Warum gibt es hier kein Forum speziell für 3D-Drucker? Das ist eine sehr wichtige Ergänzung zur Elektronik und sehr zukunftssicher. Ich fange mal mit dem Thema an: Wenn ihr euch damit beschäftigt, würde es mich mal interessieren ob 3D-Drucker in der Lage sind, noch kleinere Teile auszudrucken? Also im Mikrometerbereich, statt Millimeter, um damit wirklich kleine Zahnräder oder Getriebe für Servos und Uhren auszudrucken. Oder für Elektronik noch kleinere Lüsterklemmen ausdrucken. Die billigen auf dem Markt sind nur Millimetergenau. Und eine weitere Frage: Gibt es Filaments die wetterbeständig sind? PLA und ABS gehen soweit ich weiss kaputt wenn die lange draussen sind?
3D-Innovations schrieb: > Wenn ihr euch damit beschäftigt, würde es mich mal interessieren ob > 3D-Drucker in der Lage sind, noch kleinere Teile auszudrucken? Also mit meinem Chinakracher für 100 Tacken sind nach einiger Modifikation laut Messschieber 0,2mm mit PLA drin. Habe damit auch schon Zahnräder für Planetengetriebe im RC Bereich gedruckt. Funktioniert also.
Ja 0,2 ist aber noch Millimeterwelt ich meine eher so 0,01mm
3D-Innovations schrieb: > Wenn ihr euch damit beschäftigt, würde es mich mal interessieren ob > 3D-Drucker in der Lage sind, noch kleinere Teile auszudrucken? Also im > Mikrometerbereich, statt Millimeter, um damit wirklich kleine Zahnräder > oder Getriebe für Servos und Uhren auszudrucken. Kannst bei Filamentdruckerei vergessen (es gibt technische Grenzen). Möglich vielleicht mit andere Verfahren, wie Stereolithografie. Aber auch nicht auf 1µ genau.
Mit ASA hab ich auch schon mal ein Gehäuse für draussen gedruckt. ist ne kleine SPS drin, das Teil hängt Südseite direkt in der Sonne bzw. im Regen. Nach einem Jahr sieht es noch immer gut aus und ist dicht. für die beiden Halbschalen hab ich Flüssigdichtung aus dem KFZ Bereich verwendet und fürs Kondenswasser hab ich noch eine Druckausgleichsmembran und eine Heizung für den Winter spendiert. Das Gute ist trotz Sonne und Sommer steigt die Temperatur im Gehäuse nie über 65 Grad.
3D-Innovations schrieb: > Ja 0,2 ist aber noch Millimeterwelt > > ich meine eher so 0,01mm WTF Wofür? Willst du Automatik Armbanduhren bauen?
evtl besser du legst dir erstmal einen account zu oder loggst dich ein wenn du hier nachhaltig ein thema vorgeben willst und ja ich mache mit 3d druck rum, scheint als hättet du die letzten 10 jahre irgendwie verpennt
Armbanduhren sind weniger sinnvoll. Aber Servo-Getriebe und andere Mikrorobotik, Mikrodrohnen wäre die richtige Richtung. Ja, ich habe hier nur Filament-Drucker. Warum gehts damit nicht? Ok, danke das mit ASA merk ich mir.
Wenn die Düsen kleiner sind, verstopfen die schneller oder was ist das Problem ? Könnten die Filaments nicht reinhaltiger sein ?
3D-Innovations schrieb: > Armbanduhren sind weniger sinnvoll. Aber Servo-Getriebe und andere > Mikrorobotik, Mikrodrohnen wäre die richtige Richtung. Im prinzip sehjr interessant, aber noch ist die Technologie nicht so weit. Selbst wenn du die Genauigkeit hinbekommst, hast du immer noch ein Problem mit (Abriebs-)Festigkeit der Teile. > nur Filament-Drucker. Warum gehts damit nicht? Filamentdrucker schmelzen Material und pressen es durch eine Düse. Dieses kann aber dicht unmittelbar erstarren sondern wird sich immer ein klein wenig zerdrücken und in beliebige Richtung verschieben usw. Unendlich dünn machen kann man die Düse auch nicht. Deine beste Chance für feinere Mechanik sind wohl die schon erwähnten SLA (Stereolithographie) Drucker. Genauigkeit ist dort höher und das Resultat ist homogen wodurch weniger schnell was abbricht. Gibt es auch schon für den Hobbybereich: https://www.banggood.com/de/Sparkmaker-Light-Curing-Desktop-UV-Resin-SLA-3D-Printer-9855125mm-Build-Volume-p-1326717.html
Ja, Düsen hören irgendwo um 0,1mm auf und die Steuerungen sind auch nur auf 0,x mm genau (Schrittweiten). Dann muss das ganze noch irgenwo anbappen ohne gleich wieder abgerissen zu werden. Der Extruder muss genaustens die Soll Menge liefern,... Die ganzen Filamentdrucker haben sooo viele Parameter, da kann man mit 0,2 - 0,1 mm Toleranz schon gut leben. Da sind ja langsam schon die Temperatureffekte von Belang.
Ich dachte die Ergebnisse aus SLA sind brüchiger ? Ausserdem isses ne Sauerei das Ganze. Genauigkeit erhöhen auf 0.01 ist kein Problem wenn Schrittmotoren andere Übersetzungen haben. Der Druckraum wäre dann viel kleiner, die Schienen sind aus massivem Präzisionsstahl. So wäre beim Bewegen alles Verzerrungsfrei. Also ich glaube schon dass es noch dünner geht. Die Düse muss spitzer sein, das Düsenloch noch kleiner, das Filament muss absolut rein sein. Mit ABS geht das besser, weil man mit Aceton im Becken für die Düse auto-reinigen kann. Ich würd halt gerne wissen was die Entwickler schon alles versucht haben und wo derzeit die Probleme sind?
> ASA ist Wetterbeständig
Die Kunststoffteile an Autos oder Motorraedern sind gerne aus ABS.
ASA ist aber trotzdem besser weil das beim drucken nicht so nach Plastik
riecht.
Olaf
3D-Innovations schrieb: > wo derzeit die Probleme sind? Beim Preis. Natürlich kann (oder besser: könnte) die Industrie 3D-Drucker bauen die auf 1/100mm oder noch besser genau sind. Zwar wahrscheinlich nicht als FDM-Drucker, aber mit anderen Verfahren sollte das problemlos möglich sein. Nur wirst du so ein Gerät nicht bezahlen wollen...
3D-Innovations schrieb: > Ja 0,2 ist aber noch Millimeterwelt > > ich meine eher so 0,01mm Ein Ausdruck mit 0,2 mm dauert schon Stunden, bei einem Aufbau mit 0,01 vermutet ich werden daraus Tage ...
Also HP gibt bei den Jet Fusion Druckern 0,08 mm an. Allerdings kosten die auch gerne mal 6-Stellig.
Na, mit 6-stelligen Preisen kann sich kein Startup-Firma leisten. Es soll 3 bis 4-stelliger Bereich sein.
Dann sollte sich das Startup entweder genau darum bemühen einen Drucker mit entsprechender Genauigkeit für kleines Geld zu entwickeln oder einfach Spendablere Geldgeber suchen. Fakt ist selbst für 9999 Euro bekommst du nicht so eine Genauigkeit hin.
3D-Innovations schrieb: > Warum gibt es hier kein Forum speziell für 3D-Drucker? Das ist eine sehr > wichtige Ergänzung zur Elektronik und sehr zukunftssicher. > > Weil es spezielle Foren für 3D Drucker gibt. walta
Wozu ein Startup-Unternehmen mit 3DDruck wenn bald jeder so ein Ding zu hause hat? Totes Pferd.
Es geht darum dass der Mikrometer-3D-Drucker bezahlbar ist, damit jeder von Zuhause aus eine Produktion starten kann. Ich will Zahnräder ausdrucken für ein anderes Getriebe für die Mini-Motoren. Und genau das geht nicht mit dem jetzigen Filament-Drucker. Mir scheint, die Zeit ist noch nicht ganz Reif dafür.
Am interesantesten finde ich aktuell MSLA. Falls die abriebfestigkeit nicht reicht, einfach in Metall abgießen.
Neulich habe ich mir hoch komplexe Metallteile zeigen lassen, die mit einem 3D Verfahren produziert wurden ( die Bezeichnung 3D Drucker passt dafür nicht so ganz ). Es waren sogar "gedruckte" Metallteile dabei, die Federstahleigenschaften hatten ( Batteriekontakte z.B. ) Ich persönlich habe bisher noch keinen "Leidensdruck" verspürt, der die Anschaffung eines 3D Druckers für zu Hause rechtfertigen würde. Alle ( Kollegen und Freunde ) die einen 3D Drucker zu Hause haben, machen damit eher Spielereien. Manchmal mit erstaunlich viel Kreativität, aber so richtig nützliche Sachen fehlen da noch. Für mich sind die Ergebnisse oft nicht stabil genug. Ich denke dabei eher an die Anfertigung von Eratzteilen, die als Original nicht mehr zu bekommen sind und hohe Anforderungen an die Festigkeit haben. Der Unterschied zu einem Spritzguss-Kunststoffgeäuse z.B. ist da n.m.M schon noch recht deutlich. Daher ist bei mir das Interesse momentan sehr gering. Zumal man im Zweifelsfall ja auch Teile als Auftragsarbeit machen lassen kann. Und selbst das kam bei mir privat noch nicht vor.
Kommen jetzt nicht diese Flüssigharz-Drucker mit der Belichtungstechnik ?
google schrieb: > Druckausgleichsmembran Wo bekommt man die - günstig? Ich finde nur Druckausgleichselemente, z.B. von Bopla, da kostet ein son Teil mehr als das komplette Gehäuse.
Das Thema finde ich durchaus interessant. Ob Dienstleister oder lohnt sich ein eigener 3D Drucker, frage ich mich auch schon eine Weile, bin aber noch skeptisch. Im Netz liest man oft von endlosen Basteleien, Modifikationen, Austausch von Teilen und Tuning am Drucker. Als Druckbeispiele sieht man nur Nippes und Spielfiguren. Vor etwa drei Jahren waren gedruckte Teile angeblich für Konstruktionen von Prototypen noch nicht brauchbar. Zweifel habe ich daher noch, ob die für den privaten Anwender erhältlichen 3D Drucker inzwischen zuverlässig funktionieren. Sind die Kinderkrankheiten dabei schon durch oder ist das alles mit großen Sprüngen noch in der Entwicklung. Seltsam, auf den einschlägigen Technik Seiten wird alle drei Tage ein neuer Drucker vorgestellt. Für mich sehen die Konstruktionen mit den Aluprofilen eher nach einem Laboraufbau aus. Merkwürdig finde ich auch diese Oberflächenstruktur der bisher gesehenen, in FDM hergestellten Objekte. Kann man das so direkt einsetzen oder müsste man das dann noch aufwändig nacharbeiten? Sind die Objekte aus Resin Druckern auch in der Realität besser? Von einem Dienstleister nehme ich an, dass die gefertigten Teile optimal sind, weil er professionelle Maschinen einsetzt und umfangreiches KnowHow im 3D Druck hat. Kann man als Privatperson dort bestellen bzw. mach das Sinn? Aber wenn man selber an etwas baut, so sind meist mehrere Versuche notwendig, bis das konstruierte Teil wie gewünscht funktioniert. Dann ist es ungeschickt, wenn man 2-4 Wochen + Versand auf jeden Druck warten muss. Andererseits, welches Druckverfahren und wie viel Zeit und Geld müsste man selber investieren, bis die Resultate so gut werden? Wie viele Teile könnte man sich dafür fertigen lassen? Den aktuellen Stand der Technik und Erfahrungen mit 3D Druck (Qualität und Kosten) fände ich interessant zu erfahren. Wer nutzt einen Druckservice? Wie sind die Erfahrungen damit? Wer hat einen eigenen 3D Drucker? Wie sind dabei die erzielten Ergebnisse?
Meiner Meinung nach ist 3D drucken daheim nichts mehr als eine Spielerei, jedenfalls meistens. Schaut man mal was angepriesen wird: Ersatzteile: zu wenig stabil, außerdem hat man keine 3D Daten oder Vorlagen zum erstellen dieser wenn es zB. um ein Teil aus einem VCR geht. Gehäuse: Zu wenig stabil, nicht UV fest, nicht dicht oder zu teuer, zu groß, zu aufwendig Viele Sachen sind auch einfach zu groß um sie wirtschaftlich zu drucken, zB. Kleinteilmagazine oder große Kisten. Das meiste was so gedruckt wird sind halt Spielereien und Zeug mit fragwürdigem Nutzen. LG
Karl K. schrieb: > google schrieb: >> Druckausgleichsmembran > > Wo bekommt man die - günstig? Ich finde nur Druckausgleichselemente, > z.B. von Bopla, da kostet ein son Teil mehr als das komplette Gehäuse. Es gibt nicht nur welche aus Edelstahl von Gore... https://www.conrad.at/de/p/druckausgleichselement-m12-polyamid-schwarz-wiska-evsp-12-1-st-530435.html LG
Maria S. schrieb: > Ob Dienstleister oder lohnt > sich ein eigener 3D Drucker, frage ich mich auch schon eine Weile Kommt drauf an. Der Witz beim Druck ist ja, dass man "mal schnell" was drucken kann. Wenn der Makerspace nebenan liegt braucht man vielleicht keinen eigenen, wenn man in der Pampa lebt geht "mal schnell" nur mit einem eigenen Drucker. Arno K. schrieb: > Das meiste was so gedruckt wird sind halt Spielereien und Zeug mit > fragwürdigem Nutzen. Hütchen fürs Hütchenspiel Motorhalter für Kleinmotoren Gehäuse als Ersatz für ein geschmolzenes tiefgezogenes Gerätegehäuse, geschliffen, mit Kunstharz lackiert Mutter M14 für Buchsen, die es so nicht gibt, direkt mit Gewinde gedruckt Bajonett für Canon als Adapter ans Fernrohr 18650-3S-Akkuhalter angepasst an Gehäuse Gehäuse für nRF24 Funkmodul Gehäuse für SHT/BME Sensoren Masthalterung für Gehäuse Halterung für Gardena Ventil Halterung für Wasserfilter diverse Abstandshalter Schleifhilfe für Stechbeitel Anschlag für Parallelanreißer diverse Montage- und Bohrhilfen schrägverzahnte Zahnräder, Innenzahnräder Doch, gibt schon einen Haufen Kram, den man jenseits von Fröschen drucken kann. Ob es nützlich ist, kommt wohl auf die Sichtweise an. Vieles könnte man auch mit Dreh- und Fräsmaschine machen, aber mit dem Drucker sind Konstruktionen möglich, die ich auf der Fräse nicht hinbekommen würde.
Ich selbst habe einen i3 Mega im Einsatz und das nun seit knapp einem Jahr. Bisher gedruckt worden sind meist nützliche kleine Sachen, wie Kopfhörer Halterung für die Wand, kleine Unterlegfüße für das Sofa. (Der Boden hat leider mitten im Raum einen Knick) Kabelclips für die Verlegung, Handyhalterung mit Stativgewinde usw. halt jede menge Kleinkram, der zum Teil wirklich Maß gefertigt wurde. Als nächstes steht nun eine Art Knopf an, da vom Autoschlüssel meiner Oma das Gummi für den Taster heraus gebröselt ist. Da kommt halt jetzt ein gedruckter Zylinder nach Maß rein. Mit freundlichen Grüßen Marcel
> Motorhalter für Kleinmotoren > Gehäuse als Ersatz für ein geschmolzenes tiefgezogenes Gerätegehäuse, > geschliffen, mit Kunstharz lackiert > Mutter M14 für Buchsen, die es so nicht gibt, direkt mit Gewinde > gedruckt > Bajonett für Canon als Adapter ans Fernrohr > 18650-3S-Akkuhalter angepasst an Gehäuse > Gehäuse für nRF24 Funkmodul > Gehäuse für SHT/BME Sensoren > Masthalterung für Gehäuse > Halterung für Gardena Ventil > Halterung für Wasserfilter > diverse Abstandshalter > Schleifhilfe für Stechbeitel > Anschlag für Parallelanreißer > diverse Montage- und Bohrhilfen > schrägverzahnte Zahnräder, Innenzahnräder Das ist eine gute Liste, genau davon rede ich. Viele Leute drucken mit 3D-Druckern nur Spielsachen und 3D-Grafikmodelle aus, warum das so ist, weiss ich nicht. Auch mit billigen 3D-Druckern (Chinakracher) kann man sehr wohl seriöse Sachen ausdrucken. Weitere sinnvolle Teile: https://www.thingiverse.com/thing:3268412 https://www.thingiverse.com/thing:2802474 https://www.thingiverse.com/thing:2957550 https://www.thingiverse.com/thing:3323294 https://www.thingiverse.com/thing:2607416 https://www.youtube.com/watch?v=99aw_77oUvY Zum Beispiel mit Zahnrädern: https://www.youtube.com/watch?v=QnQ13NL3MFk Nur müssen die Zahnräder groß sein, weil 3D-Druck-Auflösung grob ist. Aber sonst ist es voll funktionsfähig. Deswegen wäre 0.01mm wichtig. Hier wird es klapprig je kleiner die Teile sind aber es funktioniert: https://www.youtube.com/watch?v=2vAoOYF3m8U (linear servo getriebe) Mir macht es aber trotzdem oft keinen Spaß auf thingiverse rumzusurfen, weil viele Leute da einen ziemlichen Müll hochladen wo ich mich immer Frage: Wofür soll das gut sein? Einfach irgendwelche 3D-Grafikmodelle aus Studio Max holen und dann auf thingiverse hochladen ist idiotisch und nicht förderlich. Diese ganzen sinnlosen 3D-Modelle ziehen mich runter. Auf dieser thingiverse-Seite: https://www.thingiverse.com/categories Selbst unter Kategorie "Tools" ist ziemlich viel Müll dabei. Fehlt einfach die Kategorie "Technicals" und eine professionelle Verwaltung die den ganz Müll wieder herausfiltert. Es muss eine andere 3D-Upload-Plattform her die das besser organisiert.
Hallo 3D-Innovations und alle Anderen. Das Thema 3D-Druck als Forenthema begrüße ich sehr, daher habe ich hier gerade ein Account angelegt und hoffe, daß das Thema Freunde finden wird. Seit etwa sieben Jahren mache ich 3D-Druck, seit 11 Jahren CAD und seit 1991 3D. 3D-Druck habe ich angefangen mit ABS durch Düse. Zur Zeit wohne ich noch auf einer Insel im Südpazifik. Hier ist tropisches, bis subtropisches Klima, daher konnte ich PLA nicht benutzen, es verkompostiert sich in diesem Klima in etwa 2-4 Jahren regelrecht selber. In D sollte es besser gehen. Ich hatte einige Versuche gemacht: PLA hat eine höhere Dichte. Wenn es herunterfällt, klingt es eher wie Glas. ABS hingegen klingt, wie man es von Legosteinen kennt. Wenn man bei ABS den Druck mit 100%er Füllung druckt (am besten mit einem Hilbert-Muster) kann man da mit dem Hammer draufhauen! Das einzige, was kaputt geht ist vielleicht der Tisch. PLA hingegen ist sehr instabil! Teile zerbrechen bereits, wenn es durch eine dicke Schraube, oder Gewindestange von beiden Seiten mit jeweils einer Mutter zu stark gequetscht wird. Ich kann durch meine Erfahrung in diesem Klima hier auf jeden Fall betätigen, daß ABS sehr wetterbeständig ist. Nylon habe ich auch probiert - ist sehr fest, stinkt wie Sau (ist auch eher giftig), löst sich aber auch auf, vor allem bei Sonneneinstrahlung. Wegen der Größe der Teile: Das Verfahren, Plastik durch eine heiße Düse zu pressen ist ein einziger Krampf und für Deine Zwecke total ungeeignet. Ich habe meine Düsen auch immer kleiner werden lassen - das kannst Du vergessen! Die sind schon verstopft, wenn nebenan jemand hustet. Das macht alles kein Spaß und eine Firma mit so etwas schmeißen, endet in einer Katastrophe! Was Du brauchst ist wohl eher sowas hier: WANHAO D8 Resin Jewelry Dental 3D Printer duplicator 8 Das ist aber auch das genauste, was so drin ist, für ein Budget das nicht gleich jeden Rahmen sprengt. Ich habe mir das gleiche Modell bestellt. Es ist bereits in Deutschland angekommen. Ich selber bin aber erst in etwa einem Monat in Deutschland und kann daher noch nicht viel über das Gerät erzählen. Falls Interesse besteht, kann ich gerne einen kleinen Bericht hier schreiben, wenn ich damit arbeite. Ich fürchte aber jetzt schon, daß auch damit wirklich superkleine Teile nicht machbar sein werden. Eine drei-, oder vierachsige Fräse mit sehr kleinen Einsätzen ist da eventuell eine Alternative. Aber damit ist man natürlich, im Gegensatz zu 3D-Druck, eher eingeschränkt. Stellt man sehr kleine Teile her, wird, im Gegensatz zu dem, was man auch dem Schirm sieht, alles irgendwie rund; es wirkt ganz anders, als das, was man erwartet hatte. Es läuft schlechter, bis überhaupt nicht und braucht viel Erfahrung um Komponenten zu erstellen, die ihren Job langfristig und zuverlässig machen. Vielleicht solltest du auf die richtige Messe gehen und Dir dort die Geräte ansehen und mit den Anbietern sprechen. Zusatz: Gewindedrucken empfehle ich überhaupt nicht. Nimm einen Gewindeschneider. Das funktioniert bestens!
Holger K. schrieb: > Vielleicht solltest du auf die richtige Messe gehen und Dir dort die > Geräte ansehen und mit den Anbietern sprechen. Das ist auf jeden Fall eine Empfehlung wert. Von vielen Verfahren hat man im Netz noch gar nichts gehört, kann sie aber dort vor Ort live begutachten. > Zusatz: Gewindedrucken empfehle ich überhaupt nicht. Nimm einen > Gewindeschneider. Das funktioniert bestens! Das habe ich anfangs auch gemacht, aber ich halte das für nur suboptimal. Bewährt haben sich hier Muttern/Bolzen als Inlays: der Drucker stoppt nach Druck der Sechskanttaschen auf einer definierten Lage, man legt die Muttern ein und er druckt dann weiter, so dass diese eingeschlossen werden. Das hält dann auch später problemlos dutzende Schraubvorgänge aus und man kann die Schrauben richtig fest anziehen. Ansonsten nutzen wir hier gerne und oft Filamentdruck für Prototypen und Einzelstücke. Es ist einfach ein großer Vorteil, wenn man alles im CAD konstruieren kann und ein paar Stunden später ein Gehäuse auf dem Tisch steht, das sich an die Funktion/Platine anpasst und nicht umgekehrt.
Wir nutzen seit ein paar Jahren 3D-Drucker für Funktionsprototypen und fertigen damit sogar Kleinstserien. Ich möchte diese Technik nicht mehr missen.
3D-Innovations schrieb: > Warum gibt es hier kein Forum speziell für 3D-Drucker? Weil übetall der Hxpe um 3d-Drucker plattgetreten wird, warum also hier auch noch trampeln ? 3D-Innovations schrieb: > um damit wirklich kleine Zahnräder oder Getriebe für Servos und Uhren > auszudrucken. Dir ist offenkundig nicht bekannt, dass Zahnräder in der Praxis mit polierten und gehärteten Zahnflanken gebaut werden, wenn sie was taugen sollen, oder bei Plastikspritzguss wenigstens aus POM wegen der Rutschigkeit hergestellt werden. Ein FD Zahnrad wäre viel zu rauh und taugt höchstens für wenige Umdrehungen, selbst STL hat eine rauhe Oberfläche und Epoxy ist eher klebrig als rutschig. 3D-Innovations schrieb: > Aber Servo-Getriebe und andere Mikrorobotik, Mikrodrohnen wäre die > richtige Richtung. Ja, ich habe hier nur Filament-Drucker. Du stehst noch ganz am Anfang... 3D-Innovations schrieb: > Wenn die Düsen kleiner sind, verstopfen die schneller oder was ist > das Problem ? Könnten die Filaments nicht reinhaltiger sein ? Oje, noch wenig Ahnung... Stefan M. schrieb: > Alle ( Kollegen und Freunde ) die einen 3D Drucker zu Hause haben, > machen damit eher Spielereien Natürlich. 3D-Innovations schrieb: > Viele Leute drucken mit 3D-Druckern nur Spielsachen und 3D-Grafikmodelle > aus, warum das so ist, weiss ich nicht Weil's zu mehr nicht taugt. Bla schrieb: > ommen jetzt nicht diese Flüssigharz-Drucker mit der Belichtungstechnik ? STL gibt es schon länger und taugt deutlich mehr als FD, aber die Flüssigkeit kostet ordentlich Geld und härtet auch von alleine aus: also eher nicht die Technik für Gelegenheitsdrucker, den kostet dann jedes Teil 180 EUR. Wir (die Firma in deren Projekt ich war) hatte mal ein Teil in der Grösse einer Autostosstange per STL drucken lassen für 26000 EUR. Immer noch billiger als so eine grosse Spritzgussform.
Hallo Chris Muttern/Bolzen als Inlays gehen bei ABS-Druck super, aber bei Resindruckern muß man noch etwas tricksen. Ich hatte den Spaß ja noch nicht, da mein Gerät für mich ja zur Zeit noch unzugänglich ist. Ich stelle mir jedenfalls vor, daß man dem Inlay eine Tasche im Objekt bereit stellt, ein Hilfsobjekt druckt, daß die Mutter, bzw. Bolzen in Position hält und dann kann man das Kunstharz einfach in die Tasche füllen. Anschließend mit UV-Lampe aushärten und Hilfsobjekt entfernen. Umständlich, aber machbar. Ich wurde sagen, daß muß dann das Portioniere von Kunden entscheiden... Jedenfalls kann ich bestätigen, was Du sagtest. Ich habe immer 1.5mm Gewinde geschnitten, da 1mm zu eng war und auch bei ABS nicht immer optimal hielt. Ich finde jedoch 1,5mm in Kombination mit ABS ganz okay.
naja ich hab mir gestern abend mal schnell ein universal modul gehäuse über tinkercad erstellt, weil ich kurzfristig was verbauen wollte die front enthält einen ausschnitt für ein 1602 lcd display breite ist 120mm und höhe 50mm, länge insgesamt ca 160mm, wandstärke 4mm die druckzeit bei 50% infill und 0,3mm layer beträgt für front und rückseite je ca 1/2h, das mittelteil dauert ca 2:40h bei 25% infill so hab ich nach ca 3:40h ein fertiges gehäuse wenn ich heute nach hause komme startet der druck, dann esse ich was, mach den wochenendeinkauf und dann ist das gehäuse schon fertig die teile kann man nacheinander ein einem druckvorgang drucken lassen ohne ein bauteil von der druckplatte zu nehmen, einfach die objekte hintereinander auf der druckplatte anordnen und warten praktisch daran ich kann heute aben gleich weitermachen und muss nicht erst bis nächste woche auf ein gehäuse warten was ich dann eh noch nachbearbeiten müsste
Hallo MaWin, ich sehe kein Problem darin, eine Firma für Kunstharz-3D-Objekte zu Gründen. Natürlich verhalten sich das Material und die Objekte nicht, wie aus einer Gußform, dafür sind sie jedoch günstiger und das Angebot kann dadurch von viel mehr Leuten genutzt werden. Es ist eine allgemeine Fehlannahme, daß bei neuen Geschäftsfeldern, das Resultat einem bereits vorhandenen Qualitätsstandards entsprechen muß. Dadurch, daß neue Kundenfelder erschlossen werden, kann man denen ganz einfach klar machen: Wenn Du unseren Service nutzt, hast Du ganz klare Vor- und Nachteile. Das einzige, was Dir passieren kann, ist daß alle Kunden etwas von Dir wollen, was sie besser woanders, und für viel Geld hätten bestellen sollen. Passiert auch - aber im Regelfall sind diese Kandidaten Einzelfälle und eben nicht die Regel. Übrigens: ABS-Zahnreader gibt es durchaus - auch dafür gibt es bereits zahlende Kunden...
Chris D. schrieb: > Bewährt haben sich hier Muttern/Bolzen als Inlays: der Drucker stoppt > nach Druck der Sechskanttaschen auf einer definierten Lage, man legt die > Muttern ein und er druckt dann weiter, so dass diese eingeschlossen > werden. Wie bekommt man Cura dazu, in einer bestimmten Lage an einer bestimmten Position zu stoppen? Selbst von Hand anhalten geht nicht sicher, weil der Drucker mit Verzögerung stoppt und man nicht weiß wo er da gerade steht. Aber ja, sechseckige Bohrungen passend für Muttern drucken ist genial.
Hallo Karl, Du mußt die Stelle im GCode suchen und das Kommando selber einfügen. Um die Stelle zu finden benutze ich den "GCODE-ANALYSER" Ich glaube ich hatte den vor Jahren bei Thingiverse runtergeladen. Denke auch daran, den Kopf im Code anzuheben, damit sich Dein Material nicht durch die Hitze verformt, oder verfärbt. Anschließend wieder an die alte Position und der Druck geht weiter.
MaWin schrieb: > Weil übetall der Hxpe um 3d-Drucker plattgetreten wird, warum also hier > auch noch trampeln... rant rant Sieh es ein, Du bist einfach zu alt um Dich noch mit neuen Methoden zu beschäftigen. Bekanntlich lehnen die meisten Leute ja alles ab, was nach ihren 40ern entstanden ist, das ist also ganz normal. Dein übriges Gemecker zeugt nur von überzogenen Ansprüchen: Ich muss kein Zahnrad mit lasergehärteten Flanken haben, wenn ich nur einen handgetriebenen Antrieb will. In meinem Fall ein schrägverzahntes Innenzahnrad mit Außenrändel, welches ein Poti treibt. Das Zahnrad läuft im gleichen Gehäuse in dem auch die Potiachse geführt wird. Das Zahnrad auf dem Poti hat einen D-Ausschnitt für die Achse. Du würdest dafür natürlich extra 3 Spritzformen machen lassen. Ich kann das zu einem Hunderstel des Preises drucken.
Holger K. schrieb: > Du mußt die Stelle im GCode suchen und das Kommando selber einfügen. Also nicht "Über USB drucken" sondern "als Datei speichern" und dann drin rumfummeln? Kann ich das dann wieder über Cura einlesen und drucken?
einem Hunderstel ? Höhö... So eine Form kostet locker 18.000 - 20.000 Euro Wenn Du Dein Zahnrad druckst, mit Strom und Material bist Du vielleicht bei 12 Cent das Zahnrad. Das ist dann also mal eben ein 166666tel!
Hallo Karl Ne, das wird nicht mehr eingeladen. 1) Cura macht den Code (komplett, ohne Pause) 2) Du Editierst den mit den GCode-Analyser. 3) Der Veränderte Code wird zum Drucker geschickt. Es gibt irgendwo Tabellen mit den Befehlen im GCode, da gibt es auch Pausen. Wenn zB. Dein Drucker Ramps1.4 mit Marlin benutzt, kannst Du mal den Source-Code von Marlin aufmachen. Da ist ein eine solche Tabelle drin.
> Das ist eine gute Liste, genau davon rede ich. Viele Leute drucken mit > 3D-Druckern nur Spielsachen und 3D-Grafikmodelle aus, warum das so ist, > weiss ich nicht. Weil viele Leute zu bloed sind um 3D-Modelle zu erstellen. Das ist genauso wie mit den Leuten die glauben Programmieren zu koennen, aber damit Arduino meinen und Source anderer Leute im Netz zusammenklauen aber niemals ein Datenblatt lesen wuerden. Um einen 3D-Drucker vernuenftig nutzen zu koennen musst du: 1. Ein CAD-Programm haben und es bedienen koennen. 2. Ein gutes raeumliches Vorstellungsvermoegen haben. 3. Eine gewisse Grundbildung in mechanischer Konstruktion mitbringen, wissen was Passungen sind welche Genauigkeit du brauchst, wie man etwas konstruiert damit es haelt. Materialkunde, Klebetechnik. Also vielleicht nicht ein komplettes Maschinenbaustudium aber Interesse an diesen Themen und den Willen da auch etwas zu lernen. 4. Erfahrung mit dem Verfahren 3D-Druck sammeln. Nicht alles laesst sich drucken, aber manches was man z.B nicht fraesen kann. Olaf
Karl K. schrieb: > kein Zahnrad mit lasergehärteten Flanken haben, wenn ich nur einen > handgetriebenen Antrieb will. In meinem Fall ein schrägverzahntes > Innenzahnrad mit Außenrändel, welches ein Poti treibt. Das Zahnrad läuft > im gleichen Gehäuse in dem auch die Potiachse geführt wird. Das Zahnrad > auf dem Poti hat einen D-Ausschnitt für die Achs mie. Warum kaufst du die Zahnräder nicht?
Karl K. schrieb: > Chris D. schrieb: >> Bewährt haben sich hier Muttern/Bolzen als Inlays: der Drucker stoppt >> nach Druck der Sechskanttaschen auf einer definierten Lage, man legt die >> Muttern ein und er druckt dann weiter, so dass diese eingeschlossen >> werden. > > Wie bekommt man Cura dazu, in einer bestimmten Lage an einer bestimmten > Position zu stoppen? Mit Cura kenne ich mich nicht aus, aber beim Slic3r kann man für jede Lage ein spezielles Label in den G-Code einfügen. Ich schaue mir dann die Scheiben im Slicer einfach an, merke mir die Lagennummer und lasse danach ein simples Skript drüberlaufen, das mir dann an der Stelle einen Halt (M0) und einen Alarm per Piepser (damit ich oder mein MA das auch mitkriegen) einfügt. > Selbst von Hand anhalten geht nicht sicher, weil der Drucker mit > Verzögerung stoppt und man nicht weiß wo er da gerade steht. Ja, das wäre schwierig. Aber den bedingten Halt gibt es bei CNC-Maschinen ja schon etwas länger :-) > Aber ja, sechseckige Bohrungen passend für Muttern drucken ist genial. Ist nicht auf meinem Mist gewachsen - ich hatte das mal auf irgendeiner Messe gesehen (Euromold?). Seitdem konstruiere ich Gewinde für Schrauben nur noch so. Und wenn es richtig stabil sein soll, nimmt man Gewindebolzen :-)
Karl K. schrieb: > Du würdest dafür natürlich extra 3 Spritzformen machen lassen Ich würde einfach 2 Zahnräder aus meiner Wühlkiste nehmen und ggf. die Achsaufnahme umformen. Aber das ist dir ja zu old-School. Armer Karl, meine 3d-Druck Erfahrungen sind ausreichend um zu wissen wofür es NICHT taugt, gerade FD. Aber wenn du nur einem 3d-Druck Hammer hast, musst du halt alles zusammennageln, ich hab Fräse, Drehe, Galvanik, Brennofen, mit Bohrern, Gewindeschneidern und CNC und kann mir das passende Werkzeug aussuchen. Es wird nie ein Filament 3d-Druck, obwohl so eine Maschine unbenutzt beim Kumpel stdht der mir ständig erzählt er würde sich freuen für mich endlich mal was zu machen (gefräst/dreht hab ich ihm schon öfter was).
Olaf schrieb: > Um einen 3D-Drucker vernuenftig nutzen zu koennen musst du... Ja, das ist etwas, was man schnell vergißt, wenn man regelmäßig damit zu tun hat: Technisches Zeichnen, Fertigungsverfahren im Studium legen Grundlagen, die andere nicht haben.
In Cura lassen sich auch Skripte erstellen in denen Pausen eingefügt und Einstellungen geändert werden können. Anleitungen sind auf Thingiverse zu finden wenn man nach Temptowern sucht.
Um einen 3D Drucker voll auszureizen macht es Sinn sich auch in CAD einzuarbeiten. Dazu muss man nicht Maschinenbau studieren, dank vieler freier Werkzeuge ist das alles kein Hexenwerk. Es gibt unzählige gute YT Videos oder Bücher die dabei helfen. Aber auch auf Thingiverse ist nicht alles Müll, die sind viele kleine praktische Sachen bei. Ich habe auch schon viele Gehäuse gedruckt für RPi, Wettersensoren, FTDI Adapter, Programmieradapter, Batteriehalter, LED Ringe, grosse Matrix LED, Funkfernbedienung, iPad Ständer, Gelenkarm, Adapterplatte für Stativ (wäre sonst wertlos geworden) und weitere. Alles nützliche Dinge die immer noch im Einsatz sind, dafür ist 3D Druck einfach genial. Und mal einfache Dekoobjekte zum Testen sind auch nicht schlecht. In der aktuellen Make ist ein Lautsprechergehäuse drin, das sieht auch sehr gut aus und steht auf der Todo Liste. Ein eigenes Unterforum braucht man hier aber nicht, passt in Mechanik oder Elektronik, je nachdem. Wer einen bestimmten Drucker hat findet schnell eine grosse Gemeinschaft dazu die schon Verbesserungen dafür gemacht haben. Da kann µC.net nicht mehr gegen anstinken, vor allem da hier mittlerweile die Bedenkenträger und Miesmacher überwiegen.
Prinzipiell finde ich das additive Herstellungsverfahren mittels 3D Drucker genial. Wer keine Maschinen aufstellen kann oder Zugang dazu hat, stellt sich nun einen (weiteren) Drucker auf den Schreibtisch und ist in der Lage seine Teile auch Zuhause selber herzustellen. Die erfahrenen Kritiker haben erkannt, dass die Technik noch nicht ausgereift ist und möchten sich nicht mit diesem mangelhaften Werkzeug auseinandersetzen, anstatt mit bewährten Methoden ihr Hobby umzusetzen. Das Testen und Verbessern von 3D Druckern wird lieber den Leuten überlassen, die sich speziell mit diesem Thema beschäftigen wollen. Die haben ihre eigenen 3D Foren. Wer sich dort Mal die News Meldungen ansieht, stellt fest, dass alle drei Tage ein neuer 3D Drucker/Verfahren vorgestellt wird. Das würde ich als "noch in heftiger Entwicklung" bezeichnen. Zudem sind die Beiträge voll mit Versuchen, bestehende Geräte zu verbessern. Man kann das auch einfach Mal entspannt beobachten und abwarten, ohne noch ein weiteres Hobby daraus zu machen.
Ich würde auch sagen dass in diesem langen Entwicklungsweg viel Potenzial drin steckt. Es muss ja nicht alles über Plastik sein. Wenn ihr mal überlegt wie bei Lebewesen Haare wachsen, sind Haarwurzeln im Grunde biochemische Prozesse, also fast vergleichbar mit einer Düse. Ich denke dass an Chemie zusammen mit 3D-Druck viel geforscht wird. Für uns Leute ohne Labor wäre vielleicht der nächste Schritt eine Modifikation beim ABS-Druck in der Düse noch winzige Mengen Aceton beizumischen, um den horizontalen Haft zwischen den Schichten zu vergrößern. Oder würde sich das eher zersetzen? Ähnlich wie 2K-Kleber aus zwei Düsen auf einen Punkt aufzutragen. Eine Spritze gefüllt mit Aceton und ein Schrittmotor. https://publiclab.org/notes/JSummers/12-30-2014/syringe-pump-mechanicals
Was schön wäre, wenn einer von den Cracks hier ein Tutorial schreiben würde. Angenommen wir würde ein Gehäuse bauen wollen, womit muss ich das Zeichnen? Muss ich erstmal einen Lehrgang auf die Zeichensoftware machen oder gibt es da auch was einfaches? Welche Daten muss das Programm können. Dann will ich etwas kopieren, kann ich das mit einem 3D-Scanner eincannen und einfach so übertragen? All solche Fragen finde ich nirgendwo zusammen gefasst. Vielleicht gibt es auch Literatur. Das wäre in dem Zusammenhang einmal sehr hilfreich. Ihr habt das Rad ja schon unter Anstrengungen geschmiedet ... äh ... gedruckt. Das muss doch nicht jeder wiederholen müssen.
Also der Prusa MK3S kann jetzt schon auf 0.05mm Auflösung drucken und ist mit 999€ auch preislich total okay. Weiß auch nicht, was 3D-Druck für eine "Spielerei" sein soll. Das ist ein Weltmarkt geworden, sowohl im Privat- als auch im Businessbereich. Wir fertigen selbst extrem viel mit 3D-Druckern, einfach um das Prototyping einfach zu gestalten und auch mal was in der Hand zu haben, anstatt nur Worte in die Luft zu pusten, worunter sich dann sowieso keiner etwas genau vorstellen kann. Ich finds einfach geil, wenn man morgens eine Idee hat, die man relativ schnell im CAD konstruieren kann und abends seine Idee in der Hand hält. Für mich ist 3D-Druck nicht mehr wegzudenken.
Chris M. schrieb: > Weiß auch nicht, was 3D-Druck für eine "Spielerei" sein soll. Das ist > ein Weltmarkt geworden, sowohl im Privat- als auch im Businessbereich. Komische Argumentation den Weltmarkt zu zitieren. Wenn sich viele, vor allem private Anwender, einen 3D-Drucker andrehen lassen (Hype), spricht das noch lange nicht für diese Art zu produzieren. > Wir fertigen selbst extrem viel mit 3D-Druckern Zeige doch mal 10 Bilder von den extrem vielen gefertigten Teilen des 999,- Euro Drucker. Schreibe auch die Kosten pro Teil und die Dauer des Entwurfs und des Drucks dazu.
Jubelperser schrieb: > Chris M. schrieb: > >> Weiß auch nicht, was 3D-Druck für eine "Spielerei" sein soll. Das ist >> ein Weltmarkt geworden, sowohl im Privat- als auch im Businessbereich. > > Komische Argumentation den Weltmarkt zu zitieren. Wenn sich viele, vor > allem private Anwender, einen 3D-Drucker andrehen lassen (Hype), spricht > das noch lange nicht für diese Art zu produzieren. Da kennt sich jemand aus. Ist ja nicht so, dass in Asien ganze Häuser mit 3D-Druck-Technik gefertigt werden und sogar erste kleine Organe im Medizinsegment mit organischen Stoffen gedruckt wurden. Ist bestimmt nur ein Hype.. Genau wie die Cloud.. alles Hype. Hype ist auch so langsam das Synonym für: "Eigentlich habe ich keine Ahnung, aber schlecht reden will ich es trotzdem" geworden. Bevor man über etwas urteilt, sollt man sich damit auch mal auseinandersetzen. >> Wir fertigen selbst extrem viel mit 3D-Druckern > > Zeige doch mal 10 Bilder von den extrem vielen gefertigten Teilen des > 999,- Euro Drucker. Schreibe auch die Kosten pro Teil und die Dauer des > Entwurfs und des Drucks dazu. Erstens zitiere doch wenigstens den ganzen Satz, damit dir auch klar werden würde, dass ich das Wort "Prototyping" verwendet habe und nicht "Serienfertigung". Zweitens schicke ich jetzt bestimmt Bilder mit Prototypen und deren entstandenen Kosten hier rein. Magst du vielleicht auch noch die Anschrift unserer Buchhalterin haben?
@3D-Innovations: Die Filamenthersteller mischen den Kunststoffen bereits Mittel bei, die die Druckbarkeit und andere Eigenschaften verbessern sollen. Deshalb sollte man z.B. das Filament auch immer luftdicht verpackt bei vorgegebenen Temperaturen aufbewahren. z.B. PET + Glycol --> PETG Filament (für technische Konstruktionselemente gut geeignet) Wir sollten unterscheiden zwischen den FDM Spielzeugdruckern, für den privaten Anwender zuhause und den Industriedruckern. Dienstleister bieten aus gutem Grund kaum Fused Deposition Modeling an, sondern z.B. Selective Laser Sintering, Digital Light Synthesis, PolyJet, Multi Jet Fusion, etc.. Wikipedia listet 25 Verfahren auf. @ F. F. (foldi): zu welchem Druckverfahren möchtest Du ein Tutorial? Welche Methode zum Erstellen des Modells für die Druckdatei möchtest Du beschrieben haben? Es gibt zu viele und es ändert sich alles noch sehr schnell. Trotzdem kann man die Infos im Netz finden, wo sie dynamisch den Fortschritten angepasst werden können.
Karl K. schrieb: > Wie bekommt man Cura dazu, in einer bestimmten Lage an einer bestimmten > Position zu stoppen? Cura => Extensions => Post Processing => Modify G-Code => Add Script => Pause at height
Chris M. schrieb: > Magst du vielleicht auch noch die Anschrift unserer Buchhalterin haben? Nach deinem obigen Beitrag hatte ich schon damit gerechnet, dass du nur unsachlich argumentieren kannst. Ist leider trauriger Alltag auf dem µCNet geworden. kwt.
Ich habe seit knapp zwei Jahren einen 3D-Drucker privat und seit über einem Jahr erst einen, inzwischen zwei 3D-Drucker in der Firma. Meine Hauptanwendung sind Gehäuse die ich in PETG drucke, etwa für Displays oder für Prototypen Steuergeräte. Sehr beliebt sind auch die Headset-Halter die ich als "Werbung" an die Kollegen verteile. :-) Ich würde mir die Gehäuse ja gerne fertigen lassen. Nur wenn man bei einer Anfrage mit 200...500 Stück nicht mal mehr eine Anwort von einem Hersteller bekommt und selbst 200 Stück für die nächsten 10 Jahre zu viel sind, tja, dann eben drucken. Dazu kommt, mit <25 Euro pro kg Material sind die Kosten sehr niedrig. Und zumindest in der Firma kommt der Strom "einfach so" aus der Steckdose. Also sich für 2k+ den Schrank mit Gehäusen einer Sorte vollzustopfen erfodert schon, dass man entsprechend Durchsatz hat. Hat man dagegen vielleicht 50 Stück im Jahr in verschiedenen Größen sind die Einschränkungen beim 3D-Druck etwa in der Temperatur-Beständigkeit dann plötzlich nicht mehr so schlimm. Hinzu kommen so Objekte die man einfach nicht kaufen kann, etwa spezielle Abstandshalter für Versuche die früher aufwendig gefräst wurden und von denen "spontan" mal je 50 Stück in zwei Ausführungen benötigt werden. Oder Blindstopfen für Sicherheits-4mm-Buchsen. Feinmechanik würde ich mit den 3D-Druckern jetzt nicht machen, schliesslich sind meine FDM Drucker nur gesteuerte Heissklebepistolen. Aber ein Gehäuse zu drucken das mir ein Kollege um die .step Datei meiner Platine und nach meinen Vorgaben erstellt hat - erheblich schicker als wie früher ein Standard-Gehäuse zu nehmen und da passend Löcher rein zu bringen. Und erheblich preiswerter ab dem 2. Gehäuse dieser Art wenn man die Zeit in die 3D Konstruktion steckt und nicht in Konstruktion+Modifikation von Standard Gehäusen.
Chris M. schrieb: > Wir fertigen selbst extrem viel mit 3D-Druckern, einfach um das > Prototyping einfach zu gestalten und auch mal was in der Hand zu haben, > anstatt nur Worte in die Luft zu pusten, worunter sich dann sowieso > keiner etwas genau vorstellen kann. D.h., die auf eurem Prusa MK3S gedruckten Teile sind Anschauungsobjekte ohne Funktion. Das Problem der User hier ist, dass sie ein funktionierendes Endprodukt, wie aus der Massenproduktion, für ihr Hobby benötigen oder zumindest ein Funktionsmuster. Eine CAD Zeichnung + Aufbereitung muss für eine CNC Fräse auch erstellt werden.
Maria S. schrieb: > @ F. F. (foldi): > zu welchem Druckverfahren möchtest Du ein Tutorial? Welche Methode zum > Erstellen des Modells für die Druckdatei möchtest Du beschrieben haben? > Es gibt zu viele und es ändert sich alles noch sehr schnell. Trotzdem > kann man die Infos im Netz finden, wo sie dynamisch den Fortschritten > angepasst werden können. Du sagst es mit deinen eigenen Worten, dass da eine Übersicht fehlt.
Jubelperser schrieb: > Zeige doch mal 10 Bilder von den extrem vielen gefertigten Teilen des > 999,- Euro Drucker. Schreibe auch die Kosten pro Teil und die Dauer des > Entwurfs und des Drucks dazu. Du hast den Sinn dieser Teile irgenwie nicht verstanden. Also bei uns im Werk (so wurde es mir erzählt, habe das nicht selbst gesehen) soll jeder Konstrukteur ein 3D-Drucker am Arbeitsplatz haben. Da ich Service Techniker bin, kenne ich auch einige Firmen, die mittlerweile spezielle Werkzeuge und was auch immer auf den Dingern drucken. Visionen in meinem Unternehmen gehen sogar da hin ein Fahrzeug mit einem Drucker auszurüsten (halte ich für Quatsch), der dann vor Ort ein Ersatzteil drucken kann, welches gerade nicht erhältlich ist.
Angehängte Dateien:
-

