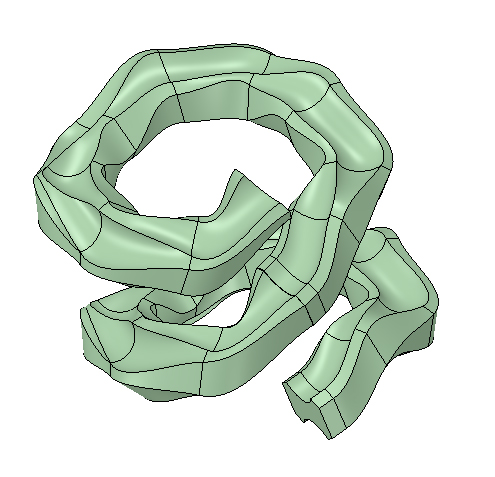
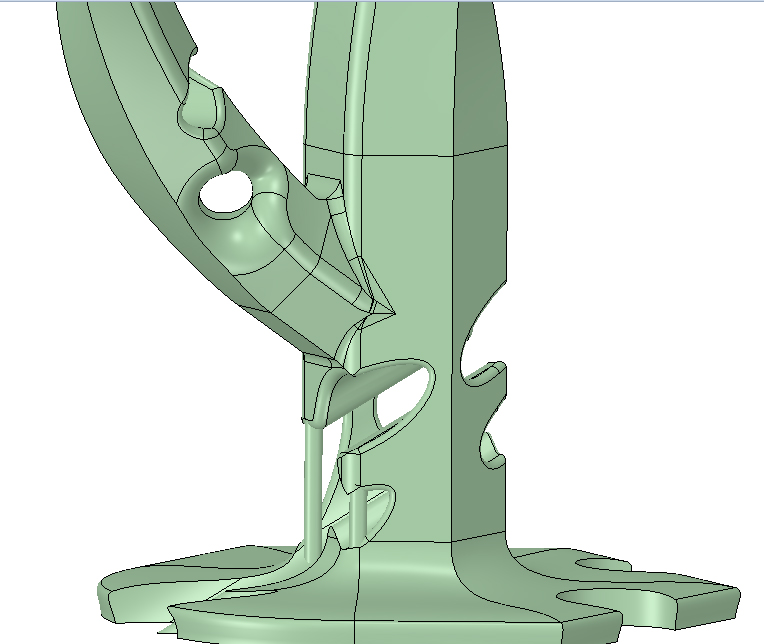
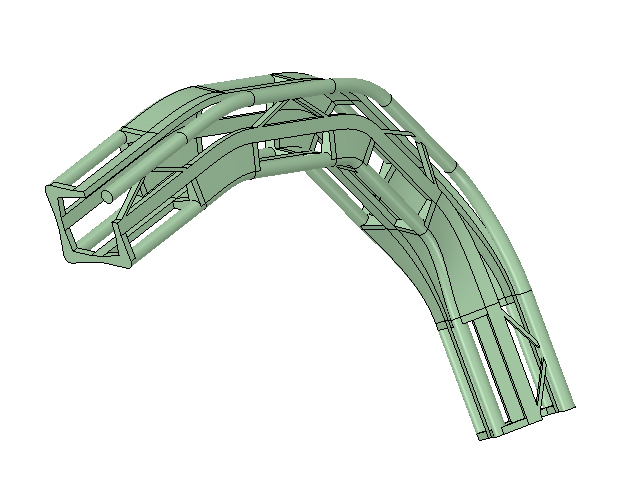
Man experimentiert halt viel. Ich habe das gemacht um mir anzuschauen was damit möglich ist. Es gibt diese Stufenlosgetriebe. Da aber die Zähne auch größer werden, kann ich für diese Form noch keinen technischen Nutzen finden. Habe nicht gesagt dass FreeCAD schlecht ist. Gimp vs Photoshop Beide Programme haben ihre Vorteile und sollten ausgiebig getestet werden. Gimp überzeugt vor allem mit öffentlichem Code und einer großen Auswahl an Zusatzprogrammen, während Photoshop benutzerfreundlicher und „leistungsfähiger“ ist. Kann man mit FreeCad auch solche Sachen modellieren wie im Screenshots zu sehen ist?
Angehängte Dateien:
-

archidesign.jpg
160 KB -

archidesign5.jpg
190 KB -

indudesign1.jpg
160 KB
> Bei mir ist es eine Mischung aus kopieren und selber machen.
Ja, so bin ich auch schon vorgegangen. :-)
Allerdings habe ich einzelne Zaehne kopiert und daraus meine Zahnraeder
gemacht.
Olaf
Wenn ich es nach 30 Minuten nicht schaffe, einen idiotischen Würfel zu zeichnen, dass ist das Programm nichts für mich. So ist das halt mit Freecad ;)
> So ist das halt mit Freecad ;)
Ich nutze Viacad weil ich damals nach einem kurzen Test von Freecad auch
schreien musste weil die Bedienung so Banane war. Aber okay, das ist
jetzt schon so 5-6Jahre her. Es koennte ja besser geworden sein.
Olaf
Philipp G. schrieb: > Wenn ich es nach 30 Minuten nicht schaffe, einen idiotischen Würfel zu > zeichnen Ähm, ernsthaft?
Karl K. schrieb: >> Wenn ich es nach 30 Minuten nicht schaffe, einen idiotischen Würfel zu >> zeichnen > > Ähm, ernsthaft? Ja. Ich hab das Ding nach 30 Minuten von der Platte gelöscht. Sagen wir mal der Versuch einen Legostein zu zeichnen innerhalb nützlicher Zeit schlug fehl.
Philipp G. schrieb: > Karl K. schrieb: >>> Wenn ich es nach 30 Minuten nicht schaffe, einen idiotischen Würfel zu >>> zeichnen >> >> Ähm, ernsthaft? > > Ja. Ich hab das Ding nach 30 Minuten von der Platte gelöscht. Sagen wir > mal der Versuch einen Legostein zu zeichnen innerhalb nützlicher Zeit > schlug fehl. Du musst etwas mehr Durchhaltewillen entwickeln ;-) Aber wie schon gesagt: es gibt für jeden das passende CAD-Programm. Niemand muss mit FreeCAD glücklich werden. 3D-Innovations schrieb: > Kann man mit FreeCad auch solche Sachen modellieren wie im Screenshots > zu sehen ist? Ja, das geht. Stichworte dazu sind "Loft" und "Sweep": https://www.freecadweb.org/wiki/Part_Sweep/de https://www.freecadweb.org/wiki/Part_Loft/de
Karl K. schrieb: > Timmo H. schrieb: >> Produktiv kann man nur mit Fusion 360, DesignSpark Mechanical, >> TinkerCAD, OnShape etc. arbeiten. Alles kostenlos. > Das mag für Spielereien mal ganz nett sein, aber für ernsthafte Projekte > würde ich tunlichst die Finger lassen von Programmen die "im Browser", > in "der Cloud" oder mit Onlinezwang laufen. Unsinn. Gerade die Cloudarchitektur macht die Projektarbeit um einiges einfacher. Und sollte der höchst unwahrscheinliche Fall eintreten, dass der Server nicht erreichbar ist, kannst du Fusion auch im Offlinemodus betreiben und normal weiterarbeiten. Sobald man wieder am Netz hängt aktualisiert es sich automatisch. Die Entwickler denken sich ja wohl ihren Teil dabei. Diese Art von Software wird auf lange Sicht sowieso die Zukunft sein. Sobald man hier in DE auch mal eine gescheite Infrastruktur hat, rückt das CloudComputing dann auch näher, bei dem man nicht mal mehr eigene Hardware benötigt. Dann kommt das CAD aus der Netzwerkdose direkt auf den Bildschirm. Ob man das will oder nicht, wird die Zukunft nicht interessieren :-). Übrigens. Die Wahrscheinlichkeit, dass dein Rechner mit den so tollen lokalen Dateien abschmiert, ist um ein Vielfaches höher als ein (nur kurzfristig) ausfallender Cloudserver > Wenn Autodesk morgen entscheidet Fusion für Studenten abzuschalten, oder > Tinkercad rausfliegt, oder der Auth-Server nicht erreichbar ist, stehst > du da und kannst bestenfalls noch deine STLs drucken, mit Weiterarbeiten > ist dann Essig. > > Nee, in diese Abhängigkeit würde nicht mich nicht begeben. Ich bin vor einem Jahr von FreeCAD auf Fusion umgestiegen und bereu keine Sekunde. FreeCAD kann man mal eben was schnell zusammenschustern, aber gerade für Projekte mit vielen unterschiedlichen Bauteilen, Baugruppen und Abhängigkeiten der einzelnen Komponenten hätte ich FreeCAD schon 5mal aus dem Fenster geworfen. Und selbst wenn sie es für Studenten abschaffen wären es mir die 60€ monatlich sowas von wert. Die Zeitersparnis gegenüber FreeCAD sind definitiv mehr als 60€ wert.
Chris M. schrieb: > ...aber gerade für > Projekte mit vielen unterschiedlichen Bauteilen, Baugruppen und > Abhängigkeiten... ...die man sich zweifellos auch in Freecad über die Im- und Export-Funktionen ganz gut organisieren kann. Man muss das nicht lieblos alles in eine Datei klatschen. Insbesondere, wenn Baugruppen abweichend von der Konstruktionslage später im Gesamtbild positioniert werden, bietet sich der Umweg über STL an. Ansonsten wird man bei Freecad bekloppt.
Philipp G. schrieb: > Ich hab das Ding nach 30 Minuten von der Platte gelöscht. Ich hab mir erstmal ein Tut gesucht. Und schon wars klar. Auch jetzt schau ich bei neuen Aufgabenstellungen erstmal ins Internet, wenn sich die Lösung nicht gleich ergibt. Zumal man bei Freecad oft auf mehreren Wegen rangehen kann. Es ist halt kein Paint.
Karl K. schrieb: >> Ich hab das Ding nach 30 Minuten von der Platte gelöscht. > > Ich hab mir erstmal ein Tut gesucht. Und schon wars klar. Auch jetzt > schau ich bei neuen Aufgabenstellungen erstmal ins Internet, wenn sich > die Lösung nicht gleich ergibt. Zumal man bei Freecad oft auf mehreren > Wegen rangehen kann. > > Es ist halt kein Paint. Ich habe mir jetzt grad DS Mechanical heruntergeladen und installiert. Bin geradzu begeistert. Offline, intuitiv, mächtig - Legostein fertig in 10min. Ich denke das könnte es sein, was ich schon lange gesucht habe. Onlinezwang mag ich überhaupt nicht.
Karl K. schrieb: > Es ist halt kein Paint. Schau Dir mal das an: https://www.youtube.com/watch?v=7qdclWg1ncw :O
Framulestigo schrieb: > Insbesondere, wenn Baugruppen abweichend von der Konstruktionslage > später im Gesamtbild positioniert werden, bietet sich der Umweg über STL > an. Ansonsten wird man bei Freecad bekloppt. Über STL? Wenn das der sinnvollste Weg ist, Unterbaugruppen zu platzieren, ist FreeCAD vollkommen bescheuert - dann geht ja jede Parametrisierung vollkommen verloren. Kann ich mir nicht vorstellen, dass FreeCAD so bescheiden ist. (Disclaimer: Ich nutze FreeCAD nur, um ab und zu einfache Zeichnungen zu machen oder mal ein DXF für Laserschnitt oder eine Datei zum 3D-Druck, ich habe in FreeCAD noch keine großen Baugruppen zusammengebaut) MfG, Arno
Arno schrieb: > Über STL? Wenn das der sinnvollste Weg ist, Unterbaugruppen zu > platzieren, ist FreeCAD vollkommen bescheuert - dann geht ja jede > Parametrisierung vollkommen verloren. Kann ich mir nicht vorstellen, > dass FreeCAD so bescheiden ist. Doch, so bescheiden ist Freecad. Wenn Du den Anfängerfehler machst, einzelne Teile über Fusions zu gruppieren und zu platzieren, bekommst Du meist ein massives Problem beim späteren Umstricken der Objektstruktur.
Zu CAD und den diversen Programmen gibt es hier im Forum bereits einige Fäden. Deshalb zurück zum Thema "3D-Drucker": Mich würde interessieren, welche Druckverfahren und verwendeten Materialien zu welchen Eigenschaften der Endprodukte führen und umgekehrt. Gibt es eine Art Entscheidungsbaum, der zu einer geeigneten Auswahl führt: man wählt die benötigten Produkteigenschaften, erhält daraus die geeigneten Materialien und erforderlichen Verfahren. Auch die Dienstleister möchten entsprechende Vorgaben. Wer eine konkrete Vorstellung zu seinem Teil hat, der wüsste dann, ob man das zuhause drucken oder einen Service nutzen kann. Das könnte auch eine Hilfe beim Kauf eines Druckers sein: Man wüsste, welche Konstruktionen mit diesem 3D Drucker möglich sind und was eben nicht geht.
