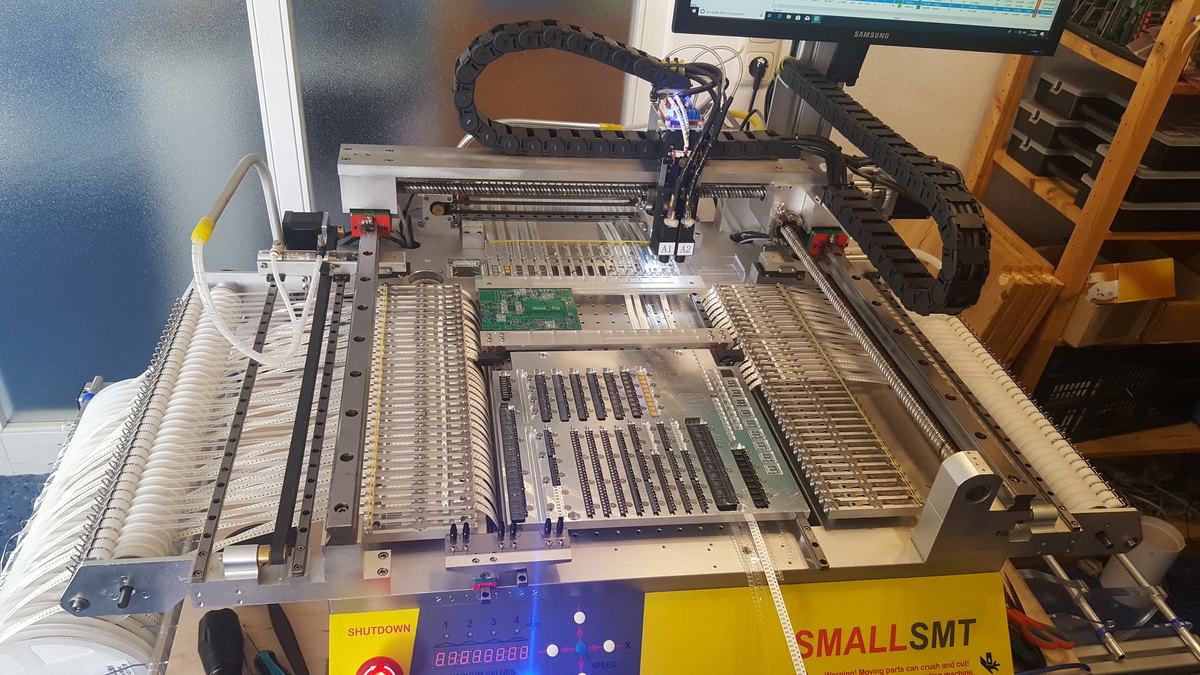
Hallo zusammen, ich habe eine kleine 1-Mann Firma und baue überwiegend Adapter und spezifische Testgeräte. Viele Geräte sind Einzelstücke, manche Baugruppen könnte man auch als Kleinserie bezeichnen. Eine Anforderung ist häufig die Lieferzeit... am besten gestern ;) Folglich komme ich immer wieder in die Situation, dass der Fertigungsprozess die meiste Zeit kostet. Glücklicherweise bekommt man Platinen ja heute inzwischen schon innerhalb von 24 Stunden auf den Tisch. Bei der Bestückung gestaltet sich das dann allerdings problematischer und wenig wirtschaftlich. Seit längerem spiele ich mit dem Gedanken, einen Bestückungsautomat anzuschaffen und die Bestückung dann selbst zu machen. Die Platinen haben maximal Eurokarten Format - meisten sind sie wesentlich kleiner. Bei Standardbauteilen habe ich mich auf 0805 eingeschossen, da ich die auch notfalls noch einigermaßen gut manuell löten kann. Die Anzahl der unterschiedlichen SMD Bauteile liegt, projekabhängig zwischen 5 und 40, würde ich mal grob überschlagen. Mein Ziel wäre, im Einzelnutzen bestücken und Reflow-löten zu können. Am liebsten mit Lötpasten-Dispenser statt Schablone... Es gibt im Internet ja immer wieder mal gebrauchte Maschinen zu kaufen. Aber auch aus China scheinen interessante Maschinen zu kommen (QIHE TVM926 z.B.). Hat jemand Erfahrung mit dem Betrieb eigener, kleiner Automaten und kann vielleicht eine Empfehlung aussprechen? Preis/Leistung, Zuverlässigkeit, Ersatzteilverfügbarkeit, etc.... Freu mich auf eure Antworten, Markus
Das Thema interessiert mich auch und so bin ich gespannt was bei dieser Diskussion herauskommt. Bei den günstigen (bis 5000€) gibt es wohl: * LitePlacer (Finnland) * SMT280 (Alibaba...) * NEODEN3/4 (China, es gibt wohl einen EU-Distributor)
Einfach und billig ist nicht! Selbst eine Euro-Platine, mit 40 Bauteilen (wenig), hat oft mehr 20 verschiedene Bauteiltypen. Die müssen zugeführt, gegriffen, gedreht (0°, 90°, 180°, 270° oder stufenlos) und dann sehr genau platziert werden. Übrigens: Das musst Du programmieren. Noch ein übrigens: Die zweite Platine ist dagegen ein Klacks. Toll wäre es natürlich, wenn Du für jeden Bauteilewert einen eigenen Feeder hättest.
Wieviele Baugruppentypen hast du denn und wieviele Teile pro Jahr sollen bestückt werden? Daraus ließe sich evtl eine Empfehlung ableiten.
Hallo, Ich bin mir bewusst das das hier vielleicht nicht der richtige Ort ist um Werbung für meine Dienstleistungen zu machen, aber falls Interesse besteht kannst du mich gerne mal kontaktieren falls es um die schnelle Bestückung von Baugruppen geht. Ich hab mich auf Einzelstücke und kleine Musterserien spezialisiert. Vielleicht ist dies auch eine günstige Alternative zur Anschaffung eines eigenen Maschinenparks. Gruß Jonas JL-Elektronik
Hallo, vielen Dank für eure Beiträge und Antworten. Preislich habe ich mir jetzt noch keine festen Grenzen gesetzt. Vorallem, weil ich mir auch erstmal einen Überblick über die Maschinen verschaffen muss. Leistungsparameter, Erweiterbarkeit, etc. Nach ersten Recherchen peile ich für den Bestückungsautomaten momentan das Preissegment zwischen 5000 und 8000 EUR an. Da scheint es sowohl auf dem Gebraucht-Markt interessante Produkte zu geben als auch bei den Neugeräten so zwei drei Kandidaten. Es soll keine klappernde Bastelecke werden aber auch keine vollautomatische Fertigungslinie. Wenn es zeitlich nicht drängt oder es doch zuviele Bauteile werden, bleibt ja immernoch die Möglichkeit, damit zu einem EMS Dienstleister zu gehen. Es gab die Frage nach dem Produktionsvolumen... Übers Jahr gemittelt liegt das vielleicht bei 600-1000 Baugruppen. Allerdings gibt es saisonbedingt auch Monate, in denen gar nix passiert. Das ist für mich dann immer die Entwicklungs- und Prototypenzeit. Es wird also Tage geben, an denen ich mal zwei, drei Platinen bestücken will und auch Tage, an denen ich vermutlich von morgens bis abends zwischen Bestückungsautomat und Lötofen hin und her renne. @Jonas: Vielen Dank für Dein Angebot. Die Wirtschaftlichkeit meines Unterfangens ergibt sich zu einem Teil auch aus der Lieferzeit, die ich meinen Kunden anbieten kann. Und das ist auch Auslöser dieser ganzen Überlegung, eigene Maschinen anzuschaffen. Ich würde gerne diese ganze Logistik loswerden. Platinen verschicken, Beistellteile verschicken, CAD Daten verschicken, auf ein Angebot warten, auf die Ware warten, Kontrollieren, etc. Der Netto-Fertigungsaufwand liegt bei kleinen Platinen vielleicht bei ein paar Stunden inkl. Maschineneinrichtung. Brutto, durch das ganze drum herum aber mindestens bei einer Woche. Insofern würde ich jetzt erstmal ausloten wollen, ob man das nicht in den Griff bekommt, indem man (teilweise) selber bestückt. In meinen Bookmarks habe ich bisher die folgenden Maschinen: - QIHE TVM 926 - Paggen M10V - NeoDen 3/4 aus dem Vorschlag von Nikolaus sowie diverse Industrieauktionen, bei denen es häufig aber schon an der Größe scheitern wird. Das ganze Equipment sollte optimalerweise in einem Raum mit 12qm untergebracht werden ;) Für weitere Vorschläge bin ich sehr dankbar. LG, Markus
Molle schrieb: > Die Anzahl der unterschiedlichen SMD Bauteile liegt, projekabhängig > zwischen 5 und 40, würde ich mal grob überschlagen. Unterschätze nicht die Zeit zum Rüsten und Programmieren für den Bestückungsautomat. Wenn nur 2-3 Prototypen zu machen sind, ist es in vielen Fällen einfacher den ganzen Prototypen oder zumindest alles außer ein paar absoluten Standardteilen wie 100nF-Kondensatoren von Hand zu machen. Hast Du mal probiert, anstatt die Teile komplett von Hand zu löten, Lötpaste zu verwenden und die Teile nur noch mit der Pinzette zu platzieren? Du brauchst natürlich Schablonen und einen Reflowofen. Spart aber enorm Zeit. > Am liebsten mit Lötpasten-Dispenser statt Schablone... Wenn es nicht nur rein um 0805, sondern auch um ICs mit 0,5mm Pitch geht, wird das teuer oder unzuverlässig. > Die Wirtschaftlichkeit meines > Unterfangens ergibt sich zu einem Teil auch aus der Lieferzeit, die ich > meinen Kunden anbieten kann. Wenn die Lieferzeit so wichtig ist - hast Du mal überlegt Deine Platinen extra daraufhin zu entwickeln bzw. zu optimieren? Also z.B. flexibel zusammensteckbare Modulen zu bauen oder z.B. immer benötigte Komponenten vom Auftragsfertiger vorbestücken zu lassen, die restlichen, variablen Komponenten dann manuell nach Bedarf? Oder vom Auftragsfertiger alle Bauteilvarianten bestücken lassen, über Lötbrücken aber nur die vom Kunden konkret gewünschten aktivieren?
Molle schrieb: > Übers Jahr gemittelt liegt das vielleicht bei 600-1000 Baugruppen. Unwichtig. Wieviele Baugruppen sind gleich, nur dann lohnt es sich, einen Bestücker zu programmieren.
> Es gab die Frage nach dem Produktionsvolumen... Übers Jahr gemittelt > liegt das vielleicht bei 600-1000 Baugruppen. Und das sind wieviele Teile? Ich würde zur Mechatronika M10V raten, weil ich an der Stelle voreingenommen bin. Halte dich aber fest, wenn du bei Paggen nach dem Preis fragst. Die Maschine hat zwar keine Einzel- sondern Bankfeeder, besitzt aber deswegen ein gutes Preis-Leistungsverhältnis. Ich bin bei 1000 Baugruppen/a auf den Automaten umgestiegen, das waren etwa 85.000 BE. Nie wieder Handbestückung!
Ergänzung: bei anfänglich sechs Grundtypen von Baugruppen in insgesamt ca. 20 Bestückungsvarianten. Wenn du pro Fertigungslos jedesmal die Feeder umrüsten musst, hast du bereits verloren. Ich fertige jetzt 12 Baugruppentypen mit insgesamt ca. 30 Varianten. Die Baugruppen sind so konstruiert, dass ich keine Feeder umrüsten muss. Nur dadurch ergibt sich ein effektives Arbeiten.
> Hast Du mal probiert, anstatt die Teile komplett von Hand zu löten, > Lötpaste zu verwenden und die Teile nur noch mit der Pinzette zu > platzieren? Du brauchst natürlich Schablonen und einen Reflowofen. Spart > aber enorm Zeit. So habe ich auch angefangen und würde behaupten, dass das ein guter Anfang ist.
> Und das sind wieviele Teile? Achso... Also die größte BOM bisher hatte ca. 120 Bauteile insgesamt und ca. 40 verschiedene. Wobei ein Teil davon auch THT Bauteile waren. Also sagen wir mal 30 verschiedene Bauteile. Und glücklicherweise sind die Bauteile überwiegend immer die gleichen. R's und C's können vermutlich dauerhaft gerüstet bleiben. Drei unterschiedliche Mikrocontroller kommen zum Einsatz und je nach Anwendung mal ein DAC oder ADC sowie diverse TSSOP6 Logikgatter oder Mosfets. "Special" wären vielleicht JST SMT Stiftleisten. Da habe ich keine Vorstellung, wie die automatisch gesetzt werden könnten. > Ich würde zur Mechatronika M10V raten, weil ich an der Stelle voreingenommen bin. Ja, die Maschine hat mich auch etwas länger beschäftigt. Deinem Hinweis bzgl. Preises entnehme ich, dass der jenseits der 8000 EUR Marke liegt, richtig? Hattest du schonmal einen Servicefall mit der Maschine? Steht man dann alleine da, oder ist Mechatronika (klingt deutsch?) zur Stelle? LG, Markus
Bürovorsteher schrieb: >> Hast Du mal probiert, anstatt die Teile komplett von Hand zu löten, >> Lötpaste zu verwenden und die Teile nur noch mit der Pinzette zu >> platzieren? Ja klar. ;) Das mache ich auch heute mit Protoypen noch so. Allerdings stoße ich auch immer wieder mal an meine Grenzen... bei den besagten TSSOP6 zum Beispiel. Auch TQFP64 schaffe ich bald nicht mehr ohne Nacharbeit. Finger und Augen sind immerhin schon 50 Jahre in Betrieb ;)
Molle schrieb: > oder ist Mechatronika (klingt deutsch?) zur Stelle? ...ok, das war nicht schwer... Mechatronika kommt aus Polen. Also nicht sooo weit weg.
> Deinem Hinweis bzgl. Preises entnehme ich, dass der jenseits der 8000 EUR > Marke liegt, richtig? Rechne mal ganz grob mit 20 k€ für die nackte Maschine mit Untergestell und je 5 k€ für jeden Bankfeeder (2 seitlich). Hinten passt wohl ein schmaler Bankfeeder bzw. ein Stangenfeeder (ca 1 k€) dran. Ein Halter für ein Tray müsste auch noch reinpassen... Ganz genau musst du bei Paggen nachfragen, da ich die nächstdickere Maschnie aus der Reihe habe und bei der M10V nicht alles weiß. Achso, und einen Kompressor für ca. 1 k€ brauchst du auch noch. > Hattest du schonmal einen Servicefall mit der Maschine? Steht man dann > alleine da, oder ist Mechatronika (klingt deutsch?) zur Stelle? Der Hersteller sitzt in Warschau. Einen Schadensfall hatte ich bisher nicht, aber gewisse Hakeligkeiten im Betrieb. Dann habe ich eine Mail abgesetzt, evtl noch die Laufprotokolle angehangen und wurde immer kurzfristig am selben Tag bestens bedient. Ab und an (Sommer- und Winterbetrieb) müssen die Kamerakoordinaten neu vermessen werden, das war es dann aber auch. Laufflächen reinigen und schmieren, Aufwickelrollenspannungen am Bankfeeder dann und wann einstellen. Also so gut wie wartungsfrei. > Finger und Augen sind immerhin schon 50 Jahre in Betrieb ;) Lupenleuchte kaufen, du Jungspund!
Ich denke das Forum hier ist nicht so richtig passend für die Frage. Schau eventuell mal bei OpenPNP vorbei und frage dort direkt nach Erfahrungen. Ich habe mich selber an "Bürovorsteher" gehalten und mir eine Mechatronika gekauft, bin aber äußerst unzufrieden mit der Software von der Bestückungsmaschine. Negative Punkte von Mechatronika: - um ein Bauteil aus einer Liste zu setzen muss man 5x klicken - kein Multiselect um diverse Bauteile aus bzw. einzuschalten, oder PCBs im Nutzen ein/auszuschalten. Bei 10 PCBs in einem Panel muss man 18x mit der Maus klicken um 9 PCBs auszuschalten es nervt einfach. - Die Bibliothek zur optischen Erkennung stammt von einer Firma aus Belgien (von vor 2010). - Optische Erkennung von Bauteilen funktioniert nicht immer zuverlässig (Software-Problem) - Bauteileinzug bei den Feedern sind nicht in der Bauteildatenbank abgespeichert, man muss das immer manuell einstellen wenn man ein neues Bauteil einspannt und sich der Bauteilpitch ändert - Die Kameras sind pre 2000 Standard (alte interlaced Analogkameras die über eine Conexant Karte angesteuert werden) - der Bestückungskopf ist in etwa das gleiche Design wie bei Volker Besmen, es gibt nur einen Single Head. - Die Software ist Windows XP basierend, wird die immer noch mit einem 1024x768 Display ausgeliefert? Man sieht keine Details beim Bestücken. - die Maschine ist temperatursensitiv (ich weiß nicht ob das im Manual stand, ein Mitarbeiter hat erwähnt das die Temperatur >18°C sein sollte) - Nozzles bleiben hin und wieder im Fach stecken - Warped PCBs / 1mm PCBs haben bei kleinen Bauteilen große Probleme, Mechatronika hat hier auch wieder gepfuscht da die Leiterplattenhalterung die Platinen von der Seite einklemmt und es keine direkte Option gibt die LPs einfach festzuschrauben. Durch den Druck kann es bei gewissen Leiterplatten zu Warping/Bending kommen, und dann muss man magische Werte für die Leiterplattenhöhe eingeben. - Im großen und Ganzen benötigt die Maschine mit der Standard-Software einen Babysitter - Wenn man mehrere Projekte hat ist das Umspannen der Bauteile einfach nur mühsam. - Es gibt keine Tray Feeder, man ist ziemlich schnell am Ende wenn man mehrere Chipsätze verbauen möchte. 0201 würde ich der Maschine nur unter perfekten Bedingungen zumuten. - Die Feederblöcke sind nicht sonderlich genau, die Reels liegen teils in einer Aluminiumschale, wenn ein Reel voll ist, ist sie für den Feeder schwer einzuziehen. Dadurch ist das Bauteil wiedermal bis zu 0.5mm von dort entfernt wo es sein sollte. - der Stepping Mode zur Verifikation kann jedes Bauteil mit der Head-Kamera abfahren und am Bildschirm anzeigen, nun wenn man 16.000 Bauteile setzen möchte ist das nicht effizient und einfach nicht brauchbar. (AOI). - Der Bestückungskopf/Wagen ist nicht elektronisch abgesichert, sollte es aus irgendeinem Grund einen Fehler geben könnte der mit voller Wucht aus der Maschine fahren (das wäre jetzt wenn ein Fehler vorliegen würde). Da würde ich erwarten das am Ende des Wagens ein Stop-Sensor angebracht wäre - ist aber nicht. - Doppelseitige Leiterplatten werden als unabhängige Projekte gespeichert, also es gibt jetzt nicht ein Projekt pro gesamte Leiterplatte. Der einzige Grund warum ich die Maschine noch behalte ist das die RS232 Kommunikation recht einfach ist, und für den Kaufpreis bekommt man sie mit der Schrott Software von Mechatronika nicht weg. Hab mir dieses Jahr AOI hinzugebaut um vor der Bestückung die aufgetragene Paste und nach der Bestückung die Bauteile auf Leiterplatten zu überprüfen. Das Programm fährt die Leiterplatte einfach ab, fotografiert die gesamte Oberfläche und stückelt die Bilder dann zusammen. OpenCV hilft hier ungemein, hab das in eine 3D Ansicht gepackt und man kann dadurch auch leicht zoomen. Die Kameras funktionieren ja seit Urzeiten mit vorhandenen Linux Treibern. Die Maschine ist gut um mit dem Thema mal in Berührung zu kommen, Universitäten die zu viel Zeit haben haben dafür wohl auch einen Anwendungszweck. Wer wirtschaftlich bestücken möchte hat keine Chance. Es gibt günstigere Lohnbestücker, vor allem wenn man die Arbeitszeit einrechnen muss. Die Schulungen von Mechatronika haben wir abgelehnt da die Maschine eigentlich klar ist, und wir mit der Software mittlerweile nahezu fertig sind (der Aufwand ist nicht die Bestückungssoftware/Ansteuerung an sich sondern das gesamte Drumherum) Wir haben jetzt eine ordentliche Bauteil-Datenbank die wir auch ordentlich mit Altium verwenden können, eine ordentliche Lagerverwaltungssoftware für Bauteile (mit Barcodes), Stock Management, (vereinfachtes, aber effizientes) AOI. Für den Preis dieser Maschine würde ich das alles vom Hersteller erwarten, dann wären die auch wirklich ihr Geld wert. ---- Fritsch in Deutschland hat z.B Tray Feeder, auch haben sie ein Upgrade Kit um aus einigen Single-Head Maschinen eine Dual-Head Maschine zu machen. Man sieht die machen etwas. Ansonsten: sehr wichtig sind auch ein guter Reflow Ofen, hier wäre ein brauchbarer (man muss halt auf die Größe achten): https://www.mikrocontroller.net/topic/473819#new Stencil Printer: https://www.smtmax.com/detail.php?id=29 (davon gibt's etliche chinesische Versionen, wenn nicht das auch nur eine importierte Version ist). Solche Gestelle habe ich auch öfter bei Herstellern gesehen und die funktionieren ganz gut. Ich verwende nur Masken mit Rahmen da mir das Einspannen von rahmenlosen Stencils zu viel Aufwand ist (und es bei größeren Nutzen nicht gut funktioniert). Für Prototypen nehme ich "natürlich" Rahmenlose.
