Frank schrieb: > JogDial läst sich bei mir nicht aktivieren JogDial wird erst eingeblendet wenn die Programmfensterbreite grösser als 1740 Pixel wird. Auf kleinen Bildschirmen passt das nicht.
Warum nicht aktivieren die vierte Achse?
Weil: Grbl is for three axis machines. No rotation axes (yet) – just X, Y, and Z. https://github.com/grbl/grbl/wiki
Slavoljub schrieb: > https://www.synthetos.com/project/tinyg/ This board is not compatible to Arduino/GRBL because there is no Arduino firmware for the ATxmega192. There are also Arduino compatible boards like the RAMBo v1.3 (http://reprap.org/wiki/Rambo_v1.3) with four and more axes, but they are designed for 3d printing with Marlin or Teacup. GRBL supports only 3 axes, because on the Arduino UNO for which it is officially written, there are only just enough pins for 3 axes and one end stop per axe. There are a few solutions working with the Arduino 2560 and a modified GRBL version (https://github.com/LETARTARE/Grbl-xx_with_Arduino) for 4 axes, but Ulrich wrote: Albert M. schrieb: > Ändern möchte ich GRBL auf keinen Fall. Ich will mich bei meinem > Programm immer auf die aktuelle/offizielle GRBL Version stützen. and Albert M. schrieb: > Daher möchte ich mich, zumindest vorerst, auf die offiziellen GRBL > Version stützen, auch wenn das ein odere andere noch fehlt.
Hallo!!! Ich wollte eigentlich nur nachfragen ob es mittlerweile eine neue version von deinem tollen programm gibt. Gabriel M. schrieb: > Thomas D. schrieb: >> Ich habe einen Dremel herumliegen > > Ich rate dir von der Verwendung eines Dremels als Spindel ab, ich habe > selbst einen dremel 3000 an meiner Fräsmaschine und er hat schon zwei > Mal mitten bei der Arbeit aufgehört zu drehen und musste repariert > werden (zum Glück noch unter Garantie). Zur Leistung kann ich sagen, > dass 130W zum Fräsen von Platinen und anderen weichen Materialien > durchaus ausreichen. Wie es mit Alu aussieht weiß ich nicht, es hängt > aber vor allem vom Durchmesser des Fräsers und dem Vorschub ab. danke gabriel für deine erfarungen, was würdet ihr mir als alternative empfehlen? hoffe wie immer auf zahlreiche antworten!
Thomas D. schrieb: > Ich wollte eigentlich nur nachfragen ob es mittlerweile eine neue > version von deinem tollen programm gibt. Sorry, aber im Sommer häng ich lieber ab als Code zu schreiben oder gehe anderen Hobbies nach, z.B. http://www.fotocommunity.de/fotograf/ulrich-maassen/fotos/1508221
Ich habe schon 6h am Stück mit einem Proxxon IB/E gefräst. Die alte Version mit einem Lager hat das Problem, daß das Lager nach 15-20h getauscht werden muß. Die neue Version hat 2 Lager, die für ein deutlich geringeres Axialspiel sorgen und leichter getauscht werden können aber der neue/andere Lüfterflügel ist wohl daran Schuld, daß das Gehäuse viel heißer wird (45-50°C nach 50min).
你好! schrieb: > 你好!我不知道为什么出现这个问题,能不能帮我一下。谢谢 If you are not able to open that web link contact your internet provider or your government authorities. https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9
Die Software hat sich super entwickelt! Ich habe kürzlich ein Upgrade von Win 7 auf Win 10 durchgeführt. Seither kann ich mich nicht mehr mit dem GRBL-Board verbinden. Im Geräte-Manager wird das Board mit passendem Com-Port (COM6) angezeigt, doch in SerialComCNC lässt sicht dieser nicht auswählen. Es steht nur "COM" zurverfügung und führt natürlich zu keiner erfolgreichen Verbindung.(Ein Starten als Administrator bringt auch keine Besserung) Hat noch irgenwer ähnliche Probleme? Gibt es schon eine Lösung?
Ich habe Windows 10 drehen und kein Problem mit Com-Port. Alles funktioniert perfekt. Es ist auch möglich, dass man irgendwo in den G-Code gestartet werden kann. Wenn vorhanden ist, bricht ein Fräsen. Wann wird es ein neues Update von geben?
Hallo Erst mal ein großes Lob Das ist genau die Software die man braucht und nicht mehr. Ich habe mir eine Fräse gebaut und dann lange nach einer Kosten günstigen und verständlichen Software gesucht. Die hier topt sie alle! Danke. Was mir allerdings aufgefallen ist: Der Befehl G91 im G-Code verursacht bei allen Programmen einige Probleme. Direkt eingabe ist kein Problem aber aufrufen im G-Code Programm. Ich hoffe der link funktioniert: https://dl.dropboxusercontent.com/u/17761293/Neues%20Textdokument.txt last das programm mal simulieren und dann löscht die zeile G91. Bei mir ist es einmal ein Kreis mit 4 Linien und einmal 4 Kreise mit einer Linie. Danke moch mal an den Autor super Arbeit!
Hallo Rüdiger teste mal mit G92
Rüdiger H. schrieb: > Der Befehl G91 im G-Code verursacht > bei allen Programmen einige Probleme. Bist du sicher, daß G91 da passt? G91 ist für relative Bemaßung. http://www.projekte.sbsz-hildburghausen.de/didakt2/bemass.htm
Tolle Software!!! Leider wird die Schnittstelle vom Arduino-Mega-2560 nicht erkannt. Von anderen Programmen(z.B. Glrb-Controller, universal-Glrb-Controler...) wird der Arduino-Mega-2560 erkannt. Andere USB/Serielladapter werden von SerialCNC erkannt. Gruß, Manfred
Manfred schrieb: > Leider wird die Schnittstelle vom Arduino-Mega-2560 nicht erkannt. Bei mir wird die die Arduino Mega 2560 ohne weiteres auch von SerialComCNC erkannt, und funktioniert auch problemlos damit. Versuche mal den PC neu zu starten, oder den Treiber neu zu installieren. Grüße Gabriel
Hallo zusammen, zunächst mal vielen Dank für die großartige APP an Albert!!! Kurz meine Motivation: Die meiste Zeit arbeite ich mit Ubuntu, sowohl Office und als Coder. Als Musiker bisher mit WIN neuerdings mit einem Hackintosh, wegen meinen heiß geliebten APPs (Studio One, Bidule, Ableton Live...) Als Elektroniker fehlte mir nun WIN für mein Hantek DSO und OpenLogicSniffer. Deshalb habe ich mir kurzerhand ein preiswertes WIN8.1/10 8,9 Zoll Tablet mit 1200 x 800 px gekauft. Auf 125% Vergrößerung lasst sich nun alles am Touchscreen gut bedienen, macht richtig Spaß, und nimmt wenig Platz weg ;-) Nun liegt es nahe, auch SerialComCNC dort laufen zu lassen, was auch wunderbar funst. Bisher habe ich den UniversalGcodeSender unter Ubuntu benutzt. SerialComCNC ist natürlich um Längen besser, vor allem auch in Erwartung auf EasyJob ;-) Also Albert, genieße das schöne Wetter, mach ich die nächsten Wochen auch, und dann würde ich mit Dir und der Community hier, gerne meine Vorschläge diskutieren....... Da ich nun an meinem Tablet keine "große" Tastatur anschließen möchte, suche ich eine Alternative zur (Hand)Steuerung. Ich könnte mir gut vorstellen, alles mit einem USB Nummernblock zu bedienen! - Die X,Y,Z Steuerung ist ja schon da Erweiterungen: - Auf der "5" könnte man noch den Home Button installieren, so wie in der SerialComCNC GUI - Das JogDial wird ja bei meiner Auflösung von 1200 x 800 px nicht angezeigt. Mann könnte alternativ eine "zweite Ebene" über die X,Y,Z Steuerung legen, und dann die Feinjustierung vornehmen. Eventuell mit der Num Taste auf Zahleneingabe umschalten, und dann die Entsprechenden Zahlen verwenden. Die liefern die einen anderen Code wie die "normalen Zahlentasten". - Mit den +/- Tasten die FeedRate in 100er Schritten verändern - Alternativ +/- Spindel Rate Weiter Ideen? Cheers, ToM
Gabriel M. schrieb: > Versuche > mal den PC neu zu starten, oder den Treiber neu zu installieren. Tja, hab schon alles durch, liegt wohl an Win-10. Habe es auf 2 Rechnern mit Win-10 probiert, ohne Erfolg. Im Terminalprogramm meldet sich der Arduino mit der entsprechenden Grbl 0.9 Version. Ich kann ja auch den Arduino ohne weiteres flashen. Die Software "Universal G-Code-Sender" arbeitet ja auch unter Win-10 mit dem Arduino, nur SerialCncCom erkennt den Port nicht. Auf einem Win-XP Rechner läuft alles ohne Probleme. Gruß, Manfred
Hallo Manfred, auf meinem oben erwähnten Tablet WIN8.1, nach Update WIN10, verhält es sich genau umgekehrt. Also UniversalGcodeSender läuft NICHT und SerialComCNC erkennt GRBL!? Ich habe allerdings noch andere USB Serial Treiber/Geräte angeschlossen... Habe auch schon mit den Treibern experimentiert, immer mit dem o.gen. Ergebnis (was mir natürlich recht ist). Als ich das Tablet neu hatte WIN8.1 ohne Updates, lief der UniversalGcodeSender... Gruß, ToM
Hallo Manfred Hatte ein änliches problem. Als ich den Aduino aus dem usb3 rauszog und durch zufall auf nen usb2 Port setzte hats gefunzt. Allerdings muß ich bei jedem start von SerialComCNC die Baud zwischen 9600 und custom hin und her schalten.
Hallo Leute, erst einmal vielen Dank an den Autor für die Bereitstellung der Software!!! Zuvor hatte ich als Gast (Manfred) ja schon einmal auf das Port-Scann-Problem unter Win-10 geschrieben. Da mich das Thema interessiert habe ich mich nun hier im Forum angemeldet. Ich möchte mich kurz vorstellen: Mein Vorname ist Manfred, Alter:58,leider EU-Rentner,unterwegs in Industriesteuerungen(SPS),Elektronik,Layoutentwicklung, PIC-Controllern, neuerdings Arduino. Eine CNC-Fräse(700X400) benutze ich bereits unter WinPCNC_USB. Da bei mir eine kleine Fräse(340X240) frei geworden ist, plane ich eine Kombi aus Fräse + 3-Drucker. Da kommt jetzt der Arduino + SerialCncCom ins Spiel. Gruß, Manfred
Rüdiger H. schrieb: > Als ich den Aduino aus dem usb3 rauszog und durch zufall auf nen usb2 > Port setzte hats gefunzt. Hallo Rüdiger, danke für deinen Tip!! hat leider nicht funktioniert, selbst mit zwischengeschaltetem 2.0-HUB. Ich denke, dass der Atmega 2560 sich auf eine Weise registriert, die im Portscan von SeriaCncCom nicht berücksichtigt wird. Win-10 hat da eventuell eine Falltür eingebaut. Was mich nur stuzt, die anderen Programme(Terminal, Grbl-Controller,Arduino) erkennen den Port. Gruß, Manfred
Hi ich habe nun auch einen UNO Clone mit CH340. Nach dem Reduzieren der Baudrate von der Standardeinstellung auf 9600 funktioniert Es wie es soll. Auch von mir ein riesen Lob an dieses überaus gelungene Tool. Respekt, Daumen hoch und weiter so!
Hallo Albert, konntest Du bereits einmal über meinen Vorschlag nachdenken? Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" 1. Nun habe ich eine konkrete Frage um Thema "tool table": Wir haben in den letzten Tagen eine große Holzfräse mit GRBL verbunden, und sie läuft wunderbar. Die Werkzuge werden hier mit einem Kegel montiert, der pneumatisch wechselbar ist. Es sind mehrere Werkzeuge auf verschiedenen Kegeln vormontiert, und die verschiedenen Längen müssen berücksichtigt werden! Könnte man SerialComCNC um eine "tool table" erweitern die den "tool length offset (G43.1)" berücksichtigt? Oder sonst eine Idee, wie man das lösen kann? 2. In diesem Zusammenhang: Kann man im "G-Code Datei Display" den Prozess hinten "Werkezugwechsel Txx" so verändern, dass eine definierte XYZ Position zum Werkzeugwechsel angefahren wird? Bei großen Maschinen ist das sehr hilfreich..... Gruß, ToM
@ ToM ToM Im Moment bin ich mit meinen anderen Projekten beschäftigt. Wenn ich wieder Zeit und Motivation für SerialComCNC habe komme ich auf Deine Anliegen zurück :) Gruss Ulrich Albert
Hallo Ulrich. Wie können wir dich motivieren, dieses herausragende Projekt weiterzuführen ? Wir könnten ja mal eine Umfrage starten, wieviel dankbare Nutzer deines Programms es gibt. @ToM würde ich allerdings etwas mehr Bescheidenheit empfehlen...
Hallo Können Sie mir Eventuell sagen ob der CNC Xpro V2 auch unterstützt wird ? Es ist quasi ein Arduino welcher mit Stepper Steuerung erweitert wurde http://www.spark-concepts.com/cnc-xpro-controller-v2/ Auf der Homepage steht The CNC xPRO is designed to run the opensource gcode interpreter GRBL, opensource programming environment Arduino, or anything you can write in AVR studio. The xPRO comes pre-flashed with GRBL so all you need to do is wire up your motors! Danke Peter
boskap schrieb: > Können Sie mir Eventuell sagen ob der CNC Xpro V2 auch unterstützt wird > ? > Es ist quasi ein Arduino welcher mit Stepper Steuerung erweitert wurde > http://www.spark-concepts.com/cnc-xpro-controller-v2/ Sorry, zu dem 129 $ Teil kann ich nichts sagen. Nur soviel: Den darauf verbauten DRV8825 Stepper Drivers würde ich nicht trauen, da ohne Kühlkörper verbaut. Und wenn Dir darauf ein Driver oder sonst was stirbt, darft Du gleich ein neues Board kaufen. Normalerweise ist ein 10 Euro Arduino Uno und 3 zusätzliche Stepper Driver Boards (mit grossem Kühlkörper) für ca. 8 Euro alles was man braucht um SerialComCNC zu betreiben. http://www.ebay.de/itm/CNC-Router-Single-Axis-3A-TB6560-Stepper-Motor-Driver-Board-for-axiscontrol-/221782471247?hash=item33a343f24f Gibt es auch hier, allerdings für ca. 14 Euro. Gruss Ulrich Albert
Hallo Nun ich habe ja das Teil und verwende das GBRL Panel oder den Universal G Code Sender Und ich will unbedingt die Sache mit der Webcam Positionierung realisieren Doch die Weiterführung der oben genannten Software lässt auf sich warten Und nun bin auch auf Ihr Tool gestoßen und war gleich mal überwältigt. Also habe ich die Software Installiert und Connect gedrückt und siehe da Ohne Probleme eine Verbindung Doch manueles bewegen über die Pfeil Buttons funktioniert nicht Auch die Maschinen Position wird nicht ausgelessen Mir ist aufgefallen das die GRPL Panel SW bei 1 MM Step Y -1 einen anderen Gocde übertragt als Ihre Nehm ich den Code und sende in mauel im SerialcomCNC so funktioniert es Ich würde mich sehr freuen wenn es irgendwie funktionieren würde Kann ich Ihnen ein etwas schicken was dazu hilft ? Danke Peter
Hallo Ich muss mich gleich entschuldigen Es funktioniert ich hatte einen denkfehler ich dache wenn ich auf den button 10 klicke und dann einen der pfeile so fährt er 10mm doch mann muss bei move mm den wert einsetzen und dann funktionierts gibt es eine möglichkeit sich die maschinenkoordinaten anzeigen zu lassen ? Und bitte die Webcam funktion nicht entfernen (hab ich irgendwo im forum gelesen) danke
boskap schrieb: > Doch manueles bewegen über die Pfeil Buttons funktioniert nicht Oft wird vergessen den "Set Feed" Button zum Übernehmen des in "Move mm" eingestellten Wertes zu klicken. boskap schrieb: > Auch die Maschinen Position wird nicht ausgelessen Es wird in SerialComCNC nicht mit Maschinen-Koordinaten gearbeitet, sondern mit Welt-Koordinaten. Diese setzt man am gewünschten Werkstellnullpunkt mittels Button "Set XYZ Null" auf Null. Auf diesen Nullpunkt beziehen sich dann die angezeigten Werte nach Bewegen von X, Y, oder Z. boskap schrieb: > Kann ich Ihnen ein etwas schicken was dazu hilft ? Sorry, aber dazu fehlt mir die Zeit. Leider kann ich mich nicht auch noch mit irgendwelchen mehr oder weniger exotischen Boards befassen. Aber ich denke mal wenn das GBRL Panel oder der Universal G Code Sender auf dem Board laufen, spricht eigentlich nichts dagegen, dass auch SerialComCNC funktioniert. P.S. meine Antwort hat sich wohl mit Deinem obigen Post überschnitten, schön dass es bei Dir jetzt läuft :)
Hallo Ja danke es dürfte sich überschnitten haben jetzt kämpf ich nur mehr mit der webcam Die sw sagt immer no webcam found Aber die logitech sw findet sie oder gehen nur bestimmte cams ? lg und danke nochmals Peter
boskap schrieb: > jetzt kämpf ich nur mehr mit der webcam > Die sw sagt immer no webcam found > Aber die logitech sw findet sie > oder gehen nur bestimmte cams ? Es kann etwas länger dauern bis dass die Webcam zum ersten Mal gefunden wird. Das ist auch bei meinem sehr schnellen PC so. Ob alle WebCams funktionieren kann ich nicht sagen, Logitech habe ich selber dran.
Angehängte Dateien:
-