Autor: MaWin (Gast) Datum: 16.08.2019 09:47 >> um damit wirklich kleine Zahnräder oder Getriebe für Servos und Uhren >> auszudrucken. >Dir ist offenkundig nicht bekannt, dass Zahnräder in der Praxis mit >polierten und gehärteten Zahnflanken gebaut werden, wenn sie was taugen >sollen, oder bei Plastikspritzguss wenigstens aus POM wegen der >Rutschigkeit hergestellt werden. >Ein FD Zahnrad wäre viel zu rauh und taugt höchstens für wenige >Umdrehungen, selbst STL hat eine rauhe Oberfläche und Epoxy ist eher >klebrig als rutschig. -------------- Das kommt auf die Anwendung an. Ich Drucke Zahnräder aus PLA die in einem Getriebemotor (Parvalux) als Ersatz für ein Pertinaxzahnrad dienen. Das Getriebe ist Ölgefüllt was dem PLA nichts macht. Die Materialeigenschaft von PLA übertrifft in der Leistungsfähigkeit das Orginalteil. Im Dauertest über 3 Monate hat das mit 0.2 mm Gedruckte Zahnrad keinerlei Verschleißerscheinung. So Pauschal wie du es also hinstellst ist es nicht.
Hallo! Gibt es eine Möglichkeit, DesignSpark Mechanical total Offline zu betreiben? D.h., daß nach der Online-Aktivierung keine Internetverbindung mehr erforderlich ist. Wenn ich es richtig verstehe, muß DS Mechanical zumindest alle 30 Tage neu aktiviert werden. Wie sind die Beiträge in diesem Thread gemeint: Autor: Philipp G. (geiserp01) Ich habe mir jetzt grad DS Mechanical heruntergeladen und installiert. Bin geradzu begeistert. Offline, intuitiv, mächtig - Legostein fertig in 10min. Ich denke das könnte es sein, was ich schon lange gesucht habe. Onlinezwang mag ich überhaupt nicht. Autor: Timmo H. (masterfx) Darum nehme ich ja auch DS Mechanical, das ist alles lokal. Den Cloud-Kram mag ich ja auch nicht, aber der Renderer und Static Stress Simulation in Fusion ist schon cool. Geht es hier nur um die Cloud-Nutzung oder um den uneingeschränkten Offline-Betrieb? Wie kann man das Programm dauerhaft mit einem Rechner ohne Internetzugang benutzen?
Maria S. schrieb: > Zu CAD und den diversen Programmen gibt es hier im Forum bereits > einige > Fäden. Deshalb zurück zum Thema "3D-Drucker": > > Mich würde interessieren, welche Druckverfahren und verwendeten > Materialien zu welchen Eigenschaften der Endprodukte führen und > umgekehrt. Gibt es eine Art Entscheidungsbaum, der zu einer geeigneten > Auswahl führt: man wählt die benötigten Produkteigenschaften, erhält > daraus die geeigneten Materialien und erforderlichen Verfahren. Auch die > Dienstleister möchten entsprechende Vorgaben. Wer eine konkrete > Vorstellung zu seinem Teil hat, der wüsste dann, ob man das zuhause > drucken oder einen Service nutzen kann. Das könnte auch eine Hilfe beim > Kauf eines Druckers sein: Man wüsste, welche Konstruktionen mit diesem > 3D Drucker möglich sind und was eben nicht geht. Die Entwicklung der 3D-Druckern ist noch sehr hart umkämpft. Also man würde sagen dass die Dienstleister und Services mit seinen teuren Stratasys-Druckern bessere Qualität anbieten. Ist zwar richtig, kostet aber auch viel Geld und das Know-How sammelt man dadurch nicht richtig, es sei den man arbeitet selbst bei diesen Dienstleistern. Und diese Dienstleister entscheiden nicht den eigentlichen Innovationsweg der 3D-Druckern, weil in den nächsten Jahren alles sehr schnell umschlagen kann und auf einmal entscheiden die billig-Heim-3D-Drucker darüber wie die mechanischen Bauteile auszusehen haben und wie sie konstruiert sein müssen. Und warum? Weil der Marktplatz der 3D-Heimdruckern einfach viel zu groß ist. Das ist meine Überzeugung. Denn so war es auch mit der Entwicklung der PCs und Papierdruckern. Man dachte in den 80er bei den IBM-Entwicklern mit seinen Großrechnern auch zuerst: "Was? Ein PC für Heimanwender? Das wird nur Spielzeug sein. Das wird sich nie durchsetzen. Jeder der halbwegs was ausrechnen will, muss sich an den Großrechnern-Service wenden". Heute muss fast jedes Computerprogramm an einem PC angepasst sein, nicht an den Großrechnern. Deswegen beschäftige ich mich lieber mit FDM- und SLA-Verfahren für die zukunftigen Entwicklungen der 3D-Heimdruckern. Deshalb nehme ich Zahnräder und diese Modullehre https://www.thingiverse.com/thing:3318864 zum Ausdrucken als Referenz damit wir besser darüber diskutieren können wie gut die heutigen 3D-Heimdruckern sind und in wie weit die mechanischen Bauteile aus 3D-Druckern taugen. Diese Modullehre habe ich soeben zweimal ausgedruckt mit meinem billig CTC-Chinadrucker (Schichthöhe 0.2mm, Düsendurchmesser wahrscheinlich 0.4, die Präzisionswellen habe ich stabilisiert damit die Druckplatte nicht wackelt) und die Zähne rastern sich tatsächlich runter bis zur Modulgröße 0.5 ein. Das heisst: ein Drucker mit einer Auflösung von 0.05mm könnte bis zur Modulgröße 0.2 oder 0.1 schaffen ? Das wäre jetzt so meine Vermutung, weil ich noch kein 0.05mm-3D-Drucker habe. Sie kommen der Spritzgußqualität näher, weil die Oberflächen nicht mehr grob sondern sehr fein gerillt sind. Mechanische Bauteile in Industriequalität für sehr große Belastungen kann, soweit ich weiss, weltweit kein Metall-3D-Drucker schaffen. Hartmetall kann man nur gießen, stanzen, aufwändig warm-kalt behandeln.
3D-Innovations schrieb: > Denn so war es auch mit der Entwicklung der PCs und Papierdruckern. Wenn die Miniaturisierung weiter voranschreitet und man 1 Million 3D-Drucker auf einem normalen Schreibtisch unterbringen kann, könntest Du Recht haben. Die Geschäftspost wird natürlich via Buchstabensuppe abgewickelt.
3D-Innovations schrieb: > Mechanische Bauteile in Industriequalität für sehr große Belastungen > kann, soweit ich weiss, weltweit kein Metall-3D-Drucker schaffen. Bist Du noch nie auf einer Prototyping-Messe gewesen? Selbstverständlich kann man das. Sowohl in der Luftfahrt als auch Raumfahrt werden bereits hochbelastete Bauteile gedruckt. Seit Jahren. > Hartmetall kann man nur gießen, stanzen, aufwändig warm-kalt behandeln. Hartmetall stanzen? Die Stanze würde ich gerne sehen :-) Ebenso den Ofen, in dem Wolframcarbid geschmolzen wird :-) Hartmetalle sind Keramiken und werden nach Pressung des Pulvers in die gewünschte Form gesintert.
MDK schrieb: > Wenn die Miniaturisierung weiter voranschreitet und man 1 Million > 3D-Drucker auf einem normalen Schreibtisch unterbringen kann Das ist dann "Herr aller Dinge" von Eschbach... 3D-Innovations schrieb: > Mechanische Bauteile in Industriequalität für sehr große Belastungen... https://kem.industrie.de/allgemein/konturnah-und-verschleissfest/ Man beachte, der Artikel ist 20 Jahre alt.
Karl K. schrieb: >> Mechanische Bauteile in Industriequalität für sehr große Belastungen... > > https://kem.industrie.de/allgemein/konturnah-und-verschleissfest/ > > Man beachte, der Artikel ist 20 Jahre alt. Das waren allerdings normale Pressverfahren, kein 3D-Druck. Aber wie schon geschrieben: mittlerweile sind 3D-gedruckte Sinterteile höchster Festigkeit Standard und man findet auf Messen Dienstleister, die das auch für Miniaturbauteile anbieten, an jeder Ecke.
Moe S. schrieb: > Wenn ich es richtig verstehe, muß DS Mechanical zumindest > alle 30 Tage neu aktiviert werden. Das heißt, wenn sie entscheiden den Server abzuschalten, kam ich meine Designs in die Tonne kloppen? Bei Autocad Eagle wird das als No-Go diskutiert, bei Cad ist das ok? Ihr seid komisch...
> Das heißt, wenn sie entscheiden den Server abzuschalten, kam ich meine > Designs in die Tonne kloppen? Wie ich schon sagte, niemand sollte so dumm sein und ein Programm verwenden das nicht als step exportieren kann. Olaf
Man kann seine Designs trotzdem noch Lokal speichern oder als STEP exportieren. Somit kann man noch daran arbeiten auch wenn die Server abgeschalet werden.
Dann habe ich mich geirrt, sorry... Also gut zu wissen dass es auch die Möglichkeit besteht, aus 3D-Druck Hochlastteile herzustellen.
Wie hart und bruchfest ist eigentlich das Material 2k-Epoxydharz? Eine Idee von mir wäre, das Teil z.B. Gehäuse im Cad so zu modellieren dass jede Wand Hohlraum mit einer Öffnung nach oben hat. Also Doppelwände. Sobald das Teil in ABS oder PLA fertiggedruckt ist, werden in diese Öffnungen 2k-Epoxydharz gegossen. So könnte man das Teil noch bruchfester machen ? Wenn ja, auch hier wieder Potenzial. Es würde dann Verbundwerkstoff heissen.
Moe S. schrieb: > Wenn ich es richtig verstehe, muß DS Mechanical > zumindest alle 30 Tage neu aktiviert werden. Muss meines wissend einmalig aktiviert werden. 123 schrieb: > Man kann seine Designs trotzdem noch Lokal speichern oder als STEP > exportieren. Step Export ist bei DS ein Zusatzmodul das Geld kostet.
3D-Innovations schrieb: > Wie hart und bruchfest ist eigentlich das Material 2k-Epoxydharz? das bricht auch sehr leicht, deshalb benutzt man ja im Modellbau Fasermatten im Harz. Gedruckte Körper sind ja durch den Wabenförmigen Infill sehr stabil bei geringem Gewicht.
3D-Innovations schrieb: > Wie hart und bruchfest ist eigentlich das Material 2k-Epoxydharz? Eine > Idee von mir wäre, das Teil z.B. Gehäuse im Cad so zu modellieren dass > jede Wand Hohlraum mit einer Öffnung nach oben hat. Also Doppelwände. > Sobald das Teil in ABS oder PLA fertiggedruckt ist, werden in diese > Öffnungen 2k-Epoxydharz gegossen. So könnte man das Teil noch > bruchfester machen ? > > Wenn ja, auch hier wieder Potenzial. Es würde dann Verbundwerkstoff > heissen. Das kann man zwar machen, aber ob das wirklich nötig ist? Die normalen Bauteile hier aus PLA oder PETG sind schon bei 10% Infill dermaßen stabil, dass ich mich (83kg) auf einen 50x50x50mm-Würfel problemlos draufstellen und wippen kann. Trotzdem ist das Ding sehr, sehr leicht. Verschiedene Teile aus PLA hier für den Haushalt sind offenbar ebenfalls sehr stabil. Bspw. habe ich eineWandhalterung für diese Feuchtpapierdosen im Bad gedruckt und mit zwei Schrauben angedübelt. Das Anziehen der Senkschrauben mit vollem Drehmoment des Akkuschraubers hat die Konstruktion nicht beeindruckt. Und wenn es kritisch werden könnte, kann man immer noch den Infill erhöhen und die Waben kleiner machen oder auch nur bestimmte Bereiche verstärken. Da hat man sehr viel Spielraum. Übrigens bringt es wohl auch nochmal etwas, wenn man das gedruckte Teil nochmal im Ofen "nachbackt". Also: mMn sind zusätzliche Verstärkungsmaßnahmen gar nicht nötig - es sei denn, man benötigt hohe Temperaturbeständigkeit etc. Hier ist ein ganz interessantes Video, das verschiedene Filamenttypen bis zur Zerstörung belastet: https://www.youtube.com/watch?v=5t6deOZloBU Die FDM-Drucke halten also durchaus einiges aus.
> Also: mMn sind zusätzliche Verstärkungsmaßnahmen gar nicht nötig - es > sei denn, man benötigt hohe Temperaturbeständigkeit etc. Das sehe ich auch so. Ein gut designtes Teil kann man kaum kaputt bekommen. Olaf
Chris D. schrieb: > normalen Bauteile hier aus PLA oder PETG sind Du kannst doch nicht die beiden Materialien in einem Topf werfen. Die haben ganz unterschiedliche mechanische, termische und chemische Eigenschaften. PLA hat null thermische Belastbarkeit.
Philipp G. schrieb: > Chris D. schrieb: >> normalen Bauteile hier aus PLA oder PETG sind > > Du kannst doch nicht die beiden Materialien in einem Topf werfen. > Die > haben ganz unterschiedliche mechanische, termische und chemische > Eigenschaften. Daher auch: "- es sei denn, man benötigt hohe Temperaturbeständigkeit etc." Es ging mir (und offenbar dem Fragenden) hauptsächlich um die mechanischen Werte. > PLA hat null thermische Belastbarkeit. Nö, der hat durchaus thermisch Belastbarkeit. Aber sie ist eben geringer als die anderer Kunststoffe. Das sollte man wissen. Über die mechnische Belastbarkeit bei Zimmertemperatur sagt der Erweichungspunkt aber nichts aus.
es kommt allerdings auch auf die Druckausrichtung an. Wird z.B. ein Winkel hochkant gedruckt ist der Schenkel auf dem Druckbett sehr stabil weil da lange durchgehende Würste gedruckt werden. Der Schenkel in Z-Richtung kann leicht brechen weil da nur die Schichten aneinander kleben. Da hängt die Festigkeit dann stark an der richtigen Drucktemperatur.