Lichtformer.jpg
280 KB
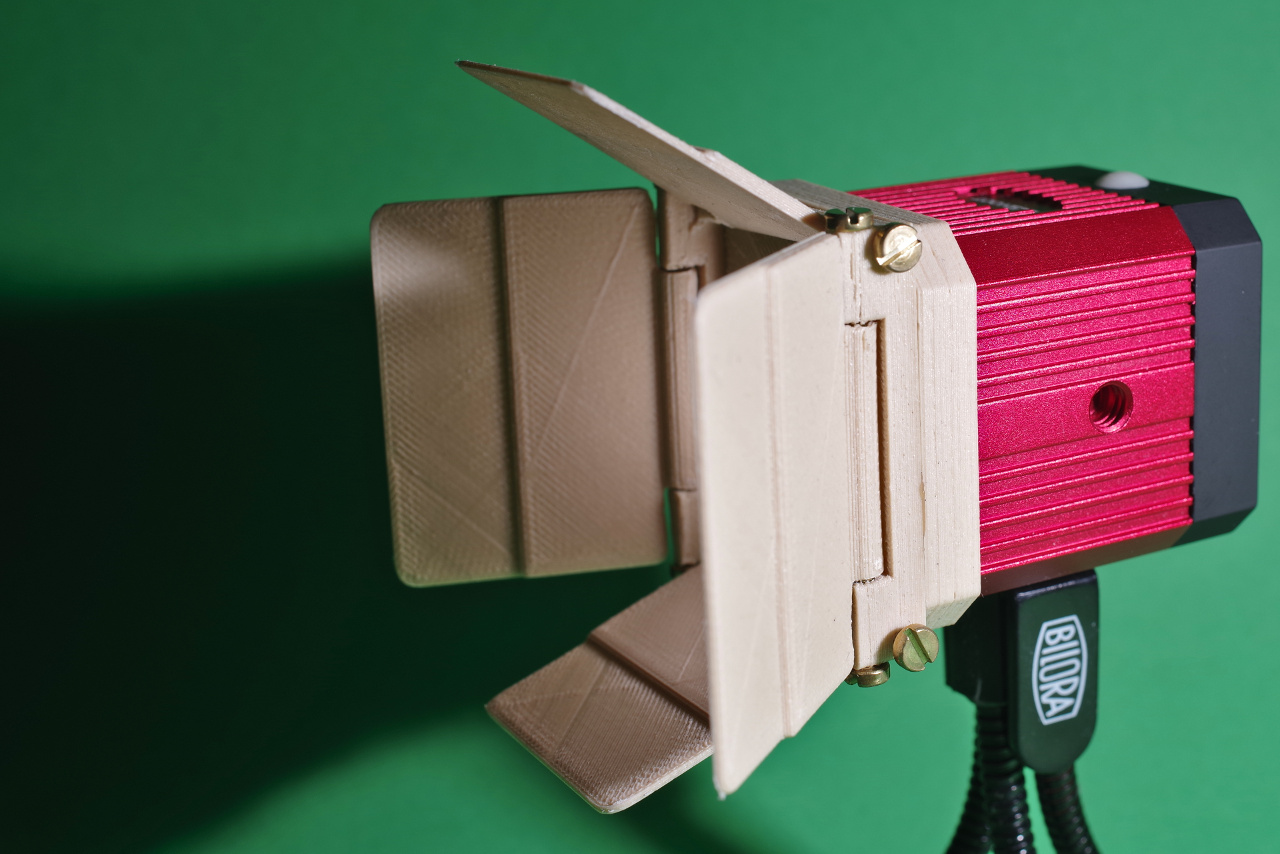
> Wir sollten unterscheiden zwischen den FDM Spielzeugdruckern, für den > privaten Anwender zuhause und den Industriedruckern. Also ich betreue in der Firma einen FDM Drucker der 10keuro Klasse und hab zuhause einen fuer 300Euro aus Baumarkteilen zusammengebaut. Klar es gibt da Unterschiede, aber die sind nicht so gross wie man glauben mag. Mal ein Beispiel. Wenn ihr den weltbesten Laserdrucker zuhause habt, koennt ihr dann mal eben den Tietze und Schenk schreiben und ausdrucken? Nehmen wir mal an ihr wuerdet den Tietze und Schenk irgendwo als pdf downloaden koennten, wuerdet ihr den dann ausdrucken koennen und er sieht genauso aus wie ein gekauftes und von einem Profi gebundenes Original? Und so ist das auch mit den 3D-Druckern. Das ganze ist ein sehr komplexes aber auch sehr interessantes Verfahren in der Fertigungstechnik. Es kommt oftmals auf Kleinigkeiten an. Man muss Spass dran haben und sich daran erfreuen das der eigene Horizont dadurch erweitert wird. Wer glaubt einfach so eine Kiste kaufen zu koennen und dann geht es, der wird entaeuscht werden. Ich hab mal ein Beispiel angehaengt. Das zeigt einen kleinen Lichtformer den ich mir fuer ein LED-Licht gedruckt habe. Ich habe dafuer so etwa 2-3h im Cad-Programm gebraucht (Viacad) und der Drucker hat auch noch mal so 3-4h gebraucht. Damit das gelingt muss man: 1. Die Idee haben sowas zu machen. Also z.b auch darauf kommen das man ja noch die Messing-M3 Schrauben rumliegen hat und man sein Design so entwickeln kann das man sie verwenden kann. Das Teil haelt ueber vier Magnete am LED-Licht und ich konnte natuerlich mein Modell so designen das ich bereits vorhandene Magnete da einpressen konnte. 2. Man muss mit einem CAD-Programm umgehen koennen um sowas zu zeichnen. 3. Man braucht Erfahrung mit dem Drucker um z.b zu wissen was denn die minimalen Wandstaerken sind die man drucken kann und die stabil genug sind, damit man in PLA(hier mit Woodfill) auch M3-Gewinde reinschneiden kann. Man muss sich darueber im klaren sein was ein Drucker drucken kann und was nicht. Deshalb ist das Teil in zwei Teilen gedruckt die ich dann verklebt habe. 4. Man braucht raeumliches Vorstellungsvermoegen. Die vier Seiten lassen sie alle einklappen ohne das sie sich gegenseitig stoeren. Das muss man natuerlich planen. Bloss weil man sich eine Gitarre kaufen kann wird man nicht automatisch zu Jimi Hendrix oder David Gilmour. Man muss auch schon noch etwas ueben. Ist man zu faul empfehle weiterhin fertige CDs zu kaufen. .-) OlD
Angehängte Dateien:
-

07J8FqI.jpg
66 KB
Olaf schrieb: > Nehmen wir mal an ihr wuerdet den Tietze und Schenk irgendwo als pdf > downloaden koennten, wuerdet ihr den dann ausdrucken koennen und er > sieht genauso aus wie ein gekauftes und von einem Profi gebundenes > Original? "Profis"
Chris M. schrieb: > Ist ja nicht so, dass in Asien ganze Häuser mit 3D-Druck-Technik > gefertigt werden und sogar erste kleine Organe im Medizinsegment mit > organischen Stoffen gedruckt wurden. Kannst du ja auch alles mit deinem 999 EUR Prusa zu Hause... selten was Blöderes gehört. > Ist bestimmt nur ein Hype.. Genau > wie die Cloud.. Nö, die ist ein Super Schritt, endlich wieder zu den bei Global Playern konzentrierten Grossrechner(farmen) zu kommen damit Geld und Macht konzentriert sind wie ehedem bei IBM. Weg mit dem persönlichen PC ! Warst du nicht gerade der Verfechter des privaten 3d Druckers ? Die Zukunft ist Clouddruck !!! Fertigung in der grossen Firma die grosse Kohle damit macht, wie Amazon.
Weil mir das gerade so schön zum Thema passend von Youtube angeboten wurde: https://www.youtube.com/watch?v=vuJmWKsCYcU
Chris M. schrieb: > Also der Prusa MK3S kann jetzt schon auf 0.05mm Auflösung drucken Naja, die "Auflösung" - also Schritte pro mm - schafft mein 300 Eur Anycubic wohl auch. Entscheidend ist die Reproduzierbarkeit und die tatsächliche Bauteilgröße hängt dann von vielen Parametern ab, bis hin zum Slicing. So muss ich z.B. Gewinde immer 0.15mm kleiner / größer drucken als errechnet, weil da die Schichtdicke in der Steigung noch zuschlägt. Das probiert man mal, oder macht ein Muster. Dafür kann ich damit Gewinde drucken, die auf der Drehmaschine undenkbar wären. Maria S. schrieb: > Die erfahrenen Kritiker haben erkannt, dass die Technik noch nicht > ausgereift ist und möchten sich nicht mit diesem mangelhaften Werkzeug > auseinandersetzen Wasn Quatsch. Die "erfahrenen Kritiker" sind einfach nur Rantler wie MaWin, die sich nicht auf Neues einlassen können und alles schlechtreden, wovon sie keine Ahnung haben. Oder die Angst haben dass ihre Erfahrung mit herkömmlichen Fertigungsverfahren nichts mehr wert sind und durch 3D-Druck abgelöst werden. 3D-Druck ist längst ausgereift und wird längst professionell eingesetzt. Die entsprechenden Maschinen kosten entsprechend. Dass Hobbydrucker nicht Geschwindigkeit und Qualität von Profidruckern erreichen dürfte genauso klar sein wie dass Hobbyfräsen, Hobbydrehmaschinen nicht Geschwindigkeit und Qualität von Profi-CNC-Kombimaschinen erreichen. Genauso wie 3D-Druck seine Schwächen hat, haben das andere Verfahren auch.
MaWin schrieb: > Ich würde einfach 2 Zahnräder aus meiner Wühlkiste nehmen und ggf. die > Achsaufnahme umformen. Klar, und für die nächsten Geräte würdest Du dann andere Zahnräder rauswühlen, und wenn Du 10 Stück davon brauchst, hast Du 10 verschiedene Zahnräder. Tja, Du bist halt Bastler, ich bin Ing. Ich konstruiere die Zahnräder entsprechend der Anforderung, mit Gleitschiene für die Führung und Anschlag, damit das Poti nicht überdreht wird. Und drucke das einfach. Bastel Du mal weiter.
Tobi P. schrieb: > Warum kaufst du die Zahnräder nicht? Ein schrägverzahntes Innenzahnrad, mit 120° Teilverzahnung, Innenanschlag gegen Überdrehung, Außenrändel und Gleitführung, und dazu passend ein Zahnrad mit D-Loch? Guter Witz.
Angehängte Dateien:
-