Das könnte eventuell auch interessant sein: https://www.smallsmt.biz/ Der Software-Entwickler sitzt in Berlin? Der macht sich vor allem Gedanken über die Software. Soweit ich gesehen habe ist er im eevblog Forum aktiv.
Nikolaus S. schrieb: > Das Thema interessiert mich auch und so bin ich gespannt was bei > dieser Diskussion herauskommt. > > Bei den günstigen (bis 5000€) gibt es wohl: > * LitePlacer (Finnland). Keine Feeder, extrem Wartungsintensiv. . > * SMT280 (Alibaba...) Pack 1600€ dazu für die Vision Option, ansonsten nicht wirklich zu gebrauchen. > * NEODEN3/4 (China, es gibt wohl einen EU-Distributor) Hochpreisig. M10 Sehr unflexibel. Man sollte imstande sein die Anzahl der Feeder zu beziffern, sowie wieviele juki nozzles man je Seite benötigt. Weiters auch die maximale Bauteilhhöhe welche man braucht. Z.B. 12mm für Kondensatoren oder Stecker, hingegen z.b Ethernetbuchsen kann man sicherlich auch manuell bestücken. Was natürlich auch ein Entscheidungsgrund darstellen kann ist die CE / ... Deklaration. Dann wird es dünn und es bleiben nur 3 Neumaschinen übrig.
- Bei Mechatronika muss man auch die Bauteilhöhe manuell angeben. - Mechatronika meinte sie wollen sich um existierende Kunden kümmern, wir hatten für das Maschinenupgrade 3 unterschiedliche Preise erhalten (für das gleiche Upgrade), die haben mittlerweile die Preise um über 5000 EUR erhöht, ein Mehrwert war nicht gegeben. Ich denke sie haben es mittlerweile schwerer Neukunden zu finden und melken daher halt Bestandskunden. Email Ausschnitte aus 3 Emails für das gleiche Upgrade: - As I let you know in my previous email the cost for you for such rebuilt is 9 800,- EUR and frankly speaking - we can't offer you better price, sorry - this rebuild will be priced the EXW 10 800,- EUR as stated before - Sorry, but the indicated price 14 800,- still compensate the costs Da in den Mails kein Disclaimer steht das diese Informationen nicht weitergegeben dürfen gebe ich es hier mal an. - Die Chefs sind über 50 und werden die Firma wohl verkaufen oder bis zum Ende einfach nur kostenpflichtige Services/Upgrades bieten (von denen ich nur abraten kann, viel zu teuer, kein effektiver Mehrwert - da ich das gemacht habe! Der einzige Mehrwert den ich sehe ist das die Maschine jetzt leiser ist, aber das ist mir absolut egal da die Effizienz nicht gesteigert wurde) - Ich habe ihnen sogar angeboten kostenlos die Software anzupassen damit man die Maschine wirtschaftlich nutzen kann, wollten sie nicht vielleicht verkaufe ich meine Software-Suite dann selber für deren Maschinen. Habe bei Small-SMT gerade gelesen das sie auch eine Lagerverwaltung anbieten. Wenn man >100 Bauteile hat will man nicht anfangen eine Kiste zu durchsuchen, das muss alles schnell funktionieren. Man muss den Preis so einer Maschine auch der Effizienz gegenüberstellen, wenn mich 5-6 Prototypen 600 EUR kosten ich dafür aber keine Stunde aufwenden muss und ordentliche Qualität erhalte rechnet sich eine Bestückungsmaschine nur selten. Die Preise sind bei den Bestückungsmaschine alle ziemlich relativ, das wichtigste finde ich ist die Software. Mit optischer Erkennung kann man schon ziemlich viele Probleme automatisiert abfangen und die Maschine vorab etwas kalibrieren, OpenCV wurde die letzten 10 Jahre über sehr gut weiterentwickelt sodass sich hier sehr viele Möglichkeiten bieten. Deshalb würde ich bei kleinen (<20.000 EUR) Maschinen auch auf OpenPNP setzen, es sollte entweder eine Firma sein die aktiv weiterentwickelt oder halt OpenSource wenn's die Firma nicht packt. Man sollte auch wissen welche Bauteile man setzen möchte, wenn's nur 0603 ist das können mittlerweile recht viele, auch die Chinesen. Von der Steuerungssoftware her können die kaum schlechter sein als die Polen. Die Preisklasse 30.000 - 80.0000 für kleine Maschinen ist nur mit einem ordentlichen Softwarepaket zu rechtfertigen! Keine Spielereien und keine so derartige Ineffizienz. Wir haben sogar einen Hersteller der ab 16.0000 Bauteile auf Rüstkosten verzichtet, das geht nur wenn man effizient eingerichtet ist. Mit der Firma Mechatronika gab's bis jetzt nichts als Ärger, und kein einziges Problem wurde jemals von denen gelöst.
Hallo, ich würde bei Deinen kleinen Stückzahlen keinen Automaten nehmen sondern ein Gerät für die manuelle Bauteilaufnahme und Plazierung mit Kamera und Monitor für die Anzeige. https://paggen.de/Dateien/Media/ProduktPDF/EXPERT-Brochure-De.pdf
Volker S. schrieb: > Hallo, > ich würde bei Deinen kleinen Stückzahlen keinen Automaten nehmen sondern > ein Gerät für die manuelle Bauteilaufnahme und Plazierung mit Kamera und > Monitor für die Anzeige. > > https://paggen.de/Dateien/Media/ProduktPDF/EXPERT-Brochure-De.pdf Klingt gut - aber der Preis für die Grundausstattung ohne Kamera und Monitor kommt schon fast in den Bereich eines chinesischen Automaten mit Vision und Steuerung... Und der Hauptfaktor warum der TE und ich auch nach einem einfachen Automaten für Musterbau suchen ist dass man die körperliche Arbeit los wird... Denn der Mensch ermüdet, wird nach 6 Stunden am Mikroskop immer langsamer und macht immer mehr Fehler. Dagegen kann man die Maschine anschalten, 1 Stunde rüsten und programmieren, starten, Kaffee trinken, Mails bearbeiten, andere Dinge tun und nach 6 Stunden das Ergebnis abholen und hat höhere Qualität. Der andere Faktor warum man nicht gleich zum Lohnbestücker geht ist dass bei Muster/Prototypenbau und Kleinstserien jederzeit Designschwächen zu Tage treten können. Wenn der Lohnbestücker nicht weiterkommt, dann rüstet er seine Maschine ab und man kommt 2 Wochen später wieder dran. Alternativen oder Work-Arounds damit man einen funktionierenden Prototypen bekommt, kann er nicht ausprobieren. Abgesehen davon will er bei besonders komplexen Boards manchmal Dinge spezifiziert haben die man noch nicht klar definieren kann, bevor der erste Prototyp gebaut ist. Man schreibt ein Buch ja auch nicht mit LibreOffice und schickt es komplett an die Großdruckerei, damit sie genau 2 Exemplare ausdruckt und bindet, die man jemand zum Korrekturlesen gibt. Das druckt man selber am Arbeitplatz. @Daniel (Gast): Sie Smallsmt aus Berlin scheint ähnlich wie die Neoden zu sein, aber nicht identisch. Und kommt wohl auch per Paket aus China. Die Preise sind in US$.
Ich hätte was zu verschenken: Einen kompletten Siemens MS102 Bestückautomaten inkl. Feeder. Leiterpatten und Bauteilkamera dabei. Bestückung von 0603 aufwärts (bei pfleglicher Einstellung). Linienrechner mit wunderschönem grün-schwarz Bildschirm dabei. Abholbereit. Grüsse
Ich befürchte, dass der TO in seiner Kammer nur einer 70 cm breite Tür hat.
Gebhard R. schrieb: > ja, dummm.... > keiner will das haben. Wenn ich meine Software fertig habe wäre es interessant die Dinge auf andere Maschinen zu portieren. Mechatronika verwendet ja Delta Motoren / Controller. Man sieht die Position welche ich an den Mechatronika Controller übergebe 1:1 auf dem Delta Controller. Das Mechatronika Zeug steuert wohl eher nur den primitiven Bestückungskopf und die Feeder an. Woran liegt es das du nur 0603 aufwärts für die Maschine empfiehlst, an der Genauigkeit der Motoren, dem Spiel?
Daniel schrieb: > Woran liegt es das du nur 0603 aufwärts für die Maschine empfiehlst, an > der Genauigkeit der Motoren, dem Spiel? Die Bauteile werden, wenn sie zügig bestückt, mechanisch über 4 Zangen zentriert(ein feinmechanisches Wunderwerk) unter 0603 geht's einfach nicht. Ausserdem braucht's extrem genaue Feeder, weil bei 0402 hat man max. 0.2mm Abhol-Toleranz.Da muss ich bei meinen Siplace Maschinen auch die Feeder voher einmessen, dass das richtig gut geht. Ansonsten hat die Maschine Glasmassstäbe und Servoantriebe und ist durchaus präzise. Grüsse
Gebhard R. schrieb: > Ich hätte was zu verschenken: > > Einen kompletten Siemens MS102 Bestückautomaten inkl. Feeder. > Leiterpatten und Bauteilkamera dabei. Bestückung von 0603 aufwärts (bei > pfleglicher Einstellung). Linienrechner mit wunderschönem grün-schwarz > Bildschirm dabei. > Abholbereit. Dann solltest du auch den ungefähren Abholort nennen, damit man den Aufwand abschätzen kann. Ein Gabelstabler vor Ort wäre auch nicht schlecht. Wenns hier nicht funzt, hat das Forum ja ein Markt-Unterforum wo dein Angebot sicher besser aufgehoben ist. In der Bucht steht auch eine Siplace für 3900 € in Ostfildern schon eine Weile. Eine Philips, die dort auch zu finden ist, wird technologisch Steinzeit sein, daher schimmelt die auch vor sich hin, mal von einem Defekt an einer der Kameras, ganz abgesehen. Da du angemeldet bist, sollte es zumindest kein Problem sein, dich zu dann kontakten.
Volker S. schrieb: > Hallo, > ich würde bei Deinen kleinen Stückzahlen keinen Automaten nehmen sondern > ein Gerät für die manuelle Bauteilaufnahme und Plazierung mit Kamera und > Monitor für die Anzeige. Würde ich je nach Bauteil- und Stückzahl auch empfehlen, Geräte dieser Art gibt es auch gebraucht relativ günstig. Unser EMS Dienstleister wirft für Prototypen/Kleinserien auch nicht den Automaten an, sondern verwendet solche Geräte. Die Geschwindigkeit wird von einem Hersteller mit 300-600 BE/h angegeben. Nachdem der TE sein Volumen am besten kennt, würde ich einfach mal gegenrechnen, ob sich ein Automat wirklich lohnt.
> Nachdem der TE sein Volumen am besten kennt,
Genau diese Information behält er trotz mehrfacher Nachfrage für sich.
Eine wenigstens überschlägige Kalkulation der Bestückungskosten pro Teil
für einen Zeitraum von etwa zehn Jahren (Abschreibungsdauer der
Maschine) kann da für schnelle Ernüchterung sorgen.
Bürovorsteher schrieb: >> Nachdem der TE sein Volumen am besten kennt, > > Genau diese Information behält er trotz mehrfacher Nachfrage für sich. > Eine wenigstens überschlägige Kalkulation der Bestückungskosten pro Teil > für einen Zeitraum von etwa zehn Jahren (Abschreibungsdauer der > Maschine) kann da für schnelle Ernüchterung sorgen. Ich habe das so gelesen dass er überwiegend Einzelstücke hat, die er aber innerhalb von 24 Stunden liefern soll. Das heißt da darf nichts schief gehen. Also perfekte Bestückqualität. Die kann ein Automat nach meiner eigenen Erfahrung mit dem Thema besser als ein Mensch (er selber). Selbst mit einem Halbautomaten oder Bestückhilfen. Außerdem ist er an den Halbautomaten oder Bestückhilfe gebunden, während ein Automat ein halber zusätzlicher Mitarbeiter ist. Daher sind solche einfachen Wirtschaftlichkeitsbetrachtungen die hauptsächlich auf Volumen abzielen nicht wirklich zielführend. In meiner Situation ist das genauso. Mir wäre eine Entlastung der Zeit, die ich mit Handbestückung verbringe, durchaus Geld wert. Dass man dafür keine Maschine braucht, die eine Bestückleistung von 50.000 Bauteilen/h bietet, liegt auf der Hand... 300 Stück in 2h wäre für meine Zwecke schon ok. Also ist meine Frage (und ich denke auch die des TE) nicht nach Nicht-Automaten-Lösungen, sondern welche (weiteren) kleinen Automaten es überhaupt gibt, die ein paar 100 bis 1000 Bauteile/h setzen können und 0402. Da fallen 20 Jahre alte Industrieautomaten mit Analogkamera schon mal raus. Und erschwinglich sind. Und von denen jemand einen konkreten Erfahrungsbericht beisteuern kann (wie Chris (Gast) 10.05.2019 04:11 -Danke!).
Chris schrieb: > Nikolaus S. schrieb: >> Das Thema interessiert mich auch und so bin ich gespannt was bei >> dieser Diskussion herauskommt. >> >> Bei den günstigen (bis 5000€) gibt es wohl: >> * LitePlacer (Finnland). > Keine Feeder, extrem Wartungsintensiv. Keine Feeder kann auch ein Vorteil sein! Gerade bei Einzelstücken mit vielen unterschiedlichen Bauteilen. Da kostet es viel mehr Aufwand die sowieso zu geringe Zahl der Feeder ordentlich zu bestücken und wieder abzurüsten als einen Streifen Cut-Tape auf den Tisch zu kleben... Thema Wartungsintensiv: gibt es dazu Konkreteres was man da viel zu häufig machen muß? Muß man dauernd nachjustieren? Brechen Teile? Geht die Kamera nicht gut genug? Taugt die Socfware nichts so dass man dauernd Updates einspielen muß? > . >> * SMT280 (Alibaba...) > Pack 1600€ dazu für die Vision Option, ansonsten nicht wirklich zu > gebrauchen. Ja, da fehlt Vision. > >> * NEODEN3/4 (China, es gibt wohl einen EU-Distributor) > Hochpreisig. Neoden 3 scheint bei 5000USD zu liegen mit Vision, Neoden 4 7000USD mit Vision. Ist das "hochpreisig"? Schwer zu sagen. > > M10 > Sehr unflexibel. Die scheint mir nach der Diskussion hier unter "hochpreisig" zu fallen. > > > Man sollte imstande sein die Anzahl der Feeder zu beziffern, sowie > wieviele juki nozzles man je Seite benötigt. Weiters auch die maximale > Bauteilhhöhe welche man braucht. Z.B. 12mm für Kondensatoren oder > Stecker, hingegen z.b Ethernetbuchsen kann man sicherlich auch manuell > bestücken. > > Was natürlich auch ein Entscheidungsgrund darstellen kann ist die CE / > ... Deklaration. Dann wird es dünn und es bleiben nur 3 Neumaschinen > übrig. Welche 3 wären das bitte?
Moin Moin, ja, Nikolaus hat das schon ganz gut interpretiert. Es geht mir nicht darum, eine Maschine anzuschaffen, mit der alles günstiger wird als bei einem EMS Dienstleister. Und mir ist auch absolut klar, dass ein Dienstleister, der sich voll und ganz darauf eingerichtet hat, mit Sicherheit das bessere Know-How hat, effizientere Prozesse, coole Rüstwagen, die man nur noch andocken muss, ein umfangreiches Lager für Standard-Bauteile, eine AOI, etc. etc. Aber das zu schlagen ist ja auch garnicht mein Ziel. Mir geht es primär darum, - den Overhead einzusparen (Versand, Abstimmung mit EMS Dienstleister, Test erst nach Lieferung möglich, etc.) - Handlöten von SMD Bauteilen zu vermeiden - schneller ein Testmuster zu haben und ggf. kurzfristig Anpassungen vorzunehmen. Die Anschaffung der Maschine wird sich definitiv nicht aufgrund des Produktionsvolumens rechtfertigen. Ausschlaggebend ist die Zeitersparnis und die Arbeitserleichterung. Über die Seite des OpenPNP Projektes bin ich hierauf gestoßen: https://www.robotdigg.com/ Dort gibt es ebenfalls ein paar Maschinen, zu denen ich noch etwas recherchiere. Ich hatte mal eine ähnliche Situation mit einem Beschriftungslaser. Früher habe ich Gehäuse immer extern beschriften lassen. Das kostet nicht viel, dauert aber immer mindestens 2 Wochen. Was in unserer Region aufgrund der Auslastung der ganzen Laserfirmen schon ziemlich schnell ist. Dann habe ich mir selbst einen Markierlaser zugelegt und kann jetzt kundenspezifisch beschriften, bin viel flexibler mit Seriennummern und muss jetzt nicht mehr so weit voraus planen. 50 Gehäuse beschrifte ich in zwei Stunden - das passt perfekt in den Arbeitsfluss und erleichtert den Ablauf enorm. Das ich für den Anschaffungspreis des Lasers mehr Gehäuse extern beschriften lassen könnte, als ich jemals verkaufen werde, ist leider auch so. Aber da liegt eben auch nicht die Ersparnis für mich. Gelohnt hat es sich allein aufgrund des "Comfort-Levels" schon. Ihr versteht, was ich meine, oder? Wenn ich bei der Maschinenauswahl weiter bin, stelle ich hier mal die Rechercheergebnisse rein. LG, Markus
Suche mal nach CHMT560P4 Sieht sehr vielversprechend aus. Kostet ca 10 K mit reichlich Feeder.