Chris D. schrieb: > Nö, der hat durchaus thermisch Belastbarkeit. Aber sie ist eben geringer > als die anderer Kunststoffe. Das sollte man wissen. Außer man tempert es, dann kommt man auf bis zu 180°C je nach PLA Filament. Man muss halt nur mit der Schrumpfung klarkommen bzw. entgegenwirken, oder kauft speziell darauf ausgelegtes HTPLA. https://www.youtube.com/watch?v=vLrISrkg46g Alternativ wäre da noch sowas wie plaTec was bis 120°C temperaturstabil ist bei vergleichsweise geringer Drucktemperatur von ~200°C. Ist halt leider recht teuer und momentan auch irgendwie nicht mehr zu bekommen.
Timmo H. schrieb: > Außer man tempert es, dann kommt man auf bis zu 180°C je nach PLA > Filament. Man muss halt nur mit der Schrumpfung klarkommen bzw. > entgegenwirken, oder kauft speziell darauf ausgelegtes HTPLA. > https://www.youtube.com/watch?v=vLrISrkg46g Interessant - ich werde das bei Gelegenheit mal testen. > Alternativ wäre da noch sowas wie plaTec was bis 120°C temperaturstabil > ist bei vergleichsweise geringer Drucktemperatur von ~200°C. Ist halt > leider recht teuer und momentan auch irgendwie nicht mehr zu bekommen. Uns reicht in 90% der Fälle das 08/15-PLA. Wenn man das nicht gerade heute auf dem Armaturenbrett im geschlossenen Wagen liegen lässt, hält das thermisch schon einiges aus. Johannes S. schrieb: > es kommt allerdings auch auf die Druckausrichtung an. Wird z.B. ein > Winkel hochkant gedruckt ist der Schenkel auf dem Druckbett sehr stabil > weil da lange durchgehende Würste gedruckt werden. Der Schenkel in > Z-Richtung kann leicht brechen weil da nur die Schichten aneinander > kleben. Da hängt die Festigkeit dann stark an der richtigen > Drucktemperatur. Stimmt, auch das sollte man natürlich beim Druck berücksichtigen. Wobei besagter Würfel mich auf allen sechs Seiten aushält. In Wabenrichtung dürfte er also nochmal deutlich mehr "mitmachen". Mir ging es hier auch hauptsächlich darum, mit dem hartnäckigen Vorurteil aufzuräumen, die so gedruckten Teile würden mechanisch nichts aushalten.
Chris D. schrieb: > Uns reicht in 90% der Fälle das 08/15-PLA. Wenn man das nicht gerade > heute auf dem Armaturenbrett im geschlossenen Wagen liegen lässt, hält > das thermisch schon einiges aus. Ich habe noch nie PLA gedruckt. Ich drucke aussschliesslich ABS und Nylon. Manchmal auch PET-G oder PC. Oder CFK verstärktes ABS. Muss dazu sagen, ich drucke meist Teile die im Auto im Einsatz kommen. Derzeit teste ich sogar Funktionsteile im Motorraum. Bis jetzt habe ich gute Ergebnisse damit gemacht. In meiner Geschirrspüle waren vor zwei Jahren 4 der insgesamt 6 Wagenrollen gebrochen. Die habe ich fix mit ABS gedruckt und das hält nun seit 24 Monaten. Die Rollen sind so mein 'Dauertest' unter widrigsten Bedingungen ;)
Du hast also Philipp G. schrieb: > ... noch nie PLA gedruckt. weißt aber Philipp G. schrieb: > PLA hat null thermische Belastbarkeit. "Ach diese Schwätzer, wie sehr haben sie die Welt verdorben." War das Kierkegaard? Oder Schopenhauer? Ich finds grad nicht.
3D-Innovations schrieb: > Sobald das Teil in ABS oder PLA fertiggedruckt ist, werden in diese > Öffnungen 2k-Epoxydharz gegossen. So könnte man das Teil noch > bruchfester machen ? Hat jetzt leider einen kleinen Nachteil: Weder ABS noch PLA gehen sonderlich gern mit Epoxy eine Bindung ein, wie man weiß wenn man schonmal versucht hat das Zeug zu kleben.
Karl K. schrieb: > Du hast also > > Philipp G. schrieb: >> ... noch nie PLA gedruckt. > > weißt aber > > Philipp G. schrieb: >> PLA hat null thermische Belastbarkeit. > > "Ach diese Schwätzer, wie sehr haben sie die Welt verdorben." War das > Kierkegaard? Oder Schopenhauer? Ich finds grad nicht. Pech, wenn man zu dumm ist für einen eigenen Gedanken.
https://www.tbs-aachen.de/PROXXON/Tischgeraete/MICRO-Fraese_MF_70/Proxxon_27112_MICRO_Fraese_MF_70/CNC-ready_i2482_55310.htm Wenn diese CNC-Fräsmaschine eine Genauigkeit von 0.005mm arbeiten kann dann gibt es offensichtlich doch eine mechanische Möglichkeit, 0.01mm zu drucken ohne dass es über 550 euro kostet? Dürfte das Problem eher an der Düse liegen? Das hier ist zwar nicht FDM, aber eine Auflösung von 0.2um - 3um ist wohl möglich: http://www.microlight.fr/altraspin.html https://www.3d-grenzenlos.de/magazin/3d-drucker/microlight3d-altraspin-mikro-3d-drucker-neuvorstellung-27480383/ Wahrscheinlich kostet der auch im fünfstelligen Bereich?
https://de.aliexpress.com/item/32863466785.html mit diesem Objektiv könnte man dann in 3D von allen Seiten untersuchen
3D-Innovations schrieb: > https://www.tbs-aachen.de/PROXXON/Tischgeraete/MICRO-Fraese_MF_70/Proxxon_27112_MICRO_Fraese_MF_70/CNC-ready_i2482_55310.htm > Wenn diese CNC-Fräsmaschine eine Genauigkeit von 0.005mm arbeiten kann da steht nichts von einer Genauigkeit von 0,005mm, allein schon eine Spindel mit der Genauigkeit kostet ein mehrfaches der Proxxon
Meine Drucker haben eine mechanische Auflösung in Z-Richtung von 0,04 mm pro Vollschritt und dann wird der Stepper auch noch mit 16 Microsteps betrieben. Das Ergebnis wird besser wenn man die Schichtdicken als Vielfaches von 0,04 mm angibt, also eben 0,12mm statt 0,1mm. https://www.youtube.com/watch?v=WIkT8asT90A&t=1s Ich überlege auch schon länger die Gehnauigkeit ein klein wenig zu verbessern indem ich dem Z Treiber die Microsteps abgewöhne.
3D-Innovations schrieb: > https://www.tbs-aachen.de/PROXXON/Tischgeraete/MICRO-Fraese_MF_70/Proxxon_27112_MICRO_Fraese_MF_70/CNC-ready_i2482_55310.htm > Wenn diese CNC-Fräsmaschine eine Genauigkeit von 0.005mm arbeiten kann > dann gibt es offensichtlich doch eine mechanische Möglichkeit, 0.01mm zu > drucken ohne dass es über 550 euro kostet? Dürfte das Problem eher an > der Düse liegen? Wie andere schon schrieben: die Auflösung hat genau gar nichts mit der Genauigkeit zu tun. Einfach mal überlegen, welche Wärmedehnung Aluminium hat, wenn sich die Temperatur auch nur um fünf Grad erhöht. Die Genauigkeit dürfte schon mechanisch bei dem Ding deutlich schlechter als 0,01mm sein. Dazu kommt die Geschwindigkeit bzw. die Beschleunigungen, die für einen halbwegs schnellen 3D-Drucker nötig sind. Um die Massen einer Fräse derart und genau zu beschleunigen bedarf es deutlich anderer Motoren! Daher sind Fräsen die falsche Wahl, wenn es um 3D-Druck geht: andere Maschine, andere Aufgabe, andere Konstruktion. Es sei denn, Du willst ewig auf Deine Bauteile warten. > Das hier ist zwar nicht FDM Eben. > aber eine Auflösung von 0.2um - 3um ist > wohl möglich: http://www.microlight.fr/altraspin.html Natürlich ist das möglich - haben wir Dir doch alles schon mitgeteilt. Aber das gibt es nicht für nen 1000er, auch nicht für zwei. Du kannst noch so viele Links raussuchen - es wird dadurch nicht billiger. > https://www.3d-grenzenlos.de/magazin/3d-drucker/microlight3d-altraspin-mikro-3d-drucker-neuvorstellung-27480383/ > > Wahrscheinlich kostet der auch im fünfstelligen Bereich? Davon kannst Du ausgehen.
Gibt es eigentlich bei Druckern, die im Schmelzverfahren arbeiten Geräte, wo man einfach Kunststoffteile einfüllen kann? Man müsste damit nicht sinnlos doppelt Schmelzen und Umformen. Dann könnte man die Fehldrucke, sowie z.B. PET Flaschen und Yoghurtbecher wieder verwenden.
Ich hatte mal überlegt, so etwas zu entwickeln - im Prinzip ähnelt das den ersten Spritzgussmaschinen. Leider wird dadurch der Kopf ziemlich schwer und es muss auch gewährleistet sein, dass keinerlei Luft durch die Schmelze in den Düsenkanal gelangt. Bei neuen Spritzgussmaschinen geschieht das durch eine entsprechende Schnecke und Komprimierung des Materials. Auch das macht den Kopf nicht leichter :-/ Dazu kommt, dass man das dann sehr genau und gleichmäßig dosieren können muss. Es ist also eher schwierig.
Hmm, es gibt aber sehr billige Kugelumlaufspindel: https://www.banggood.com/de/500mm-SFU1605-Ball-Screw-with-BK12-BF12-Supports-and-6_35x10mm-Coupler-for-CNC-p-1022341.html Davon 3 Stück nur 150 euro Oder sind die schlecht ?
Es kommt darauf an, was Du für das Geld erwartest. Eine Steigungsgenauigkeit von 0,01mm auf 300mm? Dann sind die eher nichts für Dich. Nur weil es Kugelumlaufspindeln sind, heisst das noch lange nicht, dass sie genau sind. Davon abgesehen ändert auch das nichts an der Physik. Du musst bei jeder Beschleunigung die Wellen rotatorisch mitbeschleunigen. Um solch eine Welle von 600/min (bei 5mm Steigung sind das gerade mal 50mm/s - nicht übermäßig schnell für einen 3D-Filamentdruck) auf -600/min innerhalb von 2/10s zu beschleunigen, sind enorme Leistungen notwendig. Diese übersteigen schon bei normalen Fräsen durchaus deutlich die eigentlichen Schnittkräfte. Daher wählt man die Spindeln lieber etwas dünner (mit der Gefahr des Schlagens) - oder spannt die Welle ordentlich vor und lässt die Mutter rotieren (wie bspw. bei meinem CNC-Drehautomat auf der X-Achse). Das ist aber ein mechanischer Mehraufwand und der Antriebsmotor hängt an der Mutter, muss also mitbeschleunigt werden. Aber bei hohen Verfahrgeschwindigkeiten überwiegt immer die Kraft, die in die Beschleunigung der Spindel gestekt werden muss, so dass die Motormasse dagegen zu vernachlässigen ist. Wie man sieht, ist alles immer ein Kompromiss - daher sind CNC-Fräsen auch nicht wirklich für 3D-Druck geeignet. Wenn Du unbedingt mit FDM in höchster Genauigkeit experimentieren willst und der Verfahrweg groß sein soll (ansonsten wären die angesprochenen Piezoelemente wohl sinnvoller), dann erscheint mir der Weg über Glasmaßstäbe am geeignetsten. Dann könnte man weiterhin mit Riemen arbeiten, die Ungenauigkeiten aber ausregeln. Und hätte trotzdem relativ leichte Achsen. Aber dann benötigst Du natürlich einen geschlossenen Regelkreis.
Hi Doch Brown Dafür gibt es Granulatextruder, die eigentlich einfach eine Extruderschneckeneinheit einer Spritzgussmaschine sind. Üblicherweise wird Spritzguss - Abfallmaterial mit einer Beistellmühle zerkleinert und dem Prozess wieder zugeführt. Z.B. die Angüsse. Sowas gibt es auch im Makerbereich als gelaserten Teilesatz für ca 200 Euro plus getriebemotor. Ich habe mir hier einfach eine gebrauchte getecha Angussmühle gekauft. Mechanisch antriebsmäsdig kombiniert mit der Extruderschnecke sehe ich dabei Probleme, da die Altteile gern auch mal auf den scharfen Messerwalzen herumhopsen und somit die Zerkleinerungsrate etwas geometrieabhängig ist. Aber auch in dem Bereich der Schneckenextruder kann man noch viel interessantes machen. VG Maik
Ah, jemand aus der Praxis :-) Aber das Ding inkl. Schnecke sitzt nicht auf dem Druckkopf selbst, oder?
3D-Innovations schrieb: > Wenn diese CNC-Fräsmaschine eine Genauigkeit von 0.005mm arbeiten kann Na, hat da wieder jemand den Unterschied zwischen Genauigkeit und Auflösung nicht verstanden? Ich hab so einen KT70 und will mir den auf CNC umbauen, aber mehr als 0.1mm Genauigkeit erwarte ich da nicht.