Picture_1.jpg
26 KB -

Picture_2.jpg
23 KB


OK Ich würde nämlich gerne die c525 bzw c615 verwenden die kann man nämlich öffnen und die mit kleber fixierte Optik vorsichtig lösen damit kann man dann fast in den Makro Bereich gehen Bild 1 Lineal Bild 2 Dremel Fräser
Angehängte Dateien:
-

webcam.png
22 KB
Hallo Das Webcam Problem ist gelöst es funktioniert sofort wenn ich SerialComCNC mit rechtsklick und "als Administrator starten" starte Also eine Rechte sache Eine Frage noch das Webcam Fenster ist dann nur 2x2 cm gross wie kann ich es grösser darstellen ? danke Peter
boskap schrieb: > das Webcam Fenster ist dann nur 2x2 cm gross Da hat sich in der letzten Version ein Fehler eingeschlichen. Wird in der nächsten Version korrigiert. Da Du bisher der Einzige bist, der den Bug bemerkt hat, zeigt dass die Video Funktion mehr ein Gimmik ist als wirklich verwendet. Für die nächste Version bleibt die Video Funktion noch erhalten, für weitere Versionen bin ich noch unschlüssig, da wegen Treiberprobleme und schlechter Performance auf langsamen PCs es zu viele Kontras gibt.
Hallo ggg Ja das kann passieren Ich würde den erhalt der Funktion Begrüssen weil es ist die einzige Software die es bei GRBL unterstützt Man kann ja auf die schlechte Performance bei schwachen PC's hinweisen Aber es ware schade für jeden der einen Schnellen Rechner hat. Somit kann jeder selbst entscheiden ob er die Funktion nutzt.
Anbei SerialComCNC Version 0.9e2 Maintenance Release, nur interessant für Anweder der Video Funktion. Change Log V0.9e2 ----------------- Bug in der Video Skalierung behoben. http://www.serialcominstruments.com/
Na ist ja Cool Danke werde es gleich Testen Danke für die Rasche Unterstützung Darf ich fragen was für zukünftige Features geplant sind
boskap schrieb: > Darf ich fragen was für zukünftige Features geplant sind Suche mal hier im Thread nach "EasyJob" oder schau Dir das Video an. Das ist noch eine offene umfangreiche Baustelle. Video Link: https://www.youtube.com/watch?v=PAm-B0i21cY
Ja das hab ich schon gesehen Was ein Cooles aber auch sehr schwieriges Feature ware Nesting glaub ich heist das d.h. ich habe mehrere bauteile und sie warden so nah wie möglich zusammen geordnet um material zu sparen Aber ich glaube das muss vor der Gcode Erstellung passieren
Hallo Albert, leider bekomme ich das Programm unter Win10 nicht ans laufen. Er zeigt mir den COM-Port des Arduino einfach nicht an. Ich hab nur "COM" und "COM1" zur Auswahl.
Kryptoenergie schrieb: > leider bekomme ich das Programm unter Win10 nicht ans laufen. > Er zeigt mir den COM-Port des Arduino einfach nicht an. > Ich hab nur "COM" und "COM1" zur Auswahl. Ich kann bei mir nur mit Win7 Prof testen. Die Anzeige COM1 ist allerdings ein Hinweis darauf das Ports erkannt werden, bei Nichterkennung bleibt die Anzeige leer. Schau mal unter Computerverwaltung im Geräte-Manager nach, ob da Dein Arduino überhaupt erkannt und unter welchem Port er eingetragen ist, wenn nicht kann SerialComCNC auch nichts finden und es liegt nicht am Programm. Ich habe hier mit einigen Arduinos ein Problem wenn diese beim Hochfahren des PCs bereits angeschlossen sind. Diese Problem-Arduinos werden dabei nicht erkannt und ich muss explizit das USB Kabel aus/einstecken damit diese als neue Devices im Geräte-Manager erscheinen. Das ist allerdings kein Problem von SerialComCNC. China Arduinos haben zudem fast immer grottige USB Kabel beigelegt, die kommen immer sofort in die Tonne.
Hi, WinOS 10 ? - Da sind noch so viele Parts nicht richtig getestet und unterstützt, so dass man erst in 1 - 2 Jahren damit arbeiten könnte. Albert hat natürlich die richtigen Hinweise gegen, und ein Blick in den Gerätemanager und die Systemlogfiles hilft, ein Problem zu lokalisieren.
Anscheinend ist Kryptoenergie mit dem Problem nicht alleine: Beitrag "Win10 und bluetooth virtual com ports"
Hallo, Es ist so, dass alles funktioniert. Der bzw.die Arduino werden in der Gerätesteuerung korrekt erkannt. Com2 bzw. Com3. Alles was an Software verfügbar ist funktioniert. Nur SerialComCnc halt nicht. Das ist die einzige SW die den Port nicht kennt. Also schließe ich meine Hardware und Software aus. SerialComCnc ist nicht win10 tauglich.
ToM T. schrieb: > auf meinem oben erwähnten Tablet WIN8.1, nach Update WIN10, verhält es > sich genau umgekehrt. Also UniversalGcodeSender läuft NICHT und > SerialComCNC erkennt GRBL Bei manchen geht wohl doch mit Win10.
Die Software an sich funktioniert ja auch. Nur werden die COM-Ports der Sardinien nicht angezeigt. Somit komm ich damit leider nicht weiter. Unter Win7 hatte ich schon am Laufen. Allerdings musste ich aus Zeitgründen das etwas zurückstellen. Und mit dem neuen Rechner und Win10 kann ich nicht weitermachen.
Nur kurz zur Info, bei mir wird der COM Port von SerialComCNC unter WIN10 auch nicht erkannt. Er ist im Gerätemanager beim Anstecken des Arduinos vorhanden, bei mir als COM4, erscheint in SerialComCNC aber nur als "COM" (ohen Zahl). Beim Verbinden kommt "Serial Port connection error". Die anderen beiden COM Ports, die in meinem Falle im Gerätemanager angezeigt werden (COM3 und COM1), werden in SerialComCNC erkannt, erzeugen beim Verbinden aber - logischerweise - den Fehler "Falscher ComPort oder noch nicht erkannt. Veruchen Sie es nochmal".
Windows 10 und ComPort Könnten diejenigen bei denen Proble auftreten bitte mal testen, ob in SerialComInstruments bei Einstellung der passenden Port Nummer der ComPort connected? Der Hintergrund: Im Gegensatz zu SerialComCNC werden bei SerialComInstruments nicht die offenen Ports automatisch eingetragen, sondern der gewünschte ComPort muss explizit gewählt werden. Wenn das unter Win10 funktioniert, würde ich zum selben Verfahren in SerialComCNC wechseln und dies in der nächsten Version bereitstellen.
Ich benutze SerialComInstruments nicht, habe es aber mal schnell unter Win10 installiert. Mit Details der Bedienung bin ich nicht vertraut (und werde mich auch nicht vertraut machen), aber ich glaube ich bin auch so zu einem eindeutigen Ergebnis gekommen: Ich konnte den COM-Port des GRBL-Arduinos manuell auswählen und die Verbindung herstellen. Ich konnte außerdem mit "$$" bzw "$#" die entsprechenden Infos aus GRBL auslesen, die dann in SerialComInstruments angezeigt wurden. Kurz und gut: Die COM-Kommunikation scheint bei SerialComInstruments unter Win10 zu funktionieren.
zu win 10 Startet mal SerialComCnc als admin d.h. rechts auf das Icon klicken und "als Admin starten" auswählen wenn ihr den Punkt nicht habt Shift halten und Rechtsklick auf das Icon Wenn die Benutzerkontensteuerung aktiv ist so dürfen Programme nicht Direkt auf Hardware zugreifen
Hallo, Mit "Als Admin ausführen" hab ich es natürlich schon probiert. Bringt aber nichts. Wie John schon schrieb erscheint nur "COM" in der Auswahl. Damit kann man aber nicht connecten. Serialcominstruments hab ich nicht.
Die Problematik unter Win-10 hatte ich weiter oben ja schon beschrieben. Gruß, Manfred
@Manfred: Ja hab ich jetzt auch gelesen. Es scheint jedoch am Arduino-Treiber zu liegen. Ich habe jetzt mal einen alten Duemilanove ausgegraben, der einen FTDI Chip drauf hat. Dieser installiert sich als "echter" USB2Serial Wandler. Und damit funktioniert es auch unter WIN10 einwandfrei. Es funktioniert also nicht mit den UNO-Boards, die einen Atmega32u2 oder Atmega32u4 als USB2Serial drauf haben, mit dem von Arduino mitgelieferten Treiber.
Angehängte Dateien:
-