> CHMT560P4
Interessantes Gerät. Das Maschinengewicht von 150 kg scheint für die
versprochene Bestückungsleistung an der unteren Grenze zu liegen, aber
was soll es. Würde ich gerne mal ausprobieren.
Es ist an der Zeit, dass die Chinesen den hiesigen Markt aufmischen.
Ist ein zuverlässiges Gerät. Die 560 hat Probleme mit der SW und Drehung von Bauteilen, einfach Feder von Vorne nach hinten verschieben geht nicht ohne manuell die Drehung zu ändern. Entweder Feeder assign mittels script oder es gibt Ärger. Auch die Bestuckungsleistung ist geringer als die 530, aber wenn man mehr als25 Feeder braucht, wieso nicht. Einige Feeder kann man in Tray's auslagern, braucht zwar auch Zeit aber spart Geld.
Angehängte Dateien:
-

20181111_102034.jpg
240 KB
Wir haben die gleiche Situation. Wir haben uns eine SmallSMT VP-2800HP gekauft. Da sind schon mal 76 8mm Feeder und 10 12mm Feeder. Da passt schon mal eine Menge an sich wiederholenden Bauteilen für die verschiedenen Platinen drauf. Für Bauteile die wir nur als Strips vorliegen haben wir uns eine Aufnahme gefräst. Strips einfach nur aufkleben ist eine ganz schlechte Idee, wenn die gleiche Platine beim nächsten Mal gefertigt wird stimmt die Position nicht mehr. Wir können zwar noch an der Bestückungsgeschwindigkeit drehen, aber eine Platine mit ca. 400 Bauteilen in 30 Minuten ist für uns ausreichend. Es würde wesentlich schneller gehen wenn wir für Widerstände und Kondensatoren die optische Justage deaktivieren würden. Rollenwechsel dauert ca. 2 Minuten pro Rolle. Aus den gleichen Gründen haben wir auch eine vielgescholtene China Fräse um Frontplatten selber zu machen, eine Genauigkeit von 0,1mm passt da vollkommen, gleiches trifft für den Laser Beschrifter zu.
@Chris: Wie ist denn sonst die Software bei der 560? Ich überlege schon länger mir eine zu kaufen. Mein Liteplacer kommt langsam an Grenzen. Das mit der Drehung lässt sich ja verschmerzen. Wie ist die Software von der SmallSMT VP-2800HP ? Stabil und benutzbar?
Software von der SmallSMT für unser Verständnis sehr gut brauchbar. Es gibt natürlich immer Punkte zur Verbesserung. Wir können zumindest damit problemlos arbeiten.
Molle schrieb: > Bei der Bestückung gestaltet sich das dann allerdings problematischer > und wenig wirtschaftlich. > > Seit längerem spiele ich mit dem Gedanken, einen Bestückungsautomat > anzuschaffen und die Bestückung dann selbst zu machen. Meinst du mit einem Bestückungsautomat wird es bei Einzelstücken wirtschaftlicher? Das Ding muss auch erstmal eingerichtet werden, bevor die erste Platine rauspurzelt. Für Einzelstücke fährst du mit Pastenschablone, Handbestückung und Reflow-Ofen wohl besser.
Wolfgang schrieb: > Molle schrieb: >> Bei der Bestückung gestaltet sich das dann allerdings problematischer >> und wenig wirtschaftlich. >> >> Seit längerem spiele ich mit dem Gedanken, einen Bestückungsautomat >> anzuschaffen und die Bestückung dann selbst zu machen. > > Meinst du mit einem Bestückungsautomat wird es bei Einzelstücken > wirtschaftlicher? Das Ding muss auch erstmal eingerichtet werden, bevor > die erste Platine rauspurzelt. > > Für Einzelstücke fährst du mit Pastenschablone, Handbestückung und > Reflow-Ofen wohl besser. Ich denke Pastenschablone und Reflow-Ofen braucht man sowieso, auch mit Bestückautomat... Außerdem geht es nicht um "wirtschaftlicher", sondern schneller, zuverlässiger und Parallelarbeit für eine 1-Mann-Firma. Die Handbestückung fesselt den Bediener nämlich an den Handbestückplatz und hält ihn von anderen Arbeiten ab (die lukrativer sein können). Da kann ein einfacher Automat in Summe schnell wirtschaftlicher sein, sobald man die nicht anderweitig verfügbare Arbeitszeit (und krummen Rücken) des Handbestückers mit einrechnet. Mir passiert es nämlich ab und zu dass man nach ein paar Stunden Handbestücken eines Einzelstücks mit 400 Teilen unaufmerksam wird und Bauteile falsch einbaut oder versehentlich Lötpaste abwischt, nachdem schon 90% der Bauteile drauf sind... Das würde dem Automaten so nicht passieren (andere Effekte wie Softwarefehler oder Bauteile die vom Bestückkopf fallen gibt es zwar, aber an denen kann man optimieren und dann sind sie weg). Im Prinzip ist das Problem wie Hefekuchen vorbereiten. Hefeteig kann man für Einzelstücke durchaus von Hand kneten oder aber eine Küchenmaschine mit Knethaken anschaffen. Es muß aber trotzdem keine für den Pizzabäcker sein, die z.B. 30kg Teig auf einmal schafft. Das ist erst bei höheren Stückzahlen sinnvoll. Und zum Profibäcker geht man auch nicht um den Hefezopf nach eigenem Rezept herstellen zu lassen. Wie gesagt, Kernpunkt dieser Diskussion ist nicht "billiger" sondern bei Einzelstücken höhere Qualität als Handbestücken zu erreichen und gleichzeitig schneller und flexibler sein als gleich einen externen Auftragsfertiger zu beauftragen.
SW ist embedded Linux und OK. Nozzle Wechsel geht sehr schnell, den Offset sollte man aber nicht vergessen zu kalibrieren. Limit ist 20x20 PCB in einem Panel, mischpcb im selben Panel ist möglich. Mit script und globalem Stack (bzw EV barcodleser ) ist man von eagle in Minuten (ca 3) beim Bestücken mit Ausnahme von Bauteilen welche einen Offset zwischen Pinmitte und vision pin center oft gravity haben. To220 ist z.b so ein Bauteil, wie auch SD holder, USB Buchse usw sowie wenn man Bauteile ausmessen muss (Höhe) sowie diese in einem Feeder oder in den Stack einsetzten. Was nicht implementiert ist sind Bad fiducials, da muss man dann schon das Panel aussortieren und für diese die Bestuckungsdaten neu generieren lassen. Ansonsten bga usw mit nozzle 1 bestücken, nozzle 2 hat generell einen Offset von ca 0.45 Grad oder dies als globalen Offset hinterlegen. Auch ist die Maschine einfach auf openpnp umzustellen wenngleich die Bestückung viel langsamer ist, hat aber für loose Feder usw Vorteile, z.b kann man dann damit die MPU programmieren.
Danke für die Auskunft! Ich setze nur einfache Teile ein, alles SMD, von daher dürfte das klappen. Wegen der Diskussion ob es sich lohnt oder nicht, auch bei kleinen Stückzahlen ist ein Automat einfach überlegen, weil er, einmal eingestellt, meist besser platziert als man es von Hand hinbekommt. Ich fahre auch schon mal 5 Stück durch, wobei mein Liteplacer sehr schnell zu bestücken ist, das dauert nur Minuten. Außerdem setze ich meist dieselben Bauteile ein, zumindest das Hühnerfutter ist oft identisch, da muss ich dann nicht all zu viel umrüsten. Nur als Hinweis: Mein Liteplacer arbeitet mit eigener auf meine Bedürfnisse zugeschnittene Software, die mitgelieferte ist kaum zu gebrauchen. Ich würde also nicht zum Liteplacer raten.
Was mich am meisten geärgert hat war bei der Mechatronika einfach der Fakt das man 5x die Maus klicken muss um ein Bauteil zu setzen. Selbst bei Prototypen wenn da irgendetwas nicht stimmt, man sieht nicht sofort ob das Bauteil ordentlich gesetzt wurde. Man kann zum Schluss zwar drübersteppen (ein paar Mausklicks pro Bauteil) und überprüfen ob alles wirklich da ist, dann muss man sich aber erst mal eine Liste niederschreiben und diese dann x*5 Mausklicks rechnen. Effizient ist wirklich was anderes, wie man so nur ein Produkt über 10 Jahre fahren kann ist mir unerklärlich. Meine Erwartung wäre, fehlende Bauteile auswählen und - Klick auf Bestückung. Würde ich mir eine andere Maschine kaufen dann wären das erst mal die Grundvoraussetzungen die ich mit dem Verkäufer besprechen würde. Wenn man das erste mal eine Maschine kauft hat man halt keine Ahnung von den Dingen und muss erst mal lernen. Wie sieht's denn bei der "einzel" bzw. "mehrfach"-Nachbestückung mit euren Maschinen aus? Altium hat auch so einige Bugs, aber mit der Software kann man wenigstens effizient arbeiten, die ganzen Hotkeys & Co sind einfach nur ein Traum.
> Was mich am meisten geärgert hat war bei der Mechatronika einfach der > Fakt das man 5x die Maus klicken muss um ein Bauteil zu setzen. Ich importiere einfach den CAM-File vom CAD-System... Wenn man zu knauserig war, diese Option mitzukaufen, dauert es eben etwas länger.
Hallo Markus, schreib doch mal woher du kommst. Eventuell gibt es hier jemand der dich unterstützen kann.
Bürovorsteher schrieb: >> Was mich am meisten geärgert hat war bei der Mechatronika einfach der >> Fakt das man 5x die Maus klicken muss um ein Bauteil zu setzen. > > Ich importiere einfach den CAM-File vom CAD-System... > Wenn man zu knauserig war, diese Option mitzukaufen, dauert es eben > etwas länger. Und was machst Du wenn dir die Maschine ein Bauteil aus irgendeinem Grund daneben haut? Die 5 Klicks? (lustig ist es ja das sich das pro fehlendem Bauteil mit 5 multipliziert).
> Und was machst Du wenn dir die Maschine ein Bauteil aus irgendeinem > Grund daneben haut? Das hat sie bei bisher über 2 Mio Teilen nicht getan. Vllt solltest du den Thread hier nicht deinen doch recht spezifischen Problemen belasten.
Bürovorsteher schrieb: >> Und was machst Du wenn dir die Maschine ein Bauteil aus > irgendeinem >> Grund daneben haut? > > Das hat sie bei bisher über 2 Mio Teilen nicht getan. > Vllt solltest du den Thread hier nicht deinen doch recht spezifischen > Problemen belasten. ich denke man kann interessante Informationen davon ableiten. - Hast du Einseitige oder Zweiseitige Leiterplatten? - Und wie dick sind sie? - 1.6mm oder 1mm? - wie groß sind die Panels wenn ich fragen darf? - wie viele Bauteile sind da pro Panel/Seite drauf? - welche Bauteilgrößen nimmst du? > 0603 / 0402?
Ich will den Thread nicht kapern, deshalb hier mein letzter Hinweis für dich: für Nutzenverarbeitung sowie für dünne Leiterplatten gibt es einen Magnetic Support Pin (M70-700) und einen Support Bar (M70-750), damit die Geschichte weder durchhängt noch federt.
Naja schade, es beantwortet halt nicht mit welchen Bauteilen Du da wirklich Erfahrungen hast. Diese ganzen Fragen kann man in einen Frage-Katalog aufnehmen und anderen Herstellern gegenüberstellen. Gerade für Leute welche vor einem Neukauf stehen und auch noch keine Erfahrung mit Maschinen haben sind solche Fragestellungen sehr interessant. Mich würde auch interessieren wie sich die kleinen Essemtec und Fritsch Maschinen schlagen und die feineren Spezifikationen handlen.
OMG, was für eine Nervensäge! Massenweise 1608 (oder für die Zöllner: 0603). 1005 würde auch gehen, dafür besteht aber keine Notwendigkeit, bei Cs sind deren Eigenschaften zu schlecht und bei Rs die Verlustleistung zu gering. Ich habe mal auf einer Testplatine spaßeshalber 1005er (R, alles derselbe Wert) bestückt und keine Auffälligkeiten festgestellt.
Mechatronica MX70 2x bulk feeder, insgesamt 26x8mm + 2x12mm + 2x16mm Dispenser , Vibrierzuführung für Stangen Feeder für lose Bauteile. Wie ist dort die Anbindung an die Motoren (OpenPnP)? bzw gibt es Alternativen zu Mechatronika SW. Auch wenn das Gerät günstig ist (schon länger Angeboten und nicht verkauft), ich möchte nicht Bauteilbibliotheken auf der Mechatronika SW pflegen, da kaufe ich mir lieber eine China PnP und spare so Arbeitszeit.
> Auch wenn das Gerät günstig ist (schon länger Angeboten und nicht > verkauft), Ja, wo isses denn?
franz schrieb: > Mechatronica MX70 > 2x bulk feeder, insgesamt 26x8mm + 2x12mm + 2x16mm > Dispenser , Vibrierzuführung für Stangen > Feeder für lose Bauteile. > > Wie ist dort die Anbindung an die Motoren > (OpenPnP)? bzw gibt es Alternativen zu Mechatronika SW. > Auch wenn das Gerät günstig ist (schon länger Angeboten und nicht > verkauft), > ich möchte nicht Bauteilbibliotheken auf der Mechatronika SW pflegen, > da kaufe ich mir lieber eine China PnP und spare so Arbeitszeit. Ich hatte auch eine gebrauchte, und die zu Mechatronika geschickt für ein Komplettservice, es gab bei den Feederbänken Änderungen die bei mir nicht vorhanden sind (Abrundungen da die Streifen dort ansonsten steckenbleiben). Bei den Gebrauchtmaschinen muss man sich auf ein Feederservice einstellen (habe ich auch machen lassen, aber die Probleme mit dem Feeder-Jamming / Abgerundete Ecken haben sie nicht gelöst, auch nicht mal angesprochen...) Ein paar Feederslots haben bei der gebrauchten nicht eingezogen, das wurde soweit behoben. Man kann 2000-4000 EUR dafür rechnen. Zudem wenn die Feeder zu alt sind kann es sein das der Einzug über die 2 Knöpfe auf der Seite der Feeders gemacht werden muss (extremst zeitaufwendig), durch ein Update kann das aber aktualisiert werden. Die Taschen für die Sauger/Nozzles könnten zudem ausgeleiert sein, dort ist eine Gummidichtung, der Bestückungskopf drückt die Nozzle dort rein und es wird Unterdruck erzeugt und gehofft das die Nozzle dann dort im Fach steckenbleibt (funktioniert in der Praxis aber nicht zu 100%). 0402 kannst Du nahezu vergessen mit den Maschinen, außer man will leiden. https://pasteboard.co/IevLooH.png (bei mir sieht es so aus) https://pasteboard.co/IevLXZa.png (in den aktuellen Werbevideos so) Eine OpenPNP Anbindung gibt es nicht. X/Y könnte man auch überbrücken und direkt ansteuern (sind wie erwähnt gute Delta Motoren und Steuerungen) Z Achse ist ein billiger Stepper Motor, an dem ein Shaft hängt, an dem wiederum die Nozzle magnetisch aufgenommen wird. Bei "Neu"-Kunden wollen sie das man eventuell nach Polen fliegt um eingeschult zu werden. Die Nozzles kosten das Stück ca 200 EUR (viel zu teuer dafür das die nicht mal abgefedert sind).
Bürovorsteher schrieb: >> Auch wenn das Gerät günstig ist (schon länger Angeboten und > nicht >> verkauft), > > Ja, wo isses denn? Wie sieht bei dir die Feederbox aus? > https://pasteboard.co/IevLooH.png (bei mir sieht es so aus) > https://pasteboard.co/IevLXZa.png (in den aktuellen Werbevideos so) eine MX70 wurde in Italien verkauft, das ist wohl ein Leiterplattenhersteller der auch mitbekommen hat das er damit nicht effizient arbeiten kann.
Ja, die steht in Italien ca 600km Entfernung, wenn ich die nehme, dann würde ich diese auf OpenPnP umbauen, sowie Juki Nozzles. Danke für deinen Tipp. Hollow shaft Motor und Nozzle changer sowie ein Set von 6 Nozzles kostet weit weiniger als eine Orginal-Nozzle. Preis ist gut, aber es steht und fällt mit dem Status der Feeder. Danke für deine Einschätzung und Tipps.
> Die Nozzles kosten das Stück ca 200 EUR
Damals (= 2013) habe ich pro Stück 40 EUR bezahlt. Tss, tss...
Hab nochmal nachgeschaut, sorry mein Fehler sind keine 200 EUR (hatte damals 2 bestellt daher 200 EUR). Direkt: 110€ für 0402, 90€ für 0603 Bei einem Händler: 144€ für 0402 121€ für 0603 Bürovorsteher, wie schauen die Feeder bei dir aus? https://pasteboard.co/IevLooH.png (bei mir sieht es so aus, da bleibt auch hin und wieder mal was hängen, insbesondere bei neu eingehängten Bauteilen muss man aufpassen) https://pasteboard.co/IevLXZa.png
Bei mir haben die Feeder die eckige Kante. Das Hängenbleiben, soso. Also bei einer neuen Rolle gibt es ja wohl keine Probleme wegen des langen Vorlaufs. Aber: beim Einsetzen des Feeders darauf achten dass alle Gurtenden glatt liegen und sich nicht übermäßig kreuzen. Das Problem ist hier nicht das Hängenbleiben, sondern das Anstoßen des Endes an anderen Streifen und damit eine Rückstaubildung. Wenn man das im Hinterkopf behält, gibt es keinen Ärger. weitere Vorbeugung: vor dem Einsetzen des Feeders Enden soweit abschneiden, dass sie leicht über die Hinterkante des Feeders herausstehen. Ziemlich anfällig für Bandsalat sind die antistatischen 8-mm-Streifen von 3000er Rollen. Anderer Fall: angefressene Rolle ohne Vorlauf. Hier ist der Vorschub auf den ersten Zentimetern scharf im Auge zu behalten und der geleerte Pappgurt beim Einlaufen unter das Blech zu drücken (Maschine kurz stoppen). Schlechter Transport, beim Vorschub fehlen ein paar mm bzw. Blockierung: passiert nur bei Plastikgurten wegen zu großer Dicke derselben. Spezielle Kandidaten sind Ta-Elkos 7343 von AVX auf 12-mm-Gurt und Sicherungen von SIBA sowie Dioden von Diotec auf einer 3000er Rolle. Das Problem mit Diotec gibt es inzwischen nicht mehr, das funktioniert jetzt. Die erste Rolle lief in keiner einzigen Feederposition. Abhilfe: kunstvolles Unterlegen eines Papierstreifens, so dass die Verschlussklammer etwas angelupft wird. > 0402 kannst Du nahezu vergessen mit den Maschinen, außer man will > leiden. Vision ausgeschaltet und jetzt liegen die Teile wie Kraut und Rüben? Ich bitte den TO um Nachsicht.