Und was ist der Unterschied? Ich dachte Genauigkeit wäre die Mechanik und Auflösung wäre das was die Software erlaubt. ah egal... Für mich wäre 0.01 oder noch kleiner revolutionär. Damit könnte man Mikrobots bauen. Also wenn ich jetzt einen kleineren Druckraum akzeptiere, dann müsste das doch gehen. Die ganzen CD-Roms, Festplatten konnten ja diese Genauigkeit arbeiten. Es geht eigentlich gar darum dass der Druckraum groß sein muss.
3D-Innovations schrieb: > Ich dachte Genauigkeit wäre die Mechanik > und Auflösung wäre das was die Software erlaubt. Auflösung ist das, was als kleinster Wertesprung gemessen, ermittelt oder eingestellt werden kann: Die letzte Stelle im Multimeter, die kleinste Spannungsänderung am AD-Wandler, oder hier der eine Schritt am Schrittmotor. Genauigkeit ist, wie exakt der Wert der Realität entspricht: Liegt die Referenzspannung im Multimeter 1% daneben, zeigt es eben bei 10V nur 100mV genau an, auch wenn die letzte Stelle 1mV ist. Gibt die Mechanik (Getriebespiel, Spindelsteigung, Führungen) nur 100µm her, kann der Schrittmotor zwar 5µm auflösen, aber man erreicht damit keine höhere Genauigkeit.
Maik, was hat eine Mühle mit Schmelzen zu tun? Warum benötigt man Mehl? Wenn man Material zermahlt, bringt man viel Luft darunter. Wozu wird die Luft benötigt? Sollte das auf zu schmelzende Material nicht eher ein Block (ohne Einschlüsse) sein? Dann sollten die Teile bereits möglichst gross und am Stück sein, umso weniger Aufwand hat man.
> Sollte das auf zu schmelzende Material nicht eher ein Block > (ohne Einschlüsse) sein? Zerkleinertes Zeugs hat eine größere Oberfläche, und lässt sich unterm Strich erheblich schneller aufschmelzen.
Für Granulatextruder gibt es hunderte Bauanleitungen im Netz (Youtube), so kann man seine Reste und Fehldrucke sinnvoll aufarbeiten. Inzwischen gibt es sogar Granulatdrucker, alles kein Hexenwerk, Google ist euer Freund. Die Genauigkeit sowie auch die Auflösung hängen bei den im Hobbybereich verwendeten Druckern natürlich von den verwendeten mechanischen Teilen und deren Aufbau ab, aber natürlich auch von der Druckdüse. Kleiner als die Düse ist, wird die Auflösung nie werden und genauer als das ganze Spiel in den Gewindespindeln, Motoren und (häufig) Zahnriemen kann es auch nicht werden. Wer sich seinen Drucker aus gedruckten Kunststoffteilen selber bastelt, wird durchaus auch Brauchbares produzieren können, Genauigkeit ist aber anders ;-) Und ja, auch die Wärmeausdehnung der Metallteile spielt eine Rolle, aber eben nur akademisch.... Old-Papa
Old P. schrieb: > Kleiner als > die Düse ist, wird die Auflösung nie werden Doch, locker. Mit einer 0.4er Düse kann ich gut auf 0.1mm genau drucken, und die Auflösung ist durch die Schrittmotoren bestimmt. Was du meinst ist die Wandstärke kann nicht kleiner werden, aber das braucht man selten. Umgekehrt kann man ja auch mit einem 3mm Fräser mit 0.1mm Genauigkeit und 5µm Auflösung fräsen. Old P. schrieb: > genauer als das ganze > Spiel in den Gewindespindeln, Motoren und (häufig) Zahnriemen kann es > auch nicht werden. Wenn ich sehe wie der Drucktisch rumwackelt und wie die Zahnriemen dabei flattern bin ich immer wieder erstaunt wie genau das dann doch wird. Dehnung des Zahnriemens, Richtungswechsel (Riemen auf Ober- oder Unterzug), Beschleunigung des Tischs - und trotzdem kommt da ziemlich gut das raus, was ich konstruiert habe.
3D-Innovations schrieb: > Die ganzen CD-Roms, Festplatten konnten ja diese > Genauigkeit arbeiten. Die sind auf das Medium eingeregelt -> ganz andere Baustelle.
Das ist ein Troll, weil der schreibt den ganzen Thread lang nur Scheisse. Absichtliches Missverstehen etc, den üblichen Trollauswurf halt. 3D-Innovations schrieb: > Und was ist der Unterschied? Ich dachte Genauigkeit wäre die > Mechanik und Auflösung wäre das was die Software erlaubt. ah egal... > > Für mich wäre 0.01 oder noch kleiner revolutionär. Damit könnte man > Mikrobots bauen. > Also wenn ich jetzt einen kleineren Druckraum akzeptiere, dann müsste > das doch gehen. Die ganzen CD-Roms, Festplatten konnten ja diese > Genauigkeit arbeiten. Es geht eigentlich gar darum dass der Druckraum > groß sein muss.
> Das ist ein Troll, weil der schreibt den ganzen Thread lang nur > Scheisse. Ich hasse es zwar dir recht geben zu muessen, <BG> aber das hab ich mir auch schon gedacht. Der kommt einfach zu doof rueber als das dies noch echt sein kann. Olaf
Karl K. schrieb: > > Doch, locker. Mit einer 0.4er Düse kann ich gut auf 0.1mm genau drucken, > und die Auflösung ist durch die Schrittmotoren bestimmt. Nein! Ich schrieb Auflösung, also wie die Pixel im Foto. Versuch doch mal mit einer 0, 4er Düse 1mm Schrift zu produzieren. Da nutzt die Genauigkeit von etwa 0,1mm herzlich wenig. > Was du meinst ist die Wandstärke kann nicht kleiner werden, aber das > braucht man selten. Noch mal Nein, ich meinte Auflösung > Umgekehrt kann man ja auch mit einem 3mm Fräser mit 0.1mm Genauigkeit > und 5µm Auflösung fräsen. Aber eben auch keine 1mm Schrift! > Wenn ich sehe wie der Drucktisch rumwackelt und wie die Zahnriemen dabei > flattern bin ich immer wieder erstaunt wie genau das dann doch wird. > Dehnung des Zahnriemens, Richtungswechsel (Riemen auf Ober- oder > Unterzug), Beschleunigung des Tischs - und trotzdem kommt da ziemlich > gut das raus, was ich konstruiert habe. Ja, das erstaunt schon, ich nutze ja auch viel einen 3D-Drucker (wenn auch nicht meinen eigenen) Insgesamt ist das schon eine saugeile Technik und gerade für Hobbyanwendungen ideal. Ich bin ja neben Elektronik eher mit tonnenschweren Maschinen am Hantieren, doch immer öfter kommen 3D-Druckteile zum Einsatz. Old-Papa
Olaf schrieb: > Der kommt einfach zu doof rueber als das dies noch > echt sein kann. Ich denke hier gilt Hanlon’s Razor.
Old P. schrieb: > Nein! Ich schrieb Auflösung, also wie die Pixel im Foto. Ja dann schreib halt Auflösungsvermögen. https://de.wikipedia.org/wiki/Aufl%C3%B6sung_(Physik)
Karl K. schrieb: > Old P. schrieb: >> Nein! Ich schrieb Auflösung, also wie die Pixel im Foto. > > Ja dann schreib halt Auflösungsvermögen. > > https://de.wikipedia.org/wiki/Aufl%C3%B6sung_(Physik) Nö, ich schreibe, wie Millionen andere User auch, Auflösung und jeder (außer Du) weiß was gemeint ist, nämlich die Auflösung! Ob nun per Inch, oder Quadratmillimeter oder oder Zuckerwürfel, steht dann dahinter (z. B. 0,1mm) Ich meinte eben nicht die minimale Schrittweite.... Beides gehört zwar zusammen, doch eine Auflösung kleiner als Düsendurchmesser geht nie. Old-Papa
Old P. schrieb: > Nö, ich schreibe, wie Millionen andere User auch, Auflösung und jeder > (außer Du) weiß was gemeint ist, nämlich die Auflösung! Ob nun per Inch, > oder Quadratmillimeter oder oder Zuckerwürfel, steht dann dahinter (z. > B. 0,1mm) > Ich meinte eben nicht die minimale Schrittweite.... > Beides gehört zwar zusammen, doch eine Auflösung kleiner als > Düsendurchmesser geht nie. > > Old-Papa Nätürlich kann man z. B. Plastikpunkte mit einer feineren Auflösung als den Düsendurchmesser auf die Platte aufbringen, wieso soll das nicht gehen?
Jemand schrieb: > Nätürlich kann man z. B. Plastikpunkte mit einer feineren Auflösung als > den Düsendurchmesser auf die Platte aufbringen, wieso soll das nicht > gehen? Weil diese dann ineinander zusammenlaufen, Du kannst niemals feinere Strukturen als die Düsengröße aufbrigen (z. B. Schrift) Old-Papa
Angehängte Dateien:
-

punkte.png
10 KB
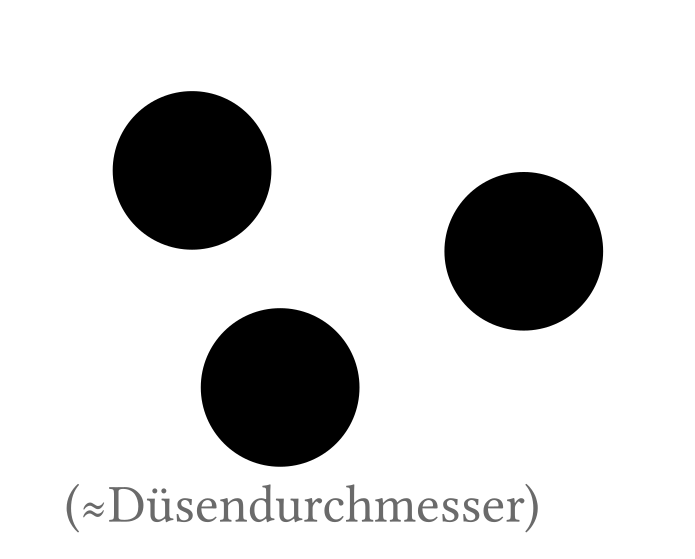
Old P. schrieb: > Jemand schrieb: > >> Nätürlich kann man z. B. Plastikpunkte mit einer feineren Auflösung als >> den Düsendurchmesser auf die Platte aufbringen, wieso soll das nicht >> gehen? > > Weil diese dann ineinander zusammenlaufen, Du kannst niemals feinere > Strukturen als die Düsengröße aufbrigen (z. B. Schrift) > > Old-Papa Das abgebildete Muster ist also deiner Meinung nach unmöglich zu produzieren?
Jemand schrieb: > Old P. schrieb: >> Jemand schrieb: >> >>> Nätürlich kann man z. B. Plastikpunkte mit einer feineren Auflösung als >>> den Düsendurchmesser auf die Platte aufbringen, wieso soll das nicht >>> gehen? >> >> Weil diese dann ineinander zusammenlaufen, Du kannst niemals feinere >> Strukturen als die Düsengröße aufbrigen (z. B. Schrift) >> >> Old-Papa > > Das abgebildete Muster ist also deiner Meinung nach unmöglich zu > produzieren? Ja, denn Du zeigst ja nichts mit kleinerem Abstand als die Düsengröße ist, sondern mit sehr viel größerem! Oder Deine gezeichneten Punkte sind viel kleiner als die Düsengröße. Zeichne doch mal Maße an die Skizze ... ;-) Old-Papa
Old P. schrieb: > Ja, denn Du zeigst ja nichts mit kleinerem Abstand als die Düsengröße > ist, sondern mit sehr viel größerem! Oder Deine gezeichneten Punkte sind > viel kleiner als die Düsengröße. Die korrekte Platzierung der Kreise erfordert aber ein sehr viel feiner aufgelöstes Raster als eines, welches auf den Düsendurchmesser (≈Kreisdurchmesser) (oder meinetwegen dessen Radius) auflöst.