SerialComCNC_v0.9e3.png
12 KB
Anbei SerialComCNC Version 0.9e3 Testversion für Win10 Change Log V0.9e3 ----------------- Für Win10 das Häkchen vor Port entfernen (autom. Portsuche aus) und dann den gewünschten ComPort aus der Liste wählen. Bin ja mal gespannt ob das mit Win10 funktioniert. http://www.serialcominstruments.com/
Albert M. schrieb: > Bin ja mal gespannt ob das mit Win10 funktioniert. Ja, das hat funktioniert. Jetzt kann ich COM3 auswählen und connecten. Super, die kommenden dunklen Abende bei schlechtem Wetter sind gerettet..:-) Danke Albert für die schnelle Umsetzung.
Läuft auch bei mir!!! Danke Albert!!! Gruß, Manfred
Anbei SerialComCNC Version 0.9e4 Change Log V0.9e4 ----------------- Excellon Drill Datei Import - Scale Factor Eingabe-Box zugefügt (Std.Factor = 1,0) Z.B. für DipTrace Drill-File auf 0,01 (Division durch 100) einstellen. http://www.serialcominstruments.com/
hallo gibt es die Möglichkeit einen Button bei der Webcam einzubauen die das Bild um 90 grad nach links oder rechts dreht ? Danke Peter
boskap schrieb: > gibt es die Möglichkeit einen Button bei der Webcam einzubauen die das > Bild um 90 grad nach links oder rechts dreht ? Leider nicht. Manche WebCam Treiber ermöglichen 180 Grad, aber keine 90 Grad.
Hallo, steuert hier jemand seine Spindel mit PWM? Das soll sich ja so verhalten: *******Set Spdl (Spindel) Wählen Sie im Eingabefeld die gewünschte Umdrehungsgeschwindigkeit des Spindel-Motors in U/min und bestätigen diese mit dem "Set Spdl" Button. ******* Der Wert ist bei Programm Start mit 5000 vorbelegt. Das entspricht auch der Definition im G code. Hier würde dann "S5000" erwartet. Nun verhält sich das bei meinem Grbl v0.9j anders: Mit dem DSO gemessen (PWM on D11): - 0V ist "aus" - 500 ist ein Tastverhältniss von 1:1 - 999 ist 5V "volle Drehzahl" - Frequenz ist ca. 8kHz Demnach ist hier nicht die absolute Drehzahl sondern ein Wert zwischen 0 und 999 einzugeben. Kann das jemand bestätigen? Ist das ein Fehler in Grbl v0.9j? Gruß, ToM
ToM T. schrieb: > Demnach ist hier nicht die absolute Drehzahl sondern ein Wert zwischen 0 > und 999 einzugeben. Würde ja auch Sinn machen, da ein bestimmtes Tastverhältnis je nach Spindel-Motor eine andere Drehzahl ergibt. Ansonsten müsste das man ja für jeden Motor skalieren. Leider finde ich bei GRBL nichts weiter dokumentiert und so denke ich, dass Deine Erkenntnis stimmig ist. Ich messe das Morgen auch mal nach. Stellt sich dann nur noch die Frage, ob ich als Vorgabewert 0 oder 999 anbieten soll. Wahrscheinlich ist Full Speed, also 999 sinnig.
Hallo Albert, S5000 als Vorbelegung stört auch nicht, dann stellet sich ein konstantes 5V Signal ein. Das könnte man dann als Enable Signal interpretieren, für diejenigen, die kein PWM verwenden..... Verwirrend ist, dass es auf der GRBL Seite keine Definition gibt.... Ich habe auch schon gesucht..... ToM
in config.h ist max. Drehrahl definiert:
#define SPINDLE_MAX_RPM 1000.0
#define SPINDLE_MIN_RPM 0.0.
und in spindle_control.c:
...
if ( rpm > SPINDLE_RPM_RANGE ) { rpm = SPINDLE_RPM_RANGE; } // Prevent
uint8 overflow
....
Also bei Bedarf muß max. Drehzahl in config.h angepaßt werden.
> Also bei Bedarf muß max. Drehzahl in config.h angepaßt werden.
oder im Frontend anhand der Motordrehzahl runter skalieren.
Wegen eines aktuellen Anwendungsfalls überlege ich gerade eine Modifikation der Video Funktion von SerialComCNC. Problem: Werkstück soll nachträglich an bestimmten Stellen gebohrt werden, die Koordinaten dafür sind aber nicht bekannt und lassen sich wegen der Form des Werkstückes auch nur umständlich genau ermitteln. Event. Lösung: Mit der Video-Funktion lässt sich ja bereits mittels WebCam der XY-Nullpunkt festlegen. Verfahre ich jetzt die Fräse/WebCam über alle vorgesehenen Bohrstellen und speichere jeweils die Koordinaten, lassen sich die Bohrungen danach schnell und genau automatisch durchführen. Meine Frage: Ist so eine Modifikation von Interesse? Nur für meinen einmaligen Anwendungsfall will ich da ansonsten nichts zusätzlich programmieren.
Guten Tag ich wollte einfach nur mal Dank sagen für die viele Arbeit die in diesem Projekt steckt. Habe seit eben endlich meine MF70 damit zum laufen bekommen... Eine Frage hab ich allerdings alle Achsen bei mir sind vertauscht also die Richtung bei Z + fährt Z ins Minus und umgekehrt bei den anderen beiden Achsen das selbe. Liegts an der Verkabelung oder kann man die Achsen im Programm invertieren bzw wäre das ja eventuell noch eine Idee die man mit einbauen könnte. Liebe Grüße Sebastian G.
Angehängte Dateien:
-

Direction_Table.png
130 KB
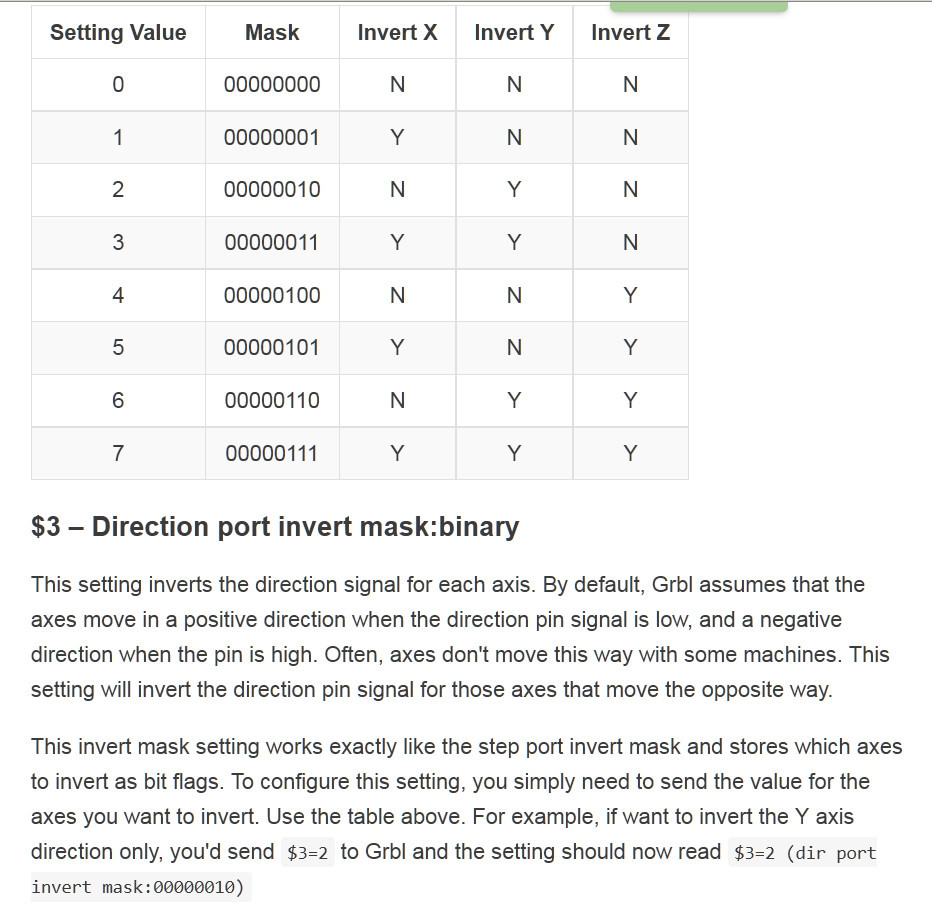
Sebastian G. schrieb: > Eine Frage hab ich allerdings alle Achsen bei mir sind vertauscht also > die Richtung bei Z + fährt Z ins Minus und umgekehrt bei den anderen > beiden Achsen das selbe. Alle GRBL Einstellungungen findest Du hier: https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9) Die siehst Du einfach durch Klick auf den $$ Button. Es werden dann alle GRBL Einstellungen angezeigt. Änderungen erfolgen durch Eingabe in das untere manuelle G-Code Eingabefeld. Für die Richtungsumkehr aller Achsen ist $3 zuständig. Schau nun in obige angefügte Tabelle (aus dem obigen Link): Beispiele: Keine Richtungsumkehr: $3=0 Nur X umkehren: $3=1 Nur Y umkehren: $3=2 Nur X und Z umkehren: $3=5 Alle Achsen umkehren: $3=7 (ist bei Dir einzustellen) usw. Das Gewünschte gibst Du unten in das Eingabefeld ein (z.B. $3=7) und drückst die PC Return-Taste. Jetzt noch mal Button $$ klicken um zu sehen ob die Änderung korrekt übernommen wurde. Die Änderungen werden permanent im Mikrocontroller gespeichert. Auf diese Weise kannst Du alle aufgelisteten GRBL Einstellungen verändern. Häufig gebraucht für die Grundeinstellung werden: $1 - steht bei mir auf 255 $3 - siehe oben $100 bis 102 - step/mm, abhängig von Steps/Umdrehung der Motoren und der Einstellung des Microstepping auf dem Treiberboard. Standardwerte wären z.B. 200, 400, 800, 1600. Durch leichte Variation dieser Werte kannst Du die Achsen einzeln kalibrieren. $110 bis 112 - max rate in mm/min, max.Vorschubgeschwindigkeit(G0) $120 bis 122 - accel, mm/sec^2, Bescheunigung der Achsen (zuerst mal nicht ändern) Es ist sinvoll sich das über GRBL durchzulesen: https://github.com/grbl/grbl/wiki
Angehängte Dateien:
-

VideoDrillPoints1.png
200 KB -

VideoDrillPoints2.png
190 KB
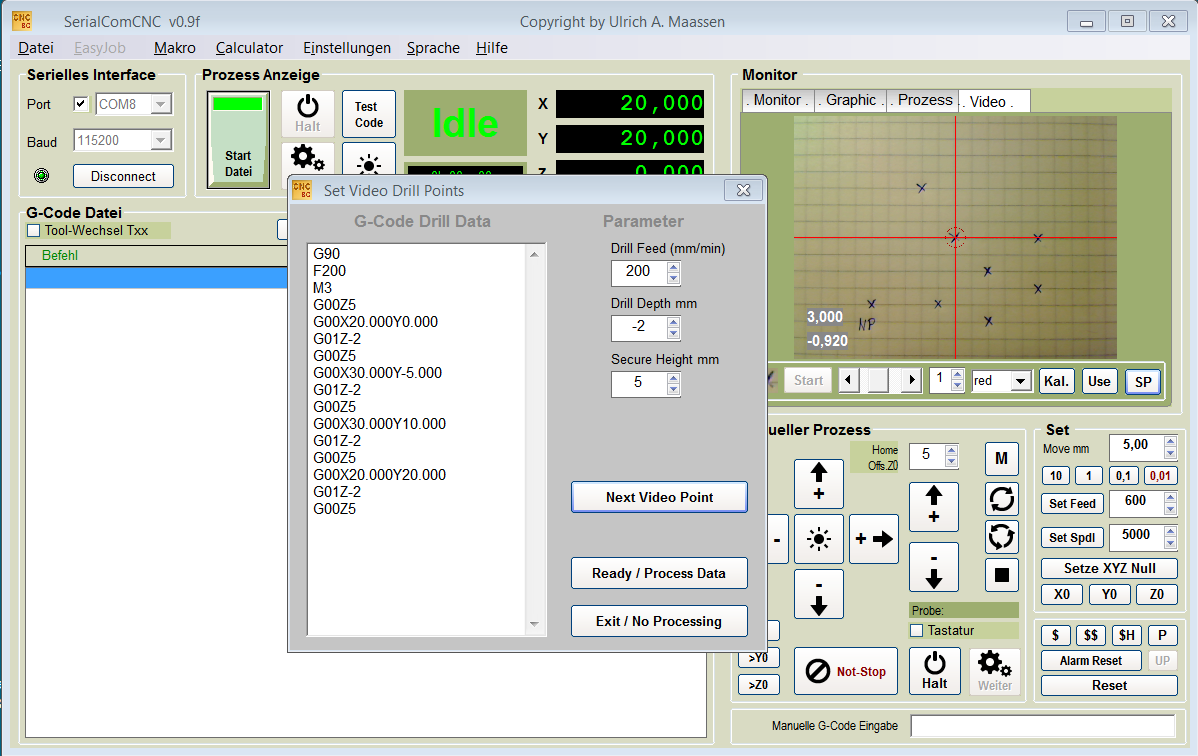
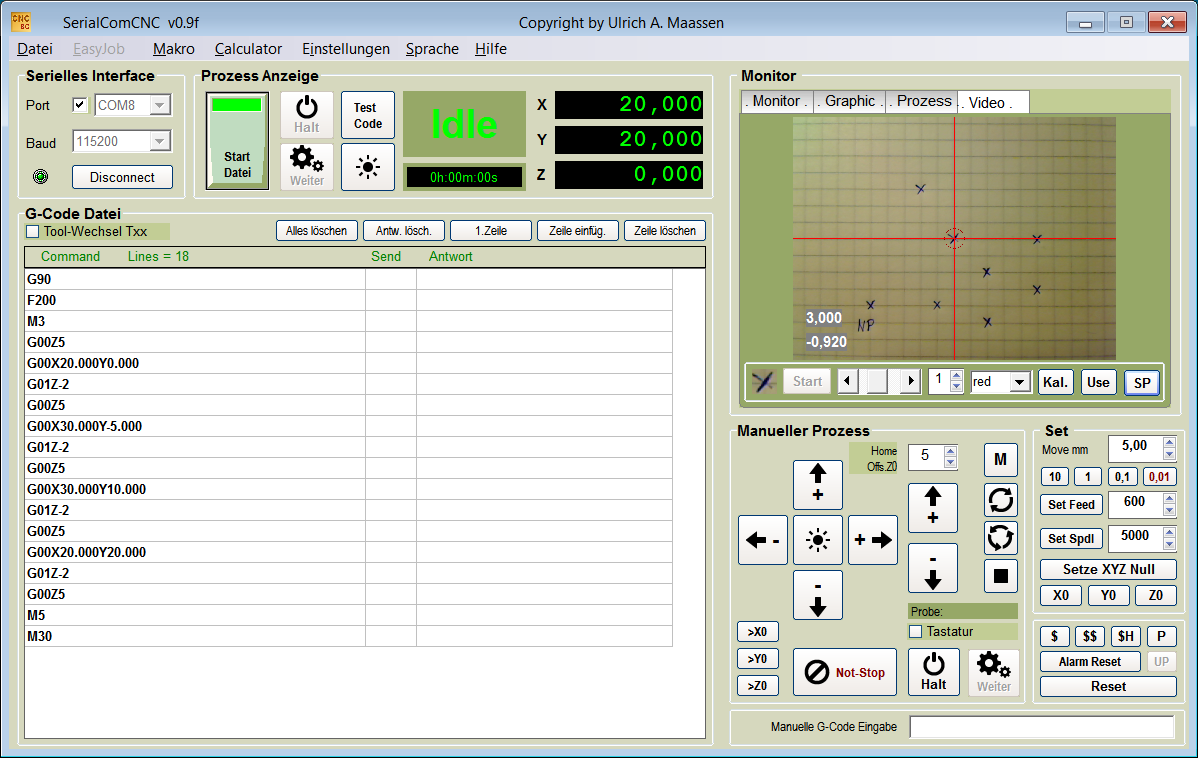
Anbei SerialComCNC Version 0.9f
Change Log V0.9f
-----------------
Video Drill Funktion zugefügt.
Damit können an durch Video bestimmten Positionen Bohrungen gemacht
werden. Die Anzahl der möglichen Bohrungen ist beliebig.
Vorgehensweise (noch nicht in der Hilfe dokumentiert):
1. Video einschalten. Es wird vorausgesetz das eine
Video Offset Kalibrierung bereits erfolgt ist.
2. Button "SP" klicken, Parameter einstellen, mit Exit verlassen.
3. Fadenkreuz auf gewünschten Werkstük-Nullpunkt verfahren.
4. "Setze XYZ Null" klicken
5. Auf die gewünschte Bohrposition verfahren.
6. Button "SP" klicken, es öffnet sich das Video Drill Fenster.
Darin wird der erzeugte G-Code (editierbar) angezeigt.
7. Für weitere Bohrungen Button "Next Video Point" klicken
und mit 5. weitermachen.
8. Mit Button "Ready / Process Data" die Eingaben abschliessen.
9. Der erzeugte G-Code wird nun im Haupt-Fenster angezeigt.
Jetzt mit Button "*" auf den Video-Nullpunkt verfahren und
Button "Use" (Offset) klicken. Die Frässpindel fährt nun auf den
Werkzeug-Nullpunkt. Dann Z-Achse auf Werkstück-Null fahren.
"Setze XYZ Null" klicken und Fräsen starten.
http://www.serialcominstruments.com/
Hallo, ich wollte die neue Funktion direkt mal ausprobieren. Allerdings bekomme ich kein Webcambild. Ich bekomme nur eine Fehlermeldung "No Webcam found". Was mache ich falsch? Die Webcam ist zwar schon etwas älter, funktioniert jedoch mit allen Programmen. Bei Klick auf Start bekomme ich noch eine Auswahl angezeigt, jedoch nach Auswahl der USB Camera die o.g. Fehlermeldung. Gruß Manuel
Kryptoenergie schrieb: > Ich bekomme nur eine Fehlermeldung "No Webcam found". > Was mache ich falsch? Dazu gab es oben schein einige Diskussionen: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" boskap (Gast) schrieb dazu: Das Webcam Problem ist gelöst es funktioniert sofort wenn ich SerialComCNC mit rechtsklick und "als Administrator starten" starte Bei mir kann es beim ersten Aktivieren schon mal bis zu 10s dauern bis die WebCam erkannt wird. Danach ist sie immer sofort da. Zur WebCam Problematik kann ich ansonsten keine weitere Hilfestellung geben (siehe Links). Sorry wenn es bei Dir nicht funktionieren sollte. Ich wollte die WebCam Funktion schon mal aus diesen Gründen ganz aus der Software rausnehmen, auf Wunsch ist sie aber noch vorerst drin.
Hallo Albert, danke für die Info. Hatte nicht erst den gesamten Thread gelesen. Ich habe diese Funktion bis jetzt auch nicht vermisst, aber das mit den Bohrlöchern klang halt interessant. Ich habe es jetzt mal an einem zweiten Rechner mit einer anderen Cam (Laptop mit eingebauter USB Cam) ausprobiert. Da funktioniert es mit den Adminrechten. Nur so eine eingebaute ist halt schlecht zum Ausrichten.:-) Ich werde es an meinem neuen Bastelrechner mit einer anderen Cam nochmal probieren. Irgendwie wird das wohl schon klappen..:-) Das mit den Bohrlöchern reizt mich ja doch, da ich dies als sinnvoll erachte. Gruß Manuel
Hallo Albert, das mit der Cam habe ich nun hinbekommen. Lag tatsächlich an der Web-Cam und dem Treiber. Eine Frage habe ich derzeit noch: Warum ist Fenster maximieren deaktiviert? Wenn ich es manuell vergößer funktioniert die Skalierung doch ordentlich. Hat das einen besonderen Grund? Oder habe ich oben wieder was nicht gelesen...:-)
Kryptoenergie schrieb: > Warum ist Fenster maximieren deaktiviert? > Wenn ich es manuell vergößer funktioniert die Skalierung doch > ordentlich. > Hat das einen besonderen Grund? > Oder habe ich oben wieder was nicht gelesen...:-) Hm, dazu gab es mal das hier: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Seit dem fehlt die Maximierung des Fensters und ich habe vergessen mich weiter darum zu kümmern :)
Danke für die Info. Ich glaub ich muss es dann doch mal ein paar Monate zurücklegen. :) Mein Problem ist halt, dass ich immer mit dem kleinen Fenster starte und dann alle erst wieder auf Größe bringen muss. Die Einstellungen werden nicht gespeichert. Gibt es denn Hoffnung für die Zukunft?
Hallo Albert, ich hab das Problem nun für mich erstmal gelöst. Ich habe die SerialComCnc.ini manuell angepasst. Jetzt startet das Programm praktisch im Vollbildmodus. :-) Es gibt immer einen Weg, man muss ihn nur finden. Gruß Manuel
Ich hatte eben eine Konversation mit dem Entwickler von "NC Corrector": http://nc-corrector.inf.ua/index_EN.htm Ich habe seine schriftliche Erlaubnis bekommen seine äusserst hilfreiche Software in das Setup von SerialComCNC einzubinden, beizufügen oder aus SerialComCNC heraus auszuführen. Dazu habe ich folgende Überlegung: Das Einbinden in das Setup wäre zwar die einfachste Möglichkeit, würde aber die Distributable um über das Doppelte auf über 10 MB aufblähen. Daher denke ich, dass jeder Anwender selber entscheiden sollte, ob er NC Corrector überhaupt benutzen will und die Software dann selbst von der obigen Herstellerseite downloaden und installieren. Entsprechende Konfigurations- und Aufruf-Möglichkeiten für den installierten NC Corrector werden dann in SerialComCNC angeboten.
Da bin ich ja mal gespannt drauf sieht schick aus ;) Achja hatte mit den Einstellungen rumgespielt weil es mit $3=7 nicht funktioniert hatte... alle Achsen hatten sich umgekehrt nur Z nicht... Mit $3=1 ging es schließlich obwohl nicht nur die X Achse Falsch war. Irgendwie skuriel aber nun ja nun funktioniert alles. Danke nochmal
Angehängte Dateien:
-