Beim Lauf der Maschine darauf achten, dass die Gurtenden nicht am hinteren Blech des Feeder hängenbleiben. Gurtenden nach unten knicken. Pappgurte, die länger als 1 m heraushängen rechzeitig abschneiden, damit sie nicht durch seitliches Umkippen blockieren. Schwarze Plastikgurte spätestens nach 30 cm abschneiden, die kippen besonders gerne seitlich ab. Ist doch alles nicht so schwer.
Bürovorsteher schrieb: > Beim Lauf der Maschine darauf achten, dass die Gurtenden nicht am > hinteren Blech des Feeder hängenbleiben. Gurtenden nach unten knicken. > Pappgurte, die länger als 1 m heraushängen rechzeitig abschneiden, damit > sie nicht durch seitliches Umkippen blockieren. Schwarze Plastikgurte > spätestens nach 30 cm abschneiden, die kippen besonders gerne seitlich > ab. > > Ist doch alles nicht so schwer. Das was Du diesbezüglich schreibst ist schon richtig und ok, wir kommen mit der Maschine auch zurecht, aber das Setup der jeweiligen Projekte und bis sie soweit eingestellt sind damit sie ordentlich funktionieren ist einfach schlecht. Deshalb entwickeln wir ja auch unsere Software dafür, vom Bauteil-Management bis hin zum Qualitätsmanagement (soweit es halt mit der Topkamera geht). Und auch das vom Einkauf bis zur Bestückung alles über eine Datenbank läuft und wir da nicht abgleichen müssen. Ich will die Leiterplatten nicht jedes mal optisch inspizieren, das soll die Software alleine machen.
> wir kommen mit der Maschine auch zurecht, Na was denn nun? Weiter oben schreibst du, dass das Teil eine komplette Fehlkonstruktion sei und auf einmal läuft sie doch? > Deshalb entwickeln wir ja auch unsere Software dafür, vom > Bauteil-Management bis hin zum Qualitätsmanagement (soweit es halt mit > der Topkamera geht). Und auch das vom Einkauf bis zur Bestückung alles > über eine Datenbank läuft und wir da nicht abgleichen müssen. > Ich will die Leiterplatten nicht jedes mal optisch inspizieren, das soll > die Software alleine machen. Sicherlei eine hübsche Sache, aber nicht primäre Aufgabe eines Bestückungsautomaten der Einsteigerklasse. Diese Maschine wurde vor etlichen Jahren für arme Leute entwickelt, die sich nichts dickeres leisten können. Sie hat ein geringes Gewicht und damit auch eine vergleichsweise bescheidene Bestückungsleistung. Durch das Visionsystem entfällt eine teuere Zentrierstation, macht die Maschine aber eben auch langsamer. Die Bankfeeder sind preiswerter als Einzelfeeder, eignen sich aber schlecht für schnelle Umrüstungen. Damit passt sie nicht für jeden und für alles. Sie bedient Anwender wie mich mit Kleinserien, ohne Umrüstbedarf, begrenzten Mitteln und der Notwendigkeit der schnellen Lieferung in hervorragender Weise. Wie sinnfällig die Integration in eine SAP-ähnliche Umgebung sinnvoll ist, musst du selbst wissen.
Bürovorsteher schrieb: >> wir kommen mit der Maschine auch zurecht, > > Na was denn nun? Weiter oben schreibst du, dass das Teil eine komplette > Fehlkonstruktion sei und auf einmal läuft sie doch? Die Software ist nicht an die Hardware angepasst, auch fehlt eine ordentliche Betriebsanleitung. Bei 0402 spielt wie erwähnt die Maschinentemperatur eine große Bedeutung, bei 0603 und direkt nach der Einrichtung kein Problem. So eine Maschine erwärmt sich nicht sofort sondern benötigt zum Teil einen Tag. Eine Absenkung der Umgebungstemperatur über Nacht kann bereits für Probleme am Morgen sorgen. Für 0603 ist das alles kein Problem, für 0402 jedoch bereits ein moderates Problem, für 0201 ein riesiges Problem. Das Temperatur-Feeder-Problem (der Verzug der X UND Z Achse) lässt sich mit Software in den Griff bekommen, das Problem liegt nicht an der Hardware sondern an deren Software das diese die Probleme nicht ausgleicht. Im Grunde muss die Software ja nur "Regeln und Parameter" beschreiben wie die Maschine funktioniert. Die Maschine an sich funktioniert durchaus ordentlich, jedoch beschreibt die Mechatronika Software diese Regeln und Parameter nicht ordentlich. Ich schätze du würdest wohl mit einer billigeren NeoDen genau so zurecht kommen wie mit der Mechatronika. Bloß für den 4fachen Preis können sie das alles nicht rechtfertigen (die Polen verdienen sehr gut an der Maschine, und die 50-100% Preissteigerungen zeigen auch das sie jetzt existierende Kunden melken wollen). Anstatt das Geld in eine Weiterentwicklung zu investieren feiern sie damit ab (ist ihr gutes Recht, aber das werden einige Kunden auch dementsprechend mit schlechten Bewertungen belohnen). Das fehlende Multiselect um ausgewählte Bauteile aus einer Bestückungsliste nachzubestücken ist ja nur der Anfang. Natürlich kann man alle Bauteile einzeln mit den erwähnten 5 Mausklicks setzen, aber es geht um die Wirtschaftlichkeit. Das Problem wurde erstens 2016 erwähnt, 2019 ist es immer noch nicht gelöst. Dann der Beschiss mit dem teuren Hardware-Upgrade welches keinen Mehrwert gebracht hat. Das Upgrade kostet jetzt über 14.000 EUR und ist nicht mal die Hälfte wert. Die einzige Rechtfertigung welche sie haben wäre: die Maschine läuft jetzt leiser. Was würdest Du zu so einem Luxus-Upgrade sagen? Ich wäre vor allem an folgenden Dingen interessiert: - Tray Feeder - einer ordentlichen Software - Multihead-Upgrade Diese Firma arbeitet an überhaupt nichts davon. Schau mal zu Fritsch was die machen, die bieten sogar Custom Feeder, Tray Feeder, Pick Place Head upgrade etc. Schau dir mal eine Siemens 80S20 an: https://www.youtube.com/watch?v=P6LrwEVOL1s Schau dir vor allem die Bewegung der Achsen an. Die Intelligenz solcher Maschinen liegt nicht in den X/Y Achsen sondern im Bestückungskopf. Hier ein billiger Dual Bestückungskopf: https://de.aliexpress.com/item/32995448497.html?spm=a2g0o.productlist.0.0.3acc140fD31HzG&algo_pvid=45675e74-f1f1-483c-ad0f-401472339133&algo_expid=45675e74-f1f1-483c-ad0f-401472339133-1&btsid=8a82bc80-ee2b-4549-85b3-bd6e5aba3cb9&ws_ab_test=searchweb0_0%2Csearchweb201602_6%2Csearchweb201603_52 Dementsprechend geringer fällt auch der Verschleiss der X/Y Achsen aus.
Wir arbeiten seit eineinhalb Jahren mit einer MX70 von Mechatronika. Verarbeitete Leiterplattengrößen von 50x30mm/1mm dick bis 300x300mm/2mm dick. Hautsächlich bestückte Bauteilgröße 0402. Wir kommen mit der Maschine gut zurecht und ich kann das Bashing von Daniel nicht ganz nachvollziehen. Das Preis-Leistungs-Verhältnis ist meiner Meinung nach absolut in Ordnung. Wer etwas Besseres haben will, der muss dann eben auch mehr investieren und darf sich nicht wundern, warum Dieses oder Jenes nicht so gut wie bei einer teureren Maschine ist. Wer sich einen Neuwagen für 10000 EUR kauft kann ja auch nicht erwarten, dass er ein Auto mit der Ausstattung eines Porsches bekommt.
> So eine Maschine erwärmt sich nicht sofort sondern benötigt zum Teil > einen Tag. Eine Absenkung der Umgebungstemperatur über Nacht kann > bereits für Probleme am Morgen sorgen. Bestückungsautomaten und CNC-Maschinen werden gemeinhin bei konstanter Temperatur betrieben, um genau dieses Problem auszuschließen. Das ist allen Anwendern (außer dir?) auch vollkommen klar. Ich habe hier in der Heizperiode konstant 23 °C. Im Sommer bei ca. 28 °C muß ich die Kameras und die Werkzeugaufnahme neu vermessen. Das dauert ca 15 min, na und? > Diese Firma arbeitet an überhaupt nichts davon. Würde ich ebenfalls nicht machen, wenn sich die Maschine wie geschnitten Brot verkauft. Mache ich bei meinen Erzeugnissen auch nicht. > Schau mal zu Fritsch Fritsch war nicht mal in der Lage, mir ein Angebot zu schicken. Erst nach 1,5 Jahren haben sie auf meine Anfrage reagiert. > Schau dir mal eine Siemens 80S20 an: Kann/will ich mir immer noch nicht leisten. Passt weder von den Abmessungen noch vom Gewicht in mein Büro. > Ich schätze du würdest wohl mit einer billigeren NeoDen genau so zurecht > kommen wie mit der Mechatronika. Das ist mir wiederum zu billig. Und außerdem hat sie zuwenig Feeder. Passt schon alles, so wie es ist.
Zum ursprünglichen Thema: Es gibt noch Autotronik, die ebenfalls kleinere Maschinen bauen: http://www.autotronik-smt.de/de/produkte/smd-bestueckungsautomat.html Wenn man den Platz hat, dann wäre auch eine alte Mydata/Mycronic MY9/MY12 eine Alternative. Auf diesen Maschinen kann man die aktuellen Feederkassetten mit den Agilis Feedern einsetzen. Das Linux System der Automaten (TPSys) sieht im ersten Moment altbacken aus, aber es ist einfach zu bedienen und es gibt zum Einrichten zusätzlich eine Windows Software mit grafischer Oberfläche (MyCenter).
Ich hatte bei mir mal eine Zeitlang eine SmallSMT VP2500 stehen. Getrieben von der wilden Vision, selbst Serie fertigen zu können, habe ich eine ganze Menge Geld ausgegeben. Mittlerweile ist sie wieder verkauft. Der Zeitaufwand zur Inbetriebnahme war einfach zu hoch. Bestückgenauigkeit war für 0,5er-Pitch und 0402 noch im Rahmen. Der TO hat 0805 angegeben, dafür braucht es ja nicht mal Kameras. Die Software (inzwischen soll es eine neue, kostenpflichtige geben) war nicht gerade der Brüller, aber halbwegs verwendbar. Bevor ich jetzt alles wiederhole, ein paar Links: Beitrag "Re: [S] Bestückungsautomat (ggf. auch Linie)" (mit weiteren Links zum EEVBlog) Beitrag "Re: Empfehlungen/Meinungen Kleinserienfertigung In-House" Beitrag "Re: SmallSMT VP-2800HP" http://www.eevblog.com/forum/manufacture/desktop-pick-and-place-overview/ Rechne einfach mit einer gewissen Schmerzenszeit, bis alles läuft. Max
Bürovorsteher schrieb: >> Ich schätze du würdest wohl mit einer billigeren NeoDen genau so zurecht >> kommen wie mit der Mechatronika. > > Das ist mir wiederum zu billig. Und außerdem hat sie zuwenig Feeder. > > Passt schon alles, so wie es ist. Mechatronika verbaut zum Teil 10$ SD Kameras (Preise ali-express). Also man sollte sich die Maschine schon ein bißchen genauer anschauen bevor man urteilt Technik entwickelt sich einfach weiter, ich denke die Leute laufen nicht umsonst zu den Chinesen, die werden auch langsam besser. Mit Upgrades sollte man bei Mechatronika vorsichtig sein, die Upgrades sind ihr Geld bei weitem nicht wert. Angeblich haben wir ja neue Kameras erhalten, nunja für 10$ kann ich mir selber auch eine reinschrauben (wir mussten sie um 1° drehen für SPI/AOI, was deren Software ja nicht kann unsere aber schon). Eine Top Kamera mit einer HD Auflösung wäre nett gewesen, diverse aktuelle Kameras lassen sich auch von CVBS auf HD umschalten, die kosten dann halt 30$ anstatt 10$. Habe mir schon ein paar bestellt zum Testen. Eine Bestückung welche die gesamte Leiterplatte live abbildet ist für so eine kleine Maschine optimal. Man sieht am PC was auf der Leiterplatte abläuft kann rein/rauszoomen und sieht dadurch auch ob was nicht passt. Mit der Mechatronika Software alles undenkbar, habe mittlerweile auch einen Core i5 hingestellt damit das Kompilieren der Software unter Linux damit flotter läuft. Das 1024x768 Display wurde auch durch ein Full-HD Display entfernt damit man auch Informationen abbilden kann und nicht nur eine billige Bestückungsliste wie bei Mechatronika. Neu kaufen würde ich bei der Firma überhaupt nichts mehr, vielleicht bieten wir in Zukunft Service für deren Maschinen an, wenn wir schon soviel bei der Software gemacht haben wäre es auch kein großes Ding mehr ihren RS232 Controller durch was eigenes zu ersetzen (was dann auch keine 200-300 EUR kosten würde).
Hab noch n paar Fotos gemacht (Top Modell Mechatronika MX80): https://pasteboard.co/IfZhQ5z.png https://pasteboard.co/IfZznYY.png (man beachte den Rahmen für die Linse, ein 0815 China Sony CCD Modul)
Diese Tage wurde ein neues Projekt/Gerät angekündigt, für einen Tischbestückautomat, ca. DIN A3 Grundfläche und 5kg Gewicht. Also deutlich kleiner als ein LitePlacer. "PC" (vielleicht ein RasPi?) ist incl. fertiger Software eingebaut, so dass man nur Bildschirm und Maus anschließen muß. Genauigkeit angeblich 0402 und 0.3mm pitch. Jetzt wollten sie Anzahlungen (Vorbestellpreis ca. 2000USD + Versand + Steuern + mehr Feeder) und Lieferung erfolgt angeblich im Dezember 2019. https://hackaday.com/2019/05/26/hackaday-links-may-26-2019/ https://blog.hackster.io/quickly-assemble-pcbs-with-amoeba-robotics-borditto-pick-and-place-machine-972451858e29 Das Gerät heißt "Boarditto" von einer Firma "Amoeba Robotics" aus HongKong. Außer den Ankündigungen und einem kurzen Video gibts wohl noch keine genauen Infos, vor allem keine unabhängigen Erfahrungsberichte... Also kauft man eine "Katze im Sack". Das Konzept eines solchen All-In-One-Tischgeräts für Musterbau und Klein(st)-Serien (wie ein 3D-Drucker für den Mechanik-Designer) finde ich ziemlich interessant, aber ich weiß nicht ob ich Zeit&Geld investieren will um Versuchskaninchen zu spielen...
Neben "Katze im Sack" IMHO das größte "NoGo" ist, dass die Software keine Imports aus dem eCad vorsieht, sondern alles händisch angelernt werden soll...
Molle schrieb: > Bei der Bestückung gestaltet sich das dann allerdings problematischer > und wenig wirtschaftlich. > > Seit längerem spiele ich mit dem Gedanken, einen Bestückungsautomat > anzuschaffen und die Bestückung dann selbst zu machen. Bei uns in der Firma stehen neben Siplace auch einen HS120-Dispenser. Dieser wird zwar momentan nicht benötigt, aber für Einzellfertigung wäre dieser genau richtig. Normalerweise müssen wir für die Leiterplatten passende Schablonen für unseren Drucker bestellen. Bei einer Leiterplatte macht das keinen Sinn. Da wir aber den Dispenser haben, würde sogar 1 Stück wieder interessant. Schreibe mal woher du kommst, habe das in dem ewig langen Post nicht gesehen.
Johannes F. schrieb: > Neben "Katze im Sack" IMHO das größte "NoGo" ist, dass die Software > keine Imports aus dem eCad vorsieht, sondern alles händisch angelernt > werden soll... Ja, das wäre bei 300 Bauteilen lästig und verwunderlich dass so ein zentrales Feature fehlt (selbst billige 3D-Drucker haben einen SD-Reader)... Leider gibts auch keine Infos ob USB oder eine Netzwerkschnittstelle vorhanden ist. Oder man nimmt nur die Mechanik und Hardware und bastelt sich selbst eine Software. Aber genau das ist mir zu viel Zeit, die ich reinstecken müßte. Es soll ja eine vernünftige Arbeitzeitsersparnis gegenüber Mikroskop und Pinzette sein. Wenn ich die durch Softwarebastelei ersetze, lohnt das ganze schon nicht mehr. Anscheinend kann das Teil auch nur max. 160x100. Das mag in den meisten Fällen reichen, aber manchmal nicht. 233,4x160 wäre dagegen ok. Vermutlich haben sie es aber nur deshalb so klein gemacht, damit sich die Platinen nicht zu sehr durchbiegen. Oder es macht die ganze Maschine um 50% kleiner, leichter und billiger.
Angekündigt ist schnell, entwickelt viel langsamer, und ausgeliefert noch viel langsamer. Es hat in diesem Bereich schon viel Vaporware gegeben. Beispiele: VisionBot, Varioplacer, Chipsetter. Die TVM802A dürfte immer noch das Einstiegsmodell sein, müsste bei ca. 2500 EUR netto liegen. In Anbetracht des Entwicklungsaufwands und der doch relativ überschaubaren Stückzahlen (Neoden gibt stolz über 600 Kunden in Europa an) lässt sich ein gewisser Mindestpreis nur durch Kompromisse oder Selbstausbeutung unterbieten. Wer einen Bestücker braucht/will, kauft sich zu diesem Tarif einen und plant bitte VIEL Zeit und Geduld ein. Alle anderen nehmen die Pinzette oder einen Dienstleister.
So ganz versteh ich manche Leute hier nicht. Kaufen eine wackelige Polen oder China-Kiste und jammern dann. Es gibt gebrauchte Siplace Maschinen mit Feeder und Linienrechner für 5000.- Euro betriebsbereit. Bewährte, sichere und schnelle Technik, gebaut für die Ewigkeit. Natürlich braucht man auch das entsprechende Ambiente, sprich 30-40m² Minimum, ebenerdig mit 2m breitem Tor und LKW Zufahrt. Scheinbar wollen aber viele lieber an dem neuwertigem Billigschrott herumbasteln. Ewas unverständlich... Grüsse
Gebhard R. schrieb: > So ganz versteh ich manche Leute hier nicht. Kaufen eine wackelige Polen > oder China-Kiste und jammern dann. Es gibt gebrauchte Siplace Maschinen > mit Feeder und Linienrechner für 5000.- Euro betriebsbereit. Bewährte, > sichere und schnelle Technik, gebaut für die Ewigkeit. Natürlich braucht > man auch das entsprechende Ambiente, sprich 30-40m² Minimum, ebenerdig > mit 2m breitem Tor und LKW Zufahrt. > Scheinbar wollen aber viele lieber an dem neuwertigem Billigschrott > herumbasteln. Ewas unverständlich... So ganz verstehe ich den Beitrag nicht. Ja, eine Siplace würde ich nehmen: a) wenn 30-40m² Minimum, ebenerdig mit 2m breitem Tor und LKW Zufahrt zur Verfügung stehen würde, was nicht der Fall ist b) bei 5000€ eine ausreichende Genauigkeit für 0402 oder gar 0201 gegeben ist, was bei alten Geräten dann oft doch nicht geht (Kamera, Software) c) wenn der Energiebedarf vertretbar ist, der bei Industriemaschinen eher hoch ist d) wenn das Ding auch irgendwie reparierbar ist falls es nach 3 Wochen ausfällt Nochmal das Problem zum Verständnis: es geht darum den Muster-/Prototypenbau zu verbessern (schneller, parallelere Arbeit, gleichbleibende Qualität), der bei Handarbeit mit 4m², irgendwo im Gebäude, 90cm Türe und Treppe auskommt. D.h. der Vorschlag ist etwa so, wie die Tochter mit dem 40-Tonner zur Schule zu fahren, weil man gerade einen 30 Jahre alten mit 500000km auf einem Suchportal bekommen kann, der nicht mehr kostet als ein neuer PKW. Oder eine gebrauchte Industriedruckmaschine in die Garage stellen, wo man eigentlich nur einen Laserdrucker am Schreibtisch braucht. Ich hoffe damit ist es verständlich geworden, warum das keine Lösung ist.
