbeilaufen kann ein sauberes Resultat beeinflussen. Desshalb habe ich bei meinem Drucker aus Plexiglas und ein paar gedruckten teilen ein Gehäuse um den Drucker gebaut. Das Druckbett heizt als Nebeeffekt die umgebungsluft auf ca. 30° auf, was das Druckergebnis ebenfalls positiv beeinflusst. Wenn du gerne bastelst und mit deinem Ideeen den Drucker erweiterst, ist so ein Bausatz das richtige für dich.
David schrieb: > Für einen sauberen Druck ist ein beheiztes Druckbett erforderlich. Was > dein Drucker auch hat. Zudem ist es wichtig, dass kein Luftzug vorhanden > ist, auch neben dem Drucker vorbeilaufen kann ein sauberes Resultat > beeinflussen. Desshalb habe ich bei meinem Drucker aus Plexiglas und ein > paar gedruckten teilen ein Gehäuse um den Drucker gebaut. Das Druckbett > heizt als Nebeeffekt die umgebungsluft auf ca. 30° auf, was das > Druckergebnis ebenfalls positiv beeinflusst. Das kommt doch sehr aufs Material an. Ich drucke eigentlich nur noch PETG, da hab ich keinen geschlossenen Bauraum und brauche den auch nicht. Die Druckergebnisse können sich allesamt sehen lassen. Bei ABS gebe ich dir recht, da ist Zugluft ein ziemliches Problem. Mir ist das aber zu aufwändig mittlerweile. Das Warping und shrinking der ABS Teile nervt einfach nur, ist aber Prinzipbedingt. Man kann es eindämmen, aber nie ganz verhindern. Mit PETG gibt es da keine Probleme. (Ich kaufe meins bei Filamentworld.)
Angehängte Dateien:
-

bild.jpg
72 KB

Ich hab heute das gefertigte Teil von Sculpteo bekommen ... Hatte das Gehäuse (ein paar Beiträge weiter oben, vom 8.9.) am 6.9. online submittiert und heute bekommen. Hat hmm also inkl Versand exakt eine Woche gedauert. Als Prozess hatte ich den HP Multijet Fusion verwendet ... Der kam mir so ultra revolutionär vor und ich hatte da auch ein paar Videos gesehen ... Naja, heute kam es und ... ich bin enttäuscht ;-) Also wenn das schon das beste ist, was 3d Druck kommerziell hergibt, dann sollte ich mir gleich garkeinen Drucker kaufen und erst in 5 Jahren wieder schauen ... Das "Finish" ist sehr grob, Kanten nicht klar definiert, alles wirkt etwas abgeschmirgelt, die Maße passen nicht, das bewegliche Teil funktioniert nicht (wobei das war mir fast klar). Auf Sculpteo heißt es: > Unser solider schwarzer Kunststoff ist ein hervorragendes Material für > Prototypen und Serienteile. Das von HP erfundene Multi-Agent- > Druckverfahren bietet feine Details und glatte Oberflächen. Das ist doch eine glatte Lüge ... Wenn das feine Details und glatte Oberflächen sind, dann ist 3d-Druck im Gesamten dazu verdammt, in der Hölle zu schmoren! Oder es sind meine Ansprüche ... Ich hab festgestellt, je filigraner es wird, desto eher gibt es kaum noch Prozesse, die man sinnvoll nutzen kann. Vlt sollte ich die 300EUR doch sparen und in eine CNC-Fräse investieren...
:
Bearbeitet durch User
Es sind wohl Deine Ansprüche, die sich dem Kontakt mit der harten Realität stellen müssen. Überleg' mal, mit welchen Verfahren derartige Dinge (die dann Deinen Ansprüchen genügen) sonst hergestellt werden, und vor allem, in welchen Stückzahlen. Und jetzt überleg' mal, wie man mit den üblichen Werkzeugmaschinen ein Einzelstück produzieren könnte, und was das größenordnungsmäßig kosten dürfte ...
Angehängte Dateien:
-

2.png
150 KB

Rufus Τ. F. schrieb: > Es sind wohl Deine Ansprüche, die sich dem Kontakt mit der harten > Realität stellen müssen. Siehe Anhang ... Rufus Τ. F. schrieb: > Überleg' mal, mit welchen Verfahren derartige Dinge (die dann Deinen > Ansprüchen genügen) sonst hergestellt werden, und vor allem, in welchen > Stückzahlen. Und jetzt überleg' mal, wie man mit den üblichen > Werkzeugmaschinen ein Einzelstück produzieren könnte, und was das > größenordnungsmäßig kosten dürfte ... Hmm ja ... Das ursprüngliche Alu-Gehäuse war von einem Shop, der das (wohl mit CNC) selbst gefräst und dann zum eloxieren gegeben hatte. Dummerweise sah es dann richtig besch****n aus, nachdem ich ein USB-Loch noch reingebohrt hab (da nicht eloxiert). Naja ... kurzer Rede langer Sinn ... Der Shop, der das Alu Gehäuse verkaufte, war außergewöhnlich ... Hat für das Gehäuse nur 35EUR verlangt, was imho äußerst wenig ist, für ein richtiges Stück "Hardware". Um das Eloxier-Problem und die zusätzlichen Löcher zu lösen, hatte ich es abgemessen, angepasst und 3d-drucken lassen ... Naja ...
:
Bearbeitet durch User
Hallo obwohl Rufus Τ. Firefly in seinen etwas frechen Ton(Nett ist anders, es geht auch ohne persönliche Vorwürfe...) Inhaltlich recht hat, muss ich dir Mampf F. doch irgendwie zustimmen: Besonders im Medienhype so um 2013 herum wurde der Allgemeinheit, von Fach fremden Journalisten in einer unheiligen Allianz mit 3D Druckdienstleistern der 3D Druck als Wunderfertigungverfahren vorgestellt, wo in naher Zukunft sich jeder zu hause Ersatzteile, neue Produkte und ähnliches ganz einfach Ausdrucken kann. Auch die ganzen voreiligen Berichte und Fragen zu Urheberrechten bezüglich Hardwarekopien (gedruckte Ersatzteile) erweckten den Eindruck man könnte ganz einfach für wenig Geld zu Hause quasi mit der Industrie gleichziehen - das einzige was als "Problem" erwähnt wurde war die Zeitdauer des 3D Drucks. Tja und so wird eine Maßlos übertriebene Erwartungshaltung erzeugt. Das die "Superschönen" Modelle welche da aus dem Industriellen Umfeld gezeigt wurden und (mittlerweiler selten - der Medienhype ist vorbai) werden, ganz andere, unbezahlbare, 3D Drucker benötigen, das Druckmaterial sehr teuer ist, Nachbearbeitung unumgänglich ist und auch gehöriges Fachwissen, ja manchmal sogar eine Berufsausbildung benötigt und oft eine Zusammenarbeit von verschiedenen Spezialisten ist wurde gerne übergangen oder nur sehr indirekt erwähnt. Selbst in sich an Hobbyisten wendende Medien wurden oft übertriebene Erwartungen geweckt - wenn auch nicht ganz so blauäugig wie in den Massenmedien. Sich vorher angemessen zu Informieren was möglich ist, ist leider nicht so einfach. Angemessen ist das wichtige Wort hierbei - erst mal 10 Bücher durch zu lesen, 100 Videos anschauen, 20 Foren im Detail durch zu lesen und eine halbe Berufsausbildung in einen verwandten Fachbereiche (Metallbearbeitung, Kunststoffbearbeitung...) zu machen ist nicht mehr angemessen. Jemand
Mampf F. schrieb: > Das "Finish" ist sehr grob, Kanten nicht klar definiert, alles wirkt > etwas abgeschmirgelt, die Maße passen nicht, das bewegliche Teil > funktioniert nicht (wobei das war mir fast klar). Naja... also wenn ich mir die Beispielbilder auf der Homepage (https://www.sculpteo.com/de/materiaux/materiaux-jet-fusion/jet-fusion-schwarzer-kunststoff/) angucke, dann kommt dein Teil den Bildhaften Beispielen doch schon sehr nah. Auf den Bildern ist die Oberfläche ja auch Rau dargestellt und genauso sieht dein Druck auch aus. Mampf F. schrieb: > Trotzdem bin ich etwas skeptisch, wenn es um einseitig geführte > Z-Achsen geht wie beim Ender2^^ Aber funktioniert wohl gut ... Absolut, ich kann absolut keine negativen Einflüsse der einseitigen Führung feststellen. Solange man den CR-10 in ruhe drucken lässt kommt das absolut perfekt heraus. Es ist sogar so, dass durch das Dual-Z Upgrade für den CR-10 viele Leute eher mehr Probleme haben (was aber sicherlich auch Viel mit Unwissen zu tun hat, da man nun natürlich auch darauf achten muss dass beide Seiten exakt gleich hoch eingestellt sein, durch die Trapezgewinde mit 8mm Steigung verstellt sich das nämlich gerne mal von alleine bzw. beim Filamentwechsel weil sie sich recht leicht drehen lässt wenn Druck auf die X-Achse ausgeübt wird). Klar gibt es auch grenzen, darum hat der CR-10 S4/S5 auch standardmäßig schon zweit Spindeln.
Angehängte Dateien:
-

0.08_benchy.jpg
230 KB -

0.08_benchy1.jpg
240 KB


Habe gerade mal mit 0.08mm Layer gedruckt, das sieht schon gar nicht so verkehrt aus.
Angehängte Dateien:
-

benchy.jpg
37 KB -

Boden.jpg
66 KB


Timmo H. schrieb: > Habe gerade mal mit 0.08mm Layer gedruckt, das sieht schon gar nicht so > verkehrt aus. Wie lange hat der Druck gedauert? Das sieht sehr gut aus, wie man hier ja auch schon sieht: https://www.mikrocontroller.net/attachment/340698/benchy_ender2_1.jpg Zum Vergleich nochmal (besser fotografiert) mein Ergebnis auf dem A8. Was hat der Ender-2 für eine Bettoberfläche? Ich kriege mit dem A8 keinen planen Boden hin (siehe Boden.jpg). Gerade das wäre aber für Frontplatten entscheidend. Ich muss den A8 sowieso mal wieder aufbauen, da ich ein paar Teile brauche, dann teste ich mal weiter. Bin gespannt, wie das Filament den seeehr feuchten "Sommer" überstanden hat, vermutlich brauche ich frisches Material. Edit: Hat der Ender keinen Lüfter zum Druck hin, ich erkenne das an den Bildern nicht?
:
Bearbeitet durch User
Guido B. schrieb: > Ich kriege mit dem A8 > keinen planen Boden hin (siehe Boden.jpg). Gerade das wäre aber > für Frontplatten entscheidend. Oh hmm, ich bin zwar kein 3d-Druck-Profi, aber die Benchys, die ich in der letzten Zeit gesehen habe, haben allesamt besser ausgeschaut als deins ... Ich glaub du hast noch mehr Probleme als nur mit einem planen Boden :/
Mampf F. schrieb: > Ich glaub du hast noch mehr Probleme als nur mit einem planen > Boden :/ das glaub ich auch :) Das sieht vermutlich aber schlimmer aus, als es ist. ich denke, das sind probleme die auf over / underextrusion zurückzuführen sind. Ich würde daher etwas mit den Einstellungen für den Düsendurchmesser und dem Extrusion multiplier spielen. Wobei: als erstes solltest du mal einen heat tower drucken, um falsche Drucktemperatur auszuschließen
Christian B. schrieb: > Mampf F. schrieb: >> Ich glaub du hast noch mehr Probleme als nur mit einem planen >> Boden :/ > > das glaub ich auch :) Das sieht vermutlich aber schlimmer aus, als es > ist. So ist es, ich wollte damit auch nur hervorheben, wie gut Timmos Ergebnis ist. Hat ja nicht jeder unzählige Benchys angeguckt. > ich denke, das sind probleme die auf over / underextrusion > zurückzuführen sind. Ich würde daher etwas mit den Einstellungen für den > Düsendurchmesser und dem Extrusion multiplier spielen. Wobei: als erstes > solltest du mal einen heat tower drucken, um falsche Drucktemperatur > auszuschließen Keine Sorge, ich habe mit 2 verschiedenen Filamenten unzählige Würfel gedruckt und natürlich geht das besser. Ich habe dann nur kein Benchy mehr gedruckt, weil der Druck 6 oder 7 Stunden dauert. Deshalb die Frage nach der Druckdauer. Aber: einen glatten Boden habe ich nie hinbekommen. Das ärgert mich.
Guido B. schrieb: > Aber: einen glatten Boden habe ich nie hinbekommen. Das ärgert mich. Hmm, also wie gemeint, ich kenne mich eigentlich nicht aus mit 3d-Druck, hab aber ein haufen Tutorials gesehen / gelesen ... Stimmt bei dir der Abstand von Düse zum Druckbett? Wenn der "1st Layer" nichts wird, liegt es oft daran ... und deiner sieht etwas seltsam flachgequetscht aus.
Guido B. schrieb: > Wie lange hat der Druck gedauert? Das sieht sehr gut aus, wie man > hier ja auch schon sieht: Der weiße mit 0.2mm Layer hat ca. 1:30 gedauert (45mm/s, 50% outline underspeed. Der Goldene mit 0.08mm Layer hat 3 Stunden gedauert mit 60mm/s. Guido B. schrieb: > Was hat der Ender-2 für eine Bettoberfläche? 150x150x200 mm offiziell, es geht aber 150x160x220 mm > Ich kriege mit dem A8 > keinen planen Boden hin (siehe Boden.jpg). Gerade das wäre aber > für Frontplatten entscheidend. Auf dem Bild bist du auf jeden Fall zu dicht dran. Dadurch quillt dein Filament an der Düse vorbei und türmt sich auf wobei die darüberliegenden Lagen auch bescheiden werden. Bei deinem Bechny sieht man auf jeden Fall auch dass du entweder den Lüfter aus hattest oder zumindest nicht genug gekühlt wurde (bzw. dein Luftkanal schlecht ist). Dann scheint entweder noch deine Retraction und/oder Temperatur nicht zu passen. Könnte zu heiß sein. > Edit: Hat der Ender keinen Lüfter zum Druck hin, ich erkenne das > an den Bildern nicht? Korrekt er hat keinen dedizierten Part cooling Fan. Das funktioniert aber dennoch erstaunlich gut. Der Lüfter für die Heatbreak pustet halt auch etwas undefiniert nach unten, was aber scheinbar ausreicht. Guido B. schrieb: > Ich habe dann nur kein Benchy > mehr gedruckt, weil der Druck 6 oder 7 Stunden dauert. Dann druckst du aber sehr langsam. Also wie gesagt mit 45 mm/s und 0.2mm layer und 50% outline underspeed etwa 90 Minuten.
Auf Sculpteo heißt es: > Unser solider schwarzer Kunststoff ist ein hervorragendes Material für > Prototypen und Serienteile. Das von HP erfundene Multi-Agent- > Druckverfahren bietet feine Details und glatte Oberflächen. Das ist doch eine glatte Lüge ... Wenn das feine Details und glatte Oberflächen sind, dann ist 3d-Druck im Gesamten dazu verdammt, in der Hölle zu schmoren! Hallo @mampf, habe mir gerade mal kurz die Sculpteo-Seite angeschaut und bin auch der Meinung, dass das Ergebnis, das du bekommen hast, nicht soo schlecht ist. Da ich auch schwanke, 150 oder 300€ für ein "Spielzeug" auszugeben, würde mich brennend interessieren, was du denn für das Teil berappen mußtest! Vielen Dank und Gruß, Rainer
Wie viel gibt man überhaupt aus, bis man was brauchbares herstellen kann? So, dass man sicher und reproduzierbar gute Ergänzung erzielt und wie viel Zeit muss man rechnen?
Angehängte Dateien:
-