Jemand schrieb: > Die korrekte Platzierung der Kreise erfordert aber ein sehr viel feiner > aufgelöstes Raster als eines, welches auf den Düsendurchmesser > (≈Kreisdurchmesser) (oder meinetwegen dessen Radius) auflöst. Die Plazierung ja, doch das tatsächliche Ergebnis ist doch bei der Auflösung das entscheidende! Wenn Du zwei 0.4er Punkte im 0,1er Abstand setzt, hast Du einen zusammenlaufenden "Eierpunkt" und eben keine getrennten mehr. Ist das so schwer zu verstehen? Old-papa
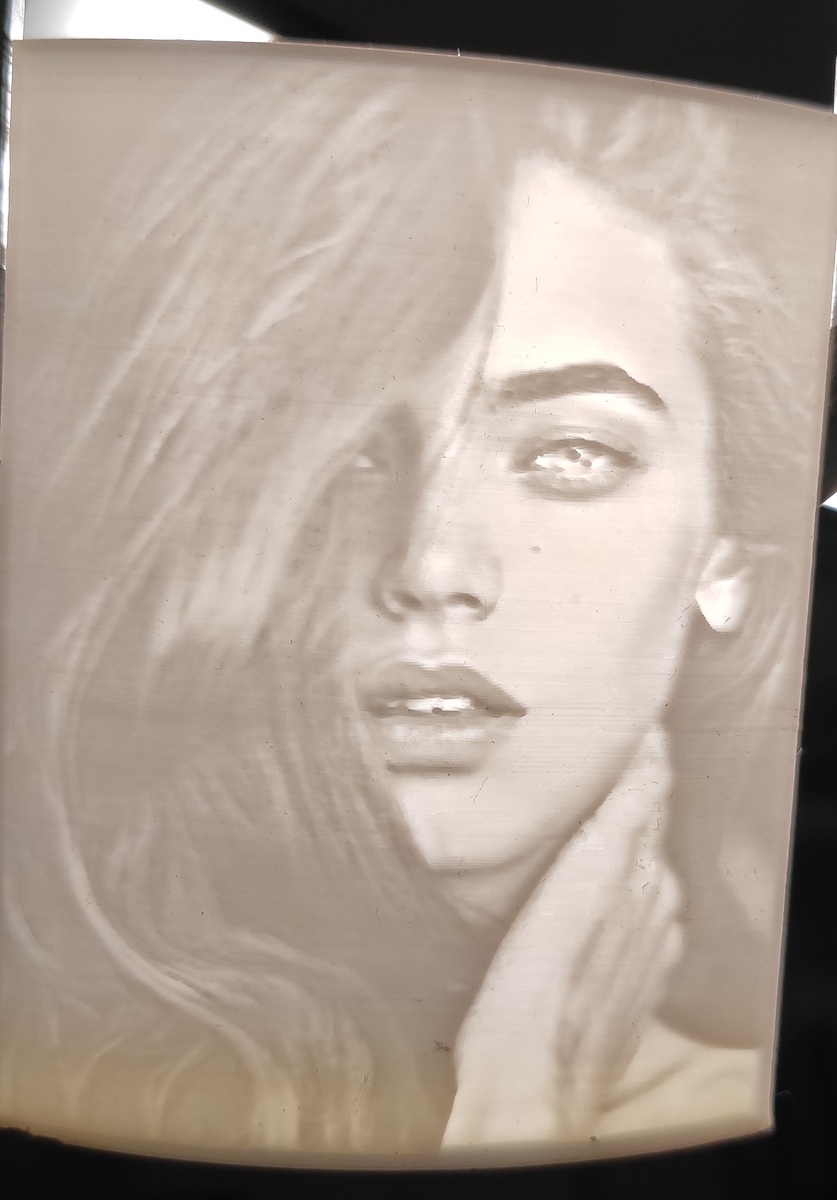

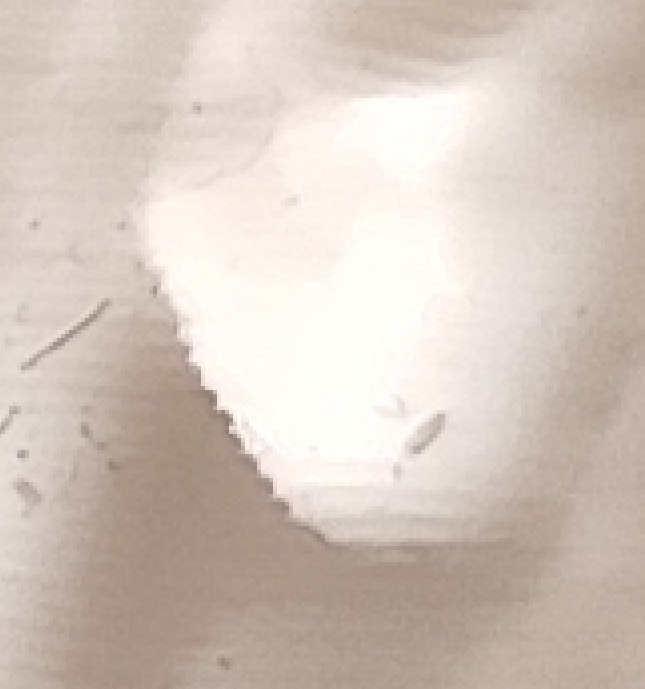
Nur weil die Düse 0.4 mm ist, heißt das noch lange nicht, dass die Positioniergenauigkeit irrelevant ist. Angehänge Lithophanie ist mit einer 0.4mm Düse gedruckt bei 0.16mm Layer-Höhe. Am Ohr sieht (lit3.jpg) man die "Pixel" in der X-Achse und der Spalt des Messschiebers auf Bild 2 ist 2.2mm. Demnach komme ich auf eine tatsächliche Auflösung von etwa 0.08mm, allerdings ist dies ggf. auch durch die Reduktion der Polygone des STLs geschuldet.
Timmo H. schrieb: > Nur weil die Düse 0.4 mm ist, heißt das noch lange nicht, dass die > Positioniergenauigkeit irrelevant ist. Das habe ich nicht behauptet. > Angehänge Lithophanie ist mit einer 0.4mm Düse gedruckt bei 0.16mm > Layer-Höhe. Am Ohr sieht (lit3.jpg) man die "Pixel" in der X-Achse und > der Spalt des Messschiebers auf Bild 2 ist 2.2mm. Mach einen einfachen Test, drucke auf irgendeinen Gegenstand 1mm Schrift aus. Wenn Du das in gut lesbarer Form hinbekommst, dann bin ich bei Dir ;-) > Demnach komme ich auf > eine tatsächliche Auflösung von etwa 0.08mm, allerdings ist dies ggf. > auch durch die Reduktion der Polygone des STLs geschuldet. Na wenn Du meinst... Old-Papa
Old P. schrieb: > Nö, ich schreibe, wie Millionen andere User auch, Auflösung und jeder > (außer Du) weiß was gemeint ist, nämlich die Auflösung! Ja, genau: https://3druck.com/gastbeitraege/angaben-ueber-aufloesung-masshaltigkeit-und-reproduzierbarkeit-im-3d-druck-2358187/ "Im Bereich des 3D-Drucks bezieht sich die Auflösung (gerätetechnisch) auf die geringstmögliche Druckkopfverschiebung..." Aber eine Fräse hat ja auch eine Auflösung von 3mm, weil der Fräser 3mm Durchmesser hat. Schon klar.
So kenne ich es auch: Das Auflösungsvermögen eines 3D-Druckers bezieht sich immer auf die "Feinheit der Objektauflösung", nicht auf die kleinsten druckbaren Strukturen (das meint Old-Papa). Wobei Letzteres im 3D-Druckbereich auf wenig sinnvoll wäre - ich kenne niemanden, der Strukturen in Breite des Düsendurchmessers druckt. Ich habe zwar auch mal damit "geplottet" (sieht auch witzig aus) - aber praxisrelevant ist das nicht. Die Objekte sind immer wesentlich größer.
Chris D. schrieb: > So kenne ich es auch: > > Das Auflösungsvermögen eines 3D-Druckers bezieht sich immer auf die > "Feinheit der Objektauflösung", nicht auf die kleinsten druckbaren > Strukturen (das meint Old-Papa). Ja, das meinte ich. Und ich hatte schon Objekte aus dem Netz, da waren Frontplattenbeschriftungen vorgesehen, die hoffnungslos abgesoffen sind. Mit einer 0,1er Düse (wenns die gibt) hätte das wahrscheinlich geklappt. Die genannte Beschriftung ist übrigens die "Objektauflösung"... > Wobei Letzteres im 3D-Druckbereich auf wenig sinnvoll wäre - ich kenne > niemanden, der Strukturen in Breite des Düsendurchmessers druckt. Ich > habe zwar auch mal damit "geplottet" (sieht auch witzig aus) - aber > praxisrelevant ist das nicht. Die Objekte sind immer wesentlich größer. Die Objekte ja, doch einige Details vielleicht nicht. Ist auch egal, ich wollte eigentlich nur sagen, das Auflösung und Schrittweite bzw. Genauigkeit nicht das Gleiche sind, obwohl voneinander abhängig. Old-Papa
Chris M. schrieb: > Die Entwickler denken sich ja wohl ihren Teil dabei. > Diese Art von Software wird auf lange Sicht sowieso die Zukunft sein. > Sobald man hier in DE auch mal eine gescheite Infrastruktur hat, rückt > das CloudComputing dann auch näher, bei dem man nicht mal mehr eigene > Hardware benötigt. Dann kommt das CAD aus der Netzwerkdose direkt auf > den Bildschirm. > Ob man das will oder nicht, wird die Zukunft nicht interessieren :-). Äh nö, die tolle Cloud wurde in erster Linie von Marketing und BWLern erfunden.
Chris D. schrieb: > Wobei Letzteres im 3D-Druckbereich auf wenig sinnvoll wäre - ich kenne > niemanden, der Strukturen in Breite des Düsendurchmessers druckt. Ich hab damit meiner Kleinen mal Wasserfässer für den Ponyhof gedruckt, in Spiral-Modus. Das mach richtig schöne Wände, und die sind obwohl da nur eine Wurst liegt erstaunlich stabil.
vn nn schrieb: > Äh nö, die tolle Cloud wurde in erster Linie von Marketing und BWLern > erfunden. Das ist nicht richtig. Cloud Konzepte beschleunigen und vereinfachen auch Teile der Entwicklung (erst recht heute wo es etablierte Frameworks gibt). Entsprechend setzen auch viele Entwickler gerne darauf. Wieso auch nicht? Im 21sten Jahrhundert hat nunmal fast jeder, fast immer Internet. Erst recht im Geschäftsumfeld. Grade im Geschäftsumfeld wird sowieso nicht mehr auf eine Software gesetzt falls der Hersteller das Produkt einstellt, oder Pleite geht, denn ohne Support ist professionelle Software wenig wert. Die Möglichkeit umzusteigen sollte man sich natürlich möglichst offen halten (durch universellere Export Formate etc.).
> auch viele Entwickler gerne darauf. Wieso auch nicht? > Im 21sten Jahrhundert hat nunmal fast jeder, fast immer Internet. Erst > recht im Geschäftsumfeld. Das ist ein Differenzierungsproblem. Wenn man unter Cloud einen firmeneigenen (oder privat zuhause) Server versteht der unter der Kontroller vertrauenswuerdiger Personen steht dann ist das eine gute Sache. Das Problem ist aber das die meisten Menschen unter Cloud einen Computer irgendwo verstehen, natuerlich kostenlos, wo dann die eigenen Daten geklaut werden. Das ist dann natuerlich etwas schlechtes. Die Vorstellung das ich ein Programm benutzen wuerde das meine Modelle irgendwo auf mir fremden Rechnern im Internet speichert ist so absurd das man da nur lachen kann, aber ich hab auch kein Problem fuer ein Programm zu bezahlen. Also so richtig mit Geld. .-) > Die Möglichkeit umzusteigen sollte man sich natürlich möglichst offen > halten (durch universellere Export Formate etc.). Selbstverstaendlich! Allerdings bemuehen sich Hersteller es einem da immer schwerer zu machen. Da ist der Maschinenbau mit step vermutlich noch gut dran. Olaf
3D-Innovations schrieb: > Warum gibt es hier kein Forum speziell für 3D-Drucker? Das ist eine sehr > wichtige Ergänzung zur Elektronik und sehr zukunftssicher. Auf der suche nach einem Gehäuse für eine sehr kleine Elektronik wurde mir SLA als Druckverfahren empfohlen. Die Preise (bei Stückzahlen bis 100 Stück) von 20-40€ haben uns dann aber auch sehr schnell ernüchtert. Ich denke mal, für Prototypen kann man das Anwenden, für Kleinserien eher nicht.
Torsten R. schrieb: > 3D-Innovations schrieb: >> Warum gibt es hier kein Forum speziell für 3D-Drucker? Das ist eine sehr >> wichtige Ergänzung zur Elektronik und sehr zukunftssicher. > > Auf der suche nach einem Gehäuse für eine sehr kleine Elektronik wurde > mir SLA als Druckverfahren empfohlen. Die Preise (bei Stückzahlen bis > 100 Stück) von 20-40€ haben uns dann aber auch sehr schnell ernüchtert. > > Ich denke mal, für Prototypen kann man das Anwenden, für Kleinserien > eher nicht. Es gibt noch die Möglichkeit PLA als Abgussform für Silikon herzustellen. Das habe ich mir gestern mal angeschaut: https://www.youtube.com/results?search_query=pla+silicone+mold Ich kann mir gut vorstellen, dass auch hochauflösende 3d-printed SLA als Abgussform für Silikon verwenden werden kann. Und dieses Silikon wiederrum als Abgussform für Epoxydharz (für größere Stückzahlen) verwendet. Allerdings sind dünne Gehäuse doch etwas schwierig wegen Luftbläßchen. Auf Ebay: https://www.ebay.de/itm/EROSIL-10-Platin-Silikon-RTV2-2K-FX-Silikon-Silikonkautschuk-SFX-10-ShA-500g/153350267352 Und Formen Trennspray: https://www.ebay.de/itm/Formen-Trennspray-mit-PTFE-fur-Kunststoffformen-Trennmittel-300-ml-TFC/153465145873 Sollte 2k Epoxydharz aus dem Baumarkt eingefärbt werden, so sollte Universal-Abtönfarben verwendet werden, weil die ohne Fette und andere Zusatz sind Aber man kann es versuchen.