1-Koerper_erstellen.png
160 KB -

2-Ecken_abrunden.png
270 KB -

3-Versatzebene_Deckel.png
310 KB -

4-Koerper_teilen.png
330 KB -

5-Schale_erstellen.png
320 KB -

6-Skizze_auf_Bodenplatte.png
170 KB -

7-Stuetzen_extrudieren.png
280 KB -

8-Abstandshalter_extrudieren.png
380 KB -

9-Skizze_Deckel_Versatzlinie.png
460 KB -

10-Deckel_Versatz_extrudieren.png
480 KB -

11-Bohrungen_in_Deckel.png
270 KB -

12-Extrusionsschritt_aendern.png
570 KB -

13-Skizze_fuer_Aussschnitt_in_Seite.png
80 KB -

14-Ausschnitt_extrudieren.png
330 KB -

15-Fertig.png
600 KB -

16-Fertig_mit_Deckel.png
580 KB
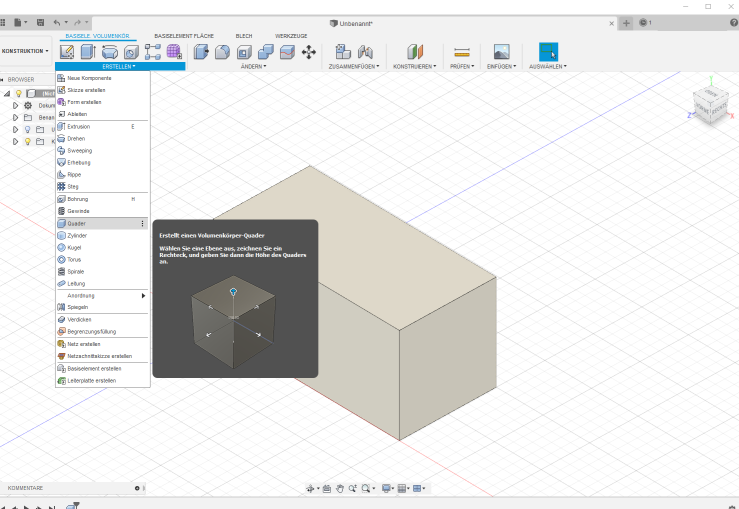
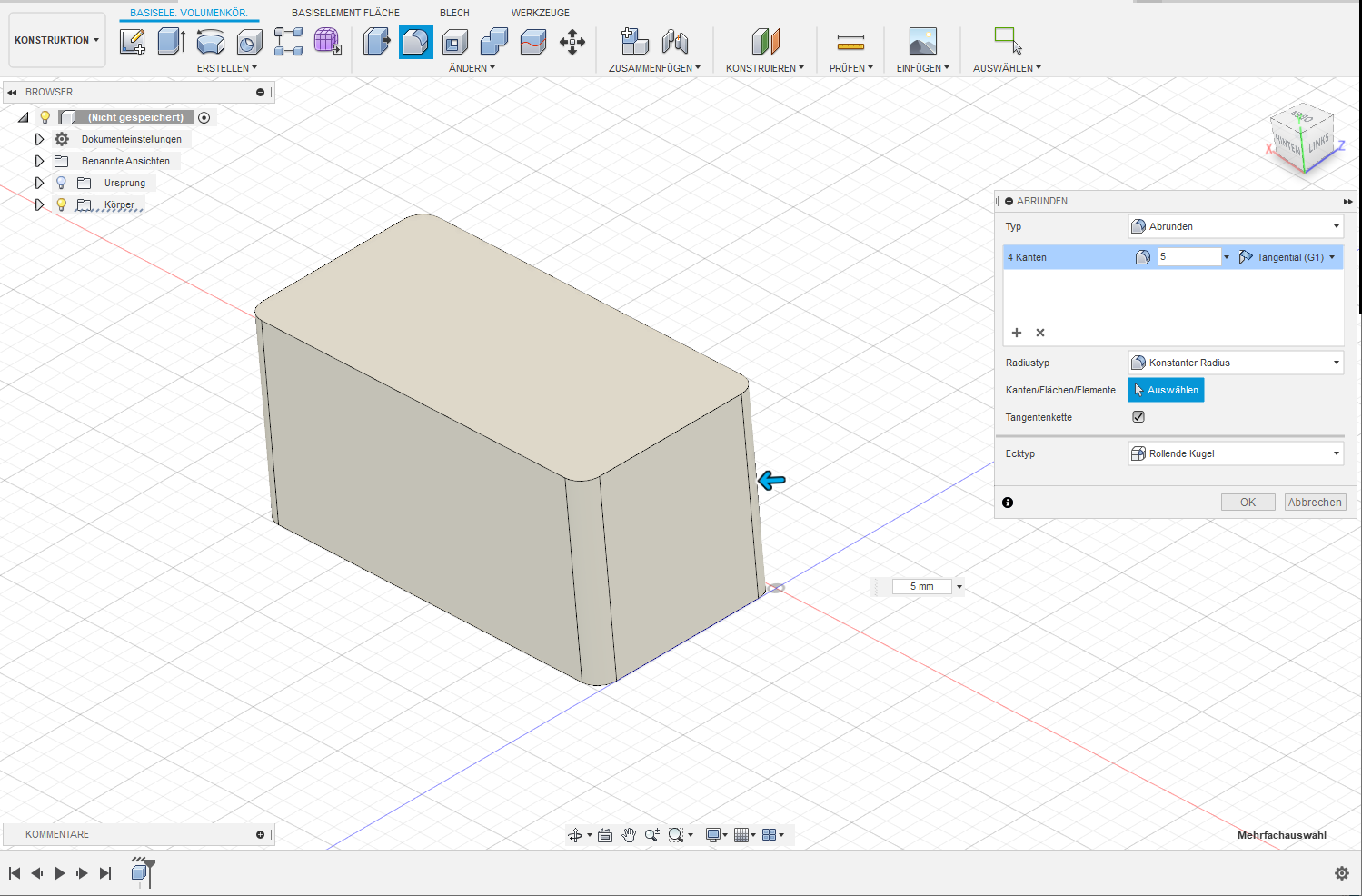
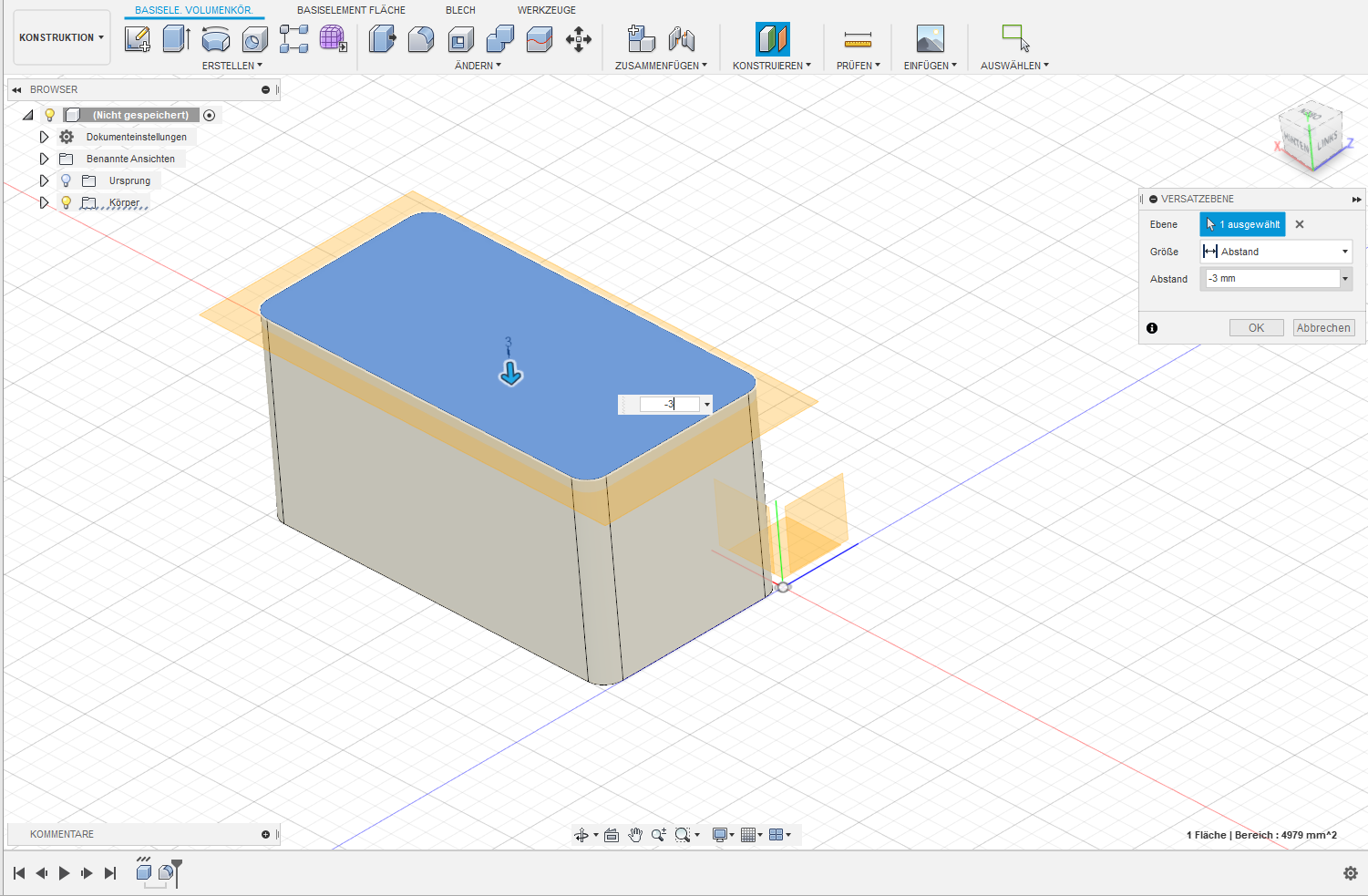
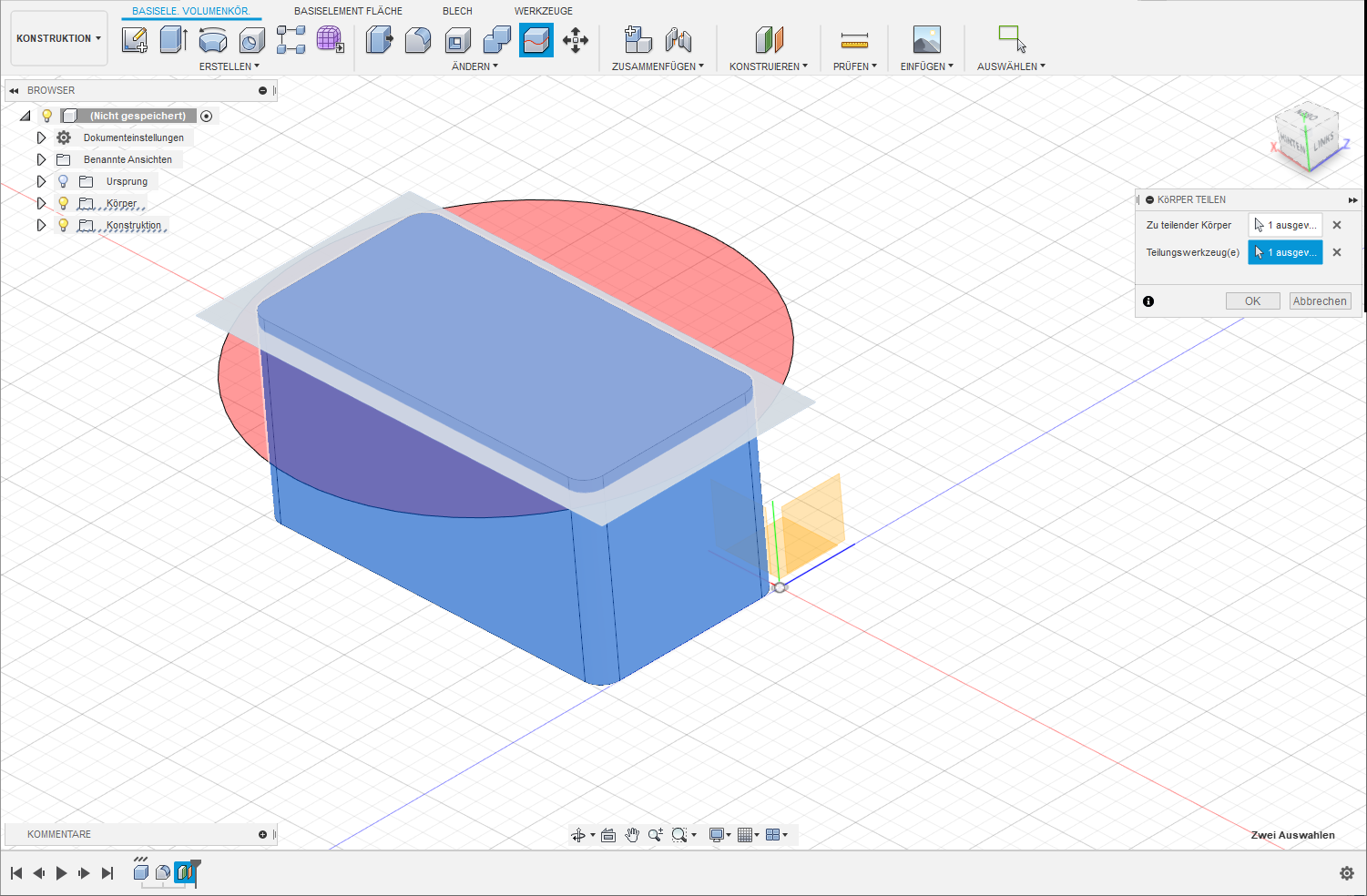
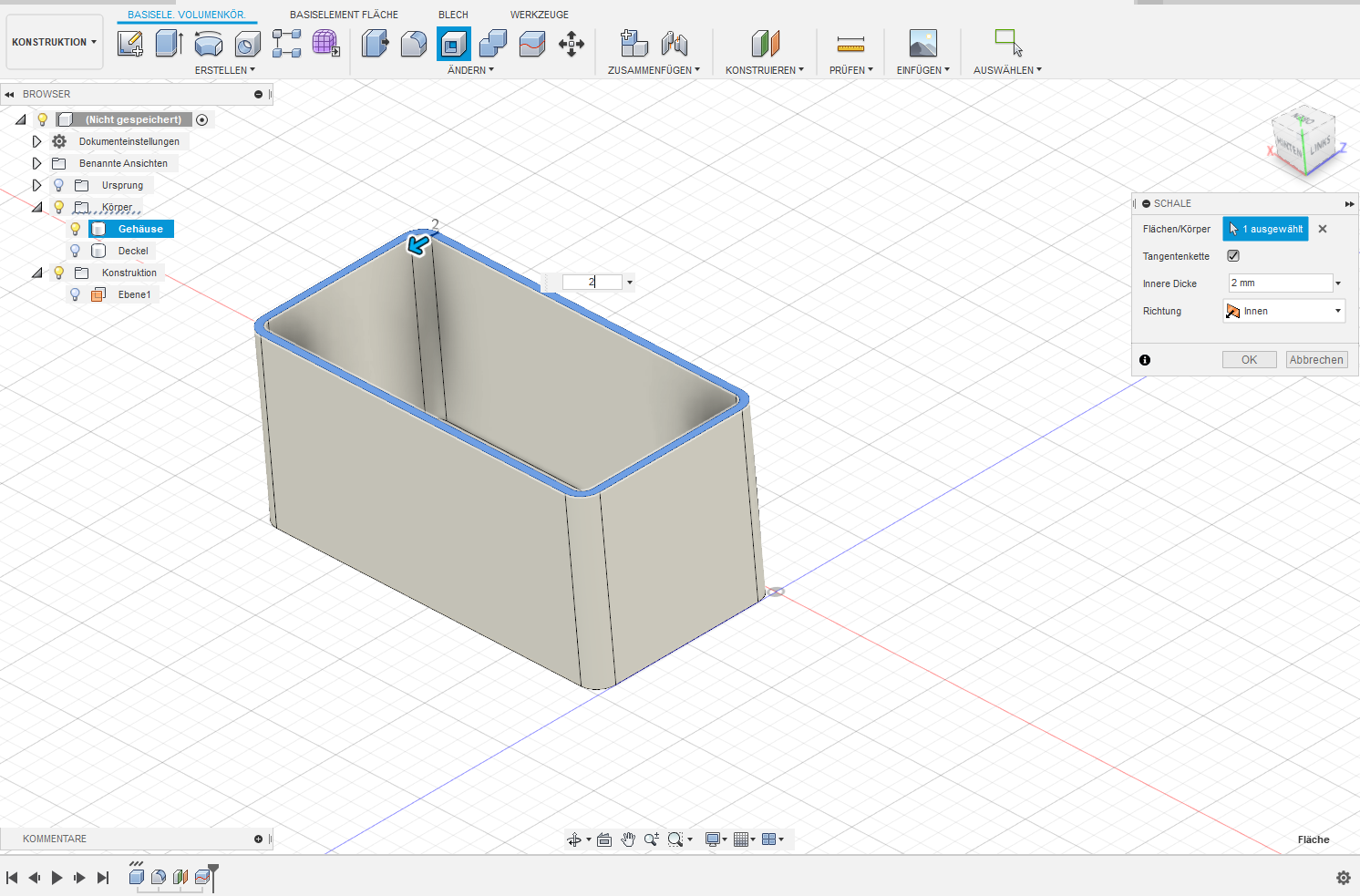
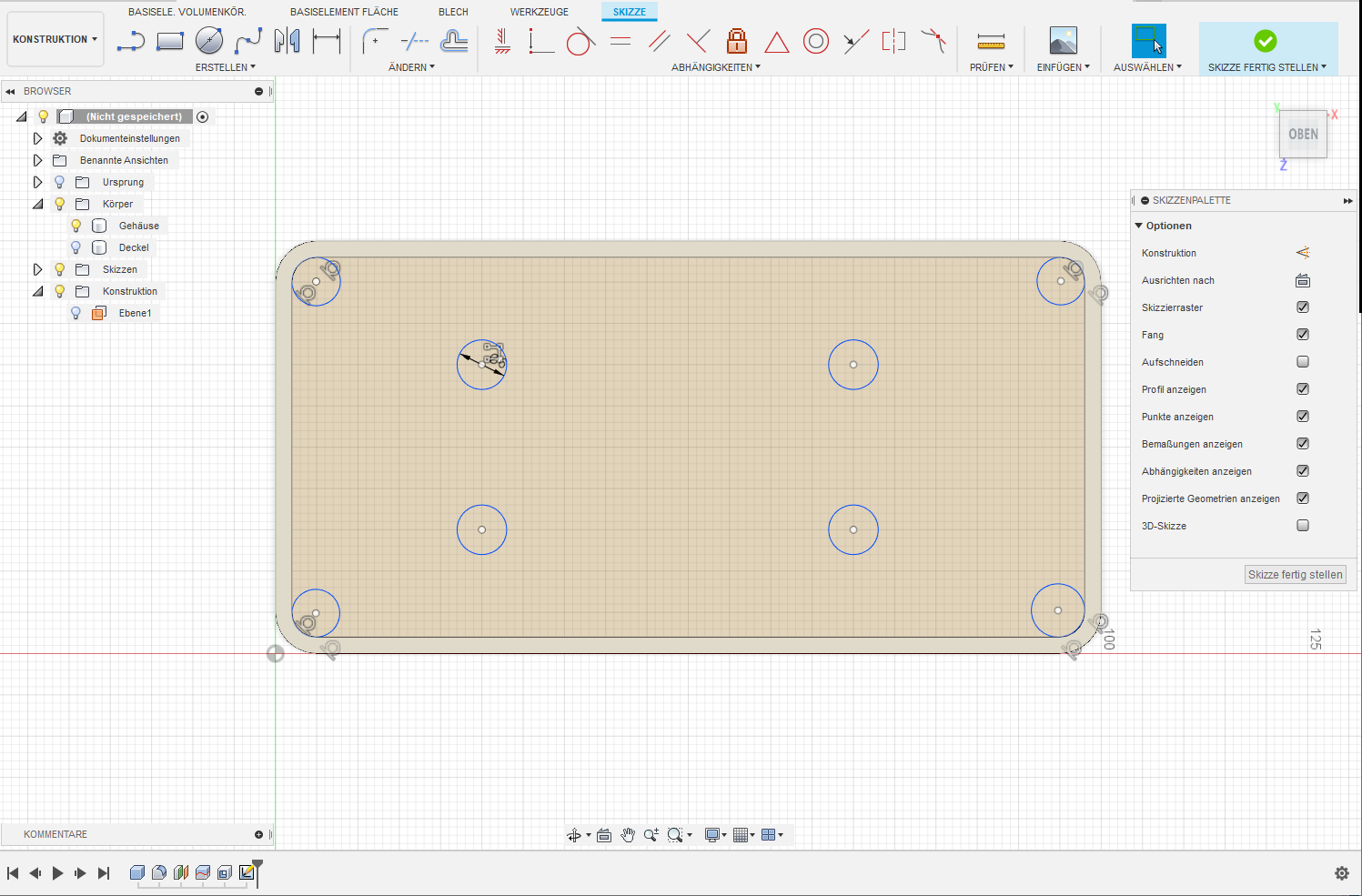
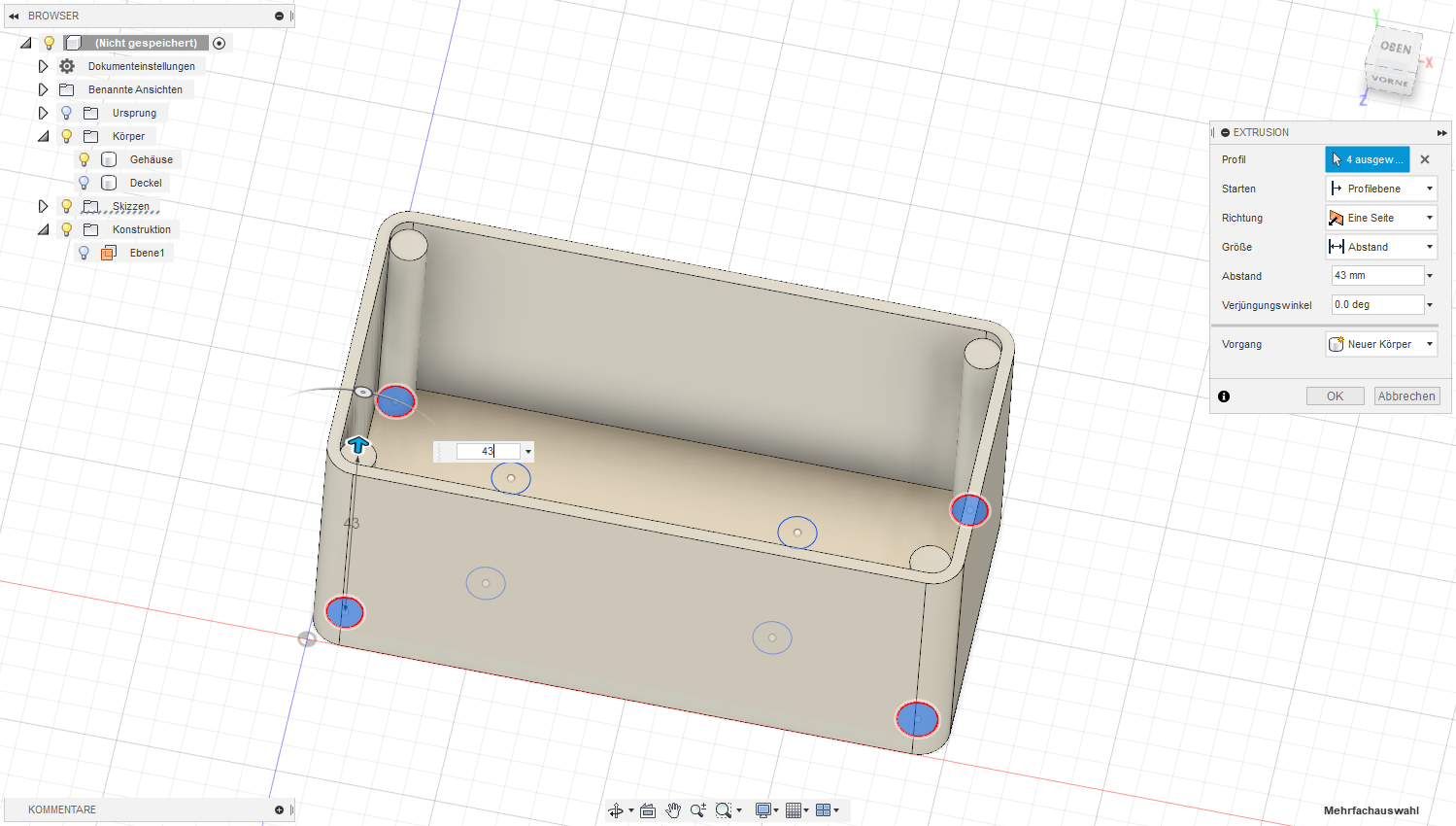
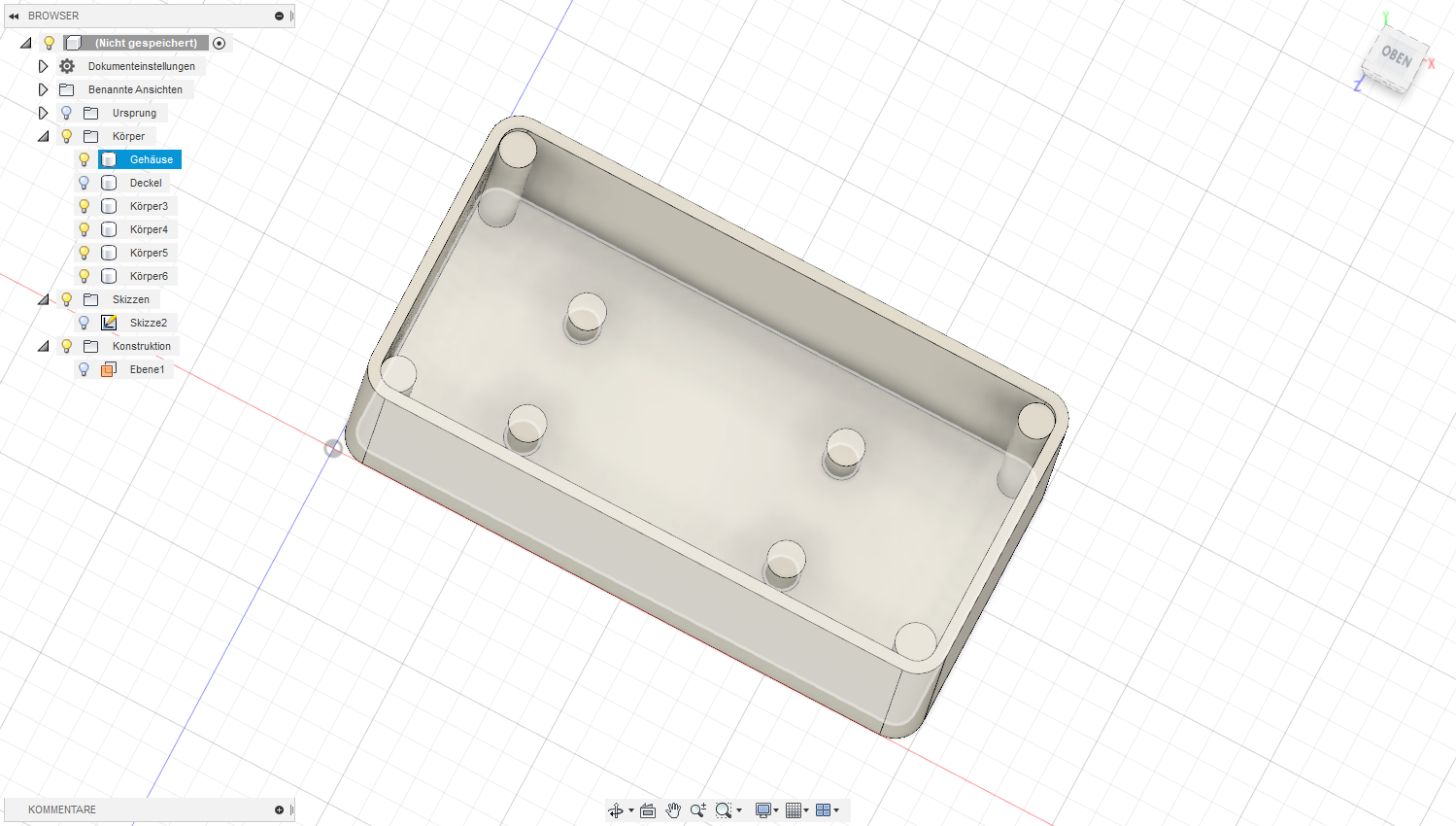
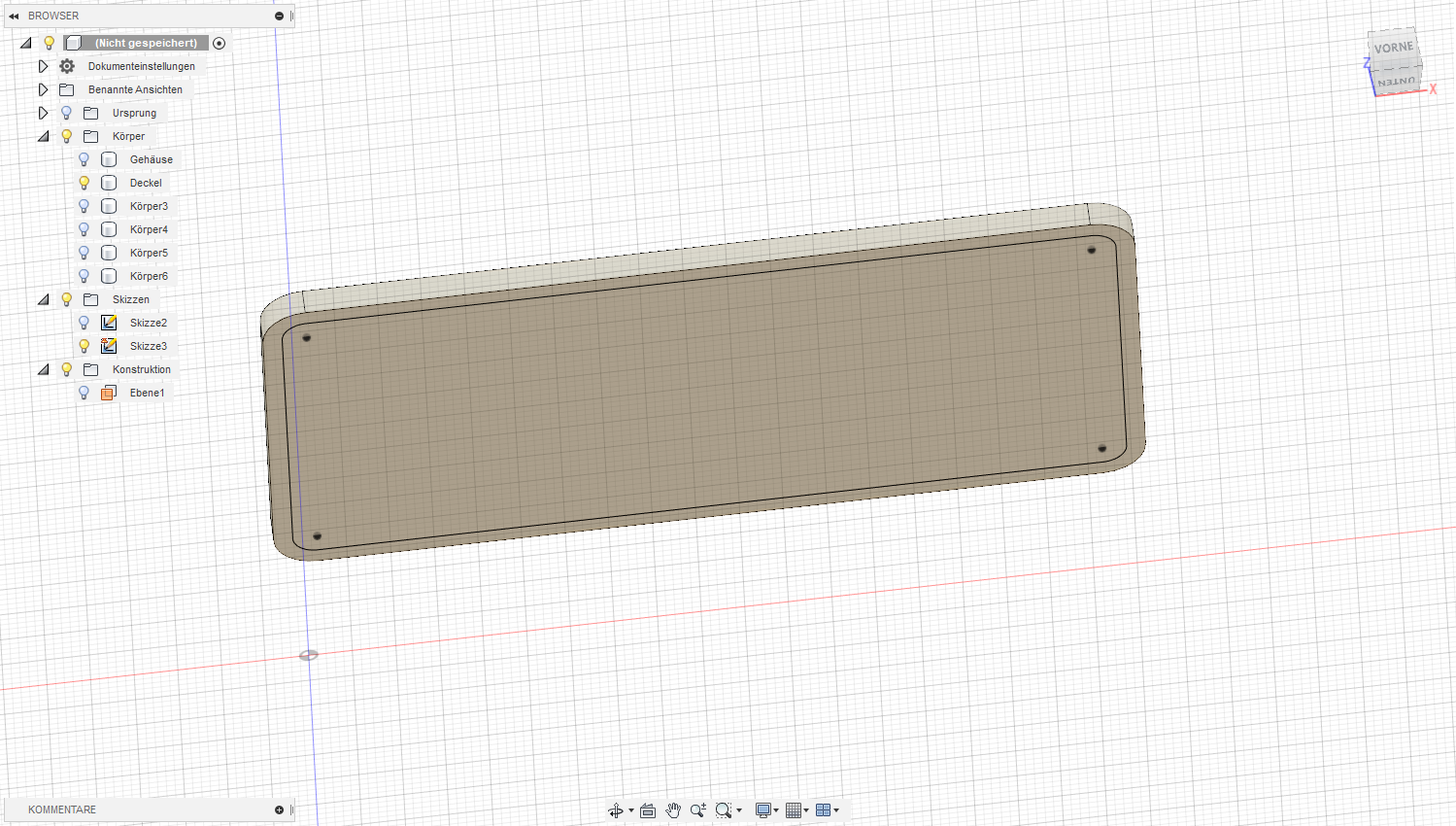
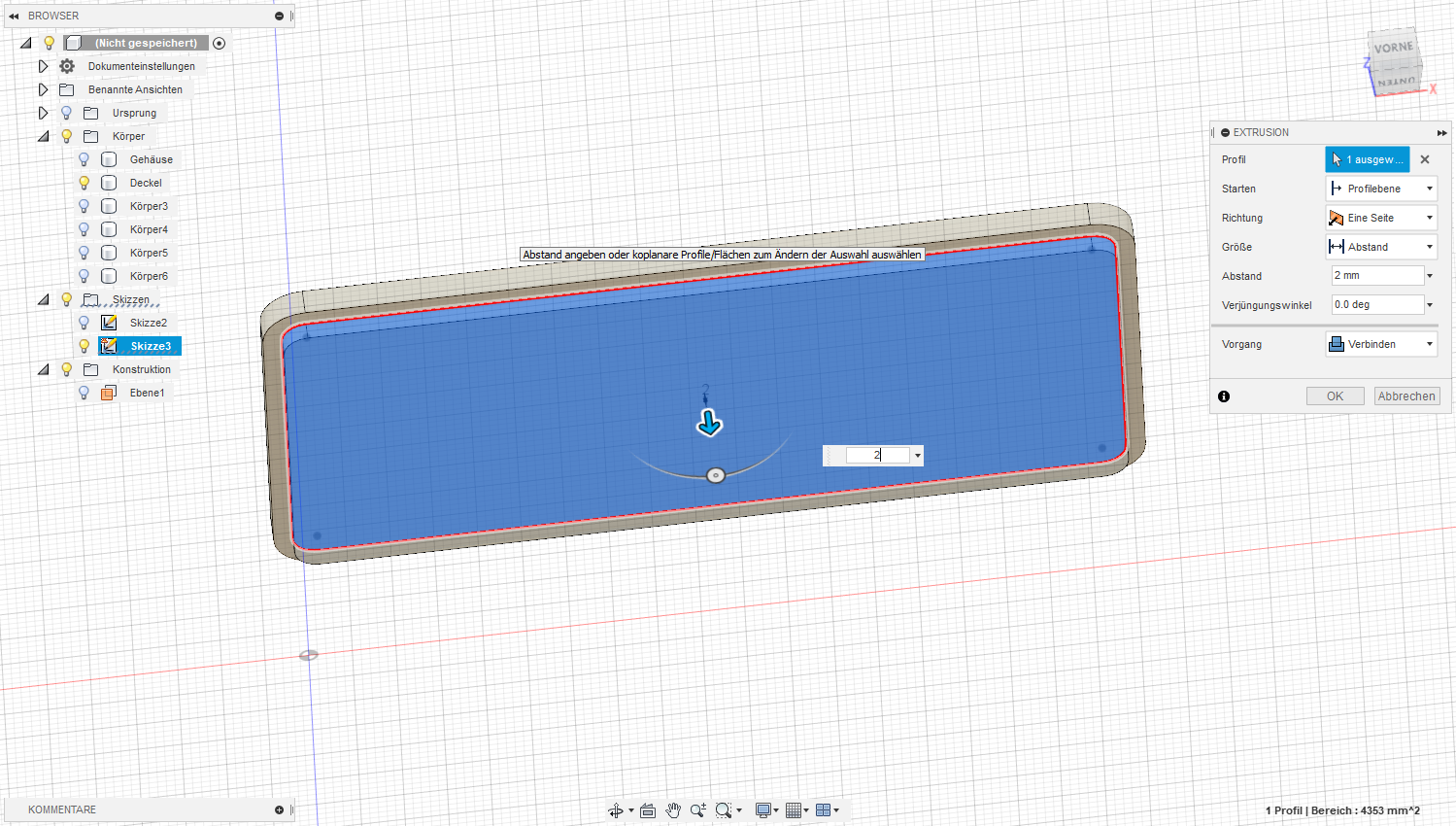
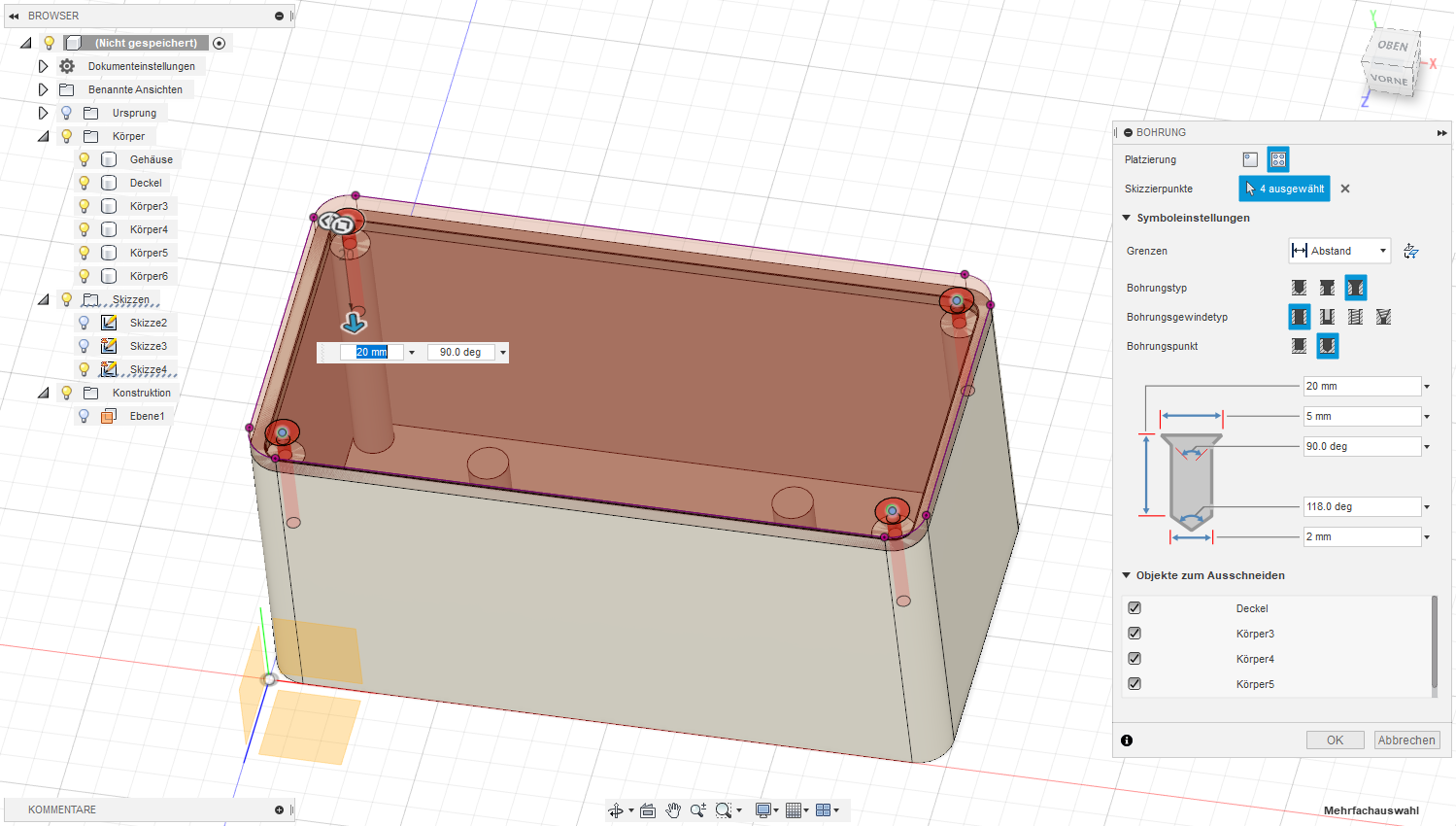
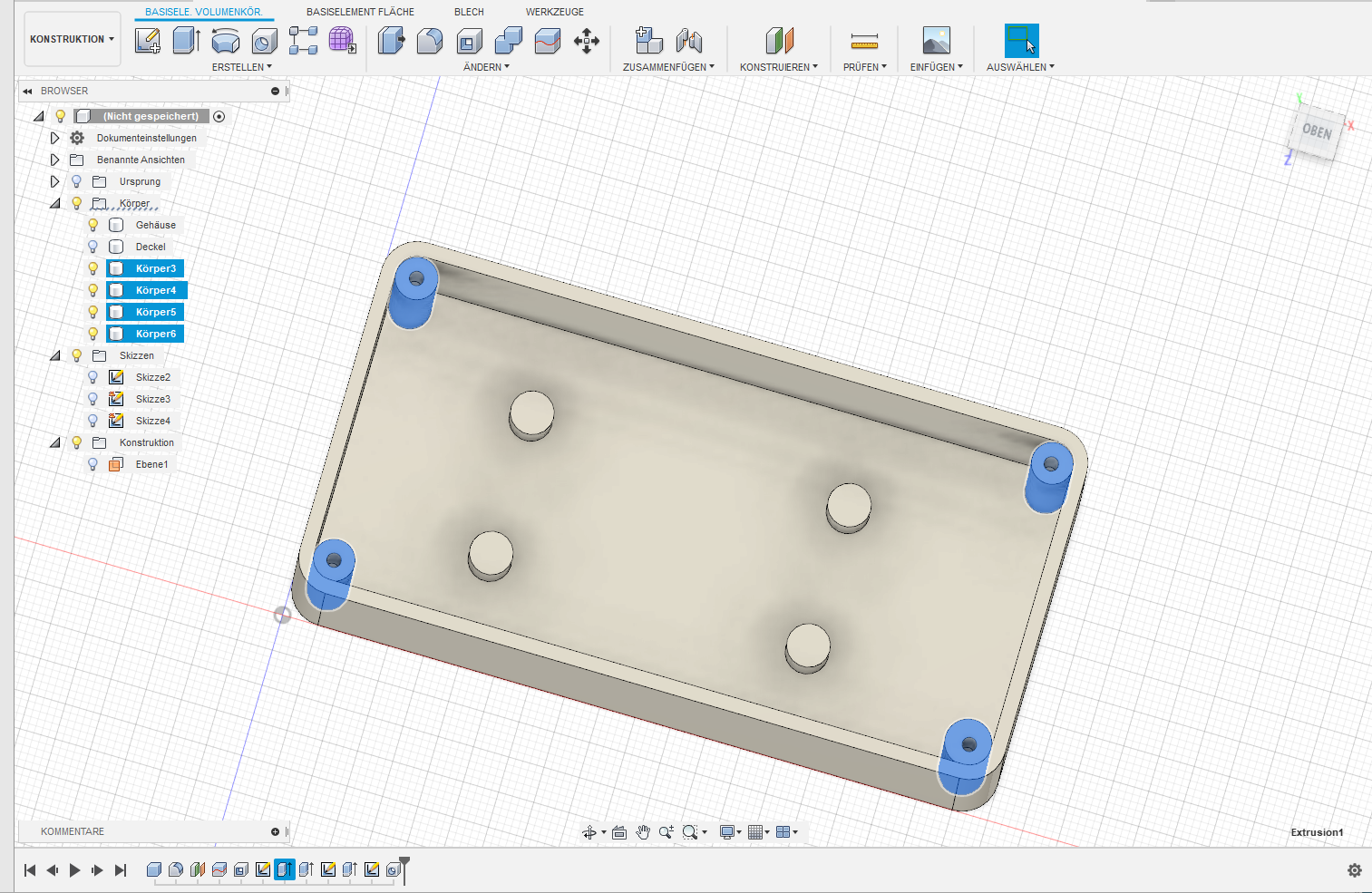
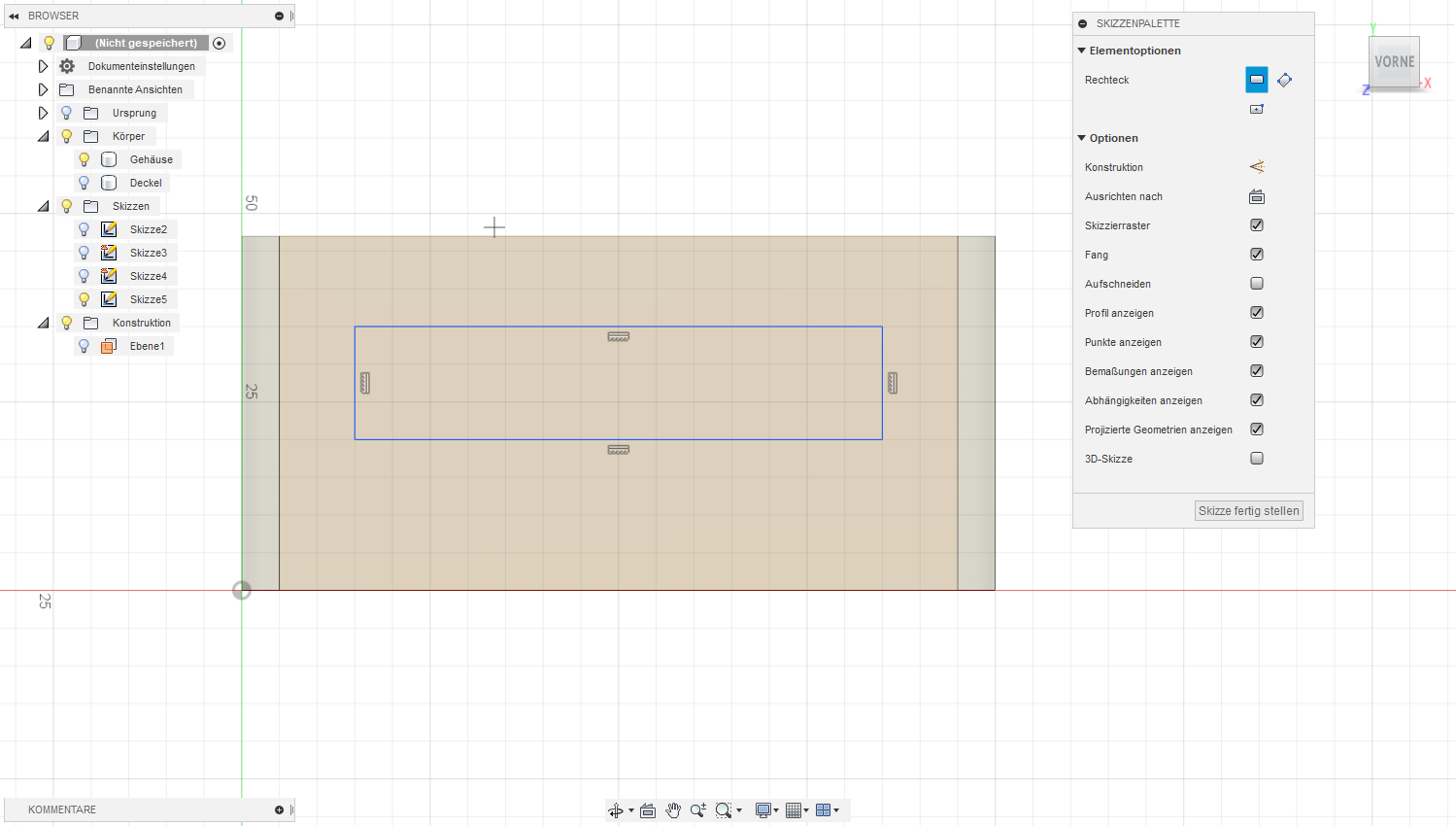
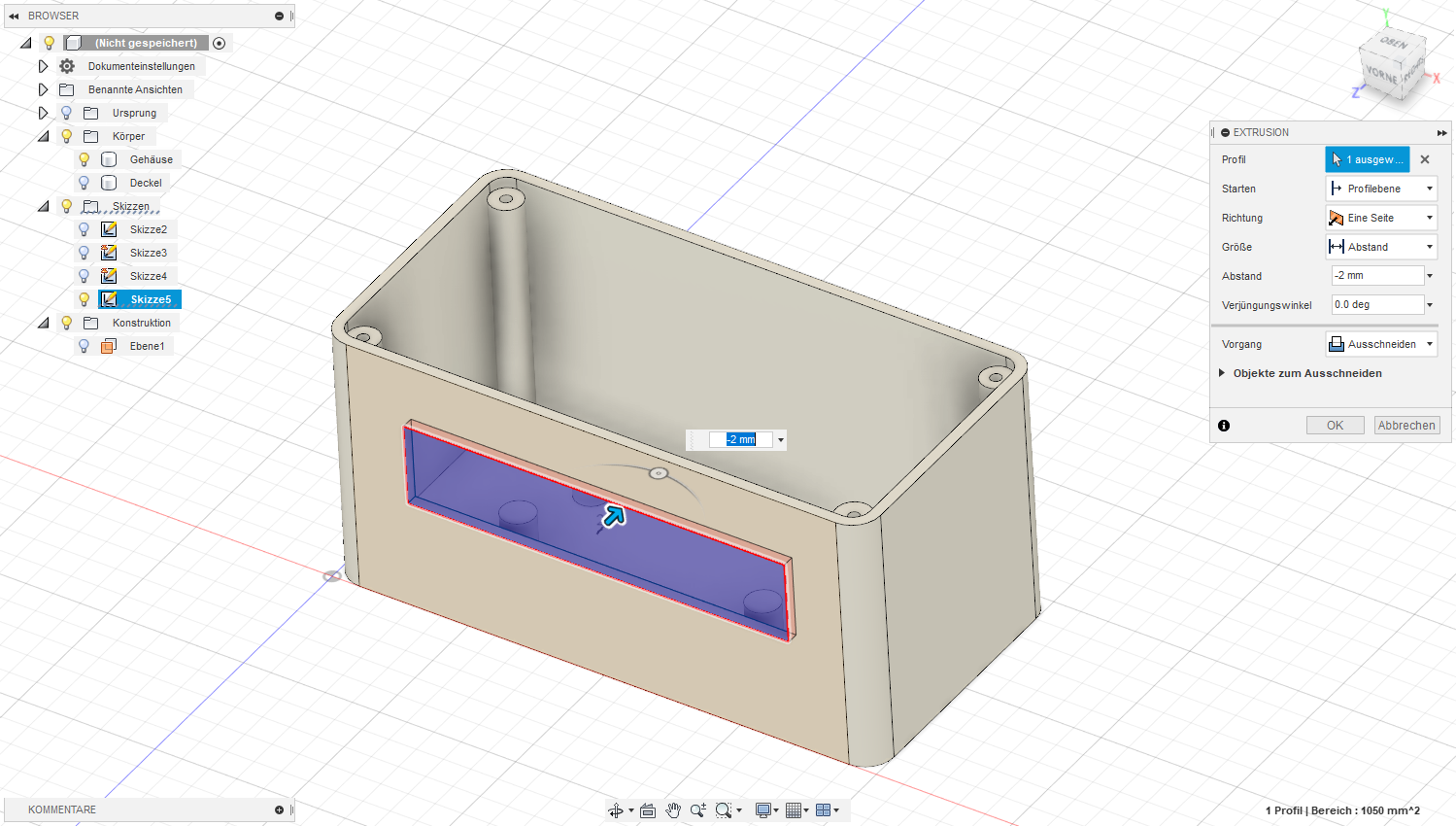
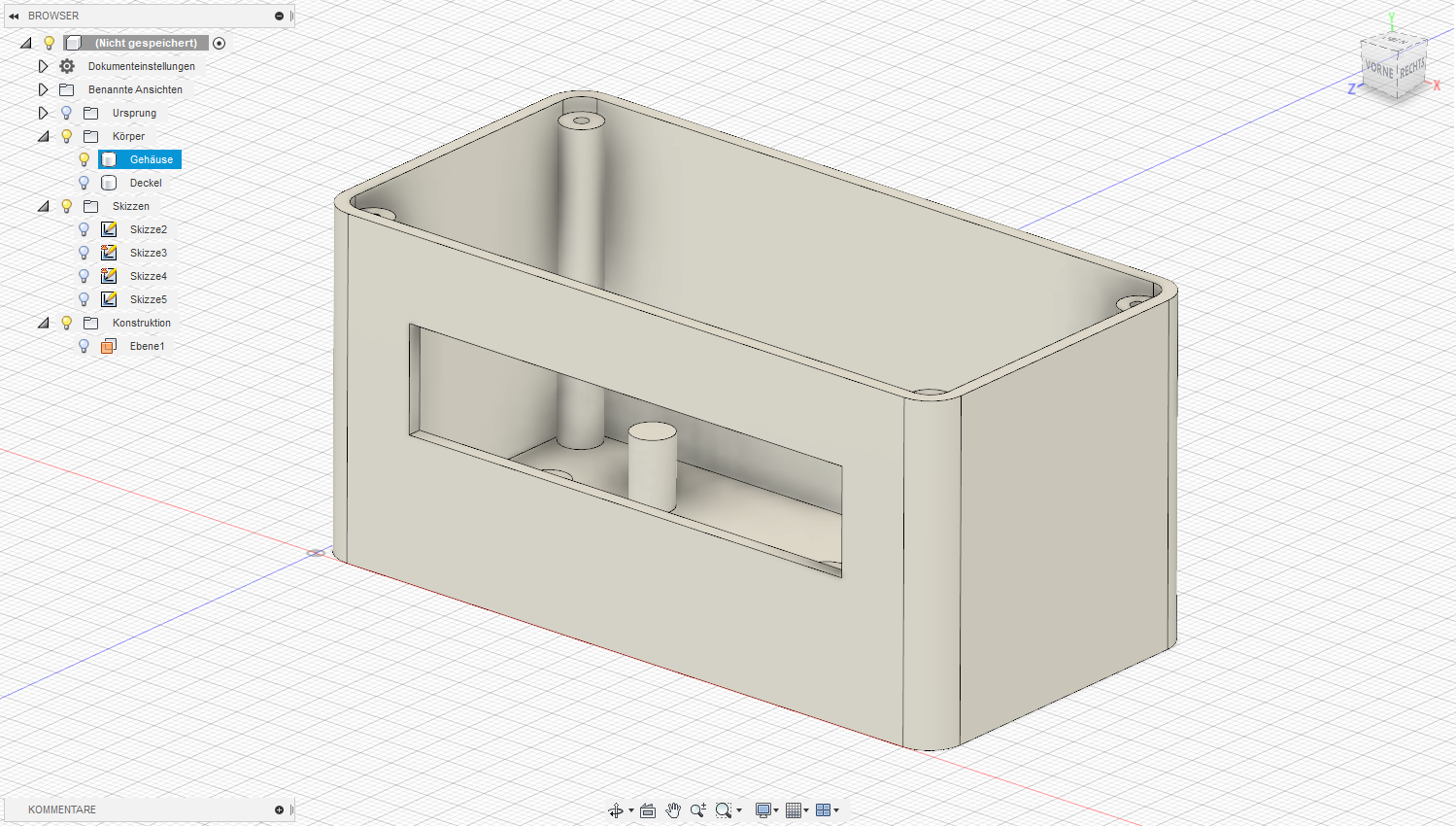
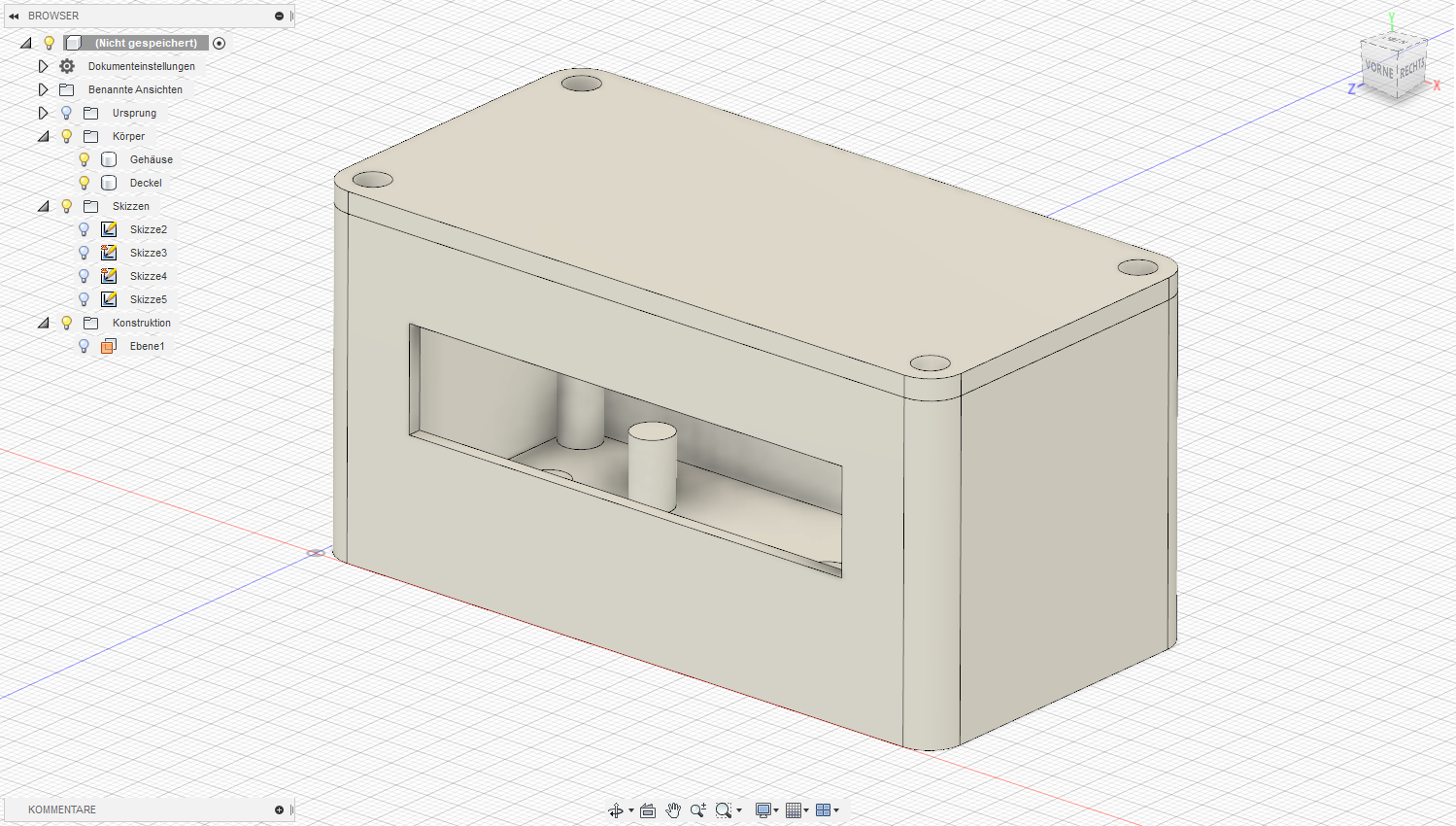
F. F. schrieb: > Was schön wäre, wenn einer von den Cracks hier ein Tutorial schreiben > würde. > > Angenommen wir würde ein Gehäuse bauen wollen, womit muss ich das > Zeichnen? > Muss ich erstmal einen Lehrgang auf die Zeichensoftware machen oder gibt > es da auch was einfaches? Welche Daten muss das Programm können. Es gibt da sehr viele Wege, da hat jeder andere Vorlieben. Beliebt ist z.B. OpenSCAD, das ist eine Scriptsprache mit CAD Befehlen und damit kann man alles parametrisch (einstellbar) konstruieren. Auf Thingiverse wird das genutzt und es gibt fertige Vorlagen die Online parametriert werden könnnen, z.B. https://www.thingiverse.com/thing:3588987 Die Scriptsprache ist nicht jedermanns Sache, da findet man auch 3D Grafische Programme, Open Source wäre z.B. FreeCAD. Damit habe ich noch nichts gemacht, ich benutze Fusion360. Nicht überall beliebt weil es eine Anmeldung bei Autodesk kostet, dafür hat es einen enormen Funktionsumfang. Vom konstruierten Körper zur Druckvorlage sind es nur wenige Klicks. Es gibt gute YT Einführungsvideos, die sollte man auch durchsehen um die Konzepte zu verstehen. Es ist aber im Prinzip wie OpenSCAD, nur die Schritte sind direkt visuell einstellbar und Änderungen sofort sichtbar. Die einzelnen Arbeitsschritte sind in einer Timeline aufgelistet und es können auch nachträglich Änderungen an vorherigen Schritten vorgenommen werden. Parameter können auch definiert werden und Gehäusegrössen so einfach geändert werden. Wie so Schritte aussehen können habe ich mal zusammengeklickt, bin aber kein CAD Profi und auch bei der Konstruktion gibt es viele Wege und Tricks etwas besser änderbar zu machen. Es ist viel Übung und mit jedem Teil lernt man etwas dazu.
> Ein schrägverzahntes Innenzahnrad, mit 120° Teilverzahnung, > Innenanschlag gegen Überdrehung, Außenrändel und Gleitführung, und dazu > passend ein Zahnrad mit D-Loch? Hier mal ein Beispiel fuer ein druckbares Zahnrad: https://pinshape.com/items/26130-3d-printed-prusa-mendel-i3-rework-extruder So ein Extruder funktioniert bei mir jetzt seit 3-4Jahren problemlos ohne das man dies dem Zahnrad ansieht. Aber natuerlich sind dem ganzen irgendwo Grenzen gesetzt. Man kann nicht beliebig kleine Zahnraeder drucken. Ich hab das mal irgendwann ausprobiert. Ich glaube Modul2 ging noch problemlos, alles was kleiner war wird dann irgendwann zu ungenau. BTW: Ich hab auch schonmal eine 3/8" Stativschraube gedruckt die ich problemlos in meine Kamera schrauben konnte. Trotzdem wuerde ich so ein Plastikteil niemals das Gewicht meiner Kamera zumuten. :) Man koennte aber natuerlich auch kombinieren. Also z.B ein kleines Zahnrad kaufen und dann die gewuenschte Aufnahmen dafuer drucken und dran kleben. Olaf
Beitrag #5942556 wurde von einem Moderator gelöscht.
Nur weil man im Internet seinen Rambo ausleben kann, der man im echten Leben nicht sein kann, heißt das nicht allen anderen hier faktenlos Techniken mies zu machen. MaWin schrieb im Beitrag #5942556: > Ein Ingenieur nimmt einen Stab aus POM und fräst das Zahnrad inkl. > Anschlägen auf der Drehbank bzw. 4-Achsen CNC, damit er saubere > Zahnflanken und langlebige Teile bekommt. Das Vorhaben wäre ein gutes Beispiel für einen wirtschaftlichen Supergau.
Chris M. schrieb: > Das Vorhaben wäre ein gutes Beispiel für einen wirtschaftlichen Supergau Offenkundig fehlt dir jede Fachkenntnis: es gibt eine Vielzahl gefräster (POM) Zahnräder. Das ist eine übliche Herstellung wenn man bessere Qualität als Spritzguss haben will. https://www.maedler.de/product/1643/1618/1034/1050/stirnzahnraeder-kunststoff-pom-gefraest-modul-1 https://www.ebay.de/itm/Zahnraeder-Modul-1-aus-Kunststoff-gefraest-10-bis-120-Zaehne-POM-Plastik-Stirnrad-/301658999852 Das Internet ist wohl vor allem eine riesen Plattform für Dummschwätzer wie dich.
Ich denke an diesem Thread sieht man mal wieder warum es bei µC.net kein 3D-Druck Unterforum gibt (und auch nicht geben sollte), weil fast alle Threads die irgendwie mit 3D-Druck zu tun haben immer in solchen Grundsatzdiskussionen ausarten. Darum lieber in ein dediziertes 3D-Druck Forum gehen, alles andere stresst nur und verschwendet wertvolle Lebenszeit. https://www.3d-druck-community.de https://drucktipps3d.de/forum/ https://reprap.org/forum/ .... oder Thingiverse, diverse 3D-Drucker Facebook Gruppen etc.
MaWin schrieb im Beitrag #5942556: > Ein Ingenieur nimmt einen Stab aus POM und fräst das Zahnrad inkl. > Anschlägen auf der Drehbank bzw. 4-Achsen CNC, damit er saubere > Zahnflanken und langlebige Teile bekommt. Man merkt, dass Du aus der Uni-Schiene kommst wo Geld keine Rolle spielt und man so ein Zahnrad mal eben für 500 Eur fräsen läßt. Denn soviel kostet das, wenn die CNC dafür eingerichtet werden muss. Achso, 300 Eur für das Spezialwerkzeug zum Fräsen der Schrägverzahnung haut der Fertiger noch drauf. Und da für die Uni auch Zeit keine Rolle spielt, machts auch nix wenn das 8 Wochen dauert. So Typen kenne ich auch, machen für eine Halterung irgendwelche komplizierten Konstruktionen, das muss dann unbedingt aus AlMg gefräst werden und der Fertiger kann sich nen Kopp machen wie er das spannt. Wenn das dann 1000 Eur kostet, ist das egal, sind ja nur Steuergelder die verbrannt werden. Ich als Selbständiger muss halt wirtschaftlich fertigen oder fertigen lassen.
MaWin schrieb: > Offenkundig fehlt dir jede Fachkenntnis: es gibt eine Vielzahl gefräster > (POM) Zahnräder. Was hast du Troll jetzt an Innenverzahnt und Schrägverzahnung nicht verstanden? Ich hab solche POM-Zahnräder mit 140 Zähnen auch schon ausgedreht und segmentiert, weil ich ein 120°-Segment brauchte. Musste ich dann mit Alu verstärken, weil sie unter Spannung standen und sich beim Teilen verzogen haben. Würde ich heute passend drucken.
... und voller infantiler DuRöhrer, die sich stolz Püppchen in BonBon Farben drucken und dafür diese bastel Drucker kaufen, mit denen sie noch mehr Plastikmüll verursachen. Und in den Beschreibungen für die Anwendung steht das dann oft auch so: Anschauungsmuster, Hobby und DIY, Konzeptmodelle, Präsentationsmittel. Das ist eine schlechte Werbung für ein technisches Gerät und schreckt jeden Techniker ab, der eigentlich ein funktionierendes Bauteil damit erstellen möchte. Die avisierte Kundschaft für solche Produkte ist daher wohl eine andere? Auch wenn 3D Druck eigentlich eine geniale Sache ist, der funktionale 3D Drucker für den Heimwerker lässt noch auf sich warten oder habe ich noch nicht gefunden.
Beitrag #5942719 wurde von einem Moderator gelöscht.
Johannes S. schrieb: > 16-Fertig_mit_Deckel.png Fixer fertig: https://www.ebay.de/p/Velleman-WCAH2853-Kunststoff-540052/1704907186?iid=323687288409 ohne durch Wärmeschrumpfung eingedellte Seiten, mit glatter Oberfläche statt gerillt, mit dichtem Deckel statt Spalten, und in einer Grösse wird auch deine Elektronik reinpassen, und UL94 statt brennbarem Plastik.
Beitrag #5942728 wurde von einem Moderator gelöscht.
Maria S. schrieb: > der funktionale 3D > Drucker für den Heimwerker lässt noch auf sich warten oder habe ich noch > nicht gefunden. Wohl eher letzteres.´
MaWin schrieb: > ohne durch Wärmeschrumpfung eingedellte Seiten, mit glatter Oberfläche > statt gerillt, mit dichtem Deckel statt Spalten, und in einer Grösse > wird auch deine Elektronik reinpassen, und UL94 statt brennbarem > Plastik. Dann stimmt was mit deinem Drucker nicht. Und PETG gibts auch mit UL94.
Angehängte Dateien:
-