Moon_city1.jpg
240 KB -

Moon_city2.jpg
220 KB -

Moon_city3.jpg
470 KB
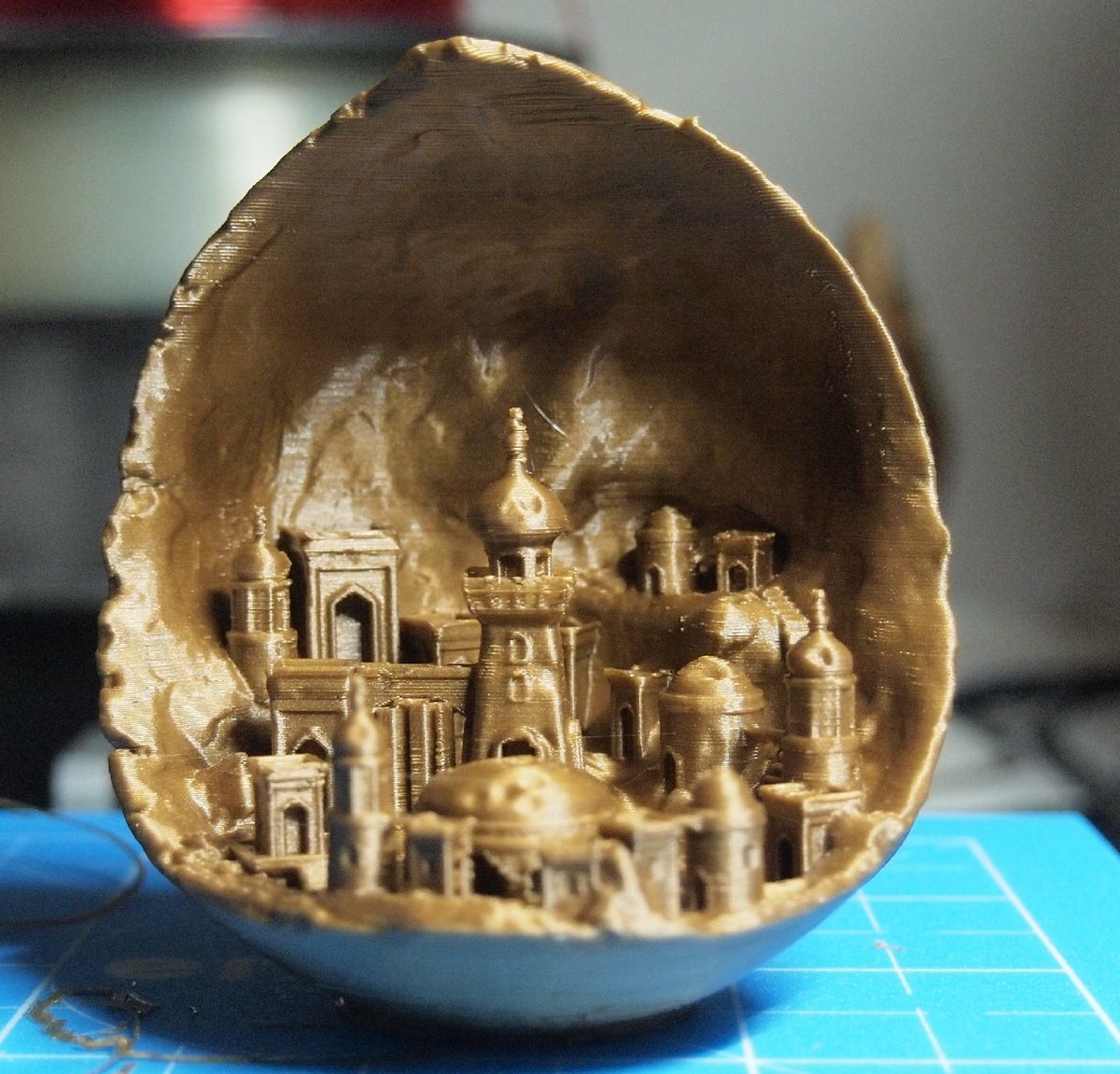


F. F. schrieb: > Wie viel gibt man überhaupt aus, bis man was brauchbares herstellen > kann? So, dass man sicher und reproduzierbar gute Ergänzung erzielt und > wie viel Zeit muss man rechnen? ab 140€ und je nach Lernfähigkeit Tage, Wochen, Monate, Jahre oder gar niemals Gerade Moon City in 60% Skalierung mit 0.16mm @ 60 mm/s auf dem Ender gedruckt (übrigens Promo Code: ENDERC gerade 14€ günstiger) Timelapse: https://www.youtube.com/watch?v=J_EJKxQ5xIQ
:
Bearbeitet durch User
F. F. schrieb: > Wie viel gibt man überhaupt aus, bis man was brauchbares herstellen > kann? So, dass man sicher und reproduzierbar gute Ergänzung erzielt und > wie viel Zeit muss man rechnen? Beide Punkte beeinflussen sich gegenseitig. Du kannst für über 1000 € einen Drucker kaufen, der aus der Box zufriedenstellende Drucke herstellt. Du kannst aber auch einen sehr billigen Drucker kaufen und musst dann eben Zeit investieren. Leute mit Timmos Erfahrung können dir dabei mit ihren Tipps viel Zeit sparen. Es kommt aber natürlich auch darauf an, was man plant. Winzige Teile mit ausgefuchster Struktur und perfekter Oberfläche, das ist halt nicht so einfach. Aber ich habe z.B. Zahnriemenscheiben gedruckt, auch wenn sie nicht "schön" sind, sie funktionieren perfekt.
Rainer V. schrieb: > Da ich auch schwanke, 150 oder 300€ für ein "Spielzeug" > auszugeben, würde mich brennend interessieren, was du denn für das Teil > berappen mußtest! Hallo Reiner, das Gehäuse hat 8,86€ (inkl MwSt) gekostet. Finde ich nicht besonders teuer, leider versendet Sculpteo ab einem Warenwert von 10EUR mit "Express". Das sind dann 12EUR Versandkosten. Oder per Schneckenpost ohne Trackingnummer für Drucke <10EUR. Da kostet der Versand dann 4EUR ist aber wohl dann 2 Wochen unterwegs. Die Fertigung ist in Frankreich. Ich denke die 150-300EUR für ein "Spielzeug" lohnen sich auf jedenfall, da man an oft mehrere Iterationen für ein Projekt benötigt und das geht dann wesentlich schneller und wesentlich billiger. Wenn man sich überlegt, 1kg Filament kostet vlt 40EUR, aber mein Gehäuse hätte 2g und ca. 1m Filament verbraucht (schätzt Cura für die Settings des Anycubic i3 Mega) oder so ähnlich. Loht sich also auf jeden Fall :)
Mampf F. schrieb: > Loht sich also auf jeden Fall :) , wenn das Projekt damit machbar ist. Da habe ich bei deinem Gehäuse schon meine Zweifel. Obwohl, man kann natürlich auch nacharbeiten. Ich habe bisher für das Filament 16 - 25 €/kg bezahlt, lohnt sich teureres? Klar, dass Spezialitäten wie Flex und Co. teurer sind, von denen sehe ich bisher aber mal ab. Nach dem feuchten "Sommer" weiß ich garnicht, ob meine Reste noch brauchbar sind.
Guido B. schrieb: > Mampf F. schrieb: >> Loht sich also auf jeden Fall :) > > , wenn das Projekt damit machbar ist. Da habe ich bei deinem Gehäuse > schon meine Zweifel. Obwohl, man kann natürlich auch nacharbeiten. Laut Cura würden die Wände zumindest aus 4 Lagen Filament bestehen ... Ich bin zuversichtlich :) > Ich habe bisher für das Filament 16 - 25 €/kg bezahlt, lohnt sich > teureres? Klar, dass Spezialitäten wie Flex und Co. teurer sind, von > denen sehe ich bisher aber mal ab. Keine Ahnung ... Mich würde interessieren, wo man Bio-Filament - wenn möglich atmungsaktiv wie Holz oder Horn - bekommt. Aber noch nichts gefunden (aber auch nicht wie ein Irrer gesucht bisher). > Nach dem feuchten "Sommer" weiß ich garnicht, ob meine > Reste noch brauchbar sind. Eintüten und Silicatgel dazu^^
:
Bearbeitet durch User
Mampf F. schrieb: > Hallo Reiner, > > das Gehäuse hat 8,86€ (inkl MwSt) gekostet. > > Finde ich nicht besonders teuer, leider versendet Sculpteo ab einem > Warenwert von 10EUR mit "Express". Das sind dann 12EUR Versandkosten. Hallo Mampf, danke für die Info. Der Preis ist für mich wirklich ok und Versandkosten sind ja immer ein Knackpunkt. Natürlich wäre "Try and Error" bei der CAD-Konstruktion für einen Anfänger wie mich eine ziehmliche Katastrophe. Da wäre die Maschine auf dem Schreibtisch sicher die bessere Wahl. Allerdings hätte ich da dann auch noch die Baustelle Drucker, die ja auch nicht ohne ist, wie ich aus den vielen Beiträgen entnehme. Und wenn sich dann die Einstellungen auch noch nach jedem Druck ändern können, wie manche schreiben, dann kann das ja kaum Freude aufkommen lassen! Da mein Anwendungsbereich Modellbau (Eisenbahn) ist, werde ich also kleine bis kleinste Teile haben wollen und da hat mich die Info von Sculpteo irritiert, dass sie keine Mehrfachdrucke auf einer Platte machen. Also z.B. keine 20 Würfelchen in einem Druck. Das verstehe ich nicht. Aber ich werde mich erst mal mit der CAD beschäftigen (muß ja sowieso...) und dann ein paar Testobjekte bestellen. Abgeschreckt bin ich auf jeden Fall von der Vorstellung, einen stinkenden, stromfressenden Apparat 15 Std beaufsichtigen zu müssen :-) Gruß Rainer
Rainer V. schrieb: > einen stinkenden, > stromfressenden Apparat 15 Std beaufsichtigen zu müssen :-) Mmhmm ... da hast du evtl die falsche Vorstellung ... Viel Strom schlucken die nicht und stinken tun sie eigentlich auch nicht. Für die Beaufsichtigung reicht es zu kucken, ob der erste Layer sitzt und dann kannst du nach 15min mal per Webcam (falls du eine installiert hast^^) kucken, ob das ding ammok gelaufen ist und dann soll es stündlich reichen^^ Ansonsten scheint das Thema "Sicherheit" bei einigen 3d-Printer-Reviews wirklich großgeschrieben zu sein. Geräte der aktuellen Generationen wie der CR-10 oder der Anycubic i3 Mega sind mittlerweile schon sehr professionel (auch innen!) und letzterer lässt sich innerhalb 5min betriebsbereit machen. Aber ich repliziere hier auch nur die Infos, die ich mir durch stundenlanges youtuben angeeignet habe und mir fehlen noch die Erfahrungswerte :)
Mampf F. schrieb: > Ansonsten scheint das Thema "Sicherheit" bei einigen 3d-Printer-Reviews > wirklich großgeschrieben zu sein. zu dumm nur, dass die reviewer im normalfall absolut überhaupt keine ahnung von "sicherheit" haben.... ohne temperaturschalter und ein vernünftiges netzteil würde ich die dinger nicht durchrennen lassen... 73
Rainer V. schrieb: > Hallo Mampf, danke für die Info. Der Preis ist für mich wirklich ok und > Versandkosten sind ja immer ein Knackpunkt. Natürlich wäre "Try and > Error" bei der CAD-Konstruktion für einen Anfänger wie mich eine > ziehmliche Katastrophe. Da wäre die Maschine auf dem Schreibtisch sicher > die bessere Wahl. Allerdings hätte ich da dann auch noch die Baustelle > Drucker, die ja auch nicht ohne ist, wie ich aus den vielen Beiträgen > entnehme. Und wenn sich dann die Einstellungen auch noch nach jedem > Druck ändern können, wie manche schreiben, dann kann das ja kaum Freude > aufkommen lassen! Quatsch - nichts ändert sich "nach jedem Druck". Bei einem "Billig-Drucker" musst Du halt ggf. (nicht immer) die Druck-Parameter optimal einstellen. Bei einem Ultimaker etc.(= Preis mal 5 ... 10 .. 20) hast Du das Problem nicht. Da hast Du auch nicht die Ausrichtung des Druckbetts, welche hier einigen Probleme bereitet (incl. der Probleme mit der Haftung auf dem Druckbett). Komfort kostet halt :-)
Hallo, mir ist klar, dass bei allen Berichten natürlich auch der User eine große Unbekannte ist. Trotzdem halte ich die wenigen negativen Beiträge für nicht unerheblich, wenn man sich ein Bild machen will. Wenn also jemand schreibt, dass er nach jedem Druck an den Parametern "spielen" muß, dann kann das natürlich an ihm liegen, muß aber nicht :-) und "stinken" mag ein zu hartes Wort sein, aber es wird ja Kunststoff bei hohen Temperaturen verarbeitet. Da kann ich mir gut vorstellen, dass da was zumindest ordentlich müffelt. Jedenfalls werden die Leute, die von geschlossenen Geräten mit Absauganlage schreiben, dies nicht aus Jux gemacht haben. Und wir reden hier ja doch vom Hobby, also Bastelraum oder -keller...Leider hat in meinem Bekanntenkreis noch niemand einen Drucker angeschafft, der mir als Anschauung dienen könnte. Aber wie gesagt, erst mal konstruieren und dann weitersehen! Vielen Dank und Gruß, Rainer
Rainer V. schrieb: > aber es wird ja Kunststoff bei hohen Temperaturen verarbeitet. Da kann > ich mir gut vorstellen, dass da was zumindest ordentlich müffelt. PLA riecht nicht, ABS schon. Wer ABS verarbeitet, wird dafür eine Absauganlage verwenden wollen.
Hans schrieb: > zu dumm nur, dass die reviewer im normalfall absolut überhaupt keine > ahnung von "sicherheit" haben.... Viele schreiben hier von vermeintlicher Sicherheit. Es geht soweit, daß es sogar Konzepte gibt, die in einem kompletten Gehäuse einen Rauchmelder mit einer CO2 Löschanlage kombinieren. Ich finde aber, wenn man den Drucker vernünftig aufbaut und entsprechende Kabel für entsprechende Ströme / Temperaturen verwendet kann man sich diesen Schabernack sparen. Wieso sollte ein vernünftig aufgebauter Drucker plötzlich anfangen zu brennen?
Christian B. schrieb: > Wieso sollte ein vernünftig aufgebauter Drucker plötzlich anfangen zu > brennen? Wenn beispielsweise eine der Leitungen zum Temperatursensor an der Heizpatrone unterbrochen wird und die Elektronik das als zu niedrige Temperatur erkennt (bei NTC nicht verwunderlich), dann könnte die Heizpatrone das Filament zum Kochen bringen ... ABS hat eine Entzündungstemperatur von etwa 450 °C, PLA ist mit über 800 °C etwas "gutmütiger". Das kann bei entsprechend leistungsfähiger Auslegung der Heizpatrone im Extruder schon kritisch werden. Und wenn die Druckerkonstruktion einen bewegten Druckkopf vorsieht, ist durch die ständige Bewegung der Leitungen ein Leiterbruch irgendwann anzunehmen. Wenn die Firmware des Druckers sauber zwischen Leiterbruch (d.h. Temperaturfühler nicht angeschlossen) und "Extruder zu kalt" unterscheiden kann, ist auch gut, aber da an solcher Firmware auch von gut meinenden Hobbyisten herumgeschraubt wird, ist natürlich alles möglich ...
Rufus Τ. F. schrieb: > ABS hat eine > Entzündungstemperatur von etwa 450 °C, PLA ist mit über 800 °C etwas > "gutmütiger". Ach alles kein Problem ... Rauchmelder sind ab 2018 pflicht, also was soll's xD Ansonsten ist die Logik seltsam und ich selbst hätte das niemals so konstruiert ... Wieso die keine PTCs verwendet haben ... Dann wäre Leitungsbruch ein hoher Widerstand und damit eine hohe Temperatur und die Heizung würde abschalten. Wirklich sehr seltsam!
:
Bearbeitet durch User
Mampf F. schrieb: > Wieso die keine PTCs verwendet haben ... Dann wäre Leitungsbruch ein > hoher Widerstand und damit eine hohe Temperatur und die Heizung würde > abschalten. > > Wirklich sehr seltsam! Also mein Drucker arbeitet mit Marlin. Der hat ohne Senso kein langes Spiel. Die Firmware erkennt, daß irgendwas nicht stimmt, wenn er heizt und gleichzeitig die Temperatur sich nicht ändert. Ihm ist es egal, ob der Sensor nicht funktioniert oder die Patrone nicht heizt. Wenn man das natürlich aushebelt sieht die Sache anders aus.
Christian B. schrieb: > Also mein Drucker arbeitet mit Marlin. Nice! Leider hat nicht jeder Drucker Marlin, aber ich hab auf YT gesehen, bei vielen kann man die Firmware mit Marlin flashen :) Vlt wird ja das schlussendlich das Entscheidungskriterium zwischen Anycubic i3 Mega vs CR-10 ...^^
Angehängte Dateien:
-

skull_ring.jpg
230 KB
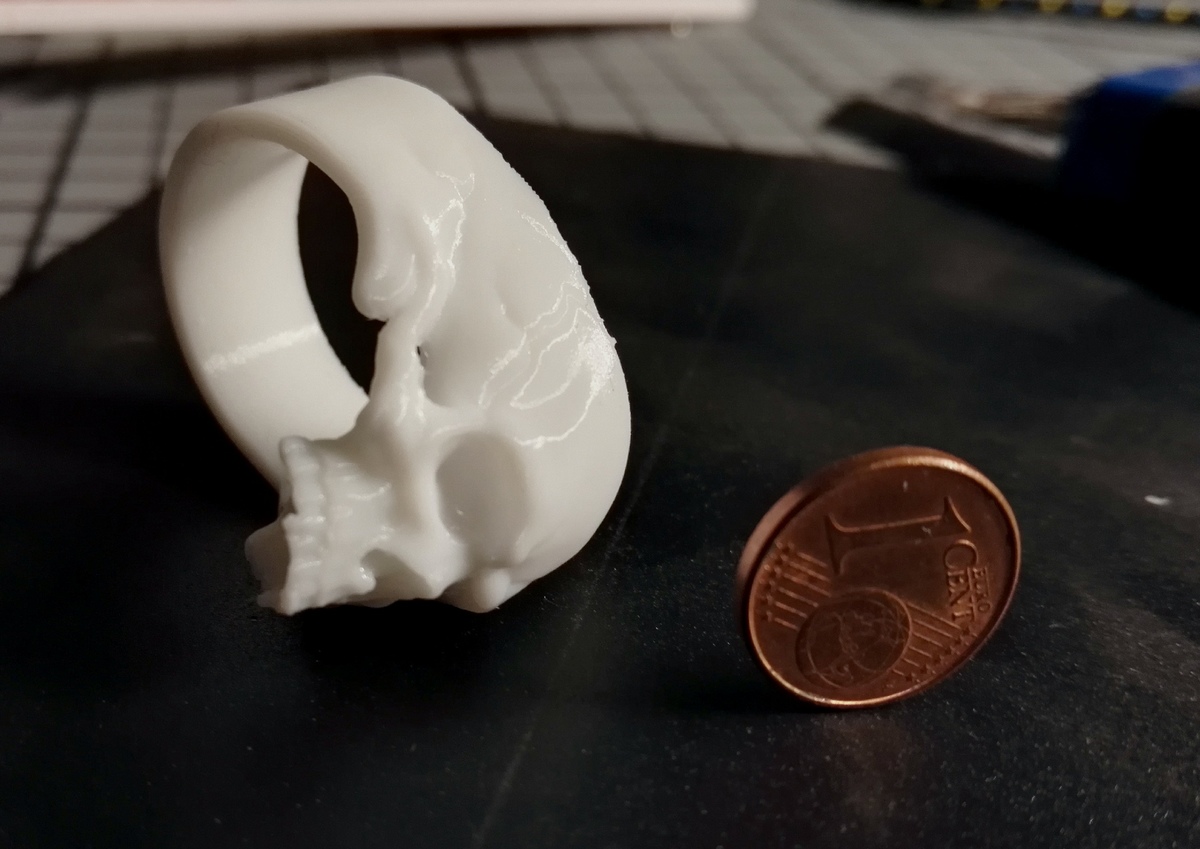
0.08mm Layer... ich bin überaus beeindruckt. Layer sind nicht mehr zu erkennen und die Details sind echt der Hammer! SLA... for what ;-)
:
Bearbeitet durch User
PLA sagt mir was, was ist SLA? Bitte etwas mehr Details, Drucker ist wohl klar, Geschwindigkeit, Temperatur (Bett auch), Layerdicke? Sieht aber wirklich sehr gut aus, ist was für Mampf!
Guido B. schrieb: > PLA sagt mir was, was ist SLA? SLA = Stereolithografie Aber diesen druck habe ich mit FDM gemacht. Wie geast 0.08mm Layer. 45mm/s auf dem Ender-2 (140€). 205/50°C mit PLA
:
Bearbeitet durch User
Uhhh, ob ich da mit dem Anet A8 überhaupt nochmal anfange? Damit konnte ich max. 30 mm/s fahren, bei viel schlechterem Ergebnis.
Angehängte Dateien:
-

skull2.jpg
210 KB
Guido B. schrieb: > Uhhh, ob ich da mit dem Anet A8 überhaupt nochmal anfange? > Damit konnte ich max. 30 mm/s fahren, bei viel schlechterem > Ergebnis. Wenn du noch keinen Anet hast... da solltest du dich umentscheiden. nettes ding... man lernt viel aber es gibt besseres. Ist selbst mit dem Mikroskop schwierig die Layer einzufangen...
:
Bearbeitet durch User
Christian B. schrieb: > Mampf F. schrieb: >> Wieso die keine PTCs verwendet haben ... Dann wäre Leitungsbruch ein >> hoher Widerstand und damit eine hohe Temperatur und die Heizung würde >> abschalten. >> >> Wirklich sehr seltsam! > > Also mein Drucker arbeitet mit Marlin. Der hat ohne Senso kein langes > Spiel. Die Firmware erkennt, daß irgendwas nicht stimmt, wenn er heizt > und gleichzeitig die Temperatur sich nicht ändert. Ihm ist es egal, ob > der Sensor nicht funktioniert oder die Patrone nicht heizt. > > Wenn man das natürlich aushebelt sieht die Sache anders aus. Dumm nur, dass die Hardware sowas von ungeschützt ist, das du davon ausgehen musst, dass dir früher oder später die mosfets sterben... mit externem (solid-state) relay ist das auch nicht ausgeschlossen. Außerdem gehört als Desaster-Protection grundsätzlich an jede Heizung ein Thermoschalter der dir im Fall der Fälle den Not-Halt betätigt. Könnte ja auch sein, das dir dein Temp-Fühler leise stirbt oder irgendein wahnsinniger °C und °F verwechselt... Die kosten quasi nix, helfen aber viel. Ähnliches gilt für eine Einhausung samt Interlocks. 73
Hans schrieb: > Dumm nur, dass die Hardware sowas von ungeschützt ist, das du davon > ausgehen musst, dass dir früher oder später die mosfets sterben... Ja da hast du recht ... Bei den Treiberboards wird oft sogar eine Stundenanzahl der Lebigkeit angegeben - so ähnlich wie bei Leuchtmitteln. Da hatte ich mich schon gefragt, wieso das so ist xD Timmo H. schrieb: > 0.08mm Layer... ich bin überaus beeindruckt. Geht das physikalisch mit der Z-Spindel? Das Ergebnis ist aber wirklich sehr gut! Ich hätte lieber mehr Auflösung in x- und y-Richtung. Aber mit einer Düse mit <0.4mm würde der Druckvorgang dann wohl recht lange brauchen. Bin eh gespannt, wie 1mm-breite Strukturen mit einer 0,4mm Düse gedruckt werden ...
Hans schrieb: > umm nur, dass die Hardware sowas von ungeschützt ist, das du davon > ausgehen musst, dass dir früher oder später die mosfets sterben... Dumm nur, daß ich überhaupt nicht geschrieben hab, welche Hardware ich wie verwende. Somit ist deine Aussage reichlich sinnfrei. Die Software (Marlin) lässt erstmal gar nichts sterben. Mampf F. schrieb: > Geht das physikalisch mit der Z-Spindel? Das kommt auf die Spindel an. Die am meisten verwendeten 4 zügigen Trapezspindeln haben eine Steigung pro Full Step von 0,4mm (von einem 1,9° Motor ausgehend). Ich verwende als Layerhöhe entsprechend Vielfache von 0,4, was die Drucke sauberer macht. (Statt 0,1 eben 0,12mm als Standardhöhe. Zumindest ist das auf dem Firmen Ultimaker nachgewiesen, auf meinem eigenen hab ich 0,1 gar nicht erst versucht)
Christian B. schrieb: > haben eine Steigung pro Full Step von 0,4mm (von einem 1,9° Motor > ausgehend). Ich verwende als Layerhöhe entsprechend Vielfache von 0,4, > was die Drucke sauberer macht. Ist Dir da eine Null verlorengegangen?
Rufus Τ. F. schrieb: > Ist Dir da eine Null verlorengegangen? Mit Full-Step meint er wohl keine ganze Spindelumdrehung sondern nur die 1,9°, die er vorher erwähnte :)
Mampf F. schrieb: > Geht das physikalisch mit der Z-Spindel? Ja. Die meisten 3D Drucker arbeiten mit 4 gängigen Gewindespindeln mit 8mm Steigung. Der Schrittmotor hat 200 "Hardware" Schritte. Also 8mm /200 = 0,04mm. Theoretisch geht ja auch 8mm/(200*16) = 0,0025mm. Allerdings haben die Mikroschritte halt nicht so ein hohes Drehmoment, sodass man sich nicht unbedingt darauf verlassen kann, dass die Höhe über einen ganzen Layer richtig gehalten wird. Darum lieber vielfache von den Hardware Steps. Im Vasenmodus wird ja auch durch die kontinuierliche Z-Bewegung gemacht, aber unterm Mikroskop sieht man schon dass die Abstufungen sicherlich nicht 0.0025mm sind. Da bleibt dann halt nur die Steigung der Gewindespindel zu reduzieren. Aber sagen wir mal so, weniger als 0.04mm macht auch irgendwann kein sinn mehr. Zudem bekommt man dann auch probleme mit dem Extruder. Der Dreht dann nämlich auch nur noch im Mikroschritt-Abstufungen und bekommt das Filament dann in den kleinen Mengen nicht mehr rausgedrückt. Da müsste man dann auch einen Extruder mit 3:1 Übersetzung haben (so wie beim E3D Titan)
:
Bearbeitet durch User
Rufus Τ. F. schrieb: > Ist Dir da eine Null verlorengegangen? 2 sogar :( Asche auf mein Haupt! natürlich 0,04. 0,4mm kann man nicht drucken mit den gängigen 0,4mm Düsen :)
Angehängte Dateien:
-

Marble.jpg
240 KB

Mein Z-Marble aus Shenzhen ist heute angekommen. 0.2mm Layer, am Helm 0.12 => 0.08mm Layer. Bin sehr zufrieden. Gedruckt mit meinem Ender-2
Hab mich jetzt nach Wochen des hin- und hers entschieden und werde mir den CR-10 zulegen :) Der Konkurrent war der i3 Mega von Anycubic. Die i3s scheinen alle schon recht alt zu sein von der Technik und in vielen Foren wird davon abgeraten, obwohl die Youtube-Reviews, die den Mega mit dem CR-10 vergleichen, nichts schlechtes über ihn zu sagen haben. Community und Upgrade-Freundlichkeit (zB dual-Z-Achsen-Antrieb) ist beim CR-10 besser. Marlin soll auch out-of-the-box laufen. Beim Mega wäre das LCD nicht mehr verwendbar gewesen usw usf. Gibt zwar auch schon den CR-10s, der einen Filament-Sensor und Dual-Z-Achsen-Antrieb hat, aber der würde statt 330 um die 500eur kosten. Und ich hab bisher nichts negatives darüber gelesen, dass er nur einseitig angetrieben wird. Macht vmtl bei schweren Drucken mit viel Masse Sinn, aber ich lass mir mal die Option offen. Bin schon gespannt :) Hat jemand Bezugtipps für Filament?
:
Bearbeitet durch User
Oh, gerade einen Coupon gefunden ... CR-10s für 410EUR mit kostenlosem Versand via Germany Priority Line ... Na, da sag ich dann nicht nein :)
Mampf F. schrieb: > Hat jemand Bezugtipps für Filament? Filament gibt's wie Sand am Meer. Ich kaufe meins immer bei Filamentworld. Conrad hat auch welches. M4P soll auch sehr gut sein. Da gibt es sehr viele Möglichkeiten. Es kommt auch drauf an, was du damit machen willst. Ich drucke eigentlich nur noch mit PETG. Das lässt sich super verarbeiten und die Teile sind sehr stabil. Es ist etwas spröder als ABS, dafür ist aber die Layerhaftung besser und es warpt überhaupt nicht.
Christian B. schrieb: > Mampf F. schrieb: >> Hat jemand Bezugtipps für Filament? > > Filament gibt's wie Sand am Meer. Genau mein Problem xD > Ich kaufe meins immer bei > Filamentworld. Conrad hat auch welches. M4P soll auch sehr gut sein. Da > gibt es sehr viele Möglichkeiten. Ah, Filamentworld sieht interessant aus! > Es kommt auch drauf an, was du damit machen willst. Ich drucke > eigentlich nur noch mit PETG. Das lässt sich super verarbeiten und die > Teile sind sehr stabil. Es ist etwas spröder als ABS, dafür ist aber die > Layerhaftung besser und es warpt überhaupt nicht. Von PETG hatte ich noch nichts gehört, hört sich aber gut an. PLA scheint man ja nur ultraschlecht nachbearbeiten zu können und ABS ist beim Drucken problematisch. Werd mir PETG ordern und mich da noch weiter informieren :) Vielen Dank!
> eigentlich nur noch mit PETG. Das lässt sich super verarbeiten und die
Laesst sich aber nicht kleben. Das ist fuer manche Anwendungen leider
doof.
Olaf
Olaf schrieb: > Laesst sich aber nicht kleben. Das ist fuer manche Anwendungen leider > doof. Man munkelt, daß es mit Primer geht. Ich habs aber noch nicht getestet. Primer hab ich bei der letzten Pollinbestellung aber mal mit beschafft. Ich werde mal einen Test machen und berichten.
Olaf schrieb: > Laesst sich aber nicht kleben. Das ist fuer manche Anwendungen leider > doof. Dichlormethan
> Dichlormethan
Sagst du das nur so oder hast du das mal probiert? Ich meine das haette
auch nicht geklappt. Ausserdem hat sich mein Dichlormethan selbst in
einer Flasche mit geschliffenen Glaskolben und Parafilm verfluechtigt.
Das Zeug ist ein bisschen doof zu handeln.
Olaf
Laut diversen Foren funzt DCM, habs selbst nicht probiert. ABS ist natürlich sehr viel besser. Einfach ABS Saft oder nur Aceton und gut ist. Have petg bisher nur mit Sekundenkleber und Zweikomponentenkleber geklebt, was auch gut geht
Angehängte Dateien:
-

cat_wood1.jpg
370 KB -

cat_wood2.jpg
230 KB


Übrigens lässt sich das Holzfilament (also das mit echtem Holz) super mit Holzbeize nachbearbeiten (in diesem Fall Mahagoni Beize).
Angehängte Dateien:
-