Unbenannt.jpg
22 KB

Hallo habe mal eine Frage zur Pin Belegung . Verwende Arduino Nano da ist bei SerialComCnc die Pin D2 X Step -- D3 X Step -- D4 Z Step -- D5 X DIR -- D6 Y DIR -- D7 Z DIR – belegt . Habe mir ein 3dv4 cnc-schild v4 gekauft da sind die Pin Belegung genau anders herum . Pin D2 X DIR -- D3 X DIR -- D4 Z DIR-- D5 X Step -- D6 Y Step -- D7 Z Step – belegt . Wie Kann man die PIN Belegung bei SerialComCnc ändern . Bin für jede Hilfe Dankbar
Hallo Carlos, die Pinbelegung für die Ansteuerung Stepperplatinen kommt nicht aus dem SerialCNC heraus, sondern wird durch das geladene GRBL-Programm auf dem Arduino vorgegeben. Wenn du also dort was anpassen muss, suche bitte in der Beschreibung für die (nicht von Albert programmierte) GRBL-Software. Als Hinweis, kann ich deich schonmal auf die cpu_map.h Datei aus der GRBL-Bibliothek verweisen (siehe Anhang). das anpassen solltest du selber machen (können), da sonst alles weitere nicht zielführend ist. Leider funzt die Code-Funktion bei mir iwie net...deswegen im Anhang die entsprechende (unangepasste!!!) Datei. Diese musst du in deiner Arduino Lib anpassen, und dann neu kompilieren und auf den Arduino laden (die gesamte GRBL-Lib Gruß EGS
Erst einmal vielen Dank für das Programm. Das Folgende soll kein Argument gegen den Videomodus sein (den ich gerne weiter im Programm hätte), sondern eine Information für Webcamkäufer. Es wäre nützlich, wenn auch andere Anwender ihre Erfahrung mit den verschiedenen Webcam-Typen mitteilen würden. NeuerGast schrieb: > Webcam ist die "Hama Black Tube" > Treiber ist der "Microsoft WDM Image Capture (Win32)" > Das Programm meint aber keine Webcam zu finden. Das gleiche Problem tritt bei der "Hama Evolution Zero" auf: Starte ich SerialComCNC als einfacher Benutzer, wird keine Webcam gefunden. Starte ich das Programm als Administrator und versuche, die Webcam zu starten, kommt es zu einer Endlosschleife von Popup-Fenstern mit der Nachricht "Format der Zwischenablage wird nicht unterstützt". Das Programm ist dann nicht mehr bedienbar und kann nur über den Taskmanager abgebrochen werden. Scheint ein grundsätzliches Problem mit dem von Hama verwendeten Treiber zu sein. Die mit der Webcam mitgelieferten Programme laufen übrigens einwandfrei. SerialComCNC V0.9f Webcam Hama Evolution Zero Treiber: Microsoft WDM Image Capture (WIN32) V 6.1.7601.17514 Mit freundlichen Grüssen Heinz
Hallo Albert Danke für das das super Programm. Ich habe die Version v0.9f auf meinem ASUS Laptop mit Window7(64Bit) installiert. Auf dem ArduinoUNO 16 MHz (kein Clone) läuft grbl_v0_9i_atmega328p_16mhz_115200.hex. Die manuelle Steuerung funktioniert bei allen 3 Achsen. Was jedoch fehlt ist die Positionsrückmeldung, die Anzeige zeigt 3x -----. Wenn ich mit dem Serial Monitor (Device Monitoring Studio) den Datenverkehr der USB-Schnittstelle beobachte, sehe ich das alle 100-200ms die Fragezeichen gesendet werden und der Arduino diese Antwort schickt: <Idle,MPos:0.000,-10.000,30.000,WPos:0.000,-10.000,30.000> Beim Abarbeiten einer G-Code Datei bleibt das Programm nach dem ersten send-OK stehen und wartet wahrscheinlich auf eine Antwort. Kennt jemand dieses Verhalten und was kann man dagegen tun?
Hallo Helmut, genau das Problem habe ich auch, siehe Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Ich bastel mir nun meinen eigenen GRBL-Sender Gruß Sven
Nachtrag: als Admin eingelogt funktioniert es, als User eingelogt aber mit Admin-Berechtigung gestartet geht es auch nicht
Hallo @Albert: Danke für das geniale Programm! Hat mich motiviert meine low-Budget-Fräse endlich fertigzustellen. Alles läuft eigentlich wunderbar, warte im Moment nur auf neue Arduino Nano's, da ich die Fräse momentan provisorisch mit einem Uno betreibe. Gibt es eigentlich Neuigkeiten zur Easy-Job Funktion? Schau fast täglich nach, ob es ein Update gibt;) @Helmut: Ja dieses Problem kenne ich! Ist bei meinen beiden alten Nano's (clones) auch plötzlich passiert. Der manuelle Modus hatte nach wie vor funktioniert und ansonsten verhielt es sich genau wie du beschrieben hast. Allerdings ließ sich die Grbl-Software oder andere Programme nicht mehr auf die nano's flashen. Da ist irgendwas an der Hardware kaputt gegangen. Meine Vermutung ist, es liegt an meinem Relais, welches 230V schaltet und nicht mit einem Optokoppler galvanisch getrennt ist. Vielleicht ist es bei dir ja das gleiche Problem. Neue nano's sind bestellt ebenso wie ein besseres Relais... Schöne Grüße Philipp
Helmut schrieb: > <Idle,MPos:0.000,-10.000,30.000,WPos:0.000,-10.000,30.000> > Beim Abarbeiten einer G-Code Datei bleibt das Programm nach dem ersten > send-OK stehen und wartet wahrscheinlich auf eine Antwort. Kennt jemand > dieses Verhalten und was kann man dagegen tun? Auf welche Sprache ist dein System eingestellt? Eventuell zurückstellen aud DE und die Zahlenformat.
Tany schrieb: > Helmut schrieb: >> <Idle,MPos:0.000,-10.000,30.000,WPos:0.000,-10.000,30.000> >> Beim Abarbeiten einer G-Code Datei bleibt das Programm nach dem ersten >> send-OK stehen und wartet wahrscheinlich auf eine Antwort. Kennt jemand >> dieses Verhalten und was kann man dagegen tun? > > Auf welche Sprache ist dein System eingestellt? > Eventuell zurückstellen aud DE und die Zahlenformat. Hat keine Auswirkung die Systemsprache, da die Software direkt id Daten aus dem (virtuellen) COM-Port verarbeitet. Es ist, wie er schon feststellte ein Problem der Nutzeranmeldung, die den zugriff auf den Port einschränkt. Es ist auch ein unterschied ober als Admin angemeldet ist oder als Admin ausführt. Wurde aber bereits häufiger erläutert in diesem Thread...?
EGS schrieb: > Es ist, wie er schon feststellte ein Problem der Nutzeranmeldung, die > den zugriff auf den Port einschränkt. hm...Ich hab grad mit stinknormalem User getestet, funktioniert doch einwandfrei. (win7x64)
@Helmut Bei mir ist es übrigens auch ein ASUS Notebook (X7BJ - N73JF Series) mit Win7 64Bit...
Danke Tany Dein Tipp war richtig. Es lag am Dezimaltrennzeichen in der Einstellung "Region und Sprache" unter "Weitere Einstellungen". In Deutschlang wird ein Komma als Dezimaltrennzeichen verwendet und in der Schweiz einen Punkt. Der Fehler liegt also im Programm und nicht in den Einstellungen, Zugriffsrechten, ASUS Laptop, Window7(32/64Bit)oder Arduino Uno/Nano (Original/Clone). Das Programme SerialComCNC sollte sich diese Informationen von dort zur Weiterverwendung holen. Dasselbe Problem hatte ich schon mal mit Excel. Albert: Kann man das anpassen? Danke Grüsse Helmut
Helmut schrieb: > Dein Tipp war richtig. Es lag am Dezimaltrennzeichen in der Einstellung > "Region und Sprache" Intern werden eigentlich alle Kommas zu Punkten als Dezimaltrennzeichen konvertiert. Irgendwo muss ich wohl was übersehen haben. Helmut schrieb: > Albert: Kann man das anpassen? Danke Werde ich für die nächste, spätestens übernächste Version korrigieren.
Heinz K. schrieb: > Es wäre nützlich, wenn auch andere Anwender ihre Erfahrung mit den > verschiedenen Webcam-Typen mitteilen würden. Will wirklich keiner seine Erfahrungen teilen? :'( Nochmals vielen Dank an Albert und einen schönen 1. Advent! Heinz
Hallo Albert, ich habe eine kleine Proxxon-Fräse umgebaut um ein bisserl mit CNC-Maschinen zu üben. Der Umbau ist dort http://www.herberts-n-projekt.de/basteleien-1/cnc-... beschrieben. Im Arduino werkelt die grbl v0.9 aktuellste Version. Beim Einsatz von serialcomcnc (aktuellste Version) kommt über USB (als Com6) eine Verbindung zum Arduino zustande, jedoch flattern dann die TX/RX-LEDs auf dem Arduino nur noch und nach ca. 30-60 Sekunden kommt der Abbruch wegen schweren Kommunikationsfehlern. Wenn ich den Universal-G-Code-Sender https://github.com/winder/Universal-G-Code-Sender einsetze, kann ich die Maschine steuern. Die Einstellungen für den Port Com6 sind identisch. Es gibt keine Kommunikationsabbrüche. Ich kann auch mit dem eingebauten Kommunikationsinterface ähnlich einem Telnet-Cleint mit dem Arduino kommunizieren. Gibt es bei seriacomcnc unter Win10 etwas besonderes zu beachten? Danke für Info Gruss Thomas
Hi, super Programm! Aber nachdem ich meine grbl Software auf v1.0c aktualisiert habe geht irgendwie nix.. Ferhalten ist wie bei Helmut. Gruß Paul
Paul schrieb: > grbl Software auf v1.0c Ich glaube, Du verwechselst grbl mit GrblHoming. grbl gibt es laut https://github.com/grbl/grbl nur bis Version v0.9j vom 2015-09-30. MfG Heinz
Heinz K. schrieb: > Ich glaube, Du verwechselst grbl mit GrblHoming. > grbl gibt es laut https://github.com/grbl/grbl nur bis Version v0.9j vom > 2015-09-30. Nö, v1.0c vom Nov 10 2015 im edge-Zweig... Gruß Paul
Sorry, hatte nur im Master branch geschaut und nicht bei den beta-Versionen. Viel Erfolg bei der Fehlersuche! MfG Heinz
Angehängte Dateien:
-