20190817_204515.jpg
33 KB

Maria S. schrieb: > Auch wenn 3D Druck eigentlich eine geniale Sache ist, der funktionale 3D > Drucker für den Heimwerker lässt noch auf sich warten oder habe ich noch > nicht gefunden. Ach was, man stellt sich auch nicht eine Drehbank hin und erwartet, dass da auf Knopfdruck Teile raus fallen. Sicher, meiner Mutter würde ich zum Beispiel auch keinen 3D-Drucker hinstellen, dafür interessiert die sich auch einfach zu wenig für Technik. Auf der Arbeit habe ich zwei Ender-3 und an denen kaum was umgebaut. Mit einer Glasplatte dazu und vielleicht Dämpfern ist man da bei unter 300 Euro dabei und 220x220x250 mm Bauraum sind schon ordentlich. Und mit den Dingern drucke ich nur PETG. Angehängt mal was funktionales aus dem Heimwerker Bereich, das Ding ist ein Toilettenrollen-Halter für die Reserve-Rolle. Kurz überlegt, 5 Minuten in Tinkercad, gedruckt,per Heisskleiber an die Wand. Die Fläche aussen herum ist komplett überflüssig und der Teil für die Rolle könnte einen Tick länger sein und ein wenig mehr Durchmesser haben. Aber das hat so gut funktioniert, dass ich keinen zweiten Druck gemacht habe. Der Wäschesack meiner Tochter hängt an einem gedruckten Haken an der Wand. Die Headset-Halter habe ich schon erwähnt. Der Griff für den Kühlschrank war dann nicht so erfolgreich, passiert. Und für den WAF muss es halt auch mal was albernes sein. :-) Zum Teil ist auch der Weg das Ziel, alleine in meinem privaten Tinkercad sind mehr als 50 Objekte drin die ich entweder komplett selber erstellt habe oder an denen ich rumgebastelt habe. Und das ist hauptsächlich funktionaler Kram, etwa Gehäuse, ein Fuss für Item-Profile, Ein Ersatz-Knopf für den Netzschalter an einem Oszi, ... Oder man will Füße anschrauben und stellt fest, dass die Schrauben die man dafür hat zu lang sind. Ich habe hier keinen Schraubstock und auch keine ordentliche Säge dafür oder gar eine vernünftige Feile zum Entgraten hinterher. Also habe ich mir kurz passende Unterlegscheiben "konstruiert" und gedruckt. Der Weg in den Baumarkt hätte mehr Zeit und Material-Einsatz erfordert. Albern wäre nur, sich extra für sowas einen 3D-Drucker anzuschaffen.
> Auch wenn 3D Druck eigentlich eine geniale Sache ist, der funktionale 3D > Drucker für den Heimwerker lässt noch auf sich warten oder habe ich noch > nicht gefunden. Wenn man unter Heimwerker die Dummform von Handwerker versteht der alles idiotensicher braucht, ja dann gibt es das nicht und wird es wohl auch nie geben. Und wenn es das gaebe wuerden die ganzen Flachpfeifen wieder alle aufschreien: Uh...das ist doch so teuer, so geht das nicht, das muss mir doch Ebay aus China viel billiger liefern..... Olaf
Rudolph R. schrieb: > Ein Ersatz-Knopf für den Netzschalter an einem Oszi Ich hab letztens sogar für Omron Tact Taster Knöpfe gedruckt, weil ich keine gefunden habe wie ich sie wollte. Ich brauchte halt unverlierbar mit Kragen unten und viereckigem Loch. Ja, hätte ich auch auf der Drehbank aus PA6 machen können. Ich hab aber kein Bohrfutter für viereckige Löcher. Und diesen Knopf einmal erstellt kann ich immer wieder drucken und in allen Farben des Regenbogens.
Karl K. schrieb im Beitrag #5942728: > Wenn du Flachpfeife auch nur den Hauch einer Ahnung hättest, dann > wüsstest du, dass das Teure an Kleinmengen CNC Fertigung das Einrichten > der Maschine ist. Ich habe eine CNC. Da kostet mich das Einrichten genau gar nix ausser Zeit. Der Hobby-3d-Druckerexperze wie du hingegen müsste wissen, dass eine einfache CAD Skizze wie von Johannes gezeigt noch genau gar nichts nützt. Die angesprochenen Schrumpfungsraten des Materials müssen als Vorverzerrung eingearbeitet werden damit Wände nicht ausbeulen, während Stützkonstruktionen oft schon die Software macht ist bei Löchern oft manuelle Planung der Wege nötig damit das Loch nicht zuschmiert. Ich lasse lieber drucken. Die können Stereolithographie aus tauglichem Material und haben die Prozesse im Griff. Leider ist das "Clouddrucken" unverschämt teuer. Und selektives Lasersintern noch teurer. Da fräst man doch lieber.
MaWin schrieb: > Da kostet mich das Einrichten genau gar nix ausser Zeit. Wenn man es in Auftrag gibt ist Zeit aber genau das: Geld Privat ist alles quasi kostenlos. Filament kostet nichts, Resin kostet fast nichts, Material für CNC kostet auch fast nichts. Klar CNC Fräse kostet in der Anschaffung halt das 10-20-Fache als ein 3D-Drucker. Muss man auch erstmal wieder rein bekommen. Jemand der Spaß am Hobby hat ist das sicherlich egal. Aber ich glaube nicht dass du für einen Fremden 2 Stunden für lau deine CNC einrichtest. Darum habe ich auch ne Mini-China-CNC, und 4 3D-Drucker (3 FDM + 1 SLA). Kann man alles schnell selbst machen
MaWin schrieb: > Ich habe eine CNC. Hätte ich auch gerne, im Rahmen meiner Möglichkeiten war der 3D Drucker erstmal eher drin. Das Gute daran: dem CAD ist es egal wie gefertigt wird. Also kann man konstruierte Teile auch fräsen lassen. Dazu hilft die Simulation das man nichts unmögliches verlangt. Das 3D CAD Beispiel sollte Mut machen sich damit zu beschäftigen, das ist kein Hexenwerk. Ein paar Wochen Einarbeitung muss man schon investieren, es klappt nicht alles auf Anhieb. Und auch wenn der heimische 3D Druck nicht immer perfekt ist, es macht trotzdem Spaß.
Karl K. schrieb: >> Ein Ersatz-Knopf für den Netzschalter an einem Oszi > > Ich hab letztens sogar für Omron Tact Taster Knöpfe gedruckt, weil ich > keine gefunden habe wie ich sie wollte. Ich brauchte halt unverlierbar > mit Kragen unten und viereckigem Loch. Yup, genau so, der Original Knopf war irgendwann weg und weil ich mir das Elend der Kollegen nicht länger mit ansehen wollte habe ich einen unverlierbaren mit Kragen konstruiert. Das war glaube ich ein TDS-210 oder so. Alternativ könnte ich nur jemanden anderes damit beauftragen oder da mit der Feile dran gehen. Ich bin eben Elektroniker, kein Mechaniker oder Konstrukteur. Aber mit dem 3D-Drucker kann ich jetzt sehr viel machen was ich vorher gar nicht oder nur sehr aufwendig umsetzen konnte. Und für das was ich immer noch nicht umsetzen kann bin ich sehr dankbar dafür jemanden zu kennen der mir im CAD das umsetzt was ich wohl noch länger nicht hinbekommen werde.
Sind diese printed Sachen auch Spielzeug? https://www.youtube.com/watch?v=rEdMerCqA44 das hier ist schon fast Laborreif https://www.youtube.com/watch?v=CjN7UhdMPOo https://www.youtube.com/watch?v=cbbLQcEyz20 https://www.youtube.com/watch?v=OU80pkbl-KM
> Aber mit dem 3D-Drucker kann ich jetzt sehr viel machen was ich vorher > gar nicht oder nur sehr aufwendig umsetzen konnte. Ein Beispiel dafuer: Ich hab vor zwei Wochen ein Regal fuer meine Dusche gedruckt. Der Witz davon? Es waren schon zwei Loecher in der Wand und ich hab das Regal so designt das ich die nutzen konnte ohne neu zu bohren. Klar, eine Kleinigkeit, aber doch nett oder? Oh..und ich hab letztens ein Radio mit integrierter Freisprecheinrichtung in mein Auto eingebaut. BMW hat da schon extra eine position fuer ihr original-BMW Mikrofon vorgesehen. Da hab ich mir dann einen Halter gedruckt der da reinpasst und das Mikrofon meines Fremdhersteller aufnimmt. Es sind gerade die kreativen Kleinigkeiten die das Teil so praktisch machen... Olaf
Mein persönliches Fazit nach nach ca. 3 Jahren mit 3D-Drucker: Die Sinnhaftigkeit eines 3D-Druckers steht und fällt mit der Frage, ob man 3D-Objekte selbst konstruieren kann. Fertige Sachen von Thingiverse & Co. auszudrucken ist schön und gut, da gibt es zum Teil wirklich geniale Sachen. Aber das wird auch schnell uninteressant; wer nur fertige Sachen drucken will, bei dem wird ein 3D-Drucker schnell als Staubfänger enden. Der 80jährigen Mutter/Oma einen 3D-Drucker zu schenken ist z.B. eher sinnlos. Sobald man aber in der Lage ist, zu druckende 3D-Objekte mit einem CAD-Programm selbst zu entwerfen, ist die Anschaffung eines 3D-Druckers ähnlich naheliegend wie die Anschaffung einer Bohrmaschine. Gut, falls direkt um die Ecke ein Freund wohnt, der eh einen besitzt und den man jederzeit nutzen kann, dann kann man evtl. darauf verzichten, selbst einen anzuschaffen. Aber ansonsten sehe ich mittlerweile fast keinen Grund mehr, sich keinen anzuschaffen. Vor ein paar Jahren war das noch eine Geldfrage, aber heutzutage bekommt man schon für deutlich unter 200 Euro absolut brauchbare Einsteiger-Modelle wie den Creality Ender 3. Und Filament kriegt man teilweise schon für 10 Euro das Kilo. 3D-Druck mit FDM-Technik ist längst ein vglw. günstiges Hobby, mit moderaten Einstiegs- und laufenden Kosten. Wenn ich mich mit Leuten unterhalte, die noch keinen 3D-Drucker haben, dann höre ich häufig das Argument, dass den Leuten gar nichts einfällt, was sie damit anfangen bzw. ausdrucken sollten. Was sich zumindest für mich als der vielleicht grösste Nutzen eines 3D-Druckers herausgestellt hat: Der Druck von Ersatzteilen. Ich habe schon für zahlreiche defekte Gegenstände Ersatzteile gedruckt, die sonst auf dem Müll gelandet wären. Dieser Nutzen leuchtet absolut jedem ein! Aber dafür muss man halt in der Lage sein, selbst ein 3D-Modell des defekten Bauteils erstellen zu können. Der zweite grosse Nutzen ist Prototyping oder Umsetzen von irgendwelchen Konstruktionen, die mir so einfallen.
Joachim S. schrieb: > Ich habe schon für zahlreiche defekte Gegenstände Ersatzteile gedruckt, > die sonst auf dem Müll gelandet wären. Dieser Nutzen leuchtet absolut > jedem ein! Aber dafür muss man halt in der Lage sein, selbst ein > 3D-Modell des defekten Bauteils erstellen zu können. Warum gibt es deine konstruierten Ersatzteile nicht auf Thingiverse, damit genau die Oma noch ihren Vampyr-Staubsauger retten kann ? Mal abgesehen vom Problem die Bezeichnung des Teils in dem Wust zu finden, wäre damit genau das Problem gelöst für Leute die vor der CAD Konstruktion zurückschrecken weil im Verhältnis zu aufwändig. Und bei dir ist das CAD Modell ja dann 'übrig'.
Industriell kann man sicherlich hochwertig technische Bauteile drucken. Das zeigen bereits Berichte von der Luftfahrt und Automobil Branche in den Meldungen. In keinem dieser o.a. Beispiele wird verraten mit welchem Verfahren und Drucker diese hergestellt wurden, sicherlich keine, die man vom A. kaufen kann. Zudem sind das Arbeiten auf Ingenieur Niveau. Zum Zeichnen wird man solide CAD Kenntnisse benötigen. Es wurde hier bereits erwähnt, dass zum Einsatz eines 3D Druckers fast ein Ingenieurstudium benötigt wird oder hilfreich sei. Ich möchte behaupten, das sind Personen, die auch beruflich in der Branche arbeiten. Ich hatte die Eingangsfrage so verstanden, wer hier im Forum das KnowHow und die Maschinen hat, um anspruchsvolle Projekte umzusetzen. Der open source Gedanke wäre, dass man in einem virtuellen Team Projekte angeht. Die Manpower sollten wir hier zusammen schon haben, aber die Drucker dazu wird man sich (noch?) nicht leisten können. Daher bin ich bis jetzt der Meinung, das es sinnvoller ist einen Dienstleister in Anspruch zu nehmen. Der wirbt nicht mit Spielzeugfiguren auf seiner Homepage. Mit Spielzeug meine ich Produkte, bei denen es auf Masshaltigkeit, Oberflächengüte, Zugfestigkeit, Abrieb usw. nicht an kommt. Niemand misst die Länge der Nase einer Figur nach (hat die überhaupt eine vorgegebene Abmessung?) oder versucht 10000 Mal den Kopf abzureissen (welche definierte Kraft wirkt dort ein?). Damit will ich sagen, die Anforderungen an ein technisches Produkt sehen anders aus und die überall gezeigten Beispieldrucke sind ohne Aussage für die Qualität des Druckers. Nehmen wir Mal als Beispiel, jemand möchte eine Flöte drucken. Hier ist das Material zwar unerheblich, könnte also auch Beton sein, aber die Oberfläche und die Abmessungen sind wichtig. Z.B. mit dem FDM Verfahren bekommt man keine glatten Oberflächen, beim Resin Drucker geht das schon besser usw.. Welches derzeit mögliche Druckverfahren wäre hierfür optimal? Sind wir damit bereits soweit, dass man mit herkömmlichem Spritzguss oder für die old scool Leute gedrechselt mit aufwendiger Nacharbeit, gleich ziehen kann und Spielfreude aufkommen wird. :-) Olaf schrieb: > Ich hab vor zwei Wochen ein Regal fuer meine Dusche > gedruckt. Der Witz davon? Es waren schon zwei Loecher in der Wand und > ich hab das Regal so designt das ich die nutzen konnte ohne neu zu > bohren. Klar, eine Kleinigkeit, aber doch nett oder? Lass mich raten: Der Kalk geht nicht mehr aus den Rillen. Mit Badreiniger hat sich die Oberfläche verfärbt. Beim heißen Abspülen ist der Kunststoff geschmolzen. Nun versuchst Du verzweifelt die Reste aus den Fugen der Dusche zu kratzen und bei Dir hängt nun der Hausfrieden schief. Mein Beileid. Die Gerätehersteller haben die originalen CAD Dateien der Einzelteile, aber kein Interesse daran, diese zu veröffentlichen, weil sie lieber ein neues Gerät verkaufen wollen.
> Der zweite grosse Nutzen
Es gibt noch einen dritten Nutzen den ich derzeit im Bekanntenkreis
beobachte. :-)
Wie euch vielleicht aufgefallen ist teilt sich die Menschheit in zwei
Gruppen. Die einen sind mechanisch/haptisch vollkommen unfaehig,
bekommen noch nichtmal einen Nagel gerade in die Wand, die anderen haben
es drauf. Und das kommt daher das der eine Teil als Kind bereits sein
Fahrrad (mit Opas Hilfe) selber repariert hat, spaeter seine Mofa
frisiert hat, einen Chemikasten, Fischertechnik, Elektronikkasten, usw)
hatte, der andere Teil hat sowas nie machen muessen/wollen.
Und wenn ihr jetzt Kinder habt dann ist der 3D-Drucker genau so ein Teil
das dafuer sorgt das der Nachwuchs nicht bloed wird. Gerade weil das
Teil etwas komplexer ist!
Olaf
Hier noch mal eine Zusammenfassung der Diskussion hier: https://www.heise.de/newsticker/meldung/Missing-Link-Der-3D-Drucker-oder-Die-Enttaeuschung-die-nicht-stattfand-4489590.html Der hat sich bestimmt hier inspiriert. :) Olaf
Wäre es nicht sinnvoll, hier einen neuen Forum aufzumachen die sich "3D-Druck & CNC" nennt? Es gibt zwar diese https://www.3d-druck-community.de/ und andere CNC Foren aber die haben viel zu viele Unterforen, da hat kaum einer Lust die alle durchzuklicken und auch finde ich die Registierung nervig, wenn jemand schnell eine Frage stellen möchte. Diese Maschinen haben auch sehr viel mit Elektronik zu tun. Insbesondere wenn jemand eins zusammenbauen möchte, kennen sich die Leute hier bestens aus. Ich habe auch eins zusammengebaut.
Karl K. schrieb: > 500 Eur fräsen läßt. Denn soviel kostet das, wenn die CNC dafür > eingerichtet werden muss. Achso, 300 Eur für das Spezialwerkzeug zum > Fräsen der Schrägverzahnung haut der Fertiger noch drauf. Sicher nicht, kein Fertiger verlangt 500€ für das Spannen eines Teiles. Unis haben oft eigene Metallwerkstätten, da kostet das beiweitem weniger, denn Mitarbeiter und Gerät sind sowieso hier. Das typische Gefasel halt, manchmal brauchts halt doch Metallhalterungen. LG
Tatsächlich mit 0.05 sind die Rillen schon fast gar nicht mehr sichtbar. Man könnte ihn für Spritzguss halten: https://www.youtube.com/watch?v=9gxudzM2JRA Kommt man weiter runter auf 0.01 dann wäre das schon absolut genial.
Und angeblich ist damit auch schon 0.04 möglich. Hängt von den Parametern ab.
Arno K. schrieb: > Sicher nicht, kein Fertiger verlangt 500€ für das Spannen eines Teiles. Was hast du Troll an "Einrichten einer CNC-Maschine" nicht verstanden? Zur Einrichtung gehört noch etwas mehr als nur Spannen des Teils. Ich habe real Teile in geringen Stückzahlen fertigen lassen, und genau diese Preise kommen bei der Einrichtung raus. Arno K. schrieb: > Unis haben oft eigene Metallwerkstätten, da kostet das beiweitem > weniger Die aber nur für die Uni fertigen dürfen. Und die Kosten werden auf den Steuerzahler umgelegt. Das ist dann mal ein richtig realistischer Vergleich.
3D-Innovations schrieb: > Wäre es nicht sinnvoll, hier einen neuen Forum aufzumachen die sich > "3D-Druck & CNC" nennt? Nein, wäre es nicht. Das ist genauso sinnlos wie ein Unterforum: Pascal aufzumachen. Wie Du bereits in diesem Thread sehen kannst, finden sich da nur die ganzen Rantler und Ewgiggestrigen ein, die alles miesmachen, was sie selbst nicht kennen.
Olaf schrieb: > Der hat sich bestimmt hier inspiriert. Ein Schreiberling, der keine Ahnung von Fertigungsverfahren hat... Edit: Ok, das bezog sich auf einen alten Artikel des Autors. Interessant die Feststellung: "Für die Maker-Szene passierte tatsächlich vor genau zehn Jahren etwas Wesentliches: 2009 lief das Patent für das FDM-Verfahren aus. Noch im selben Jahr kam mit dem MakerBot Cupcake CNC der erste Bausatz für einen günstigen 3D-Drucker auf den Markt" Das heisst, durch das Patent wurde 20-25 Jahre die Entwicklung günstiger 3D-Drucker blockiert. Denn die Technik - Schrittmotoren, Schrittmotorkarten, vom PC gesteuert, Heißklebepistole waren bereits Ende der 1990er relativ kostengünstig verfügbar.
Hallo "Warum gibt es deine konstruierten Ersatzteile nicht auf Thingiverse, damit genau die Oma noch ihren Vampyr-Staubsauger retten kann ?" Sehr wahrscheinlich aus den Gründen die Maria S. so richtig dargestellt hat. Auch wenn teilweise etwas überspitzt so trifft das beschriebene leider zu. Ich besitze einen einfachen 200 Euro Baustz 3D Drucker, der mittlerweile aber mehr herum steht und immer wieder bei Reaktivierung, trotz besseren Wissens enttäuscht, hängt eventuell auch etwas mit den nicht wirklich hochwertigen Filament zusammen, aber das alleine kann es nicht sein. Wirklich alles was was irgendwie technisch sinnvoll oder nützlich sein kann, egal ob Vorlage oder ein einfach selbst designiertes (na ja "Designed" ist etwas hoch gegriffen) Gehäuse sind entweder unansehnlich, unbrauchbar ohne viel Nachbearbeitung oder beides zusammen. Die 1001 Tricks und Anleitungen funktionieren als Gesamtes nur selten und maximal irgendwelche relativ flachen (wortwörtlich) Figürchen oder reinen "Spaßobjekte" waren bis jetzt wirklich ansehnlich und brauchbar (Kunststück wen der Gebrauch darin besteht nur nett aus zu sehen...). Irgendwelche Zahnräder in der Größenordnung "Duplo Kleinkinderspielzeug" sind auch noch brauchbar und funktionierend herausgekommen - haben aber einfach keinen Praktischen Einsatzzweck. Es gibt wunderbare und sinnvolle Vorlagen auf Thingiverse und Co. die man durchaus gut und sinnvoll nutzen könnte und als 3D Objekt super aussehen - nur was zumindest bei mir heraus kommt... Irgendwas zwischen Schrott und "es geht gerade noch so" wenn löcher aufgebohrt werden, Rastungen bearbeitet, es auch mit weniger Stabilität irgendwie geht und absolute korrekte Winkel kein absolutes muss sind - aber entsprechend sieht es aus und zuverlässig ist es bzw. Bearbeitungsaufwand und kaschieren ist notwendig. Auch das von 3D-Innovations verlinkte Video zeigt das selbst die "gute" Figur gerade mal einigermaßen i.O. ist und nur nach viel Nachbearbeitung einigermaßen ansehlich wird - und das halt als Figur wo nur die Proportionen stimmen müssen und die genauen Maße, Winkel und Festigkeit nicht wirklich entscheidend sind... Für mich war mein 3D Abenteuer ein Misserfolg der zum Glück unter 300 Euro Gesamtkosten verursacht hat, allerdings umso mehr an Nerven, Freizeit (aber eben auch im Hobbybereich) gekostet hat und manchmal auch ein gute Laune Killer war. 3D Druck: Ja, leider immer noch nicht wenn es sich um den bezahlbaren "Heimdrucker" und bezahlbares Druckmaterial handelt. Was Prinzipiell mit geeigneten Druckverfahren und entsprechenden Druckern geht wurde ja schon öfter gezeigt und wird auch produktiv genutzt - nur das die Preise der entsprechenden Drucker und Druckmaterialien weit entfernt davon sind was man sich als Privatnutzer leisten kann und es auch noch einige weitere Hindernisse (siehe auch den Beitrag von Maria S.) gibt. Drei D.
Drei D schrieb: > Ich besitze einen einfachen 200 Euro Baustz 3D Drucker, der mittlerweile > aber mehr herum steht und immer wieder bei Reaktivierung, trotz besseren > Wissens enttäuscht... Ich habe wie oben erwähnt einen Anycubic für 300 Eur, und schon das erste Teil, was ich damit gedruckt habe - ein Pferd für die Kinder aus Thingiverse - war ein Erfolg. Einfach mit den Standardeinstellungen und dem mitgelieferten Filament. Zwischendurch gabs mal ein paar Reinfälle, z.B. das gleichzeitige Drucken mehrerer separater Teile, da gabs Stringing, wahrscheinlich Düse zu heiss. Aber Reinfälle habe ich auch auf der Fräse oder Drehbank, mit schlecht spanbarem Alu, mit schmierendem Kunststoff.
Angehängte Dateien:



Anbei mal die Gehäuse die der Drucker am Wochenende rausgepresst hat
Karl K. schrieb: > Olaf schrieb: >> Der hat sich bestimmt hier inspiriert. > > Ein Schreiberling, der keine Ahnung von Fertigungsverfahren hat... > > Edit: Ok, das bezog sich auf einen alten Artikel des Autors. > > Interessant die Feststellung: > > "Für die Maker-Szene passierte tatsächlich vor genau zehn Jahren etwas > Wesentliches: 2009 lief das Patent für das FDM-Verfahren aus. Noch im > selben Jahr kam mit dem MakerBot Cupcake CNC der erste Bausatz für einen > günstigen 3D-Drucker auf den Markt" > > Das heisst, durch das Patent wurde 20-25 Jahre die Entwicklung günstiger > 3D-Drucker blockiert. Denn die Technik - Schrittmotoren, > Schrittmotorkarten, vom PC gesteuert, Heißklebepistole waren bereits > Ende der 1990er relativ kostengünstig verfügbar. Du meinst so ein Patent hinderte an diesen Bausätzen? RepRap-Projekt startete schon im Jahr 2005. 2004 kamen erst mal die Pentium 4 Prozessoren raus. Das Internet war noch ziemlich jung. Slicer-Programme arbeiten algorithmisch sehr rechenintensiv, das war damals programmiertechnisch sehr langwierig alles. Man musste überlegen wie die Volume eines 3D-Objektes zu berechnen ist. Für eine Umwandlung in ein Slicer-Verfahren. Damals waren selbst 3D-Grafikanwendungen wie 3ds max, cinema4d noch sehr halbgarig. Und man hatte Zeit benötigt für die vielen Parameter zum einstellen, die Frage mit welcher Temperatur, Geschwindigkeit und Druck die Düse hin und her fahren soll. https://en.wikipedia.org/wiki/RepRap_project Selbst Papierdrucker waren 2004 lahm, wie lahm war es dann in 3D ?
Bernd M. schrieb: > Anbei mal die Gehäuse die der Drucker am Wochenende rausgepresst > hat Du hast Underextrusion
3D-Innovations schrieb: > Slicer-Programme > arbeiten algorithmisch sehr rechenintensiv, das war damals > programmiertechnisch sehr langwierig alles. Die Technik und die Gerber-Berechnungen gabs für CNC-Maschinen schon im letzten Jahrhundert. Für Laserschneiden haben wir das im Studium an einem 486er gemacht. Und sorry, das Slicen dauert bei mir auf dem nicht sehr schnellen PC ein paar Sekunden. Das hätte auf einem Pentium vielleicht ein paar Minuten gedauert, aber selbst wenn es eine halbe Stunde gedauert hätte... Wie im Artikel beschrieben: Für die Industrie gab es diese Verfahren bereits seit 20 Jahren. Der Witz ist ja auch nicht, so eine Maschine zu bauen, da hätte man auch einen der zahlreichen Käsefräsen-Bausätze umbauen können, und als Bastler, Entschuldigung Maker wäre das auch nicht durch ein Patent belastet. Der Durchbruch kam aber erst mit der Verfügbarkeit der Slicing-Software, denn das hat eben keiner mal eben geschrieben. Und offenbar gab es frei verfügbare Software erst mit Ablauf des Patentes, weils erst da interessant für einen großen low-level Markt wurde.
Timmo H. schrieb: > Bernd M. schrieb: >> Anbei mal die Gehäuse die der Drucker am Wochenende rausgepresst >> hat > Du hast Underextrusion Ja, wollte ich auch schreiben. Sieht man eindeutig.
Was ich immer schon mal wissen wollte: Ist das eigentlich normal, dass z.B. ein 3mm-Loch grundsätzlich mindestens um den Düsendurchmesser größer im Durchmesser zu cadden ist?
Framulestigo schrieb: > Ist das eigentlich normal, dass z.B. ein 3mm-Loch grundsätzlich > mindestens um den Düsendurchmesser größer im Durchmesser zu cadden ist? Nein. Etwas größer ja, bei 0.4er Düse bei mir um die 0.2mm mehr im Durchmesser. Allerdings bohre ich Löcher, die passgenau sein sollen, z.B. für Bolzen, nochmal mit einem passenden Bohrer auf. Bei Gewinden und Zahnrädern muss man auch etwas Spiel zugeben. Btw: Weiß jemand, wie man das bei PartDesign => InvoluteGear erreichen kann, dass bei einem gegebenen Modul der Durchmesser etwas kleiner genommen wird? Sowas wie Tolerance gibts da ja nicht.
Framulestigo schrieb: > Was ich immer schon mal wissen wollte: > Ist das eigentlich normal, dass z.B. ein 3mm-Loch grundsätzlich > mindestens um den Düsendurchmesser größer im Durchmesser zu cadden ist? Nee bei mir eher halber Durchmesser. Schaut man in den generierten G-Code macht der Slicer auf jeden Fall alles richtiges. Dass es etwas kleiner wieder hängt eher mit minimaler overextrusion zusammen und der Tat dass sich Wurst immer den etwas kürzeren Weg sucht (wie ein Anhänger beim Auto).. Bei rechteckigen Löchern könnte ich das Phänomen auf jeden Fall nicht in dem Ausmaß beobachten
Beitrag #5943670 wurde von einem Moderator gelöscht.
Du kannst bei Cura Außenwände vor Innenwänden aktivieren und Einfügung Außenwand > 0 probieren. Hab ich aber nicht, weil mir die Qualität der Außenwand wichtiger ist als die Maßhaltigkeit, in den meisten Fällen.
Karl K. schrieb: > Btw: Weiß jemand, wie man das bei PartDesign => InvoluteGear erreichen > kann, dass bei einem gegebenen Modul der Durchmesser etwas kleiner > genommen wird? Sowas wie Tolerance gibts da ja nicht. Du bist in Freecad? Versuch mal, mithilfe des "Dicke"-Werkzeuges aus der Part-Workbench, ein paar Zehntel außenherum abzutragen (Erst Dicke anwenden, dann subtrahieren). (Nicht wundern, das dauert)
Framulestigo schrieb: > Nicht wundern, das dauert Das glaub ich gern. Ich hab jetzt mit dem Modul experimentiert: für das Innenrad auf 0,97, für das Außenrad auf 1,03. Das sieht so schlecht nicht aus.
Ich bin zu einem gebrauchten CTC-Doppelkopfdrucker gekommen wie die Jungfrau zum Kinde. Und habe eigentlich vor, mir im Lauf des kommenden Winters tiefere Kenntnisse anzueignen. Was ich bisher rausgefunden habe ist, daß man speziell an diesem Modell ziemlich viel verbessern muß, damit es erstmal richtig benutzbar wird. Als Beispiel ein Mittelager einbauen für eine viel zu dünne Querstange im Schlittenantrieb, um das Spiel zu verringern. Und man braucht, bisher nur laut Foren, sehr viel Einstellerei, bis die ersten Modelle in brauchbar rauskommen. Die interessanteste Anwendung für mich wäre die Generierung von Ersatzteilen irgendwelcher zerbrochener Plastikteile alter Geräte. (Eher "technisch" im Inneren als optisch außen.) Aber da zeigt sich das Grundproblem: Man braucht ein 3D-Modell des Teils, um es drucken zu können. Und das zu erstellen ist beliebig aufwendig, je nachdem wie genau und umfangreich die Form werden soll. Da ist dann "abgebrochenen Gewindestutzen mit UHU-Plus ankleben und mit acetongelöstem ABS schichtweise verstärken" oft die schnellere Variante. Ladeschale für einen dreikantigen Bohrmaschinenakku wäre z.B. so ein Anwendungsfall. Aber wenn man ganze Ding für 10 Euro bei Ebay kriegt, wäre es irgendwie Unsinn, zwei Tage mit der Gestaltung eines gedruckten Teils zu verbringen. Also wenn man 3D-Druck als Hobby betrachet kann es sicher Spaß machen und funktionieren, aber eine alltägliche Anwendung wie übliche Werkzeuge scheint mir noch in einiger Ferne.
Pfuscher, Dampfplauderer, Flachpfeifen... Ich sehe schon in diesem Forum werde ich meinen Spaß haben! Also bitte KEIN 3D-Druck-Forum einrichten! Sonst ist der heiße Dampf raus und die Schrumpfungsrate beim Ranten übersteigt die Toleranz hehe.. Hier was für alle zum drucken, schön laut: https://www.stlfinder.com/model/whistle-ysv5Vsf8/4740812 und MaWin fräst uns die mal eben. Ich habe jedenfalls beschlossen: Ich bleibe hier. Beste Grüße an Alle.
Ich habe vor zwei Jahren einen gebrauchten Canon Marv für kleines Geld erworben, einfach so aus Interesse. Auf der Suche nach einem geeigneten 3D-Konstruktionsprogramm bin ich als Mac-User auf das geniale Cheetah 3D gestossen und bis heute dabei geblieben. Inzwischen drucke ich ich beinahe tägich Montageteile, Gehäuseteile, Adapter, Hebel etc. Es ist für mich zu einem ganz normalen Arbeitsmittel geworden ...
Gerade 4 Anschläge passend für die Führungsnuten im Frästisch gedruckt. Nur 12mm x 12mm x 13mm. Mal schnell irgendwelche Bohrhilfen, Schablonen, Hilfswerkzeuge drucken ist schon nicht schlecht, zumal man Muster, Raster, Teilkreise machen kann, für die man an der Drehmaschine teuere Teilapparate bräuchte.
hat jemand von euch so ein Drucker der 0.05mm drucken kann? Bis zu welchen Modulzahnrädern konntet ihr damit ausdrucken ?
Framulestigo schrieb: > Was ich immer schon mal wissen wollte: > > Ist das eigentlich normal, dass z.B. ein 3mm-Loch grundsätzlich > mindestens um den Düsendurchmesser größer im Durchmesser zu cadden ist? Was auch ein (weiterer) Grund für zu kleine Löcher ist, der Vielen gar nicht bewusst ist: Das 3D-CAD-Programm kennt keine echten Kreise/Rundungen, sondern nur Vielecke. Das idealerweise kreisrunde Loch wird in Wahrheit durch ein Vieleck angenähert. Während ein echter Kreis nur einen einzigen Durchmesser hat, hat ein Vieleck aber zwei: Den Inkreisdurchmesser und den Umkreisdurchmesser. Der Durchmesser, den man im CAD-Programm angibt, bezieht sich dabei auf den Umkreisdurchmesser - für ein Loch, in das man etwas hineinstecken will, ist aber der Inkreisdurchmesser relevant. Obige Aussage stimmt auf jeden Fall für das beliebte Programm OpenSCAD; mit anderen 3D-CAD-Programmen habe ich bislang keine Erfahrung, aber ich vermute, dass das zugrundeliegende Problem andere Programme ebenfalls betrifft. Mal am konkreten Beispiel: Folgender OpenSCAD-Code erzeugt eine kleine quadratische Platte, die in der Mitte ein Loch mit 3.0 mm-Durchmesser haben soll:
1 | difference() {
|
2 | cube([20,20,2], center=true); |
3 | cylinder(d=3.0, h=4, center=true); |
4 | } |
Da die Parameter $fa/$fs/$fn nicht verändert wurden (die bestimmen, durch wieviele Ecken Kreise angenähert werden), verwendet OpenSCAD die Standardwerte - und aus dem vermeintlich kreisförmigen Loch wird de facto ein Fünfeck, das an der grössten Stelle einen Durchmesser von den angegebenen 3.0mm hat, an der kleinsten Stelle jedoch nur ca. 2.43mm. Für ein Loch, das einen Inkreis-/Mindest-Durchmesser von 3.0mm hat, müsste man (mit den Standard-Werten für $fa/$fs/$fn) vielmehr einen Durchmesser von 3.7082mm angeben. Also stolze 0.7mm grösser, als man eigentlich haben will - und zwar bevor die zusätzlichen Abweichungen durch den 3D-Druck überhaupt erst in's Spiel kommen. Wer obiges schlecht verständlich fand: Hier wird das ausführlich und mit Beispielen erklärt: http://hydraraptor.blogspot.com/2011/02/polyholes.html ...und hier finden sich ein paar OpenSCAD-Module zum copy&pasten, um das Problem zu beheben: https://en.wikibooks.org/wiki/OpenSCAD_User_Manual/undersized_circular_objects
> Obige Aussage stimmt auf jeden Fall für das beliebte Programm OpenSCAD; > mit anderen 3D-CAD-Programmen habe ich bislang keine Erfahrung, Bei meinem CAD-Programm (Viacad) kann ich bei beim export des Models als STL angeben welche Aufloesung ich haben moechte. Ich kann den Kreis dann auch aus 50000 Stuecken angenaehert ausgeben wenn mir das wichtig ist. Das blaeht aber dann natuerlich die Dateigroessen auf und auch der Slicer wird langsamer. Ich halte aber auch nicht viel von OpenScad weil man damit IMHO nicht kreativ arbeiten kann. Jedenfalls ich nicht. .-) Wo du natuerlich vollkommen recht hast, man sollte sich darueber klar sein was Passungen sind. Ein Loch und ein Zylinder muessen unterschiedliche Durchmesser haben damit sie ineinander passen. Dafuer gibt es im Maschinenbau sogar extra normen. Und die mangelhafte Genauigkeit eines 3D-Drucker verbessert die Sache an der Stelle nicht unbedingt! Erinnert ihr euch das ich oben sagte das ein 3D-Drucker auch ein gutes Kinderspielzeug ist damit aus den lieben kleinen was wird? Solche Erfahrungen mit Passungen sind dann z.B ein kleiner Teil der das Gehirn weiterbringt. :-) Olaf
Erinnert ihr euch dass ich ganz am Anfang sagte dass 0.01mm wichtig ist, damit alles genauer zusammen passt? :-) Und was spricht sich dagegen, zwei unterschiedliche Düsen einzubauen? Die eine 0.01 für die Aussenwände und die andere 0.1 für die Volumenstrukturen. Durchs Abwechseln der Düsen während des Drucks kann trotz der hohen Auflösung schnelle Ergebnisse erzielt werden. Diese CTC-Drucker haben bereits zwei Druckköpfe. Ihr müsst schon weiterdenken.
Irgendwann ganz zu Anfang hab ich die gängigen Lochmaße empirisch rausgetüftelt. Seitdem weiß ich, dass ich ein durchgehendes Loch für M3 auf 1,8mm Radius setze, für ne 2,9mm gewindeschneidende Blechschraube ist es 1,4mm usw. Das ist auch nicht das Problem. Die Werte sind ja auf einem Drucker reproduzierbar. Allerdings fürchte ich, exportieren und STLs ohne die CAD-Originale bei Thingiverse reinsetzen macht so auch keinen wirklich glücklich.
3D-Innovations schrieb: > Erinnert ihr euch dass ich ganz am Anfang sagte dass 0.01mm wichtig ist, > damit alles genauer zusammen passt? :-) > > Und was spricht sich dagegen, zwei unterschiedliche Düsen einzubauen? > Die eine 0.01 für die Aussenwände und die andere 0.1 für die > Volumenstrukturen. Durchs Abwechseln der Düsen während des Drucks kann > trotz der hohen Auflösung schnelle Ergebnisse erzielt werden. Diese > CTC-Drucker haben bereits zwei Druckköpfe. > > Ihr müsst schon weiterdenken. Wir ? Innovationen im Hobby Sektor gibt es wenige - Trend geht aber auch hier zu anderen Verfahren. Das Plastikquetschen ist halt irgendwann am Limit, alleine schon was das Material und die Längenausdehnung beeinflusst. Der Düsendurchmesser ist das geringste Problem bei der Genauigkeit, bevor man nicht alle Achsen Ausdehnungsparameter Schrittgrößen optimiert hat bringt einem das nix (in der Genauigkeit). Auch eine 0,4 mm Düse sollte die Konturen genau fertigen. (Wenn alle 4 Achsen sauber kalibiriert sind und auch das Material paßt). Alleine der Umstieg von den 8 Bit Boards zu einem wesentlich schnelleren 32 Bit Board ist eine enorme Beschleunigung, wenn man "richtige" Kreise druckt. ´
Warum soll das Hobby Sektor sein ? Wenn ich mit 3D-Druckern beschäftige dann denke ich nicht in Hobby, sondern in Innovation für wenig Geld. Ich habe auf ebay schon 3D-gedruckte Sachen gesehen die verkauft werden. Die Ahnungslosen kaufen das für 10 euro pro Stück und wissen nicht mal was ein 3D-Drucker ist.
Joachim S. schrieb: > Das 3D-CAD-Programm kennt keine echten Kreise/Rundungen, sondern nur > Vielecke. Das idealerweise kreisrunde Loch wird in Wahrheit durch ein > Vieleck angenähert. Das stimmt so nicht. Die meisten CAD-Programme, die ich benutzt habe, kennen schon "echte" Kreise. Das Problem ist aber der Export bzw. die STL-Dateien, die nur Flächenbeschreibungen des Objektes enthalten. Deren Größe kann man zwar beliebig klein wählen, allerdings explodiert dann die Dateigröße und Kreise bleiben trotzdem nur entsprechende Vielecke. Auch im G-Code selbst gibt es "echte Kreise", wobei ich mir nicht sicher bin, ob es Slicer gibt, die diese verwenden bzw. erkennen, dass "das Vieleck da" sich in einen Kreis umwandeln lassen kann. Und ob letztendlich die CNC-Steuerung selbst nicht doch wieder den Kreis in Geradenstücke zerlegt, weiss man auch erstmal nicht ;-) > Während ein echter Kreis nur einen einzigen Durchmesser hat, hat ein > Vieleck aber zwei: Den Inkreisdurchmesser und den Umkreisdurchmesser. > Der Durchmesser, den man im CAD-Programm angibt, bezieht sich dabei auf > den Umkreisdurchmesser - für ein Loch, in das man etwas hineinstecken > will, ist aber der Inkreisdurchmesser relevant. Das ist zumindest unter FreeCad kein Problem. Die STL-Datei enthält immer die äußeren Flächen des Objektes. Wenn mein "Innenzylinder" im CAD 3mm hat, dann auch im STL-Modell - aber eben mit Flächen angenähert. Ein quadratisches Loch hat exakt die im CAD angegebenen Maße (abzüglich der Druckungenauigkeit natürlich). Aber bisher war das hier nie ein Problem, da Löcher für Schrauben eh größer sein sollten als das Schraubenmaß. Und mit den angesprochenen eingedruckten Muttern entfällt auch das "Fleisch" für selbstschneidende Schrauben. 3D-Innovations schrieb: > Erinnert ihr euch dass ich ganz am Anfang sagte dass 0.01mm wichtig ist, > damit alles genauer zusammen passt? :-) > Und was spricht sich dagegen, zwei unterschiedliche Düsen einzubauen? > Die eine 0.01 für die Aussenwände und die andere 0.1 für die > Volumenstrukturen. Durchs Abwechseln der Düsen während des Drucks kann > trotz der hohen Auflösung schnelle Ergebnisse erzielt werden. Diese > CTC-Drucker haben bereits zwei Druckköpfe. > Ihr müsst schon weiterdenken. Ich glaube nicht, dass man eine 0,01mm-Düse noch mit den üblichen Methoden (Schrittmotorvorschub des Filaments) dazu bringen kann, etwas durchzulassen. Der nötige Druck, um eine eher zähflüssige Paste durch so eine Öffnung zu bringen, dürfte erheblich sein. Dazu steigen die Druckzeiten quadratisch zum Düsenquerschnitt an. Eine 0,4mm-Düse druckt also 1600 mal schneller als eine 0,01mm-Düse. Selbst wenn man damit nur die Sachen druckt, die diese Genauigkeit haben sollen, dürfte die Druckzeit um ein Vielfaches ansteigen. Dazu kommt, dass die Mechanik diese 0,01mm Auflösung im dynamischen Betrieb überhaupt erstmal bringen muss. Irgendwelche Zahnriemen und preiswerten Linearführungen werden das nicht leisten (können). Bei der Dynamik, den ein schneller Druckkopf benötigt, wird schon das Verhindern von Schwingungen im 0,01mm-Bereich solche Vorhaben bei den üblichen Aufbauten scheitern lassen. In einem Satz: es wird viel teurer werden! Für diesen Bereich gibt es deutlich bessere (und dann auch sicherlich preiswertere) Verfahren als FDM.
> Der Düsendurchmesser ist das geringste Problem bei der Genauigkeit, Ein zu kleiner Duesendurchmesser ist aber ein grosses Problem bei der Prozesssicherheit. Ich wuerde erwarten das die Probleme beim verkleinern des Durchmessers exponentiell ansteigen. Es gibt Gruende warum fast alle Leute mit 0.4mm drucken. > Und was spricht sich dagegen, zwei unterschiedliche Düsen einzubauen? Dagegen spricht dann z.B das aus der gerade nicht benutzen Duese die Suppe rauslaeuft. Beachtet bitte, ihr koennt beim 3D-Drucker an hunderten von Parametern drehen und sie beeinflussen sich gegenseitig. Das ist schonmal eine Stelle an der viele Anfaenger scheitern... Ich muss aber sagen das mir die Qualitaet aus einer 0.4er Duese reicht. Das Beispiel mit der LED-Blende das ich oben gepostet habe ist sogar mit einer 0.5er gedruckt. Wenn ich genauere Ansprueche habe (sehr selten) dann spachtel ist und schleife. Damit bekomme ich dann auch Ergebnisse die wie gekauft aussehen. Und noch was, wenn ihr ernsthaft 0.1mm Aufloesung erwartet dann kann der Drucker nicht mehr aus Gewindestangen und Zahnriemen bestehen. Dann sind Kugelumlaufspindeln angesagt. Und dann jammert ihr wieder das der Drucker so teuer ist. Olaf
Hmm, dann halt mit Kugelumlaufspindeln, ich hätte aber immer noch kein Problem wenn dieser 3D-Drucker dann 1000 euro kostet, statt 100 euro. Ich hätte jedoch ein Problem wenns 50.000 euro kostet. Vielleicht ist 0.01 auch zu klein, aber 0.02 oder 0.04 sollten es schon sein. Trotzdem könnte man parallel dazu 3D-Drucker für 0.01 entwickeln für wirklich sehr kleine feine Sachen. Im Moment drucke mit meinem CTC-Drucker immer mit 0.2mm. 0.4 ist für mich zu grob. Naja für große klobrige Sachen geht das ja.
Olaf schrieb: >> Obige Aussage stimmt auf jeden Fall für das beliebte Programm OpenSCAD; >> mit anderen 3D-CAD-Programmen habe ich bislang keine Erfahrung, > > Bei meinem CAD-Programm (Viacad) kann ich bei beim export des Models als > STL angeben welche Aufloesung ich haben moechte. Ich kann den Kreis dann > auch aus 50000 Stuecken angenaehert ausgeben wenn mir das wichtig ist. > Das blaeht aber dann natuerlich die Dateigroessen auf und auch der > Slicer wird langsamer. Bei OpenSCAD kannst Du das ebenfalls. Aus wievielen Ecken Rundungen angenähert werden, wird bei OpenSCAD wie gesagt über die Parameter $fa/$fs/$fn bestimmt. Wenn man nichts angibt, nimmt OpenSCAD dafür die Standardwerte (die doch recht eckige Rundungen ergeben), man kann die Werte aber auch einfach selbst festlegen. Allerdings löst das reine Erhöhen der Anzahl der Ecken das zugrundeliegende Problem ja auch nicht vollständig, sondern verringert es bloss. Daher habe ich mir für dieses Problem bspw. zusätzlich ein paar Hilfsfunktionen a la "min_diameter" gebastelt; wenn ich bspw. ein Loch mit einem Mindest- bzw. Inkreis-Durchmesser von 3.0mm haben will, dann schreibe ich: cylinder(d=min_diameter(3.0)); Damit wird der Durchmesser des Loches ganz automatisch und in Abhängigkeit von $fa/$fs/$fn so angepasst, dass er überall mindestens 3.0mm beträgt. > Ich halte aber auch nicht viel von OpenScad weil man damit IMHO nicht > kreativ arbeiten kann. Jedenfalls ich nicht. .-) Ich muss zugeben, dass es bei mir auch eine Weile gedauert hat, bis ich mir bei OpenSCAD so gewisse sinnvolle "best practices" angeeignet hatte. Wenn man die sich aber erst einmal angeeignet hat und irgendwann eine eigene kleine Library mit nützlichen Funktionen und Modulen hat, kann man mit OpenSCAD IMHO schon sehr kreativ arbeiten.
3D-Innovations schrieb: > Hmm, dann halt mit Kugelumlaufspindeln, ich hätte aber immer noch kein > Problem wenn dieser 3D-Drucker dann 1000 euro kostet, statt 100 euro. Auch das wird bei den heute üblichen Bauräumen von etwa 200x200x200mm kaum reichen (unser Selbstbau hier hat 500x500x500mm - da möchte ich mir die Kosten gar nicht erst vorstellen ;-). Davon abgesehen müssen die Kugelumlaufspindeln enorm beschleunigt werden, um halbwegs passable Verfahrgeschwindigkeiten zu ermöglichen. Das wird stabil, das wird schwer. Das ist mit NEMA17-Schrittmotörchen nicht mehr machbar, da benötigt man Servos. Schon ein vernünftiger Servo mit Elektronik kostet mehr als viele der heutigen 3D-Drucker. > Ich hätte jedoch ein Problem wenns 50.000 euro kostet. > > Vielleicht ist 0.01 auch zu klein, aber 0.02 oder 0.04 sollten es schon > sein. Klar drückt so eine Einschränkung die Kosten - aber dann bist Du nicht mehr soooo weit von 0,1mm entfernt ;-) > Trotzdem könnte man parallel dazu 3D-Drucker für 0.01 entwickeln für > wirklich sehr kleine feine Sachen. Vorstellbar wäre, das zumindest mechanisch über Piezo-Aktuatoren zu machen. Dann vielleicht ein Bauraum von 20x20x20mm für echte Mikroteile. > Im Moment drucke mit meinem CTC-Drucker immer mit 0.2mm. > > 0.4 ist für mich zu grob. Naja für große klobrige Sachen geht das ja. 0,2mm drucken wir hier auch öfter. Die Oberflächen sind schon recht passabel.
Chris D. schrieb: > Joachim S. schrieb: >> Das 3D-CAD-Programm kennt keine echten Kreise/Rundungen, sondern nur >> Vielecke. Das idealerweise kreisrunde Loch wird in Wahrheit durch ein >> Vieleck angenähert. > > Das stimmt so nicht. Die meisten CAD-Programme, die ich benutzt habe, > kennen schon "echte" Kreise. Ich habe ja dazu geschrieben, dass sich obige Aussage in erster Linie auf OpenSCAD bezieht, weil ich nur damit hinreichend Erfahrung habe. Allerdings vermute ich schon, dass das ein grundsätzliches Problem bei fast allen Programmen ist, wenn man ein 3D-Modell erstellen will. > Das Problem ist aber der Export bzw. die > STL-Dateien, die nur Flächenbeschreibungen des Objektes enthalten. Deren > Größe kann man zwar beliebig klein wählen, allerdings explodiert dann > die Dateigröße und Kreise bleiben trotzdem nur entsprechende Vielecke. Und zwar genau aus dem von Dir genannten Grund, der in meinen Augen eigentlich nur eine etwas präzisere Formulierung ist: Irgendwann auf dem Weg zu STL-Datei, die man dann tatsächlich ausdruckt, macht wohl jedes 3D-CAD-Programm aus dem idealen Kreis ein Polygon. >> Während ein echter Kreis nur einen einzigen Durchmesser hat, hat ein >> Vieleck aber zwei: Den Inkreisdurchmesser und den Umkreisdurchmesser. >> Der Durchmesser, den man im CAD-Programm angibt, bezieht sich dabei auf >> den Umkreisdurchmesser - für ein Loch, in das man etwas hineinstecken >> will, ist aber der Inkreisdurchmesser relevant. > > Das ist zumindest unter FreeCad kein Problem. Die STL-Datei enthält > immer die äußeren Flächen des Objektes. Wenn mein "Innenzylinder" im CAD > 3mm hat, dann auch im STL-Modell - aber eben mit Flächen angenähert. Ein > quadratisches Loch hat exakt die im CAD angegebenen Maße (abzüglich der > Druckungenauigkeit natürlich). Das habe ich jetzt ehrlich gesagt nicht 100%ig verstanden. Wir sind uns doch offenbar darüber einig, dass das idealerweise kreisrunde Loch mit 3mm Durchmesser in der zu druckenden STL-Datei durch ein Polygon angenähert wird. Aber dann ist doch zwangsläufig die Frage: Hat das Polygon des Loches nun einen Inkreis- oder einen Umkreis-Durchmesser von 3.0mm, oder ist 3.0mm der Mittelwert zwischen Inkreis- und Umkreis-Durchmesser des Polygons? Wie entscheidet sich FreeCAD da? Bei OpenSCAD ist es wie gesagt immer so: Der angegebene Durchmesser entspricht dem Umkreis-Durchmesser des annähernden Polygons. Bei einem quadratischen Loch ist das natürlich sowieso etwas anderes, da gibt es dieses Problem ja nicht.
Jubelperser schrieb: > Wenn sich viele, vor allem private Anwender, einen 3D-Drucker andrehen > lassen (Hype), spricht das noch lange nicht für diese Art zu > produzieren. und MaWin schrieb im wegen einer Beleidigung gelöschten Beitrag #5942556: > Ein Ingenieur nimmt einen Stab aus POM und fräst das Zahnrad inkl. > Anschlägen auf der Drehbank bzw. 4-Achsen CNC, damit er saubere > Zahnflanken und langlebige Teile bekommt. Auch ich bin mir völlig sicher, dass sich dieser sogenannte "3D-Druck" niemals durchsetzen wird. Genau so wie das bekannterweise auch beim Fernsehen der Fall war. Wer will schon jeden Abend auf eine Sperrholzkiste starren? https://www.xing.com/communities/posts/irrtuemer-und-fehlprognosen-beruehmter-personen-1002880911 [/ironie off] Chris D. schrieb: > Das wird stabil, das wird schwer. Das ist mit NEMA17-Schrittmotörchen > nicht mehr machbar, da benötigt man Servos. Schon ein vernünftiger Servo > mit Elektronik kostet mehr als viele der heutigen 3D-Drucker. Wenn ich mir die ersten CD-Player (z.B. den DUAL CD 120) so anschaue, dann waren das gewichtige Meisterwerke der Feinmechanik, gefräst aus massivem Aluminium. Dazu gab es ein entsprechendes Handbuch, wo die Justage- und die zugehörigen Messpunkte und -abläufe beschrieben waren. Heute wiegt die Mechanik für so einen CD-Spieler noch ein paar Gramm und kann dank nachfolgender Elektronik auch noch CDs abspielen, bei denen besagter CD 120 schon nach 5 Sekunden das Zirpen bekommt. Oder sieh dir mal die ersten Laserdrucker oder Kopierer an, und dagegen das, was du heute in Bruchteilen dieses Bauraums, des Gewichts und für schmales Geld bekommst.
Joachim S. schrieb: > Allerdings vermute ich schon, dass das ein grundsätzliches Problem bei > fast allen Programmen ist, wenn man ein 3D-Modell erstellen will. Wie gesagt: die Programme beherrschen das und es gibt durchaus auch Formate, in denen ein Kreis ein Kreis ist. Wäre auch schlimm, wenn nicht ;-) Es ist einzig das Problem des STL-Formates. > Das habe ich jetzt ehrlich gesagt nicht 100%ig verstanden. Wir sind uns > doch offenbar darüber einig, dass das idealerweise kreisrunde Loch mit > 3mm Durchmesser in der zu druckenden STL-Datei durch ein Polygon > angenähert wird. Aber dann ist doch zwangsläufig die Frage: Hat das > Polygon des Loches nun einen Inkreis- oder einen Umkreis-Durchmesser von > 3.0mm, oder ist 3.0mm der Mittelwert zwischen Inkreis- und > Umkreis-Durchmesser des Polygons? Wenn ich den STL-Export richtig verstanden habe, wird bei der Flächenberechnung eines Zylinderabschnitts der Mittelwert genommen. Wobei auch dann des STL-Modell des Innenzylinders etwas kleiner wäre. Aber es wäre mal interessant, das wirklich zu testen. Wenn das sonst niemand macht, kann ich das nachher mal versuchen.
Lothar M. schrieb: > Heute wiegt die Mechanik für so einen CD-Spieler noch ein paar Gramm und > kann dank nachfolgender Elektronik auch noch CDs abspielen, bei denen > besagter CD 120 schon nach 5 Sekunden das Zirpen bekommt. > > Oder sieh dir mal die ersten Laserdrucker oder Kopierer an, und dagegen > das, was du heute in Bruchteilen dieses Bauraums, des Gewichts und für > schmales Geld bekommst. Alles richtig. Wir reden hier aber darüber, in einem Würfel mit 200mm Kantenlänge jeden beliebigen Punkt mit 0,01mm Genauigkeit anfahren zu können, und das möglichst schnell. Und da setzt die Physik Grenzen. Um einen (doch recht schweren) Druckkopf schnell in verschiedene Richtungen zu bewegen, benötige ich einfach eine Beschleunigung und dementsprechend Kraft. Und will ich das schnell machen, dann benötige ich mehr Kraft. Diese muss irgendwie übertragen werden. Und da es sehr genau sein muss, müssen die übertragenden Elemente genau und schwingungsarm gefertigt sein. Oder ich benötige eine Positionsbestimmung, nach der ich ausregeln kann - wobei dann aber auch diese wieder genau sein muss (Glasmaßstab etc.), schwer ist und das Ganze aufwändiger wird. Wenn Du Dir eine CNC-Maschine für Metallbearbeitung von vor 30 Jahren ansiehst und mit den heutigen vergleichst: mechanisch hat sich da nicht so viel getan. Es gibt weiterhin fette Servos (eher noch fettere, weil Zeit bekanntlich Geld ist), (Kugel-)umlaufspindeln, vielleicht ist noch ein anderer Lagertyp dazugekommen (hydrostatische Lager bspw.), sofwaremäßig hat sich viel getan (digitale Regelungen etc.) - aber prinzipiell benötigst Du für die dort auftretenden Kräfte entsprechend steife Bauteile mit dem Effekt, dass die Dinger immer noch Tonnen wiegen. Um eine Masse m mit der Beschleunigung a zu beschleunigen, benötige ich die Kraft F = m*a und eine Konstruktion, die die resultierende Reactio aufnehmen kann. Auch noch in 100 Jahren. Einen FDM-Drucker mit 0,01mm Auflösung würde ich einfach anders konstruieren: vermutlich mit einem feststehenden Druckkopf (der dann auch den nötigen Druck aufbringen kann) und einen kleinen beweglichen Tisch bspw. mit Piezoaktuatoren. Da die Bauteile sehr klein sind, ist auch die zu bewegende Masse gering. Ich weiss allerdings nicht, was Piezoaktuatoren mit solchen Bewegungslängen von vielleicht 20mm aktuell kosten.
Angehängte Dateien:
-