Wiggly_Benchy.jpg
93 KB -

X.jpg
100 KB -

Y.jpg
99 KB -

Z.jpg
88 KB


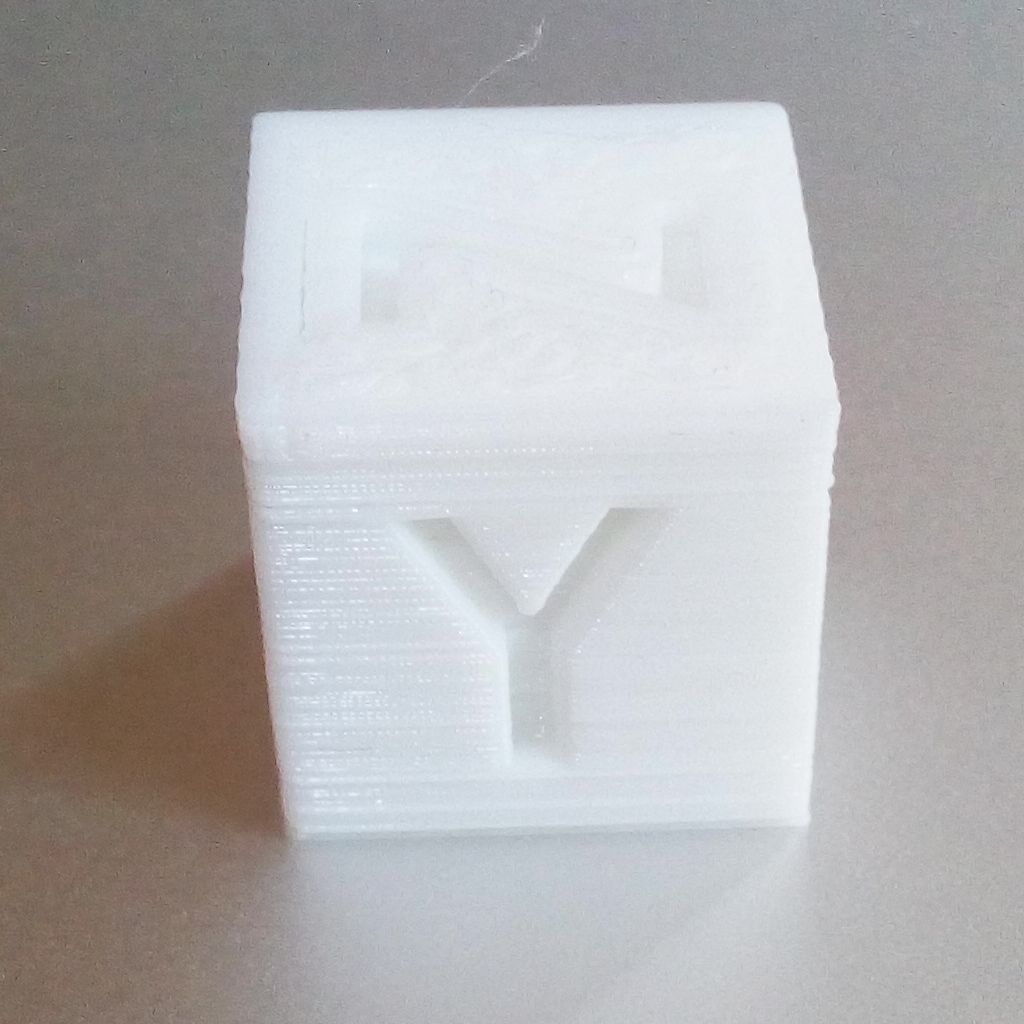

Habe einen Anet A6 bestellt. Lieferdauer ab Lager DE: 2 Tage Geliefert wurde ein Alunar M506. Bei den ganzen Bezeichnungen sieht auch keiner durch... Der Aufbau ist dank Videos und Anleitung kein Problem und macht auch Spaß. Als erstes einen Benchy (https://www.thingiverse.com/thing:2395119) und den Cube gedruckt. Ich bin vom ersten Ergebnis beeindruckt, für so eine out-of(-DIY)-box-Kiste. Bei der X-Achse muß ich den Riemen etwas straffer stellen, denke ich. Das sieht unsauber aus und es fehlt 1 mm in der Breite. Hat sonst noch jemand von den Experten einen Tipp? Müssen die Ritzen beim Z so aussehen?
Beitrag #5160849 wurde vom Autor gelöscht.
Yannik schrieb: > Als erstes einen Benchy (https://www.thingiverse.com/thing:2395119) ... der in dieser Wiggly-Version denkbar ungeeignet ist um Probleme zu erkennen. Der (Original-) Benchy hat halt von allem etwas dabei, Overhangs, Bridging, Maßhaltigkeit, Under/Overextrusion, Cooling etc. Benchmarks sind da um vergleichen zu können, der Wiggly eher nicht. Yannik schrieb: > den Cube gedruckt. X und Y: Die Zahnriemenspannung scheint nicht optimal zu sein Yannik schrieb: > Müssen die Ritzen beim Z so aussehen? Nein, du hast underextrusion. Entweder E-Steps/mm anpassen (falls das in der Stock firmware geht) ansonsten Extrusion Multiplyer hoch bzw. auch sicherstellen dass du den tatsächlichen Filamentdurchmesser im Slicer eingetragen hast. Aber irgendwie sieht deine ganze Oberfläche im Top-Layer merkwürdig aus, kann aber auch am Foto liegen. Yannik schrieb: > Ich bin vom ersten Ergebnis beeindruckt Ich jetzt nicht so, mein A8 hat das besser gedruckt, kann aber auch daran liegen dass ich beim Zusammenbau wusste was ich tue. Wie gesagt, check erstmal die Zahnriemenspannung. Beim Zupfen solltest du einen angenehmen Bass und kein hohes C hören
:
Bearbeitet durch User
> Übrigens lässt sich das Holzfilament (also das mit echtem Holz) super > mit Holzbeize nachbearbeiten (in diesem Fall Mahagoni Beize). Interessant, haette ich nicht gedacht. Laesst sich das auch oelen? Was mich auch mal interessieren wuerde. Wie ist die haptik der Teile? Fuehlt sich das eher wie Holz oder eher wie Plastik an? Olaf
Ölen habe ich noch nicht versucht. Olaf schrieb: > Fuehlt sich das eher wie Holz oder eher wie Plastik an? Fühlt sich wie Holz an. Riecht auch so besonders beim Drucken. Klar ist ja auch echtes Holz drin. Schöne raue Oberfläche aufgrund des geringen Gewichts so ein bisschen wie balsa
Angehängte Dateien:
-

wood_string.jpg
410 KB -

wood_extrude.jpg
290 KB


Nur das Stringing sollte man nicht unterschätzen, insbesondere dann wenn man vergessen hat "Avoid crossing outline for travel movements" LOL Bei Holz bringt auch Retraction nicht wirklich was, aber es lässt sich ganz gut entfernen. Und auch sollte man nicht vergessen den Extrusion Multiplyer etwas hoch zu drehen, denn das Extruder Zahnrad drückt sich doch schon eine ganze Ecke tiefer ins Filament was den effektiven Druchmesser des Extruders natürlich verkleinert und damit auch die extrudierte Filamentmenge.
Timmo H. schrieb: > "Avoid crossing outline for travel movements" Simplify3D? Cura hat glaub ich so ein Setting nicht, oder?
Mampf F. schrieb: > Simplify3D? Cura hat glaub ich so ein Setting nicht, oder? Slic3r hat es, dann wohl Cura auch, heißt vermutlich nur anders. Timo baut eine Schatzkiste! :-) Das weggedrückte Material muss doch irgendwo hin? Wieso sollte man da den Material-Vorschub erhöhen?
Angehängte Dateien:
-

chest.jpg
230 KB

Cura hat es auch. Guido B. schrieb: > Timo baut eine Schatzkiste! :-) Wer ist Timo? Aber ja ist eine Schatzkiste, bzw. diese hier: https://www.thingiverse.com/thing:548151 Guido B. schrieb: > Das weggedrückte Material muss doch irgendwo hin? Wieso sollte > man da den Material-Vorschub erhöhen? Ganz einfach, der effektive Umfang verringert sich durch weicheres Filament weil es mehr in Zahnrad gedrückt wird, das muss man mit einem höheren extrusion Multiplyer kompensieren, genauso wie bei PETG oder TPU
:
Bearbeitet durch User
Timmo H. schrieb: > das Stringing sollte man nicht unterschätzen Stringing ist das Einte, das kann man wegmachen. Reste zum Säubern gibt es immer, jedenfalls bei mir. Aber nach dem Travel mit Stringing ist dann weniger Filament in der Düse; gibt dann kurz einen dünnern Wurm oder gar kurze Lücken. Sag jetzt nicht "Extra length on restart", dann kommt nur ein grosser Klecks raus... Gruss Chregu
Christian M. schrieb: > Timmo H. schrieb: > das Stringing sollte man nicht unterschätzen > > Aber nach dem Travel mit Stringing ist dann weniger Filament in der > Düse; gibt dann kurz einen dünnern Wurm oder gar kurze Lücken. > Sag jetzt nicht "Extra length on restart", dann kommt nur ein grosser > Klecks raus... Nicht unbedingt. Das filament ist träge. Bevor es aus der Düse kommt dauert es etwas. Genau dafür ist diese Funktion ja gedacht. Die Fehlstellen sieht man aber nicht wenn man die innere Outline als erstes druckt. Das ganze muss halt gut getuned sein insbesondere bei speziellem filament. Ist bei meinen Carbon filament ähnlich
:
Bearbeitet durch User
Christian M. schrieb: > Aber nach dem Travel mit Stringing ist dann weniger Filament in der > Düse; Stringing: * Retraction einschalten (1mm reicht) * Z-hop ausschalten (Z-Hop verschlimmert das Stringing extrem) * Coasting und Extra-Length ausschalten * Travel-Speed (und Travel-acceleration) auf das Maximum dessen was die Hardware ohne Schrittverluste noch leisten kann (ausprobieren) Außerdem: * Alle Druckgeschwindigkeiten auf den selben Wert setzen * Kühlung mit Radiallüfter dranbauen falls nicht schon vorhanden
Ich glaube schlicht nicht, dass der Drucker so ausschaut wie auf den Bildern im Link des TE. Fakeseiten aus China gibt es in Massen. Funktionieren die angebotenen Bezahlsysteme,oder landet man irgendwann trotz aller Mühen bei der "Direktüberweisung"? Das wäre ein Hinweis um die Finger weg zu lassen.
herbert schrieb: > Ich glaube schlicht nicht, dass der Drucker so ausschaut wie auf den > Bildern im Link des TE. Das ist ein Geetech i3. Ich habe auch so einen. Allerdings hat meiner ein Glasbett. Ansonsten sieht er identisch aus. Warum glaubst Du er soll nicht so aussehen? Die sehen alle so aus. Der Preis war bei mir so um die 160€ auf E-Bay (keine 260 wie im Link), E-Bay ist voll davon. Er wurde in hunderten von Einzelteilen geliefert, jedes Schräubchen verpackt in penibelst sorgfältig durchnummerierten und beschrifteten einzelnen Tütchen, zusammen mit einer detaillierten mehrseitigen Packliste. Von jeder Sorte Schrauben waren 20..50% mehr drin als angegeben und notwendig. Der Aufbau erfolgte mithilfe eines mehrteiligen Videos in dem jeder Schritt und jedes für diesen Schritt notwendige Teil exakt bezeichnet wurde. Der Aufbau kostete mich ein ganzes Wochenende, war allerdings vollkommen problemlos und exakt wie im Video, nach dem Einschalten lief er auf Anhieb. Der fertig aufgebaute Drucker sieht exakt so aus wie auf dem Bild (mit Ausnahme des Glasbettes). Der Drucker hat die zu erwartenden designbedingten Probleme (war vorher bekannt aufgrund Recherche): * Z-Wobble aufgrund der untauglichen Gewindestangen * Mangelhafte Druckqualität aufgrund fehlenden Lüfters Abhilfe (insgesamt nochmal 20€ und ein Wochenende): * Austausch der Gewindestangen gegen richtige Trapezgewindespindeln (und Neueinstellung der Z-Steps) * Austausch der beiden Z-Kupplungen (eine davon war ein Montagsexemplar mit schiefer Bohrung) * Druck und Montage eines Lüfterhalters mit Radiallüfter Weiterhin: * Update auf neueste Marlin-Firmware und Aktivierung von Mesh Bed Leveling (spart extrem viel Zeit und Frust) Fazit: Stellenweise haben die Chinesen Probleme Löcher an den richtigen Stellen oder mit den richtigen Radien zu bohren, Maßhaltigkeit ist ein Fremdwort ein halber mm Abweichung hier oder da keine Seltenheit, zum Glück wird aber in weiser Voraussicht neben dem kostenlos beigelegten 31-teiligen Steckschlüsselspielzeugschraubendrehersatz auch gleich eine kleine Rundfeile mitgeliefert, mit etwas gutem Willen konnte ich bei meinem Exemplar alles passend machen. Verpackung, Vollständigkeit der Teile, Packliste und Aufbauanleitung waren exzellent (wirklich 11 von 10 möglichen Punkten in dieser Kategorie, da hat sich jemand mal RICHTIG Mühe gegeben, aber sowas von). Der Drucker als solches funktioniert jetzt nach meinen Modifikationen seit fast einem halben Jahr eigentlich gar nicht mal so schlecht und muss sich nicht verstecken, ich bin zufrieden. Ohne die oben genannten Modifikationen jedoch wäre er weitgehend untauglich.
:
Bearbeitet durch User
Bernd K. schrieb: > Stringing: > * Retraction einschalten (1mm reicht) > * Z-hop ausschalten (Z-Hop verschlimmert das Stringing extrem) > * Coasting und Extra-Length ausschalten Diese Settings treffen aber nicht bei allen Druckern zu. 1mm Retraction Distance mag bei einem Directdrive okay sein, aber bei Bowden wird das nicht ausreichen. Da liegt das eher so zwischen 5-8mm, je nach länge des PTFE Schlauchs. Gleiches gilt fürs Coasting, mit Bowden kann das durchaus bessere Ergebnisse bringen 0.2-0.4mm Coasting zu aktivieren, da im Bowden Tube ein gewisser "Überdruck" herrscht, hier wird quasi der Überdruck beim Coasting abgebaut und es wird dennoch extrudiert. Beim Z-Hop konnte ich bisher keine negativen Einflüsse aufs Stringing feststellen. Dennoch drucke ich meist ohne. Wenn ich aber hoppe, dann auch nur 0.2mm. Wenn man zu viel hoppt (z.B. 1mm) dann kann das beim Spindelantrieb der Z-Achse zu lange dauern (insbesondere jene mit geringer Steigung) und der Nozzle verweilt dann zu lange auf gleicher X/Y Position was dann wieder zum Stringing führen kann. Bei Delta-Druckern sieht das etwas anders aus, da diese Konstruktionsbedingt viel schneller in der Z-Achse verfahren können. Besonders gut macht sich Z-Hop auf der oberen Schicht eines Druckts, denn manchmal bekommt man durch das Verfahren über die Fläche hinweg unschöne "Travel-Narben". Und wenn man auf T-Shirts mit TPU druckt sollte man auch Z-Hop aktivieren.
:
Bearbeitet durch User
Angehängte Dateien:
-

Halter.jpg
80 KB
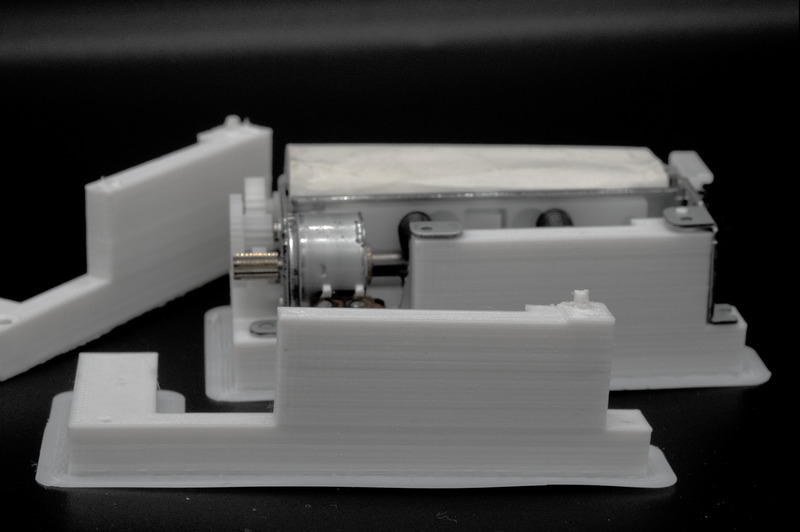
Ich kann mir nicht vorstellen, wie sowas ohne 3D-Drucker gehen könnte. Ich brauche eine Halterung für den kleinen Thermodrucker im Hintergrund. Frei Hand mit dem Stahllineal vermessen und in Openscad einen Entwurf konstruiert. Alles passt dann natürlich nicht, aber im dritten Entwurf ist es optimal. Fertig ist noch nicht, es muss noch der Befestigungsrahmen mit Rollenhalter, Deckelhalter und Befestigungsbohrungen außenrum, dabei kann der Halter noch etwas abgespeckt werden. Pro Versuch gut eine Stunde Druckdauer (0,1-mm-Schichten) und ca. 5 g Material (PLA). Nicht schön aber geht, Anet A8 mit Cura und den Grundeinstellungen für den Prusa i3 (nur Temperaturen geändert) gedruckt. Ok, 5 g sagt Cura, 5,8 g sagt die Waage. Ist aber bei der Druckzeit ähnlich ;-).
Timmo H. schrieb: > Yannik schrieb: > ... der in dieser Wiggly-Version denkbar ungeeignet ist um Probleme zu > erkennen. Danke, wieder was gelernt. > X und Y: Die Zahnriemenspannung scheint nicht optimal zu sein Hab ich jetzt nochmal nachgespannt. Der X-Riemen war viel zu lasch. >> Müssen die Ritzen beim Z so aussehen? > Nein, du hast underextrusion. Hab den Extrution Multiplier angepasst, es sieht jetzt viel besser aus. > Aber irgendwie sieht deine ganze Oberfläche im Top-Layer merkwürdig aus, > kann aber auch am Foto liegen. Das liegt an der Füllung. Ich wollte was ohne auffällige Struktur und habe mich für die Hilberkurve entschieden: http://manual.slic3r.org/expert-mode/infill >> Ich bin vom ersten Ergebnis beeindruckt > Ich jetzt nicht so, mein A8 hat das besser gedruckt, kann aber auch > daran liegen dass ich beim Zusammenbau wusste was ich tue. Wie gesagt, Das ist hier der erste 3D-Drucker. Und für den Preis und zusammen mit dem Nachwuchs selbst zusammengeschraubt, finde ich das Ergebnis schon beeindruckend. Inzwischen gab es natürlich die ersten Fehldrucke, somit relativiert sich das etwas :-) Hier habe ich eine nette Zusammenstellung über mögliche Probleme gefunden: https://www.just3dp.com/blog/post/probleme-beim-3d-druck-und-ihre-loesung/ Da sind auch Bilder dabei, damit man sich unter den ganzen neuen 'Fachbegriffen' auch was vorstellen kann. Und noch eine kleine Zusammenstellung an nützlichen Werkzeugen und Hilfsmitteln: - Kreppband (nicht das billige aus dem Euroshop, das wellt sich ab 40°C :-/ ) - Haushaltschere - Spachtel - Sortiment Schlüsselfeilen Grüße, Yannik
Jetzt muss ich doch mal fragen :-) Habt ihr schon mal grössere Objekte gedruckt? Bei Benchy & Co. habe ich keinerlei Probleme - aber bei grösseren Objekten verziehen sich manche Ränder doch erheblich - d. h. irgendwelche Ecken "kommen hoch" (PLA). Habt ihr damit keine Probleme? Wie geht ihr damit um? Ich drucke auf Glasplatte und mach die auch immer vorher akribisch sauber. Bei kleinen Objekten wie gesschrieben kein Problem - bei grösseren Objekten habe ich fast immer Probleme :-(
Geht mir genauso. Ich habe ein reines Alubett, kleine Sachen gehen mit starkem Heizen (80 °C) direkt auf das Alu, für größere Sachen muss ich Kreppband unterkleben. Bei der Halterung oben wird es interessant, gerade so an der Grenze. Kreppbandfummeleien nerven!
Also ich habe keinerlei Probleme mit Warping, weder bei PLA, PET-G oder ABS. Drucke eigentlich seit 3 Jahre auf Glas mit einer hauchdünnen Schicht Klebestift (Tesa Eco, wirklich nur Wisch pro Fläche). Auftagen im kalten zustand, warten bis trocken, dann aufheizen (55°C bei PLA, 70°C bei PET-G, 110°C bei ABS) und los drucken. Ist manchmal sogar etwas zu fest. Wenns nicht abgeht mit einem Wasser-Alkohol Gemisch drum herumsprühen und einige Minuten warten, dann gehts fast von alleine ab. Auf meinem Ender habe ich das Original Druckbett (rauer als Buildtek) gegen China-Buildtek ausgetauscht, bin wirklich sehr zufrieden damit. Ich mag auch bei vielen Objekten die leicht rauhe Oberfläche des ersten Layers lieber, da sie sich nicht so vom eigentlichen Druck abhebt. Krepp ist mist finde ich, meist bleibt es am Objekt kleben und es ist sehr schwer vom Druck wieder abzubekommen, wenn es einmal dran backen bleibt.
:
Bearbeitet durch User
Timmo H. schrieb: > Drucke eigentlich seit 3 Jahre auf Glas mit einer hauchdünnen Schicht > Klebestift (Tesa Eco, wirklich nur Wisch pro Fläche). Wenn Du die paar Gramm vertragen kannst - zeig bitte mal (scharfe) Fotos von allen Seiten nach 2/3 der Zeit ... bei mir wellt sich das ganz prima :-(
Habe vorher Alubett mit Kaptonband. Hält gut, aber schwer aufzubringen und geht schnell kaputt. Jetzt habe ich Glasplatte mit Pritt-Stift. Hält super und bei Abkühlung fällt's selber ab. Und ist eben! Gruss Chregu
Angehängte Dateien:
-

lang.jpg
170 KB
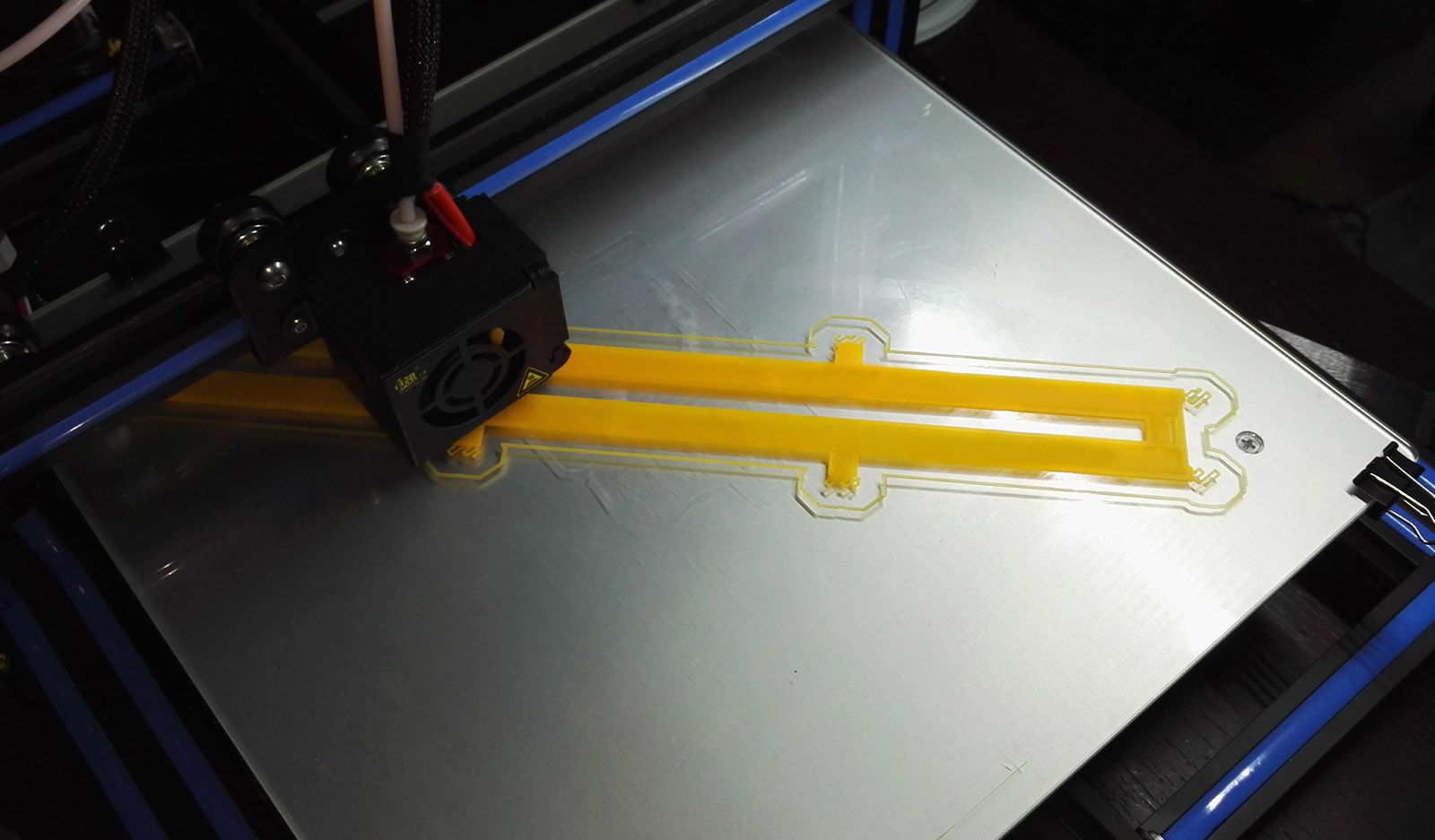
Also ich weiß jetzt echt nicht warum ich das drucken sollte, da ich zu 100% weiß dass es sich bei mir nicht ablösen würde. Ich meine selbst das Teil im Bild ist 34cm lang und hat sich bis zum Ende nicht abgelöst. Klebestift eine schichtig Live-gelevelt mit 2 Bahnen Skirt und das wars. Aber wenn ich nachher noch Zeit habe mache ich es trotzdem vielleicht
Dieter F. schrieb: > Wenn Du die paar Gramm hast - zeig bitte mal. Meinst Du wegen des Warping? Ich meine, dass die Fläche eben ist. Ein höheres Teil (10mm+) fängt einfach an zu warpen, trotz Brim. Habe bis jetzt nur ABS verarbeitet. Habe im Moment mehr Probleme, dass die Schichten untereinander nicht gut zusammenhalten... Gruss Chregu
Angehängte Dateien:
-