Ablaufdatumg.png
4,9 KB
Hallo Albert, wie gehabt ist SerialCNC eine super Software und ich freue mich schon auf die neuste Version. Leider hat aber meine Version von SerialCNC anscheinend ein MDH (siehe Bild oben). Hast du da was implementiert, hatte das bei keiner deiner vorherigen Versionen. Die aktuelle Version ist auch die aktuellste von hier (0.9f). Gruß EGS
Hallo Albert, zu allererst muss ich mich natürlich den bisherigen Beiträgen anschließen, es ist in jedem Fall eine große Leistung ein bestehendes Problem (für sich) selbst zu lösen, es dann aber auch mit anderen zu teilen und nicht eifersüchtig unter Verschluss zu halten ist nochmal was ganz anderes. Respekt! Ganz besonders der Support, den du hier bietest, und da sind wir auch schon da, worauf ich hinauswollte: da ich leider komplett neu mit der Thematik angefangen habe und sich meine Programmierkenntnisse darauf beschränken, was man heutzutage so in der Schule lernt (Java Grundlagen anhand der BlueJ Plattform bei einer Lehrkraft, die... naja - d.h. hängengeblieben ist praktisch nix), seht mal alle bitte darüber hinweg, auf welchem Niveau ich hier alles von mir gebe (bzw. ich bin über jede Zurechtweisung Dankbar, egal in welchem Ton). Meine Frage also: es ist immer von Treiberboards die Rede, mir gefällt der Gedanke an eine Realisierung mit drei einzelnen H-Brücken allerdings besser (bis jetzt; dass die Lösung allerdings nicht besonders elegant ist weis ich bereits) Kommt die Software also auch mit drei einzelnen L298N Treibern (angeschlossen über je vier Pins) klar, ist diese Frage trivial, weil es keinen Unterschied darstellt, oder entstehen dabei größere Probleme?
Hallo lieber Autor (Albert) SerialCom ist bisher das beste Programm für CnC Eigenbauer "die nicht erst eine Software Lehrgang machen möchten" welches ich bisher gesehen habe. Einfach, schlicht und gut zu verstehen! Nun meine Frage hast Du dich mal mit einem Cam Programm befasst. Die Cam Programme die mir bisher sind , sind der Horror. Deine Zeit ist sicher begrenzt aber ein neues Projekt ist immer eine neue Herausforderung. Gruß R.
Rüdiger H. schrieb: > Nun meine Frage hast Du dich mal mit einem Cam Programm befasst. > Die Cam Programme die mir bisher sind , sind der Horror. Schonmal Estlcam probiert? Ich bin damit bisher eigentlich ganz zufrieden. http://www.estlcam.de/
chris schrieb: > > Schonmal Estlcam probiert? > Ich bin damit bisher eigentlich ganz zufrieden. > Ja hab ich! Es ist mir einfach zu Radien überlastet "ja das ist die Werkzeug korektur", jeder rechte Winkel wird als Radius gefahren und dem nach sind selbst kleine Programme sehr unübersichtlich. Da schreib ich lieber selbst den Gcode.
Hallo Albert, da hast du ein Super Programm mit vielen Funktionen auf die Beine gestellt. Vielen Dank für die Zurverfügungstellung!! Ich habe gerade die Drehzahlsteuerung meiner Spindel auf Analogeingang umgestellt und festgestellt, dass der mögliche Spannungshub am Ausgang des Arduino Nano V3 mit in SerialComCNC eingestellten Werten von 0..1000 ausgereizt ist. Damit kann man sicher leben, aber einfacher wäre es in meinen Augen, wenn man die gewünschte Drehzahl in der Box direkt eingeben könnte. Wenn ich mich nicht täusche werden z.B. von Estlcam ebenfalls Drehzahlwerte in G-Code angegeben und die würden von SerialComCNC ebenfalls unskaliert an den Arduino übergeben. Abhilfe würde hier eine Möglichkeit zur Skalierung im Programm bieten. Lässt sich so eine Funktion in einer der nächsten Versionen einbauen? Sicher :-), aber kannst du dir auch vorstellen, das umzusetzen? Oder habe ich einfach die entsprechende, schon vorhandene Möglichkeit übersehen? Harry
Hallo Albert, noch eine Frage bzw. eine Anmerkung zur Realisierung. Du hast zum manuellen Verfahren das JogDial eingebaut, das sich auf meinem alten Gurkenmonitor aber standhaft der Darstellung (und damit der Nutzung) entzieht, weil der Monitor "nur" eine Auflösung von 1200x1024 hat. Ich konnte das Dial noch nicht ausprobieren, denke aber, dessen Funktion soweit verstanden zu haben, dass das dargestellte Rad nicht gedreht sondern nur aus der Mittellage ausgelenkt wird, um die Bewegung der Achsen zu initiieren. Eine identische Funktion ließe sich mit einem Slider ebenfalls realisieren, der sich auf dem Bildschirm deutlich weniger breit machen würde und somit die Nutzung dieser an sich tollen Funktion auch auf kleineren Bilschirmen ermöglichen würde. Hier böte sich dann die Darstellung von drei Slidern an um alle Achsen direkt bewegen zu können. Das Ganze macht natürlich nur Sinn, wenn das Dial bzw. die Slider nicht nur eine andere Bedienungsmöglichkeit der per Mausclick schon in der Standarddarstellung möglichen Bewegung darstellt, sondern eine kontinuierliche Bewegung bewirkt, solange das Dial aus der Nullage ausgelenkt ist. Nur so eine Idee... :-) Harry
Tippfehler: Der Monitor hat natürlich 1280x1024 Pixel. Und inzwischen habe ich das Dial auch mal im Trockenen ausprobiert. Alles wie angenommen, die Slidervariante könnte also wirkllich zum Tragen kommen... :-)
Hallo zusammen, erstmal großes Lob und Dank @Albert! Super Programm, easy und komplex zugleich - einfach perfekt! Ich hatte zwar anfangs ein paar Probleme (v.a. Hardware-technisch), aber nachdem ich die vielen hilfreichen Beiträge (bzgl. EMV Störungen und so) hier durchgelesen hatte, war alles im Lot ... Eine Frage hätte ich allerdings noch in die Runde: worauf bezieht sich die Achsendefinition in SerialComCNC genau? y+ ist Spindel hoch fahren, das ist klar. Aber bezieht sich z.B. x+ auf die Bewegung des Frästisches (nach rechts) oder auf die Bewegung des Fräskopfes auf dem Werkstück? (in dem Fall würde der Tisch nach links fahren). Ich wünsch euch noch einen schönen Abend golgi
sorry - ich Hirsch meinte natürlich Z+ Spindel = hochfahren ...
Moin, moin, jetzt hat es mich auch erwischt: SCC (in der aktuellen Version) meint, dass das Ablaufdatum erreicht sei und verweigert die Mitarbeit. Blöd, wenn man gerade in einem Nacht-Projekt stecken bleibt. Gut ist aber, dass man merkt, wie wichtig es geworden ist .... ;) ;) ;) Nur das Beste und die Bitte um einen schnelle Lösung, Tillmann
golgi schrieb: > y+ ist Spindel hoch fahren, das ist klar. Aber bezieht sich z.B. x+ auf > die Bewegung des Frästisches (nach rechts) oder auf die Bewegung des > Fräskopfes auf dem Werkstück? (in dem Fall würde der Tisch nach links > fahren). Hallo Golgi, das mit Z hast du ja schon selbst gemerkt. Ich interpretiere deine Frage so, dass du eine Ständer-Fräse hast (Tisch bewegt sich unter der statischen Spindel hin und her). In diesem Fall bedeutet X+ dass sich der Tisch nach links bewegen muss. Für Y+ muss der Tisch nach vorne wandern. Harry
Wenn ich schon hier bin... Weiß einer von euch, ob Albert noch in dieses Forum reinschaut? Die letzten paar Seiten wurden ohne ihn gefüllt... Danke! Harry
Hallo Harry, besten Dank für die Aufklärung. Ist ne Vertikalfräse (Proxxon MF70 Käsefräse) - sorry, das hatte ich vergessen zu erwähnen ... Bei mir ist übrigens jetzt auch das "Ablaufdatum" erreicht, was auch immer das bedeuten soll. Ich musste eben das Programm neu installieren, was auf die Dauer natürlich alles andere als optimal wäre. Um Abhilfe wäre auch ich sehr dankbar. Ansonsten ist das wirklich ein höchst lobens- und bewundernswertes Software-Projekt. Vielen Dank nochmal Albert! Viele Grüße und allen hier ein angenehmes 4. Adventswochenende, golgi
Harry schrieb: > Weiß einer von euch, ob Albert noch in dieses Forum reinschaut? Vielleicht gibt es für uns was schönes zu Weihnachten von ihm ? Und wie können wir uns für diese geniale Software bedanken ? Vorschläge willkommen.
Hallo golgi, ja, genau, Vertikalfräse war der Ausdruck :-) "Ablaufdatum" kenne ich bisher nicht. Eventuell gibt's ne neue Version? ... Nachschau ... Nö, eher nicht. Harry
Angehängte Dateien:
-