@ Nikolaus Entschuldige, aber wenn sich jemand die Sache mit den Bestückautomaten antut,dann ist wohl anzunehmen dass derjenige gewerblich arbeiten will. Da sind jetzt 4m² Raum deutlich zuwenig. In dem Fall sollte man in ein vernünftiges Ambiente investieren. Für Hobby-Elektroniker ist das ganze ohnehin eine Nummer zu groß und das Aufwand/Nutzenverhältnis in jedem Fall extrem schlecht. Grüsse
Nein, Gebhard, da muss ich dir widersprechen. Die Annahme "gewerblich = beliebig viel Platz" mag im ländlichen McPomm kein Problem sein, an anderen Orten durchaus. Wenn ich an meine eigene Situation denke und die einschlägigen Diskussionen auf dem EEVBlog anschaue, geht es in der Regel nicht darum, große Stückzahlen herzustellen (worauf die Siplace optimiert sind). Es gibt vielmehr zwei Gründe, sich solch ein Gerät hinzustellen: * Prototypenbau. Wenn man es sich sparen kann, mehrere Stunden hinzusitzen, um zwei oder drei Muster aufzubauen, sondern statt dessen eine Viertelstunde die Daten importiert, den Bestücker ein paar Minuten rattern lässt und dann noch mal eine Viertelstunde ein paar Komponenten (Elkos, ggf. ICs) von Hand nachsetzt, geht das weitaus fixer. * Hohe Varianz. Wer kundenspezifisch fertigt, hat oft geringe Stückzahlen oder gar nur Einzelstücke. Dafür zum Bestücker zu gehen, ist weder von der Durchlaufzeit noch von den Kosten irgendwie sinnvoll. Eine Investition von 5000 EUR, die noch mal ein paar 1000 EUR Einarbeitungskosten nach sich zieht, hat sich in beiden Fällen nach ein paar Dutzend Geräten bereits ausgezahlt. Und man kann mit den China-Geräten durchaus arbeiten, wenn man genug Initialaufwand reinsteckt. 4m² reichen dafür tatsächlich. Da kann ich Nikolaus nur Recht geben.
Max G. schrieb: > 4m² reichen dafür tatsächlich Hmmm... ja, da ziehen bei uns auch schon chinesische Verhältnisse ein... nehme an du teilst deine Schlafstätte noch mit 2 Personen Grüsse
Gebhard R. schrieb: > Max G. schrieb: >> 4m² reichen dafür tatsächlich > > Hmmm... ja, da ziehen bei uns auch schon chinesische Verhältnisse ein... > nehme an du teilst deine Schlafstätte noch mit 2 Personen > > Grüsse Es geht hier NUR um den Flächenbedarf eines einfachen Pick&Place-Platzes in einem Betrieb, der eben keine Elektronikauftragsfertigung ist, aber dennoch gewerblich ist. Z.B. überwiegend Speziallösungen und Software entwickelt und ab und zu ein paar elektronische Prototypen oder sehr individuelle Muster bauen muß. Da ist dann das Musterbauthema eigentlich ein Randthema, das aber auch verbessert werden will. Und manuell zu schlecht (mühsam, fehlerträchtig) und bei externer Vergabe zu teuer (weil Einzelstücke) und langsam (bis man alle Details erklärt hat, wäre man manuell doch schon fertig). Der manuelle Bestückplatz ist einfach ein Tisch ca. 80x150cm und ein Stuhl davor. Das braucht max. 4m², natürlich innerhalb eines größeren Raums für den Rest des Betriebs. Aber keine 30-40m² zusätzlichen Platz für eine ausrangierte Großserienmaschine. Diesen Platz verwendet man lieber anderweitig. Also sollte die Kleinbestückmaschine einfach auf diesen Tisch passen... Mit Schlafstätten hat das übrigens nichts zu tun. Es geht ja nicht um Beherbergungsbetriebe und deren Optimierung...
Gebhard R. schrieb: > So ganz versteh ich manche Leute hier nicht. Kaufen eine wackelige Polen > oder China-Kiste und jammern dann Ja war mein Fehler sag ich ja. Meine Software ist in ein paar Tagen einsatzbereit. - AOI - SPI, Solder Paste Inspection (ist auch absolut notwendig für unsere Produktion). - Bestückung - Feederansteuerung Zentralisierte Datenbank für Bauteile Hab zwar hier das Forum vor dem Kauf durchsucht und ein paar gute Rezensionen gelesen aber als ich selber damit gearbeitet hab war's mit Mechatronika einfach nur scheisse. Das gesamte Ökosystem der Firma ist einfach nur Mist, da bringt's auch nichts wenn Factronix in Deutschland die ganze Scheisse auch noch zu Geld macht. Mechatronika hat's hinter sich die Firma wird's nicht mehr lange geben da bin ich äußerst zuversichtlich, da deren Produkt so wie es ist einfach nur Mist ist und keinerlei Vorteil zu externen Bestückern bietet. Vor allem finanziell bringt es überhaupt nichts. Jene die mit Mechatronika keine Probleme haben bestücken 0815 Platinen die mit den Chinadingern auch ordentlich bestückt werden könnten. Das ist einfach meine Feststellung als jemand der gut 40.000 EUR für die Dinge ausgegeben hat, also nichts mit billige Polen. Die Probleme liegen zu 100% an der Software und den D*ppen in Polen die das nicht nacharbeiten wollen. Freut euch auf das Windows 10 Update für die Software, da werden existierende Kunden nur noch weiter abgezockt. Vielleicht werden wir n Update-Pack für die Maschine zusammenstellen da wir doch schon recht viel damit gemacht haben und unsere Software ist um längen besser als der Scheiss von Dariusz und Lezlaw (den 2 Mechatronika Chefs).
Hallo, Falls ihr jemand Interesse an einer M10V hat, bitte ich um Nachricht. Da ich meinen Betrieb einstelle, steht sie zum Verkauf. Details suche ich gerne zusammen falls jemand Interesse hat. Bitte PN.
Michael Werner schrieb: > Hallo, > Falls ihr jemand Interesse an einer M10V hat, bitte ich um Nachricht. Da > ich meinen Betrieb einstelle, steht sie zum Verkauf. Details suche ich > gerne zusammen falls jemand Interesse hat. Bitte PN. Bitte PN schicken. Auf einen Gastbeitrag geht das nicht. Danke.
Bei Mechatronika einfach vorsichtig sein, man braucht nicht mal 2 Wochen um die gesamte Konstruktion zu verstehen, die Produkte sind nicht mal die Hälfte wert von dem was sie anbieten, vor allem da sie nicht mal ordentlich weiterentwickeln. Wir haben mittlerweile die Top Kamera durch eine 10$ China AHD (CVBS kompatibler) Kamera ausgetauscht welche - surprise surprise auch mit deren Applikation funktioniert (ein paar PX Register mussten angepasst werden... natürlich auch reverse engineered welche). Bei der neuen Kamera kann man die Helligkeit über ein Menü einstellen und muss die Schaltung nicht nachbessern. Im Linux verwenden wir jetzt einen USB TV Tuner mit S-Video support um die Kamera anzusteuern - funktioniert hervorragend. Ein erstes Projekt haben wir bereits mit unserer eigenen Software bestückt, es ist wirklich gut wenn man soetwas seinen bedürfnissen anpassen kann. Mechatronika bekommt ja nicht mal Multiselect hin und weigert sich auch noch das nachzuarbeiten - nur eine extrem unfähige Firma liefert so einen Müll ab wie die es machen. Ich würde sogar soweit sagen das Mechatronika eine Betrügerfirma ist, man hat uns gesagt das neue Kameras beim Upgrade verbaut werden. Das was wir vorgefunden haben war nur eine alte gepatchte Sony Schwarz-Weiss Kamera, die neue 10$ Kamera verwendet die nächste Generation des gleichen Chipsatzes der alten Kamera. Zur Illustration (die von Mechatronika gelieferte Kamera, nach dem bezahlten Upgrade): https://snag.gy/SqEa4j.jpg Die Kamera welche wir jetzt verwenden: https://www.aliexpress.com/item/32x32mm-PCB-EFFIO-E-1-3-Sony-Super-HAD-CCD-ICX811-image-sensor-CXD4140-CCTV-camera/32866750723.html?spm=2114.10010108.1000013.1.676a67d0PMVoKW&gps-id=pcDetailBottomMoreThisSeller&scm=1007.13339.90158.0&scm_id=1007.13339.90158.0&scm-url=1007.13339.90158.0&pvid=308b7eeb-1b16-47c9-945d-3350c59d586d
Daniel schrieb: > Wir haben mittlerweile die Top Kamera durch eine 10$ China AHD (CVBS > kompatibler) Kamera ausgetauscht welche - surprise surprise auch mit > deren Applikation funktioniert (ein paar PX Register mussten angepasst > werden... natürlich auch reverse engineered welche). Hallo, lässt Du uns an Deinen Erkenntnissen teil haben?
Was willst Du denn wissen? Da hab ich mal den Eeprom in der Maschine etwas analysiert (wäre interessant auch die Speicherinhalte anderer Maschinen zu vergleichen, als besonders wichtig sehe ich dort vor allem die Einstellung der Flying Kameras, ansonsten läuft bei uns alles mit Standard-Werten): Beitrag "Mechatronika MX80/M10V Bestückungsmaschine Ansteuerung" Die billigen Ersatzkamera funktioniert soweit sehr gut, aber die gesamte Halterung werden wir wohl austauschen müssen da die Belichtung nur einen runden Spot auf der Leiterplatte belichtet, da sollte was besseres her. Das Programm fotografiert für AOI/SPI Segmente der Leiterplatte ab und baut daraus ein großes Bild zusammen (welches dann mit OpenGL und run-in/out Support dargestellt wird). Die Flying Kameras verwenden einen Kamera Sensor + Xilinx FPGA + Cypress Speicher (ein Still Image wird über die Firmware getriggert und der FPGA dumpt halt dann das Bild aus dem Speicher im CVBS Halbbild-Format). Hin und wieder haben wir bemerkt das die original Software für ein Bauteil mehrfach über die flying Kamera fährt, im Debug Modus haben die dann sogar ein Interlaced Bild dargestellt beekommen (was eigentlich nicht sein dürfte und ein Bug in der Mechatronika Software ist). Wir bestücken bereits mit der Mechatronika Maschine und unserer Software :)
Welche Register sind den für die Kamera und was hast Du denn da verändert? Unterstützt Eure Software auch die Bankfeeder mit dem Update für die Softwarekonfiguration? Ich habe mir das Update aufspielen lassen. Hardwaretechnisch wurde da nichts verändert.
Angehängte Dateien:
-

IMG_1097.JPG
86 KB

Hoppla, was steht da in meiner Garage? :-) Gerade ist mein neuer VP-2500DP angekommen, habe ihn vor 7 Wochen bestellt, kam jetzt gut verpackt in einer Kiste. Versand dauerte nur 5 Tage. Habe eine Hälfte vorweg bezahlt, die andere Hälfte vor Lieferung, lief alles glatt per Auslandsüberweisung. Es ist einer mit 3 Feederbänken (NWE) (2 mit 8mm, der andere hat 12 und 16mm), Werkzeugwechsler, 2 Trays und einen Strip feeder. Stangenfeeder baue ich mir noch. Da passen erst mal ordentlich Teile drauf :-) Ein erster Blick in die Kiste offenbar solide Mechanik, groß dimensionierte Antriebe, sieht alles tiptop aus, und das Dingens ist sehr schwer, 160 Kg soll sie wiegen. Wenn Interesse besteht kann ich nach dem Auspacken mal Fotos machen. Ich muss erst mal einen soliden Tisch bauen, dann gehts an die Einrichtung.
In unserer Firma stehen noch voll funktionsfähige Siemens Maschinen (2x SP120 und 1x HS180). Die können ab 0603 (gebastelter Feeder bis 0402, aber das unzuverlässig). Als Ersatz steht noch 2x SP120, HS180 und HS180Kleber. Wer Interesse hat kann sich ja mal melden.
Michael W. schrieb: > Welche Register sind den für die Kamera und was hast Du denn da > verändert? > > Unterstützt Eure Software auch die Bankfeeder mit dem Update für die > Softwarekonfiguration? Ich habe mir das Update aufspielen lassen. > Hardwaretechnisch wurde da nichts verändert. Welche Maschine hast du denn? Alle Informationen die ich über die Maschine habe, habe ich über Portmon (RS232 Software-Wire-Tapping im Windows) gezogen, mein letztes Update war von Anfang 2018. Mechatronika will mit uns ja nichts mehr zu tun haben, genau so wenig wollen wir noch was mit diesen Amateuren (=wegen unserer fehlkonfigurierten Servos) / Betrügern (=wegen der Flying Kameras und den Pixelfehlern, auch waren die nicht mal ordentlich justiert angeschraubt) und ihren teuren wertlosen Updates zu tun haben. Habe die letzten Tage auch n Android Tool für's Feederwechseln geschrieben (bin da aber noch dabei ich will das soweit es geht automatisieren und beim Einspannen auch mit OpenCV die Bauteilposition bestimmen. Das Android Tool greift direkt auf die Bauteildatenbank zu, das Bestückungsprogramm ebenfalls. Für den Bauteilvorschub schickt das Android Tool Befehle direkt an die Bestückungsmaschine. Der Maschinencode:
1 | int machineControl::pnp_feeder_forward(int address, int slot) {
|
2 | char buffer[1024]; |
3 | int len; |
4 | if (m_fd == -1) {
|
5 | qDebug() << "machinesim: pnp_feeder_forward (address, slot)" << address << slot; |
6 | return 0; |
7 | } |
8 | if (slot == 0) {
|
9 | printf("invalid slot .. 1 .. N slots\n");
|
10 | return -1; |
11 | } |
12 | len = sprintf(buffer, "<%02d>f", address+slot); |
13 | printf("forward: %s\n", buffer);
|
14 | write(0, buffer, len); |
15 | write(m_fd, buffer, len); |
16 | read(m_fd, buffer, 3); |
17 | printf("feeder returned: %c\n", buffer[0]);
|
18 | return 0; |
19 | } |
Man sieht die Befehle sind extremst einfach gehalten. Es gibt auch ein Command Set damit kann man die Feeder-Lanes programmieren, also ob ein Feederblock jetzt 1-n Lanes hat. Den Scheiss mit der Distanzmessung für die Bauteile (also dass die Nozzle auf jeden Gurt/neben das Bauteil runterfahren muss und das Vakuum checkt bis es ansteht will ich auch loswerden - ich hab das zwar auch implementiert und es funktioniert recht zuverlässig aber es gefällt mir einfach nicht) Dazu müsste die Feederbox wohl etwas umgefräst werden damit die Gurte gegen einen Bügel gedrückt werden können - und die gesamte Länge des Feederblocks für die Bauteile die gleiche Höhe hat. Das sind wirklich so Dinge wo ich mir denke - daran haben sie 20 Jahre entwickelt? Und der Scheiss (das man die Höhe jedes einzelnen Bauteils extra ausmessen muss) ist da rausgekommen? Polnische Künste in Ehren aber was die 2 Chefs von Mechatronika da fabriziert haben entspricht dem Ruf den polnische Technik in unserer Umgebung so hat und der ist Ingenieure die sie aus Polen kennen denen ist einfach alles egal (es mag heutzutage nicht mehr pauschal so gelten aber Mechatronika bzw. die 2 Chefs der Firma sind nun mal genau solche Techniker) Unsere Bodenplatte wurde ja kürzlich erst neu hergestellt bin noch nicht dazugekommen das einzubauen. Und das Gespräch mit dem Maschinenbautechniker ist für diese Woche auch noch ausstehend. Ich hab mit einem Kollegen gesprochen und eventuell bereiten wir Support für Mechatronika-Geplagte vor.
Die Maschine ist wieder um eine weitere negative Erfahrung reicher, beim hineinschrauben der neuen Bodenplatte haben wir bemerkt dass die Aufhängung des Keilriemens an welcher die Y Achse montiert ist nicht gerade ist. Der Riemen drückt gegen die Begrenzung des Riemenzahnrades. Auf der Vorderseite ist wurde dieser bereits abgesprengt (war auf der Vorderseite aber eventuell unsere Schuld da wir dort die Aufhängung bearbeitet haben als workaround für den damals falsch eingestellten PID Controller - was aber komplett behoben ist). Also man bekommt von der Firma nicht nur Neu-Geräte mit falscher Motoreinstellung sondern auch eine schief zusammengeschraubte Maschine.
Also bisher sind die meisten Elektronik-Buden, die ich so kenne, mit dem Versuch sich mal eben einen halbwegs professionellen Bestückungsprozess ins Haus zu holen ziemlich auf die Nase gefallen. Das hat schon seinen Grund, dass es ganze Firmen oder Abteilungen gibt, die sonst nichts anderes machen. Wenn es wirklich schnell gehen muss, gibt es auch Dienstleister, die sich auf schnelle Kleinserien/Prototypen spezialisiert haben. Da bekommt man auch innerhalb von 2 Wochen nach der Anfrage fix und fertig bestückte Leiterplatten. Die sind dann auch professionell gelötet, inspiziert, usw. Die Preise sind für solche Eil-Geschichten natürlich saftig, aber unterm Strich immer noch günstiger als selbst herum zu pfuschen. Als Hobby bzw. wenn man Bock drauf hat: Von mir aus. Ist ja auch eine coole Geschichte. Ansonsten überlässt man das besser den Profis :)
Aus meiner Erfahrung kann ich sagen dass die Probleme bei den Inhouse Bestückungen wohl ausschließlich an der Software liegen dürfte. Bei uns war das Problem zu 95% die Software, zu 5% die Hardware. Eine ordentliche Software muss meiner Ansicht nach: a) bei Problemen direkte Hilfestellung leisten können oder es dem Operator klar machen was nicht passt b) effiziente Einstellungen bieten c) Für Maschinen für kleine Stückzahlen und Prototypen benötigen solche Maschinen zumindest ein einfaches AOI d) wer in dem Markt bestehen will braucht eine intelligente und durchdachte Software (alles was Mechatronika halt nicht liefert). Unsere Software ist richtig gut geworden, wir bauen jetzt noch ein STM32 Nucleo Board rein mit dem wir zusätzlich ein Druckluft Ventil ansteuern können um damit Bauteile die eventuell auf der Nadel hängen abgeblasen werden können. Da die Software schön sequenziell arbeitet schieben wir da einfach ein paar Dinge von uns dazwischen. Gegen Ende September/Anfang Oktober werden wir dann noch Laser Systeme hinzubauen. Wir geben Mechatronika SP.J (Dariusz und Lezlaw) jetzt noch eine Chance ihre Probleme selber zu fixen (damit wir einen Workaround entfernen können), ansonsten gibt's eine Anzeige bezüglich Betrugs und nicht eingehaltenen Zusagen. Mit Schadensersatzforderungen für die Zeit die wir in die Entwicklung gesteckt haben. Als normaler Anweder hätte ich die Maschine (Mechatronika MX80, was ja deren Top Modell ist) schnellstmöglichstens abgestoßen. Vor allem konnten wir die Probleme erst richtig identifizieren nachdem wir die Maschine reverse engineered haben. Die Bestückungssoftware liegt aktuell bei 14.000 Zeilen C++ Code, das Bauteilmanagement bei 8.000 Zeilen PHP und Javascript. Da Mechatronika selber ja sowieso fast nichts gemacht hat, und nur zugekauft hat, bekommt man die Ersatzteile auch von jedem gängigen Distributor in Europa. Man ist also zum Glück nicht unbedingt auf Mechatronika angewiesen. Sollten die ihre Einstellungen gegenüber Kunden ändern wäre meine Meinung auch besser, aber einen Kunden mit einer nicht funktionablen Maschine zu beliefern und diese Fehler dann nicht zu beheben das ist absolut indiskutabel und überhaupt nicht akzeptabel. Die Mechatronika MX80 hat, so wie sie Mechatronika ausliefert, schwerwiegende Probleme. Das Produkt ist aus dem Entwicklungsstadium schlichtweg noch nicht hinweg.