owl.jpg
220 KB

Christian M. schrieb: > Ein > höheres Teil (10mm+) fängt einfach an zu warpen, trotz Brim. Mmh, bei mir nicht. Was mache ich bloß falsch ;-) Christian M. schrieb: > Habe bis jetzt nur ABS verarbeitet. Habe im Moment mehr Probleme, dass > die Schichten untereinander nicht gut zusammenhalten... Vermutlich kein beheizter bzw. geschlossener Bauraum. Kann dir für sowas bioFila PLATEC empfehlen, zäh wie sau, weniger Schrumpfung als ABS und bis 120°C Temperaturstabil und nicht so spröde wie PLA. Habe hier auch gerade Silk Filament auf Lignin Basis, ist nicht ganz so temperaturstabil, hat aber ein schönes Finish (wie Seide oder Perlmutt, siehe Bild) und ist quasi unkaputtbar.
:
Bearbeitet durch User
Dieter F. schrieb: > aber bei grösseren Objekten verziehen sich manche > Ränder doch erheblich [...] PLA Liegt daran daß das Material ganz erheblich schrumpft beim Abkühlen. Ich bin jetzt auf PETG umgestiegen, da ist dieser Effekt deutlich geringer als bei allen anderen Materialien. Zusatzbonus: Es druckt vollkommen geruchlos und hält etwas höhere Temperaturen aus als PLA. Zur Anhaftung auf dem Glas hab ich früher Pritt-Stift genommen, das funktioniert prinzipiell, lässt sich aber nicht vernünftig gleichmäßig auftragen (zumindest nicht durch mich) und neigt regelmäßig dazu in ein hässliches Geschmiere auszuarten. Deshalb steht jetzt neben dem Drucker eine grüne Flasche "Garnier Fructis" Haarspray, das riecht nach Apfel und die Ergebnisse sind einwandfrei, es haftet fast schon ein bisschen zu gut, das Ablösen nach dem Abkühlen gestaltet sich manchmal etwas schwieriger, geht aber mit etwas Geduld.
:
Bearbeitet durch User
Timmo H. schrieb: > Also ich weiß jetzt echt nicht warum ich das drucken sollte, da ich zu > 100% weiß dass es sich bei mir nicht ablösen würde. Ja, die ersten paar Schichten nicht. Daher bei ca. 2/3 bitte ein Bild posten :-)
Angehängte Dateien:
-

dieter1.jpg
440 KB -

dieter2.jpg
230 KB -

dieter3.jpg
280 KB -

dieter4.jpg
470 KB -

dieter5.jpg
240 KB -

dieter6.jpg
230 KB






Dieter F. schrieb: > Timmo H. schrieb: >> Also ich weiß jetzt echt nicht warum ich das drucken sollte, da ich zu >> 100% weiß dass es sich bei mir nicht ablösen würde. > > Ja, die ersten paar Schichten nicht. Daher bei ca. 2/3 bitte ein Bild > posten :-) Ich drucke nur 3/3. Die 20g hatte ich noch übrig. Gedruckt mit dem CR-10 @ 80mm/s, 0.24mm Layer mit PLA, auf Glas mit Tesa Eco, ein Wisch Für das 22-Eck als "Kreis" kann ich nichts, das war so im STL. Maße passen fast 100%. Hat sich keine Ecke auch nur ansatzweise angehoben... aber ich sagte ja dass ich mir 100% sicher bin :-D Erwähnte ich schon dass der CR-10 genial ist?
:
Bearbeitet durch User
Das war jetzt auf Glasplatte? Gerade habe ich überlegt mal Buildtak zu probieren. Timmo H. schrieb: > Erwähnte ich schon dass der CR-10 genial ist? Ich meine mich zu erinnern ;-). Wenn es mit dem A8 garnicht klappt, wird das mein nächster Versuch. Obwohl, im Moment bin ich wieder ganz zufrieden, aber 80 mm/s und 0,24-mm-Layer, hmmh....
Guido B. schrieb: > Das war jetzt auf Glasplatte? Gerade habe ich überlegt mal > Buildtak zu probieren. Ja schrieb ich ja. Buildtak habe ich momentan nur auf meinem Ender, aber habe bereits 4 Stück 305x305mm Buildtak für meinen CR-10. Aber Glas+Pritt geht halt auch problemlos Guido B. schrieb: > Wenn es mit dem A8 garnicht > klappt, wird das mein nächster Versuch. Obwohl, im Moment bin > ich wieder ganz zufrieden, aber 80 mm/s und 0,24-mm-Layer, > hmmh.... Also mein Anet packt das auch. Der druckt auch mit 120mm/s ohne Probleme. Allerdings ist die gesamtquali vom CR-10 schon besser. Hängt größtenteils mit der Mechanik zusammen und natürlich mit den Lagern welche man super justieren kann, das geht bei 3D Druckern mit klassischen Linearlagern halt nicht wirklich. Und auch das Upgrade mit IGUS funktioniert eigentlich nur perfekt mit leichter Presspassung (was in der Regel ja nicht vorhanden ist) und durch den Bowden ist natürlich auch der Druckkopf eine ganze ecke leichter. Weniger Masse = weniger Ringing => höhere Höchstgeschwindigkeit sofern das Hotend und Extruder mitmachen
:
Bearbeitet durch User
Timmo H. schrieb: > das geht bei 3D Druckern mit > klassischen Linearlagern halt nicht wirklich. Hab gestern zufällig ein Video gesehen: https://www.youtube.com/watch?v=v5Wjyyeuzks Billig-Drucker mit 3 Linearführungen! Hätte ich das Ding vor meinem CR-10s-Kauf entdeckt, hätte ich mir das Ding vmtl geholt xD Ist auch recht günstig mit ~$300. Aber egal, der CR-10s wird schon das machen, was er soll ;) Noch ist er ja noch nicht da ...
Timmo H. schrieb: > Erwähnte ich schon dass der CR-10 genial ist? Respekt :-) Habe mir wohl mal ein paar Tesa Eco bestellt ...
Angehängte Dateien:
-

Bot_1.jpg
52 KB -

Bot_2.jpg
110 KB -

Bot_3.jpg
47 KB -

Bot_4.jpg
67 KB -

BechnchySup1.jpg
110 KB -

BenchySup2.jpg
180 KB -

BenchyUnmod1.jpg
94 KB -

BenchyUnmod2.jpg
290 KB -

BenchyUnmod3.jpg
200 KB -

BenchyStringing.jpg
190 KB -

Benchymod1.jpg
280 KB -

Fehlstelle_Benchy.jpg
47 KB

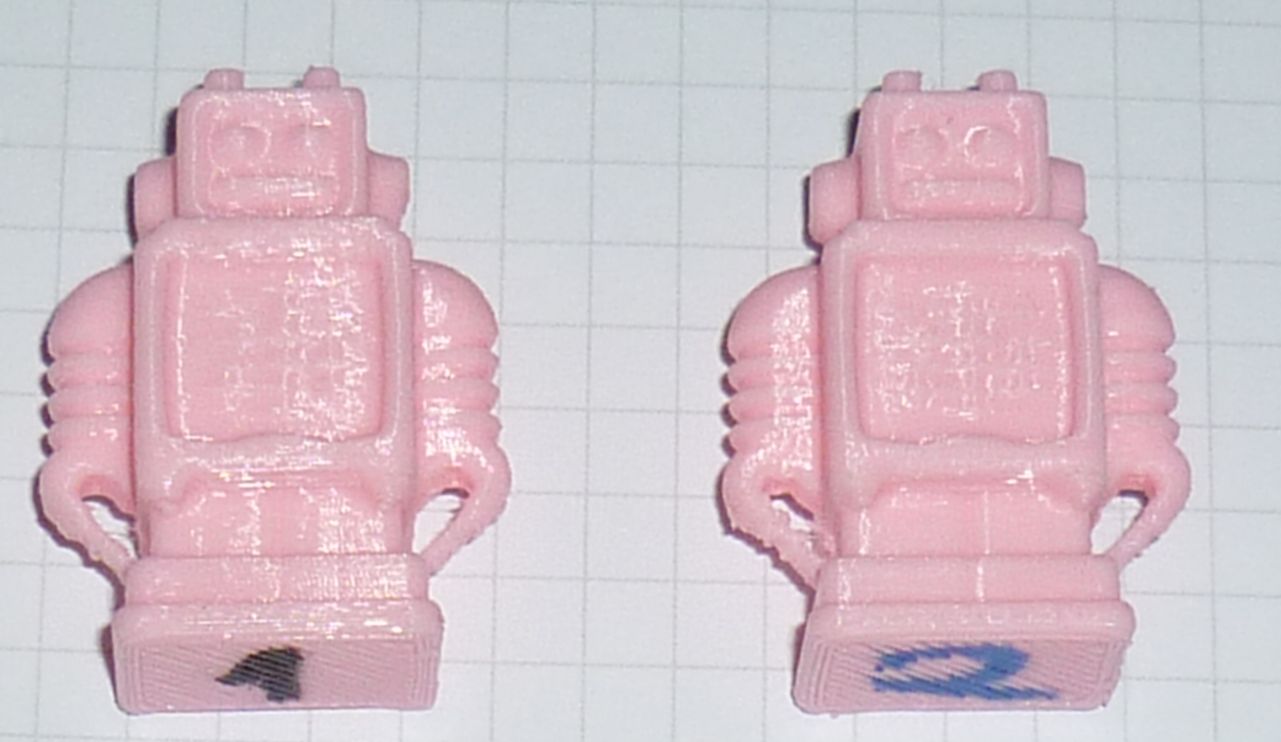




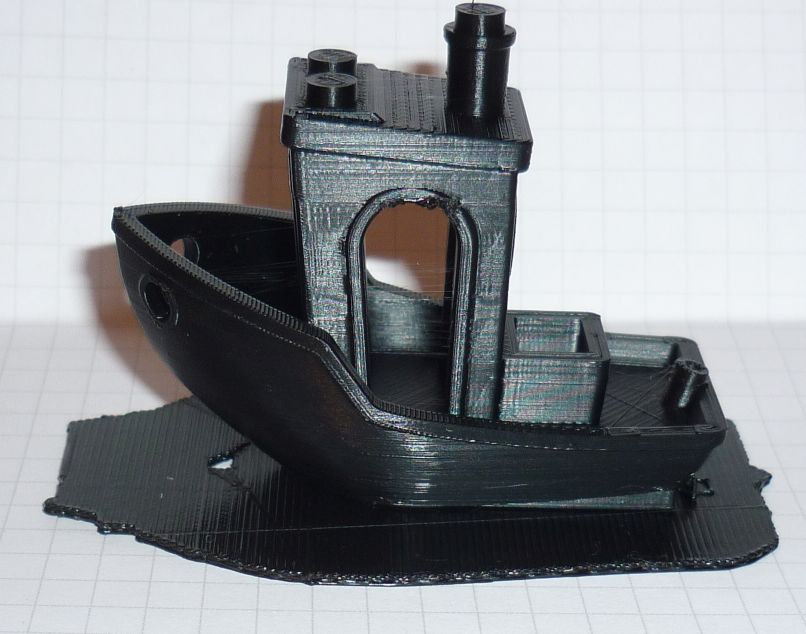





Hallo Zusammen, Nach den mich dieser Thread mich im Bezug auf die Fortschritte bei den LowestCost 3D Druckern neugierig gemacht hat, habe ich mich nun endlich dazu durchgerungen mir ein kleines Gerät für daheim zu holen. Da es nur eine Ergänzugn zu meiner CNC Ausstattung sein soll und ich ja auch die Möglichkeit hätte etwas in der Fa. auszudrucken habe ich mich für ein kleineres Gerät entschieden. Im vertrauen auf den "Meister der Spezialeffekte" als 3D Druck Forenguru ist es dann Ender 2 geworden. Das Gerät ist am Freitag angekommen und hier mal eine erste Einschätzung: Gekauft habe ich es bei Gearbest, versand GErmany Priority Line. Der letzte Versandschritt erfolgte dabei von Deutschland aus, geliefert wurde mit Hermes. Daher keine Zollprobleme oder unerwarteten Mehrkosten. Die Baugruppen des Gerätes waren vormontiert und das Gerät war nur in so viele Teile zerlegt wie es für einen Platzsparenden Transport gerade nötig war. Auf der Anbieterseite steht etwas von 20 Minuten Aufbauzeit, ich habe den Aufbau in der Mittagspause gemacht und musste fast nicht überziehen. (Hat also etwa 40 Minuten gedauert, mit etwas Eile hätte es aber auch wohl in 30 Minuten geklappt) Daheim dann noch etwa 10 Minuten für die Feinjustierung des Druckbettes und erste Einstellungen. Grundsätzlich macht das Gerät einen soliden Eindruck. Der Aufbau beschränkte sich dabei im großen und ganzen auf das zusammenstecken der vormontierten Baugruppen und das Verkabeln. Führungswagen, Extruder, Hotend mit Heizung und Lüfter usw. waren jeweils als Einheit bereits fertig vormontiert. Die zu den jeweiligen Bauschritten gehörenden Schrauben/Befestigungselemente waren einzeln passend abgezählt abgepackt und beschriftet. Zusätzliche Ersatzschrauben/Nutensteine sind ebenfalls in einer extra Tüte enthalten, dieser Beutel ist eindeutig als Ersatzteil/Reserve gekennzeichnet. Die Aufbauanleitung ist wie bei den meisten China-quasi-direktimporten recht dürftig. Aber mit etwas technischen Geschick ist es dann doch alles recht eindeutig wie es zusammengehört. Der Drucker besteht überwiegend aus Aluminium, die Achsen sind Nutenprofile. Grundplatte und einige Befestigungsteile sind anscheinend aus PMMA. Bereits der erste Ausdruck ist in einer Qualität die ich für unter 150 Euro vor einigen Monaten nicht erwartet hätte. Und das ohne jede Detailabstimmung oder Parameteranpassung. In einigen Details gibt es noch kleine Schönheitsfehler, aber das ist Jammern auf m.E.n. sehr hohem Niveau. Zumal da sicher noch durch Feinabstimmung einiges rauszuholen ist. Im Bezug auf die Druckergebnisse bei der ersten Inbetriebnahme des Makerbot2 (damals noch ohne +) bei uns in der Fa. braucht sich das Ding sicher nicht zu verstecken! Da haben die ersten Drucke viel schlechter ausgesehen und es hat schon einige Zeit gebraucht bis wir diese Ergebnisse oder gar bessere hatten! Zu den Positiven Dingen aber nun auch die negativen: Als wichtigen Punkt das Netzteil: Da Mitgelieferte Netzteil ist leider sehr laut (der Lüfter) da werde ich definitv noch was machen. Zudem habe ich so meine Zweifel das die Ausführung mit dem für Festeinbau vorgehenem Schaltnetzteil SOMPOM S250-12 https://www.alibaba.com/product-detail/Sompom-S-250-12-Led-Strip_60614888984.html als "In Anschlusskabel eingeschleiftes" Netzteil so den Vorgaben entspricht. Auch wenn der Mitgelieferte aufzuschraubende Berührungsschutz (das einzige 3D gedruckte teil im Satz) für die Schraubenleiste zumindest das ärgste Risiko heruntersetzt und ein vorrübergehender Normalbetrieb in dem Zustand dadurch nicht mehr ganz wahnsinnig ist. In der Nähe von Kindern oder absoluten Laien würde ich das so nicht betreiben -oder gar von diesen Aufbauen lassen- (Ich werde das im selben Zug mit dem Lüftertausch und anderen Lärmverminderungsmaßahmen in ein ordentliches Gehäuse einbauen Der Drucker selbst ist jedoch sogar leiser als der UM2+ in der Fa.) Den Check am Secutest hat das Netzteil aber zumindest mit Bravour bestanden... Der zweite zu erwähnende Punkt, wenn gleich wesentlich weniger gravierend: Der erste Druck lief bei mir gut, bei dem zweiten Druck gab es dann bei ca. 50% einen schweren Fehler, der Drucker lief normal weiter, es kam aber kein Filament mehr. Druck abgebrochen, vollen Reset durchgeführt und einen neuen Anlauf gestartet. Hier dauerte es dann nur wenige Minuten bis der Druck aussetzte. Der Drucker meldete keinen Fehler sondern lief unbeeindruckt durch. Wie sich herrausstellte gab es einen Fehler am Heizelement. Nach lösen der Anschlusskabel an der Steuerplatine und nachmessen mit dem Multimeter zeigte sich eine Widerstandsänderung von 5Ohm auf 25 Ohm bei Bewegung des Anschlusskabels. Ich habe erst an eine Fehlerhafte Crimpung gedacht, jedoch zeigte sich nach Ausbau des Elements das der Fehler direkt an der Kabeleinführung im Element liegen muss. Wenn man Funktionssicherheit möchte irreparabel. Da direkt ein Ersatzelement im Lieferumfang des Gerätes enthalten war habe ich das Problem nach rund 15 Minuten zuverlässig beseitigt (inkl. Fehlersuche und Austausch). Seit dem hat der Drucker bis jetzt 20 Betriebsstunden Problemlos mitgemacht. Vermutlich war das einfach ein Montagselement und letztendlich dann auch nicht das Verschulden des Druckerherstellers. Ich denke aber trotzdem das es erwähnt gehört. Die Ersatzelemente kosten mit der Schneckenpost etwa 1,50 Euro https://www.gearbest.com/3d-printer-parts/pp_436482.html Ist vielleicht nicht verkehrt sich davon zwei oder drei auf Lager zu legen. Die Temperaturfühler kosten im Zehnerpack einen Euro, werde ich mir vorsorglich auch noch holen. BTW: Sowohl das Heizelement als der Temperaturfühler lassen sich leicht tauschen. Die sind einfach ohne Kraftaufwand in den Messingblock eingesteckt und mit einer mäßig angezogenen Schraube gesichert. Es muss nichts gepresst werden. Wie geschrieben: Der Tausch hat mit Fehlersuche etwas unter 15 Minuten gedauert. Zu den Druckergebnissen: Die beiden ersten Ausdrucke waren die "Makerbot Testroboter" aus dem Cura Installationsordner. Auf den Bildern der Linke war Nummer 1, der Rechte Nummer 2. Die Nummer 1 wurde mit Grundeinstellungen und Layerhöhe 0,15 gemacht. Die Nummer 2 mit Grundeinstellungen, aber abgeänderter Layerhöhe von 0,08. Leider kommt das auf den Fotos nicht so raus, aber grundsätzlich sind beide Druckergebnisse in Ordnung. Lediglich im Bereich der Stützkonstruktion für die Hände haben beide Ausdrucke Probleme. Bei dem Ausdruck mit der geringeren Layerhöhe sind die Probleme an dieser Stelle größer. Ich vermute das es etwas an der Kühlung liegt, werde da mal noch etwas spielen. Der Ausdruck erfolgte mit der Filamtprobe aus dem Lieferumfang Als Ausdruck Nummer drei habe ich einen "original" Benchy gedruckt. Leider vergessen das Stützmaterial zu deaktivieren. Layerhöhe 0,12 sonst Grundeinstellungen (BenchySup 1 & 2) Als Versuch Nummer vier habe ich den Lego Benchy gedruckt, weitgehend mit Grundeinstellungen, abweichend nur Layerhöhe (0,12) und Z-Hop (0,04 versuchshalber). Die Bilder "Benchy Unmod" zeigen das Modell wie es aus dem Drucker gekommen ist. Bis auf eine deutliche Fehlstelle am oberen Rand der Kajütentür denke ich das es ein ganz ordentliches Ergebnis ist. Wenn jemand eine Idee hat was das Problem verursacht hat bin ich gerne für Anregungen offen. Auf der Gegenüberliegenden Seite gibt es ebenfalls dieses Problem, wenn auch viel kleiner. Interessant finde ich hier auch das ich hier sehr viel ultrafeines Stringing habe. Die Fäden sind so dabei so dünn das man die mit bloßen Auge kaum sieht. Ein Spinnenfaden ist dick dagegen (die Fäden sind viel dünner als es auf den Fotos aussieht). Mit etwas Überbelichtung sieht man es ganz gut. Bei den Bildern "Benchy mod" ist dasselbe Modell nach einer Minimalnachbearbeitung zu sehen. Die Ultrafeinen Fäden waren bereits nach einem kräftigen Luftstoss aus der Ausblaspistole geschichte. Dann habe ich noch die Trägerplatte entfernt und das im "unteren Legobereich" befindliche Stützmaterial. Keine weiteren Maßnahmen. Beide Benchys habe ich mit Geetech PLA gedruckt. Gruß Carsten
:
Bearbeitet durch User
Carsten S. schrieb: > Da Mitgelieferte Netzteil ist leider sehr laut (der Lüfter) da werde ich > definitv noch was machen. Zudem habe ich so meine Zweifel das die > Ausführung mit dem für Festeinbau vorgehenem Schaltnetzteil SOMPOM > S250-12 > https://www.alibaba.com/product-detail/Sompom-S-250-12-Led-Strip_60614888984.html Das ist in der Tat scheinbar überarbeitet worden. Ich habe noch passives Tisch-Netzteil (12V/12A), aber da die Chinesen das sicherlich nicht grundlos gewechselt haben, wird mit das vermutlich auch bald hoch gehen. Aber ich werde mir schonmal vorsorglich ein XBox Netzteil bestellen. Ich habe das mal gemessen, beim Aufheizen liegt man bei etwa 100W und beim Druck so im Durchschnitt bei 40-60W. Das Netzteil selbst wird jetzt nicht wirklich übermäßig warm dabei, aber man weiß ja nicht wie sich da intern die Hitze verteilt. Carsten S. schrieb: > Da direkt ein Ersatzelement im Lieferumfang des Gerätes enthalten war Auch das ist scheinbar neu, bei mir war noch kein Ersatz dabei. Gut die Dinger kosten bei Ali ja nur 80 cent/stück. Auch wenn mir in 4 Jahren noch nie ein gekaputt gegangen ist kann man sich ja mal ein paar auf vorrat kaufen. Das CR-10/Ender-2 Hotend ansich gefällt mir ansonsten sehr gut. Schön kompakt und durch den Flachen Kühlkörper wird durch den direkten Kontakt mit dem X-Schlitten welcher auch aus Metall ist die Wärme auch sehr effektiv abgeführt.
:
Bearbeitet durch User
Angehängte Dateien:
-