Isolationsfraesen_1.png
15 KB -

Isolationsfraesen_2.png
17 KB -

Isolationsfraesen_3.png
15 KB -

2015-12-19_17_51_53-HPGL_Converter.png
35 KB -

20151219_172102.jpg
220 KB
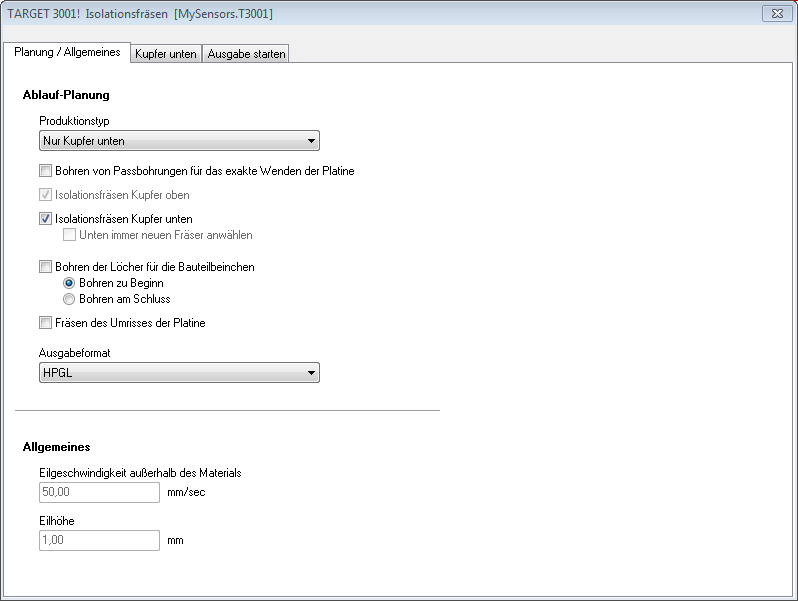
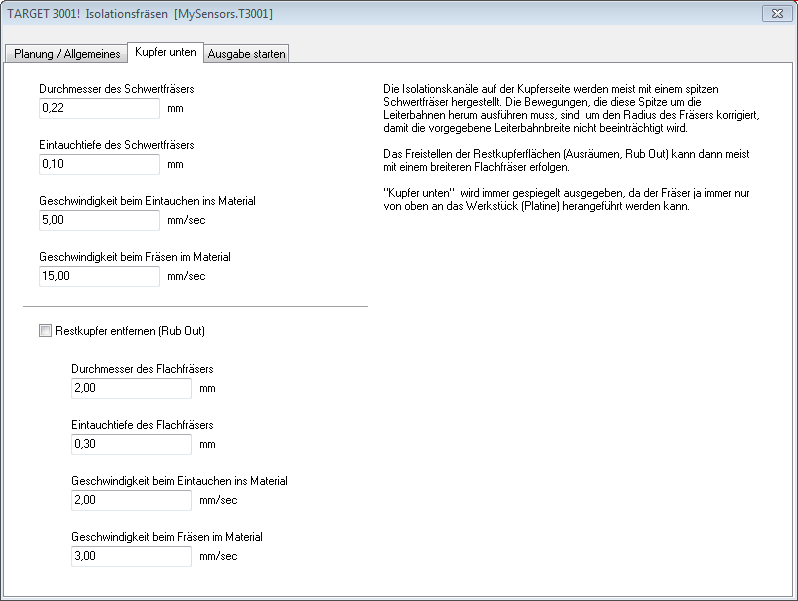
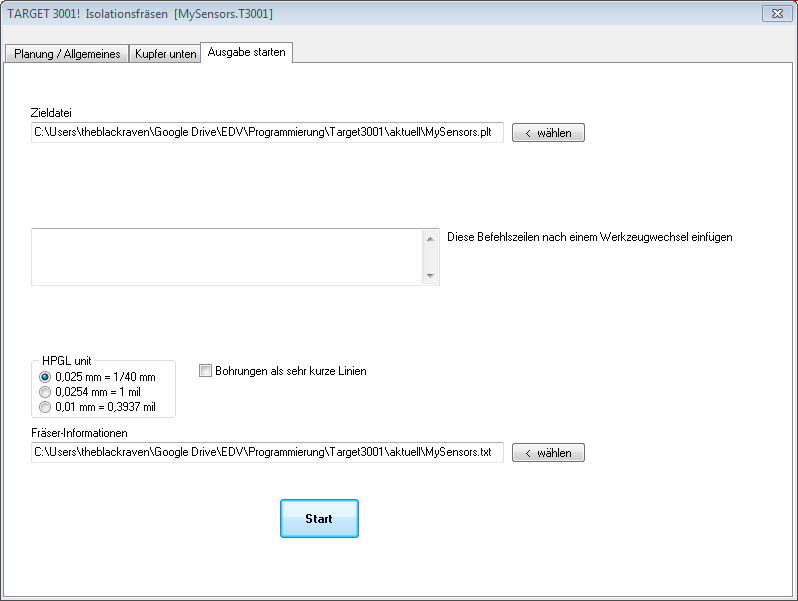
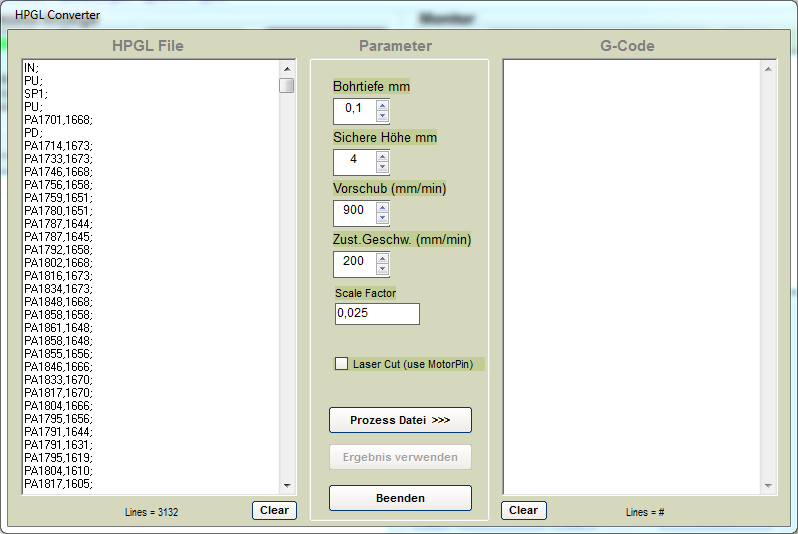
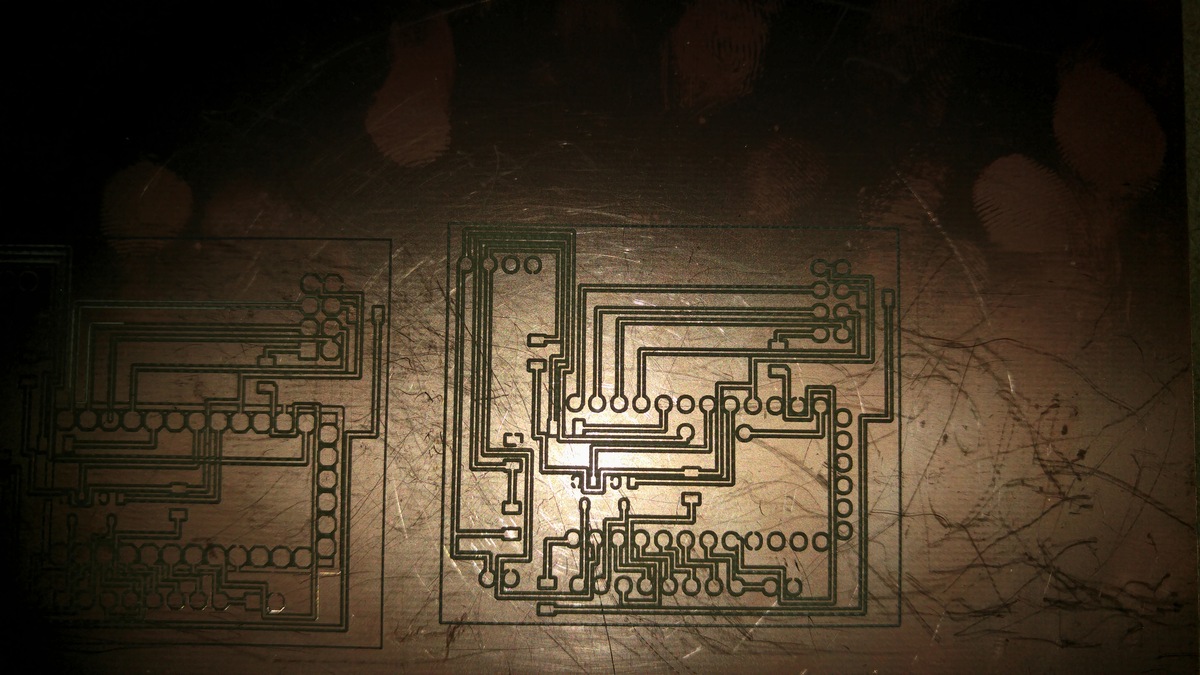
Hallo, zuerst mal vielen Dank für dein Super Programm Albert. Ich sammle gerade meine ersten Erfahrungen mit meiner CNC Fräse. Als Controller benutze ich ein Arduino Nano mit GRBL und SerialComCNC. Heute habe ich zum ersten Mal versucht eine Platine zu fräsen und anschließend zu bohren. Das Fräßergebnis sieht für den 1. Versuch mit einer Gravierstichel mit 0,1 mm und 30° für mein Empfinden sehr gut aus :) Ich benutze Target 3001 und habe zum Isolationsfräsen eine HPGL Datei erstellt. Meine Einstellungen zum Erzeugen der Datei und die Einstellungen in SerialComCNC sind im Anhang. Allerdings bekomme ich es nicht hin eine Bohrdatei zu erstellen, welche auch von der Platinenunterseite zum Bohren ist, damit ich die zuvor gefräste Platine nicht wenden muss. Zum Bohren habe ich die Bohrausgabe von Target versucht zu benutzen. Als Ausgabedatei habe ich natürlich eine Excellon Datei erstellt. Allerdings stimmen bei keiner Einstellung die Koordinaten der Bohrlöcher, wenn ich diese von der Platinenunterseite versuche zu bohren. Egal ob ich gedreht oder gespiegelt auswähle. Hat schon jemand erfolgreich eine Platine gefräst und von der Platinenunterseite gebohrt mit Target? Wie ist dabei vorzugehen?
Zum Isolationsfräsen: Ich benutze auch Target und habe schon viele Platinen gefräst, allerdings mit Win-PCNC, sollte aber mit SerialCom ähnlich gehen. Zunächst ist es von Vorteil, bei der Layouterstellung alle Löcher mit dem gleichen Durchmesser zu versehen, dann hast du in der späteren HPGL-Datei nur 2-Werkzeuge.(Fräser + Bohrer) Für eine einseitige Platine wählst du in Target Kupfer-unten mit bohren. Ob das Bohren am Anfang oder Ende geschieht ist egal. Zum Fräsen der Konturen wählst du dann in SerialCom zunächst nur das Werkzeug für den Isolationsfräser. Nach dem Fräsen der Kontur bleibt die gefräste Platine eingespannt. Nun wählst du das Werkzeug für den Isolationsfräser ab, und aktivierst das Werkzeug für den Bohrer. Den Bohrer in der Z-Achse neu einrichten, X+Y sind ja noch aktiv vom Fräsen. Jetzt den Job erneut ausführen, es wird nur gebohrt, fertig. Gruß, Manfred
Ach ja, als Ausgabeformat in Target kannst du auch DIN-ISO wählen, dann bekommst du eine G-Code Datei, wahrscheinlich genauer, weil der Teilungsfaktor 1/40 von HPGL entfällt. Manfred
Danke für die schnelle Antwort. Auf die Idee bin ich auch schon gekommen. Allerdings wird bei SerialComCNC nur bei einem excellon File der Werkzeugwechsel ermöglicht. Oft sind es ja auch wirklich mehrere verschiedene Durchmesser die man benötigt. @Albert Das sollte doch nicht schwer sein eine Option für hpgl-Dateien einzufügen, welche einen Werkzeugwechsel ermöglicht. Natürlich bräcuhte man dann noch eine 2. Bohrlochtiefe für Löcher und noch eine 3. Tiefe um den Platinenumriss zu fräßen.
Das verstehe ich jetzt nicht ganz. Du kannst doch als Ausgabeformat auch excelon wählen, dann brauchst du nur die Jobs einzeln zu fahren, natürlich muß jedes Werkzeug eingerichtet werden. In Target kannst du doch auch die Eintauchtiefe wählen.
@Albert: Mir ist gerade noch ein "Fehler" aufgefallen. Gibt man bei einer hpgl Datei eine negative Bohrlichtiefe an, dann wird ein G-Code mit einem doppelten negativen Wert erzeugt. hier ein Beispiel: F200 G01 Z--3.00 Dies führt natürlich zu einem Fehler. Bei einer excellon-Datei wird es allerdings "richtig" behandelt und es ergibt sich dabei kein doppelter negativer Wert. Zudem hätte ich noch ein paar weitere Frage. Z.B. wie der Werkzeugwechsel mit einer Probe nun genau funktioniert. Soweit ich das verstanden habe, wird bei einem Werkzeugwechsel der aktuelle G-Code angehalten und ich kann die Achsen beliebig verfahren. Nun wechsle ich das Werkzeug. Danach mache ich mit meinem Werkzeuglängensensor ein Probing auf der Platine. Muss ich danach noch "UP" drücken oder ist dies nicht nötig? Ist ja eigentlich nicht nötig. Anschließend lasse ich das Hauptprogramm weiterlaufen ? Mit welcher Taste kann ich die Z-Achse hoch und runterfahren. Die Pfeile sind ja für die X-und Y-Achse.
Die excellon-Datei, welche vom Isolationsfräsen kommt, kann von SerialComCNC nicht interpretiert werden. Nur die excellon-Dateien aus der Bohrausgabe werden richtig zum G-Code umgesetzt..
Ein Ansatz wäre eventuell die Ausgabe in DIN-ISO. (mit bohren + Umriss) Die einzelnen Werkzeuge werden ja nacheinander abgearbeitet. Die G-Code Datei öffnen und die Jobs der Werkzeuge in eigene Dateien speichern. (mit Texteditor) Werkstück(Platine) eingespannt lassen (der XY-Nullpunkt wird ja nicht verändert) Z-Parameter für das entsprechende Werkzeug einrichten + die "Werkzeugdatei" abarbeiten.
Das o.g. kann auch für HPGL-Dateien angewendet werden. Die Einzelnen Werkzeuge mit ihren Parametern stehen in einer "Projekt".txt Datei Einfach nach den einzelnen Werkzeugen in der Ausgabedatei suchen. (SP.. HPGL, T.. DDIN-ISO u.s.w.)
Ich habe mir nun mal den erzeugten G-Code von Target angeschaut. Der sieht sehr brauchbar aus. Der Werkzeugwechsel sollte damit auch möglich sein. das "T" Kommando sollte von SerialComCNC erkannt werden. Allerdings irritiert mich ein wenig das G71 Kommando, welches von GRBL nicht unterstützt wird. Im Internet konnte ich dazu nur wenig finden. Das G71 Kommando wird im englischen mit "rough turning cycle" bezeichnet. Allerdings verstehe ich nicht ganz, was dieses G-Kommando ohne Zusatz in diesem Code zu suchen hat. Macht das G71 Kommando nicht eher auch beim Drehen als beim fräsen Sinn?
Oh man, das G71 Kommando scheint auch das alte Kommando für G21 zu sein... Also doch einfach löschen, da G21 ja schon enthalten ist?
@Albert: Ich habe mir gerade nochmals Gedanken über den Werkzeugwechsel gemacht. Aus meiner Sicht müsste der im optimalen Fall so aussehen. 1. Zuerst muss die Stelle, an welcher der Werkezuglängensensor fest montiert ist, bestimmt werden und in einer .ini oder ähnlichem gespeichert werden. 2. Wenn es in einem G-Code zu einem Werkzeugwechsel kommt muss die Fräse zuerst ein Probing mit dem noch eingespannten altem Fräser/Bohrer beim Werkzeuglängensensor gemacht werden. 3. Die Z-Achse so weit hochfahren, wie man eingestellt hat. 4. Fräser/Bohrer wechseln 5. Erneutes Probing mit dem neuem Fräser/Bohrer 6. Die Differenz aus den beiden Z-Koordinaten aus beiden Probings errechnen und den Z-Nullpunkt dementsprechend verschieben. 7. Programm weiter laufen lassen
So ähnlich ist der Ablauf mit Wz-Längensesor in WinPCNC beim Wz Wechsel auch. Als Referenz dient der Nullpunkt des 1. Werkzeug. Das ist für Albert erstmal viel Arbeit. Nach meiner o.g. Methode müsstest du auch klar kommen.
Deine oben genannte Methode ist natürlich machbar und diese werde ich auch erst einmal umsetzen. Bzw. habe ich schon umgesetzt. Allerdings spricht ja nix dagegen sich über den Ablauf Gedanken zu machen und diese zu Posten. Außerdem darf man doch auch ab und zu wünsche äußern. Ist doch bald Weihnachten :)
theblackraven schrieb: > Außerdem darf man doch auch ab und zu wünsche äußern. Ist doch bald > Weihnachten :) eben, das mit dem "Weihnachten" gilt für den Programmierer auch. Nebenbei darf man sich bei Hilfestellungen auch bedanken!!!
Ich habe mich doch schon ein paar posts zuvor bei dir bedankt. Aber trotzdem noch mals danke. Ich habe ja auch nicht geschrieben, dass albert meinen wunsch bis weihnachten erfüllen soll. Albert darf natürlich selbst entscheiden welche wünsche/verbesserungen wann, wie und überhaupt einfließen. Nix desto trotz lebt ein gutes und erfolgreiches Programm durch Anregungen und Rûckmeldungen der User. Aber lass uns bitte nicht ,wie in dutzenden anderen threats, mit einer emotionalen Diskussion anfangen und sachlich bleiben. Fände ich für diesen Threat nämlich sehr schade.
Schon gut, das ganze Projekt ist in dieser Form ein tolles Geschenk von Albert. Für normale Fräsaufgaben absolut ausreichend!!! Das Arbeiten mit mehreren Werkzeugen + Wz-Längensensor sprengt meiner Ansicht nach den Rahmen einer Freeware. Die Betonung liegt auf Freeware, da sollte solch ein Projekt nicht ausufern, zumal der Programmierer alles in seiner Freizeit (unentgeldlich) durchführt. Solch ein Projekt wird nie fertig!!! Für o.g. Anforderungen gibt es für "kleines Geld" tolle Lösungen. Wer solche Lösungen benötigt, darf ruhig ein paar @ in die Hand nehmen, für die Hardware zahlt er ja auch. Das ist meine Meinung Manfred
Unabhängig davon ob diese Funktion für den Werkzeugwechsel in eine Freeware gehört und Albert dieses Funktion in seine super Software weiter ausweiten will, habe ich mir weiter darüber Gedanken gemacht. Eventuell ist der Programmieraufwand nämlich garnicht so groß. Mit dem Kommando ? kann man sich die aktuelle Position der Maschine Ausgeben lassen. Das Ergbnis kann so aussehen: <Idle,MPos:0.000,0.000,0.000,WPos:0.000,0.000,0.000> MPos entspricht der absoluten Maschinenkoordinate WPos entspricht der Arbeitskoordinate, also der relativen Koordinaten zu dem vor Beginn der Fräsarbeit festgelegten Nullposition. Mit dem Kommando G90 werden die neu eingegeben Positionen mit den Maschinenkoordinaten angefahren. Mit dem Kommando G91 werden die neu eingegeben Positionen mit den Arbeitskoordinaten angefahren. Dadurch kann man dann einen festverbauten Werkzeuglängensensor genau anfahren (über die MPos und G90). Mit dem Kommando G38.2 wird ein Probing durchgeführt. Man erhält dabei einen Rückgabewert der folgendermaßen aussehen kann: PRB:0.000,0.000,1.492:1 Ob dies nun eine Mpos der WPos ist, wird in der Doku von GRBL leider nicht vermerkt. Dies müsste Albert aber schon wissen, da er ja schon ein Probing unterstützt. Durch diese Hilfsmittel müsste deshalb wie folgt vorgegangen werden. Einmaliges einrichten der Maschinenkoordinaten des Werkzeuglängensensors. 1. Bei einem Txx im GCode, muss das aktuelle Programm angehalten werden( Dies wird mit der aktuellen Version von SerialComCNC schon gemacht). 2. Befehl G90 um GRBL in den Maschinenkoordinatenmodus zu setzen. 3. Die Maschinenkoordinate des aktuellen relativen Nullpunkts der Z-Achse der Werkzeugspitze sollte SerialComCNC eigentlich bekannt sein. Ansonsten müsste man die beim Setzen der relativen Nullposition in den Speicher von SerialComCNC schreiben 4. Anfahren des Werkzeuglängensensors mit den Maschinenkoordinaten und einem leichten Offset in der Z-Achse 5. Probing mit G38.2 6. Den Rückgabewert speichern 7. Z-Achse von Hand hochfahren und Werkzeug wechseln 8. Erneutes Probing mit G38.2 9. Differenz von beiden Probings errechnen 10. Neuen relativen Nullpunkt setzen 11. Programm weiterlaufen lassen Und warum sollte denn eine Freeware nicht auch einige Funktionen der großen Programme besitzen? Es gibt unzählige Programme, welche Freeware sind und jeweils von wenigen (einer) Personen geschrieben werden. Dabei führen die verschiedensten Beweggründe dazu, dass Programm als Freeware oder Opensource anzubieten. Die Beweggründe von Albert liegen ja nach eigener Aussage daran, dass ihm die anderen vorhanden Frontends für GRBL nicht zugesagt haben. D.h. dass ihm eventuell auch Funktionen gefehlt haben, wie eine halbautomatisierter Werkzeugwechsel. Sonst wäre diese Funktion nicht schon vorhanden... Bei einigen Freewareprogrammen gibt es sogar extra Foren dafür und oft dann auch einen gewünschten Post für Funktionswünsche. So jetzt ist aber genug diskutiert. Das nächste Wort dazu sollte Albert haben. Ich hoffe aber, dass Albert seinen Spass an diesem Programm nicht verliert und uns weiterhin an tollen neuen Funktionen teilhaben lässt.