STL-hoch.png
280 KB -

STL-niedrig.png
220 KB
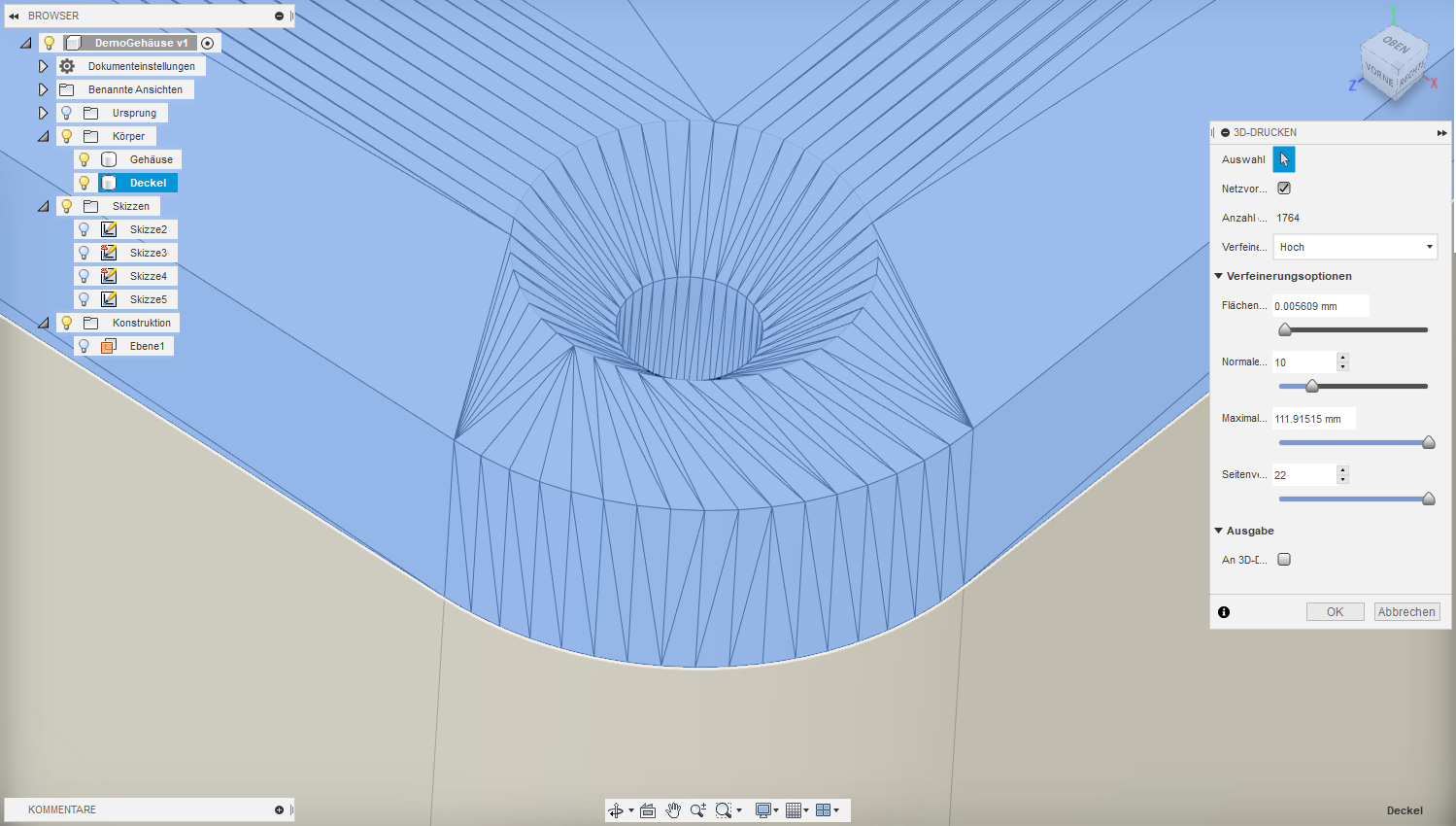
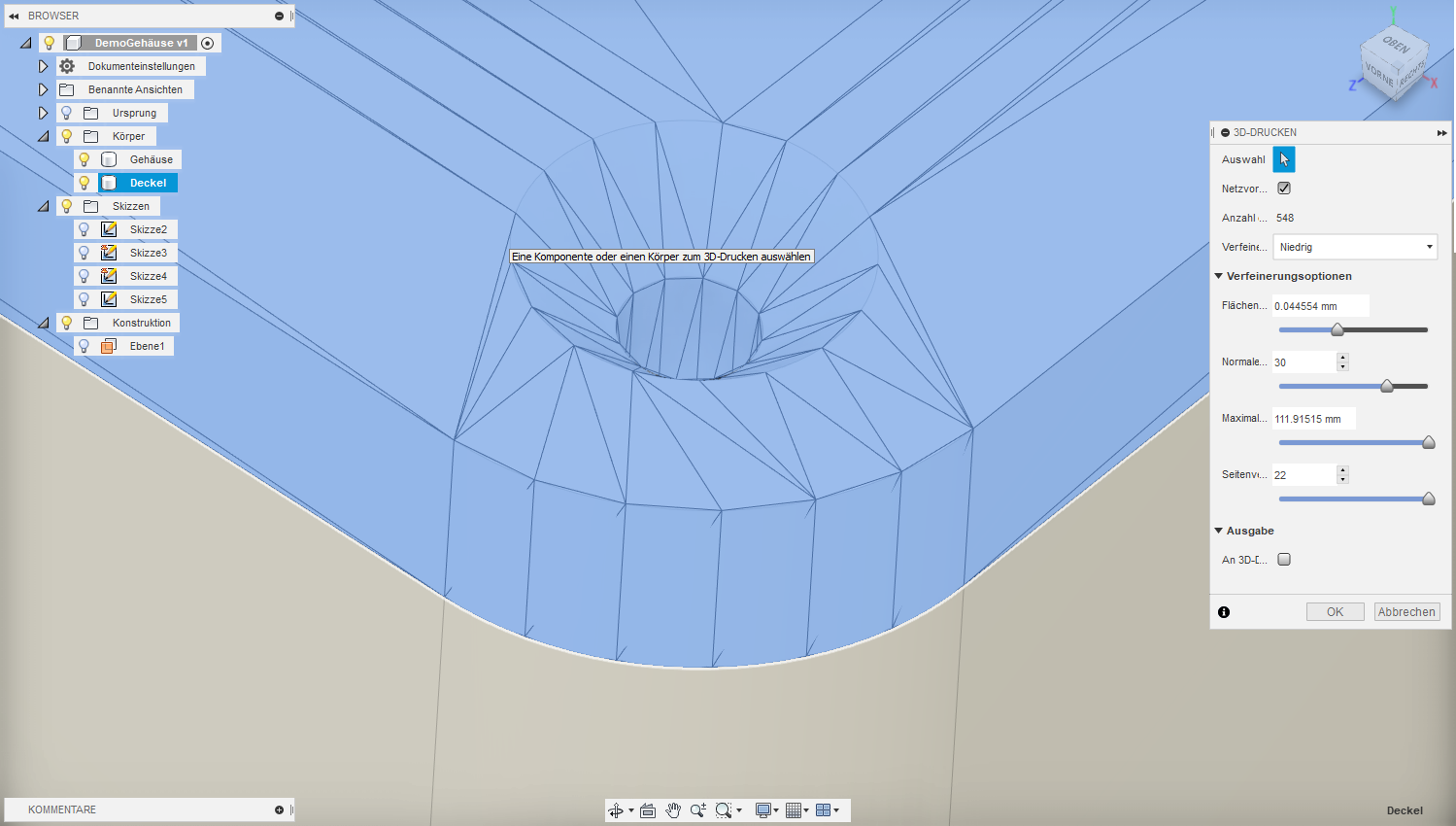
ich hatte mein Beispiel noch offen, in Fusion kann man die Auflösung in Stufen wählen oder an den Parametern fummeln. So eine konische Bohrung wird schon schwierig, es kommt auch darauf an was der Slicer daraus macht. Und da gibt es ja auch wieder zig Einstellungen... Der Düsendurchmesser ist auch nicht automatisch die Druckauflösung, das sehen Einsteiger vielleicht auch falsch. Auch mit einer dickeren Düse kann der Slicer durch Extrudier- und Verfahrgeschwindigkeit verschieden dicke Würste vorgeben. Und da ist dann noch die Z-Auflösung, je feiner desto mehr Schichten, aber da skaliert die Druckdauer dann linear mit der höheren Auflösung. Die Drucker im Bereich 200-400 € haben ein gutes Preis/Leistungverhältnis aber eben ihre Grenzen. Für mehr Qualität wird es exponentiell teurer. Da ist es sinnvoller fertigungsgerecht zu konstrurieren und sich einfach auf seinen Drucker einstellen. Und was nicht geht wird dazugekauft. Weitere Problemezonen sind Überhänge, da verliert man auch an Genauigkeit und kommt an Grenzen. Stützmaterial drucken geht und die Slicer berechnen das, aber es ist Arbeit das wegzumachen. Die Innovation ist hier wasserlösliches Stützmaterial, aber das ist teuer, man braucht einen Dualhead und man druckt dann mit zweit Materialien mit unterschiedlichen Eigenschaften. Alles nicht trivial.
Hmm, Würfel mit Loch 3mm aus Freecad als STL-exportiert und mit Cura in G-Code "gesliced". Cura erzeugt mir in der "Outer wall" für den Kreis 43 G-Code-Bewegungen, Das entspricht einem Kreisabschnitt von 8,4° pro interpolierter Linie. Selbst wenn worst case die Linie als Tangente durch den Kreis gezogen wird, reduziert sich der Radius mit 1,5mm*(1-cos(8,4°/2)) rein rechnerisch nur um 4µm.
Joachim S. schrieb: > Obige Aussage stimmt auf jeden Fall für das beliebte Programm OpenSCAD Einer der Gründe, warum ich nach anfänglichen Projekten mit OpenScad zu FreeCad gewechselt habe und seitdem eigentlich nur noch in FreeCad konstruiere (außer 2D, das geht das bescheiden). Wenn man in OpenScad brauchbare Kreise will, muss man die Eckenanzahl deutlich hochnehmen - und das geht schnell auf die Performance.
Chris D. schrieb: > Einen FDM-Drucker mit 0,01mm Auflösung würde ich einfach anders > konstruieren Nur: Warum? https://www.youtube.com/watch?v=orNlivWkvg4 Kostet 300 Eur. Ich sach mal, der Kram mit den Mini-Zahnrädern von oben dürfte damit machbar sein.
Karl K. schrieb: > Chris D. schrieb: >> Einen FDM-Drucker mit 0,01mm Auflösung würde ich einfach anders >> konstruieren > > Nur: Warum? Genau. Daher meine Empfehlung von weiter oben: > Chris D. schrieb: >> Für diesen Bereich gibt es deutlich bessere (und dann auch sicherlich >> preiswertere) Verfahren als FDM. > https://www.youtube.com/watch?v=orNlivWkvg4 > > Kostet 300 Eur. Ich sach mal, der Kram mit den Mini-Zahnrädern von oben > dürfte damit machbar sein. Ja, die DLPs sind mittlerweile wirklich preiswert geworden und die Qualität der Drucke ansehnlich :-) (Für uns allerdings wäre das zu viel "Gematsche" und zu viel Einschränkung bzgl. Größe und Materialauswahl. Dazu kommt die begrenzte Haltbarkeit der Harze. Teurer isses auch noch. Und man kann den Druckkopf nicht einfach gegen Lötpasten-Dispenser tauschen ;-)
Chris D. schrieb: > Dazu kommt die begrenzte > Haltbarkeit der Harze. Die ist jetzt aber nicht soo problematisch. Hier heisst es 18 Monate: https://support.formlabs.com/s/article/Choosing-the-Right-Material?language=en_US#clear
Hi Chris, den Ansatz mit der zweiten Druckkopfkinematik an einem größeren Portal will ich - wenn mal wieder Zeit ist - auch schon seit langem ausprobieren. Habe aber noch keine dafür passende fertige Software auf dem Schirm. Linuxcnc kann ja 9 Achsen, der CAM-Prozessor von Freecad ist ja wiederum noch recht rudimentär wenn es um die 4te Achse geht - die will ich "demächst" erstmal an meiner Fräse in Betrieb nehmen. Bezüglich SLA: Die mehr als sarggroßen Stereolithographie Anlagen bei Materialize in Belgien sind schon eine Nummer. Und davon dann eine richtig lange Reihe. Wo je halbe bis ganze Auto-Armaturenbretter hineinpassen. Aber themenänlich - es reicht ja schon mal nachzurechnen - wieviel eine Pulverfüllung z.B. für eine "normale" SLS Anlage mit PA6 kostet um ins Grübeln zu kommen. Soo - ich gehe jetz meine FDM- 3d gedruckten Prototypenteile nachbearbeiten. Wobei ich mich dort auch grade über Passungen aufrege und diese mit Schleifvlies bearbeite. Da hat der obenstehende Tip bezüglich der Skalierung für einzelne Flächen in Freecad schon Hoffnung keimen lassen.
Alex G. schrieb: > Chris D. schrieb: >> Dazu kommt die begrenzte >> Haltbarkeit der Harze. > Die ist jetzt aber nicht soo problematisch. > Hier heisst es 18 Monate: Ja, das ist schon ok - aber doch eine Einschränkung gegenüber FDM. Wenn man mehrere Farben hat, dann kann das schon mal eng werden. Ich habe hier einige Filamente, die benötige ich nur selten, aber doch ab und an im Jahr (z.B. transparentes farbloses PLA oder auch iglidur für Gleitlager). Die Spulen sind jetzt fast vier Jahre alt und drucken wie am ersten Tag.
3D Druckforum ... guck unter https://www.thingiverse.com/groups/3d-printing-forum https://www.thingiverse.com/
Dafür kann man sich die Farben bei Bedarf an Ort un Stelle selbst anmischen wenn man will: https://www.fepshop.com/shop/uv-resin/pigment/monocure3d-cmyk-pigment-set/
3D-Innovations schrieb: > Hmm, dann halt mit Kugelumlaufspindeln, ich hätte aber immer noch kein > Problem wenn dieser 3D-Drucker dann 1000 euro kostet, statt 100 euro. > Ich hätte jedoch ein Problem wenns 50.000 euro kostet. > > Vielleicht ist 0.01 auch zu klein, aber 0.02 oder 0.04 sollten es schon > sein. > > Trotzdem könnte man parallel dazu 3D-Drucker für 0.01 entwickeln für > wirklich sehr kleine feine Sachen. > > Im Moment drucke mit meinem CTC-Drucker immer mit 0.2mm. > > 0.4 ist für mich zu grob. Naja für große klobrige Sachen geht das ja. Ich habe hier einen Flashforge Creator 3. Der kostet deutlich über 1k€. Der ist eigentlich wirklich passabel aber von deine Strukturgrößen sehr weit entfernt. Ganz ehrlich, das was die billigen 300-400€ Drucker dank der Slicer in PLA hinbekommen, wirst du auch mit 1000€ auch nicht wesentlich besser hinbekommen. Es wird höchstens wiederholungssicherer und konfortabel. Meiner ist jenseits von 2k€ und hat daher IDEX (2 unabhängige Extruder), Edelstahldüse und was weiß ich noch alles. Hauptvorteil für mich ist, dass ich wirklich ziemlich problemlos TPU und ABS gleichzeitig verarbeiten kann. Wenn der 1. Layer passt (das herausnehmbare Druckbett hat den Nachteil dass man es doch gerne antappst...), dann kann man am nächsten Tag schaun wie lang's noch dauert :) Die möglichen 0.08mm Schichtdicken haben bei mir bisher eher Probleme verursacht...99% drucke ich mit 0.28mm Schichtdicken Für die räumliche Auflösung die dir vorschwebt wirst du bei SLS oder SLA landen müssen. Dafür sind die modifizieren "Heißklebepistolen" einfach nicht gemacht. Die Physik ist da gottseidank nicht demokratiefähig... 73
Angehängte Dateien:
-