halt1.png
6,9 KB

Helft mir mal bitte auf die Sprünge. Die obige Halterung (ca. 90x100x65 mm³) benötigt laut Cura in 0,1-mm-Schichten letztendlich 12 Stunden Druckzeit. Mit dickeren Schichten kann ich das natürlich reduzieren. Jetzt lese ich immer, dass die Schichtdicken beim Anet A8 in 0.04-mm-Schritten erfolgen sollten, blöd für metrische Maße. Die Z-Spindel hat 2-mm-Steigung, bei 200 Schritten per Umdrehung sollte das doch in 0.01-mm-Steps klappen. Was habe ich da nicht verstanden, ich würde 0.25-mm-Schichtdicke verwenden. Für die etwa V-förmige Aussparung in der Front brauche ich auf 45 mm doch sicher Stützmaterial. Ich habe das in Cura aktiviert, es fügt dieses aber nicht ein. Muss ich von Hand Stützen einfügen? Grüße, Guido
:
Bearbeitet durch User
Guido B. schrieb: > bei 200 Schritten per Umdrehung sollte das doch in 0.01-mm-Steps > klappen. Was habe ich da nicht verstanden, ich würde > 0.25-mm-Schichtdicke verwenden. Das habe ich hier schon mal erklärt: Beitrag "Re: Prusa I3 3D Drucker" Nimm für das ding 0,2 oder 0,24mm
Guido B. schrieb: > Schon, aber beim A8 hat die Spindel eine 2-mm-Steigung, nicht > 8 mm? Nein 8 mm Steigung und 4 Gänge. Der pitch zwischen den Gängen ist zwar 2 mm aber mit einer Umdrehung geht die z Achse 8mm hoch /runter. Dreh doch einfach mal per Hand und achte auf die Madenschrauben am koppler
Ah, danke, jetzt habe ich es probiert und kapiert. Dann muss ich doch mit krummen Werten leben.
Angehängte Dateien:
-

halt2.jpg
120 KB

Dann will ich euch das Endergebnis meiner Halterung für den Minithermodrucker nicht vorenthalten. Die Maße sind 85x110x65 mm³, gedruckt auf Tesakrepp. Soweit ich getestet habe, passt alles. Was mich zwar nicht stört, aber etwas irritiert ist die Welligkeit der Wände. Ich meine, das war letzten Winter noch nicht so stark. Ob die Lager schon hinüber gehen? Für die ewigen Nörgler: Klar habe ich massig PLA verbraten (52 g), die Vorversuche mitgerechnet, hat das sicher knapp über 1 € gekostet. Und auch meine Stromrechnung ist sicher um 1 kWh gewachsen. Die 5-stündige Druckdauer musste ich natürlich ständig neben dem Drucker verbringen und dazwischen 3 mittlere Brände löschen. LOL Mir macht das Spaß! :-)
Guido B. schrieb: > Was mich zwar nicht stört, > aber etwas irritiert ist die Welligkeit der Wände. Ich meine, das > war letzten Winter noch nicht so stark Das ist das Muster des infills. Entweder hast du nur eine outline gemacht oder zu hohes infill overlap
Danke für den Hinweis, hätte ich auch selbst drauf kommen können :-(. Ich habe 2 Outlines.
Hallo, was heißt denn jetzt konkret " Guido B. schrieb: > Die > 5-stündige Druckdauer musste ich natürlich ständig neben dem Drucker > verbringen und dazwischen 3 mittlere Brände löschen Kann man den Drucker keine Sekunde aus den Augen lassen??? Und was passiert denn dann, wenn was pasiert??? Gruß Rainer
Jan L. schrieb: > guest...Rainer schrieb: >> Hallo, was heißt denn jetzt konkret " > > "Ironie" heisst das wohl.. Nö - manchmal - bei mir noch nie :-\ - gibt es halt Probleme. Das kann aber immer vorkommen - daher würde ich mich nie auf einen vollkommenen Druck verlassen. Immer dabei bleiben. Bisher hatte ich noch keine Probleme ... es lief immer alles glatt - bis auf die Haftung, daran arbeite ich noch :-). Es wellt sich halt manchmal etwas - leider - aber Timmo sei Dank - we try harder .-)
guest...Rainer schrieb: > Hallo, was heißt denn jetzt konkret " > > Guido B. schrieb: >> Die >> 5-stündige Druckdauer musste ich natürlich ständig neben dem Drucker >> verbringen und dazwischen 3 mittlere Brände löschen > > Kann man den Drucker keine Sekunde aus den Augen lassen??? Und was > passiert denn dann, wenn was pasiert??? > Gruß Rainer Nein, wie die Vorposter schon sagen, war das ironisch gemeint. Ich habe alle 20-30min. mal vorbeigeschaut, ob das Filament noch sauber läuft. Es gab aber überhaupt keine Probleme!
Angehängte Dateien:
-

small_owl.jpg
360 KB
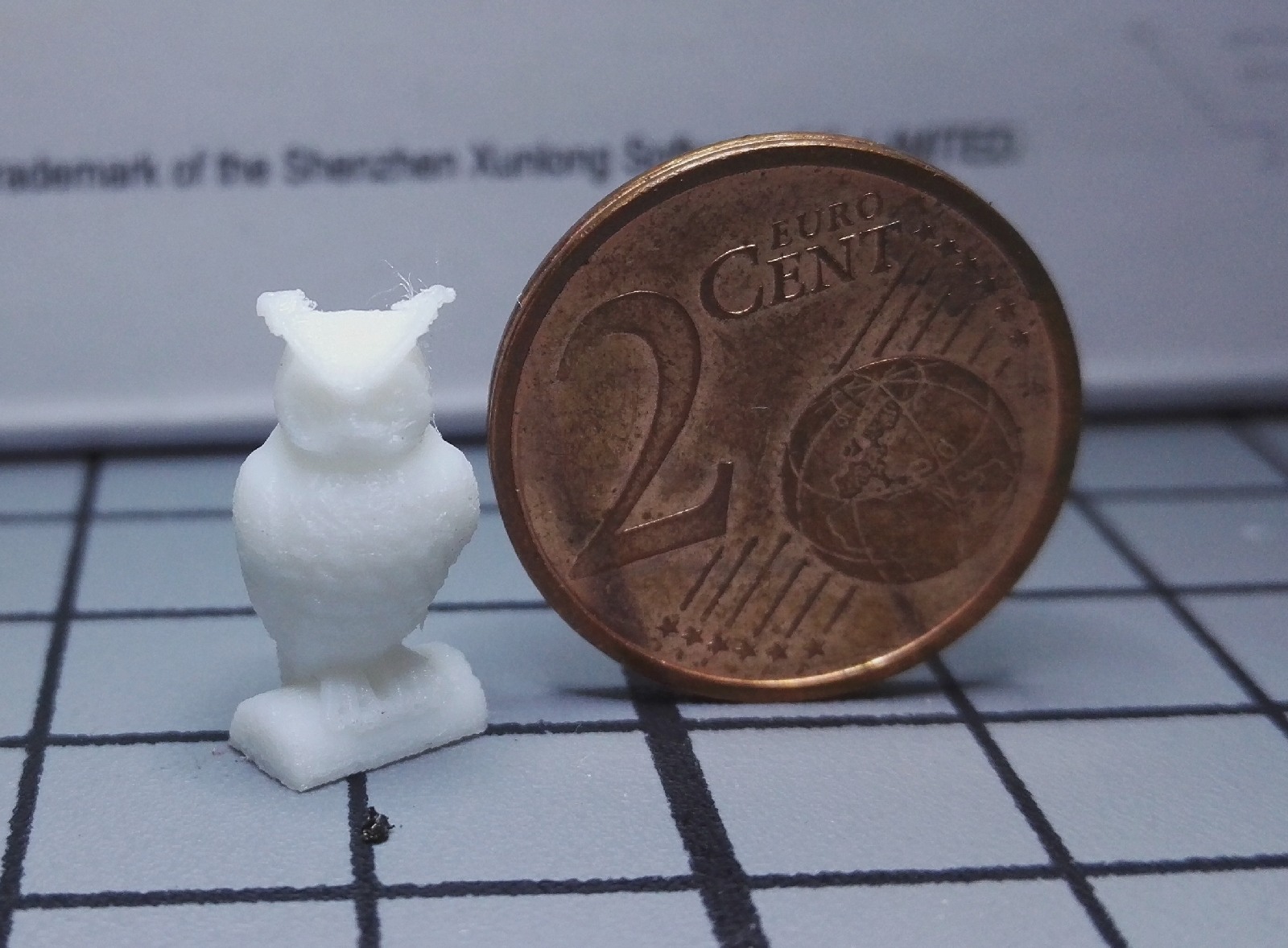
Gerade mal versucht wie klein man mit einer 0.4mm Nozzle drucken kann. Immerhin sind nicht alle Details verschwunden :-D Layerhöhe 0.04mm (!!!) Größtes Problem ist hier zum einen die Kühlung und zu anderen die zu geringe Übersetzung vom Extruder. Ich glaube ich muss mir für solche Dinge mal ein 3:1 Titan Clone kaufen
:
Bearbeitet durch User
Timmo H. schrieb: > Gerade mal versucht wie klein man mit einer 0.4mm Nozzle drucken kann. Wie kann man eigentlich mit einer 0,4mm Nozzle kleinere Strukturen als 0,4mm drucken? Hatte mich das schon des öfteren gefragt ...
Mampf F. schrieb: > Timmo H. schrieb: >> Gerade mal versucht wie klein man mit einer 0.4mm Nozzle drucken kann. > > Wie kann man eigentlich mit einer 0,4mm Nozzle kleinere Strukturen als > 0,4mm drucken? > > Hatte mich das schon des öfteren gefragt ... Naja der Nozzle bestimmt die minimale Breite (X/Y Auflösung, wobei die Positioniergenauigkeit theoretisch 80 bzw. 100 Steps/mm ist (also 0,0125mm auf Mikroschritt-Ebene gesehen)), nicht die Höhe. Die Höhe des Layers in eigentlich nur begrenzt durch die Mechanik (200 Steps/8mm => 0.04mm (Theoretisch durch Microsteps 200*16/8mm = 0,0025mm). Und natürlich ist bei extrem kleinen Layer-Höhen der Extruder (e-steps/mm) schon entscheidend, da bei 0.04mm nur noch extrem wenig filament durch den Nozzle gedrückt wird, arbeitet der Extruder eigentlich nur noch im Microstep-Betrieb weswegen das Drehmemoment irgendwann zu gering ist um die Dosierung konstant/exakt zu halten.
:
Bearbeitet durch User
Mampf F. schrieb: > Timmo H. schrieb: >> Gerade mal versucht wie klein man mit einer 0.4mm Nozzle drucken kann. > > Wie kann man eigentlich mit einer 0,4mm Nozzle kleinere Strukturen als > 0,4mm drucken? > > Hatte mich das schon des öfteren gefragt ... In dem man die Lage der Düse zum Druckbett um weniger als 0,4mm ändert... Als einfaches zweidimensionales Beispiel: Stell dir ein Fahrzeug für Fahrbanmarkierungen vor das tatsächlich wie im Comic mit einem 20cm breiten Pinsel funktioniert. (In der Realität arbeiten die anders...)Stell dir vor dieses Fahrzeug fährt im Kreis mit einem Radius von vielleicht 20m und macht einen 20cm breiten Strich. Wenn nun an einer Stelle der Fahrer leicht zittert und auch nur 5cm von der Kreisbahn abkommt wird man das trotzdem mit wenigen Metern abstand gut sehen können, obwohl die Abweichung viel kleiner als die Pinselbreite ist. Und so funktioniert das beim 3D Druck. Es wird zwar tatsächlich durchgehend eine etwa 0,4mm breite Kunstsoffspur ausgebracht, aber das für die Betrachtung ja nur die Aussenkontur maßgeblich ist, kan man durch entsprechend geringe Veränderungen der Bahn auch deutlich kleinere Konturen abbilden. Was halt nicht geht ist z.b. eine Wand zu drucken die in X oder Y Richtung kleiner als der Düsendurchmesser ist. (In Z richtung, also flach liegend, könnte es wieder theoretisch gehen da ja hier die Höhe der Austrittsöffnung und damit die Höhe der Kusntstoffschicht durch den Abstand Düsen-Druckebene eingestellt wird. Gruß Carsten
Angehängte Dateien:
-

wcmini2.jpg
63 KB -

wcmini1.jpg
41 KB


Yay, first 3D-print every! Hatte das gcode-File mit Cura und CR-10-Maschine und Cree white PLA Settings schon Wochen fertig, bevor die Maschine kam. Heute(!!!!) ist sie per Hermes gekommen, gleich aufgebaut, Druckbett kalibriert und gleich das Case als allerersten Print ever gedruckt und voila, hat super funktioniert. Der CR-10s (die Upgrade-Version mit Filament-Sensor und Doppel-Z-Achse) ist super! Und die Größe ist perfekt :)
Mampf F. schrieb: > Der CR-10s (die Upgrade-Version mit Filament-Sensor und Doppel-Z-Achse) > ist super! gibts da irgendwelche probleme mit der z-achse? die schrittmotoren scheinen nicht mechanisch synchronisiert zu sein…
c.m. schrieb: > Mampf F. schrieb: >> Der CR-10s (die Upgrade-Version mit Filament-Sensor und Doppel-Z-Achse) >> ist super! > > gibts da irgendwelche probleme mit der z-achse? die schrittmotoren > scheinen nicht mechanisch synchronisiert zu sein… Nicht mehr als mit allen Prusas, die schon immer zwei Z-Achsen hatten. Man muss die Höhe auf beiden Seiten im stromlosen Zustand mit der Schiebelehre einmal einstellen, dann ists kein Problem. Wenn die Motoren keine Steps verlieren - zB weil zu schnell eingestellt - funktioniert das prima :) Ursprünglich war der einseitige Antrieb der Grund, weshalb ich keinen CR-10 wollte (oder auch keinen Ender), da kam die Upgrade-Version (CR-10s) gerade richtig :)
:
Bearbeitet durch User
Angehängte Dateien:
-

Venetian_mask.jpg
230 KB -

v_mask2.jpg
290 KB


Habe ohne Dual-Z eigentlich keine Probleme. Und gefühlt haben alle die Dual-Z haben mehr Probleme :-D Gerade eine venezianische Maske gedruckt. Ziemlich einwandfrei. Overhangs keine Probleme (und das sind teilweise 70°) und ohne Stützmaterial. Okay habe jetzt Speed einen tick zu hoch gedreht, aber für 13 Stunden schon okay.
:
Bearbeitet durch User
Habe gerade nochmal ein benchy am Laufen, mal sehen, ob ich die Einstellungen noch in den Griff bekomme. Prinzipiell scheint es mir mit Cura doch etwas einfacher zu sein als mit Slic3R. Was sind denn jetzt die Unterschiede des Prusa i3 zum CR-10s? Liederliche Alukonstruktion, sicher deutlich stabiler als das Acrylglas. Dann erkenne ich noch einen Bowden-Extruder, den könnte ich ja am A8 nachrüsten. Gute Idee eigentlich, dass, soweit ich das erkenne, der Feeder auf der Z-Achse mitläuft, das verkürzt den Bowden. Sonst noch was? Firmware besser oder so? Mampf, ist das ein Alu- Druckbett? Eigentlich sieht es mir auch nach aufgespannter Glasscheibe aus.
Guido B. schrieb: > Liederliche Alukonstruktion, sicher deutlich stabiler als das > Acrylglas Der original Prusa i3 besteht nicht aus Acrylglas. Der mk3 hat zudem auch alu profile die y Achse. Guido B. schrieb: > Dann erkenne ich noch einen Bowden-Extruder, den könnte ich ja am A8 > nachrüsten. Bowden hat vor und Nachteile. Und auch wenn ich beide Arten von druckern habe könnte ich jetzt nicht unbedingt sagen was besser ist. Beim A8 ist bowden auf jeden Fall besser da aufgrund der Mechanik das geringere Gewicht des Druckkopfes von Vorteil ist. Guido B. schrieb: > Sonst noch was? Firmware besser oder so? Basiert doch eh alles auf marlin (außer Stock) und das kompiliert man im besten Fall eh selbst in
Guido B. schrieb: > Dann erkenne ich noch einen Bowden-Extruder, den > könnte ich ja am A8 nachrüsten. Vorteil vom Bowden ist: Du hast weniger Gewicht am Druckkopf, kannst somit theoretisch höher Beschleunigen und somit schneller drucken. Theoretisch deshalb, weils beim Prusa aber nichts bringt, dieser Aufbau ist durch die schwere Y Achse, auf der das Bett liegt, prinzipbedingt zur Langsamkeit verurteilt. Wirkliche Auswirkungen hat das nur bei CoreXY oder Ultimaker Derivaten mit sehr leichtem XY Gestänge. Weiterer Vorteil ist: Du kannst auch sog. Geared Extruder (Extruder mit Getriebe) einsetzen, die noch schwerer sind aber mehr Kraft aufs Filament ausüben können und der Schrittmotor ist nicht im Beheizten Bereich. Außerdem werden die Kabel für den Schrittmotor nicht mechanisch belastet, dürften somit länger leben. Der Nachteil des Bowdens ist, daß es speziell mit Flex Materialien schwieriger bis unmöglich wird zu drucken und man hat 2 Bauteile die man befestigen muss statt einem
:
Bearbeitet durch User
Auf - ich glaube - Timmohs Rat hin, habe ich bei Filamentworld bestellt. Der Laden gefällt mir! Die sind so flott wie Farnell ... Heute bestellt, morgen geliefert. Weil ich ein Sample noch vergessen hatte zum Mitbestellen, hatte ich es extra noch bestellt mit dem Wissen, die Versandkosten wären höher, als das Sample selbst - aber sie haben überhaupt keine Versandkosten berechnet :)
Naja, die Preise sind ja auch ganz schön ordentlich. Ich habe gerade transparentes PLA beim Chinesen über Ebay gekauft, für 13,59 €/kg inkl. Versand. Funktioniert einwandfrei, mein erstes Filament mit 1,75-mm- Durchmesser ;-). Der Versand hat 2 Tage benötigt. Was die Qualitätsunterschiede anbetrifft, kapiere ich garnichts. Drucken kann man wohl mit jedem Filament, die Reproduzierbarkeit beim Nachkauf könnte ein Kriterium sein. Das erste weiße Filament, das ich gekauft habe, war ulkig aufgewickelt, immer mal wieder ein gegenläufiges Stück dazwischen. Führt zum Klemmen, der Verkäufer hatte aber extra darauf hingewiesen, dass dieses Material nicht von höchster Güte sei. Wo liegen sonst die Unterschiede? Temperaturangaben kann man wohl getrost in die Tonne treten, bei dem selben Grundstoff, also PLA, ist das wohl eher von den Toleranzen der Erfassung abhängig. Kann man mit besserem Filament bessere Druckergebnisse bekommen? Obwohl, ich bin ja garnicht unzufrieden.
Guido B. schrieb: > Naja, die Preise sind ja auch ganz schön ordentlich. Ich habe gerade > transparentes PLA beim Chinesen über Ebay gekauft, für 13,59 €/kg inkl. ...ein Link wäre nett... :)
Jan L. schrieb: > Guido B. schrieb: >> Naja, die Preise sind ja auch ganz schön ordentlich. Ich habe gerade >> transparentes PLA beim Chinesen über Ebay gekauft, für 13,59 €/kg inkl. > > ...ein Link wäre nett... :) Das Angebot wurde schon wieder geändert, nimm diesen als Beispiel (ist vom selben Händler): http://www.ebay.de/itm/Hellgrau-Filament-1KG-Spule-Roll-1-75mm-f-r-3D-Drucker-Printer-Makerbot-RepRap-/122277126256?hash=item1c7848e070 Hellgrau hätte ich auch genommen, transparent ist aber sehr schön.
Guido B. schrieb: > Was die Qualitätsunterschiede anbetrifft, kapiere ich garnichts Bei billigem Filament ist der Durchmesser nicht konstant und variiert stark, d.h. man kann unmöglich die richtige Menge durch die Nozzle drücken, wenn man das Ausgangsmaterial schon undefiniert ist. Hab gesehen, viele Hersteller geben auch +/- zB 0,05mm an. Oder die Rollen sind schlecht gewickelt. Oder die PLA-Zusammensetzung ist schlecht (wie auch immer man das quantifizieren kann ...)
Guido B. schrieb: > Das Angebot wurde schon wieder geändert, nimm diesen als Beispiel > (ist vom selben Händler): > > Ebay-Artikel Nr. 122277126256 Thx! > Was die Qualitätsunterschiede anbetrifft, kapiere ich garnichts. > Drucken kann man wohl mit jedem Filament, die Reproduzierbarkeit naja, da gibt's schon Unterschiede; hatte schon welches, das wurde nach einiger Zeit spröde wie Glas (vermutlich relativ stark Feuchte gezogen?), aktuell hab' ich gerade mit rotem Filament von Herz ein Riesenteil gedruckt - wider Erwarten super geworden. Dann von rot zu grün des selben Herstellers gewechselt, sonst alles gleich - jetzt hab' ich's mit franseligen Oberflächen und schlechter Layerhaftung zu kämpfen... Irgendwas ist also anders...
Aaaah ich werd wahnsinnig ... Das PLA von Filamentworld stickt bei mir überhaupt nicht Keine Ahnung ... Jemand zufällig hier, der Filamentworld PLA hat und vlt gleich ein komplettes Cura-Profil?^^
Hi >Bei billigem Filament ist der Durchmesser nicht konstant und variiert >stark, d.h. man kann unmöglich die richtige Menge durch die Nozzle >drücken, wenn man das Ausgangsmaterial schon undefiniert ist. >Hab gesehen, viele Hersteller geben auch +/- zB 0,05mm an. >Oder die Rollen sind schlecht gewickelt. >Oder die PLA-Zusammensetzung ist schlecht (wie auch immer man das >quantifizieren kann ...) Da spricht wohl jahrelange Erfahrung aus dir. Ich habe seit Ende 2015 einen K8400. Bisher konnte ich bei PLA verschiedener Anbieter keine Unterschiede feststellen. Im Moment ist https://www.dasfilament.de/ der Anbieter meiner Wahl. Filamentworld hat zwar ein große Auswahl, ist mir aber ehrlich gesagt zu teuer. MfG Spess
Mampf F. schrieb: > Guido B. schrieb: >> Was die Qualitätsunterschiede anbetrifft, kapiere ich garnichts > > Bei billigem Filament ist der Durchmesser nicht konstant und variiert > stark, d.h. man kann unmöglich die richtige Menge durch die Nozzle > drücken, wenn man das Ausgangsmaterial schon undefiniert ist. Denkbar, aber hat das jemand mal beobachtet? Die Rollen werden ja auch extrudiert. Schwankender Durchmesser sollte da eigentlich kaum passieren. Die Durchmesser von Rolle zu Rolle differieren, das muss man nachmessen. > Oder die Rollen sind schlecht gewickelt. Das ist in der Tat möglich, mein weißes Laminat (16 €/kg) ist so ein Kandidat. Ob das häufig vorkommt kann ich aber auch nicht beurteilen. > > Oder die PLA-Zusammensetzung ist schlecht (wie auch immer man das > quantifizieren kann ...) und Jan L. schrieb: > naja, da gibt's schon Unterschiede; hatte schon welches, das wurde nach > einiger Zeit spröde wie Glas (vermutlich relativ stark Feuchte > gezogen?), Spröde kenne ich auch gut. Ev. spielt die Farbe eine Rolle, es wäre ja denkbar, dass die Pigmente die Eigenschaften beeinflussen. In Ratgebern habe ich z.B. gelesen, dass dunkleres Material eine höhere Schmelztemperatur aufweist. >aktuell hab' ich gerade mit rotem Filament von Herz ein > Riesenteil gedruckt - wider Erwarten super geworden. Dann von rot zu > grün des selben Herstellers gewechselt, sonst alles gleich - jetzt hab' > ich's mit franseligen Oberflächen und schlechter Layerhaftung zu > kämpfen... > Irgendwas ist also anders... Jaja, die Farbe? Ganz interessant ist, dass in meinem Angebot das transparente PLA das billigste war. Möglicherweise hauen den Chinesen schon die Pigmente in die Kalkulation rein.
Sorry für Doppelpost. Mampf F. schrieb: > Aaaah ich werd wahnsinnig ... Das PLA von Filamentworld stickt bei > mir > überhaupt nicht > > Keine Ahnung ... > > Jemand zufällig hier, der Filamentworld PLA hat und vlt gleich ein > komplettes Cura-Profil?^^ Ich will dich ja nicht ärgern, aber die Firma hat ein so großes Angebot, dass man nicht von ihrem Filament generell reden kann. Auf Glasplatte? Klebestift probieren. Sonst hilft Kreppband immer, auch wenn es nicht optimal ist.
Guido B. schrieb: > Auf Glasplatte? Klebestift probieren. Das ist der nächste Versuch :) Guido B. schrieb: > Sonst hilft Kreppband immer, auch wenn es nicht optimal ist. Bevor ich mit Kreppband anfange verkaufe ich ihn wieder ... Das muss ohne gehen - und wenn es ein anderes hotbed wird, das nicht aus Glas ist :)
spess53 schrieb: > Da spricht wohl jahrelange Erfahrung aus dir. Quatsch, ich hab überhaupt keine Erfahrung ... Repliziere nur den (scheinbaren?) Unsinn, der mir über dutzende von youtube-Videos über Filament eingetrichtert wurde xD Zumindest hatten diese Leute jahrelange Erfahrung ... > https://www.dasfilament.de/ > > der Anbieter meiner Wahl. Filamentworld hat zwar ein große Auswahl, ist > mir aber ehrlich gesagt zu teuer. Danke, die werd ich auch mal testen :)
:
Bearbeitet durch User
Ich bin seit Anfang an bei Colorfabb, das ja deutlich teurer ist und habe immer mal wieder anderes Filament probiert. bin immer wieder zurück gekehrt, weils einfach sehr konsistent ist, kaum altert und die saubersten Drucke macht. meine ältesten Rollen sind ich seit 3 Jahren angebrochen. Das von Ultimaker mitgelieferte zerbröselt mittlerweile. Die von Colorfabb sind wie am ersten Tag. Ich hab auch schon gehört, das manche Drucke nach ner zeit spröde werden. Colorfabb scheint da aber ja ne Sonderstellung zu haben mit dem beigemischten PHA. Wie groß die Unterschiede zwischen anderen Marken sind? keine Ahnung. Mir ist es das Risiko nicht wert und so viel Material verdruck ich nicht. Aber da gibt es ja schon sehr unterschiedliche Anwendungsprofile, da spielt dann natürlich der kg Preis auch ne größere Rolle.
Mampf F. schrieb: >> Auf Glasplatte? Klebestift probieren. > Das ist der nächste Versuch :) Du wirst es nicht bereuen! Früher machte ich Kapton auf Alu, jetzt Pritt auf Glas. Kapton ist teuer, geht schnell kaputt und ist schwierig schön draufzukriegen. Pritt machst Du einmal schön und gleichmässig, dann haste Ruhe! Gruss Chregu
Christian M. schrieb: > Pritt machst Du einmal schön und gleichmässig, dann haste Ruhe! Tatsächlich, nach 3h rumprobieren mit zig Fehlversuchen klappt es jetzt mit dem Pritt wunderbar. Das weiße cetree PLA, das beim Drucker dabei war, hat einfach so gehaftet auf Glas ohne irgendwas ... Vmtl war es deshalb beim Drucker dabei xD Hmm, wenn ich dich richtig verstehe, muss man den Pritt nicht nach jedem Druck neu auftragen?
Passend zum Thema - aktuell aus der CR10-Facebook-Gruppe: "I am seeing a lot of posts about cheap filament and just as many about problems and issues with clogging and poor quality prints. We all received that horrible first roll of filament that Creality sent with their printer and it made horrible prints and yet there seems to be a race to the bottom for price over the brand and quality. I know everyone wants a deal and there are some great deals to be had but I would like to suggest that it might be worth it to deal with good consistent companies with reliable reviews and pay a little more per roll. I myself pay around $25 a roll I have paid as little as $17 and as much as $40 for specialty rolls. I sell most of my prints and on average I get around $350 to $500 dollars per roll in profit from $25. Even if you print only for your self it is still dirt cheap. I made a 200% Trex that was 3 feet long for 2/3 of a roll so $17 for an awesome T Rex. I look at it like I am putting good quality oil in my car it runs well will last longer and have fewer problems with the machine. I found this great write up on cheap filament and what problems it can cause. I found the observations valuable. 1. Roundness or diameter inconsistency - The spool has different areas of the filament that feed through the extruder nozzle which causes clogging Advice: Unfortunately with this problem, there is no fix. You need to switch filament or ask for a refund. You can measure the diameter using a small tool to ensure that is the problem. The tool you might want to invest in is http://www.thingiverse.com/thing:89044 - Filament Width Sensor. Smaller more inexpensive tools are available, just google vernier calipers. 2. Objects found in the Filament - Extruder nozzle continues to jam or not feed properly Advice: If you have a transparent filament, examine some of your prints for foreign objects or possible material found in the filament. In the event the manufacturer is running different types of production with their machinery, the 3D filament from time to time will have other materials found in the filament. In certain types of foods, you will see the message, “May contain nuts” - this is because the manufacturer is running several different things through the same machinery. Although there are no fixes, we would recommend you exchange the filament for another spool. 3. Air Bubbles found in your prints - Tiny bubbling occurs, usually found in ABS Advice: This is primarily caused by improper storage or packaging of the filament. There could be a puncture in the vacuum seal that has allowed humidity to enter which causes moisture. Moisture is prevented by properly packaging the filament with silica gel or you if you have a spool open you may place it in a container with some white rice to prevent moisture. 4. Extruder continues to clog and bubble over - No foreign objects are found nor is the roundness an issue Advice: PLA filament will typically melt at a higher heat than ABS. It's possible that you have a piece of filament that has hardened inside the nozzle. We suggest if you are printing with either PLA or ABS you run a purge to ensure the temperature will extrude any excess from a previous print before you start another project especially if you are using a different type for the current print. 5. Filament continues to break off in the middle of the print - Temperature is correct and tension is set correct Advice: Different suppliers use different size spools, the real issue here is the manufacturer didn't properly cool the filament before it was wound onto the spool. We would recommend asking for an exchange rather than skipping your supplier, typically the cooling systems on extruders alert the machine operator if there is an issue and less than 1% on a production run of 5000 spools are found with this issue." Quelle: https://www.facebook.com/groups/CrealityCR10/permalink/1746610612308666/
Mampf F. schrieb: > Hmm, wenn ich dich richtig verstehe, muss man den Pritt nicht nach jedem > Druck neu auftragen? Nein, eben nicht, das ist ja das Schöne. Ich drucke nun seit Monaten mit der gleichen Pritt-Schicht. Momentan drucke ich noch ABS, das klebt bei 110°C wie Sau, und nach dem Abkühlen auf unter 80°C fällts einfach runter. Nun suche ich ein anderes Material. Wunschmaterial wäre: Wenig Warping, wetterfest (also kein PLA), die einzelnen Schichten sollen gut aneinander haften (momentan problematisch mit meinem ABS). Sicher werde ich mal PETG und Nylon ausprobieren! Gruss Chregu
Mampf F. schrieb: > Christian M. schrieb: >> Pritt machst Du einmal schön und gleichmässig, dann haste Ruhe! > > Tatsächlich, nach 3h rumprobieren mit zig Fehlversuchen klappt es jetzt > mit dem Pritt wunderbar. vielleicht auch noch einen Versuch wert - seit ich vor jedem Druck kurz mit Isopropanol-Alk drüberwische, brauche ich buchstäblich ein Hämmerchen, um die fertigen Ergebnisse vom Hotbed zu kriegen. Vorher hatte ich - trotz Kapton - mit Warping zu kämpfen... > > Das weiße cetree PLA, das beim Drucker dabei war, hat einfach so > gehaftet auf Glas ohne irgendwas ... Vmtl war es deshalb beim Drucker > dabei xD > > Hmm, wenn ich dich richtig verstehe, muss man den Pritt nicht nach jedem > Druck neu auftragen?
Nach versuchen mit direkt auf Alu oder Pertinax bin ich bei Glasplatte und Haftspray gelandet. Die Glasplatte ist ein billiger Bilderrahmen von Hornbach, das Spray 'Printafix', da gibts aber auch andere. Mit 10-12 € für 100 ml kosten die zwar mehr als ein guter Whisky, aber damit ist wirklich Ruhe. Da reichen zwei drei Pumpstösse für viele Drucke, der Verbrauch ist minimal. Filament habe ich von 'Das Filament', die haben eine deutsche Produktion und sind auch sehr gut. Grober Unterschied war bisher nur teiltransparentes, das war sehr spröde. Die Haftung hängt auch sehr vom Objekt und der Platzierung ab. Ich hatte mal versucht einen konischen Ring auf der spitzen Seite liegend zu drucken, das ging gar nicht. Und dann gibt es ja noch die Optionen verschiende Strukturen zur Haftung mitzudrucken, die kann der Slicer hinzufügen.
Ich nehme den blauen Spruehkleber von Aldi. Der haelt auch so 6-8Monate auf der Glasplatte. Man muss den also nicht fuer jeden Druck erneuern. Olaf
Angehängte Dateien:


Hi, ich glaube dies wird wieder so ein Thread wo eine Menge nützlicher Information hinter einem belanglosen Titel steckt... Aber BTT: Pimp my Ender Es ist bei mir jetzt gekommen wie so oft: Kaum hat man ein Werkzeug gekauft kommt das nächste Projekt wo dieses Werkzeug eine Winzigkeit zu klein ist. Ich hätte zwar auch Zugriff auf ein größeres Gerät, aber ausgerechnet diese Woche geht das wegen Krankheit nicht und das wo ich fürchterlich ungeduldig bin... Also musste eine Abhilfe her. Ich habe meinen Ender umgebaut und mit wenig Aufwand (~1h mit Teile raussuchen und bestellen) und für kleines Geld (<15 Euro) den möglichen Druckbereich erheblich erweitert: Da ist jetzt bis zu 400mm*150mm machbar. Der Umbau ist wirklich Simpel. Für weitere Verbesserungen/Ideen aber auch meine Gedanken die ich mir dazu gemacht habe. Mir ist erst später eingefallen das es vielleicht auch für andere Interessant sein könnte, daher habe ich leider keine Fotos der einzelnen Schritte. Das zu druckende Teil war ganze 16mm länger als ich durch Maßnahmen wie diagonale Positionierung auf dem Druckbett herausholen konnte. Also musste ich eine Achse vergößern. Bei Betrachtung der Bauweise des Druckers ist offensichtlich das es eine reine Konstruktion aus Aluminium-Konstruktionsprofielen ist. Die Profile für X und Y dienen gleichzeitig sowohl als Befestigung wie auch als Schienen/Bewegungsachsen. Die Umlenkrollen für den Zahnriemen, Schalter und Motor sind an den Aussenseiten mit passenden Halterungen für das Profilsystem aufgesteckt. Das Profil ist auch in Deutschland kurzfristig verfügbar. Also müsste ein simpler Austausch eines Profils gegen ein längeres völlig ausreichen einen größeren Verfahrweg zu schaffen. Der Zahnriemen muss natürlich auch verlängert werden und da ein größerer Verfahrweg ohne größere Druckplatte nichts bringt muss auch da etwas passieren. Das Profil für die X Achse ist beweglich an der Z Achse aufgehängt. Die Aufhängung befindet sich dabei an einem Ende der Achse. Jede Verlängerung der Achse würde die Aufhängung wirkenden Kräfte deutlich erhöhen (Hebelwirkung) was sicherlich irgendwann zu einer gewissen Absenkung führt je weiter der Schlitten mit dem Druckkopf nach aussen fährt. Eine geringfügige Verlängerung würde sicherlich verkraftet werden, aber wo die Grenze zu erheblichen Qualitätseinbußen liegt kann man nur ausprobieren. Daher ist diese Achse nicht sehr Ideal für Modifikationen. Die Y Achse ist im Original auf ganzer Länge auf die Bodenplatte aufgeschraubt. Es hat die Abmessungen von 40x20mm und ist hochkant montiert. Die X Achse kreuzt diese Achse ganz grob in der Mitte der Bodenplatte. Eine Verlängerung der Y Achse bedeutet damit das diese an beiden Enden der Bodenplatte gleichmäßig übersteht. in meinem Fall so etwa 10cm an beiden Seiten. Das ist weit weniger als die kleinere 20x20mm X Achse über den Befestigungspunkt hinausragt. Zudem sind ist die Befestigung flächig über 250mm Länge. Also kann man mit Sicherheit davon ausgehen das eine Verlängerung dieser Achse sogar weit über das von mir beabsichtigte Maß hinaus unkritisch ist. Also Profilteil mit 50cm Länge und einen Zahnriemen mit 1m bestellt. (Inkl. Porto ~14 Euro) Da die 50cm für den Aufstellungsort geringfügig zu groß sind und ich ja auch nur 1m Zahnriemen hatte was für 2x50cm plus Umlenkung + Abstand Profil und Umlenkrolle nicht ausreicht habe ich das Profil auf 45cm eingekürzt. Gehrungslade und Bügelsäge war schneller als das Elektrowerkzeug rauszusuchen und einzurichten. Dies war auch die einzige mechanische Bearbeitung die notwendig war. Die Auf die Enden des Zahnriemens habe mangels besserer Alternativen einfach 6mm Flachstecker aufgequetscht. (Der flache Teil, den Rest habe ich abgebrochen) Damit ließ sich der Zahnriemen wie das Original im Wagen einlegen. Das originale Aluprofil ist einfach nur auf der Grundplatte aufgeschraubt. (Eingeschobene Nutmuttern) Zudem noch mit zwei Winkelstücken an einem weiteren Profil befestigt das die Z Achse trägt. Wenn man die drei unteren Schrauben und die beiden Schrauben an den Wikelstücken anlöst kann man das Profil einfach abschieben und das neue längere aufschieben. Wieder alles festschrauben, ein bisschen auf die Ausrichtung achten und fertig. Führungswagen aufschieben, Motor, Umlenkrolle und Endschalter wieder montieren, Riemen spannen und das war es schon an der Grundmechanik. Jetzt muss nur noch in Cura der größere Bewegungsspielraum eingestellt werden. Was noch fehlt ist das größere Druckbett. Ein richtiges für die neue Druckgröße passende Druckbette steht noch aus. Fertig habe ich nur Quadratische Produkte gefunden die hier nicht passen. ICh werde mit also selbst eins bauen müssen. Ich habe gerade zwei Konzepte, überlege gerade noch ob es Alu oder Glas als Träger sein wird. Für erste Versuche (und das auszudruckende Teil das der Umbaugrund war) habe ich eine Vorhandene Glasplatte (aus einem Bilderrahmen) mit Klemmen auf dem Originalen Druckbett befestigt. Die Temperatur des Druckbettes habe ich etwa 10C über der Zieltemperatur eingestellt was laut IR Termometer auf der Glasplatte (bzw. auf dem für die Messung angebrachten Isoband) recht gut passte. Am Rand war es etwas Kühler, das hat aber für den ersten Lauf keine Probleme gemacht. Und es kommt ja noch etwas richtiges... Leider hat das Glas meinen Versuch der Größenanpassung wo ich den seitlich abstehenden Teil entfernen wollte nicht überlebt. Auf dem Foto ist der etwas kleinere Ersatz aus eimen Mikrofichegerät zu sehen. (Und nur als Hinweis: Das auf den Fotos gedruckte Teil ist nur ein Test, den hätte man auch mit Diagonaler Positionierung noch gerade geschafft. anders als das ursprüngliche Problemteil.) So das war jetzt etwas viel Text für eine ganz simple Modifikation. Für manche sicher auch etwas zu viel Text um das intelektuell zu erfassen. Aber diese Gruppe sollte besser auch nicht versuchen irgendwelche fertigen und funktionierenden Geräte zu verändern... Ich denke aber gerade bei solchen Umbauten wo es noch Potential für mehr gibt oder die als Anregung für ähnliches vorgehen bei anderen Druckern sein können ist nicht nur das WAS wichtig, sondern auch das WIESO ganz hilfreich... Gruß Carsten BTW: Die schwarze einzelne Schiene auf den obigen Fotos ist zum Größenvergleich die originale Y Achse die ich ausgebaut habe. Auch ist der Druckbereich durch eine sehr weit vorne gelegene Montage des Null-Tasters noch viel kleiner als Möglich. das ist aber nötig gewesen da auch mit Glasscheibe als improvisierte Heatbedvergrößerung der nutzbare Bereich beschränkt ist und ich in der Übergangszeit bis das größere Heatbed fertig ist den Nullpunkt zwingend auf dem HB haben wollte. (Zumal ich die Glasscheibe für die normalen Drucke ja wieder abgenommen habe.) Für das später fertige HB muss ich den ja nur nach hinten schieben.
:
Bearbeitet durch User
Angehängte Dateien:
-

Krepp.jpg
51 KB

Mampf F. schrieb: > Bevor ich mit Kreppband anfange verkaufe ich ihn wieder ... Das muss > ohne gehen - und wenn es ein anderes hotbed wird, das nicht aus Glas ist > :) Keine Angst vor Kreppband ;-). Man muss ja nicht gleich das ganze Bett vollkleben. Ein Stückchen reicht meist und wenn man nicht das billigste nimmt, macht das keine Probleme. Für größere Teile, wenn man mehrere Bahnen kleben muss, ist es aber wirklich nervig. Ich werde wohl mal Build-Tak probieren.
Hi, ich habe gerade noch gesehen das im obigen Beitrag noch der Hinweis fehlt welches Aluprofil das ist. Die Variante scheint zwar langsam genau für solche Dinge wie 3D Drucker usw. in Mode zu kommen, aber ist sicher noch nicht allen Bekannt. Ich bin auch erst über die Google Bildersuche darauf gekommen nach dem ich die üblichen Verdächtigen durch hatte. Wenn man dann den Namen hat findet man auch die Bezugsquellen. Das System nennt sich "V-Slot" http://www.vslot-europe.com/home/8-vslot-rail.html Auch Führungswagen usw. gibt es fertig für dieses Profil! Bestellt habe ich Profil und Zahnriemen bei Watterott: http://www.watterott.com/de/Mechanik/V-Slot-Profile War dann auch am nächsten Tag schon da... Christian M. schrieb: > Mampf F. schrieb: >> Hmm, wenn ich dich richtig verstehe, muss man den Pritt nicht nach jedem >> Druck neu auftragen? > > Nein, eben nicht, das ist ja das Schöne. Ich drucke nun seit Monaten mit > der gleichen Pritt-Schicht. Momentan drucke ich noch ABS, das klebt bei > 110°C wie Sau, und nach dem Abkühlen auf unter 80°C fällts einfach > runter. Die Haltbarkeit dieser Methoden in Kalenderzeit anzugeben ist vielleicht etwas schwer zu vergleichen. Der eine druckt 3 Dinge am Tag, der andere 1 Teil im Monat... Aber ich kann ebenfalls nur gutes von Klebstoffstiftmethode berichten. In der Firma machen wir es seit dem wir auf den MB2 umgestellt haben nur so. Haltbarkeit ist mit den richtigen Stift gut. Gibt aber auch Stifte wo es eine Katastrophe ist (war ein NoName Stift - Eigenmarke unseres Büromittellieferanten- aus dem normalen Lager für Büroverbrauchsmaterial.) Habe dann ausdrücklich ein paar UHU-Stifte für diesen Zweck angefordert und damit geht wirklich gut. Gibt aber sicherlich zig andere die genausogut funktionieren. (Ich habe halt einen Bekannten gefragt was der benutzt und entsprechend dasselbe genommen) Die Teile die gedruckt werden sind mechanische Prototypen für Funktionsteile, oft 100-250cm^2 Grundfläche während der Entwicklung und bevor es in die Fertigung geht. (Und dafür ist das Dinge wirklich Gold wert) Die Schicht erneuern wir dabei so alle 10 bis 15 Drucke. Dann wird die Schicht unregelmäßig. Meist reicht es einfach eine neue Schicht drüberzustreichen. Nach einigen Malen erneuern muss die Platte komplett gereinigt werden. Sonst hat man irgewndwann einen dicken pickeligen Untergrund. Das ist das einzig nervige daran. Wie oft das vorkommt kann ich gar nicht sagen, sieht man halt mit etwas Erfahrung. Bei meinem Drucker verwende ich ebenfalls eine Schicht aus dem Klebstoffstift. Das Teil was im Lieferumfang dabei war. Allerdings nicht auf Glas sondern auf der Haftmatte die zum Drucker gehört. Größere Teile haften so gut das die ohne Werkzeug (wie dem mitgelieferten Spachtel) nicht abzubekommen sind Bei meiner improvisierten großen Druckfläche aus dem obigen Beitrag habe ich wieder Klebstoff auf Glas genommen und alles klappt Prima. Gruß Carsten
Okay okay, nun war es doch soweit. Angestachelt durch den Thread hab ich dann auch einen CR-10 gekauft :) Dieser kam nun letzte Woche an und ist seit Freitag unermüdlich am Drucken. Da ich jetzt etwas maßhaltiges drucken wollte, hab ich mich also gestern dran gegeben und X/Y/Z mit dem 20mm Würfel eingestellt. Unfassbar wie genau man da werden kann. Habe zwischen den Seiten von 19,98mm bis 20,03mm - Genial. Nun mein Problem: Beim Extruder-Vorschub anpassen bekomme ich zwischen allen Durchgängen extrem unterschiedliche Verfahrwege. Ich markiere 150mm mit dem Meßschieber und feede dann 100mm. Habe nun ca. neun mal die Prozedur mit abgezogenen Filamentbouden gemacht und komme auf keinen grünen Zweig. Dann habe ich vier mal ohne Einstellungsänderung gefeedet: 46,01mm 48,88mm 49,80mm 49,43mm Weiß jemand woher so etwas kommen kann? Das Messing-Rädchen ist 1A in takt und auch schon ausgebaut und kontrolliert worden. Drehmoment vom Motor ist ganz schön stark. Evtl kann mir hier ja jemand nen Tip geben. Danke Euch! Björn
Björn G. schrieb: > und X/Y/Z mit dem 20mm Würfel eingestellt. Hmm? Normalerweise sollte X,Y und Z doch alleine von der Mechanik - den Motoren und Spindel(n) vorgegeben sein. Jegliche manuelle Korrektur führt doch bestimmt nur dazu, dass der 20mm Würfel korrekt ist, aber alle anderen Dinge in anderen Größen nicht mehr.
Angehängte Dateien:
-

cr10-z.jpg
53 KB
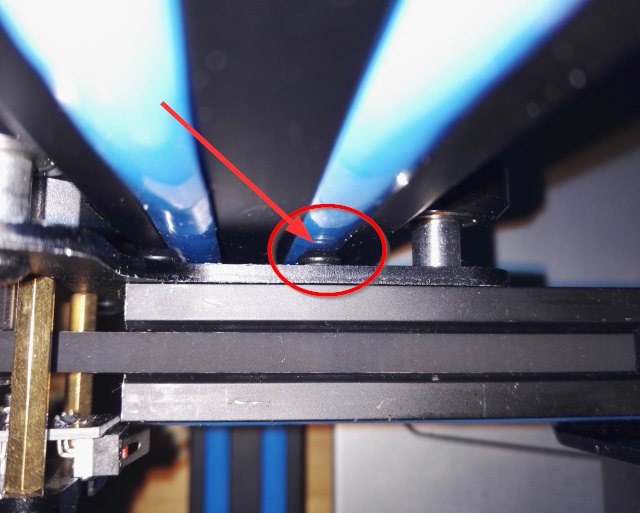
Mampf F. schrieb: > Björn G. schrieb: >> und X/Y/Z mit dem 20mm Würfel eingestellt. > > Hmm? > > Normalerweise sollte X,Y und Z doch alleine von der Mechanik - den > Motoren und Spindel(n) vorgegeben sein. So siehts aus. Endlich schnallt da mal jemand. Das Ding hat 20 Zahn Pulley, also stimmen die 80 steps/mm auch. Finger weg von X,Y und Z Steps/mm. Wenn die Maße nicht stimmen ist meist was Anderes daran Schuld. Beim CR-10 erstmal die Gummi-Dinger an der Z und ggf. X Achse raus, daran schrabbelt die eine Schraube Björn G. schrieb: > Dann habe ich vier mal ohne Einstellungsänderung gefeedet: > 46,01mm > 48,88mm > 49,80mm > 49,43mm Geh mal davon aus, dass die dass deine erste Messung fürn Allerwertesten ist. Die Stock Firmware ist bei mir noch auf 93 steps/mm gestellt, was bei mir nicht ganz passte. Stell auf 95-97, das haut dann ziemlich gut hin. Oder dreh halt den Multiplyer minimal hoch. Druck ein Benchy und guck die die Oberflächen (solid Infill, bzw. outlines ) an, daran siehst du schon ganz gut ob das so passt.
:
Bearbeitet durch User
Mampf F. schrieb: > Normalerweise sollte X,Y und Z doch alleine von der Mechanik - den > Motoren und Spindel(n) vorgegeben sein. > Jegliche manuelle Korrektur führt doch bestimmt nur dazu, dass der 20mm > Würfel korrekt ist, aber alle anderen Dinge in anderen Größen nicht > mehr. Das klingt eigentlich logisch, stimmt. Schau ich mir nochmal mit den original Werten an... Timmo H. schrieb: > Wenn die Maße nicht stimmen ist meist was > Anderes daran Schuld. Beim CR-10 erstmal die Gummi-Dinger an der Z und > ggf. X Achse raus, daran schrabbelt die eine Schraube Er druckt nun noch, danach schau ich da mal dahinter. Danke für den Tipp! > Björn G. schrieb: >> Dann habe ich vier mal ohne Einstellungsänderung gefeedet... > Geh mal davon aus, dass die dass deine erste Messung fürn Allerwertesten > ist. Ich mache nochmal ein paar Messungen, aber so viel kann man sich ja eigentlich nicht vermessen. > Die Stock Firmware ist bei mir noch auf 93 steps/mm gestellt, was bei > mir nicht ganz passte. > Stell auf 95-97, das haut dann ziemlich gut hin. Und wo wäre hier der Unterschied zu den XYZ-Achsen? Dann müsste man hier doch auch nichts korrigieren oder irre ich mich? > Druck ein Benchy und guck die die Oberflächen > (solid Infill, bzw. outlines ) an, daran siehst du schon ganz gut ob das > so passt. Das steht noch aus - Ist aber in der Warteschlange ;) Grüße, Björn
Angehängte Dateien:
-