theblackraven schrieb: > Mit dem Kommando G90 werden die neu eingegeben Positionen mit den > Maschinenkoordinaten angefahren. > Mit dem Kommando G91 werden die neu eingegeben Positionen mit den > Arbeitskoordinaten angefahren. Falsch. G90=Absolut; G91=Relativ.
Für ich waren die absoluten Koordinaten die Maschinenkoordinaten, da diese fix sind (Also G90). Relativ werden für mich die Koordinaten, wenn ich vor Beginn der Fräsarbeiten einen neuen Nullpunkt setze und diesen von nun an als Bezug nehme (Also G91). Evtl. habe ich dies auch falsch verstanden.
Oder bedeutet relativ, dass ich immer vom aktuellsten Punkt die neuen Koordinaten relativ zu diesem anfahre? Dann ist meine Aussage natürlich falsch
Servus zusammen, Werkzeugwechsel in Verbindung mit GRBL währe astrein eventuell hier mal ein Gedankenanstoß.
1 | M9 ( Kühlwasser aus ) |
2 | M5 ( Spindel aus ) |
3 | G53 G0 Z-1 ( Anwahl MKS und in Z auf -1 Fahren ) |
4 | T02 M6 ( Werkzeugwechsel Aufruf ) |
5 | G53 G0 X33 Y33 ( Anwahl MKS auf Wechselpunkt fahren ) |
6 | G38.2 Z-66 F66 ( Probing mit G38.2 [Z-=Verfahrweg | F=Vorschub ] ) |
7 | G91 G0 Z1 ( G91 relativ vom aktuellen Punkt 1mm in Z nach oben fahren ) |
8 | G38.2 Z-2 F5 ( Probing mit G38.2 [Z-=Verfahrweg | F=Vorschub ] ) |
9 | G10 L2 P1 Z0 ( NP [G54] setzen aktueller wert ist 0 ) |
10 | G53 G0 Z-1 ( Anwahl MKS und in Z auf -1 Fahren ) |
11 | G54 ( Anwahl NP [G45] ) |
12 | S6789 M3 M8 ( Spindel Start und Kühlwasser ein ] |
13 | G0 X10 Y-1 ( Eilgang Positionierung in X & Y ) |
14 | G0 Z1 ( Eilgang Positionierung in Z ) |
15 | G1 Z-0.75 F150 ( Vorschubbewegung in Z ) |
Gruß, Jojo
Hallo Jojo, ich denke dein Code soll während einer Programmunterbrechung (M0) für einen Werkzeugwechsel ausgeführt werden? Man sollte direkt nach der Unterbrechung $G (View gcode parser state) ausführen und das Ergebnis speichern um die die bis dahin aktiven Modes wieder herstellen zu können vor Programweiterführung (sehr blöd wenn G90 verwendet wurde, dann aber in der Unterbrechung auf G91 umgeschaltet wurde). Das manuelle Einschalten der Spindle und Cooling würde auch entfallen. Bei Ausführung von G38.2 (oder .3 .4 .5) stimmt normalerweise die zurückgegebene Probeposition nicht mit der Stopposition (Machine coordinates) überein da nach Triggern des Probe-Pins (Schalter) noch die Bremsrampe gefahren wird, bei mir sind es 0,1 bis 0,5mm Unterschied. Man müsste sehr sehr langsam fahren um diesen Effekt zu minimieren. D.h. das Nullen an der Stoppostion (G10 L2 P1 Z0 oder G92 Z0) führt zu einem Fehler. D.h. das Steuerprogramm müsste das G38-Ergebnis verarbeiten und on the fly das Z-Probingergebnis verarbeiten (evtl. G53 G0 Z#Probeergebnis). D.h. man müsste eine Variablenverarbeitung einbauen... Alles nicht so Einfach wie es auf den ersten Blick aussieht. Gruß Sven
I am a student. You can share source code. I very need it. Thank you very much.
Gia Bao schrieb: > You can share source code. I very need it. We understand. And when we can buy it in China with a little CNC machine ?
Das ist schon länger so. Kurzfristig war da mal ein Link zum Verkauf der Seite.
Günter N. schrieb: > Was ist los??? Die Seite ist wieder ereichbar ! http://www.serialcominstruments.com/
Das ist ja ganz schön - aber es ist schade um das schöne Projekt. Solange die zeitliche Begrenzung der Software aktiv ist, werde ich sie nicht mehr anfassen. Vielleicht könnte Ulrich uns aufklären ob eine kommerzielle Version geplant ist und wie diese Version zu erwerben wäre.
Einhart P. schrieb: > Solange die zeitliche Begrenzung der Software aktiv ist Die zeitliche Begrenzung der aktuellen Version beträgt, wie auch für weitere Versionen, jeweils 2 Jahre. Einhart P. schrieb: > Vielleicht könnte Ulrich uns aufklären ob eine > kommerzielle Version geplant ist Ist nicht geplant. Würde sich auch nicht lohnen, weil: Die aktuelle Version wurde ca. 1300 mal runter geladen. Ich schätze mal vielleicht 10% oder weniger der Downloader würden die Software auch kaufen, wenn der Preis im Rahmen bleibt. Hier setze ich mal 49 Euro an. Dafür ein Gewerbe anmelden lohnt sich nun wirklich nicht. Und mit meinen 66 Jahren habe ich auch keine Lust mir irgendeinen Stress zu machen.
Sehr schön wieder was von dir zu hören Ullrich. Und ich geb dir recht, es lohnt sich wirklich nicht sich irgendwelchen Stress auszusetzen. Genügt ja schon, in deinen Threats hoch und runter zu lesen... Ansprüche, Wünsche, "Hinweise" usw...... Danke lese ich dort recht wenig.
Danke für die Klarstellung Ullrich. Wenn du die Software nicht verkaufen willst - warum die Zeitbegrenzung? Meine Fräse sollte auch in 2 Jahren noch laufen. Natürlich kann man die Zeit des PCs zurückstellen. Das gibt aber z.B. im Internet Probleme. Und nocheinmal: das Programm ist das Beste, dass ich als Frontend für GRBL gesehen habe. Vielen Dank dafür!
Einhart P. schrieb: >Meine Fräse sollte auch in 2 Jahren noch laufen. Wenn Du immer eine einigermassen aktuelle Version benutzt läuft die Software auch noch in mehr als 2 Jahren. Jede neue Version läuft die nächsten 24 Monate problemlos. Falls ich das Projekt mal beende, werde ich als letzte Version das Zeitlimit aufheben. Einhart P. schrieb: > Natürlich kann man die Zeit des PCs zurückstellen. Kannst Du machen, die Software wird aber nicht laufen :) Falls es Dich interessiert: http://enigmaprotector.com/en/about.html Einhart P. schrieb: > Wenn du die Software nicht verkaufen > willst - warum die Zeitbegrenzung? Einfach um mir alle Möglichkeiten offen zu halten. Einhart P. schrieb: > Und nocheinmal: das Programm ist das Beste, dass ich als Frontend für > GRBL gesehen habe. Vielen Dank dafür! Ist doch nur ein Bastelprojekt, trotzdem Danke.
Hallo Ulrich, schön wieder von dir zu hören, ich hatte schon die schlimmsten Befürchtungen... :-) Gruß Harald
Hallo Ulrich, schön wieder von Dir zu hören. Nachdem Du hier sehr ruhig geworden bist und dann auch noch die Meldung kam, dass die Homepage offline ist hatte ich auch schon die schlimmsten Befürchtungen. Auch wenn Du es "nur" als Bastelobjekt bezeichnest, muss ich sagen, dass es "nur" ein hervorragendes Bastelobjekt ist. Jetzt kann ich mich auch ruhigen Gewissens daran machen mich mit der Kamerafunktion zu beschäftigen.
Hallo Edgar, was meinst du mit "...mich mit der Kamerafunktion zu beschäftigen."? Bist du dran, das kleine Manko von Ulrichs Meisterwerk - mancher Kameratreiber ist nicht kompatibel mit seiner Implementierung - für uns alle zu beheben? Das wäre natürlich der Hammer, denn ich habe mir eine schöne kleine feine 8 mm Stiftkamera in HD gekauft, aber leider schlägt Murphy bei mir ebenfalls zu, keine Kooperation von SerialComCNC und meiner Kamera :-( Die üblichen Tipps und Kniffe (als Admin starten usw.) haben alle nicht gefruchtet. Harald
Hallo Harald, ich muss dich leider enttäuschen, ich meinte mit Kamera beschäftigen lediglich: "meine" Cam mit dem Programm zu testen und dann an der Fräse anzubringen um zu sehen ob es sinnvoll ist die dort zu nutzen. Für Fehlersuche in Ulrichs Programm bin ich total unterqualifiziert, sorry. Deswegen bin ich ja auch so froh, das Ulrich dieses toole Tool zur Verfügung stellt. Das ich bisher überhaupt alles zum Laufen bekommen habe grenzt schon an ein Wunder. Edgar
Schade... Ich würde die Cam sehr gerne ebenfalls anbauen. Eine andere Eigenheit von Ulrichs tollem Proggie hat mich nicht losgelassen: Die Art und Weise, wie die Spindel über dem Werkstück positioniert werden kann, ist für mich sehr unhandlich, viel zu viel geklicke mit der Maus. Da mein Monitor am Fräsen-Rechner zu klein ist um das Jog-Dial anzuzeigen, konnte ich diese Methode der manuellen Steuerung nicht ausprobieren, also habe ich mich hingesetzt und eine manuelle Steuerung mit zwei Joysticks gebaut, die einfach parallel zu dem GRBL-Arduino auf die Stepper-Treiber wirkt. Natürlich ist eine gegenseitige Verriegelung eingebaut. Vereinfacht wurde das Unterfangen durch Verwendung der Interfaceplatine, die bei meinem Stepper-Set dabei war. Das Teil hat einen zweiten Eingang für eine manuelle Steuerung, den ich verwende. Die beiden Joysticks habe ich zusammen mit zwei Schaltern (ein Taster, ein Schalter, beide haben eine steuerbare LED-Beleuchtung) in ein Alu-Gehäuse eingebaut, der zusätzliche Arduino sitzt im Rechner und bekommt seine Daten über drei geschirmte Leitungen. Ein Enable per Schalter ist ebenfalls dabei, ansonsten erzeugt der Arduino Step-Impulse, umso schneller, je weiter der Joystick ausgelenkt wird. Beschleunigungskurven konnte ich mir sparen, die mechanische Trägheit der Sticks reicht aus um die Motoren (sanft genug) anfahren zu lassen. Über die virtuelle serielle Schnittstelle des Arduino können die wesentlichen Parameter der Steperzeugung zur Laufzeit eingestellt werden. Fehlt nur noch ein Interface zu SerialComCNC, so dass die über die Joystick implizierten Steps mitgerechnet werden... :-) Wenn Interesse an Einzelheiten des Projektes besteht, bin ich gerne bereit diese zu liefern. Ich habe gerade ein kurzes Video [https://vimeo.com/154491224] auf Vimeo hochgeladen... Harald
Harald S. schrieb: > Ich habe gerade ein kurzes Video [https://vimeo.com/154491224] auf Vimeo > hochgeladen... >>>Seite nicht gefunden >>> >>>Hier gibt es leider kein Video. >>> >>>Entweder wurde es gelöscht oder es war nie vorhanden. Die richtige Antwort wird >>>sich mit an Sicherheit grenzender Wahrscheinlichkeit nicht mehr aufklären >>>lassen