Die Software ist da immer entscheidend. So eine Maschine zu bauen ist heute keine Hexerei mehr, siehe die diversen funktionierenden Eigenbauten. Die präzisen Teile gibts überall zu kaufen, 3D-Cad ist kostenlos, für jedes Produkt gibt es heutzutage CAD-Daten. Es ist aber durchaus möglich eine eigene Bestückung aufzubauen, ich habe das gemacht, viel dabei gelernt, aber es läuft sehr zuverlässig und reproduzierbar. Für mich ist es keine Kostenfrage, man spart dabei auf Dauer nichts, aber einfach viel flexibler, wenn ich es selbst mache. Vor allem bei den ersten Serienexemplaren kann man sehr gut sofort selbst eingreifen wenn etwas noch nicht passt. Und man sieht gleich was man bei der nächsten Serie noch verbessern kann. Zum Dienstleister schicke ich alles was THT ist, da ich keine Welle habe und auch nicht anschaffen will, lohnt sich nicht. Ich habe mit einem Liteplacer angefangen, dessen Software allerdings völlig unbrauchbar war, stürzte beim geringsten Fehler ab, kein Vakuum-check usw. Auch die Mechanik habe ich nach und nach umgebaut, eigentlich ist es jetzt eine ganz andere Maschine, aber basiert auf Liteplacer. Da habe ich einen Fork der Software genommen und weiter entwickelt, genau auf meine Bedürfnisse hin, und mit vernünftigem Fehlerhandling. Damit habe ich tausende Platinen bestückt, ohne große Probleme. Es geht also schon, man muss nur Zeit investieren. Wenn man die nicht hat würde ich die Finger davon lassen und mir einen Dienstleister suchen. Aber OpenPNP als Software ist mittlerweile sehr brauchbar, damit kann man produktiv arbeiten.
Nur mal so als Update: Die V2 Software des Visionplacers habe ich jetzt seit einiger Zeit am Laufen, die Hardware ist auch hier prima, die Software ist leider nicht so der Hammer. Schwer zu bedienen, alles steckt in Contextmenüs. Einige Bugs sind da auch drin, eine davon ist sehr übel und hakt die Mechanik eines Feeders ein, einen Ausweg gibt es da nicht mehr, nur noch Reset. Ein paar Buttons für häufig genutzte Dinge gibt es leider nicht. Das Kamerafenster ist winzig, und lässt sich nicht abkoppeln oder vergrößern, das ist schon echt hinderlich beim Einmessen von Teilen. Und es wird fast nichts automatisch gespeichert, man muss also immer fleißig die Speichern-Taste anklicken, vergisst man es, sind die Einstellungen weg. Eine Warnung gibt es nicht. Das gilt auch für die Düsen im Wechsler, der Status kann nicht gespeichert werden, bei jedem Start geht die Maschine also davon aus, dass keine Düsen geladen sind. Ziemlich dumme Sache, die mich schon 2 Düsen gekostet hat. Man muss höllisch aufpassen was man da tut. Wenn die Software abstürzt muss man die Düsen von Hand abziehen, was recht schwer geht und die Mechanik unnötig belastet. Sie später per Software wieder in den Wechsler zu laden geht nicht, da die Software ja meint, dass keine geladen ist. Leider weigert sich der Hersteller da etwas zu ändern. Generell ist da mit Vorschlägen um Erweiterungen nichts zu schaffen. Ich habe das Gefühl, dass der Wille zur Verbesserung nicht da ist. Eine Sperrung der X und Y Achse bei gesenkter Düse gibt es nicht, die fährt also munter los wenn der Kopf unten ist, sehr gefährlich. Auch ist der Wechsler nicht als sichere Zone definiert, wer nicht aufpasst rasiert sich die Düsen daran ab (mir schon passiert...) Die Markererkennung leidet auch an einer sehr eigenartigen Umsetzung, das könnte man viel exakter und einfacher machen. Aber es geht mit Umständen, kann aber u. U. viele Messzyklen erfordern bis alles passt. Simpler wäre es wenn man die Sollkoordinaten der Marker eingeben könnte, das geht aber nicht. Die Feeder sind an sich nicht schlecht, aber sehr fummelig zu bestücken. Ich habe irgendwann die Deckfedern abgeschraubt um mir die Arbeit zu erleichtern. Man kommt schwer ran, pro feeder braucht man 3-5 Minuten. Leider passen sie die Rädchen für die Deckband-Aufrolleinheit nicht an die Breite der Feeder an, 12mm und 16mm haben also dieselbe breite wie 8mm, ich bin jetzt schon gespannt ob die das Deckband nachher noch einziehen. Es soll wohl mal eine V3 Software geben, aber seit Jahren heißt es dass sie in Arbeit ist, ist wohl Vaporware. Ich wäre also vorsichtig beim Kauf dieser Maschinen, ich habe jetzt eine, würde aber angesichts der Softwaresituation nicht wieder kaufen. Es soll einen Treiber für Openpnp geben.
Ich kann nur empfehlen sich die Finger selber schmutzig zu machen und die Applikation je nach Bedarf anzupassen. Was ich da über Mechatronika Maschinen gelernt habe würde mich veranlassen solche Maschinen nicht mehr zu kaufen (vor allem nicht von Mechatronika). Die Maschinen haben hardwaremäßige Limitierungen welche natürlich nicht mal im Datenblatt erwähnt werden aber ein großes Problem während der Bestückung darstellen. Die Mechatronika Maschine hat bei uns wirklich viele Bauteil sinnlos abgeworfen, und mir ist auch absolut klar warum - diese Firma ist einfach eine Dilettanten-Firma, solange man denen Geld nachwirft unterhalten sie sich mit einem wenn man dann aber draufkommt dass sie einen bescheissen ist Schluss mit lustig dann ziehen sie den Schwanz ein und der Kunde darf die wahren Probleme selber beheben. Es ist schon extremer Betrug den die da mit den Kunden aufführen, und es kann mir keiner mehr sagen dass seine Maschine in Wirklichkeit besser läuft als unsere, vielleicht hatten sie einfach Glück und haben diese Probleme einfach nicht bekommen da sie nicht gewisse Bauteile einsetzen. Ich werde das Internet noch pflastern mit Negativ-Details der Firma, und wir arbeiten selber an einem Upgrade für die Maschinen (aktuell sind 4x Pickup-Heads mit neuen 120FPS Kamerasystemen / FPGA und USB angedacht (8x in einer 2x4 Matrix eventuell auch), schätze so ein Pickup-Head für deren Maschine würde uns wohl ein paar Wochen kosten). Mechatronika selber meinte damals ja sie wollen nicht mal einen Dual Head Upgrade für deren teure Maschinen anbieten und konzentrieren sich einfach auf die existierenden Kunden (also bescheissen mit Sinnlos-Upgrades!). Solche Mechatronika Maschinen kaufen wirklich nur Leute die absolut keine Ahnung von Bestückungssystemen haben und die lassen sich dann über den Tisch ziehen. Die leben dann halt wohl mit dem kastrierten, ineffizienten Mist den die da abliefern.
Um etwas die Scheu vor Lohnbestueckern zu nehmen.. Ich gehe jeweils einmal vorbei um das Projekt zu besprechen. Auch das Layout. Er sagt mir dann gleich wo Probleme auftreten koennen. Und ich passe das alles an. Bauteilelisten, Formate, usw. Dann bringe ich die Lose vorbei, inklusive der Teile, welche ich selbst anliefere. Der Bestuecker liefert nur das Hühnerfutter. Ja, mit wurde auch schon der Einkauf mit Angeboten. Das lehne ich ab. Teilweise gibt es dann unvorhersehbare Lieferengpaesse, waehrend welchen das Projekt dann stehen würde. Zudem benoetige ich die Teile ja auch fuer die Prototypen. Es geschah zu oft, dass ich Teile eindesignte die nicht in der passenden Stueckzahl auf meinem Tisch lagen. Ploetzlich waren die grad nicht lieferbar. Zeitpunkt unbekannt. Es geschah zu oft, dass ich unbeabsichtigterweise Restposten, auslaufende Teile eindesignte, weil der Lieferant den Restposten nicht als solchen auswies. Nach der Fertigung gehe ich wieder persönlich vorbei und lasse mir erklären, was allenfalls die Schwierigkeiten waren, was ich verbessern sollte. Jede Schwierigkeit beim Bestuecker bedeutet Aufwand, allenfalls Verzoegerung. Die Stories zu den Maschinen, die ich mir dann jeweils erzählen lasse bestärken mich immer darin die Fertigung ausgelagert zu lassen.
Daniel schrieb: > Es ist schon extremer Betrug den die da mit den > Kunden aufführen, und es kann mir keiner mehr > sagen dass seine Maschine in Wirklichkeit besser > läuft als unsere, vielleicht hatten sie einfach > Glück und haben diese Probleme einfach nicht > bekommen da sie nicht gewisse Bauteile einsetzen. Lass' es mich so ausdrücken: Es dient Deiner eigenen Glaubwürdigkeit DURCHAUS NICHT, wenn Du andere Anwender, die weniger negative Erfahrungen als Du gemacht haben, als Deppen und Lügner hinstellst. Nur so als Hinweis.
Egon D. schrieb: > Daniel schrieb: > >> Es ist schon extremer Betrug den die da mit den >> Kunden aufführen, und es kann mir keiner mehr >> sagen dass seine Maschine in Wirklichkeit besser >> läuft als unsere, vielleicht hatten sie einfach >> Glück und haben diese Probleme einfach nicht >> bekommen da sie nicht gewisse Bauteile einsetzen. > > Lass' es mich so ausdrücken: Es dient Deiner eigenen > Glaubwürdigkeit DURCHAUS NICHT, wenn Du andere > Anwender, die weniger negative Erfahrungen als Du > gemacht haben, als Deppen und Lügner hinstellst. > > Nur so als Hinweis. Ich stelle sie nur als Unerfahrene beim Kauf hin, nicht als Deppen. Ich sag nur maximale Positionskorrektur auf einer Seite bei 0 und 180° von 10° (das ist gleich nichts, im Datenblatt steht das auch nicht drinnen). So etwas erwartet man nicht als Kunde. Und dass man jedes Bauteil wirklich einzeln abfotografieren muss. Du hast ein helleres 0402er 10K Ohm Bauteil und der Einkauf kommt das nächste mal mit einem dunkleren 0402er 10K Ohm Bauteil daher schon muss man das komplette Setup erneut mit neuen Referenzbildern durchführen. Das erwartet man als Kunde nicht, und ich bin darauf genau so reingefallen, und wir waren am Anfang auch unerfahren. Ich brauche das bei unserer aktuellen Software alles nicht. In unserer Software wählt man einfach SMD(0402,0603,0805) aus (das ist nur eine Gruppe), die optische Erkennung ermittelt die Bauteilgröße und gleicht einfach die Fläche des Bauteils ab. Die Nozzle hängt ja sowieso immer nur an der Seite über (wenn überhaupt), daher brauche ich da auch nur die Top und Bottom Koordinaten des Bauteils halbieren die und habe bereits komfortabel die Mitte des Bauteils. Das wurde mit allen unseren Bauteilen getestet und funktioniert ohne auch nur ein Bauteil falsch zu ermitteln. Dumm != Unerfahren, und ich bleibe dabei nur Unerfahrene kaufen Mechatronika Produkte, und diese Leute haben keine Erfahrung wie eine effiziente Bestückung aussehen kann. Aber keine Sorge wir arbeiten auch an einem 8x Pickuphead upgrade für die Maschinen (M(X)70, M(X)80), für die kleineren würde eventuell noch ein 4X Head möglich sein. Auch mit neuem Kamerasystem. Da wir in der Region im Verbund mit anderen kleinen Unternehmern arbeiten können wir das kosteneffizient umsetzen (sprich es sind alle notwendigen Maschinen vorhanden). Im übrigen das Problem mit den HASL bedeckten Fiducials (die in der Kamera Schatten werfen und dadurch in deren Programm falsche Koordinaten ermittelt) ist auch gelöst, die Mechatronika Kamera ist viel zu weit von der Leiterplatte weg, bzw. die Ausleuchtung ist nicht gut genug... aber ja diese Sub-Amateure bei Mechatronika haben ja anscheinend wirklich 30 Jahre Erfahrung im Bescheissen von Kunden. Es kann nicht sein dass ein ernsthaftes Produkt solche Probleme hat (auch siehe die letzten Beiträge im Mechatronika M80 Beitrag wo ich im alten System noch die Aufhängung ausgefeilt habe um jetzt eine 270 Grad justierung zu ermöglichen, wo Mechatronika nur 190 Grad erlaubt). Wer so eine Maschine nicht hat kann sich den Pfusch ja gar nicht vorstellen.
https://youtu.be/ko5_7DaBs7A?t=42 vs unserer Aufhängung (wo das L Profil umgedreht und ausgefeilt wurde): https://streamable.com/kso4h (Beitrag "Re: Mechatronika M80" MX80 original-Beitrag bezüglich dieses Themas).
Daniel schrieb: > Ich werde das Internet noch pflastern mit Negativ-Details der Firma... Ich wäre da vorsichtig, das kann schnell ins Auge gehen, eine Unterlassungsklage ist dir da denke ich sicher. Wäre ich die besagte Firma würde ich das nicht hinnehmen, ob du Recht hast oder nicht. Sachliche Kritik ist eine Sache, aber bewusst den Ruf eines Unternehmens schädigen eine andere. Im übrigen habe ich gestern meine neue Visionplacer VP-2500 in Betrieb nehmen können, alle Feeder arbeiten jetzt wie gewünscht, es gibt sehr viele Schalterchen an denen man arbeiten muss um alles zum Laufen zu bekommen, es kommt bei den Feedern teils auf kleine Details an. Speziell die 12 und 16mm tapes wollten erst nicht richtig, aber die laufen jetzt auch sauber durch. Gestern habe ich dann die ersten 25 Platinen bestückt, die letzten im zweit schnellsten Modus, der schon ziemlich fix ist. Ich habe aber Zeit und habe die Kameraerkennungszeiten hoch angesetzt damit die Teile ordentlich ausgerichtet werden, das spart Nacharbeiten. Wenn die Maschine mal eingerichtet ist arbeitet sie prima, man muss da aber erst einmal hinkommen, das dauert leider etwas.
Angehängte Dateien:
-

mechatronika_mx80_camera.png
130 KB
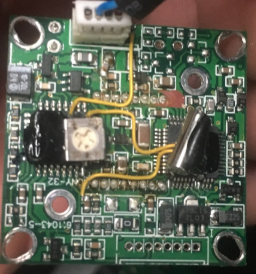
L. S. schrieb: >> Ich werde das Internet noch pflastern mit Negativ-Details der Firma... > > Ich wäre da vorsichtig, das kann schnell ins Auge gehen, eine > Unterlassungsklage ist dir da denke ich sicher. Wäre ich die besagte > Firma würde ich das nicht hinnehmen, ob du Recht hast oder nicht. > Sachliche Kritik ist eine Sache, aber bewusst den Ruf eines Unternehmens > schädigen eine andere. Ich denke ich sollte soweit in jedem Beitrag irgendetwas stehen haben was sich auf die negativen Eigenschaften der Mechatronika Produkte bezieht. Dass diese negativen Eigenschaften natürlich nicht positiv für Mechatronika sind haben sie sich wohl selber zuzuschreiben. Einem Kunden kann man wohl auch nicht falsche Servo-Einstellungen in die Schuhe schieben, oder Schrittverluste bei einem Closed Loop Stepper (für die Rotierung der Bauteile). Ich würde sagen ich kenne die Eigenschaften der Maschine durch das reverse Engineering mittlerweile zu 99.9% (mit Sicherheit besser als Mechatronika ihre eigenen Maschinen kennt). Die endgültige Dokumentation / Review der Maschine kann ich ohne Probleme in verschiedenen Elektronik-Foren posten. Die Maschinen von Mechatronika haben so wie sie aktuell sind weder den Wert noch eine Zukunft, sie entsprechen auch bei weitem nicht dem Stand der Technik. Das Beispiel: - new targeting camera with new white illuminator (im Angebot, Stand 2017) Anbei dann das was sie geliefert haben.
John Doe schrieb: > Vielleicht wären auch diese Automaten eine Option > http://www.mechatronic-systems.com Wir haben solch eine Maschine im Einsatz. Das ist natürlich keine Siplace Konkurrenz, aber für Prototypen und Kleinserien ist die Maschine perfekt. Technisch kann man für das Geld nicht mehr verlangen und die Software läßt sich gut bedienen, Bauteile bis runter zu 0402 gehen gut. Leider ist das Geschäftsgebaren der Firma etwas gewöhnungsbedürftig, sonst wären diese Maschinen sicher häufiger anzutreffen.
Was habt ihr dafür bezahlt? Ich würde jetzt erst mal nur noch Mechatronika MX80 er Maschinen kaufen und die dann weiter mit unserer Software benutzen, und für gebrauchte Mechatronika M80/MX80er würde ich auch nicht mehr als 5.000 EUR zahlen (natürlich inkl. Feeder). Wobei M80er mit den alten Motoren eher unverkäuflich sind da der Preis die effektive Leistung nicht widerspiegelt, praktisch gesehen wird man die Maschinen in 10 Jahren geschenkt bekommen und Mechatronika an sich wird's dann auch nicht mehr geben. Vielleicht leben die alten Vintage Geräte sie dann mittels OpenPNP nochmal etwas auf.
Für OpenPnP ist diese Maschine uninteressant, wegen Flying Camera, welche nicht unterstützt wird. Weiters braucht OpenPnP +-180 Grad Bewegungsfreiheit an der Nozzle. Beides sind NO-GO Sachen. Man könnte da mit einigem Aufwand einen Workaround machen, aber die CPH Leistung und Funktionalität würde derart Leiden, dass es sich niemals auszahlen würde.