wood_extrude.jpg
290 KB

Björn G. schrieb: >> Die Stock Firmware ist bei mir noch auf 93 steps/mm gestellt, was bei >> mir nicht ganz passte. >> Stell auf 95-97, das haut dann ziemlich gut hin. > Und wo wäre hier der Unterschied zu den XYZ-Achsen? > Dann müsste man hier doch auch nichts korrigieren oder irre ich mich? Kurz und Knapp. Der Extruder hat ein Zahnrad. Dieses Zahnrad drückt das Filament durch (in diesem Fall) den Bowden Tube. Das Filament wird durch den Gegendruck durch das Konterkugellager in das Zahnrad gedrückt. Dadurch verringert sich der effektive Durchmesser des Zanhrades. Je härter das Filament umso geringer das "Eindrücken" ins Filament (siehe Bild, oben PLA unten Holz). Da PLA mit das härteste Filament ist würde ich das als Referenz nehmen. PETG und TPU sind sehr viel weicher und sollten (da es in der Regel seltener Gedruckt wird) über den Extrusion Multiplyer Kompensiert werden. Das Zahnrad des CR-10 hat einen Außendurchmesser von 11mm => 11*3,14 = 34,6mm 200*16/34,6mm = 94 steps/mm. Daher enspricht der Stock-Wert von 93 steps/mm quasi dem Idealfall wenn das Filament nicht eingedrückt wird. Das ist aber eben niemals der Fall, da du kein Metalldraht durch den Extruder schiebst. Bei X und Y haben die Pulley eben ihre 20 oder 16 Zähne und der Zahnriemen 2mm Pitch pro Zahn. Bei der Gewindestange ist es eben 8mm Steigung bei 2mm Pitch (mehrgängiges Gewinde). Daran lässt sich halt nichts rütteln.
:
Bearbeitet durch User
DAS ist mal ne gute Erklärung! Stimmt, der Durchmesser ändert sich hier ja auch - Danke Dir für den Aufwand das so ausführlich zu schreiben. Ich schaue morgen bezüglich der Abmaße nochmal rein. Auch tätige ich noch ein paar Messungen mit dem Extruder, der eine Wert sieht ja schon schwer nach einem Ausreißer aus... Schönen Abend noch! Björn
Es gibt keine Änderung des Duchmessers! Wäre dies der Fall würden sich die Abdrücke des Zahnrades nicht so schön abzeichnen, sondern wären verrissen. Das Filament wird lediglich deformiert, die Vorschublänge pro Zahnradumdrehung bleibt gleich. Die Abdrücke im Filament zeigen dies Eindeutig.
Angehängte Dateien:
-

fil_dia.jpg
30 KB

Guest schrieb: > Es gibt keine Änderung des Duchmessers! Wäre dies der Fall würden sich > die Abdrücke des Zahnrades nicht so schön abzeichnen, sondern wären > verrissen. Natürlich ändert sich der weder der Durchmesser des Zahnrades weder das des Filaments. Aber der effektive Durchmesser des Extruder-Zahnrades ändert sich (daher die Menge an Filament pro Umdrehung die transportiert wird). Im Prinzip der mittlere Abstand zwischen Mittelpunkt Filament zu Mittelpunkt-Zahnrad. Kann man ja auch schön messen wenn man 10mm extrudiert. Bei Blau wird 34mm/Umdrehung transportiert beim Roten wird 38,7mm transportiert.
:
Bearbeitet durch User
Timmo H. schrieb: > Aber der effektive Durchmesser des Extruder-Zahnrades > ändert sich Hmm, ich denke nicht, dass der sich ändert ... Die Winkelgeschwindigkeit ist identisch, egal ob fest eingedrückt wird oder nicht. Wenn fest eingedrückt wird, gibt es den Außendurchmesser der Zähne bei nicht-fest-eingedrücktem Filament immer noch ... Weshalb sollte es die plötzlich nicht mehr geben? Der Vorposter hat IMHO schon recht, da dürfte sich nichts ändern.
:
Bearbeitet durch User
Mampf F. schrieb: > Hmm, ich denke nicht, dass der sich ändert ... Die Winkelgeschwindigkeit > ist identisch, egal ob fest eingedrückt wird oder nicht. Die Winkelgeschwindigkeit schon, aber der zurückgelegte Weg ist eben nicht nur vom Winkel, sondern auch vom Radius abhängig. Oder willst du ernsthaft behaupten, daß ein Fahrzeug mit Traktorreifen mit gleicher Drehgeschwindigkeit genausoschnell fährt wenn man stattdessen normale 16" Autoreifen montiert? Natürlich ist der Unterschied hier im µm Bereich. Auf 10cm Filament jedoch kann sich das schon zu einem (oder 2) mm summieren.
Christian B. schrieb: > Oder willst du > ernsthaft behaupten, daß ein Fahrzeug mit Traktorreifen mit gleicher > Drehgeschwindigkeit genausoschnell fährt wenn man stattdessen normale > 16" Autoreifen montiert? Die Analogie stimmt imho nicht ... Treffender wäre: Willst du behaupten, dass du abhängig vom Untergrund verschieden schnell fährst, weil sich der Untergrund in das Profil eingräbt oder nicht ...
Angehängte Dateien:
-

bitmap.png
130 KB

Hier noch ein Bild ... In diesem Fall läuft das Zahnrad außen mit 10mm/s ... Weshalb sollte sich das ändern, wenn das weiter eingedrückt ist? Entweder hab ich einen fiesen Knoten im Hirn oder dir wurde das vor Jahren mal eingetrichtert und du hast es seit dem nie wieder hinterfragt.
Ich behaupte weiterhin, daß sich das ändert. Wenn die Zähne sich ins Material graben, dann ändert sich die Entfernung von der Drehachse (womit der zurückgelegte Weg geringer wird). Die spitzen Zähne werden einen Trapetzförmigen Eindruck hinterlassen, da sich die Zahnspitze relativ zum Zahnbett weiter bewegt, was das Filament dann aben an der Stelle verdrängt. Daß dem so ist kann man ja mit einem Drucker sogar nachweisen: Bei gleicher Schrittweite für wird ein weicheres Material eben nicht so weit gefördert wie ein härteres. Natürlich sind die Dimensionen sehr klein, dennoch summieren Sie sich auf.
Christian B. schrieb: > Ich behaupte weiterhin, daß sich das ändert. Ich behaupte weiterhin, dass die Erde eine Scheibe ist! Scherz beiseite :-) Einfacher Versuch: x (meinetwegen 20) cm Filament sinnlos ausdrucken und auf einer empfindlichen Waage den "Auswurf" wiegen. Dann x (meinetwegen 20) cm Filament abschneiden und gleichfalls wiegen. Ich bin gespannt auf den Unterschied. Das kann man übrigens jeweils leicht abmessen.
Angehängte Dateien:
-

ext_dia.png
65 KB

Dieter F. schrieb: > Einfacher Versuch: x (meinetwegen 20) cm Filament sinnlos ausdrucken und > auf einer empfindlichen Waage den "Auswurf" wiegen. Dann x (meinetwegen > 20) cm Filament abschneiden und gleichfalls wiegen. Ich bin gespannt auf > den Unterschied. Das macht überhaupt keinen Unterschied ob ich jetzt 20cm Drucke und 20cm abschneide und wiege. Genauso gut ist die Methode "Extruiere 10cm und Messe die tatsächlich exrudierte Länge". Man misst ja eh nur am Rohfilament. Die Zeichnung war zugegebenermaßen nicht ganz Korrekt. Das Zahnrad muss an dieser Stelle wie ein Rad mit Radius X und unendlich hoher Reibung betrachtet werden. Die Position an der das Filament tatsächlich angetrieben wird, ist der Effektive Durchmesser (/Umfang). Ob ich jetzt via Gcode sage "G1 E120" oder etwas Drucke und am Ende steht da "G1 X121.056 Y35.027 E120" ist exakt das gleiche. Und genauso gut kann ich eben Messen wie viel von den 120mm tatsächlich extrudiert wurden. Wenns nur 11.5cm war brauche ich gar nicht erst anfangen zu wiegen ob mein Teil mehr oder weniger wiegt als 12cm Filament
:
Bearbeitet durch User
Hat schon jemand Marlin 1.1.x auf dem A8 probiert? Soll besser sein als Skynet3D, was mir plausibel vorkommt, da es ohne Facebook funktioniert ;-).
Skynet wird gar nicht mehr supported weil die Unterstützung seit Marlin 1.1.4 integriert ist. Große Unterschiede sind da nicht da die letzte skynet eh fast gleich zur marlin war. Aber man nimmt natürlich jeden Bugfix und Feature gerne mit.
Guido B. schrieb: > Hat schon jemand Marlin 1.1.x auf dem A8 probiert? > Soll besser sein als Skynet3D, was mir plausibel > vorkommt, da es ohne Facebook funktioniert ;-). Ja, läuft bei mir. Ich kann da keinen großen Unterschied zu Skynet feststellen, außer das ja weniger Köche am Brei beteiligt sind :)
Danke für die Info, dann mache ich mich mal an die Konfiguration. Sehe ich das richtig, dass als PID-Parameter einfach Fantasiewerte eingetragen sind, da hinterher die korrekten Werte per Auto-PID bestimmt werden?
Guido B. schrieb: > Danke für die Info, dann mache ich mich mal an die > Konfiguration. Sehe ich das richtig, dass als PID-Parameter > einfach Fantasiewerte eingetragen sind, da hinterher die > korrekten Werte per Auto-PID bestimmt werden? Fantasiewerte sind das nicht, die wurden schon am Stock anet gemessen. Je nach fan duct kann das natürlich variieren. Autotune kann aber nicht schaden. Wirst sehen dass deine Werte nicht sonderlich von den Defaults abweichen.
Na das sieht ja gut aus, ein paar Feineinstellungen muss ich noch korrigieren. Allein die plausible Tastennutzung macht das Updaten sinnvoll. Und, das Bed-Levelling scheint auch zu funktionieren.
Na toll, erster Bed-Crash überhaupt :-(. Marlin scheint noch nicht ganz ausgereift zu sein (1.1.6). Das war "Stop print" + "Auto Home", Marlin kannte sogar die aktuelle Position. Hoffentlich passiert das nicht öfter. Cura zickt jetzt auch, ich kann keine Korrektur der Z-Position mehr vornehmen. Vor drei Tagen ging das noch, keine Ahnung was ich diesbezüglich geändert haben könnte. Werde wieder auf Slic3r umsteigen.
Guido B. schrieb: > Na toll, erster Bed-Crash überhaupt :-(. Marlin scheint noch > nicht ganz ausgereift zu sein Was magst Du meinen? Endtaster eingespart? Schritte verloren?
Rufus Τ. F. schrieb: > Guido B. schrieb: >> Na toll, erster Bed-Crash überhaupt :-(. Marlin scheint noch >> nicht ganz ausgereift zu sein > > Was magst Du meinen? Endtaster eingespart? Schritte verloren? Weder noch. Wiederholter Versuch mit (angeblich) neuem Z-Startpunkt. Druck löst sich vom Bett, also "Stop Print", anschließend "Auto Home" (jeweils im Menü) und dann fährt der Extruder nach links und ins Bett. Sollte bei bekannter Position eigentlich nie passieren.
...weil's hier halbwegs passt - wer für die Weihnachtsbäck^H^H^H^Hdruckerei noch PLA benötigt, ich habe gerade hier zugeschlagen: https://www.ebay.de/itm/263196758411 Angeblich "made in germany" - bin mal gespannt.
Jan L. schrieb: > Angeblich "made in germany" - bin mal gespannt. Apropo, ich hab jetzt mal weißes PLA von DasFilament getestet ... Gefällt mir gut und die Haptik ist super! Fühlt sich überhaupt nicht wie billig PLA an ... Schwer zu beschreiben :) Eher so hmm als wäre es Gips-Kreide-artig^^ Ist aber schön gewickelt, wird vakuumisiert geliefert und ist günstiger als die PLAs von Filamentworld. Das Druckbild ist sehr sauber ... Gefällt mir :) Glaub es gibt schon einige Qualitätsunterschiede zwischen billig PLA und PLA vom "Deutschen Hersteller" xD
Ich habe mich jetzt auch an mein PETG rangetraut, das ist auch nicht schlecht für Gehäuse. Es lässt sich besser nachbearbeiten wenn nötig, hält höhere Temperaturen aus und stinkt nicht beim drucken (wie ABS). Braucht allerdings höhere Drucktemperaturen und ein beheiztes Druckbett (235 / 70 °C).
Johannes S. schrieb: > Ich habe mich jetzt auch an mein PETG rangetraut, das ist auch > nicht > schlecht für Gehäuse. Es lässt sich besser nachbearbeiten wenn nötig, > hält höhere Temperaturen aus und stinkt nicht beim drucken (wie ABS). > Braucht allerdings höhere Drucktemperaturen und ein beheiztes Druckbett > (235 / 70 °C). Wie hat es bei dir funktioniert? Bin mit PETG von FilamentWorld (fast) kläglich gescheitert ... Erst auf BuildTak Oberfläche hat es bei mir gut gehaftet. Aber das Druckbild war nicht schön (bei weitem keine PLA Qualität), obwohl ich viel mit Retraction, Temperatur und Speed-Settings gespielt hatte. Welcher Hersteller?
:
Bearbeitet durch User
Mach mal Z_HOMING_HEIGHT 4. Dann hebt er erst den Nozzle, damit ist sichergestellt, dass insb. wenn du den Druck in den ersten beiden Layern abbrichst, der Endstop Schalter einmal gelöst wird. Homing sagt nicht "fahre zu Z=0" sondern "bewege Z solange runter bis der Endstop triggert". Wenn dein Drucker aus war sind die Koordinaten auch erstmal auf "0". Er weiß nicht wo er ist, darum muss er erst Homing machen. Er kann sich nicht auf die Koordinaten verlassen wenn die Stepper erstmal gedisabled wurden, weil du dann ja dabei gegangen sein könntest dun die Achsen manuell bewegt hast (z.B. passiert das gerne mal beim Filament wechseln)
:
Bearbeitet durch User
Timmo H. schrieb: > Mach mal Z_HOMING_HEIGHT 4. Ahh danke, den habe ich übersehen. Timmo H. schrieb: > Homing sagt nicht > "fahre zu Z=0" sondern "bewege Z solange runter bis der Endstop > triggert". Und aber auch nicht weiter, und sollte auch fahre nie unter 0 beinhalten. Timmo H. schrieb: > Wenn dein Drucker aus war sind die Koordinaten auch erstmal auf "0". Er > weiß nicht wo er ist, darum muss er erst Homing machen. Schon klar, das kenne ich von meinen eigenen CNC-Programmierereien. Wenn aber die Achsen referenziert sind, darf er nie auf Block laufen. Und das waren sie ja. Leider habe ich nicht darauf geachtet, da mir das noch nie passiert ist und kann daher nicht genau sagen, was passiert ist. Der Sensor arbeitet einwandfrei und das nächste Homing hat problemlos geklappt. Timmo H. schrieb: > Er kann sich nicht auf die Koordinaten verlassen wenn die Stepper > erstmal gedisabled wurden, Das wäre eine Erklärung, keine Ahnung ob die Achsen disabled waren, könnte aber sein da die Heizungen auch aus waren.
Guido B. schrieb: > Und aber auch nicht weiter, und sollte auch fahre nie unter 0 > beinhalten. Doch, das muss er sogar. Der reale Endstop kann ja vor oder hinter der vermuteten 0 liegen. Wenn er nicht weiter fährt und davon ausgeht, dass er jetzt bei 0 ist, dann könnte er sogar beim drucken auf der gegenüberliegenden Seite in den Block fahren
:
Bearbeitet durch User
Mampf F. schrieb: > Welcher Hersteller? Das PETG habe ich auch von DasFilament. Die Druckgeschwindigkeit eher langsam und gleichmässig, also infill und perimeter usw. auf gleiche Werte. Ich habe noch den K8200 mit dem wenig optimalen Original Hotend, damit muss ich sowieso langsam drucken und der Extruder tropft und schmiert gerne, trotzdem ging es. Das PETG zieht mehr Fäden, das berichten alle, aber die gehen einfach und sauber ab. Und für eine glatte Oberfläche lässt es sich eben mit gut mit Nassschleifpapier behandeln. Druck geht bei mir auf einer Glasplatte mit 70...75°C gut, wichtig ist auch die erste Lage etwas anzudrücken. Dann klebt es so gut das es sich erst unter kaltem Wasser löst.
Mampf F. schrieb: > DasFilament Was mir bei denen auf der Webseite fehlt, ist ein Leitfaden, wo drin steht wofür sich welches Material eignet ist, die Vor- und Nachteile, Nachbearbeitungsmöglichkeiten etc. Und bei den XXL-Spulen steht nicht wie dick die sind. Ich weiß gar nicht, ob die in meine Halterung passen...
Olli schrieb: > Was mir bei denen auf der Webseite fehlt Naja, die Materialeigenschaften definiert ja nicht der Hersteller, es liegt ja hauptsächtlich daran das es eben PLA, PETG oder sonstwas ist. Klar, es gibt durch die verschiedenen Mischungen auch verschiedene Nuancen, aber dann ist es ja erstmal reine Werbung wenn der Händler sein Produkt anpreist. Und die Unterschiede zwischen z.B. PLA oder ABS sucht man sich ja vorher in unabhängigen Quellen raus. Olli schrieb: > Und bei den XXL-Spulen steht nicht wie dick die sind Einfach per Mail anfragen, habe da auch schon einiges gekauft und den Tipp aus der Selbstvorstellung im RepRap Forum bekommen. Auf Fragen antworten die Gründer von dem Laden dort auch schnell. Und seit meiner ersten Bestellung dort hat sich das Sortiment mehr als verdoppelt, das finde ich auch beeindruckend. Gut, der Markt boomt... Bei der Bewertung ob das eine oder andere Filament wirklich besser ist bin auch sehr vorsichtig, das 3D Drucken ist ja ein komplexes Zusammenspiel aus sehr vielen Parametern. Und wenn einem etwas misslingt kann es viele Ursachen haben. Mampf F. schrieb: > Bin mit PETG von FilamentWorld (fast) kläglich gescheitert wenn du meinst es lag am Filament können wir ja mal was tauschen, PN.
Hi Steht doch laut und deutlich da: Spulenabmaße: Außen: Ø 300 mm; Aufnahme: Ø 52 mm; Breite: 102 mm https://www.dasfilament.de/filament-spulen-xxl/pla-1-75-mm/118/pla-filament-1-75-mm-2600-g-grau?c=19 MfG Spess
Hab jetzt auch mal das PETG von DasFilament getestet ... Bei 235°C druckt es wunderbar und mit HotBed 70°C gibt es keine Haftungsprobleme und kein Warping. Beim PLA bin ich mittlerweile bei 225°C angekommen, bevor das richtig gut druckte. Bei 205°C war das gedruckte extrem brüchig. Erstaunlich, weshalb das PLA so hohe Temperatur benötigt.
Eieiei, was verwendet ihr denn für hohe Temperaturen? Mein Bett läuft nur auf 35°. So heizt es schön schnell auf und spart Strom ;-) Mit der Haftung gab es bisher keine Probleme (eher im Gegenteil: hin und wieder muss ich zur Zange greifen, um den Druck zu lösen).
Hi >Beim PLA bin ich mittlerweile bei 225°C angekommen, bevor das richtig >gut druckte. Bei 205°C war das gedruckte extrem brüchig. PLA drucke ich auf meinem K8400 mit 210°C. Funktioniert wunderbar. Bist du sicher, das deine Temperaturanzeige korrekt funktioniert? MfG Spess
spess53 schrieb: > PLA drucke ich auf meinem K8400 mit 210°C. Funktioniert wunderbar. Bist > du sicher, das deine Temperaturanzeige korrekt funktioniert? Nein natürlich nicht! Aaaber, DasFilament gibt selbst an, dass es zwischen 205 und 230°C liegen soll. Ich hab dazu auch einiges per Googeln gefunden und die Leute schreiben alle von ungewöhnlich hohen Temperaturen für das PLA. Uuuund, ich drucke PLA von sonstigen Herstellern sonst mit 195°C und das war einwandfrei und perfekt :) Aber ob meine Anzeige stimmt ... Keine Ahnung - ich glaube aber, sie zeigt etwas zu viel an (aber keine 20°C oder so^^)
PLA von DasFilament drucke ich auch gerade auch mit 210°, Bett mit 58° und Haftspray auf Glasplatte. Ohne das Spray hatten sich Ränder gelöst, auf BuildTak ist das nicht nötig aber das habe ich nicht. Dann bin ich noch bei 3 mm Filament, das braucht auch etwas mehr Temperatur. Beim kälter drucken wird auch die Layerhaftung schlechter und die Objekte können eher reissen. Also solange es keine Spinnennetze druckt oder verkochtes Filament am Objekt klebt ist es nicht zu heiss. Habe jetzt von Filamentworld noch Samples von Nylon mit Carbonfasern bekommen, das wird spannend, das will mit 240-270° gedruckt werden. Carbonverstärktes PC gibt es auch, das will sogar über 300° haben und braucht einen Brutkasten... Beim transparenten PETG wirkt sich die Temperatur noch stark auf die Farbe aus, das ist mir auch bei meinem Ferbedienungsgehäuse aufgefallen.
Johannes S. schrieb: > das will mit 240-270° gedruckt werden. > Carbonverstärktes PC gibt es auch, das will sogar über 300° haben und > braucht einen Brutkasten... Welchen Drucker hast du? Der CR-10(s) zB hat einen Bowden-Extruder und die PTFE-Tube hält nur 240 aus ... Da müsste man auf full-metall-Hot-End umrüsten vorher.
einen Oldie, den Vellemann K8200, aber schon massig gepimpt. Als Hotend gerade ein E3D Clone eingebaut, ohne PTFE Führung. Ob die Kühlung reicht werde ich mal nachforschen, der 12 V Lüfter läuft mit 15 V und blässt daher schon ein bisschen mehr.
Mampf F. schrieb: > Der CR-10(s) zB hat einen Bowden-Extruder und die PTFE-Tube hält nur 240 > aus ... Da müsste man auf full-metall-Hot-End umrüsten vorher. Das ist weder ein generelles Problem von CR10 noch von bowden. Auch direct drive haben in der Regel einen PTFE inliner in der heatbreak. 240°C können in der Tat für einfache PTFE Tubes schon problematisch sein, aber die meisten machen auch dauerhaft 240-250°C mit (drucke auf meinen CTC schon seit Jahren ohne Probleme ABS mit 240°C ohne einmal den PTFE tube zu tauschen. Alternativ gibt's auch inzwischen Capricorn Tubes, die schaffen bis zu 340°C
Guido B. schrieb: > Hat schon jemand Marlin 1.1.x auf dem A8 probiert? Gilt auch 1.1.6 auf dem A6? Der hat immerhin das selbe Mainboard. Irgendwas stimmt(e) bei mir am Z-Stop nicht. Die Düse stand mal 0,5 mm zu hoch und mal richtig. Wenn man bei zu hoch das Druckbett neu gelevelt hat, war sie nach dem nächsten Homen natürlich 0,5 mm zu weit unten (gut das das Bett federnd gelagert ist...) Mein Kollege hatte einen induktiven Sensor übrig, den er an seinem Drucker noch nicht verbaut hatte. Also noch schnell die passende Halterung gedruckt und eine Umbauorgie gestartet. Nach mehreren Versuchen habe ich eine (für mich) brauchbare Konfiguration der Marlin-Firmware hinbekommen. Das Anet-Board hat (nur) 128kB Flashspeicher, da ist kein Platz für alle Wünsche. Das könnte auf dem A8 besser aussehen, da dort die Grafikroutinen wegfallen. Meine Empfehlung: Vorher ein Backup von der Original-FW machen und einen ISP-Programmer bereit legen. Ansonsten druckt der Drucker genau sogut wie vorher :-) Nur kann ich mir jetzt mit G29 die Schräge des Betts ermitteln (und beim Druck berücksichtigen) lassen. Ich hab noch die Bedienung auf 'de' gestellt, den Stepper-Idle-Timeout verkürzt und den Rücksprung zum Statusbildschirm verlängert. Nette Features, ein Update lohnt m.E. nur, wenn man einen Bed-Level-Sensor verbaut.
Yannik schrieb: > Irgendwas stimmt(e) bei mir am Z-Stop nicht. Die Düse stand mal 0,5 mm > zu hoch und mal richtig. Wenn man bei zu hoch das Druckbett neu gelevelt > hat, war sie nach dem nächsten Homen natürlich 0,5 mm zu weit unten (gut > das das Bett federnd gelagert ist...) War bei mir ähnlich, vermutlich sind die mitgelieferten Endschalter nicht so zuverlässig. Die Einstellung des Z-Schalters mit zwei M3-Schrauben im Langschlitz mit Muttern ist auch nicht wirklich durchdacht. Damit besser als auf 1/10 einstellen? Ich hatte daher auch sehr früh einen induktiven Sensor nachgerüstet. Yannik schrieb: > Nur kann ich mir jetzt mit G29 die Schräge des Betts ermitteln (und beim > Druck berücksichtigen) lassen. Yannik schrieb: > Nette Features, ein Update lohnt m.E. nur, wenn man einen > Bed-Level-Sensor verbaut. Genau! Das wollte ich auch haben :-). Bis auf den einen Crash funktioniert es auch. Yannik schrieb: > Meine Empfehlung: Vorher ein Backup von der Original-FW machen und einen > ISP-Programmer bereit legen. Notfalls findet man die auch im Netz, z.B. über das 3DPRINT.WIKI.
Übrigens gibt's momentan den Ender2 für 115€ bei gearbest mit promo code "DEbfIn08GB"
Angehängte Dateien:
-