zahnradradrad.jpeg
19 KB

Wie funktioniert eigentlich dieser "M.C.-Escher-Zahnradquader"? Heise hat ihn als Foto bei seinem Artikel, und mit einer Suche kam das kurze Youtube-Video: https://www.heise.de/newsticker/meldung/Missing-Link-Der-3D-Drucker-oder-Die-Enttaeuschung-die-nicht-stattfand-4489590.html https://www.youtube.com/watch?v=1IjoEfjzbFE Ich würde ja mal stark vermuten, daß es trotz gegenteiliger Behauptungen nicht "in einem Rutsch" geht, sondern die Zahnräder nach dem Druck auf irgendeine Weise gangbar gemacht werden müssen. Da das Video von 2014 ist, gab es wohl noch keine auflösenden Filamente? Und schwebende Zahnräder kann kein 3D-Drucker herstellen, sonst gäbe es ja den Aufwand mit heizbaren Druckbetten nicht.
Chris D. schrieb: > Und man kann den > Druckkopf nicht einfach gegen Lötpasten-Dispenser tauschen Zu blöd, ich kann bei meiner Leiterplattensäge auch nicht einfach das Sägeblatt gegen einen Lötpasten-Dispenser austauschen. ;-) Das sind halt unterschiedliche Werkzeuge für unterschiedliche Anwendungen. Und niemand hindert dich, die grobmotorigen großen Werkstücke in Farbe und bunt in ABS zu drucken, und den Fummelkram innendrin mit dem DLP zu machen.
Diese DLP Printer sind echt billig. Ist euch aufgefallen dass bis jetzt noch keiner so richtig versucht hat mit DLP-(Sla?) Drucker Zahnräder auszudrucken? Und wie lange die Zahnräder aus Harze aushalten würden? Zumindest finde ich kaum Infos darüber, auch nicht auf Youtube. Nur das https://www.youtube.com/watch?v=pVUVpbJ7-7I aber das verrät nicht viel und ist wieder doof aus thingiverse kopiert. Es gibt jede Menge Zahnräder-Test mit FDM Druck aus PLA odre ABS und haben sich als gar nicht so übel erwiesen. Aber mechanische Bauteile, Bewegungen und Zahnräder alles aus DLP das würde mich mal echt interessieren.
3D-Innovations schrieb: > Aber mechanische Bauteile, > Bewegungen und Zahnräder alles aus DLP das würde mich mal echt > interessieren. Dann kauf Dir einen und probiere es aus. Das machen ja die Leute, die das für FDM auf YT gestellt haben auch nicht anders. Nur immer abwarten bis andere was machen - kann man machen, aber dann nicht meckern...
Oder mit Iglidur oder Nylon drucken. Das ist aber nicht einfach wegen der hohen Temperaturen die man braucht. Chris hatte das schon erwähnt, hast du auch Zahnräder damit gedruckt? Sowas kann man aber auch bei Igus drucken lassen, nur billig sind die nicht. https://www.igus.de/info/3d-print-tribology-test An meinem alten Vellemann waren am Extruder ABS Zahnräder (Spritzguss) dran, die haben aber schon nach wenigen Stunden viel Abrieb gehabt der auf die Druckobjekte gerieselt ist und die versaut haben. Der Umbau auf Zahnriemen und gedruckter Zahnscheibe aus PLA hält viel besser.
Chris D. schrieb: > Und man kann den > Druckkopf nicht einfach gegen Lötpasten-Dispenser tauschen ;-) Was hindert Dich, leitfähiges Filament zu nehmen und die Leiterplatten direkt zu drucken? Die Bauteile werden anschließend aufgelegt und kurz bei Schmelztemperatur eingebacken. Bei der Patentanmeldung die Zeitmarke oben beachten, Prior Art und so. :)
https://i.all3dp.com/wp-content/uploads/2019/01/17103826/the-3d-printed-circuit-board-mikey77-thingiverse-190111_download.jpg https://i.all3dp.com/wp-content/uploads/2019/01/17103909/the-back-and-front-of-mikeys-3d-printed-pcb-mikey77-instructables-190117.jpg Jemand schon auf diese Idee draufgekommen? :D Besser als rumätzen. Einfach Plastikplatte mit Kanälen ausdrucken, Kuperlitze einlegen, dann weiter drucken, und das in x-beliebigen Layers. Und dann schön löten. Das ist einfach das Potenzial der 3D-Drucker.
3D-Innovations schrieb: > https://i.all3dp.com/wp-content/uploads/2019/01/17103826/the-3d-printed-circuit-board-mikey77-thingiverse-190111_download.jpg > > https://i.all3dp.com/wp-content/uploads/2019/01/17103909/the-back-and-front-of-mikeys-3d-printed-pcb-mikey77-instructables-190117.jpg > > Jemand schon auf diese Idee draufgekommen? :D Besser als rumätzen. > Einfach Plastikplatte mit Kanälen ausdrucken, Kuperlitze einlegen, dann > weiter drucken, und das in x-beliebigen Layers. Und dann schön löten. > Das ist einfach das Potenzial der 3D-Drucker. Da ist fräsen doch viel einfacher und schneller Beitrag "China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!"
Wieso drauflegen? In die gedruckten Mulden mit dem Automaten einbestücken, Leiterbahnen und Bauteilanordnungen bitte gleich vollständig in 3D. Und irgendwas für die Leiterbahnen und Pins, was man mit nem Laser einfach aushärtet. Kann doch wohl nicht so schwierig sein (ööhäm).
3D-Innovations schrieb: Bist Du hier der Märchenonkel oder willst Du die Leute vera.., äh, auf den Arm nehmen. > https://i.all3dp.com/wp-content/uploads/2019/01/17103826/the-3d-printed-circuit-board-mikey77-thingiverse-190111_download.jpg > > https://i.all3dp.com/wp-content/uploads/2019/01/17103909/the-back-and-front-of-mikeys-3d-printed-pcb-mikey77-instructables-190117.jpg Warum verlinkst Du auf diese Fotos und nicht auf das Projekt? Weil dann Dein Märchen nicht mehr funktioniert? all3dp.com/2/weekend-project-make-your-own-3d-printed-circuit-board/ > Jemand schon auf diese Idee draufgekommen? :D Besser als rumätzen. Soso.. > Einfach Plastikplatte mit Kanälen ausdrucken, Kuperlitze einlegen, dann Wo legt da wer Litze ein? Zitat 1. Satz: "Learn how to make a solderless 3D printed circuit board using conductive epoxy." > weiter drucken, und das in x-beliebigen Layers. Und dann schön löten. Klar löten. Bist Du des Lesens nicht mächtig? Zitat: "This is an experimental circuit board whose components can be easily connected without the need for soldering." > Das ist einfach das Potenzial der 3D-Drucker. Klar doch, gerade Du mußt das Wissen.
Fräsen geht auch, aber das wird wieder eine staubige Angelegenheit und man kann PCB-Board nicht an Wänden, Wölbungen oder in Kugelform ausdrucken. Grade wenn man so ein Bionik-Arm entwickeln will, ist das wichtig. Ich meinte, wenn du kreativ denkst, könnte der 3D-Drucker ein bißchen umgebaut werden in ein 3D-Nähdrucker, der Filament druckt und gleichzeitig Kupferlitzen einnäht oder verlegt, dann braucht des nicht so ein Geschmirgel wie Leitlack. Allerdings ist Geschmirgel manchmal lustig und mir scheint dieser Leitlack ist auch interessant. Ist das nicht das gleiche wie Wärmeleitpaste ?
Zurück zu den Zahnrädern: Ich hab mal das gefunden: https://www.thingiverse.com/thing:3318864 damit könnte man schneller testen wie klein die Module der Zahnräder druckbar sind.
3D-Innovations schrieb: > Ich meinte, wenn du kreativ denkst, könnte der 3D-Drucker ein bißchen > umgebaut werden in ein 3D-Nähdrucker, der Filament druckt und > gleichzeitig Kupferlitzen einnäht oder verlegt, dann braucht des nicht > so ein Geschmirgel wie Leitlack. Du brauchst: https://youtu.be/sXXWrW6DiJA
Mir ist aufgefallen: In den Druckern werden oft diese NEMA Motoren mit 1,8° verbaut. Die gibt es aber auch mit 0,9°. Würde das die Genauigkeit, Auflösung und Oberflächengüte verbessern bzw. kann man die 0,9° Motoren in der SW dann umstellen?
Maria S. schrieb: > In den Druckern werden oft diese NEMA Motoren mit 1,8° verbaut. Die gibt > es aber auch mit 0,9°. Würde das die Genauigkeit, Auflösung und > Oberflächengüte verbessern bzw. kann man die 0,9° Motoren in der SW dann > umstellen? Macht nicht wirklich einen unterschied. Es wird eh immer 1/16 Microstepping verwendet. Bei 0,9° halbiert sich die maximal mögliche Geschwindigkeit bei 8 Bit µCs (aufgrund der Stepper-Tickrate). Zudem nimmt das Drehmoment ab. Und die Positionierungsgenauigkeit nimmt zwar in der Theorie zu aber in der Praxis wirds nicht sichtbar sein (die DRV8825 mit 1/32 Stepping haben auch eher Nachteile gegenüber der A4988 (Lachshaut/Salmon Skin), weil µSteps verlieren). Mit 1,8° und 1/16 ist das schon genau genug. Die 128 µSteps Interpolation vom TMC dient eigentlich nur der Geräuschminimierung. Die "echten" 128 µStep Treiber bei den TIs haben nicht wirklich Vorteile, zumindest nicht bei den AVRs.
Maria S. schrieb: > In den Druckern werden oft diese NEMA Motoren mit 1,8° verbaut. Die gibt > es aber auch mit 0,9°. Würde das die Genauigkeit, Auflösung und > Oberflächengüte verbessern bzw. kann man die 0,9° Motoren in der SW dann > umstellen? Bei meinem Drucker sind die Triebräder ca. 12mm. Das macht 0.2mm Auflösung pro Schritt, bei 16er Mikroschritt sind das schon 11µm. Das liegt weit unter dem, was der Zahnriemen an Dehnung hat oder die Mechanik an Spiel. Es gibt wohl bei den Treibern Unterschiede, wie gut sie die Mikroschritte umsetzen, am besten sind anscheinend Trinamic Treiber.
Bis jetzt habe ich so viel gelesen, dass ich erstmal, wenn überhaupt, mit dem nötigen CAD Programm anfange. Finde das alles echt spannend und hätte schon so einige Sachen drucken wollen, aber das ganze Thema ist so umfangreich und anspruchsvoll, dass ich das Drucken lieber jemand anderem überlassen werde. Daher die Frage und irgendwo wurde es angedeutet, gibt es Druckdienstleister, die dann meine Sachen drucken können?
F. F. schrieb: > gibt es > Druckdienstleister, die dann meine Sachen drucken können? sicher, wurde auch schon hier von Forenmitgliedern angeboten. Es gibt auch viele Makerspaces die 3D-Drucker haben und Leute die sich damit auskennen. Oder sogar Usergroups die sich da regelmässig treffen.
F. F. schrieb: > Bis jetzt habe ich so viel gelesen, dass ich erstmal, wenn überhaupt, > mit dem nötigen CAD Programm anfange. Also ich hab ehrlich gesagt erstmal mit 3 Dingern von Thingiverse angefangen, darunter einen Bajonettadapter für meine Canon. Dann hab ich mir angesehen was es an 3D-Cad gibt. Hab bisher nur 2D gemacht. Bin erstmal bei OpenScad hängengeblieben, dann doch zu FreeCad gewechselt.
Es macht aber Sinn, dass der Designer eines Teils auch eine Ahnung vom Druck hat.
F. F. schrieb: > Daher die Frage und irgendwo wurde es angedeutet, gibt es > Druckdienstleister, die dann meine Sachen drucken können? Gibt es, aber 3D-Hubs für privat tot ist... kannst mit gerne schicken ich drucke dir das
Hier haben schon einige über das Für und Wider von Programmen geschrieben. Online will ich so etwas nicht machen. Bin auch bereit Geld dafür zu bezahlen, nur keine so hohen Summen und vor allem nicht jedes Jahr. Was wäre leicht zu lernen, mächtig genug und bezahlbar? Kostenlos ist auch ok. Was ich toll fand, diese Skriptsprache, mit der man Modelle mehr oder weniger programmieren kann. Vice versa wäre auch Klasse. Also auch ein gezeichnetes Objekt zurück, in ein Skript übersetzen. Gibt es da eine einheitliche Sprache? Das wäre gut, wenn man das Programm mal wechseln wollte, oder müsste.
Darüber hinaus vielen Dank für die tollen Beiträge und Meinungen. Das ist hier ein sehr interessanter Beitrag.
F. F. schrieb: > Was ich toll fand, diese Skriptsprache, mit der man Modelle mehr oder > weniger programmieren kann. OpenScad. Ist für den Anfang gut, um ein Gefühl für das Zusammensetzen von 3D-Körper zu bekommen. Man kann auch sehr gut mit Parametern arbeiten. Nachteilig ist, dass man immer die Werte anpassen muss und dann schauen, obs im Ergebnis passt. Wird bei größeren Projekten schnell nervig. F. F. schrieb: > Was wäre leicht zu lernen, mächtig genug und bezahlbar? Wenn Du frusttolerant bist, Freecad. Stürzt halt immer mal ab, hat einige Macken. Ob es leicht zu lernen ist hängt davon ab, ob Du schon Erfahrung mit Cad und 3D-Cad hast, ob Du einigermaßen räumliches Vorstellungsvermögen hast. Das ist aber bei allen Programmen so.
Ein sehr mächtiges CAD-Tool ist SpaceClaim, weil das extrem einfach zu bedienen ist, schnell erlernbar und mit wenigen Klicks aus 2D-Skizze ein 3D-Modell fertig ist. Allerdings kostet das über 2000 euro. Von SplaceClaim gibt es eine kostenlose Version, nennt sich: DesignSpark Mechanical , da weiss ich aber nicht was deren Einschränkungen sind. OpenCad ist ein bißchen wie Paint gegen Photoshop. Solltet ihr schleunigst vermeiden. Und Freecad ist ein bißchen wie Gimp, also hat zwar mehr Tools, ist aber etwas umständlich im Vergleich zu Photoshop so wie ich das auf Youtube sehe. Weil man viel rumklicken muss, dafür hat Freecad Zahnrrad-Assistent. Da die meisten Konstruktionen aber nicht Zahnräder sein werden würde ich DesignSpark vorziehen. Die 3D-Modelle werden dann als STL-Format exportiert.
Insbesondere solltet ihr mal da ein Auge drauf werfen: https://www.rs-online.com/designspark/3d-printing-with-designspark-mechanical
Jetzt kommt wieder eine Frage von mir: Es gibt diese Seite für mechanische Teile: https://www.mcmaster.com/ wo man die Teile auch als 3D-Datei (Solidworks) abspeichern kann und dann in CAD-Programm aufmachen und als stl exportieren für 3D-Druck. Beispiel: https://www.mcmaster.com/7880k27 Diese Zahnräder sind aber alle in Zoll. Also nicht kompatibel zu Modulgrößen oder? Kennt jemand so ähnliche Webseiten wo alles metrisch wäre?
> Daher die Frage und irgendwo wurde es angedeutet, gibt es > Druckdienstleister, die dann meine Sachen drucken können? Relativ bekannt ist der Laden: https://www.shapeways.com/ Ich hab von dort schon komplexe Teile in Stahl in der Hand gehalten die mich beeindruckt haben. Dort wuerde ich auch drucken wenn ich ein Teil brauch das etwas aushalten muss. Aber ein kleines Problem sehe ich. Man kann nicht sofort 3D-Modelle erstellen. Auch nicht wenn man schon ein CAD Programm bedienen kann. Man braucht etwas Erfahrung um zu wissen was sich drucken laesst und was nicht. Daher wuerde schon empfehlen einen billigen Drucker fuer 300Euro zu kaufen und damit zu beginnen. Die erste Rolle PLA fuer 20Euro ist dann Lehrgeld. :-) > Online will ich so etwas nicht machen. Bin auch bereit Geld dafür zu > bezahlen, nur keine so hohen Summen und vor allem nicht jedes Jahr. Ich nutze ein Programm namens Viacad. Das kostet so 50-100Euro. Je nachdem wo man es kauft. Die einfachste 3D-Version reicht. Es muss auch nicht die neueste sein. Du kannst das aber ausprobieren. Ich glaube man kann eine Demoversion runterladen die man einen Monat umsonst benutzen kann und danach kann sie nicht mehr speichern. Es gibt auch bei Youtube einiges an Videos das den Umgang damit zeigt. > Kennt jemand so ähnliche Webseiten wo alles metrisch wäre? Ein grosser Laden fuer Mechanikkram ist Maedler. Da kannst du fuer vieles auch 3D-Modelle als Stepdatei runterladen und in dein CAD-Programm importieren. Allerdings ist das wieder so wie die angeblichen Programmierer die nur aus dem Internet kopieren, es lohnt sich sowas selber zu machen. Der Grund dafuer ist auch hier wieder das additive und substraktive Fertigung etwas anderes ist und auch leicht anderer Modelle bedarf. Olaf
Da hier ja aber offenbar etliche Leute FreeCAD benutzen, spiele ich mit dem Gedanken, mir das auch mal anzuschauen. Mich würde interessieren, ob gewisse Möglichkeiten, die ich von OpenSCAD kenne, auch bei FreeCAD möglich sind: 1. Wie weit geht da die Parametrisierbarkeit? Angenommen, ich erstelle bspw. ein 3D-Modell eines Zahnrades oder eines ICs im DIP-Gehäuse. Genügt es dann, einen einzigen Parameter zu verändern, um bspw. die Anzahl der Zähne des Zahnrades oder die Anzahl der Beinchen des DIP-Gehäuses zu verändern? 2. Kann ich mir auch in FreeCAD eine Art Library mit nützlichen parametrisierbaren 3D-Objekten anlegen, die ich dann in neuen Projekten parametrisiert verwende? Nehmen wir z.B. an, ich hätte mir in FreeCAD ein o.g. parametrisierbares Modell eines Zahnrades gebastelt. Kann ich dann in einem anderen FreeCAD-Projekt, in dem ich zwei Zahnräder benötige, das zuvor erstellte Zahnrad einbinden? Als zwei Instanzen, also z.B. einmal mit 16 Zähnen, einmal mit 32 Zähnen?
Kurze Frage: Ich interessiere mich für einen CR-10S Pro. Nun machen mich die verschiedenen Preise auf Ebay stutzig. Eigentlich wird er doch um 400-500€ gehandelt. Es gibt aber auch Neuware für 240€. Sind das Nachbauten und keine "echten" von Creality?
Karl K. schrieb: > Chris D. schrieb: >> Und man kann den >> Druckkopf nicht einfach gegen Lötpasten-Dispenser tauschen > > Zu blöd, ich kann bei meiner Leiterplattensäge auch nicht einfach das > Sägeblatt gegen einen Lötpasten-Dispenser austauschen. ;-) Das ist vermutlich schwierig ;-) Daher bin ich sehr froh, dass das bei meinem 3D-Drucker geht (bzw. ich die Mechanik und die Aufnahmen damals dafür ausgelegt hatte). Wir dispensen damit alle unsere Platinen. Da sich die Anzahl der bestückten Platinen pro Jahr in Grenzen hält, ist das kein wirklicher Zeitverlust, insbesondere, wenn es nur zwei oder drei eines Typs sind. Rakel etc. saubermachen kostet(e) deutlich mehr Zeit. Es wäre doch schade, so eine X/Y/Z-Einheit nur für's Drucken zu nutzen. > Das sind halt unterschiedliche Werkzeuge für unterschiedliche > Anwendungen. > Und niemand hindert dich, die grobmotorigen großen > Werkstücke in Farbe und bunt in ABS zu drucken, und den Fummelkram > innendrin mit dem DLP zu machen. Ja, das wäre für den OP eventuell eine Lösung. Ich selbst bin mit dem, was unser Drucker hier rauswirft, sehr zufrieden. Dass er zusätzlich noch weitere Aufgaben (Dispenser, Schichtstärkenvermessung) erfüllt, ist ein schönes Goodie. Für alles weitere habe ich hier mittlerweile die passenden Maschinen. Der OP wollte ja einen Drucker in der Genauigkeit. Wobei ich auch nicht weiss, wie genau mittlerweile DLP im Heimbereich ist. Johannes S. schrieb: > Oder mit Iglidur oder Nylon drucken. Das ist aber nicht einfach wegen > der hohen Temperaturen die man braucht. Iglidur geht ganz gut. Ich benötige das aber nur für Gleitlager. Zahnräder habe ich damit noch nicht gedruckt. > An meinem alten Vellemann waren am Extruder ABS Zahnräder (Spritzguss) > dran, die haben aber schon nach wenigen Stunden viel Abrieb gehabt der > auf die Druckobjekte gerieselt ist und die versaut haben. Der Umbau auf > Zahnriemen und gedruckter Zahnscheibe aus PLA hält viel besser. Hätte ich jetzt nicht gedacht - so kann man sich täuschen ;-) Ich weiss nur, dass die großen Prusa-Zahnräder am Extruder aus PLA ewig hielten. Ich bin auf jeden Fall immer wieder erstaunt, wie stabil der FDM-Krams ist. Wenn es um Zahnräder geht - die kann man übrigens auch sehr gut gießen. Das hatte ich damals hier mal vorgestellt: Beitrag "Gussteile aus 2K-Epoxy/PUR/Polyester" Dort kann man dann einiges mehr an Parametern einstellen (gefüllt, faserverstärkt, gefärbt usw.) Aber natürlich benötigt man dafür eine vernünftige Vorlage.
> Ich weiss nur, dass die großen Prusa-Zahnräder am Extruder aus PLA ewig > hielten. Weil das sehr spezielle schraegverzahnte Zahnraeder sind. Da ist dann drucken mal im Vorteil. So ein Zahnrad gefraest wuerde wohl ein vermoegen kosten. Olaf
3D-Innovations schrieb: > Und Freecad ist ein bißchen wie Gimp, also hat zwar mehr Tools, ist aber > etwas umständlich im Vergleich zu Photoshop so wie ich das auf Youtube > sehe. Du hast also keine eigene Erfahrung damit, sondern kennst nur YT Videos. Danke für den Hinweis.
F. F. schrieb: > Finde das alles echt spannend und hätte schon so einige Sachen drucken > wollen, aber das ganze Thema ist so umfangreich und anspruchsvoll, dass > ich das Drucken lieber jemand anderem überlassen werde. So wild ist es nun auch wieder nicht. Ich habe damals viel in der 3d Drucker community gelesen. Ich wollte unbedingt einen geschlossenen Drucker, da ich zu 90% nur ABS drucke. Manchmal Nylon wenn ich erhöhte Anforderungen habe. Ich drucke keine Figürchen sondern nur technische Funktionsteile. Ich habe mir damals den Mankati E180 angeschafft, der kostet eine Ecke mehr. Das einzige was ich gemacht habe ist das Tauschen der Linearführungen sowie die GFK Platte durch Quarzglas ersetzt. Ich drucke ungelogen seit mehreren Jahren wöchentlich irgendetwas ohne was an der Maschine zu machen. Ganz wichtig ist loctite;) Im Winter werde ich mir wohl den Form3 zulegen.
Zur Nutzung eines Makerspace muss man Mitglied sein und einen Mitgliedsbeitrag bezahlen. Für das jeweilige Gerät auch eine Schulung dafür erhalten haben, auf deren nächsten Termin man aber u.U. ein paar Monate warten kann. In welchem Zustand die Maschinen sind und ob überhaupt einsatzbereit, weis man nicht. Zu bearbeitende Materialien sind selber zu beschaffen/mitbringen. Der nächstgelegene Makerspace hier möchte 25€/Monat=300€/Jahr. Für den Mitgliedsbetrag kann man sich so ein Modell der dort stehenden 3D Drucker auch recht bald selber kaufen. Ich würde einem Einsteiger empfehlen einfach die vorliegenden (CAD) Programme aus dem Repository zu verwenden. Bei mir funktioniert auch SW als Appimage sehr zuverlässig auf Debian9. Z.B. läuft FreeCAD_0.18-16117-Linux-Conda_Py3Qt5_glibc2.12-x86_64.Appimage und FreeCAD_0.18-16131-Linux-Conda_Py3Qt5_glibc2.12-x86_64.Appimage usw. sowie auch vorher die 0.17 Versionen, aber ebenso das mit apt-get installierte 0.16 auch Monate lang geöffnet, also ohne neu Starten des Programms. Wenn da etwas abstürzt, ist vermutlich die HW defekt. Es gibt manchmal bei FreeCAD Fehlermeldungen, wo es nicht mehr weiter zu gehen scheint, aber da gehe ich davon aus, dass der Fehler vor dem Computer sitzt und die Erfahrung im Zeichnen fehlt.
Maria S. schrieb: > Es gibt manchmal bei FreeCAD Fehlermeldungen, wo es nicht mehr weiter zu > gehen scheint, aber da gehe ich davon aus, dass der Fehler vor dem > Computer sitzt... Neinnein, Freecad hat schon einige nervige Bugs, von falscher Darstellung, Objekten die nicht mehr sichtbar werden, plötzlich überbestimmten Sketches in die man nicht mehr rein kommt bis zum plötzlichen Absturz. Und so Kleinigkeiten wie Transparenz und Farbe eines Teils verschwinden, wenn man nur eine Bohrung ändert, oder Drucken von 2D-Ansichten geht nur über den Umweg PDF Export. Oft speichern, zur Not das Programm schließen und neu starten, und manchmal muss man Objekte halt löschen und neu anlegen. Aber es ist schon recht mächtig, ich bin von anfänglichen einfachen Modellen inzwischen zu kompletten Gehäuseinnenleben mit mehreren Baugruppen gelangt. So eine Gehäuseplanung und dann passend einen Akkuhalter zwischen Pumpe und Elektronik reinfummeln und den gleich 3D drucken hat schon was.
Maria S. schrieb: > Zur Nutzung eines Makerspace muss man Mitglied sein und einen > Mitgliedsbeitrag bezahlen. Bei den meisten (da wo ich immer hingehe, bspw.) kann man an bestimmten Tagen auch einfach so kommen, dann zahlt man zwar pro Stunde Druck mehr, hat aber keinen Mitgliedsbeitrag. > Für das jeweilige Gerät auch eine Schulung > dafür erhalten haben, auf deren nächsten Termin man aber u.U. ein paar > Monate warten kann. Bei uns steht das zwar auch auf der Homepage, es wird aber trotzdem geholfen, wenn man noch keine Ahnung vom Sclicen, etc. hat. Nur ein CAD-Modell sollte man mitbringen. > Ich würde einem Einsteiger empfehlen einfach die vorliegenden (CAD) > Programme aus dem Repository zu verwenden. Bei mir funktioniert auch SW > als Appimage sehr zuverlässig auf Debian9. Z.B. läuft > FreeCAD_0.18-16117-Linux-Conda_Py3Qt5_glibc2.12-x86_64.Appimage und > FreeCAD_0.18-16131-Linux-Conda_Py3Qt5_glibc2.12-x86_64.Appimage usw. > sowie auch vorher die 0.17 Versionen, aber ebenso das mit apt-get > installierte 0.16 auch Monate lang geöffnet, also ohne neu Starten des > Programms. Wenn da etwas abstürzt, ist vermutlich die HW defekt. Ich empfehle für die Linuxer, die nicht die aktuelle Version in den Repos haben, das PPA dem AppImage vorzuziehen, weil mit dem AppImage nicht alles funktioniert. Wer bspw. die FEM-Workbench nutzen will, muss das PPA benutzen, da das AppImage aus irgendeinem Grund den externen Solver nicht starten kann. > Es gibt manchmal bei FreeCAD Fehlermeldungen, wo es nicht mehr weiter zu > gehen scheint, aber da gehe ich davon aus, dass der Fehler vor dem > Computer sitzt und die Erfahrung im Zeichnen fehlt. Jein, FreeCAD ist einfach noch sehr stark in der Entwicklung und ist daher auch einfach noch nicht so stabil. Das Problem sitzt also nicht zwangsläufig vor dem Bildschirm :) Mit der Zeit lernt man aber auch, was funktioniert und was nicht. Aber Achtung: Man sollte jedes halbe Jahr mal überprüfen, ob es immer noch nicht funktioniert, oft werden solche Probleme schneller behoben, als man denkt. Gruß
Bei FreeCAD ist der Frust insb. für Einsteiger vorprogrammiert. Produktiv kann man nur mit Fusion 360, DesignSpark Mechanical, TinkerCAD, OnShape etc. arbeiten. Alles kostenlos. DS Mechanical sogar kommerziell und sehr intuitiv zu bedienen. Ich arbeite seit 5 Jahren eigentlich zu 90% mit DS Mechanical und 10% mit Fusion. Mit DS bin ich bei einfachen mechanischen teilen bestimmt 5x schneller als mit Fusion (früher habe ich mit Inventor und AutoCAD gearbeitet, was sehr ähnlich ist)
Timmo H. schrieb: > Produktiv kann man nur mit Fusion 360, DesignSpark Mechanical, > TinkerCAD, OnShape etc. arbeiten. Alles kostenlos. Was n Quatsch! DU kannst vielleicht nur damit arbeiten. Das mag für Spielereien mal ganz nett sein, aber für ernsthafte Projekte würde ich tunlichst die Finger lassen von Programmen die "im Browser", in "der Cloud" oder mit Onlinezwang laufen. Ich hab noch skf-Dateien von einem alten AutoSketch, das hat Autodesk dann eingestellt. Da schleppe ich seit 15 Jahren eine Version mit rum, falls ich die Dateien mal öffnen muss. Ein Freecad kann ich immer wieder installieren und mit meinen lokalen Dateien arbeiten. Wenn Autodesk morgen entscheidet Fusion für Studenten abzuschalten, oder Tinkercad rausfliegt, oder der Auth-Server nicht erreichbar ist, stehst du da und kannst bestenfalls noch deine STLs drucken, mit Weiterarbeiten ist dann Essig. Nee, in diese Abhängigkeit würde nicht mich nicht begeben.
Darum nehme ich ja auch DS Mechanical, das ist alles lokal. Den Cloud-Kram mag ich ja auch nicht, aber der Renderer und Static Stress Simulation in Fusion ist schon cool.
Karl K. schrieb: > Oft speichern, zur Not das Programm schließen und neu starten, und > manchmal muss man Objekte halt löschen und neu anlegen. Und bloß nicht auf die 'automatisches Speichern' Funktion verlassen, die hat mir oft genug kaputte Dateien hinterlassen :( Als alternative freie CAD-Software möchte ich noch SolveSpace erwähnen, das lässt sich recht gut bedienen und obwohl es nicht so mächtig wie FreeCAD ist, ist es für viele einfachere Dinge sehr gut zu gebrauchen. (Und es wesentlich stabiler als FreeCAD.)
Christian schrieb: > Kurze Frage: > > Ich interessiere mich für einen CR-10S Pro. Nun machen mich die > verschiedenen Preise auf Ebay stutzig. Eigentlich wird er doch um > 400-500€ gehandelt. Es gibt aber auch Neuware für 240€. Sind das > Nachbauten und keine "echten" von Creality? Ich sehe da wohl Unterschiede. Die teuren sind wohl Weiterentwicklung und die billigen sind Vorgänger und dürften gar nicht "Pro" heissen. Schaut man sich die Fotos an, so haben die billigen eine schlechtere Druckplatte, klobrigen Kasten mit Display Am besten hier nachschauen: https://www.youtube.com/results?search_query=Creality+CR-10S+Pro+difference
> Wenn Autodesk morgen entscheidet Fusion für Studenten abzuschalten, oder > Tinkercad rausfliegt, oder der Auth-Server nicht erreichbar ist, stehst > du da und kannst bestenfalls noch deine STLs drucken, mit Weiterarbeiten > ist dann Essig. Ganz egal welches Cad-Programm man nutzt, als erstes pruefen in welchen Formaten man exportieren kann. Wenn da nicht step dabei ist dann die Finger von lassen. Und wenn ich meine Modelle als step exportieren kann, dann kann ich sie auch mit jedem anderen Programm wieder importieren. Olaf
Angehängte Dateien:
-

zahnrraeder.JPG
200 KB -

zahnrrad2.JPG
82 KB
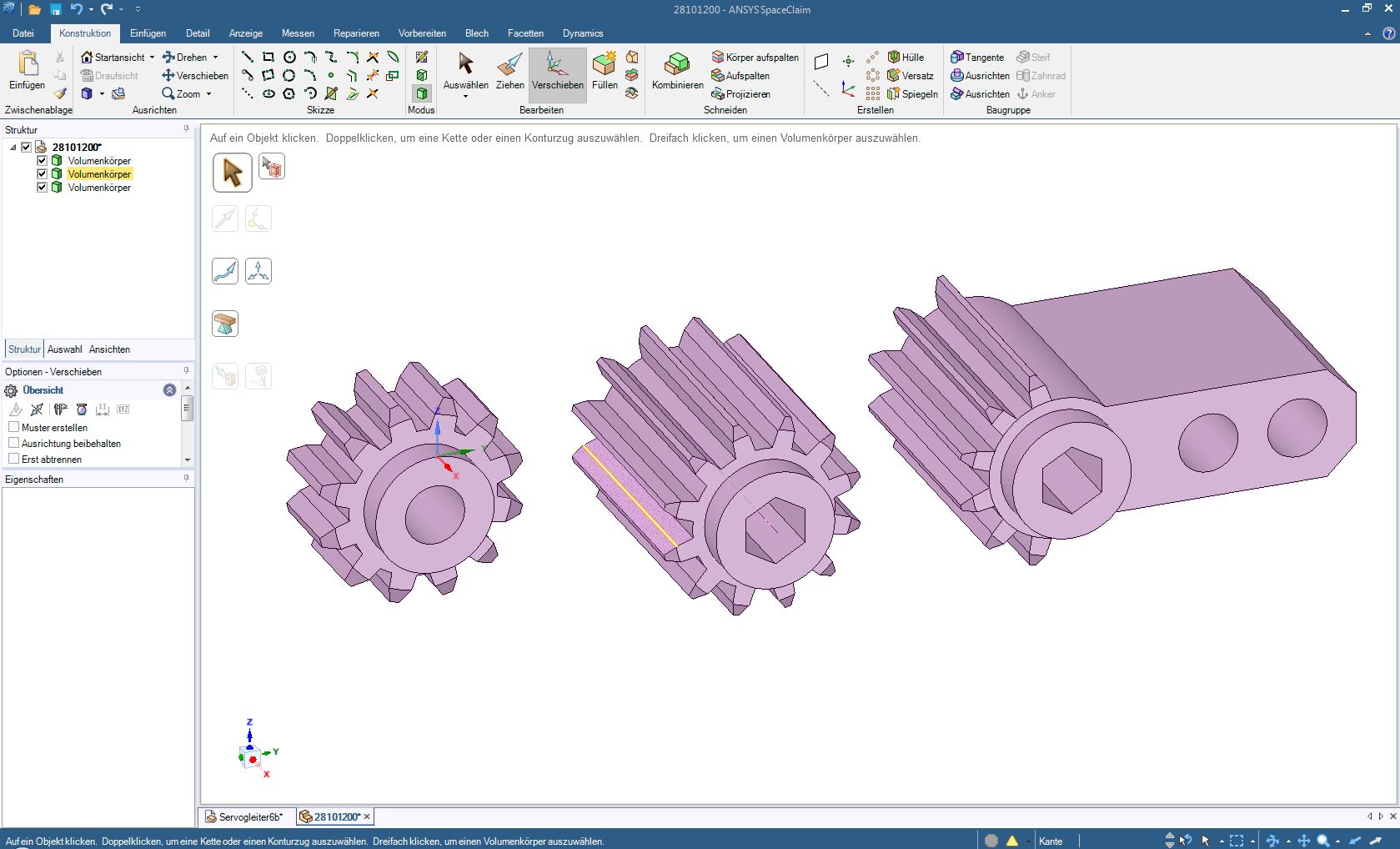
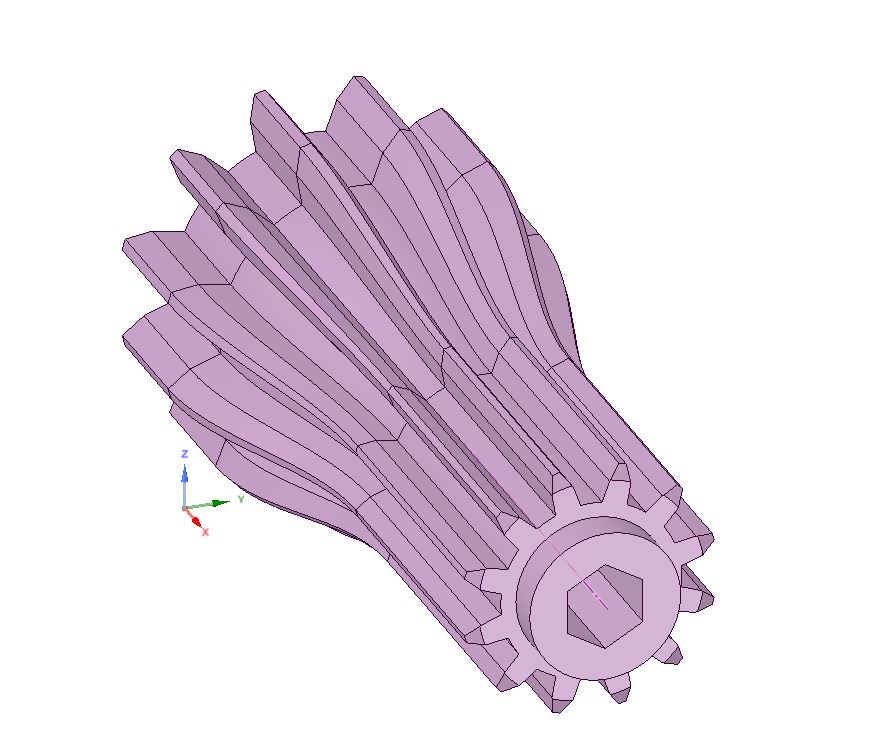
Olaf schrieb: > > Ein grosser Laden fuer Mechanikkram ist Maedler. Da kannst du fuer > vieles auch 3D-Modelle als Stepdatei runterladen und in dein > CAD-Programm importieren. Allerdings ist das wieder so wie die > angeblichen Programmierer die nur aus dem Internet kopieren, es lohnt > sich sowas selber zu machen. Der Grund dafuer ist auch hier wieder das > additive und substraktive Fertigung etwas anderes ist und auch leicht > anderer Modelle bedarf. > > Olaf Bei mir ist es eine Mischung aus kopieren und selber machen. Die Zahnräder müsste ich manchmal eh modifizieren, zum Beispiel die runde Nabe in ein Hexagon-Loch machen. Oder das Zahnrrad länger machen machen. Hier die Screenshots die modifzieren Zahnrädern von Mädler, mal eben in 2 Minuten mit SpaceClaim gemacht. Links Original aus Mädler, mitte und rechts verändert. 2. Bild: bissl Kreativität dazu
Das sind aber komische Zahnräder. Ne Evolventenverzahnung ist das nicht. Und nix, was man nicht in Freecad auch machen könnte.
Angehängte Dateien:
-