Ich denke nur die MX80 hat flying Cameras, deshalb meine ich ja eigentlich alle anderen Geräte M10V, M70V https://www.youtube.com/watch?v=IdtqJZvUlAI Die Limitierung der Rotierung kann man aufheben indem man wie im anderen Beitrag die Maschine etwas mit der Feile bearbeitet und eventuell eine Zuführung für's Vakuum installiert (und ein Register über Telnet bearbeitet). 190 bzw 270 Grad kann man ja leicht in OpenPNP nachpatchen. Für die M80/MX80er haben wir ja unsere eigene Software. Seit gestern zeichnen wir die Designatoren auch in das Live-Bild für welches wir ja einen eigenen Bildschirm verwenden. Im nächsten Schritt werde ich die Bauteile dort auch selektierbar machen, insbesondere interessant für Prototypen. Ich denke die alten M80/M70er scheinen Stepper Motoren zu verwenden ansonsten wären die wohl nicht so laut. die MX80/MX70er verwenden halt die BLDC Servos von Delta. Tja die Chinesen kommen jetzt auch schon mit solchen Steppern, aber halt für 2000-4000 EUR. Die Preise von Mechatronika spiegeln aber wiegesagt erst mal nicht die Leistung von deren Maschinen wieder, diese Preise waren wohl vor ca 15-20 Jahren gerechtfertigt, heute sind sie um die 1/2 - 3/4 zu teuer.
> Die Limitierung der Rotierung kann man aufheben indem man wie im anderen > Beitrag die Maschine etwas mit der Feile bearbeitet und eventuell eine > Zuführung für's Vakuum installiert (und ein Register über Telnet > bearbeitet). 190 bzw 270 Grad kann man ja leicht in OpenPNP nachpatchen. > Leider nicht. Für loose feeder nicht. Für andere Feeder wäre es machbar, dann darf man aber die Nozzle Compensation nicht benutzen, reduziert die Cph auf 60% im besten Fall. Weiters können Scripts nicht mehr genutzt werden welche eine von der Bestückposition unabhängige optische Zentrierung machen. Ein Beispiel ist das Flashen eines Mikrocontrollers mit anschließendem Bestücken oder das Ausmessen und Matching eines Widerstandes. Wenn die mx70 nun 1500cph IPC schafft, 60% sind dann 900cph. Für 00 Serie und Prototype OK, ansonsten für die kleine Serie zu langsam. Zusammen mit den restlichen Limitierungen ware es nur was für Masochismus affine oder eben nur Prototypen und max 10-20 Nutzen Serie oder für Nutzen mit weniger als 20 Bauteile.
Also bei mir sieht das so aus: Ich benötige eine Rotierung von 0-359 Grad, ich werfe die benötigte Rotierung (range 0-359) in eine Funktion und bekomme die Pickup Rotierung und die Target-Rotierung, so erreiche ich jeden Punkt. Mit einer physikalischen Rotierung von 190 Grad kann man immer noch 360 Grad erreichen sofern man die Pickup-Rotierung beachtet, bei 270 Grad so wie wir das jetzt haben erreichen wir (inkl. optischer Korrektur) leicht alles was wir wirklich brauchen. Und wiegesagt durch Ausfeilen und einer neuen Vakuumzufuhr kann man von 0-360° jeden Winkel erreichen, ohne beim Pickup etwas vor-rotieren zu müssen (wir haben halt die alte Vakuum Zufuhr nicht ausgetauscht, damit sind soweit 270 Grad ohne Probleme möglich). Sehe dabei überhaupt kein Problem.
Da magst du recht haben mit dem Ausfeilen. Fakt bleibt, das Gerät hat nur 1 nozzle, 1500cph IPC (M70) das ist zu langsam für einen produktiven Einsatz. Ein direkter Konkurrent schafft 3200cph bzw 4200cph IPC (je nach Modell) mit zwei nozzles und kostet 3500 bis 4000 Euro ohne Feeder. Feeder Vollbestuckung 64 Feeder (max 80x 8mm, bei breiteren Feeder können weniger bestückt werden) kostet 2500Euro. Ja, kostet dann etwas mehr aber der Unterschied von cph ist auch beachtlich. Zu den Chinesen, da kommt dann noch Zoll dazu sowie MwSt wenn man diese nicht absetzen kann. Eine China Tischmaschine mit fixfeedern kostet 2800 mit 58 feeder, 10mm Bauteil Höhe max. 5kcph IPC. Standalone ca 9.2k (8000cph IPC), 25mm Bauteil Höhe max. Erstere zwei Nozzles sowie max 4 nozzletips und Nozzlechanger. Zweite 4 Nozzle und max 11 Nozzletips mit nozzlechanger.
"Ein direkter Konkurrent" nenne bitte direkt das Produkt, ich bin ja nicht von Mechatronika. Mechatronika ist weder von der Maschine (so wie sie aktuell ausgeliefert werden) noch von der Software brauchbar, diese Geräte sind nichts weiteres als ein überteuertes Spielzeug. Durch den Austausch der Schrittmotoren auf BLDC Motoren ist die Maschine deutlich leiser, aber mit dem veralteten Bestückungskopf kann man von der Geschwindigkeit her wirklich nichts reissen.
Chris S. schrieb: > Tws quadra ah interessant. Hast Du mit der Maschine Erfahrung? Wenn dort ein Feeder vorschiebt, bewegen sich alle anderen auch irgendwie etwas. Bei der gebrauchten Mechatronika funktionierte der Vorzug von einigen Feedern nicht (wir haben sie aber erwähnt für ein Upgrade und Service zu Mechatronika geschickt, und das war teuer (insbesondere unnötig teuer da sich ja nach Rückerhalt die Dinge, abgesehen vom Feedervorzug, sogar verschlechtert haben)). Ist halt die Frage wie es bei einer gebrauchten TWS ausschaut. Die billige die Du erwähnt hast war gebraucht und nur mit einer mechanischen Zentrierung? Damit geht ja nur 0603+ https://www.pmtech.co.uk/equipment/used-equipment/pick-place.html In den nächsten Tagen kommt noch ne kleine Drehmaschine bei uns an dann werden erst mal Adapter für die Mechatronika gemacht (andere Nozzles) Da ich bei unserer Maschine ja mehrere Nozzles im 16mm Abstand verwenden möchte hab ich's erst mal auf diese abgezielt: https://www.aliexpress.com/item/32891051032.html?spm=a2g0o.productlist.0.0.34635645S4HmFE&algo_pvid=16036c59-e8de-4c70-abb7-d6ca6355186c&algo_expid=16036c59-e8de-4c70-abb7-d6ca6355186c-9&btsid=e0d82c72-13e8-4d23-bd4b-5cc064e106ba&ws_ab_test=searchweb0_0,searchweb201602_1,searchweb201603_53 Die X/Y Bewegung unserer Mechatronika ist ja nach unserem Tuning ganz gut geworden, jetzt folgt halt noch der Bestückungskopf-Umbau sobald unsere Drehmaschine eintrifft :-) Ein gutes Projekt um sich in Fusion 360 einzuarbeiten (ansonsten arbeite ich ja mit Freecad).
Daniel schrieb: > Chris S. schrieb: >> Tws quadra > > ah interessant. Hast Du mit der Maschine Erfahrung? > Ja > Wenn dort ein Feeder vorschiebt, bewegen sich alle anderen auch > irgendwie etwas. Jain. Feeder sind batch feeder mit 100mm effektiver Breite. Da passrn z.b. 8x 8mm feeder rein Zwei Motoren, 8 solenoide, aufwendige Mechanik. Es gibt ein Kit 8€ mit Gummizeugs. Damit werden dann die Verschleißteile ausgetauscht nur ist man ca 2Stunden dabei die Mechanik zu reinigen und neu einzufetten. Das erste mal braucht man das doppelte. Wenn eine Lane ausfällt dann funktionieren die anderen weiter. Da sich das Gummi aber weiter verteilt fallen andere Lanes mit der Zeit auch aus. Wenn man mehrere Feder gleichzeitig uberholt spart man auch Zeit. > Bei der gebrauchten Mechatronika funktionierte der Vorzug von einigen > Feedern nicht (wir haben sie aber erwähnt für ein Upgrade und Service zu > Mechatronika geschickt, und das war teuer (insbesondere unnötig teuer da > sich ja nach Rückerhalt die Dinge, abgesehen vom Feedervorzug, sogar > verschlechtert haben)). > Ist halt die Frage wie es bei einer gebrauchten TWS ausschaut. > > Die billige die Du erwähnt hast war gebraucht und nur mit einer > mechanischen Zentrierung? Damit geht ja nur 0603+ > https://www.pmtech.co.uk/equipment/used-equipment/pick-place.html > Ja, mit der SW schon, aber diese ist auch kalibrierbedurftig. Openpnp drauf und 0201 geht dann auch sowie das wichtigste, die mechanische Kalibration entfällt da Kameras und offset gespeichert wird. > In den nächsten Tagen kommt noch ne kleine Drehmaschine bei uns an dann > werden erst mal Adapter für die Mechatronika gemacht (andere Nozzles) > > Da ich bei unserer Maschine ja mehrere Nozzles im 16mm Abstand verwenden > möchte hab ich's erst mal auf diese abgezielt: > > https://www.aliexpress.com/item/32891051032.html?spm=a2g0o.productlist.0.0.34635645S4HmFE&algo_pvid=16036c59-e8de-4c70-abb7-d6ca6355186c&algo_expid=16036c59-e8de-4c70-abb7-d6ca6355186c-9&btsid=e0d82c72-13e8-4d23-bd4b-5cc064e106ba&ws_ab_test=searchweb0_0,searchweb201602_1,searchweb201603_53 > Ich würde dir empfehlen den automatischen Nozzlechanger um 11$ sowie hollow shaft Motor zu nehmen und dann einfach die Juli nozzles um 5$. Früher kostete der Nozzle changer noch 90$. > > Die X/Y Bewegung unserer Mechatronika ist ja nach unserem Tuning ganz > gut geworden, jetzt folgt halt noch der Bestückungskopf-Umbau sobald > unsere Drehmaschine eintrifft :-) > Ein gutes Projekt um sich in Fusion 360 einzuarbeiten (ansonsten arbeite > ich ja mit Freecad).
Chris S. schrieb: > https://www.aliexpress.com/item/32891051032.html?spm=a2g0o.productlist.0.0.34635645S4HmFE&algo_pvid=16036c59-e8de-4c70-abb7-d6ca6355186c&algo_expid=16036c59-e8de-4c70-abb7-d6ca6355186c-9&btsid=e0d82c72-13e8-4d23-bd4b-5cc064e106ba&ws_ab_test=searchweb0_0,searchweb201602_1,searchweb201603_53 >> > > Ich würde dir empfehlen den automatischen Nozzlechanger um 11$ sowie > hollow shaft Motor zu nehmen und dann einfach die Juli nozzles um 5$. > Früher kostete der Nozzle changer noch 90$. Wichtig ist hier dass ich 16mm Abstand einhalten kann, deshalb die dünneren, dafür ist der Nozzlechanger denke ich aber nicht. Ich würde einen anderen dafür entwickeln und magnetisch machen. Chris S. schrieb: >> Die billige die Du erwähnt hast war gebraucht und nur mit einer >> mechanischen Zentrierung? Damit geht ja nur 0603+ >> https://www.pmtech.co.uk/equipment/used-equipment/pick-place.html >> > Ja, mit der SW schon, aber diese ist auch kalibrierbedurftig. Openpnp > drauf und 0201 geht dann auch sowie das wichtigste, die mechanische > Kalibration entfällt da Kameras und offset gespeichert wird. das interessiert mich jetzt etwas genauer, wie willst Du mit der mechanischen 0402 ohne Zentrierung ordentlich hinbekommen? Insbesondere 0201 ist dann ohne Kamera sehr unrealistisch. Bei 0402 kann's ja schon zu Unregelmäßigkeiten kommen. Sobald Du eine Kamera verwenden musst verlangsamt sich die Geschichte doch wieder erheblich. Bestückst du damit wirklich 0402? ---- Etwas weiter ausschweifend, hat jemand Erfahrung mit den Cyberoptics Laser Modulen? Ich schätze irgendwie dort kommen Analog Samples raus, die dann mittels FPGA bzw Mikrocontroller ausgewertet werden und dann wieder direkt Feedback zur Rotierungseinheit geben. Das sollte doch mittels ADC und Mikrocontroller auch schon einfach auswertbar sein? Oder kennt jemand alternative Module? Ich hab noch nicht mal eine Dokumentation zu den Cyberoptics Lasermodulen gefunden.
Angehängte Dateien:
-

juki_holder.jpg
32 KB -

juki_front.png
44 KB
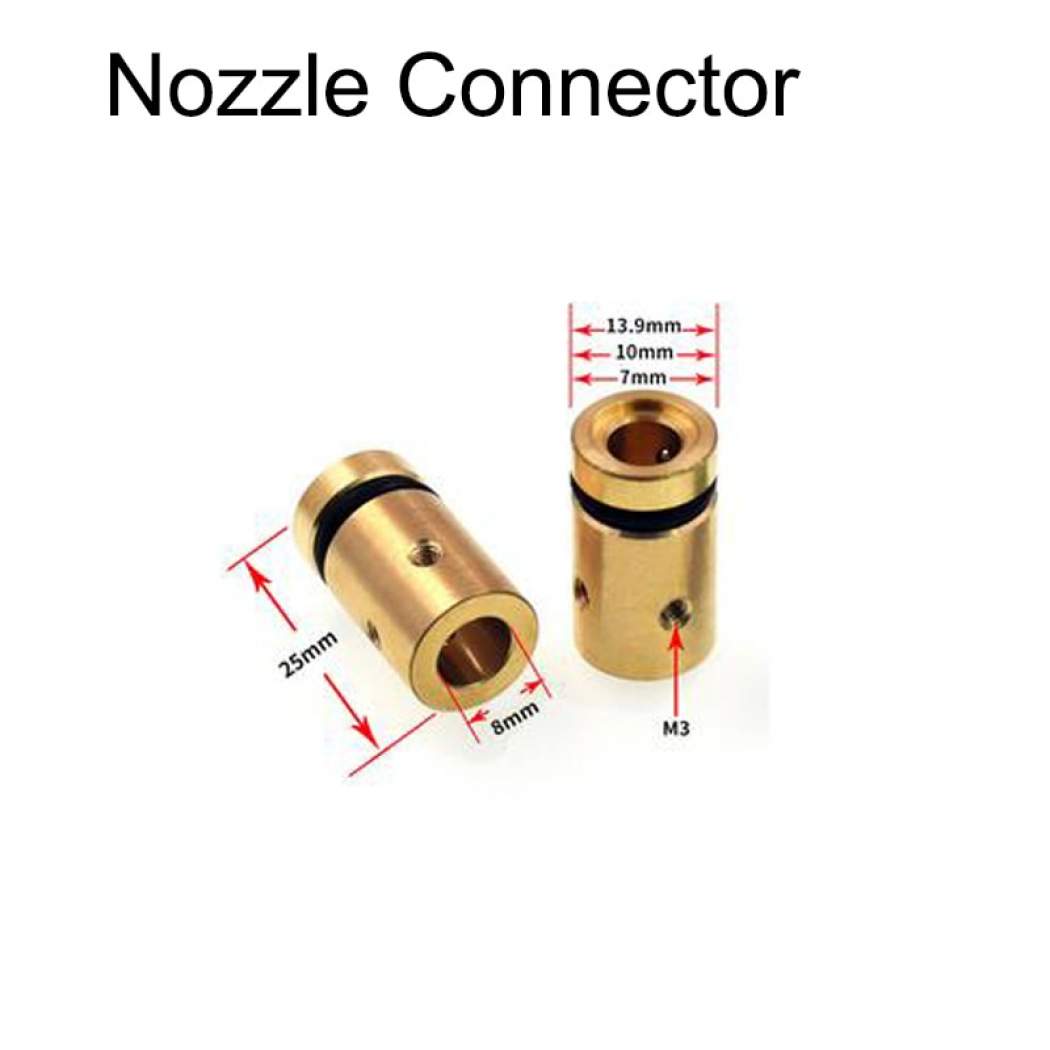
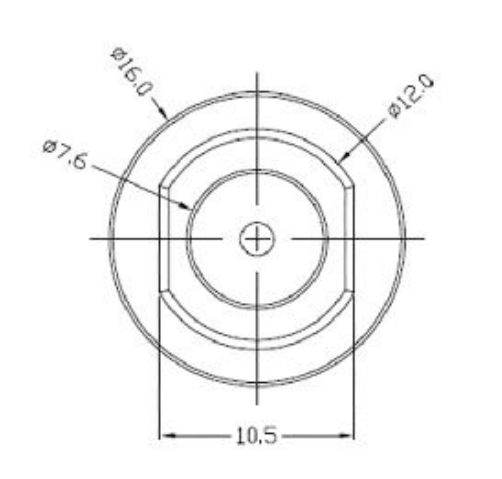
Daniel schrieb: > Chris S. schrieb: >> > Wichtig ist hier dass ich 16mm Abstand einhalten kann, deshalb die > dünneren, dafür ist der Nozzlechanger denke ich aber nicht. Ich würde > einen anderen dafür entwickeln und magnetisch machen. > Im Anhang, dies ist der Nozzlechanger der letzten Generation (v8). Ich würde es trotzdem machen,hollow shaft nema8 oder nema11 mit pulley und Nozzleholder sowie Zahnriemen auf ein weiteren pulley, aber auch zwei 24BYJ48 auf bipolar umgebaute Motoren sind denkbar, mit VacuumAdapter, wobei ein Adapter ja schon existiert. Die Juki Nozzle ist 16mm im Durchmesser, einfach 1mm oder 0.8mm abnehmen und das wars. Vorteil des NozzleHolders ist abgesehen vom Nozzlechanger der Z-Ausgleich bzw der Anpressdruck, was sonst aufwändig extern gemacht werden muss. Die Low cost Variante des Liteplacers funktioniert auch nur bei einer Nozzle, nicht bei zwei. > Chris S. schrieb: >>> Die billige die Du erwähnt hast war gebraucht und nur mit einer >>> mechanischen Zentrierung? Damit geht ja nur 0603+ >>> https://www.pmtech.co.uk/equipment/used-equipment/pick-place.html >>> >> Ja, mit der SW schon, aber diese ist auch kalibrierbedurftig. Openpnp >> drauf und 0201 geht dann auch sowie das wichtigste, die mechanische >> Kalibration entfällt da Kameras und offset gespeichert wird. > > das interessiert mich jetzt etwas genauer, wie willst Du mit der > mechanischen 0402 ohne Zentrierung ordentlich hinbekommen? Insbesondere > 0201 ist dann ohne Kamera sehr unrealistisch. Bei 0402 kann's ja schon > zu Unregelmäßigkeiten kommen. Die mechanische Zentrierung funktioniert nur bis runter auf 0603, ist Schrittmmotorgesteuert mittels einer Glocke und Lastikbändern welche dann als Schablone funktioniert. Darunter wird optisch zentriert. > Sobald Du eine Kamera verwenden musst verlangsamt sich die Geschichte > doch wieder erheblich. Retrail preise von hier, Eine USB Kamera VGA kostet 10 Euro, HW Trigger bastelbar. Funktionierten tun diese mit den 6 Leds. Eine ordentliche HD Kamera kostet 24-27 Euro. Eine global shutter kamera kostet 100-125 Euro je nach Auflösung. Der FX2 kostet bereits 50€. Vorteil der GS-Kameras, die haben den Led Strobe Ausgang sowie den HW Trigger Eingang. Da der HW Trigger auf UVC aufsetzt, besteht die Limitierung auf 1HZ, also eine Auslösung je 1000ms. Dafür braucht die Kamera einfach nur darüberzufahren, der Motioncontroller setzt den Trigger ab und das wars, bzw gibt es noch einen uC der die Led Sequenziert. Generell passiert die Auslösung nach 4 Kameraframes, also ca 67ms nach HW Triggerung +- 5ms. Bei der billigen 10€ VGA kamera kann man die Kamera triggern und blind dann die Leds zünden, diese braucht aber dann einen Watten Graufilter, der auch was kostet und wegen rolling shutter bekommt man nur Ausschnitte. Bei der global shutter camera bekommt man den genauen Zeitpunkt, ab der belichtet wird, Ist wie bei dir glaube ich, oder auch nicht. Da du mit fbas arbeitest und mit halfframes könnte es da auch anders gelöst sein, zumindest ist es dort günstiger, aber für 80€ Preisdifferenz mache ich mir nicht den Aufwand mit der schlechten Bildqualität einer Pal Kamera, und die D1 kameras kosten auch mehr als die USB Lösung. Ja, die mechanische wird öfters angeboten, gefühlte 10x mehr als die Laser. z.B ein aktuelles Angebot, das erste das mir G00gle ausspuckte: 5.000 Euro - TWS Laser Quadra gebraucht zu verkaufen in K.... • Montagefläche 450 x 450 mm. • Manuelles Laden und Entladen von Leiterplatten • 15x Feeder für 8-mm-Bänder in Summe 120x 8mm-Feeder • Elektrische Transport der Feeder für gegurtete Bauteile. • Pneumatischer Vorschub für Stangenzuführung. • Teilespektrum von 0402 (inkl.) Bis 56 x 56 mm. Teilung 0,5 mm. • 2 Zentrierköpfe für LASER. • Montagegeschwindigkeit 4000 Chips / h Da kommt noch Transport dazu, 500-700€uro. Die Laser kann man so nehmen wie sie ist, kein Problem, nur sollte man zumindest jemanden kennen welcher sich mit Dos noch auskennt und ein Backup machen kann inkl. ein alternativsystem aufsetzten, die basic sollte man auf jedem Falle auf OpenPnP upgraden. > Bestückst du damit wirklich 0402? Ich habe meine basic verkauft, habe sie mit einer Juki 570L gewechselt. Ja das geht, die Geschwindigkeit ist kleiner, im Schnitt 200-300 cph. Vergleich basic https://www.youtube.com/watch?v=B_F7J_XGmqs und Laser https://www.dailymotion.com/video/x33ipxy > > ---- > > Etwas weiter ausschweifend, hat jemand Erfahrung mit den Cyberoptics > Laser Modulen? Ich schätze irgendwie dort kommen Analog Samples raus, > die dann mittels FPGA bzw Mikrocontroller ausgewertet werden und dann > wieder direkt Feedback zur Rotierungseinheit geben. Das sollte doch > mittels ADC und Mikrocontroller auch schon einfach auswertbar sein? > Oder kennt jemand alternative Module? > Ich hab noch nicht mal eine Dokumentation zu den Cyberoptics > Lasermodulen gefunden.