3D-Innovations schrieb: > Ich kann mir gut vorstellen, dass auch hochauflösende 3d-printed SLA als > Abgussform für Silikon verwenden werden kann. Und dieses Silikon > wiederrum als Abgussform für Epoxydharz (für größere Stückzahlen) > verwendet. Allerdings sind dünne Gehäuse doch etwas schwierig wegen > Luftbläßchen. Und ich habe auch keine Lust in meinem Büro mit Epoxydharz zu hantieren. Die Gehäuse wären aber auch sehr dünnwandig. Vielleicht würde es funktionieren, wenn man die gesammte Elektronik eingießt (Beitrag "Gehäuse-Ideen gesucht").
3D-Innovations schrieb: > > Es gibt noch die Möglichkeit PLA als Abgussform für Silikon > herzustellen. Das habe ich mir gestern mal angeschaut: > > https://www.youtube.com/results?search_query=pla+silicone+mold > > Ich kann mir gut vorstellen, dass auch hochauflösende 3d-printed SLA als > Abgussform für Silikon verwenden werden kann. Und dieses Silikon > wiederrum als Abgussform für Epoxydharz (für größere Stückzahlen) > verwendet. Allerdings sind dünne Gehäuse doch etwas schwierig wegen > Luftbläßchen. Sorry, das ist Unsinn! Sowas geht z. B. für historische Radioknöppe sehr gut, für Gehäuse, die ja immer eine Stabilität haben sollen und relativ dünnwandig sind, geht das nicht. Epoxy ohne Füllstoffe (z. B. Glasfasern) ist viel zu spröde, solche Gehäuse darf man dann nur mit Watte anfassen. Old-Papa
Alex G. schrieb: > Cloud Konzepte beschleunigen und vereinfachen auch Teile der Entwicklung > (erst recht heute wo es etablierte Frameworks gibt). Entsprechend setzen > auch viele Entwickler gerne darauf. Wieso auch nicht? > Im 21sten Jahrhundert hat nunmal fast jeder, fast immer Internet. Erst > recht im Geschäftsumfeld. Was genau wird denn durch Cloud vs. on Premise vereinfacht? There is no clud, it's just someone elses computer. Olaf schrieb: > Das ist ein Differenzierungsproblem. Wenn man unter Cloud einen > firmeneigenen (oder privat zuhause) Server versteht der unter der > Kontroller vertrauenswuerdiger Personen steht dann ist das eine gute > Sache. > > Das Problem ist aber das die meisten Menschen unter Cloud einen Computer > irgendwo verstehen, natuerlich kostenlos, wo dann die eigenen Daten > geklaut werden. Das ist dann natuerlich etwas schlechtes. Natürlich meint man mit Cloud üblicherweise letzteres, denn ersteres wäre ganz einfach ein eigener Server, wie man ihn schon seit 20 Jahren hat. Olaf schrieb: > Die Vorstellung das ich ein Programm benutzen wuerde das meine Modelle > irgendwo auf mir fremden Rechnern im Internet speichert ist so absurd > das man da nur lachen kann, aber ich hab auch kein Problem fuer ein > Programm zu bezahlen. Also so richtig mit Geld. .- Der Trend geht aber natürlich dort hin, denn Cloud ist hip, und für BWL und Management natürlich superplusgut.
Chris D. schrieb: > Daher bin ich sehr froh, dass das bei meinem 3D-Drucker geht (bzw. ich > die Mechanik und die Aufnahmen damals dafür ausgelegt hatte). Wir > dispensen damit alle unsere Platinen. Da sich die Anzahl der bestückten > Platinen pro Jahr in Grenzen hält, ist das kein wirklicher Zeitverlust, > insbesondere, wenn es nur zwei oder drei eines Typs sind. Rakel etc. > saubermachen kostet(e) deutlich mehr Zeit. > > Es wäre doch schade, so eine X/Y/Z-Einheit nur für's Drucken zu nutzen. > Welchen Drucker hast du denn (als Grundlage) bzw, wenn Selbstbau, würdest du davon mal Bilder zeigen? Würde mich interessieren
Jubelperser schrieb: > >> Wir fertigen selbst extrem viel mit 3D-Druckern > > Zeige doch mal 10 Bilder von den extrem vielen gefertigten Teilen des > 999,- Euro Drucker. Schreibe auch die Kosten pro Teil und die Dauer des > Entwurfs und des Drucks dazu. Genau, das will ich auch sehen!
vn n. schrieb: > Was genau wird denn durch Cloud vs. on Premise vereinfacht? > There is no cloud, it's just someone elses computer. Normalerweise: Sich nicht mehr um aus dem Internet ereichbare und trotzdem geschützte Hardware und Backup kümmern zu müssen, das macht der Cloudanbieter, sogar Lastverteilung falls anwendbar. Für diese minimalen Vorteile handelt man sich aber jede Menge Nachteile ein.
Ich habe das hier letzte Woche gescannt und gedruckt: https://www.youtube.com/watch?v=oHBUqNRoP4Q Das ist eine Endkappe für einen Schweller, die der Kumpel verloren hat. Ist halt so, dass es das Teil kaum mehr gibt. Das beindruckende hier ist nicht der Druck, sondern der Scan. Dass der sogar in der kleinsten Auflösung die Teilenummer so detailliert reinbekommen hat. Der Druck selber ist 100% infill, ABS. Das Ding geht jetzt zum Lackierer.
Hallo habe vor genau einen Jahr und einer Woche einen Diskussions-Thread gestartet für eine 3D-Druck-Sammlung(Leider nur meine Sammlung und keine Beteiligung anderer in der Sammlung) Seite: https://www.mikrocontroller.net/articles/3D-Druck-Sammlung Dikussions-Thread: Beitrag "Diskussion -> Sammlung 3D-Druck" Einfach aus dem Grund das man auf Thingiverse keine vernünftige Struktur hat. Jedes mal durch scrollen und überlegen wo man es abgespeichert haben könnte.
Mir ist etwas merkwürdiges an den FDM Druckern aufgefallen: Bei den Druckköpfen ist seitlich um die Düse herum so viel angebaut. Wenn die Düse nun für die Flächen an einem Hang oder im Tal Material aufträgt, so bleibt sie doch mit dem Gerödel am Objekt hängen. Da hilft es auch nicht, wenn der Deltadrucker den Kopf kippt, spätestens im Tal kollidiert er. Meiner Meinung nach müsste die Düse so spitz wie möglich und seitlich frei wie ein Bleistift sein, um auch steile Hänge und tiefe Täler zu meistern. Habe ich da einen Denkfehler?
Maria S. schrieb: > Habe ich da einen Denkfehler? Ja, beim Drucken geht es in Z stetig in eine Richtung, da gibts keine Täler und Höhen. Um die Druckdüse herum muss alles nur ein paar mm höher sein.
Jo, da ist ein kleiner "Fehler" drin: Während des Druckvorganges bewegt sich die Z-Achse nicht auf-und-ab, sondern immer nur nach oben. ALLE Substanz die benötigt ist, wird in der jeweiligen Ebene zu 100% Aufgetragen. DANACH bewegt sich der Kopf ein klein wenig nach oben - dort wird wieder ALLES gedruckt, was nötig ist, und ab geht es zur nächsten Ebene. Es gibt jedoch Enthusiasten, die es auch mal ganz anders versuchen: https://hackaday.com/2019/09/09/hows-that-2-5d-printer-working-for-you/
Hallo Rainer Habe bei Deiner Seite eine Änderung eingebaut. (Beim "CAD-Dateien") https://www.mikrocontroller.net/articles/3D-Druck-Sammlung Schau doch mal bitte, ob das so in Ordnung für Dich ist (Ist recht viel Text.)
Wenn der Druckkopf nicht an der Oberfläche entlang fahren würde, würde das doch nicht glatt werden, sondern hätte Treppenstufen. Das ist für mich offensichtlich und was ich dazu gefunden habe ist schon 5 Jahre alt. Z.B. hier: https://3dprintingindustry.com/news/topolabs-god-build-straight-lines-26018/ bzw. https://www.youtube.com/watch?v=Qkwkk1S-_Ek Es gibt sogar wissenschaftliche Veröffentlichungen dazu, die an der Hamburger Uni ist auch schon fast ein Jahr alt. Die Nasen habe ich in der Bleistift-Spitzen Form zum Kauf gesehen. Also alles nichts neues, nur die üblichen Konstruktionen sind eben, wie ich vermutet habe, unbrauchbar und ich verstehe nicht, warum das so viele dann falsch bauen.
Maria S. schrieb: > nur die üblichen Konstruktionen sind eben, wie ich vermutet habe, > unbrauchbar und ich verstehe nicht, warum das so viele dann falsch > bauen. Weder "falsch" noch "unbrauchbar", sondern ein Kompromiss wie fast jedes komplexe technische Gerät.
Hallo Maria Viele Geräte sind nur mit Einschränkungen zu Gebrauchen. ZB eine Fräse mit drei Achsen: Hier kann der Bohrkopf ausschließlich nur von oben das Material bearbeiten. So etwas, wie zB. eine spiralförmige Bohrung durch einen Klotz ist damit systembedingt nicht möglich. Solche Probleme lösen sich von selber: Wer etwas braucht, das er mit irgendeiner Maschine nicht machen kann, nimmt etwas anderes. 3D-Drucker, deren Schichten sehr klein sind und daher weniger problematisch, gibt es ja durchaus bereits. Wer also unbedingt so etwas, wie eine spiralförmige Bohrung durch einen Klotz benötigt, kann zB zu einem (wesentlich teureren Metalldrucker greifen, der Pulver Schicht für Schicht aufträgt) diese Schichten sind so fein, daß sie zT. überhaupt nicht mehr gemessen werden können, da der Laser, mit dem das Pulver geschmolzen wird am Rand selber eine ganz leicht rauhe Oberfläche hinterläßt. Wenn nötig kann man das Objekt ja noch nachbearbeiten. Wer aber das Pech hatte in den 50rn eine solche Bohrung zu benötigen, für den gab es nur den Ansatz, sein Grundkonzept zu verändern.
Maria S. schrieb: > nur die üblichen Konstruktionen sind eben, wie ich vermutet habe, > unbrauchbar Wenn mein Drucker mit 0.1mm Schichthöhe druckt ist das sehr brauchbar. Selbst 0.2mm sind für viele Sachen nicht schlecht. Ändert aber nix am Materialverbrauch, nur an der Druckzeit, und das läuft nebenbei. Holger K. schrieb: > So etwas, wie zB. eine spiralförmige Bohrung durch > einen Klotz ist damit systembedingt nicht möglich. Hab ich letztens gedruckt - eine gebogene "Bohrung" für eine Kabelführung, bei der das Kabel versetzt rauskommt. Witzig.
> Hab ich letztens gedruckt - eine gebogene "Bohrung" für eine > Kabelführung, bei der das Kabel versetzt rauskommt. Witzig. Gefällt mir :) Es geht mit 3D-Druck halt so vieles, daß das Schichtenproblem häufig ignoriert werden kann, da die Anwendung im Vordergrund steht.
Vermutlich drucken die meisten aber nur solche Objekte, bei denen der Kopf nicht kollidiert und haben es daher nicht festgestellt oder sich einfach nur still gewundert (geärgert) ohne dies (beim Hersteller) zu bemängeln. Solange sich keiner beschwert, wird eben so ein (eigentlich einfach zu behebender) Konstruktionsfehler weiter verkauft. Dass man bei FDM eine Fläche als Treppe druckt, ist mir nicht logisch (besonders, wo doch so viel Wert auf eine glatte Oberfläche gelegt wird). Beim Deltadrucker kann man sogar den Kopf schwenken, sodass die Nase immer senkrecht auf der Fläche steht.
Ja, Millionen haben Mist gekauft. Wieviele 3D Drucker hast du und was hast du schon alles gedruckt?
Die Software, die beschrieben wird im Video (mein Link von vorher) hat ja auch gewisse Voraussetzungen bez. des Druckkopfes und der Kandidat im Video hat ja auch erst mal kräftig Änderungen machen müssen. Danach konnte man den maximalen Wert für den Winkel, der bei der finalen Oberfläche gedruckt werden darf einstellen. (er hatte ihn von 45Grad auf 50Grad eingestellt.) Wie gesagt, wem das nicht reicht, der ist möglicherweise hiermit besser bedient. WANHAO D8 Resin duplicator 8
Maria S. schrieb: > Vermutlich drucken die meisten aber nur solche Objekte, bei denen der > Kopf nicht kollidiert und haben es daher nicht festgestellt oder sich > einfach nur still gewundert (geärgert) ohne dies (beim Hersteller) zu > bemängeln. Solange sich keiner beschwert, wird eben so ein (eigentlich > einfach zu behebender) Konstruktionsfehler weiter verkauft. Bei jedem Fertigungsverfahren muss man sich der Grenzen bewusst sein und diese bei der Konstruktion berücksichtigen. Beim üblichen 3-D-Drucker wird Layer über Layer gelegt, was ganz gut funktioniert. Konvexe oder konkave Oberflächen funktionieren halt nur im Layer-Rahmen, woraus Treppen resultieren. Kollisionen kann es damit nicht geben, auch die Slicer können sowas imho momentan nicht realisieren.