archidesign.jpg
160 KB -

archidesign5.jpg
190 KB -

indudesign1.jpg
160 KB
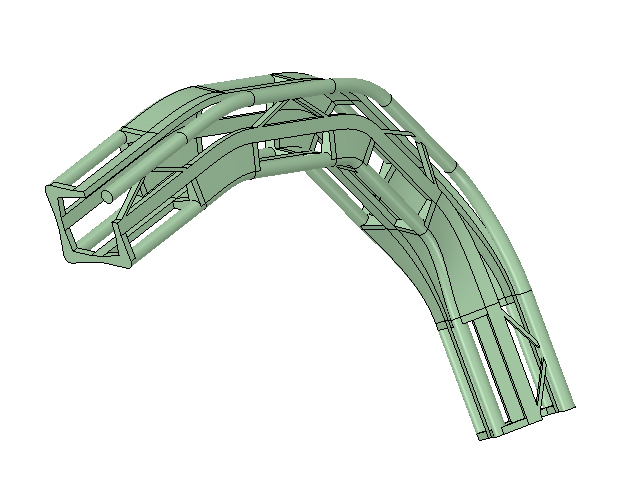
Man experimentiert halt viel. Ich habe das gemacht um mir anzuschauen was damit möglich ist. Es gibt diese Stufenlosgetriebe. Da aber die Zähne auch größer werden, kann ich für diese Form noch keinen technischen Nutzen finden. Habe nicht gesagt dass FreeCAD schlecht ist. Gimp vs Photoshop Beide Programme haben ihre Vorteile und sollten ausgiebig getestet werden. Gimp überzeugt vor allem mit öffentlichem Code und einer großen Auswahl an Zusatzprogrammen, während Photoshop benutzerfreundlicher und „leistungsfähiger“ ist. Kann man mit FreeCad auch solche Sachen modellieren wie im Screenshots zu sehen ist?
> Bei mir ist es eine Mischung aus kopieren und selber machen.
Ja, so bin ich auch schon vorgegangen. :-)
Allerdings habe ich einzelne Zaehne kopiert und daraus meine Zahnraeder
gemacht.
Olaf
Wenn ich es nach 30 Minuten nicht schaffe, einen idiotischen Würfel zu zeichnen, dass ist das Programm nichts für mich. So ist das halt mit Freecad ;)
> So ist das halt mit Freecad ;)
Ich nutze Viacad weil ich damals nach einem kurzen Test von Freecad auch
schreien musste weil die Bedienung so Banane war. Aber okay, das ist
jetzt schon so 5-6Jahre her. Es koennte ja besser geworden sein.
Olaf
Philipp G. schrieb: > Wenn ich es nach 30 Minuten nicht schaffe, einen idiotischen Würfel zu > zeichnen Ähm, ernsthaft?
Karl K. schrieb: >> Wenn ich es nach 30 Minuten nicht schaffe, einen idiotischen Würfel zu >> zeichnen > > Ähm, ernsthaft? Ja. Ich hab das Ding nach 30 Minuten von der Platte gelöscht. Sagen wir mal der Versuch einen Legostein zu zeichnen innerhalb nützlicher Zeit schlug fehl.
Philipp G. schrieb: > Karl K. schrieb: >>> Wenn ich es nach 30 Minuten nicht schaffe, einen idiotischen Würfel zu >>> zeichnen >> >> Ähm, ernsthaft? > > Ja. Ich hab das Ding nach 30 Minuten von der Platte gelöscht. Sagen wir > mal der Versuch einen Legostein zu zeichnen innerhalb nützlicher Zeit > schlug fehl. Du musst etwas mehr Durchhaltewillen entwickeln ;-) Aber wie schon gesagt: es gibt für jeden das passende CAD-Programm. Niemand muss mit FreeCAD glücklich werden. 3D-Innovations schrieb: > Kann man mit FreeCad auch solche Sachen modellieren wie im Screenshots > zu sehen ist? Ja, das geht. Stichworte dazu sind "Loft" und "Sweep": https://www.freecadweb.org/wiki/Part_Sweep/de https://www.freecadweb.org/wiki/Part_Loft/de
Karl K. schrieb: > Timmo H. schrieb: >> Produktiv kann man nur mit Fusion 360, DesignSpark Mechanical, >> TinkerCAD, OnShape etc. arbeiten. Alles kostenlos. > Das mag für Spielereien mal ganz nett sein, aber für ernsthafte Projekte > würde ich tunlichst die Finger lassen von Programmen die "im Browser", > in "der Cloud" oder mit Onlinezwang laufen. Unsinn. Gerade die Cloudarchitektur macht die Projektarbeit um einiges einfacher. Und sollte der höchst unwahrscheinliche Fall eintreten, dass der Server nicht erreichbar ist, kannst du Fusion auch im Offlinemodus betreiben und normal weiterarbeiten. Sobald man wieder am Netz hängt aktualisiert es sich automatisch. Die Entwickler denken sich ja wohl ihren Teil dabei. Diese Art von Software wird auf lange Sicht sowieso die Zukunft sein. Sobald man hier in DE auch mal eine gescheite Infrastruktur hat, rückt das CloudComputing dann auch näher, bei dem man nicht mal mehr eigene Hardware benötigt. Dann kommt das CAD aus der Netzwerkdose direkt auf den Bildschirm. Ob man das will oder nicht, wird die Zukunft nicht interessieren :-). Übrigens. Die Wahrscheinlichkeit, dass dein Rechner mit den so tollen lokalen Dateien abschmiert, ist um ein Vielfaches höher als ein (nur kurzfristig) ausfallender Cloudserver > Wenn Autodesk morgen entscheidet Fusion für Studenten abzuschalten, oder > Tinkercad rausfliegt, oder der Auth-Server nicht erreichbar ist, stehst > du da und kannst bestenfalls noch deine STLs drucken, mit Weiterarbeiten > ist dann Essig. > > Nee, in diese Abhängigkeit würde nicht mich nicht begeben. Ich bin vor einem Jahr von FreeCAD auf Fusion umgestiegen und bereu keine Sekunde. FreeCAD kann man mal eben was schnell zusammenschustern, aber gerade für Projekte mit vielen unterschiedlichen Bauteilen, Baugruppen und Abhängigkeiten der einzelnen Komponenten hätte ich FreeCAD schon 5mal aus dem Fenster geworfen. Und selbst wenn sie es für Studenten abschaffen wären es mir die 60€ monatlich sowas von wert. Die Zeitersparnis gegenüber FreeCAD sind definitiv mehr als 60€ wert.
Chris M. schrieb: > ...aber gerade für > Projekte mit vielen unterschiedlichen Bauteilen, Baugruppen und > Abhängigkeiten... ...die man sich zweifellos auch in Freecad über die Im- und Export-Funktionen ganz gut organisieren kann. Man muss das nicht lieblos alles in eine Datei klatschen. Insbesondere, wenn Baugruppen abweichend von der Konstruktionslage später im Gesamtbild positioniert werden, bietet sich der Umweg über STL an. Ansonsten wird man bei Freecad bekloppt.
Philipp G. schrieb: > Ich hab das Ding nach 30 Minuten von der Platte gelöscht. Ich hab mir erstmal ein Tut gesucht. Und schon wars klar. Auch jetzt schau ich bei neuen Aufgabenstellungen erstmal ins Internet, wenn sich die Lösung nicht gleich ergibt. Zumal man bei Freecad oft auf mehreren Wegen rangehen kann. Es ist halt kein Paint.
Karl K. schrieb: >> Ich hab das Ding nach 30 Minuten von der Platte gelöscht. > > Ich hab mir erstmal ein Tut gesucht. Und schon wars klar. Auch jetzt > schau ich bei neuen Aufgabenstellungen erstmal ins Internet, wenn sich > die Lösung nicht gleich ergibt. Zumal man bei Freecad oft auf mehreren > Wegen rangehen kann. > > Es ist halt kein Paint. Ich habe mir jetzt grad DS Mechanical heruntergeladen und installiert. Bin geradzu begeistert. Offline, intuitiv, mächtig - Legostein fertig in 10min. Ich denke das könnte es sein, was ich schon lange gesucht habe. Onlinezwang mag ich überhaupt nicht.
Karl K. schrieb: > Es ist halt kein Paint. Schau Dir mal das an: https://www.youtube.com/watch?v=7qdclWg1ncw :O
Framulestigo schrieb: > Insbesondere, wenn Baugruppen abweichend von der Konstruktionslage > später im Gesamtbild positioniert werden, bietet sich der Umweg über STL > an. Ansonsten wird man bei Freecad bekloppt. Über STL? Wenn das der sinnvollste Weg ist, Unterbaugruppen zu platzieren, ist FreeCAD vollkommen bescheuert - dann geht ja jede Parametrisierung vollkommen verloren. Kann ich mir nicht vorstellen, dass FreeCAD so bescheiden ist. (Disclaimer: Ich nutze FreeCAD nur, um ab und zu einfache Zeichnungen zu machen oder mal ein DXF für Laserschnitt oder eine Datei zum 3D-Druck, ich habe in FreeCAD noch keine großen Baugruppen zusammengebaut) MfG, Arno
Arno schrieb: > Über STL? Wenn das der sinnvollste Weg ist, Unterbaugruppen zu > platzieren, ist FreeCAD vollkommen bescheuert - dann geht ja jede > Parametrisierung vollkommen verloren. Kann ich mir nicht vorstellen, > dass FreeCAD so bescheiden ist. Doch, so bescheiden ist Freecad. Wenn Du den Anfängerfehler machst, einzelne Teile über Fusions zu gruppieren und zu platzieren, bekommst Du meist ein massives Problem beim späteren Umstricken der Objektstruktur.
Zu CAD und den diversen Programmen gibt es hier im Forum bereits einige Fäden. Deshalb zurück zum Thema "3D-Drucker": Mich würde interessieren, welche Druckverfahren und verwendeten Materialien zu welchen Eigenschaften der Endprodukte führen und umgekehrt. Gibt es eine Art Entscheidungsbaum, der zu einer geeigneten Auswahl führt: man wählt die benötigten Produkteigenschaften, erhält daraus die geeigneten Materialien und erforderlichen Verfahren. Auch die Dienstleister möchten entsprechende Vorgaben. Wer eine konkrete Vorstellung zu seinem Teil hat, der wüsste dann, ob man das zuhause drucken oder einen Service nutzen kann. Das könnte auch eine Hilfe beim Kauf eines Druckers sein: Man wüsste, welche Konstruktionen mit diesem 3D Drucker möglich sind und was eben nicht geht.
Autor: MaWin (Gast) Datum: 16.08.2019 09:47 >> um damit wirklich kleine Zahnräder oder Getriebe für Servos und Uhren >> auszudrucken. >Dir ist offenkundig nicht bekannt, dass Zahnräder in der Praxis mit >polierten und gehärteten Zahnflanken gebaut werden, wenn sie was taugen >sollen, oder bei Plastikspritzguss wenigstens aus POM wegen der >Rutschigkeit hergestellt werden. >Ein FD Zahnrad wäre viel zu rauh und taugt höchstens für wenige >Umdrehungen, selbst STL hat eine rauhe Oberfläche und Epoxy ist eher >klebrig als rutschig. -------------- Das kommt auf die Anwendung an. Ich Drucke Zahnräder aus PLA die in einem Getriebemotor (Parvalux) als Ersatz für ein Pertinaxzahnrad dienen. Das Getriebe ist Ölgefüllt was dem PLA nichts macht. Die Materialeigenschaft von PLA übertrifft in der Leistungsfähigkeit das Orginalteil. Im Dauertest über 3 Monate hat das mit 0.2 mm Gedruckte Zahnrad keinerlei Verschleißerscheinung. So Pauschal wie du es also hinstellst ist es nicht.
Hallo! Gibt es eine Möglichkeit, DesignSpark Mechanical total Offline zu betreiben? D.h., daß nach der Online-Aktivierung keine Internetverbindung mehr erforderlich ist. Wenn ich es richtig verstehe, muß DS Mechanical zumindest alle 30 Tage neu aktiviert werden. Wie sind die Beiträge in diesem Thread gemeint: Autor: Philipp G. (geiserp01) Ich habe mir jetzt grad DS Mechanical heruntergeladen und installiert. Bin geradzu begeistert. Offline, intuitiv, mächtig - Legostein fertig in 10min. Ich denke das könnte es sein, was ich schon lange gesucht habe. Onlinezwang mag ich überhaupt nicht. Autor: Timmo H. (masterfx) Darum nehme ich ja auch DS Mechanical, das ist alles lokal. Den Cloud-Kram mag ich ja auch nicht, aber der Renderer und Static Stress Simulation in Fusion ist schon cool. Geht es hier nur um die Cloud-Nutzung oder um den uneingeschränkten Offline-Betrieb? Wie kann man das Programm dauerhaft mit einem Rechner ohne Internetzugang benutzen?
Maria S. schrieb: > Zu CAD und den diversen Programmen gibt es hier im Forum bereits > einige > Fäden. Deshalb zurück zum Thema "3D-Drucker": > > Mich würde interessieren, welche Druckverfahren und verwendeten > Materialien zu welchen Eigenschaften der Endprodukte führen und > umgekehrt. Gibt es eine Art Entscheidungsbaum, der zu einer geeigneten > Auswahl führt: man wählt die benötigten Produkteigenschaften, erhält > daraus die geeigneten Materialien und erforderlichen Verfahren. Auch die > Dienstleister möchten entsprechende Vorgaben. Wer eine konkrete > Vorstellung zu seinem Teil hat, der wüsste dann, ob man das zuhause > drucken oder einen Service nutzen kann. Das könnte auch eine Hilfe beim > Kauf eines Druckers sein: Man wüsste, welche Konstruktionen mit diesem > 3D Drucker möglich sind und was eben nicht geht. Die Entwicklung der 3D-Druckern ist noch sehr hart umkämpft. Also man würde sagen dass die Dienstleister und Services mit seinen teuren Stratasys-Druckern bessere Qualität anbieten. Ist zwar richtig, kostet aber auch viel Geld und das Know-How sammelt man dadurch nicht richtig, es sei den man arbeitet selbst bei diesen Dienstleistern. Und diese Dienstleister entscheiden nicht den eigentlichen Innovationsweg der 3D-Druckern, weil in den nächsten Jahren alles sehr schnell umschlagen kann und auf einmal entscheiden die billig-Heim-3D-Drucker darüber wie die mechanischen Bauteile auszusehen haben und wie sie konstruiert sein müssen. Und warum? Weil der Marktplatz der 3D-Heimdruckern einfach viel zu groß ist. Das ist meine Überzeugung. Denn so war es auch mit der Entwicklung der PCs und Papierdruckern. Man dachte in den 80er bei den IBM-Entwicklern mit seinen Großrechnern auch zuerst: "Was? Ein PC für Heimanwender? Das wird nur Spielzeug sein. Das wird sich nie durchsetzen. Jeder der halbwegs was ausrechnen will, muss sich an den Großrechnern-Service wenden". Heute muss fast jedes Computerprogramm an einem PC angepasst sein, nicht an den Großrechnern. Deswegen beschäftige ich mich lieber mit FDM- und SLA-Verfahren für die zukunftigen Entwicklungen der 3D-Heimdruckern. Deshalb nehme ich Zahnräder und diese Modullehre https://www.thingiverse.com/thing:3318864 zum Ausdrucken als Referenz damit wir besser darüber diskutieren können wie gut die heutigen 3D-Heimdruckern sind und in wie weit die mechanischen Bauteile aus 3D-Druckern taugen. Diese Modullehre habe ich soeben zweimal ausgedruckt mit meinem billig CTC-Chinadrucker (Schichthöhe 0.2mm, Düsendurchmesser wahrscheinlich 0.4, die Präzisionswellen habe ich stabilisiert damit die Druckplatte nicht wackelt) und die Zähne rastern sich tatsächlich runter bis zur Modulgröße 0.5 ein. Das heisst: ein Drucker mit einer Auflösung von 0.05mm könnte bis zur Modulgröße 0.2 oder 0.1 schaffen ? Das wäre jetzt so meine Vermutung, weil ich noch kein 0.05mm-3D-Drucker habe. Sie kommen der Spritzgußqualität näher, weil die Oberflächen nicht mehr grob sondern sehr fein gerillt sind. Mechanische Bauteile in Industriequalität für sehr große Belastungen kann, soweit ich weiss, weltweit kein Metall-3D-Drucker schaffen. Hartmetall kann man nur gießen, stanzen, aufwändig warm-kalt behandeln.
3D-Innovations schrieb: > Denn so war es auch mit der Entwicklung der PCs und Papierdruckern. Wenn die Miniaturisierung weiter voranschreitet und man 1 Million 3D-Drucker auf einem normalen Schreibtisch unterbringen kann, könntest Du Recht haben. Die Geschäftspost wird natürlich via Buchstabensuppe abgewickelt.
3D-Innovations schrieb: > Mechanische Bauteile in Industriequalität für sehr große Belastungen > kann, soweit ich weiss, weltweit kein Metall-3D-Drucker schaffen. Bist Du noch nie auf einer Prototyping-Messe gewesen? Selbstverständlich kann man das. Sowohl in der Luftfahrt als auch Raumfahrt werden bereits hochbelastete Bauteile gedruckt. Seit Jahren. > Hartmetall kann man nur gießen, stanzen, aufwändig warm-kalt behandeln. Hartmetall stanzen? Die Stanze würde ich gerne sehen :-) Ebenso den Ofen, in dem Wolframcarbid geschmolzen wird :-) Hartmetalle sind Keramiken und werden nach Pressung des Pulvers in die gewünschte Form gesintert.
MDK schrieb: > Wenn die Miniaturisierung weiter voranschreitet und man 1 Million > 3D-Drucker auf einem normalen Schreibtisch unterbringen kann Das ist dann "Herr aller Dinge" von Eschbach... 3D-Innovations schrieb: > Mechanische Bauteile in Industriequalität für sehr große Belastungen... https://kem.industrie.de/allgemein/konturnah-und-verschleissfest/ Man beachte, der Artikel ist 20 Jahre alt.
Karl K. schrieb: >> Mechanische Bauteile in Industriequalität für sehr große Belastungen... > > https://kem.industrie.de/allgemein/konturnah-und-verschleissfest/ > > Man beachte, der Artikel ist 20 Jahre alt. Das waren allerdings normale Pressverfahren, kein 3D-Druck. Aber wie schon geschrieben: mittlerweile sind 3D-gedruckte Sinterteile höchster Festigkeit Standard und man findet auf Messen Dienstleister, die das auch für Miniaturbauteile anbieten, an jeder Ecke.
Moe S. schrieb: > Wenn ich es richtig verstehe, muß DS Mechanical zumindest > alle 30 Tage neu aktiviert werden. Das heißt, wenn sie entscheiden den Server abzuschalten, kam ich meine Designs in die Tonne kloppen? Bei Autocad Eagle wird das als No-Go diskutiert, bei Cad ist das ok? Ihr seid komisch...
> Das heißt, wenn sie entscheiden den Server abzuschalten, kam ich meine > Designs in die Tonne kloppen? Wie ich schon sagte, niemand sollte so dumm sein und ein Programm verwenden das nicht als step exportieren kann. Olaf
Man kann seine Designs trotzdem noch Lokal speichern oder als STEP exportieren. Somit kann man noch daran arbeiten auch wenn die Server abgeschalet werden.
Dann habe ich mich geirrt, sorry... Also gut zu wissen dass es auch die Möglichkeit besteht, aus 3D-Druck Hochlastteile herzustellen.
Wie hart und bruchfest ist eigentlich das Material 2k-Epoxydharz? Eine Idee von mir wäre, das Teil z.B. Gehäuse im Cad so zu modellieren dass jede Wand Hohlraum mit einer Öffnung nach oben hat. Also Doppelwände. Sobald das Teil in ABS oder PLA fertiggedruckt ist, werden in diese Öffnungen 2k-Epoxydharz gegossen. So könnte man das Teil noch bruchfester machen ? Wenn ja, auch hier wieder Potenzial. Es würde dann Verbundwerkstoff heissen.
Moe S. schrieb: > Wenn ich es richtig verstehe, muß DS Mechanical > zumindest alle 30 Tage neu aktiviert werden. Muss meines wissend einmalig aktiviert werden. 123 schrieb: > Man kann seine Designs trotzdem noch Lokal speichern oder als STEP > exportieren. Step Export ist bei DS ein Zusatzmodul das Geld kostet.
3D-Innovations schrieb: > Wie hart und bruchfest ist eigentlich das Material 2k-Epoxydharz? das bricht auch sehr leicht, deshalb benutzt man ja im Modellbau Fasermatten im Harz. Gedruckte Körper sind ja durch den Wabenförmigen Infill sehr stabil bei geringem Gewicht.
3D-Innovations schrieb: > Wie hart und bruchfest ist eigentlich das Material 2k-Epoxydharz? Eine > Idee von mir wäre, das Teil z.B. Gehäuse im Cad so zu modellieren dass > jede Wand Hohlraum mit einer Öffnung nach oben hat. Also Doppelwände. > Sobald das Teil in ABS oder PLA fertiggedruckt ist, werden in diese > Öffnungen 2k-Epoxydharz gegossen. So könnte man das Teil noch > bruchfester machen ? > > Wenn ja, auch hier wieder Potenzial. Es würde dann Verbundwerkstoff > heissen. Das kann man zwar machen, aber ob das wirklich nötig ist? Die normalen Bauteile hier aus PLA oder PETG sind schon bei 10% Infill dermaßen stabil, dass ich mich (83kg) auf einen 50x50x50mm-Würfel problemlos draufstellen und wippen kann. Trotzdem ist das Ding sehr, sehr leicht. Verschiedene Teile aus PLA hier für den Haushalt sind offenbar ebenfalls sehr stabil. Bspw. habe ich eineWandhalterung für diese Feuchtpapierdosen im Bad gedruckt und mit zwei Schrauben angedübelt. Das Anziehen der Senkschrauben mit vollem Drehmoment des Akkuschraubers hat die Konstruktion nicht beeindruckt. Und wenn es kritisch werden könnte, kann man immer noch den Infill erhöhen und die Waben kleiner machen oder auch nur bestimmte Bereiche verstärken. Da hat man sehr viel Spielraum. Übrigens bringt es wohl auch nochmal etwas, wenn man das gedruckte Teil nochmal im Ofen "nachbackt". Also: mMn sind zusätzliche Verstärkungsmaßnahmen gar nicht nötig - es sei denn, man benötigt hohe Temperaturbeständigkeit etc. Hier ist ein ganz interessantes Video, das verschiedene Filamenttypen bis zur Zerstörung belastet: https://www.youtube.com/watch?v=5t6deOZloBU Die FDM-Drucke halten also durchaus einiges aus.
> Also: mMn sind zusätzliche Verstärkungsmaßnahmen gar nicht nötig - es > sei denn, man benötigt hohe Temperaturbeständigkeit etc. Das sehe ich auch so. Ein gut designtes Teil kann man kaum kaputt bekommen. Olaf
Chris D. schrieb: > normalen Bauteile hier aus PLA oder PETG sind Du kannst doch nicht die beiden Materialien in einem Topf werfen. Die haben ganz unterschiedliche mechanische, termische und chemische Eigenschaften. PLA hat null thermische Belastbarkeit.
Philipp G. schrieb: > Chris D. schrieb: >> normalen Bauteile hier aus PLA oder PETG sind > > Du kannst doch nicht die beiden Materialien in einem Topf werfen. > Die > haben ganz unterschiedliche mechanische, termische und chemische > Eigenschaften. Daher auch: "- es sei denn, man benötigt hohe Temperaturbeständigkeit etc." Es ging mir (und offenbar dem Fragenden) hauptsächlich um die mechanischen Werte. > PLA hat null thermische Belastbarkeit. Nö, der hat durchaus thermisch Belastbarkeit. Aber sie ist eben geringer als die anderer Kunststoffe. Das sollte man wissen. Über die mechnische Belastbarkeit bei Zimmertemperatur sagt der Erweichungspunkt aber nichts aus.
es kommt allerdings auch auf die Druckausrichtung an. Wird z.B. ein Winkel hochkant gedruckt ist der Schenkel auf dem Druckbett sehr stabil weil da lange durchgehende Würste gedruckt werden. Der Schenkel in Z-Richtung kann leicht brechen weil da nur die Schichten aneinander kleben. Da hängt die Festigkeit dann stark an der richtigen Drucktemperatur.
Chris D. schrieb: > Nö, der hat durchaus thermisch Belastbarkeit. Aber sie ist eben geringer > als die anderer Kunststoffe. Das sollte man wissen. Außer man tempert es, dann kommt man auf bis zu 180°C je nach PLA Filament. Man muss halt nur mit der Schrumpfung klarkommen bzw. entgegenwirken, oder kauft speziell darauf ausgelegtes HTPLA. https://www.youtube.com/watch?v=vLrISrkg46g Alternativ wäre da noch sowas wie plaTec was bis 120°C temperaturstabil ist bei vergleichsweise geringer Drucktemperatur von ~200°C. Ist halt leider recht teuer und momentan auch irgendwie nicht mehr zu bekommen.
Timmo H. schrieb: > Außer man tempert es, dann kommt man auf bis zu 180°C je nach PLA > Filament. Man muss halt nur mit der Schrumpfung klarkommen bzw. > entgegenwirken, oder kauft speziell darauf ausgelegtes HTPLA. > https://www.youtube.com/watch?v=vLrISrkg46g Interessant - ich werde das bei Gelegenheit mal testen. > Alternativ wäre da noch sowas wie plaTec was bis 120°C temperaturstabil > ist bei vergleichsweise geringer Drucktemperatur von ~200°C. Ist halt > leider recht teuer und momentan auch irgendwie nicht mehr zu bekommen. Uns reicht in 90% der Fälle das 08/15-PLA. Wenn man das nicht gerade heute auf dem Armaturenbrett im geschlossenen Wagen liegen lässt, hält das thermisch schon einiges aus. Johannes S. schrieb: > es kommt allerdings auch auf die Druckausrichtung an. Wird z.B. ein > Winkel hochkant gedruckt ist der Schenkel auf dem Druckbett sehr stabil > weil da lange durchgehende Würste gedruckt werden. Der Schenkel in > Z-Richtung kann leicht brechen weil da nur die Schichten aneinander > kleben. Da hängt die Festigkeit dann stark an der richtigen > Drucktemperatur. Stimmt, auch das sollte man natürlich beim Druck berücksichtigen. Wobei besagter Würfel mich auf allen sechs Seiten aushält. In Wabenrichtung dürfte er also nochmal deutlich mehr "mitmachen". Mir ging es hier auch hauptsächlich darum, mit dem hartnäckigen Vorurteil aufzuräumen, die so gedruckten Teile würden mechanisch nichts aushalten.
Chris D. schrieb: > Uns reicht in 90% der Fälle das 08/15-PLA. Wenn man das nicht gerade > heute auf dem Armaturenbrett im geschlossenen Wagen liegen lässt, hält > das thermisch schon einiges aus. Ich habe noch nie PLA gedruckt. Ich drucke aussschliesslich ABS und Nylon. Manchmal auch PET-G oder PC. Oder CFK verstärktes ABS. Muss dazu sagen, ich drucke meist Teile die im Auto im Einsatz kommen. Derzeit teste ich sogar Funktionsteile im Motorraum. Bis jetzt habe ich gute Ergebnisse damit gemacht. In meiner Geschirrspüle waren vor zwei Jahren 4 der insgesamt 6 Wagenrollen gebrochen. Die habe ich fix mit ABS gedruckt und das hält nun seit 24 Monaten. Die Rollen sind so mein 'Dauertest' unter widrigsten Bedingungen ;)
Du hast also Philipp G. schrieb: > ... noch nie PLA gedruckt. weißt aber Philipp G. schrieb: > PLA hat null thermische Belastbarkeit. "Ach diese Schwätzer, wie sehr haben sie die Welt verdorben." War das Kierkegaard? Oder Schopenhauer? Ich finds grad nicht.
3D-Innovations schrieb: > Sobald das Teil in ABS oder PLA fertiggedruckt ist, werden in diese > Öffnungen 2k-Epoxydharz gegossen. So könnte man das Teil noch > bruchfester machen ? Hat jetzt leider einen kleinen Nachteil: Weder ABS noch PLA gehen sonderlich gern mit Epoxy eine Bindung ein, wie man weiß wenn man schonmal versucht hat das Zeug zu kleben.
Karl K. schrieb: > Du hast also > > Philipp G. schrieb: >> ... noch nie PLA gedruckt. > > weißt aber > > Philipp G. schrieb: >> PLA hat null thermische Belastbarkeit. > > "Ach diese Schwätzer, wie sehr haben sie die Welt verdorben." War das > Kierkegaard? Oder Schopenhauer? Ich finds grad nicht. Pech, wenn man zu dumm ist für einen eigenen Gedanken.
https://www.tbs-aachen.de/PROXXON/Tischgeraete/MICRO-Fraese_MF_70/Proxxon_27112_MICRO_Fraese_MF_70/CNC-ready_i2482_55310.htm Wenn diese CNC-Fräsmaschine eine Genauigkeit von 0.005mm arbeiten kann dann gibt es offensichtlich doch eine mechanische Möglichkeit, 0.01mm zu drucken ohne dass es über 550 euro kostet? Dürfte das Problem eher an der Düse liegen? Das hier ist zwar nicht FDM, aber eine Auflösung von 0.2um - 3um ist wohl möglich: http://www.microlight.fr/altraspin.html https://www.3d-grenzenlos.de/magazin/3d-drucker/microlight3d-altraspin-mikro-3d-drucker-neuvorstellung-27480383/ Wahrscheinlich kostet der auch im fünfstelligen Bereich?
https://de.aliexpress.com/item/32863466785.html mit diesem Objektiv könnte man dann in 3D von allen Seiten untersuchen
3D-Innovations schrieb: > https://www.tbs-aachen.de/PROXXON/Tischgeraete/MICRO-Fraese_MF_70/Proxxon_27112_MICRO_Fraese_MF_70/CNC-ready_i2482_55310.htm > Wenn diese CNC-Fräsmaschine eine Genauigkeit von 0.005mm arbeiten kann da steht nichts von einer Genauigkeit von 0,005mm, allein schon eine Spindel mit der Genauigkeit kostet ein mehrfaches der Proxxon
Meine Drucker haben eine mechanische Auflösung in Z-Richtung von 0,04 mm pro Vollschritt und dann wird der Stepper auch noch mit 16 Microsteps betrieben. Das Ergebnis wird besser wenn man die Schichtdicken als Vielfaches von 0,04 mm angibt, also eben 0,12mm statt 0,1mm. https://www.youtube.com/watch?v=WIkT8asT90A&t=1s Ich überlege auch schon länger die Gehnauigkeit ein klein wenig zu verbessern indem ich dem Z Treiber die Microsteps abgewöhne.
3D-Innovations schrieb: > https://www.tbs-aachen.de/PROXXON/Tischgeraete/MICRO-Fraese_MF_70/Proxxon_27112_MICRO_Fraese_MF_70/CNC-ready_i2482_55310.htm > Wenn diese CNC-Fräsmaschine eine Genauigkeit von 0.005mm arbeiten kann > dann gibt es offensichtlich doch eine mechanische Möglichkeit, 0.01mm zu > drucken ohne dass es über 550 euro kostet? Dürfte das Problem eher an > der Düse liegen? Wie andere schon schrieben: die Auflösung hat genau gar nichts mit der Genauigkeit zu tun. Einfach mal überlegen, welche Wärmedehnung Aluminium hat, wenn sich die Temperatur auch nur um fünf Grad erhöht. Die Genauigkeit dürfte schon mechanisch bei dem Ding deutlich schlechter als 0,01mm sein. Dazu kommt die Geschwindigkeit bzw. die Beschleunigungen, die für einen halbwegs schnellen 3D-Drucker nötig sind. Um die Massen einer Fräse derart und genau zu beschleunigen bedarf es deutlich anderer Motoren! Daher sind Fräsen die falsche Wahl, wenn es um 3D-Druck geht: andere Maschine, andere Aufgabe, andere Konstruktion. Es sei denn, Du willst ewig auf Deine Bauteile warten. > Das hier ist zwar nicht FDM Eben. > aber eine Auflösung von 0.2um - 3um ist > wohl möglich: http://www.microlight.fr/altraspin.html Natürlich ist das möglich - haben wir Dir doch alles schon mitgeteilt. Aber das gibt es nicht für nen 1000er, auch nicht für zwei. Du kannst noch so viele Links raussuchen - es wird dadurch nicht billiger. > https://www.3d-grenzenlos.de/magazin/3d-drucker/microlight3d-altraspin-mikro-3d-drucker-neuvorstellung-27480383/ > > Wahrscheinlich kostet der auch im fünfstelligen Bereich? Davon kannst Du ausgehen.
Gibt es eigentlich bei Druckern, die im Schmelzverfahren arbeiten Geräte, wo man einfach Kunststoffteile einfüllen kann? Man müsste damit nicht sinnlos doppelt Schmelzen und Umformen. Dann könnte man die Fehldrucke, sowie z.B. PET Flaschen und Yoghurtbecher wieder verwenden.
Ich hatte mal überlegt, so etwas zu entwickeln - im Prinzip ähnelt das den ersten Spritzgussmaschinen. Leider wird dadurch der Kopf ziemlich schwer und es muss auch gewährleistet sein, dass keinerlei Luft durch die Schmelze in den Düsenkanal gelangt. Bei neuen Spritzgussmaschinen geschieht das durch eine entsprechende Schnecke und Komprimierung des Materials. Auch das macht den Kopf nicht leichter :-/ Dazu kommt, dass man das dann sehr genau und gleichmäßig dosieren können muss. Es ist also eher schwierig.
Hmm, es gibt aber sehr billige Kugelumlaufspindel: https://www.banggood.com/de/500mm-SFU1605-Ball-Screw-with-BK12-BF12-Supports-and-6_35x10mm-Coupler-for-CNC-p-1022341.html Davon 3 Stück nur 150 euro Oder sind die schlecht ?
Es kommt darauf an, was Du für das Geld erwartest. Eine Steigungsgenauigkeit von 0,01mm auf 300mm? Dann sind die eher nichts für Dich. Nur weil es Kugelumlaufspindeln sind, heisst das noch lange nicht, dass sie genau sind. Davon abgesehen ändert auch das nichts an der Physik. Du musst bei jeder Beschleunigung die Wellen rotatorisch mitbeschleunigen. Um solch eine Welle von 600/min (bei 5mm Steigung sind das gerade mal 50mm/s - nicht übermäßig schnell für einen 3D-Filamentdruck) auf -600/min innerhalb von 2/10s zu beschleunigen, sind enorme Leistungen notwendig. Diese übersteigen schon bei normalen Fräsen durchaus deutlich die eigentlichen Schnittkräfte. Daher wählt man die Spindeln lieber etwas dünner (mit der Gefahr des Schlagens) - oder spannt die Welle ordentlich vor und lässt die Mutter rotieren (wie bspw. bei meinem CNC-Drehautomat auf der X-Achse). Das ist aber ein mechanischer Mehraufwand und der Antriebsmotor hängt an der Mutter, muss also mitbeschleunigt werden. Aber bei hohen Verfahrgeschwindigkeiten überwiegt immer die Kraft, die in die Beschleunigung der Spindel gestekt werden muss, so dass die Motormasse dagegen zu vernachlässigen ist. Wie man sieht, ist alles immer ein Kompromiss - daher sind CNC-Fräsen auch nicht wirklich für 3D-Druck geeignet. Wenn Du unbedingt mit FDM in höchster Genauigkeit experimentieren willst und der Verfahrweg groß sein soll (ansonsten wären die angesprochenen Piezoelemente wohl sinnvoller), dann erscheint mir der Weg über Glasmaßstäbe am geeignetsten. Dann könnte man weiterhin mit Riemen arbeiten, die Ungenauigkeiten aber ausregeln. Und hätte trotzdem relativ leichte Achsen. Aber dann benötigst Du natürlich einen geschlossenen Regelkreis.
Hi Doch Brown Dafür gibt es Granulatextruder, die eigentlich einfach eine Extruderschneckeneinheit einer Spritzgussmaschine sind. Üblicherweise wird Spritzguss - Abfallmaterial mit einer Beistellmühle zerkleinert und dem Prozess wieder zugeführt. Z.B. die Angüsse. Sowas gibt es auch im Makerbereich als gelaserten Teilesatz für ca 200 Euro plus getriebemotor. Ich habe mir hier einfach eine gebrauchte getecha Angussmühle gekauft. Mechanisch antriebsmäsdig kombiniert mit der Extruderschnecke sehe ich dabei Probleme, da die Altteile gern auch mal auf den scharfen Messerwalzen herumhopsen und somit die Zerkleinerungsrate etwas geometrieabhängig ist. Aber auch in dem Bereich der Schneckenextruder kann man noch viel interessantes machen. VG Maik
Ah, jemand aus der Praxis :-) Aber das Ding inkl. Schnecke sitzt nicht auf dem Druckkopf selbst, oder?
3D-Innovations schrieb: > Wenn diese CNC-Fräsmaschine eine Genauigkeit von 0.005mm arbeiten kann Na, hat da wieder jemand den Unterschied zwischen Genauigkeit und Auflösung nicht verstanden? Ich hab so einen KT70 und will mir den auf CNC umbauen, aber mehr als 0.1mm Genauigkeit erwarte ich da nicht.
Und was ist der Unterschied? Ich dachte Genauigkeit wäre die Mechanik und Auflösung wäre das was die Software erlaubt. ah egal... Für mich wäre 0.01 oder noch kleiner revolutionär. Damit könnte man Mikrobots bauen. Also wenn ich jetzt einen kleineren Druckraum akzeptiere, dann müsste das doch gehen. Die ganzen CD-Roms, Festplatten konnten ja diese Genauigkeit arbeiten. Es geht eigentlich gar darum dass der Druckraum groß sein muss.
3D-Innovations schrieb: > Ich dachte Genauigkeit wäre die Mechanik > und Auflösung wäre das was die Software erlaubt. Auflösung ist das, was als kleinster Wertesprung gemessen, ermittelt oder eingestellt werden kann: Die letzte Stelle im Multimeter, die kleinste Spannungsänderung am AD-Wandler, oder hier der eine Schritt am Schrittmotor. Genauigkeit ist, wie exakt der Wert der Realität entspricht: Liegt die Referenzspannung im Multimeter 1% daneben, zeigt es eben bei 10V nur 100mV genau an, auch wenn die letzte Stelle 1mV ist. Gibt die Mechanik (Getriebespiel, Spindelsteigung, Führungen) nur 100µm her, kann der Schrittmotor zwar 5µm auflösen, aber man erreicht damit keine höhere Genauigkeit.
Maik, was hat eine Mühle mit Schmelzen zu tun? Warum benötigt man Mehl? Wenn man Material zermahlt, bringt man viel Luft darunter. Wozu wird die Luft benötigt? Sollte das auf zu schmelzende Material nicht eher ein Block (ohne Einschlüsse) sein? Dann sollten die Teile bereits möglichst gross und am Stück sein, umso weniger Aufwand hat man.
> Sollte das auf zu schmelzende Material nicht eher ein Block > (ohne Einschlüsse) sein? Zerkleinertes Zeugs hat eine größere Oberfläche, und lässt sich unterm Strich erheblich schneller aufschmelzen.
Für Granulatextruder gibt es hunderte Bauanleitungen im Netz (Youtube), so kann man seine Reste und Fehldrucke sinnvoll aufarbeiten. Inzwischen gibt es sogar Granulatdrucker, alles kein Hexenwerk, Google ist euer Freund. Die Genauigkeit sowie auch die Auflösung hängen bei den im Hobbybereich verwendeten Druckern natürlich von den verwendeten mechanischen Teilen und deren Aufbau ab, aber natürlich auch von der Druckdüse. Kleiner als die Düse ist, wird die Auflösung nie werden und genauer als das ganze Spiel in den Gewindespindeln, Motoren und (häufig) Zahnriemen kann es auch nicht werden. Wer sich seinen Drucker aus gedruckten Kunststoffteilen selber bastelt, wird durchaus auch Brauchbares produzieren können, Genauigkeit ist aber anders ;-) Und ja, auch die Wärmeausdehnung der Metallteile spielt eine Rolle, aber eben nur akademisch.... Old-Papa
Old P. schrieb: > Kleiner als > die Düse ist, wird die Auflösung nie werden Doch, locker. Mit einer 0.4er Düse kann ich gut auf 0.1mm genau drucken, und die Auflösung ist durch die Schrittmotoren bestimmt. Was du meinst ist die Wandstärke kann nicht kleiner werden, aber das braucht man selten. Umgekehrt kann man ja auch mit einem 3mm Fräser mit 0.1mm Genauigkeit und 5µm Auflösung fräsen. Old P. schrieb: > genauer als das ganze > Spiel in den Gewindespindeln, Motoren und (häufig) Zahnriemen kann es > auch nicht werden. Wenn ich sehe wie der Drucktisch rumwackelt und wie die Zahnriemen dabei flattern bin ich immer wieder erstaunt wie genau das dann doch wird. Dehnung des Zahnriemens, Richtungswechsel (Riemen auf Ober- oder Unterzug), Beschleunigung des Tischs - und trotzdem kommt da ziemlich gut das raus, was ich konstruiert habe.
3D-Innovations schrieb: > Die ganzen CD-Roms, Festplatten konnten ja diese > Genauigkeit arbeiten. Die sind auf das Medium eingeregelt -> ganz andere Baustelle.
Das ist ein Troll, weil der schreibt den ganzen Thread lang nur Scheisse. Absichtliches Missverstehen etc, den üblichen Trollauswurf halt. 3D-Innovations schrieb: > Und was ist der Unterschied? Ich dachte Genauigkeit wäre die > Mechanik und Auflösung wäre das was die Software erlaubt. ah egal... > > Für mich wäre 0.01 oder noch kleiner revolutionär. Damit könnte man > Mikrobots bauen. > Also wenn ich jetzt einen kleineren Druckraum akzeptiere, dann müsste > das doch gehen. Die ganzen CD-Roms, Festplatten konnten ja diese > Genauigkeit arbeiten. Es geht eigentlich gar darum dass der Druckraum > groß sein muss.
> Das ist ein Troll, weil der schreibt den ganzen Thread lang nur > Scheisse. Ich hasse es zwar dir recht geben zu muessen, <BG> aber das hab ich mir auch schon gedacht. Der kommt einfach zu doof rueber als das dies noch echt sein kann. Olaf
Karl K. schrieb: > > Doch, locker. Mit einer 0.4er Düse kann ich gut auf 0.1mm genau drucken, > und die Auflösung ist durch die Schrittmotoren bestimmt. Nein! Ich schrieb Auflösung, also wie die Pixel im Foto. Versuch doch mal mit einer 0, 4er Düse 1mm Schrift zu produzieren. Da nutzt die Genauigkeit von etwa 0,1mm herzlich wenig. > Was du meinst ist die Wandstärke kann nicht kleiner werden, aber das > braucht man selten. Noch mal Nein, ich meinte Auflösung > Umgekehrt kann man ja auch mit einem 3mm Fräser mit 0.1mm Genauigkeit > und 5µm Auflösung fräsen. Aber eben auch keine 1mm Schrift! > Wenn ich sehe wie der Drucktisch rumwackelt und wie die Zahnriemen dabei > flattern bin ich immer wieder erstaunt wie genau das dann doch wird. > Dehnung des Zahnriemens, Richtungswechsel (Riemen auf Ober- oder > Unterzug), Beschleunigung des Tischs - und trotzdem kommt da ziemlich > gut das raus, was ich konstruiert habe. Ja, das erstaunt schon, ich nutze ja auch viel einen 3D-Drucker (wenn auch nicht meinen eigenen) Insgesamt ist das schon eine saugeile Technik und gerade für Hobbyanwendungen ideal. Ich bin ja neben Elektronik eher mit tonnenschweren Maschinen am Hantieren, doch immer öfter kommen 3D-Druckteile zum Einsatz. Old-Papa
Olaf schrieb: > Der kommt einfach zu doof rueber als das dies noch > echt sein kann. Ich denke hier gilt Hanlon’s Razor.
Old P. schrieb: > Nein! Ich schrieb Auflösung, also wie die Pixel im Foto. Ja dann schreib halt Auflösungsvermögen. https://de.wikipedia.org/wiki/Aufl%C3%B6sung_(Physik)
Karl K. schrieb: > Old P. schrieb: >> Nein! Ich schrieb Auflösung, also wie die Pixel im Foto. > > Ja dann schreib halt Auflösungsvermögen. > > https://de.wikipedia.org/wiki/Aufl%C3%B6sung_(Physik) Nö, ich schreibe, wie Millionen andere User auch, Auflösung und jeder (außer Du) weiß was gemeint ist, nämlich die Auflösung! Ob nun per Inch, oder Quadratmillimeter oder oder Zuckerwürfel, steht dann dahinter (z. B. 0,1mm) Ich meinte eben nicht die minimale Schrittweite.... Beides gehört zwar zusammen, doch eine Auflösung kleiner als Düsendurchmesser geht nie. Old-Papa
Old P. schrieb: > Nö, ich schreibe, wie Millionen andere User auch, Auflösung und jeder > (außer Du) weiß was gemeint ist, nämlich die Auflösung! Ob nun per Inch, > oder Quadratmillimeter oder oder Zuckerwürfel, steht dann dahinter (z. > B. 0,1mm) > Ich meinte eben nicht die minimale Schrittweite.... > Beides gehört zwar zusammen, doch eine Auflösung kleiner als > Düsendurchmesser geht nie. > > Old-Papa Nätürlich kann man z. B. Plastikpunkte mit einer feineren Auflösung als den Düsendurchmesser auf die Platte aufbringen, wieso soll das nicht gehen?
Jemand schrieb: > Nätürlich kann man z. B. Plastikpunkte mit einer feineren Auflösung als > den Düsendurchmesser auf die Platte aufbringen, wieso soll das nicht > gehen? Weil diese dann ineinander zusammenlaufen, Du kannst niemals feinere Strukturen als die Düsengröße aufbrigen (z. B. Schrift) Old-Papa
Angehängte Dateien:
-

punkte.png
10 KB
Old P. schrieb: > Jemand schrieb: > >> Nätürlich kann man z. B. Plastikpunkte mit einer feineren Auflösung als >> den Düsendurchmesser auf die Platte aufbringen, wieso soll das nicht >> gehen? > > Weil diese dann ineinander zusammenlaufen, Du kannst niemals feinere > Strukturen als die Düsengröße aufbrigen (z. B. Schrift) > > Old-Papa Das abgebildete Muster ist also deiner Meinung nach unmöglich zu produzieren?
Jemand schrieb: > Old P. schrieb: >> Jemand schrieb: >> >>> Nätürlich kann man z. B. Plastikpunkte mit einer feineren Auflösung als >>> den Düsendurchmesser auf die Platte aufbringen, wieso soll das nicht >>> gehen? >> >> Weil diese dann ineinander zusammenlaufen, Du kannst niemals feinere >> Strukturen als die Düsengröße aufbrigen (z. B. Schrift) >> >> Old-Papa > > Das abgebildete Muster ist also deiner Meinung nach unmöglich zu > produzieren? Ja, denn Du zeigst ja nichts mit kleinerem Abstand als die Düsengröße ist, sondern mit sehr viel größerem! Oder Deine gezeichneten Punkte sind viel kleiner als die Düsengröße. Zeichne doch mal Maße an die Skizze ... ;-) Old-Papa
Old P. schrieb: > Ja, denn Du zeigst ja nichts mit kleinerem Abstand als die Düsengröße > ist, sondern mit sehr viel größerem! Oder Deine gezeichneten Punkte sind > viel kleiner als die Düsengröße. Die korrekte Platzierung der Kreise erfordert aber ein sehr viel feiner aufgelöstes Raster als eines, welches auf den Düsendurchmesser (≈Kreisdurchmesser) (oder meinetwegen dessen Radius) auflöst.
Jemand schrieb: > Die korrekte Platzierung der Kreise erfordert aber ein sehr viel feiner > aufgelöstes Raster als eines, welches auf den Düsendurchmesser > (≈Kreisdurchmesser) (oder meinetwegen dessen Radius) auflöst. Die Plazierung ja, doch das tatsächliche Ergebnis ist doch bei der Auflösung das entscheidende! Wenn Du zwei 0.4er Punkte im 0,1er Abstand setzt, hast Du einen zusammenlaufenden "Eierpunkt" und eben keine getrennten mehr. Ist das so schwer zu verstehen? Old-papa