16wand-02layerH-rohr.jpg
110 KB -

08wand-02layerH.jpg
100 KB -

16wand-02layerH.jpg
110 KB -

spanner.jpg
98 KB


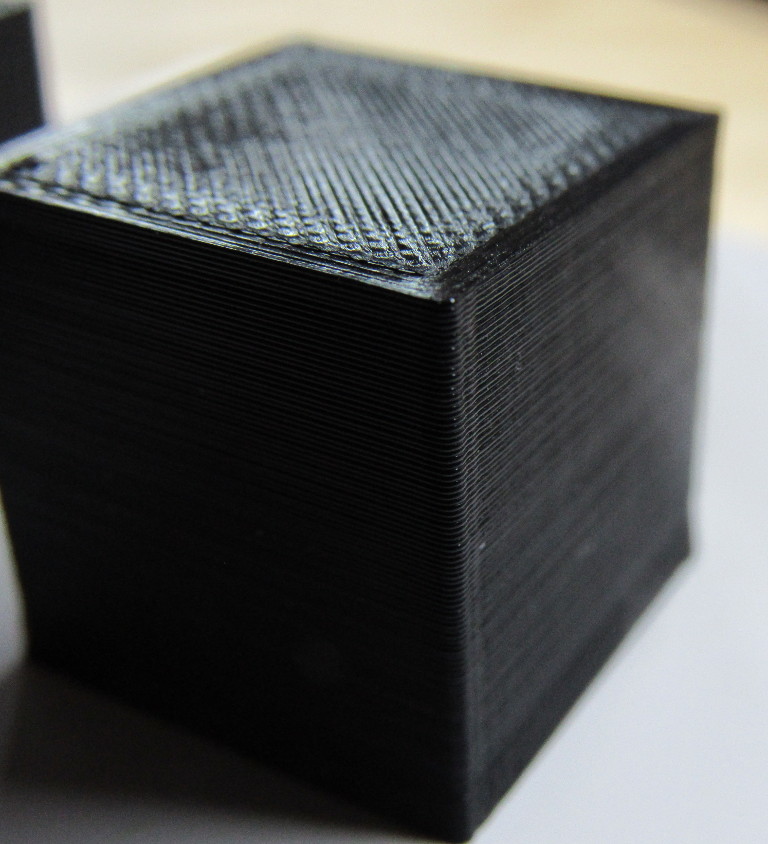

ich hab mir den anycubic i3 max bestellt - heute ist er gekommen. aufbau war extrem simpel, 8 schrauben, 3 stecker, bed leveln und fertig. erstes bild sind meine allerersten 3d-drucke. der erste würfel ist mit 0,1mm layerhöhe, der rest alles mit 0,2. x/y maß der würfel stimmt (20mm), z ist ein wenig kleiner (um 0,25mm). um herauszufinden ob die z-achse falsch kalibriert ist, habe ich noch ein 10cm rohr gedruckt - das ist auch um 0,25mm zu kurz. ich denke mal die erste schicht ist zu dünn, weil ich den druckkopf zu nah am die heizplatte justiert habe. bei dem würfel mit 0,8mm wandstärke drückt sich das infill sichtbar nach außen durch, eine erhöhung auf 1,6mm behebt dieses problem. den ersten "mod" hab ich auch schon eingebaut: ein zusätzlicher spanner am y-riemen - der war mir irgendwie zu locker ^^ alles in allem bin ich erstmal zu frieden weil alles problemlos geht, und die ergebnisse auch gut sind. organischere formen und löcher (3dbenchy) und große footprints probier ich morgen mal.
Angehängte Dateien:
-

3dbenchy.jpg
98 KB -

druckbett-lang.jpg
140 KB

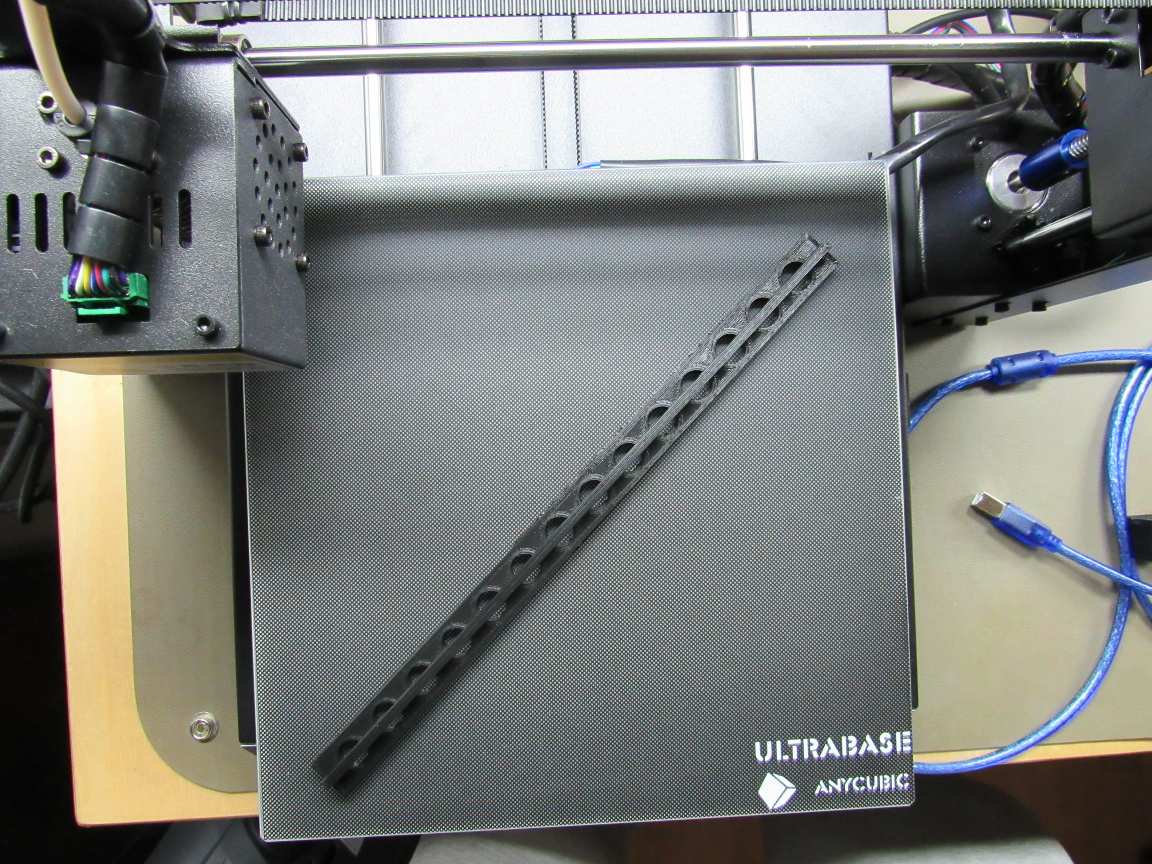
c. m. schrieb: > ich hab mir den anycubic i3 max bestellt update. 3dbenchy gedruckt - sieht gut aus. mit der LED-taschenschlampenbeleuchtung sieht das benchy viel schlimmer aus als es beim draufschauen tatsächlich ist. auf jeden fall sind auch feine details raus gekommen, und stringing hält sich sehr in grenzen. liegt aber wahrscheinlich auch am PLA, das wohl weniger zu fadenziehen neigt. im zweiten bild mal was langes gedruckt. dabei stellte sich raus, dass der hintere rechte quadrant des druckbetts zu nah an der düse ist. vielleicht ist es eine gute idee das druckbett im warmen zustand zu leveln. das druckbett an sich, das "ultrabase" von anycubic, verhält sich bisher großartig - PLA haftet wunderbar, und löst sich fast selbständig wenn das bett abkühlt. bin mal gespannt was mit ABS passiert ^^ edit: wie empfindlich ist eigentlich PLA bezüglich aufnahme von luftfeuchte? ich bin mir ziemlich sicher, dass ich beim benchy drucken vereinzelte "pops" von der druckdüse gehört habe - gestern war das nicht so, da war das filament aber auch frisch ausgepackt.
c. m. schrieb: > den ersten "mod" hab ich auch schon eingebaut: ein zusätzlicher spanner > am y-riemen - der war mir irgendwie zu locker ^^ Den "Spanner" ist ne feder, das ist nicht gut, weil bei schnellen Richtungswechsel Feder nach gibt, aber genau da brauchst du die Spannung. Wenn du nicht an den Enden spannen kannst versuche die Feder durch etwas Starres zu ersetzen. z.B. https://www.thingiverse.com/thing:1071695 oder https://www.thingiverse.com/thing:319099 Grüße, Dirk
Angehängte Dateien:
-

IMG_3337.JPG
230 KB -

IMG_3338.JPG
220 KB
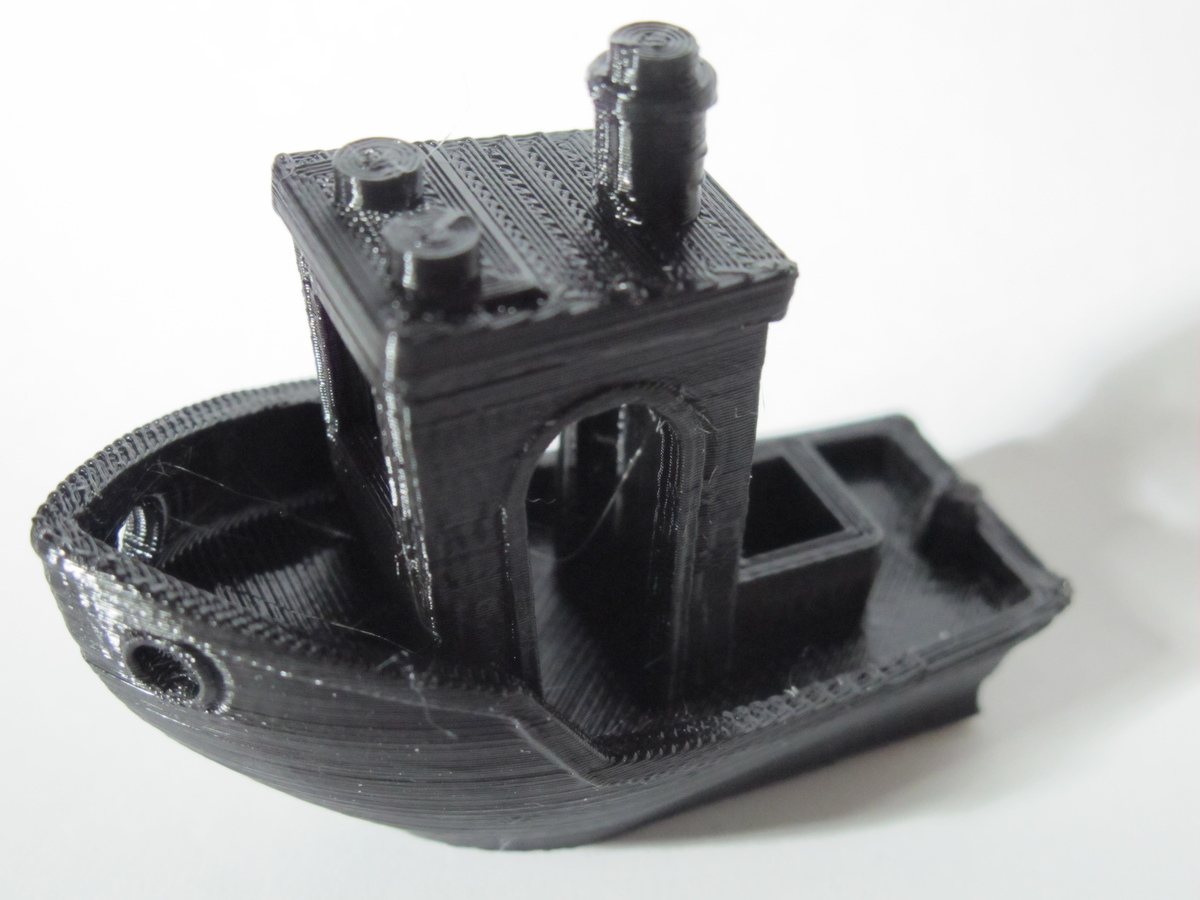

Ja, dann will ich auch mal wieder "tolle Erfolge" berichten. Ich habe mir die "Super-Auflage" (3M) besorgt und war ganz glücklich, dass der Druck von Anfang an ohne irgendwelche Probleme (abgesehen vom Filament - das kaufe ich nie wieder) lief. Ergebnis anbei (in 0,2 mmm Schichtdicke). Zieht halt etwas Fäden und schmiert leicht (da war das Original-China-Filament deutlich besser :-( ) Problem ist halt, dass sich das gedruckte Teil nur mit roher Gewalt lössen lässt - ein klares "no-go" von mir! Never ever ...
Hi, Dieter F. schrieb: > Ergebnis anbei (in 0,2 mmm Schichtdicke). Zieht halt etwas Fäden und > schmiert leicht (da war das Original-China-Filament deutlich besser :-( > ) > > Problem ist halt, dass sich das gedruckte Teil nur mit roher Gewalt > lössen lässt - ein klares "no-go" von mir! Never ever ... Hast du probeweise mal versucht mit der Temperatur runterzugehen? Vielleicht ähnlich einer Belichtungsreihe ein Temperaturreihe mit neuem Filament durchführen wenn es nicht optimal läuft? Diese beiden Aussagen oben und das Bild würde ich zumindest als Hinweis deuten das es etwas damit zu tun haben könnte. Also das die Temperatur für das aktuell von dir verwendete Filament schlicht zu hoch ist! Es gibt zwar ein gewisses "universal" Temperaturfenster mit dem die meisten PLA Filamente gut zurechtkommen. Aber das trifft zum einen nicht auf alle zu, zum anderen bedeutet es nicht das es nicht doch noch etwas besser geht. Es ist daher nicht nicht unrealistisch das du entweder jetzt eines mit besonders niedriger Optimaltemperatur hast oder aber das vorherige China-Filament eine höhere Temperatur als normal braucht. Habe diese Erfahrungen auch schon gemacht. Gruß Carsten
Carsten S. schrieb: > Hast du probeweise mal versucht mit der Temperatur runterzugehen? Ja, am Ende 23 Grad "Betttemperatur". Carsten S. schrieb: > Also das die Temperatur > für das aktuell von dir verwendete Filament schlicht zu hoch ist! Glaube ich nicht - so 200 Grad (anfangs 210 Grad) waren bisher immer optimal - aber ich gehe auch mal runter. Mir stinkt nur, dass sich das Teil nicht von der Unterlage löst!
was du auch versuchen kannst: den Nozzle Abstand etwas zu vergrößern. Wenn es sich schlecht löst kann das auch daran liegen, daß die erste Schicht viel zu dünn ist. Sie wird dann regelrecht ins Druckbett gepresst, was mit einer besonders guten Haftung an selbigem einher geht.
Christian B. schrieb: > was du auch versuchen kannst: Auch das bringt nichts - das ist der letzte Sch ... . Vielleicht liegt es ja daran, dass ich die China-Version genommen habe (steht auch 3M drauf) - wer billig kauft, kauft 2 mal :-( Habe noch (leider relativ schmales) Kapton-Klebeband - das ist wirklich gut. Das Teil haftet prima, lässt sich nach dem Erkalten problemlos abnehmen. Da werde ich jetzt mal ein größeres Teil drauf drucken (morgen oder am Sonntag). Den Klebestift-Test habe ich zurückgestellt, weil ich eigentlich von der Glasplatte weg will.
Dieter F. schrieb: > steht auch 3M drauf 3M ist nur das doppelseitige Klebeband mit dem das auf dem Bett fixiert wird. Ich habe auch die China-Dinger ( https://www.aliexpress.com/item/3D-printer-Super-stick-build-plate-tape-different-size-3D-Printing-Build-Surface-square-Black-Pack/32781813997.html ) und bin eigentlich recht zufrieden damit. Sie brauchen so 3-4 Aufheizzyklen bis sie richtig gut funktionieren. Refreshen mit 400er Schmirgelpapier alle paar Dutzend Drucke und danach einmal mit Isoprop rüber. Geht wunderbar bisher. Kleiner Tip für große Objekte: am Rand ein kleines Stück Tape kleben um beim Abnehmen einen Startpunkt zu haben.
:
Bearbeitet durch User
Timmo H. schrieb: > Sie brauchen so 3-4 > Aufheizzyklen bis sie richtig gut funktionieren. Refreshen mit 400er > Schmirgelpapier alle paar Dutzend Drucke und danach einmal mit Isoprop > rüber. Verändert sich durch die Heizzyklen die Oberfläche? Diese ist feinstrukturiert und ein "Refresh" mit 400er Schleifpapier würde die Struktur aus meiner Sicht (und auch die Oberflächenbeschichtung) "nachhaltig verändern". Habe jetzt etwas mehr Kapton auf die Fläche geklebt (habe aktuell nur ca. 3,5 cm breite Streifen) und drucke gerade eine Lüfter-Halterung. Vorher 3 Drehknöpfe gedruckt - prima :-). Bisher hält alles Bombenfest und lässt sich nach einer leichten Abkühlphase leicht lösen. Never ever Glas ...
Dieter F. schrieb: > Verändert sich durch die Heizzyklen die Oberfläche? Keine Ahnung aber es geht dann auf jeden Fall besser. > Diese ist > feinstrukturiert und ein "Refresh" mit 400er Schleifpapier würde die > Struktur aus meiner Sicht (und auch die Oberflächenbeschichtung) > "nachhaltig verändern" Es ist in dem sinne keine Beschichtung. Das Material auf man druckt ist über eine dicke von ca. 2mm immer das gleiche. Mit der Zeit lagern sich halt in den Poren bzw. Struktur kleine Rückstände an. Ich denke man kann das gut 50 mal oder noch öfter refreshen wenn man es nicht vorher total rampuniert hat
Timmo H. schrieb: > Das Material auf man druckt ist > über eine dicke von ca. 2mm immer das gleiche. O.K., dann haben wir unterschiedliches Material. meines ist - incl. Schutzfolie auf der Klebeseite - 0,72 mm dick (lt. Aldi-Schiebelehre). Ich verkaufe die restlichen 3 Stück gerne gegen Gebot (per PN) :-) - ordentliche Verpackung wird zugesichert. Versand per Einwurfeinschreiben (= zuzüglich 3,60 € Versandkosten).
Angehängte Dateien:
-

buildtak.jpg
180 KB -

buildtak2.jpg
160 KB


Dieter F. schrieb: > O.K., dann haben wir unterschiedliches Material. meines ist - incl. > Schutzfolie auf der Klebeseite - 0,72 mm dick (lt. Aldi-Schiebelehre) Ja ok, so kann man sich irren. Habe auch gerade noch mal gemessen. 0.74mm :-D Bin aber trotzdem recht zufrieden damit. Aber sollten dennoch einige Refresh-Zyklen drin sein. Habs erst einmal machen müssen. Man muss sich auf jeden Fall etwas dran gewöhnen nicht zu dicht zu leveln (also nicht so dich wie z.B. beim Glas). Habe bisher alles gut abbekommen. Benchy geht auf jeden Fall super ab, bei größeren Teilen braucht man eigentlich nur einen Anfang und dann geht es einfach https://drive.google.com/file/d/1Jerdrs6cx1oy_jZ91kfv2eYoOhHLFK48/view?usp=sharing Der gedruckte "Stoff" hat etwas mehr arbeit gebraucht wenn man nichts kaputt machen will, aber da ist eine recht gute Haftung auf wichtig bei den kleinen Segmenten. Das ist aber auch direkt nach dem Refresh https://drive.google.com/file/d/1jugFKco-pBuJrgC9v32EpQxFCX24T3oZ/view?usp=sharing
:
Bearbeitet durch User
Angehängte Dateien:
-

IMG_3344.JPG
220 KB

Timmo H. schrieb: > 0.74mm :-D So, jetzt hast Du's :-) - ich habe meine Super-HOREX-Mikrometer-Schraube herausgenommen und nachgemessen. 0,74 mm - Deine Lidl?-Schiebelehre ist besser wie meine Aldi-Schieblehre. Schrott ist das Teil trotzdem (ich habe immer noch keine PN).
Angehängte Dateien:
-

IMG_3362.JPG
200 KB

{kind=link}
{kind=link}
{kind=link}
So, hier der Unterschied (von unten) - links mit 0,1 mm Schichtdicke, Rechts abgerissen :-)
Momentan gibt es den Tevo Tarantula bei gearbest für ca. 130 Euro mit Code "Tarantula11DE" Da ist sogar ein Titan-Extruder dabei so wie bei mir auch vor drei Monaten. Sehr gutes Teil für den Preis. Ich würde ihn sofort wieder kaufen.
Am Tarantula einen Titan??? Perlen vor die Säue! ;) Im ernst, bei mir tun 2 MK8 bei 100mm/s ihren dienst... problemlos... aber wenns "gratis" mit geht :) übrigens, ideamaker als slicer ist mehr als probierenswert... hat bei mir beim bridging aus einem "geht so" ein "wunderbar" gezaubert! Um auf den ursprünglichen Post zurück zu kommen... mein alter Anet A6 war auch i.O.. Ich glaub die "gehypten" Typen (wie eben auch der Tarantula) liefern alle brauchbare Ergebnisse. bei 100-150.- braucht man sich sich eigentlich nix mehr antun... Hat man sich daran gewöhnt, dass man bei Farnell und Co sich sein STL runterladen kann und ein paar Stunden später das Gehäuse zum "Probefühlen" fertig ist, kommt automatisch was "besseres". (besser ist hier schneller und bei 100-120mm/s ist definitiv schluss wie mir scheint). 73
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.