Maria S. schrieb: > Dass man bei FDM eine Fläche als Treppe druckt, ist mir nicht logisch Ja mir auch nicht. Ich leg natürlich Flächen, die ich als Oberfläche haben will soweit es geht waagerecht an und stell die nicht schief in den Raum. Ich hab aber auch schon Tastenköpfe mit spärischer Kappe gedruckt, und da sah das gut aus. Oder Wasserfilterhalter mit zylindrischer Oberseite, und da hat das keinen interessiert, und nein ich gehe jetzt nicht in den Garten das zu fotografieren. Bei einer 3-Achs-Fräse würde eine schiefe Ebene auch in Stufen gefräst, um die als eine Fläche zu fräsen braucht man schon 5-Achs-Maschinen.
Maria S. schrieb: > Vermutlich drucken die meisten aber nur solche Objekte, bei denen der > Kopf nicht kollidiert und haben es daher nicht festgestellt oder sich > einfach nur still gewundert (geärgert) ohne dies (beim Hersteller) zu > bemängeln. Solange sich keiner beschwert, wird eben so ein (eigentlich > einfach zu behebender) Konstruktionsfehler weiter verkauft. > Echt jetzt? Du hast offensichtlich noch immer nicht verstanden wie ein FDM Drucker funktioniert, aber meinst die Technologie kritisieren zu müssen? Klar, all die Unternehmen die nicht nur 300€ 3D Drucker entwickeln, sondern auch 30 000€ 3D Drucker, machen es alle falsch und es ist ihnen nie in den Sinn gekommen das Schichten Problem gaaaaanz einfach zu lösen =D Btw. hier siehst du wie so ein 3D Drucker arbeitet und weshalb es keine Kollisionen gibt: https://www.youtube.com/watch?v=FqQAjkZOBeY Oder hier in schöner: https://www.youtube.com/watch?v=S2cpHMoK8mw (der Druckkopf wurde dabei vor jedem Video-Frame in die Selbe Position bewegt).
Rainer S. schrieb: > Hallo habe vor genau einen Jahr und einer Woche einen > Diskussions-Thread > gestartet für eine 3D-Druck-Sammlung(Leider nur meine Sammlung und keine > Beteiligung anderer in der Sammlung) > > Seite: > https://www.mikrocontroller.net/articles/3D-Druck-Sammlung > Und wie hat man den Zugriff auf diese Seite? Also wenn man etwas ergänzen möchte?
3D-Innovations schrieb: > Und wie hat man den Zugriff auf diese Seite? Also wenn man etwas > ergänzen möchte? indem man sich anmeldet
Guido B. schrieb: > die Slicer können sowas imho momentan > nicht realisieren. Die beiden Videos oben zeigen, doch dass wellige (gewölbte) Oberflächen in gebogenen Linien gedruckt werden, also muss ein Slicer das erstellt haben. Der Slicer weis auf Grund des eingestellten Druckermodells, wann er mit dem Objekt kollidiert und druckt dann eben u.U. nur Flächen, wenn die Düse durch mangelhafte Konstruktion nicht ausreichend frei gestellt ist. Nur bei einigen Druckern ist es möglich und dann erstellt der Slicer auch die Berg- und Talfahrten, wie auf den Videos zu sehen. Auch einige Nasen Hersteller scheinen die Möglichkeiten durch eine lange, spitze Form von Düsen schon bedacht zu haben. Diese Figürchen auf den von Alex G. (dragongamer) verlinkten Videos sollen wohl zeigen, was passiert wenn der Drucker fälschlicherweise nicht angewiesen wurde, an den Rundungen entlang zu drucken oder auf Grund der ungünstigen Konstruktion es nicht kann/darf. Der Eiffelturm ist ein Beispiel, wie extrem schlecht das heraus kommt. Schichten am FDM Drucker einfach nur beliebig klein zu erstellen, ist lediglich eine höhere Aproximation, verlängert die Druckzeit nur unnötig und trotzdem wird es nie so glatt wie eine lineare Bewegung. Bei Objekten mit geraden, horizontalen oder vertikalen Kanten fällt das Problem logischerweise nicht auf. Gewölbte Flächen sind mit CAD schwehrer zu erstellen und wer das zeichnen kann und benötigt, der wird dann keinen FDM Drucker verwenden, sondern ein Laser Verfahren, wie es Holger K. vorgeschlagen hatte. Das soll aber nicht bedeuten, dass es nicht auch mit FDM umso besser möglich ist, je spitzer der Druckkopf gestaltet ist. Ein Fräser ist spitz und lang, der sollte mit Tälern sowieso keine Probleme haben. Mit der runden Spitze, wird das vermutlich super glatt.
Man ist der Typ schwer von Begriff... Okey, Trolle soll man bekanntlich nicht füttern.
Alex G. Du ignorierst hartnäckig die beiden Beispiele in den Videos und behauptest, dass das gezeigte nicht wahr ist oder nicht funktioniert, auch wenn es zudem durch wissenschaftliche Veröffentlichung der Universität Hamburg belegt ist. Wie andere Drucker arbeiten, interessiert dabei nicht. Das Herstellen von Schrägen durch Drucken horizontaler Flächen (in eine Richtung der Z-Achse) ist eine dumme Idee und die Düse konstruktiv nicht frei zu stellen genauso. Eine dumme Idee wird nicht dadurch gut, dass man sie ständig ohne Überlegung kopiert.
Maria S. schrieb: > Das Herstellen von Schrägen durch Drucken horizontaler Flächen (in eine > Richtung der Z-Achse) ist eine dumme Idee und die Düse konstruktiv nicht > frei zu stellen genauso. Ja dann bau halt einen Drucker, der das kann, wenn du meinst das wäre wichtig. Anderen Leuten ist es halt nicht wichtig und die können gut mit den Druckern arbeiten, wie sie jetzt verfügbar sind. Ein schwenkbarer Druckkopf würde den mechanischen Aufwand deutlich erhöhen, den Druckkopf schwerer machen, was zu niedrigeren Geschwindigkeiten oder höherer Motorleistung und schwerem Aufbau führen würde. Der schwenkbare Druckkopf würde eine aufwendigere Filamentführung erfordern, zusätzliche Motoren, Treiberstufen. Offenbar ist den meisten Leuten der Effekt, eine gekrümmte Fläche abfahren zu können - und auch das nur mit Einschränkungen, denn die räumliche Ausdehnung des Druckkopfes erlaubt keine beliebigen Winkel - nicht so wichtig, dass sie die Nachteile in Kauf nehmen wollen. Wenn dir das wichtig ist, mach halt.
Maria S. schrieb: > Die beiden Videos oben zeigen, doch dass wellige (gewölbte) Oberflächen > in gebogenen Linien gedruckt werden, also muss ein Slicer das erstellt > haben. Ich habe jetzt auf der Seite nichts gelesen, gehe aber davon aus, dass dies experimentelle Steuerungsdaten sind, die nicht von einem üblichen Slicer erstellt wurden. Klar kann man sowas programmieren (sieht man ja), 3-D-Interpolation gibt es ja schon ein paar Tage. Aber auch auf einer 3-Achsen-Maschine muss man die Fräsbahn im Auge behalten um Kollisionen zu vermeiden. Maria S. schrieb: > Schichten am FDM > Drucker einfach nur beliebig klein zu erstellen, ist lediglich eine > höhere Aproximation, verlängert die Druckzeit nur unnötig und trotzdem > wird es nie so glatt wie eine lineare Bewegung. Ja, da ist ev. Nachbearbeitung sinnvoller, nicht ganz ungewöhnlich. Maria S. schrieb: > Bei Objekten mit geraden, horizontalen oder vertikalen Kanten fällt das > Problem logischerweise nicht auf. Gewölbte Flächen sind mit CAD > schwehrer zu erstellen und wer das zeichnen kann und benötigt, der wird > dann keinen FDM Drucker verwenden, sondern ein Laser Verfahren, wie es > Holger K. vorgeschlagen hatte. Das soll aber nicht bedeuten, dass es > nicht auch mit FDM umso besser möglich ist, je spitzer der Druckkopf > gestaltet ist. Das ist genau der Punkt: klar könnte man direktbeheizte Spitzen fertigen (JBC bekommt das sicher hin), aber bei der geringen Auflösung der FDM-Drucker ist dieser Aufwand sicher unsinnig. Da ist schlicht ein anderes Fertigungsverfahren sinnvoller. Maria S. schrieb: > Ein Fräser ist spitz und lang, der sollte mit Tälern sowieso keine > Probleme haben. Mit der runden Spitze, wird das vermutlich super glatt. Klar, aber was hat der Postprozessor für die Daten gekostet? Eigentlich sind die FDM-Drucker nur 2,5 D.
Okay hier nochmal der Link für alle die irgendwie denken, das Ganze sei unmöglich und das Universum muß implodieren: https://www.youtube.com/watch?v=gmePlcU0TRw Es ist einfach, was es ist - es hat Vor- und Nachteile, der Drucker wurde verändert, es ist nur eingeschränkt nutzbar usw... aber... Es geht! Wenn man bedenkt, daß die Meisten ihr Objekt so drehen, daß eine perfekte Ebene oben liegt, um das Stufenproblem zu umgehen, der kann sich sicher vorstellen, daß es sich hier um eine super Alternative handelt, für den Fall, daß eine Drehung, aus welchen Gründen auch immer, nicht in Frage kommt. Zum Beispiel, wenn die Abschlußfläche oben nicht eben ist, sondern, wie in den Beispielen gewölbt. Einen Flügel mit dieser Technik zu drucken ist ein sehr gutes Beispiel, da hier wegen der fehlenden Stufen eine geringere Abrißströmung auftritt. Eine solche Technik nicht nutzen zu wollen, weil sie in 17.385% "eh nicht funktioniert" ist Unfug.
@Holger K. Natürlich behauptet niemand dass es prinzipiell nicht geht. Aber doc-brown behauptet das wäre so einfach zu realisieren und darum sei jeder Drucker der das nicht nutzt, schlecht...
Ich würde mir gerne einen Drucker zulegen, und abgesehen von 3D Druck sollte er als Lötroboter und Dispenser verwendbar sein, und er sollte günstig sein, weil wenn es mehr Durchsatz braucht, sollte ein zweiter oder dritter Drucker problemlos möglich sein, möglicherweise auch mehr. Durchsatz ist jetzt bei Dispenser oder Lötroboter gemeint. Ich habe ein Lötroboter mit Supportsoftware für ein TS100 mit entsprechend modifizierter Firmware gesehen, für den Geeetech A8. Vom A8 bin ich auf den A10 oder den A10M (zwei Farben) gekommen. Fläche 22x19cm ist gefordert, 22x25 bzw 24x30 cm + 1cm auf einer Seite wäre nice to have. Zwei Farben wären nciht abwegig wegen Lightpipe oder leitbaren Filament (Tamper detection) machen zu können. Würdet ihr mir einen anderen Drucker empfehlen und was wären eure empfehlungen für einen verwendbaren low cost Drucker. Mfg Chris
Hallo Chris angeblich soll der "Ender" ganz gut sein, aber persönliche Erfahrung habe ich mit dem nicht. Nachdem ich mich lange mit FMD-Druckern gequält habe war jetzt ein Resin-Drucker dran. Von denen gibt es auch welche in günstig und für Deine Pick&Place aufgaben ist möglicherweise ein Roboterarm geeigneter - den kannst Du ja selber drucken, da gibt es viele tolle Projekte. - nur sone Idee.
Hallo Holger, der A10 sollte gleichwertig bzw ein Upgrade des Ender 3 sein, Da ich 0.1mm Wiederholgenauigkeit brauche, 0.2mm geht es auch noch mit Abstrichen, denke dass dem Roboterarm bei doppeltem Europakartenformat die nötige Auflösung schlicht fehlt. Mfg Chris
Angehängte Dateien:
-

vektor.gif
160 KB
{kind=link}
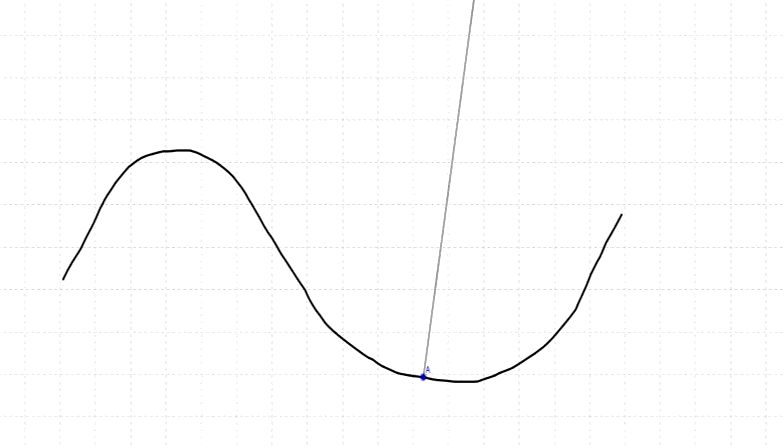
Maria S. schrieb: > Beim Deltadrucker kann man sogar den Kopf schwenken, sodass die > Nase immer senkrecht auf der Fläche steht. Hallo Maria Also, die Idee den Druckkopf zu schwenken finde ich super. Ich habe eine Weile darüber nachgedacht, das Problem ist, daß Winkelangaben in dem G-Code, der von 3D-Druckern genutzt wird nicht vorgesehen ist. So etwas gibt es bei 4,5 und 6-Achsigen Fräsen. Dann allerdings viel mir auf, daß eine solche Winkelangabe im Code aber ja auch gar nicht nötig währe: Der nötige Winkel kann ganz einfach anhand des Normalvektors der Oberfläche berechnet werden, er ist insofern mit dem Normalvektor identisch, als dass er lediglich als Vektor durch eine Z-Bewegung ermittelt werden darf. Eine Veränderung des Winkels bei reinen X/Y-Vektoren ist natürlich nicht erwünscht, da sich sonst der Druckkopf auf die Seite legen würde, wenn zB ein Kreis auf das Druckbett aufgetragen wird - und das ist natürlich nicht erwünscht. Die Beispielgrafik ist also als Oberfläche durch den Querschnitt des Objektes zu sehen. Damit währen natürlich noch nicht alle Probleme gelöst: Bei zu hohen Werten kann der Druckkopf immer noch an das Objekt stoßen. Ich habe einen Pasteextruder gefunden, der für solch bizarre Aktionen bestens geeignet währe: "ViscoTec 2K": https://www.youtube.com/watch?v=BdPu7zTy9-I Damit ist dann aber auch gleich das nächste Faß geöffnet: Die Umstellung auf ein gänzlich anderes Material und die damit fällige Reinigung nach jedem Druck. Andererseits fiele die Kühlung weg (also jede Menge Platz um den Druckkopf herum), das Druckbett muß nicht geheizt werden, die Objekte verziehen sich nicht mehr durch das Abkühlen und die Handhabung des gesamten Druckkopfes ist bereits bei Zimmertemperatur möglich. Zur Zeit bin ich sehr beschäftigt und werde es voraussichtlich auch noch eine (kleine) Weile bleiben. Wer Lust hat, sich damit zu befassen, kann sich dennoch bei mir melden, wir sollten dann zusammen für dieses Projekt eine Seite hier einrichten. Vielen Dank im Voraus an alle Interessierten.