Nur weil die Düse 0.4 mm ist, heißt das noch lange nicht, dass die Positioniergenauigkeit irrelevant ist. Angehänge Lithophanie ist mit einer 0.4mm Düse gedruckt bei 0.16mm Layer-Höhe. Am Ohr sieht (lit3.jpg) man die "Pixel" in der X-Achse und der Spalt des Messschiebers auf Bild 2 ist 2.2mm. Demnach komme ich auf eine tatsächliche Auflösung von etwa 0.08mm, allerdings ist dies ggf. auch durch die Reduktion der Polygone des STLs geschuldet.
Timmo H. schrieb: > Nur weil die Düse 0.4 mm ist, heißt das noch lange nicht, dass die > Positioniergenauigkeit irrelevant ist. Das habe ich nicht behauptet. > Angehänge Lithophanie ist mit einer 0.4mm Düse gedruckt bei 0.16mm > Layer-Höhe. Am Ohr sieht (lit3.jpg) man die "Pixel" in der X-Achse und > der Spalt des Messschiebers auf Bild 2 ist 2.2mm. Mach einen einfachen Test, drucke auf irgendeinen Gegenstand 1mm Schrift aus. Wenn Du das in gut lesbarer Form hinbekommst, dann bin ich bei Dir ;-) > Demnach komme ich auf > eine tatsächliche Auflösung von etwa 0.08mm, allerdings ist dies ggf. > auch durch die Reduktion der Polygone des STLs geschuldet. Na wenn Du meinst... Old-Papa
Old P. schrieb: > Nö, ich schreibe, wie Millionen andere User auch, Auflösung und jeder > (außer Du) weiß was gemeint ist, nämlich die Auflösung! Ja, genau: https://3druck.com/gastbeitraege/angaben-ueber-aufloesung-masshaltigkeit-und-reproduzierbarkeit-im-3d-druck-2358187/ "Im Bereich des 3D-Drucks bezieht sich die Auflösung (gerätetechnisch) auf die geringstmögliche Druckkopfverschiebung..." Aber eine Fräse hat ja auch eine Auflösung von 3mm, weil der Fräser 3mm Durchmesser hat. Schon klar.
So kenne ich es auch: Das Auflösungsvermögen eines 3D-Druckers bezieht sich immer auf die "Feinheit der Objektauflösung", nicht auf die kleinsten druckbaren Strukturen (das meint Old-Papa). Wobei Letzteres im 3D-Druckbereich auf wenig sinnvoll wäre - ich kenne niemanden, der Strukturen in Breite des Düsendurchmessers druckt. Ich habe zwar auch mal damit "geplottet" (sieht auch witzig aus) - aber praxisrelevant ist das nicht. Die Objekte sind immer wesentlich größer.
Chris D. schrieb: > So kenne ich es auch: > > Das Auflösungsvermögen eines 3D-Druckers bezieht sich immer auf die > "Feinheit der Objektauflösung", nicht auf die kleinsten druckbaren > Strukturen (das meint Old-Papa). Ja, das meinte ich. Und ich hatte schon Objekte aus dem Netz, da waren Frontplattenbeschriftungen vorgesehen, die hoffnungslos abgesoffen sind. Mit einer 0,1er Düse (wenns die gibt) hätte das wahrscheinlich geklappt. Die genannte Beschriftung ist übrigens die "Objektauflösung"... > Wobei Letzteres im 3D-Druckbereich auf wenig sinnvoll wäre - ich kenne > niemanden, der Strukturen in Breite des Düsendurchmessers druckt. Ich > habe zwar auch mal damit "geplottet" (sieht auch witzig aus) - aber > praxisrelevant ist das nicht. Die Objekte sind immer wesentlich größer. Die Objekte ja, doch einige Details vielleicht nicht. Ist auch egal, ich wollte eigentlich nur sagen, das Auflösung und Schrittweite bzw. Genauigkeit nicht das Gleiche sind, obwohl voneinander abhängig. Old-Papa
Chris M. schrieb: > Die Entwickler denken sich ja wohl ihren Teil dabei. > Diese Art von Software wird auf lange Sicht sowieso die Zukunft sein. > Sobald man hier in DE auch mal eine gescheite Infrastruktur hat, rückt > das CloudComputing dann auch näher, bei dem man nicht mal mehr eigene > Hardware benötigt. Dann kommt das CAD aus der Netzwerkdose direkt auf > den Bildschirm. > Ob man das will oder nicht, wird die Zukunft nicht interessieren :-). Äh nö, die tolle Cloud wurde in erster Linie von Marketing und BWLern erfunden.
Chris D. schrieb: > Wobei Letzteres im 3D-Druckbereich auf wenig sinnvoll wäre - ich kenne > niemanden, der Strukturen in Breite des Düsendurchmessers druckt. Ich hab damit meiner Kleinen mal Wasserfässer für den Ponyhof gedruckt, in Spiral-Modus. Das mach richtig schöne Wände, und die sind obwohl da nur eine Wurst liegt erstaunlich stabil.
vn nn schrieb: > Äh nö, die tolle Cloud wurde in erster Linie von Marketing und BWLern > erfunden. Das ist nicht richtig. Cloud Konzepte beschleunigen und vereinfachen auch Teile der Entwicklung (erst recht heute wo es etablierte Frameworks gibt). Entsprechend setzen auch viele Entwickler gerne darauf. Wieso auch nicht? Im 21sten Jahrhundert hat nunmal fast jeder, fast immer Internet. Erst recht im Geschäftsumfeld. Grade im Geschäftsumfeld wird sowieso nicht mehr auf eine Software gesetzt falls der Hersteller das Produkt einstellt, oder Pleite geht, denn ohne Support ist professionelle Software wenig wert. Die Möglichkeit umzusteigen sollte man sich natürlich möglichst offen halten (durch universellere Export Formate etc.).
> auch viele Entwickler gerne darauf. Wieso auch nicht? > Im 21sten Jahrhundert hat nunmal fast jeder, fast immer Internet. Erst > recht im Geschäftsumfeld. Das ist ein Differenzierungsproblem. Wenn man unter Cloud einen firmeneigenen (oder privat zuhause) Server versteht der unter der Kontroller vertrauenswuerdiger Personen steht dann ist das eine gute Sache. Das Problem ist aber das die meisten Menschen unter Cloud einen Computer irgendwo verstehen, natuerlich kostenlos, wo dann die eigenen Daten geklaut werden. Das ist dann natuerlich etwas schlechtes. Die Vorstellung das ich ein Programm benutzen wuerde das meine Modelle irgendwo auf mir fremden Rechnern im Internet speichert ist so absurd das man da nur lachen kann, aber ich hab auch kein Problem fuer ein Programm zu bezahlen. Also so richtig mit Geld. .-) > Die Möglichkeit umzusteigen sollte man sich natürlich möglichst offen > halten (durch universellere Export Formate etc.). Selbstverstaendlich! Allerdings bemuehen sich Hersteller es einem da immer schwerer zu machen. Da ist der Maschinenbau mit step vermutlich noch gut dran. Olaf
3D-Innovations schrieb: > Warum gibt es hier kein Forum speziell für 3D-Drucker? Das ist eine sehr > wichtige Ergänzung zur Elektronik und sehr zukunftssicher. Auf der suche nach einem Gehäuse für eine sehr kleine Elektronik wurde mir SLA als Druckverfahren empfohlen. Die Preise (bei Stückzahlen bis 100 Stück) von 20-40€ haben uns dann aber auch sehr schnell ernüchtert. Ich denke mal, für Prototypen kann man das Anwenden, für Kleinserien eher nicht.
Torsten R. schrieb: > 3D-Innovations schrieb: >> Warum gibt es hier kein Forum speziell für 3D-Drucker? Das ist eine sehr >> wichtige Ergänzung zur Elektronik und sehr zukunftssicher. > > Auf der suche nach einem Gehäuse für eine sehr kleine Elektronik wurde > mir SLA als Druckverfahren empfohlen. Die Preise (bei Stückzahlen bis > 100 Stück) von 20-40€ haben uns dann aber auch sehr schnell ernüchtert. > > Ich denke mal, für Prototypen kann man das Anwenden, für Kleinserien > eher nicht. Es gibt noch die Möglichkeit PLA als Abgussform für Silikon herzustellen. Das habe ich mir gestern mal angeschaut: https://www.youtube.com/results?search_query=pla+silicone+mold Ich kann mir gut vorstellen, dass auch hochauflösende 3d-printed SLA als Abgussform für Silikon verwenden werden kann. Und dieses Silikon wiederrum als Abgussform für Epoxydharz (für größere Stückzahlen) verwendet. Allerdings sind dünne Gehäuse doch etwas schwierig wegen Luftbläßchen. Auf Ebay: https://www.ebay.de/itm/EROSIL-10-Platin-Silikon-RTV2-2K-FX-Silikon-Silikonkautschuk-SFX-10-ShA-500g/153350267352 Und Formen Trennspray: https://www.ebay.de/itm/Formen-Trennspray-mit-PTFE-fur-Kunststoffformen-Trennmittel-300-ml-TFC/153465145873 Sollte 2k Epoxydharz aus dem Baumarkt eingefärbt werden, so sollte Universal-Abtönfarben verwendet werden, weil die ohne Fette und andere Zusatz sind Aber man kann es versuchen.
3D-Innovations schrieb: > Ich kann mir gut vorstellen, dass auch hochauflösende 3d-printed SLA als > Abgussform für Silikon verwenden werden kann. Und dieses Silikon > wiederrum als Abgussform für Epoxydharz (für größere Stückzahlen) > verwendet. Allerdings sind dünne Gehäuse doch etwas schwierig wegen > Luftbläßchen. Und ich habe auch keine Lust in meinem Büro mit Epoxydharz zu hantieren. Die Gehäuse wären aber auch sehr dünnwandig. Vielleicht würde es funktionieren, wenn man die gesammte Elektronik eingießt (Beitrag "Gehäuse-Ideen gesucht").
3D-Innovations schrieb: > > Es gibt noch die Möglichkeit PLA als Abgussform für Silikon > herzustellen. Das habe ich mir gestern mal angeschaut: > > https://www.youtube.com/results?search_query=pla+silicone+mold > > Ich kann mir gut vorstellen, dass auch hochauflösende 3d-printed SLA als > Abgussform für Silikon verwenden werden kann. Und dieses Silikon > wiederrum als Abgussform für Epoxydharz (für größere Stückzahlen) > verwendet. Allerdings sind dünne Gehäuse doch etwas schwierig wegen > Luftbläßchen. Sorry, das ist Unsinn! Sowas geht z. B. für historische Radioknöppe sehr gut, für Gehäuse, die ja immer eine Stabilität haben sollen und relativ dünnwandig sind, geht das nicht. Epoxy ohne Füllstoffe (z. B. Glasfasern) ist viel zu spröde, solche Gehäuse darf man dann nur mit Watte anfassen. Old-Papa
Alex G. schrieb: > Cloud Konzepte beschleunigen und vereinfachen auch Teile der Entwicklung > (erst recht heute wo es etablierte Frameworks gibt). Entsprechend setzen > auch viele Entwickler gerne darauf. Wieso auch nicht? > Im 21sten Jahrhundert hat nunmal fast jeder, fast immer Internet. Erst > recht im Geschäftsumfeld. Was genau wird denn durch Cloud vs. on Premise vereinfacht? There is no clud, it's just someone elses computer. Olaf schrieb: > Das ist ein Differenzierungsproblem. Wenn man unter Cloud einen > firmeneigenen (oder privat zuhause) Server versteht der unter der > Kontroller vertrauenswuerdiger Personen steht dann ist das eine gute > Sache. > > Das Problem ist aber das die meisten Menschen unter Cloud einen Computer > irgendwo verstehen, natuerlich kostenlos, wo dann die eigenen Daten > geklaut werden. Das ist dann natuerlich etwas schlechtes. Natürlich meint man mit Cloud üblicherweise letzteres, denn ersteres wäre ganz einfach ein eigener Server, wie man ihn schon seit 20 Jahren hat. Olaf schrieb: > Die Vorstellung das ich ein Programm benutzen wuerde das meine Modelle > irgendwo auf mir fremden Rechnern im Internet speichert ist so absurd > das man da nur lachen kann, aber ich hab auch kein Problem fuer ein > Programm zu bezahlen. Also so richtig mit Geld. .- Der Trend geht aber natürlich dort hin, denn Cloud ist hip, und für BWL und Management natürlich superplusgut.
Chris D. schrieb: > Daher bin ich sehr froh, dass das bei meinem 3D-Drucker geht (bzw. ich > die Mechanik und die Aufnahmen damals dafür ausgelegt hatte). Wir > dispensen damit alle unsere Platinen. Da sich die Anzahl der bestückten > Platinen pro Jahr in Grenzen hält, ist das kein wirklicher Zeitverlust, > insbesondere, wenn es nur zwei oder drei eines Typs sind. Rakel etc. > saubermachen kostet(e) deutlich mehr Zeit. > > Es wäre doch schade, so eine X/Y/Z-Einheit nur für's Drucken zu nutzen. > Welchen Drucker hast du denn (als Grundlage) bzw, wenn Selbstbau, würdest du davon mal Bilder zeigen? Würde mich interessieren
Jubelperser schrieb: > >> Wir fertigen selbst extrem viel mit 3D-Druckern > > Zeige doch mal 10 Bilder von den extrem vielen gefertigten Teilen des > 999,- Euro Drucker. Schreibe auch die Kosten pro Teil und die Dauer des > Entwurfs und des Drucks dazu. Genau, das will ich auch sehen!
vn n. schrieb: > Was genau wird denn durch Cloud vs. on Premise vereinfacht? > There is no cloud, it's just someone elses computer. Normalerweise: Sich nicht mehr um aus dem Internet ereichbare und trotzdem geschützte Hardware und Backup kümmern zu müssen, das macht der Cloudanbieter, sogar Lastverteilung falls anwendbar. Für diese minimalen Vorteile handelt man sich aber jede Menge Nachteile ein.
Ich habe das hier letzte Woche gescannt und gedruckt: https://www.youtube.com/watch?v=oHBUqNRoP4Q Das ist eine Endkappe für einen Schweller, die der Kumpel verloren hat. Ist halt so, dass es das Teil kaum mehr gibt. Das beindruckende hier ist nicht der Druck, sondern der Scan. Dass der sogar in der kleinsten Auflösung die Teilenummer so detailliert reinbekommen hat. Der Druck selber ist 100% infill, ABS. Das Ding geht jetzt zum Lackierer.
Hallo habe vor genau einen Jahr und einer Woche einen Diskussions-Thread gestartet für eine 3D-Druck-Sammlung(Leider nur meine Sammlung und keine Beteiligung anderer in der Sammlung) Seite: https://www.mikrocontroller.net/articles/3D-Druck-Sammlung Dikussions-Thread: Beitrag "Diskussion -> Sammlung 3D-Druck" Einfach aus dem Grund das man auf Thingiverse keine vernünftige Struktur hat. Jedes mal durch scrollen und überlegen wo man es abgespeichert haben könnte.
Mir ist etwas merkwürdiges an den FDM Druckern aufgefallen: Bei den Druckköpfen ist seitlich um die Düse herum so viel angebaut. Wenn die Düse nun für die Flächen an einem Hang oder im Tal Material aufträgt, so bleibt sie doch mit dem Gerödel am Objekt hängen. Da hilft es auch nicht, wenn der Deltadrucker den Kopf kippt, spätestens im Tal kollidiert er. Meiner Meinung nach müsste die Düse so spitz wie möglich und seitlich frei wie ein Bleistift sein, um auch steile Hänge und tiefe Täler zu meistern. Habe ich da einen Denkfehler?
Maria S. schrieb: > Habe ich da einen Denkfehler? Ja, beim Drucken geht es in Z stetig in eine Richtung, da gibts keine Täler und Höhen. Um die Druckdüse herum muss alles nur ein paar mm höher sein.
Jo, da ist ein kleiner "Fehler" drin: Während des Druckvorganges bewegt sich die Z-Achse nicht auf-und-ab, sondern immer nur nach oben. ALLE Substanz die benötigt ist, wird in der jeweiligen Ebene zu 100% Aufgetragen. DANACH bewegt sich der Kopf ein klein wenig nach oben - dort wird wieder ALLES gedruckt, was nötig ist, und ab geht es zur nächsten Ebene. Es gibt jedoch Enthusiasten, die es auch mal ganz anders versuchen: https://hackaday.com/2019/09/09/hows-that-2-5d-printer-working-for-you/
Hallo Rainer Habe bei Deiner Seite eine Änderung eingebaut. (Beim "CAD-Dateien") https://www.mikrocontroller.net/articles/3D-Druck-Sammlung Schau doch mal bitte, ob das so in Ordnung für Dich ist (Ist recht viel Text.)
Wenn der Druckkopf nicht an der Oberfläche entlang fahren würde, würde das doch nicht glatt werden, sondern hätte Treppenstufen. Das ist für mich offensichtlich und was ich dazu gefunden habe ist schon 5 Jahre alt. Z.B. hier: https://3dprintingindustry.com/news/topolabs-god-build-straight-lines-26018/ bzw. https://www.youtube.com/watch?v=Qkwkk1S-_Ek Es gibt sogar wissenschaftliche Veröffentlichungen dazu, die an der Hamburger Uni ist auch schon fast ein Jahr alt. Die Nasen habe ich in der Bleistift-Spitzen Form zum Kauf gesehen. Also alles nichts neues, nur die üblichen Konstruktionen sind eben, wie ich vermutet habe, unbrauchbar und ich verstehe nicht, warum das so viele dann falsch bauen.
Maria S. schrieb: > nur die üblichen Konstruktionen sind eben, wie ich vermutet habe, > unbrauchbar und ich verstehe nicht, warum das so viele dann falsch > bauen. Weder "falsch" noch "unbrauchbar", sondern ein Kompromiss wie fast jedes komplexe technische Gerät.
Hallo Maria Viele Geräte sind nur mit Einschränkungen zu Gebrauchen. ZB eine Fräse mit drei Achsen: Hier kann der Bohrkopf ausschließlich nur von oben das Material bearbeiten. So etwas, wie zB. eine spiralförmige Bohrung durch einen Klotz ist damit systembedingt nicht möglich. Solche Probleme lösen sich von selber: Wer etwas braucht, das er mit irgendeiner Maschine nicht machen kann, nimmt etwas anderes. 3D-Drucker, deren Schichten sehr klein sind und daher weniger problematisch, gibt es ja durchaus bereits. Wer also unbedingt so etwas, wie eine spiralförmige Bohrung durch einen Klotz benötigt, kann zB zu einem (wesentlich teureren Metalldrucker greifen, der Pulver Schicht für Schicht aufträgt) diese Schichten sind so fein, daß sie zT. überhaupt nicht mehr gemessen werden können, da der Laser, mit dem das Pulver geschmolzen wird am Rand selber eine ganz leicht rauhe Oberfläche hinterläßt. Wenn nötig kann man das Objekt ja noch nachbearbeiten. Wer aber das Pech hatte in den 50rn eine solche Bohrung zu benötigen, für den gab es nur den Ansatz, sein Grundkonzept zu verändern.
Maria S. schrieb: > nur die üblichen Konstruktionen sind eben, wie ich vermutet habe, > unbrauchbar Wenn mein Drucker mit 0.1mm Schichthöhe druckt ist das sehr brauchbar. Selbst 0.2mm sind für viele Sachen nicht schlecht. Ändert aber nix am Materialverbrauch, nur an der Druckzeit, und das läuft nebenbei. Holger K. schrieb: > So etwas, wie zB. eine spiralförmige Bohrung durch > einen Klotz ist damit systembedingt nicht möglich. Hab ich letztens gedruckt - eine gebogene "Bohrung" für eine Kabelführung, bei der das Kabel versetzt rauskommt. Witzig.
> Hab ich letztens gedruckt - eine gebogene "Bohrung" für eine > Kabelführung, bei der das Kabel versetzt rauskommt. Witzig. Gefällt mir :) Es geht mit 3D-Druck halt so vieles, daß das Schichtenproblem häufig ignoriert werden kann, da die Anwendung im Vordergrund steht.
Vermutlich drucken die meisten aber nur solche Objekte, bei denen der Kopf nicht kollidiert und haben es daher nicht festgestellt oder sich einfach nur still gewundert (geärgert) ohne dies (beim Hersteller) zu bemängeln. Solange sich keiner beschwert, wird eben so ein (eigentlich einfach zu behebender) Konstruktionsfehler weiter verkauft. Dass man bei FDM eine Fläche als Treppe druckt, ist mir nicht logisch (besonders, wo doch so viel Wert auf eine glatte Oberfläche gelegt wird). Beim Deltadrucker kann man sogar den Kopf schwenken, sodass die Nase immer senkrecht auf der Fläche steht.
Ja, Millionen haben Mist gekauft. Wieviele 3D Drucker hast du und was hast du schon alles gedruckt?
Die Software, die beschrieben wird im Video (mein Link von vorher) hat ja auch gewisse Voraussetzungen bez. des Druckkopfes und der Kandidat im Video hat ja auch erst mal kräftig Änderungen machen müssen. Danach konnte man den maximalen Wert für den Winkel, der bei der finalen Oberfläche gedruckt werden darf einstellen. (er hatte ihn von 45Grad auf 50Grad eingestellt.) Wie gesagt, wem das nicht reicht, der ist möglicherweise hiermit besser bedient. WANHAO D8 Resin duplicator 8
Maria S. schrieb: > Vermutlich drucken die meisten aber nur solche Objekte, bei denen der > Kopf nicht kollidiert und haben es daher nicht festgestellt oder sich > einfach nur still gewundert (geärgert) ohne dies (beim Hersteller) zu > bemängeln. Solange sich keiner beschwert, wird eben so ein (eigentlich > einfach zu behebender) Konstruktionsfehler weiter verkauft. Bei jedem Fertigungsverfahren muss man sich der Grenzen bewusst sein und diese bei der Konstruktion berücksichtigen. Beim üblichen 3-D-Drucker wird Layer über Layer gelegt, was ganz gut funktioniert. Konvexe oder konkave Oberflächen funktionieren halt nur im Layer-Rahmen, woraus Treppen resultieren. Kollisionen kann es damit nicht geben, auch die Slicer können sowas imho momentan nicht realisieren.
Maria S. schrieb: > Dass man bei FDM eine Fläche als Treppe druckt, ist mir nicht logisch Ja mir auch nicht. Ich leg natürlich Flächen, die ich als Oberfläche haben will soweit es geht waagerecht an und stell die nicht schief in den Raum. Ich hab aber auch schon Tastenköpfe mit spärischer Kappe gedruckt, und da sah das gut aus. Oder Wasserfilterhalter mit zylindrischer Oberseite, und da hat das keinen interessiert, und nein ich gehe jetzt nicht in den Garten das zu fotografieren. Bei einer 3-Achs-Fräse würde eine schiefe Ebene auch in Stufen gefräst, um die als eine Fläche zu fräsen braucht man schon 5-Achs-Maschinen.
Maria S. schrieb: > Vermutlich drucken die meisten aber nur solche Objekte, bei denen der > Kopf nicht kollidiert und haben es daher nicht festgestellt oder sich > einfach nur still gewundert (geärgert) ohne dies (beim Hersteller) zu > bemängeln. Solange sich keiner beschwert, wird eben so ein (eigentlich > einfach zu behebender) Konstruktionsfehler weiter verkauft. > Echt jetzt? Du hast offensichtlich noch immer nicht verstanden wie ein FDM Drucker funktioniert, aber meinst die Technologie kritisieren zu müssen? Klar, all die Unternehmen die nicht nur 300€ 3D Drucker entwickeln, sondern auch 30 000€ 3D Drucker, machen es alle falsch und es ist ihnen nie in den Sinn gekommen das Schichten Problem gaaaaanz einfach zu lösen =D Btw. hier siehst du wie so ein 3D Drucker arbeitet und weshalb es keine Kollisionen gibt: https://www.youtube.com/watch?v=FqQAjkZOBeY Oder hier in schöner: https://www.youtube.com/watch?v=S2cpHMoK8mw (der Druckkopf wurde dabei vor jedem Video-Frame in die Selbe Position bewegt).
Rainer S. schrieb: > Hallo habe vor genau einen Jahr und einer Woche einen > Diskussions-Thread > gestartet für eine 3D-Druck-Sammlung(Leider nur meine Sammlung und keine > Beteiligung anderer in der Sammlung) > > Seite: > https://www.mikrocontroller.net/articles/3D-Druck-Sammlung > Und wie hat man den Zugriff auf diese Seite? Also wenn man etwas ergänzen möchte?
3D-Innovations schrieb: > Und wie hat man den Zugriff auf diese Seite? Also wenn man etwas > ergänzen möchte? indem man sich anmeldet
Guido B. schrieb: > die Slicer können sowas imho momentan > nicht realisieren. Die beiden Videos oben zeigen, doch dass wellige (gewölbte) Oberflächen in gebogenen Linien gedruckt werden, also muss ein Slicer das erstellt haben. Der Slicer weis auf Grund des eingestellten Druckermodells, wann er mit dem Objekt kollidiert und druckt dann eben u.U. nur Flächen, wenn die Düse durch mangelhafte Konstruktion nicht ausreichend frei gestellt ist. Nur bei einigen Druckern ist es möglich und dann erstellt der Slicer auch die Berg- und Talfahrten, wie auf den Videos zu sehen. Auch einige Nasen Hersteller scheinen die Möglichkeiten durch eine lange, spitze Form von Düsen schon bedacht zu haben. Diese Figürchen auf den von Alex G. (dragongamer) verlinkten Videos sollen wohl zeigen, was passiert wenn der Drucker fälschlicherweise nicht angewiesen wurde, an den Rundungen entlang zu drucken oder auf Grund der ungünstigen Konstruktion es nicht kann/darf. Der Eiffelturm ist ein Beispiel, wie extrem schlecht das heraus kommt. Schichten am FDM Drucker einfach nur beliebig klein zu erstellen, ist lediglich eine höhere Aproximation, verlängert die Druckzeit nur unnötig und trotzdem wird es nie so glatt wie eine lineare Bewegung. Bei Objekten mit geraden, horizontalen oder vertikalen Kanten fällt das Problem logischerweise nicht auf. Gewölbte Flächen sind mit CAD schwehrer zu erstellen und wer das zeichnen kann und benötigt, der wird dann keinen FDM Drucker verwenden, sondern ein Laser Verfahren, wie es Holger K. vorgeschlagen hatte. Das soll aber nicht bedeuten, dass es nicht auch mit FDM umso besser möglich ist, je spitzer der Druckkopf gestaltet ist. Ein Fräser ist spitz und lang, der sollte mit Tälern sowieso keine Probleme haben. Mit der runden Spitze, wird das vermutlich super glatt.
Man ist der Typ schwer von Begriff... Okey, Trolle soll man bekanntlich nicht füttern.
Alex G. Du ignorierst hartnäckig die beiden Beispiele in den Videos und behauptest, dass das gezeigte nicht wahr ist oder nicht funktioniert, auch wenn es zudem durch wissenschaftliche Veröffentlichung der Universität Hamburg belegt ist. Wie andere Drucker arbeiten, interessiert dabei nicht. Das Herstellen von Schrägen durch Drucken horizontaler Flächen (in eine Richtung der Z-Achse) ist eine dumme Idee und die Düse konstruktiv nicht frei zu stellen genauso. Eine dumme Idee wird nicht dadurch gut, dass man sie ständig ohne Überlegung kopiert.
Maria S. schrieb: > Das Herstellen von Schrägen durch Drucken horizontaler Flächen (in eine > Richtung der Z-Achse) ist eine dumme Idee und die Düse konstruktiv nicht > frei zu stellen genauso. Ja dann bau halt einen Drucker, der das kann, wenn du meinst das wäre wichtig. Anderen Leuten ist es halt nicht wichtig und die können gut mit den Druckern arbeiten, wie sie jetzt verfügbar sind. Ein schwenkbarer Druckkopf würde den mechanischen Aufwand deutlich erhöhen, den Druckkopf schwerer machen, was zu niedrigeren Geschwindigkeiten oder höherer Motorleistung und schwerem Aufbau führen würde. Der schwenkbare Druckkopf würde eine aufwendigere Filamentführung erfordern, zusätzliche Motoren, Treiberstufen. Offenbar ist den meisten Leuten der Effekt, eine gekrümmte Fläche abfahren zu können - und auch das nur mit Einschränkungen, denn die räumliche Ausdehnung des Druckkopfes erlaubt keine beliebigen Winkel - nicht so wichtig, dass sie die Nachteile in Kauf nehmen wollen. Wenn dir das wichtig ist, mach halt.
Maria S. schrieb: > Die beiden Videos oben zeigen, doch dass wellige (gewölbte) Oberflächen > in gebogenen Linien gedruckt werden, also muss ein Slicer das erstellt > haben. Ich habe jetzt auf der Seite nichts gelesen, gehe aber davon aus, dass dies experimentelle Steuerungsdaten sind, die nicht von einem üblichen Slicer erstellt wurden. Klar kann man sowas programmieren (sieht man ja), 3-D-Interpolation gibt es ja schon ein paar Tage. Aber auch auf einer 3-Achsen-Maschine muss man die Fräsbahn im Auge behalten um Kollisionen zu vermeiden. Maria S. schrieb: > Schichten am FDM > Drucker einfach nur beliebig klein zu erstellen, ist lediglich eine > höhere Aproximation, verlängert die Druckzeit nur unnötig und trotzdem > wird es nie so glatt wie eine lineare Bewegung. Ja, da ist ev. Nachbearbeitung sinnvoller, nicht ganz ungewöhnlich. Maria S. schrieb: > Bei Objekten mit geraden, horizontalen oder vertikalen Kanten fällt das > Problem logischerweise nicht auf. Gewölbte Flächen sind mit CAD > schwehrer zu erstellen und wer das zeichnen kann und benötigt, der wird > dann keinen FDM Drucker verwenden, sondern ein Laser Verfahren, wie es > Holger K. vorgeschlagen hatte. Das soll aber nicht bedeuten, dass es > nicht auch mit FDM umso besser möglich ist, je spitzer der Druckkopf > gestaltet ist. Das ist genau der Punkt: klar könnte man direktbeheizte Spitzen fertigen (JBC bekommt das sicher hin), aber bei der geringen Auflösung der FDM-Drucker ist dieser Aufwand sicher unsinnig. Da ist schlicht ein anderes Fertigungsverfahren sinnvoller. Maria S. schrieb: > Ein Fräser ist spitz und lang, der sollte mit Tälern sowieso keine > Probleme haben. Mit der runden Spitze, wird das vermutlich super glatt. Klar, aber was hat der Postprozessor für die Daten gekostet? Eigentlich sind die FDM-Drucker nur 2,5 D.
Okay hier nochmal der Link für alle die irgendwie denken, das Ganze sei unmöglich und das Universum muß implodieren: https://www.youtube.com/watch?v=gmePlcU0TRw Es ist einfach, was es ist - es hat Vor- und Nachteile, der Drucker wurde verändert, es ist nur eingeschränkt nutzbar usw... aber... Es geht! Wenn man bedenkt, daß die Meisten ihr Objekt so drehen, daß eine perfekte Ebene oben liegt, um das Stufenproblem zu umgehen, der kann sich sicher vorstellen, daß es sich hier um eine super Alternative handelt, für den Fall, daß eine Drehung, aus welchen Gründen auch immer, nicht in Frage kommt. Zum Beispiel, wenn die Abschlußfläche oben nicht eben ist, sondern, wie in den Beispielen gewölbt. Einen Flügel mit dieser Technik zu drucken ist ein sehr gutes Beispiel, da hier wegen der fehlenden Stufen eine geringere Abrißströmung auftritt. Eine solche Technik nicht nutzen zu wollen, weil sie in 17.385% "eh nicht funktioniert" ist Unfug.
@Holger K. Natürlich behauptet niemand dass es prinzipiell nicht geht. Aber doc-brown behauptet das wäre so einfach zu realisieren und darum sei jeder Drucker der das nicht nutzt, schlecht...
Ich würde mir gerne einen Drucker zulegen, und abgesehen von 3D Druck sollte er als Lötroboter und Dispenser verwendbar sein, und er sollte günstig sein, weil wenn es mehr Durchsatz braucht, sollte ein zweiter oder dritter Drucker problemlos möglich sein, möglicherweise auch mehr. Durchsatz ist jetzt bei Dispenser oder Lötroboter gemeint. Ich habe ein Lötroboter mit Supportsoftware für ein TS100 mit entsprechend modifizierter Firmware gesehen, für den Geeetech A8. Vom A8 bin ich auf den A10 oder den A10M (zwei Farben) gekommen. Fläche 22x19cm ist gefordert, 22x25 bzw 24x30 cm + 1cm auf einer Seite wäre nice to have. Zwei Farben wären nciht abwegig wegen Lightpipe oder leitbaren Filament (Tamper detection) machen zu können. Würdet ihr mir einen anderen Drucker empfehlen und was wären eure empfehlungen für einen verwendbaren low cost Drucker. Mfg Chris
Hallo Chris angeblich soll der "Ender" ganz gut sein, aber persönliche Erfahrung habe ich mit dem nicht. Nachdem ich mich lange mit FMD-Druckern gequält habe war jetzt ein Resin-Drucker dran. Von denen gibt es auch welche in günstig und für Deine Pick&Place aufgaben ist möglicherweise ein Roboterarm geeigneter - den kannst Du ja selber drucken, da gibt es viele tolle Projekte. - nur sone Idee.
Hallo Holger, der A10 sollte gleichwertig bzw ein Upgrade des Ender 3 sein, Da ich 0.1mm Wiederholgenauigkeit brauche, 0.2mm geht es auch noch mit Abstrichen, denke dass dem Roboterarm bei doppeltem Europakartenformat die nötige Auflösung schlicht fehlt. Mfg Chris
Angehängte Dateien:
-

vektor.gif
160 KB
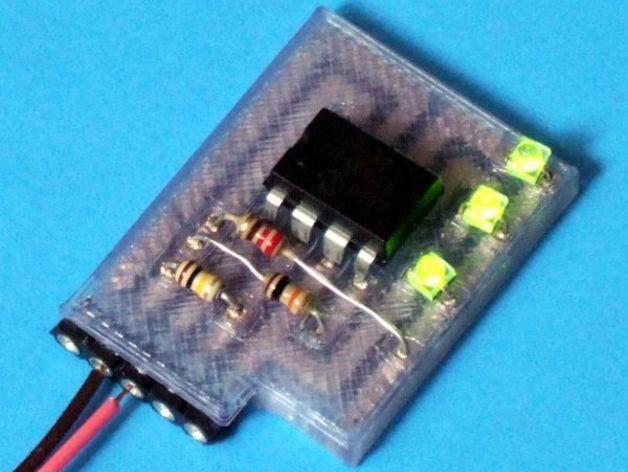{kind=link}
{kind=link}
{kind=link}
Maria S. schrieb: > Beim Deltadrucker kann man sogar den Kopf schwenken, sodass die > Nase immer senkrecht auf der Fläche steht. Hallo Maria Also, die Idee den Druckkopf zu schwenken finde ich super. Ich habe eine Weile darüber nachgedacht, das Problem ist, daß Winkelangaben in dem G-Code, der von 3D-Druckern genutzt wird nicht vorgesehen ist. So etwas gibt es bei 4,5 und 6-Achsigen Fräsen. Dann allerdings viel mir auf, daß eine solche Winkelangabe im Code aber ja auch gar nicht nötig währe: Der nötige Winkel kann ganz einfach anhand des Normalvektors der Oberfläche berechnet werden, er ist insofern mit dem Normalvektor identisch, als dass er lediglich als Vektor durch eine Z-Bewegung ermittelt werden darf. Eine Veränderung des Winkels bei reinen X/Y-Vektoren ist natürlich nicht erwünscht, da sich sonst der Druckkopf auf die Seite legen würde, wenn zB ein Kreis auf das Druckbett aufgetragen wird - und das ist natürlich nicht erwünscht. Die Beispielgrafik ist also als Oberfläche durch den Querschnitt des Objektes zu sehen. Damit währen natürlich noch nicht alle Probleme gelöst: Bei zu hohen Werten kann der Druckkopf immer noch an das Objekt stoßen. Ich habe einen Pasteextruder gefunden, der für solch bizarre Aktionen bestens geeignet währe: "ViscoTec 2K": https://www.youtube.com/watch?v=BdPu7zTy9-I Damit ist dann aber auch gleich das nächste Faß geöffnet: Die Umstellung auf ein gänzlich anderes Material und die damit fällige Reinigung nach jedem Druck. Andererseits fiele die Kühlung weg (also jede Menge Platz um den Druckkopf herum), das Druckbett muß nicht geheizt werden, die Objekte verziehen sich nicht mehr durch das Abkühlen und die Handhabung des gesamten Druckkopfes ist bereits bei Zimmertemperatur möglich. Zur Zeit bin ich sehr beschäftigt und werde es voraussichtlich auch noch eine (kleine) Weile bleiben. Wer Lust hat, sich damit zu befassen, kann sich dennoch bei mir melden, wir sollten dann zusammen für dieses Projekt eine Seite hier einrichten. Vielen Dank im Voraus an alle Interessierten.
Es wäre schade, wenn man die Möglichkeit durch eine kleine Änderung am FDM Drucker (kann man u.U. selber umbauen) nicht nutzen könnte/würde, auch wenn man das nur in den wenigen Fällen, wenn Oberflächen nicht plan sind, benötigt. Bei kartesischen 3D Druckern kann man ohne einen grösseren Umbau wie Karl K. (karl2go) es beschreibt den Kopf nicht so schwenken, dass er senkrecht auf der schiefen Fläche steht. Das könnte eine Einschränkung sein. Interessant wäre, wie weit sich die Oberfläche damit nochmals verbessern würde. Bei Delta Druckern ist man zudem (neben Heizung/Kühlung) durch die 3 Gelenke neben dem Kopf im Winkel beschränkt, also geht es nicht immer. Man müsste also den maximalen Winkel (ähnlich s.u.) begrenzen, was aber in vielen Fällen bereits ausreichend sein könnte. Nun habe ich mir zur Verifikation der möglichen Einstellungen, kurz Mal einen Slicer geladen und kompiliert, wie z.B. in dem Artikel der Uni verlinkt: https://tams.informatik.uni-hamburg.de/research/3d-printing/nonplanar_printing/index.php Z.B. den Slic3r von github: https://github.com/Zip-o-mat/Slic3r/tree/nonplanar (Das hat bei mir (Debian 10) mit den paar Anweisungen problemlos funktioniert.) Dort in Slic3r gibt es die relevanten Eingaben (zeigt auch das Video), wenn man nicht ausschließlich in Schichten drucken will unter - Layers and perimeters -> Nonplanar Layers -> use nonplanar Layers [X] Maximum nonplanar angle: ° Maximum nonplanar height: mm Für den Slicer Cura soll es solche Einstellungen angeblich ebenfalls geben. Die 3D Drucker Hersteller liefern oft angepasste (eingeschränkte?) Slicer Versionen mit, bei denen möglicherweise manche Einstellungen heraus genommen wurden. Holger K. (Firma: private) (lakritzmatrix), mich erstaunt, dass man mehrere Schichten Paste so schnell übereinander setzen kann, wo doch eher mehrere Minuten Zeit zum Aushärten benötigt werden. So ein Kopf baut zwar schmal, aber hoch. Schwer sieht das auch aus, sodass zudem Karl K. (karl2go) Argument zum tragen käme und ein 3D Druck dadurch ebenfalls nur sehr langsam möglich sein wird. Das ist jedoch bei einer Klebeschicht weniger ein Problem.
Kauf dir einfach einen 3D Drucker, dann musst du nicht wie ein Blinder von Farben träumen.
Johannes S. (jojos), kannst Du uns auch noch nennen, welcher käufliche Drucker die o.g. Features bereits umgesetzt hat. Dann brauchen wir uns erst Mal keine weiteren Gedanken mehr machen, wie FDM Drucker damit zu verbessern wären und können uns mit unseren Ideen ggf. an das nächste Druckverfahren machen. Der Titel des Fadens heisst übrigens: "Beschäftigt ihr euch mit 3D-Druckern?" und nicht "Verwendet ihr 3D-Drucker?" Bei SLS oder Polyjet Verfahren wäre sicherlich noch etwas möglich, lasst uns also Mal überlegen ...
Das hat kein käuflicher Drucker in der Hobbypreisklasse aus verschiedenen hier schon genannten Gründen drauf. Und Mehrachsensteuerung können auch nur teure Fräsen und selbst bei großzügig verschenkten Nutzungsrechten von Autodesk ist bei 3 Achsen Schluss. Von daher kannst/musst du vieles selbst machen. Und das erst mal besser als die anderen. Ich habe mit einem Vellemann K8200 Bausatz angefangen, der kann in Original sehr mäßig brauchbar drucken. Da musste man alles der Reihe nach verbessern und lernt eine ganze Menge von der Mechanik und der Software und dem Zusammenspiel. Wenn ich dann lese das ,Schichten Paste mehrere Minuten zum Aushärten brauchen‘ rollen sich mir die Fußnägel auf. Mit solchem Mist und Halbwissen muss man andere Interessenten hier nicht verunsichern. Dann noch schnell ein paar Buzzwords hinterher schicken um so zu wirken als ob man Ahnung hätte. Also bitte, erstmal einen Drucker kaufen und sehen warum und wie der so arbeitet. Egal welcher Drucker. Ps: Weißt du was Polyjets kosten?
Hallo Maria, Hast Du mal Bock, den Slicer statisch unter Cygwin zu compilieren? Bei mir klappt so was nie. Wenn es statisch ist, sollte es dann auch ohne installiertes Cygwin unter Windows laufen, solange die cygwin1.dll im Verzeichnis ist. Das könnte man dann ja mal hochladen, damit auch andere Leute es leichter haben und ihr Zeug nicht unter Virtual-Box laufen lassen müssen. Grüße, Holger
Johannes S. (jojos), ich hatte Dich so verstanden, dass diese o. a. Vorschläge bereits in einigen Geräten umgesetzt und käufliche Technik für Privatpersonen sind und wir das möglicherweise übersehen haben. Also doch selber (um)bauen. Wenigstens ist der Slicer bereits dafür eingerichtet. Dieses Cygwin ist aber ein Programm für MS. Damit kann ich auf meinem Debian System nichts anfangen. MS habe ich nicht und kenne mich damit auch gar nicht aus.
Zum nonplanar printing gibt es zwar einige Arbeiten, ich sehe das aber als wenig praxistauglich weil es aufwändig ist. Es geht wohl eingeschränkt mit ‚normalen‘ Druckern, aber eine gute Kühlung in vielen Fällen eher nötig und die stört wieder wenn eine Spitze Düse gebraucht wird. Bei einigen Demos mit großen Radien kann etwas schneller gedruckt werden, aber ein Druck mit feinen Schichten liefert vergleichbar gute Ergebnisse: https://youtu.be/eNpFN__16CM Die Slicer können das tatsächlich schon, aber da scheint es auch Patente zu geben.
Ich ergänze hier mal die Liste weiterer Thingiverse-Alternativen: Thingiverse Cults Threeding Pinshape YouMagine
Ich habe gerade festgestellt, dass 3D-Drucker auch beim Ätzen von Platinen nützlich sein können: 1. Das Heatbed bringt die Natriumpersulfat-Lösung auf die gewünschte Temperatur und hält diese Temperatur konstant 2. Durch ständige, schnelle Vor- und Zurück-Bewegungen des Heatbeds um einige Zentimeter kann man ganz einfach dafür sorgen, dass die Ätzflüssigkeit ohne weiteres Zutun immer schön in Bewegung bleibt: die Ätzflüsigkeit schwappt dann wie eine kleine Welle immer vor und zurück über die Platine.
Joachim S. schrieb: > Ich habe gerade festgestellt, dass 3D-Drucker auch beim Ätzen von > Platinen nützlich sein können: > > 1. Das Heatbed bringt die Natriumpersulfat-Lösung auf die gewünschte > Temperatur und hält diese Temperatur konstant > > 2. Durch ständige, schnelle Vor- und Zurück-Bewegungen des Heatbeds um > einige Zentimeter kann man ganz einfach dafür sorgen, dass die > Ätzflüssigkeit ohne weiteres Zutun immer schön in Bewegung bleibt: die > Ätzflüsigkeit schwappt dann wie eine kleine Welle immer vor und zurück > über die Platine. ... und die Gase, bzw auch Mikrospritzer vermurxen Dir nach und nach die ganze Maschine. Unsinn! Old-Papa
wenn man keine Luft in das NaPS reinbläst gibts doch auch keine Spritzer. Aber man muss schon sehr gut aufpassen, ein Tropfen kann schon viel Schaden anrichten.
Johannes S. schrieb: > wenn man keine Luft in das NaPS reinbläst gibts doch auch keine > Spritzer. Aber man muss schon sehr gut aufpassen, ein Tropfen kann schon > viel Schaden anrichten. Doch, es gast auch ohne Luft aus, die entstehenden Kondensatprodukte meinte ich mit Mikrospritzern. Old-Papa
Johannes S. schrieb: > wenn man keine Luft in das NaPS reinbläst gibts doch auch keine > Spritzer. Also bei dem was um meine stehende Ätzküvette sich ansammelt würde ich das nicht auf meinen Drucker stellen, erhitzen und rumschwappen lassen.
Ne doch nicht Ätzen. Fräsen! Siehe die Threads dazu. Beitrag "China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!" Beitrag "3D Drucker zum Laserengraver umbauen?" Beitrag "Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"
> ... und die Gase, bzw auch Mikrospritzer vermurxen Dir nach und nach die > ganze Maschine. Tupadose luftdicht verschliessen. Also das ginge schon. Bloss liegen bei mir die Aetzzeiten mit frischem Natriumpersulfat irgendwo bei 2-5min. Da kann ich die Dose noch von Hand bewegen. Man muss ja sowieso dabeibleiben damit man die Platine rechtzeitig rausnimmt. Olaf
olaf schrieb: >> ... und die Gase, bzw auch Mikrospritzer vermurxen Dir nach und nach die >> ganze Maschine. > > Tupadose luftdicht verschliessen. Da nach meinem ersten Versuch ohne Deckel tatsächlich ein eingetrockneter Tropfen Ätzmittel auf meinem Heatbed zurückblieb (der sich gott sei Dank einfach und rückstandslos entfernen liess), habe ich beim zweiten Mal tatsächlich genau das gemacht: Einfach den Deckel auf die Tupperdose, in der ich ätze. So können während des Ätzens keine Spritzer mehr das Gefäss verlassen. Mein Deckel ist zwar nicht gänzlich luftdicht, aber beim Ätzen mit Natriumpersulfat entstehen m.W.n. ja eh nur unproblematische Dämpfe, daher denke/hoffe ich, dass das kein Problem darstellen sollte. > Also das ginge schon. Bloss liegen bei mir die Aetzzeiten mit frischem > Natriumpersulfat irgendwo bei 2-5min. Da kann ich die Dose noch von Hand > bewegen. Man muss ja sowieso dabeibleiben damit man die Platine > rechtzeitig rausnimmt. Bei mir dauert das Ätzen schon ein paar Minuten länger. Vermutlich auch weil meine Natriumpersulfat-Lösung aktuell nicht mehr ganz frisch ist. Aber klar, es geht natürlich auch wunderbar ohne 3D-Drucker, indem man einfach selbst schüttelt, weil man ja eh daneben sitzen und aufpassen muss. Aber weil ich das Heatbed meines 3D-Druckers eh benutze, um die Ätzflüssigkeit auf die gewünschte Temperatur zu bringen und zu halten, fand ich das halt eine nette Idee, die ich hier einfach mal als Anregung für andere 3D-Drucker-Besitzer mitteilen wollte. Ich denke jedenfalls, ich werde das in Zukunft immer so machen; so schön gleichmässig, wie der 3D-Drucker die Bewegung der Ätzflüssigkeit auf diese Weise hinkriegt, würde ich das mit meinen Händen eh nicht hinbekommen.
hier ist eine schöne Übersicht FDM vs. SLA von Heise online: https://www.techstage.de/ratgeber/UV-Harz-oder-Kunststoff-Filament-3D-Drucker-im-Vergleich-4543808.html
https://www.amazon.de/TECHNOLOGYOUTLET-PREMIUM-PRINTER-FILAMENT-CONDUCTIVE/dp/B06X1FHY2L/ref=sr_1_3?keywords=conductive+filament&qid=1570482527&sr=8-3 Ca 180ohm auf 15 cm roh Filament. Nach dem druck ist der widerstand tendenziell höher. Da ist ein Dual-Extruder genau das richtige dafür. Gut der Preis ist halt teuer, aber es sind ja nur die "Leiterbahnen" die mit einer Düse gedruckt wird.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.