Cyberoptics. Nicht wirklich, die Einheit kümmert sich um die Zentrierung. Das ist mitunter auch das Problem, z.B. wenn die Plexiglas Scheibe verdreckt ist. Ein uC würde wenn kein Bauteil vorhanden ist den Mittelwert des jeweiligen Pixel abziehen und dann nur die Differenz nehmen, wie bei einem IR Detector welcher die Differenz zwischen Raumlicht und selbst gepulstem Signal auswerted. Hier wird die Einheit gedreht, dann mit 90 grad weiter gedreht und über rs232 oder analog kommt dann die Position. Je nach FW wird zurückgedreht. Meistens sind die Ansteuersignale analog, also z.B. für einen DC motor. Bei Schrittmotoren gibt es meistens einen uC welcher diese Signale einliesst und den Schrittmotor entsprechend ansteuert.
>> Ich würde dir empfehlen den automatischen Nozzlechanger um 11$ sowie >> hollow shaft Motor zu nehmen und dann einfach die Juli nozzles um 5$. >> Früher kostete der Nozzle changer noch 90$. Grundsätzlich nicht uninteressant finde ich die Lösung, die die Chinesen bei den SMT-660 verwenden, den Nozzlechanger wegzulassen. Bei den meisten Projekten sind 90% der Bauteile 0402/0603 und nur wenige SOT23/SO8 oder ggf. größer. Bei einem 6-fach Kopf kommt auf 1-4 eine Nozzle für die Kleinteile, auf 5 und 6 eine für SO8. Die Effizienz hängt natürlich davon ab, wie ein Nutzen aufgebaut ist, bzw. wie oft die Nozzle gewechselt werden muss und wie lange das ggf. dauert. Bei Juki ist das sehr schnell, bei unserer Autotronik eher langsam. Ich würde daher mal vermuten, dass die Performance durch den Wegfall eines Wechselmechanismus nur unwesentlich einbricht – wenn überhaupt.
> Grundsätzlich nicht uninteressant finde ich die Lösung, die die Chinesen > bei den SMT-660 verwenden, den Nozzlechanger wegzulassen. Bei 5$ Preisdifferenz, wirklich, man spart also 20$ (4 fix + 2 changer). Da spart man am falschen Ende, wirklich. > meisten Projekten sind 90% der Bauteile 0402/0603 und nur wenige > SOT23/SO8 oder ggf. größer. Bei einem 6-fach Kopf kommt auf 1-4 eine > Nozzle für die Kleinteile, auf 5 und 6 eine für SO8. Hat man einen 8er Nutzen mit 8 sot/qfn je Nutzen drauf, dann zahlt sich da schon auf all allen 4/6 Nozzlen die Nozzle für den so8 draufzusetzen und damit dann zu bestücken. Bei nur einem Nutzen stimmt dein Argumentation aber. > Die Effizienz hängt natürlich davon ab, wie ein Nutzen aufgebaut ist, > bzw. wie oft die Nozzle gewechselt werden muss und wie lange das ggf. > dauert. Bei Juki ist das sehr schnell, bei unserer Autotronik eher > langsam. Ich würde daher mal vermuten, dass die Performance durch den > Wegfall eines Wechselmechanismus nur unwesentlich einbricht – wenn > überhaupt. Neben der Nozzlechanges gibt es auch noch die Nozzleoffset korrektur, und wenn der Notzzlechanger nicht entsprechend design ist, dann muss bei jedem Nozzlewechsel diese Korrektur oder zumindest ein Teil der Korrektur neu aufgenommen werden. Auch dies dauert. Je nach design des Nozzlechangers erübrigt sich dies, oder auch bei fixen Nozzles. Juki hat z.B. ein Solenoid oder Servo(Motor) welcher dafür sorgt dass die Kalibration erhalten bleibt, bzw die Nozzles mit definierter Rotation im Sub-Grad Winkel aufgenommen werden. Diese Korrektur-abfotografieren dauert normalerweise länger als der eigentliche Nozzlechange Akt bei normaler Webcam. Gibt es hingegen einen Led Sequenzer welcher mit der Webcam synchronisiert ist, dauert dies ca 1 Sekunde, also ca 2 Sek je Nozzlewechsel, ansonsten kann man mit 4-5 Sek rechnen. Wenn man annimmt das positionieren des Kopfer auf den Feeder dauert 200ms, dann zahlt sich ein Feederwechsel bei einem 6er Nozzle bei einem 4er Nutzen bereits aus, bei 2 Bauteile je Nutzen bei einem Sequenzer, hingegen wenn der Nozzleweschel 5 Sek dauert, dann fährt man besser mit nur einer Nozzle.
Molle schrieb: > Freu mich auf eure Antworten Gerade wenn jemand SCHNELL und ZUVERLÄSSIG Platinen und Bestückung haben will, sollte er das nicht selber machen, sondern benachbarte Betriebe die "so was immer machen als tägliches Geschäft" nutzen. Die beherrschen den Prozess und haben eine immer funktionstüchtige Anlage in Betrieb. Man muss halt in guten Zeiten die Kontakte haben damit sie in schlechten Zeiten einem helfen. Der Preis schient ja keine Rolle zu spielen. Eine eigene Anlage, die erst mal nicht funktioniert, dann Ausschuss liefert und erst im dritten Anlauf Verwertbares, beim nächsten Mal ist es aber wieder derselbe Anlauf, nützt wenig und ist eine ewige Baustelle. Wenn man aber zu den geringsten Kosten mit beliebiger Produktionszeit was herstellen will, steht man mit einer eigenen Anlage besser da, aber auch da gilt: Wenn sie nicht rund um die Uhr läuft, amortisiert sie sich kaum.
Daniel schrieb: > Was habt ihr dafür bezahlt? > Eine Maschine (betriebsbereit) geht bei mechatronic-systems bei ca. 12...20 kEUR los, je nach Ausstattung/Feedern. Druckluft muß vorhanden sein. (sorry für die späte Antwort) Meine Erfahrung ist anders als von MaWin, gerade wenn man schnell und sicher zu bestückten Platinen kommen will, gibt es nichts besseres, als einen kleinen eigenen Bestückautomat. Wirtschaftlich ist das auch sehr attraktiv. Die Zeit, die man sonst für die Organisation/Beauftragung benötigt, reicht aus, um die Leiterplatten selbst zu fertigen. Für uns war es die beste Anschaffung seit Jahren, wobei es vermutlich noch bessere Hersteller gibt als den genannten.
Angehängte Dateien:
-

mechatronika_mx80.jpg
100 KB -

mechatronika_m70_bauteilgrab.png
53 KB

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
MaWin schrieb: > Gerade wenn jemand SCHNELL und ZUVERLÄSSIG Platinen und Bestückung haben > will, sollte er das nicht selber machen, sondern benachbarte Betriebe > die "so was immer machen als tägliches Geschäft" nutzen. Das ist nur so wenn der Hersteller eine Niete ist so wie die Typen von Mechatronika, die weder ihre Fehler nachgebessert haben noch an den ganzen Problemen die wir hatten interessiert sind. Gelöst wurde 95% durch die Software, und 5% durch Hardware-Modifikationen, bei uns ist die Maschine im Grunde überall zugänglich. Mechatronika hat alles so verschraubt dass man entweder mehrere Personen oder einen Seilzug benötigt. Ich habe auch eine PP4 von Volker Besmen, und muss wirklich sagen dass Volker deutlich mehr Arbeit in sein Design gesteckt hat. Der Mensch denkt einfach nur logisch (was ein gewisser erwähnter Hersteller überhaupt nicht macht). Ich verstehe nach wie vor nicht was bei so einer Bestückung kompliziert sein soll. Kompliziert wird's doch nur wenn der Hersteller so einer Maschine selber keine Ahnung von dem Thema hat und irgendetwas kompliziert macht. Ein bißchen Oberstufen-Mathematik, ein bißchen Bilderkennung gepaart mit etwas Sensorik damit man den lausigen Operator (in meinem Fall mich oder einen Kollegen) nicht in's Messer laufen lässt und das war's bei den Bestückungsmaschinen dann auch schon. Wenn einen bei der Mechatronika MX80 was in die Maschine fällt hat man eigentlich keine Möglichkeit das rauszubekommen. Bei uns läuft das so ab: - Problem identifiziert - Problemlösung erarbeitet - Platte rausgerissen. Den 2. Teil der Platte haben wir mittlerweile säuberlich abgeschnitten. Der ausgerissene Teil wurde durch eine neue Alu-Platte ersetzt die man jetzt von unten verschrauben kann, so dass man immer gut rankommen kann falls etwas runterfällt. Schon pervers was sich einige Leute da so ausdenken um etwas was nicht vorhanden ist vor dem Zugriff der Kunden zu schützen. Hätte ich so ein Resultat wie bei dem Foto Mechatronika_m70_Bauteilgrab (es ist in wirklichkeit eine M10V) dann würde ich mich auch ärgern und sagen dass eine Inhouse Bestückung keinen Sinn macht. Diese großen Teile dürften unter keinen Umständen fehlschlagen. Da lässt der Hersteller den Anwender wohl in's Messer laufen.
TKI schrieb: > Meine Erfahrung ist anders als von MaWin, > gerade wenn man schnell und sicher zu bestückten Platinen kommen will, > gibt es nichts besseres, als einen kleinen eigenen Bestückautomat. Ich hatte zeitweise einen kleinen Bestücker bei mir stehen (VP-2500). Der Aufwand, bis dieser Prozess einschließlich Pastendruck und Löten stabil läuft, ist erheblich - einige Mannwochen in jedem Fall. Die Zeit kann man auch in Entwicklung stecken. Außerdem haben die Bestücker in der Regel bessere Einkaufskonditionen als man selbst, bei den Gesamtkosten muss es also nicht unbedingt teurer werden als beim Selbermachen. Der große Vorteil des eigenen Bestückers ist die Flexibilität. Wenn man Losgröße 1 fertigen will, wird man mit einem externen Bestücker nicht glücklich werden. Auch mal schnell einen Prototypen aufbauen geht erheblich fixer mit einem eigenen Bestücker.
Max G. schrieb: > Außerdem haben die Bestücker in der Regel bessere Einkaufskonditionen > als man selbst, bei den Gesamtkosten muss es also nicht unbedingt teurer > werden als beim Selbermachen. Das halte ich für ein ziemliches Gerücht, ich kenne keinen Bestücker der bei kleinen Mengen nicht selber voll draufschlägt. Das redet man in der Regel Anfängern ein die selber nicht wissen wo sie ihre Bauteile günstig herbekommen können. Es mag wohl anders sein bei größeren Stückzahlen, bei kleineren Stückzahlen schieben einige Bestücker Zahlen wenn möglich zwischen Bestückungskosten und Bauteilkosten hin und her.
Daniel schrieb: > Das halte ich für ein ziemliches Gerücht, ich kenne keinen Bestücker der > bei kleinen Mengen nicht selber voll draufschlägt. > Das redet man in der Regel Anfängern ein die selber nicht wissen wo sie > ihre Bauteile günstig herbekommen können. Man muss schon Verhandeln. Aber wer sich bei 100 Platinen einen 10k Widerstand zum Preis von 100 Stück aufschwatzen lässt, dem kann man auch nicht mehr helfen. Da weiß ICH dann wer hier der Anfänger ist.
Na das Topic lautet:
>> SMD Bestückungsautomat + Drumherum für Kleinserien
Da braucht man beim Bestücker nicht mal dran denken dass der günstigere
Bauteile heranschafft.
Größere Lose würde ich immer bei einem großen Hersteller fertigen
lassen, und das dann auch in Asien.
Cyblord -. schrieb: > Daniel schrieb: >> Das halte ich für ein ziemliches Gerücht, ich kenne keinen Bestücker der >> bei kleinen Mengen nicht selber voll draufschlägt. >> Das redet man in der Regel Anfängern ein die selber nicht wissen wo sie >> ihre Bauteile günstig herbekommen können. > > Man muss schon Verhandeln. Aber wer sich bei 100 Platinen einen 10k > Widerstand zum Preis von 100 Stück aufschwatzen lässt, dem kann man auch > nicht mehr helfen. Da weiß ICH dann wer hier der Anfänger ist. Das Problem scheint mir nicht so sehr bei dem Widerstand oder 100n Abblockkondensator zu liegen, die kosten eh nix, bekommt man eventuell vom Dienstleister nicht einmal berechnet. Interessant wird es bei den speziellen Teilen, wie ICs, Spulen, Quarze oder auch manchen Cs. Die hat der Bestücker meist auch nicht, muß diese aufwändig besorgen oder kauft einfach etwas "kompatibles" bei seinem Distri was einem später große Probleme bereitet. Wir haben die Teile früher beigestellt, waren damit auf der sicheren Seite und das meiste war bei uns eh vorhanden. Allerdings muß man die dann vor jeder Bestückung zum Dienstleister tragen...
Max G. schrieb: > Ich hatte zeitweise einen kleinen Bestücker bei mir stehen (VP-2500). > Der Aufwand, bis dieser Prozess einschließlich Pastendruck und Löten > stabil läuft, ist erheblich - einige Mannwochen in jedem Fall. Die Zeit > kann man auch in Entwicklung stecken. Der "Prozess" ist doch kein Hexenwerk. Bei den meisten ist das doch eine Entwicklung: Handlötung geht bei manchen Bauteilen nicht mehr. Zuerst steht dann ein kleiner Ofen in der Entwicklung, dann wird mit Schablone (ohne Drucker) und Pinzette gearbeitet, wie beim Hobby-Elektroniker. Irgendwann wird dann ein kleiner Bestückautomat gekauft. Manche haben als Zwischenschritt auch noch einen Semi-Automaten (Die mit dem Drehteller). Wenn es dann mit dem ersten Prototypen funktioniert hat, schiebt man die erste Kleinserie nach und schon ist man mittendrin... So war es bei uns und auch bei befreundeten Firmen. Und die Entwicklungsarbeit geht zügig voran, weil man fix das eine oder andere Muster fertigen kann, nicht frickeln muß oder wochenlang auf den Dienstleister warten der vor Begeisterung überschäumt, weil er schon wieder eine neue Leiterplatte in der Losgröße 2 fertigen darf. So zumindest meine Erfahrung.
Hallo hab ein Bestückungsautomat zu Hause er ist ein Älteres Model aber ist voll in takt.Dazu sind alle Schaltpläne Anleitungen und eine Diskette Das Gerät heißt SMD-Bestückungsautomat PLACE-IT nach demm Pick-and-Place-Prinzip. Gewicht 120kg Würde es für kleines Geld abgeben.Ansonsten verkaufe ich die Einzelteile.Bei Ebay ist er für 1200 zu haben gebe Ihn für 700 ab wen Du interesse hast melde Dich. Andreas
Hallo, wir lassen verschiedene Stückzahlen bei verschiedenen Bestückern fertigen. Für die Serie gibt es einen großen mit mehreren Fertigungsstraßen. Hat entsprechend lange Lieferzeiten. Für Muster, Prototypen oder mal eilige Kleinserien bis 50 oder 100 Stück haben wir mittlerweile einen kleinen Bestücker in der Nähe, der sich auf sowas spezialisiert hat. Wenn ich will, kann ich da die Bauteile, Platinen und Sieb ganz oder teilweise selber beistellen. Lieferzeiten für die reine Bestückung sind innerhalb eines Tages möglich, d.h. ich fahre die Sachen morgens hin und kann die fertigen Baugruppen nachmittags abholen. Für die Entwicklung eigene Bestücktechnik anzuschaffen lohnt vom Aufwand und der Auslastung her bei uns nicht. Grüße Tom
Hi, meld dich bitte mal bei mir bezüglich dem Automaten Vg
Hallo Andreas, ist der Automat verkauft? Grüße Hans
Hallo, ich habe einen Reflow Lötofen abzugeben. Es ist ein altens Schätzchen und steht hier im Wege. Den gebe ich gerne für kleines Geld ab. Es handelt sich un einen Grasmann WLS 1016. Gruß Thomas
Hallo Thomas, es besteht Interesse. Fotos? Preisvorstellung? Thomas Jebens schrieb: > Hallo, > ich habe einen Reflow Lötofen abzugeben. Es ist ein altens Schätzchen > und steht hier im Wege. Den gebe ich gerne für kleines Geld ab. > > Es handelt sich un einen Grasmann WLS 1016. > > Gruß > Thomas
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.