Es wäre schade, wenn man die Möglichkeit durch eine kleine Änderung am FDM Drucker (kann man u.U. selber umbauen) nicht nutzen könnte/würde, auch wenn man das nur in den wenigen Fällen, wenn Oberflächen nicht plan sind, benötigt. Bei kartesischen 3D Druckern kann man ohne einen grösseren Umbau wie Karl K. (karl2go) es beschreibt den Kopf nicht so schwenken, dass er senkrecht auf der schiefen Fläche steht. Das könnte eine Einschränkung sein. Interessant wäre, wie weit sich die Oberfläche damit nochmals verbessern würde. Bei Delta Druckern ist man zudem (neben Heizung/Kühlung) durch die 3 Gelenke neben dem Kopf im Winkel beschränkt, also geht es nicht immer. Man müsste also den maximalen Winkel (ähnlich s.u.) begrenzen, was aber in vielen Fällen bereits ausreichend sein könnte. Nun habe ich mir zur Verifikation der möglichen Einstellungen, kurz Mal einen Slicer geladen und kompiliert, wie z.B. in dem Artikel der Uni verlinkt: https://tams.informatik.uni-hamburg.de/research/3d-printing/nonplanar_printing/index.php Z.B. den Slic3r von github: https://github.com/Zip-o-mat/Slic3r/tree/nonplanar (Das hat bei mir (Debian 10) mit den paar Anweisungen problemlos funktioniert.) Dort in Slic3r gibt es die relevanten Eingaben (zeigt auch das Video), wenn man nicht ausschließlich in Schichten drucken will unter - Layers and perimeters -> Nonplanar Layers -> use nonplanar Layers [X] Maximum nonplanar angle: ° Maximum nonplanar height: mm Für den Slicer Cura soll es solche Einstellungen angeblich ebenfalls geben. Die 3D Drucker Hersteller liefern oft angepasste (eingeschränkte?) Slicer Versionen mit, bei denen möglicherweise manche Einstellungen heraus genommen wurden. Holger K. (Firma: private) (lakritzmatrix), mich erstaunt, dass man mehrere Schichten Paste so schnell übereinander setzen kann, wo doch eher mehrere Minuten Zeit zum Aushärten benötigt werden. So ein Kopf baut zwar schmal, aber hoch. Schwer sieht das auch aus, sodass zudem Karl K. (karl2go) Argument zum tragen käme und ein 3D Druck dadurch ebenfalls nur sehr langsam möglich sein wird. Das ist jedoch bei einer Klebeschicht weniger ein Problem.
Kauf dir einfach einen 3D Drucker, dann musst du nicht wie ein Blinder von Farben träumen.
Johannes S. (jojos), kannst Du uns auch noch nennen, welcher käufliche Drucker die o.g. Features bereits umgesetzt hat. Dann brauchen wir uns erst Mal keine weiteren Gedanken mehr machen, wie FDM Drucker damit zu verbessern wären und können uns mit unseren Ideen ggf. an das nächste Druckverfahren machen. Der Titel des Fadens heisst übrigens: "Beschäftigt ihr euch mit 3D-Druckern?" und nicht "Verwendet ihr 3D-Drucker?" Bei SLS oder Polyjet Verfahren wäre sicherlich noch etwas möglich, lasst uns also Mal überlegen ...
Das hat kein käuflicher Drucker in der Hobbypreisklasse aus verschiedenen hier schon genannten Gründen drauf. Und Mehrachsensteuerung können auch nur teure Fräsen und selbst bei großzügig verschenkten Nutzungsrechten von Autodesk ist bei 3 Achsen Schluss. Von daher kannst/musst du vieles selbst machen. Und das erst mal besser als die anderen. Ich habe mit einem Vellemann K8200 Bausatz angefangen, der kann in Original sehr mäßig brauchbar drucken. Da musste man alles der Reihe nach verbessern und lernt eine ganze Menge von der Mechanik und der Software und dem Zusammenspiel. Wenn ich dann lese das ,Schichten Paste mehrere Minuten zum Aushärten brauchen‘ rollen sich mir die Fußnägel auf. Mit solchem Mist und Halbwissen muss man andere Interessenten hier nicht verunsichern. Dann noch schnell ein paar Buzzwords hinterher schicken um so zu wirken als ob man Ahnung hätte. Also bitte, erstmal einen Drucker kaufen und sehen warum und wie der so arbeitet. Egal welcher Drucker. Ps: Weißt du was Polyjets kosten?
Hallo Maria, Hast Du mal Bock, den Slicer statisch unter Cygwin zu compilieren? Bei mir klappt so was nie. Wenn es statisch ist, sollte es dann auch ohne installiertes Cygwin unter Windows laufen, solange die cygwin1.dll im Verzeichnis ist. Das könnte man dann ja mal hochladen, damit auch andere Leute es leichter haben und ihr Zeug nicht unter Virtual-Box laufen lassen müssen. Grüße, Holger
Johannes S. (jojos), ich hatte Dich so verstanden, dass diese o. a. Vorschläge bereits in einigen Geräten umgesetzt und käufliche Technik für Privatpersonen sind und wir das möglicherweise übersehen haben. Also doch selber (um)bauen. Wenigstens ist der Slicer bereits dafür eingerichtet. Dieses Cygwin ist aber ein Programm für MS. Damit kann ich auf meinem Debian System nichts anfangen. MS habe ich nicht und kenne mich damit auch gar nicht aus.
Zum nonplanar printing gibt es zwar einige Arbeiten, ich sehe das aber als wenig praxistauglich weil es aufwändig ist. Es geht wohl eingeschränkt mit ‚normalen‘ Druckern, aber eine gute Kühlung in vielen Fällen eher nötig und die stört wieder wenn eine Spitze Düse gebraucht wird. Bei einigen Demos mit großen Radien kann etwas schneller gedruckt werden, aber ein Druck mit feinen Schichten liefert vergleichbar gute Ergebnisse: https://youtu.be/eNpFN__16CM Die Slicer können das tatsächlich schon, aber da scheint es auch Patente zu geben.
Ich ergänze hier mal die Liste weiterer Thingiverse-Alternativen: Thingiverse Cults Threeding Pinshape YouMagine
Ich habe gerade festgestellt, dass 3D-Drucker auch beim Ätzen von Platinen nützlich sein können: 1. Das Heatbed bringt die Natriumpersulfat-Lösung auf die gewünschte Temperatur und hält diese Temperatur konstant 2. Durch ständige, schnelle Vor- und Zurück-Bewegungen des Heatbeds um einige Zentimeter kann man ganz einfach dafür sorgen, dass die Ätzflüssigkeit ohne weiteres Zutun immer schön in Bewegung bleibt: die Ätzflüsigkeit schwappt dann wie eine kleine Welle immer vor und zurück über die Platine.
Joachim S. schrieb: > Ich habe gerade festgestellt, dass 3D-Drucker auch beim Ätzen von > Platinen nützlich sein können: > > 1. Das Heatbed bringt die Natriumpersulfat-Lösung auf die gewünschte > Temperatur und hält diese Temperatur konstant > > 2. Durch ständige, schnelle Vor- und Zurück-Bewegungen des Heatbeds um > einige Zentimeter kann man ganz einfach dafür sorgen, dass die > Ätzflüssigkeit ohne weiteres Zutun immer schön in Bewegung bleibt: die > Ätzflüsigkeit schwappt dann wie eine kleine Welle immer vor und zurück > über die Platine. ... und die Gase, bzw auch Mikrospritzer vermurxen Dir nach und nach die ganze Maschine. Unsinn! Old-Papa
wenn man keine Luft in das NaPS reinbläst gibts doch auch keine Spritzer. Aber man muss schon sehr gut aufpassen, ein Tropfen kann schon viel Schaden anrichten.
Johannes S. schrieb: > wenn man keine Luft in das NaPS reinbläst gibts doch auch keine > Spritzer. Aber man muss schon sehr gut aufpassen, ein Tropfen kann schon > viel Schaden anrichten. Doch, es gast auch ohne Luft aus, die entstehenden Kondensatprodukte meinte ich mit Mikrospritzern. Old-Papa
Johannes S. schrieb: > wenn man keine Luft in das NaPS reinbläst gibts doch auch keine > Spritzer. Also bei dem was um meine stehende Ätzküvette sich ansammelt würde ich das nicht auf meinen Drucker stellen, erhitzen und rumschwappen lassen.
Ne doch nicht Ätzen. Fräsen! Siehe die Threads dazu. Beitrag "China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!" Beitrag "3D Drucker zum Laserengraver umbauen?" Beitrag "Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"
> ... und die Gase, bzw auch Mikrospritzer vermurxen Dir nach und nach die > ganze Maschine. Tupadose luftdicht verschliessen. Also das ginge schon. Bloss liegen bei mir die Aetzzeiten mit frischem Natriumpersulfat irgendwo bei 2-5min. Da kann ich die Dose noch von Hand bewegen. Man muss ja sowieso dabeibleiben damit man die Platine rechtzeitig rausnimmt. Olaf
olaf schrieb: >> ... und die Gase, bzw auch Mikrospritzer vermurxen Dir nach und nach die >> ganze Maschine. > > Tupadose luftdicht verschliessen. Da nach meinem ersten Versuch ohne Deckel tatsächlich ein eingetrockneter Tropfen Ätzmittel auf meinem Heatbed zurückblieb (der sich gott sei Dank einfach und rückstandslos entfernen liess), habe ich beim zweiten Mal tatsächlich genau das gemacht: Einfach den Deckel auf die Tupperdose, in der ich ätze. So können während des Ätzens keine Spritzer mehr das Gefäss verlassen. Mein Deckel ist zwar nicht gänzlich luftdicht, aber beim Ätzen mit Natriumpersulfat entstehen m.W.n. ja eh nur unproblematische Dämpfe, daher denke/hoffe ich, dass das kein Problem darstellen sollte. > Also das ginge schon. Bloss liegen bei mir die Aetzzeiten mit frischem > Natriumpersulfat irgendwo bei 2-5min. Da kann ich die Dose noch von Hand > bewegen. Man muss ja sowieso dabeibleiben damit man die Platine > rechtzeitig rausnimmt. Bei mir dauert das Ätzen schon ein paar Minuten länger. Vermutlich auch weil meine Natriumpersulfat-Lösung aktuell nicht mehr ganz frisch ist. Aber klar, es geht natürlich auch wunderbar ohne 3D-Drucker, indem man einfach selbst schüttelt, weil man ja eh daneben sitzen und aufpassen muss. Aber weil ich das Heatbed meines 3D-Druckers eh benutze, um die Ätzflüssigkeit auf die gewünschte Temperatur zu bringen und zu halten, fand ich das halt eine nette Idee, die ich hier einfach mal als Anregung für andere 3D-Drucker-Besitzer mitteilen wollte. Ich denke jedenfalls, ich werde das in Zukunft immer so machen; so schön gleichmässig, wie der 3D-Drucker die Bewegung der Ätzflüssigkeit auf diese Weise hinkriegt, würde ich das mit meinen Händen eh nicht hinbekommen.
hier ist eine schöne Übersicht FDM vs. SLA von Heise online: https://www.techstage.de/ratgeber/UV-Harz-oder-Kunststoff-Filament-3D-Drucker-im-Vergleich-4543808.html
https://www.amazon.de/TECHNOLOGYOUTLET-PREMIUM-PRINTER-FILAMENT-CONDUCTIVE/dp/B06X1FHY2L/ref=sr_1_3?keywords=conductive+filament&qid=1570482527&sr=8-3 Ca 180ohm auf 15 cm roh Filament. Nach dem druck ist der widerstand tendenziell höher. Da ist ein Dual-Extruder genau das richtige dafür. Gut der Preis ist halt teuer, aber es sind ja nur die "Leiterbahnen" die mit einer Düse gedruckt wird.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.