Angehängte Dateien:
Ja, sorry, mein Vimeo-Account ist die Freeware-Variante. Das heißt, ein hochgeladenes Video kommt in eine Queue und wird abgearbeitet, wenn alle Bezahl-Vimeoer gerade keinen Auftrag mehr am Laufen haben. Gemeinhin dauert das so ein paar halbe Stunden, bis meine Videos umgewandelt werden und dann noch ein paar Minuten mehr, bis sie angezeigt werden. Dazu kommt bei diesem Video noch, dass Vimeo mir mehrmals die Konvertierung abgelehnt hat, weil das Format nicht gepasst hat. Als ich meinen Kommentar hier im Forum gepostet habe, hat der Upload erstmnalig geklappt und das Video wurde angenommen. Kann natürlich sein, dass die Meldung von Vimeo, jetzt wäre alles ok, irrtümlich erfolgte... In meinem Account wird das Video immerhin als vorhanden aber noch nicht gewandelt angezeigt. Ich gebe Bescheid, wenn es sichtbar ist. Hier vorweg ein Bild vom Aufbau. Der Aluklotz ist natürlich frei bewegbar und steht nur für den Film auf der Fräse. Harald
Sorry, ich schaffe es nicht, eine Vimeo genehm erscheindende Datei hochzuladen :-( Ich versuche das die Tage ncohmal in Ruhe... Harald 8(
So, ich weiß zwar nicht, warum sich Vimeo eines Besseren besonnen hat, denn ich habe seit dem letzten, angeblich nicht erfolgreichen Upload einer Nicht-HD-Aufnahme gestern abend nichts mehr geändert, aber jetzt ist der Film online und unter dem angegebenen Link [https://vimeo.com/154491224] erreichbar. Entschuldigt das Hin und her. Harald
Falls die Frage schon einmal gestellt wurde - Entschuldigung. Kann ich den g-code hinter den Pfeilbuttons zur manuellen Bewegung anpassen? Mein Ultimaker mag den g-code nämlich nicht, der hinterlegt ist...
Conny G. schrieb: > Kann ich den g-code hinter den Pfeilbuttons zur manuellen Bewegung > anpassen? > Mein Ultimaker mag den g-code nämlich nicht, der hinterlegt ist... Falscher Thread? Hier geht es um CNC Fräsen nicht um 3D Drucker.
Bastler schrieb: > Falscher Thread? Hier geht es um CNC Fräsen nicht um 3D Drucker. Dass ihr Jungs immer so freundlich seid :-) Hier geht es um ein Tool das g-code an eine Gerät schickt, dass ihn versteht. Das kann man doch auch für andere Zwecke als CNC Fräsen verwenden.
Hallo Conny benutze CURA als CAM fürs Drucken. SerialCom unterstützt nur drei Achsen.
Hallo, das Programm ist bisher das beste, was ich im Bereich grbl-Steuerung gefunden habe. Einzelheiten will ich keine nennen, da mir der Funktionsumfang sehr gefällt. Leider gibt es doch gewisse Probleme, die mir aufgefallen sind. Bei manchen Fräsarbeiten arbeite ich mit der Z-Achse recht knapp am oberen Endschalter und wenn ich die Maschine per * auf Home fahren will, fahre ich in den Endschalter hinein. Das zweite ist, wenn ich alle Achsen auf 0 setze, wird auch G28.1 geschrieben, was mir meine Parkposition der Maschine löscht. Die Koordinaten werden ja im ROM gespeichert und ich fahre nach einem Job auf "G28 Z-1" (Maschinen-Nullpunkt ist die untere linke Ecke mit Z-Achse ganz oben, G28 liegt am oberen rechten Ende des Fahrweges um das Werkstück einfach rausnehmen zu können). Wäre es möglich, die Belegung einiger Buttons einstellbar zu machen? Besonders die Buttons "*" und "Setze XYZ Null". Oder alternativ in den Einstellungen eine Checkbox "Maschine besitzt Home-Endschalter", wo dann meinetwegen per "G53 G0 Z-1 | G0 X0 Y0 Z0" auf die Home-Position gefahren wird?
Archer schrieb: > Wäre es möglich, die Belegung einiger Buttons einstellbar zu machen? > Besonders die Buttons "*" und "Setze XYZ Null". Oder alternativ in den > Einstellungen eine Checkbox "Maschine besitzt Home-Endschalter", wo dann > meinetwegen per "G53 G0 Z-1 | G0 X0 Y0 Z0" auf die Home-Position > gefahren wird? Warum definierst Du Dir dafür kein Makro (es sind 4 Makros verfügbar)?
Hallo zusammen, ich muss mal diesen Beitrag pushen, da ich mich frage ob Albert außer am SerialCOM Visualisierung noch hier was tut. Ich weiß, dass er diese Software in der Freizeit und alleine programmiert, und habe bereits erfolgreich mit dieser Teile gefräst. Auch bin ich Albert wie bereits mehrfach geschrieben sehr dankbar, und würde sogar eine Spende/Unkostenbeitrag zukommen lassen. Mich wundert nur aktuell, dass das Projekt aktuell einen "toten" Eindruck macht, leider. Daher die Frage, weiß jemand ob es hier noch was neues gibt oder ist die Entwicklung eingestellt? Mit freundlichen Grüßen EGS
EGS schrieb: > da ich mich frage ob Albert außer am > SerialCOM Visualisierung noch hier was tut. SerialComCNC wird von mir auf jeden Fall weitergeführt. Alles gleichzeitg machen kann ich allerdings nicht und würde keinem Projekt gut tun. Daher bitte noch etwas Geduld haben :) Den schon lange versprochene EasyJob Modus werde ich als nächstes in Angriff nehmen. Gruss Ulrich Albert
und was spuckt der Terminalprogramm bei Command $$ raus? Die Konfiguration ist falsch, glaube ich.
Ach sorry, habe falsche Thread geantwortet.
Hallo, Erstmal das wichtigste: Klasse Programm. Würde das auch mit einem Arduino Mega 2560 irgendwie funktionieren?
Albert M. schrieb: > SerialComCNC wird von mir auf jeden Fall weitergeführt. Hallo Albert, danke für das Feedback. Das sind super Nachrichten und ich freu mich schon Wahnsinn auf den Easy-Job Modus. Dann frohe Ostern zusammen, MFG EGS
Ich arbeite auch mit dem Programm und es funktioniert recht gut bei mir. Nur die WebCam die ich daran gebaut habe, ärgert mich etwas. Mal geht Sie und dann mal wieder nicht. Gibt es irgendwie die Möglichkeit, diese Kamerafunktion noch zu verbessern. Oder einen eigenen Driver da mit einzubinden ? Weil direkt aus dem Windows funktioniert die Kamera. Aber das Programm SerialComCNC verweigert meistens die Zusammenarbeit mit der WebCam. Habt ihr da schon mehr Erfolge gehabt oder könnt mir eine Kamera empfehlen ? So eine kleine Inspektionskamera für Rohre wäre ja auch Klasse. Nur das geht auch nicht mit dem Programm. Oder man schreibt nochmal ein kleines Programm nur für die Kamera, was einfach auf das Bild ein Kreuz erzeugt. Wäre ja auch nicht schlecht.
Norbert S. schrieb: > Ich arbeite auch mit dem Programm und es funktioniert recht gut bei mir. > Nur die WebCam die ich daran gebaut habe, ärgert mich etwas. > Mal geht Sie und dann mal wieder nicht. > Gibt es irgendwie die Möglichkeit, diese Kamerafunktion noch zu > verbessern. Oder einen eigenen Driver da mit einzubinden ? Hallo Norbert, Albert baut die Steuerzentrale, alles Drumherum musst du selber anpassen. Auch an alle andern die hier über Schwierigkeiten mit WebCam´s sprechen. Man sollte hier nach der eigentlichen Ursache suchen, und diese liegt meist im System selbst. Nicht unbedingt die Treiber der Webcam oder USB Kontroller, aber das Ganze in Zusammenspiel. Ich habe schon ein paar Jahre Erfahrung in Bezug auf PC Hard- und Software. (seit 286, MS-DOS, Win 3.11.) Wo die Störung Auftritt ist nicht immer die Ursache. Das hat bei mir schon mal ein paar Nächte gedauert bis ich die Ursache finden konnte. Da ich auch das System nicht gleich wieder neu aufspiele sondern Grundsätzlich versuche die Ursache zu finden. Des Öfteren war es ein alter Treiber Und auch Programme die dazwischen gefunkt haben. Grade Tools die im Hintergrund das System sauber halten wollen. Ist unnötig, die Platte kann man selbst defragmentieren. Bei mir Läuft alles auf Compactflash Karte 16GB. (IDE Adapter) keine Treiber notwendig. Reicht vollkommen, 8GB würden schon reichen da die reine XP SP3 Installation mit Treiber grade 1,5GB brauch. keine Defragmentierung notwendig. Schnellen Zugriff. Es kann auch ein Programm im Hintergrund für die Störung sorgen. Grade Antivieren oder Firewall Programme belasten meist unnötig das System. Ein Programm blockierte mit unter den IRQ für ein paar sec. Und brachte das ganze System ins stocken. Ich hatte erst die Treiber in Verdacht. Es kann schon hilfreich sein einen anderen UBS Anschluss zu nutzen. Ich hatte Störung durch billige USB Verlängerung´s Kabel. Oder durch schlechte IRQ Belegung vom System. Von daher alles im Bios abschalten was nicht unbedingt notwendig ist. Albert kann da auch nichts machen. Sein Programm greift nur auf das zurück was schon da ist. Ich nutze einen etwas älteren Mini Rechner mit XP SP3 2x2,1 GHz 2GB RAM. 22 Zoll mit Touchscreen. (lässt sich gut bedienen) dazu noch ein alter USB- Joystick zur manueller Steuerung. Ursprünglich war dort Vista drauf. XP ist immer noch für mich die Nr. 1 in Sachen Stabilität. Es muss nicht gleich Windows 8.1 oder gar 10 sein. Auf Windows 7 würde ich noch mit gehen aber nur wenn es notwendig ist. Ich nutze eine WebCam von Logitech C910 mit Autofokus und beim ersten Start dauert es auch lange c.a. 10 sec. Habe nur die Treiber installiert. Nicht die ganze Software. Aber dann läuft sie ohne Störung. Ich hatte es auch mit einer billigeren versucht ging auch. War aber nur zwei Wochen. Auf dem XP ist nur das nötigste drauf. Hat kein Internet, kein Antivieren Programm oder Firewall. Was sich nicht ausbauen lässt habe ich im Bios abgeschaltet Daten werden auf einen anderen Rechner erstellt und über USB-Stick eingespielt. Ich würde sogar auf Touchscreen, Funk Maus, Funk Tastatur und USB- Joystick in Bezug auf Stabilität verzichten. Hatte anfangs auch mit EMV Störung zu kämpfen, die ich durch ein paar zusätzliche Kondensatoren und dickeren Masseleitung in den Griff bekam. Albert hatte so schon Schwierigkeiten sein Programm für sämtliche Aktuellen Windows Systeme Störungsfrei zum Laufen zu bringen. Und hier ging es nur um die für das Programm notwendige Funktion. Norbert. Ich weiß jetzt nicht mit welchem System Du arbeitest. Ich Empfehle dir einen etwas betagten PC oder Laptop mit XP und nur das notwendigste drauf. Selbst Sound ist nicht unbedingt notwendig. Und dann nach und nach erweitern. Ich hatte Serialcomcnc auf einen PIII mit 800 MHz und 512MB Monate erfolgreich getestet. Das Bild der Webcam muss doch nicht in 4K sein VGA, SVGA oder WXGA reicht völlig. Hallo Albert ich würde mich sehr darüber freuen wenn ich das Programm Zeitlich unbegrenzt nutzten darf. Eine alternative möchte ich mir nicht vorstellen. Gruß Daniel.
Angehängte Dateien:
-

SerialComCNC_0.9f.jpg
110 KB
Hi Albert, I am diying a GRBL CNC. Just need a multi-function control program. Your SerailComCNC is great! But when I install the V0.9f on my Win7 the error message: Cannot open/create C:\SerialComCNC\Doku\Configuring Grbl v0.9 ?grbl Wiki ?GitHub.url file!. I also use admin authority to install the same error occur. Other V9 version has the same error. Steven
On Win10 programm after stat immediately close, any reason? thx
Angehängte Dateien:
-

DSC00100.jpg
240 KB
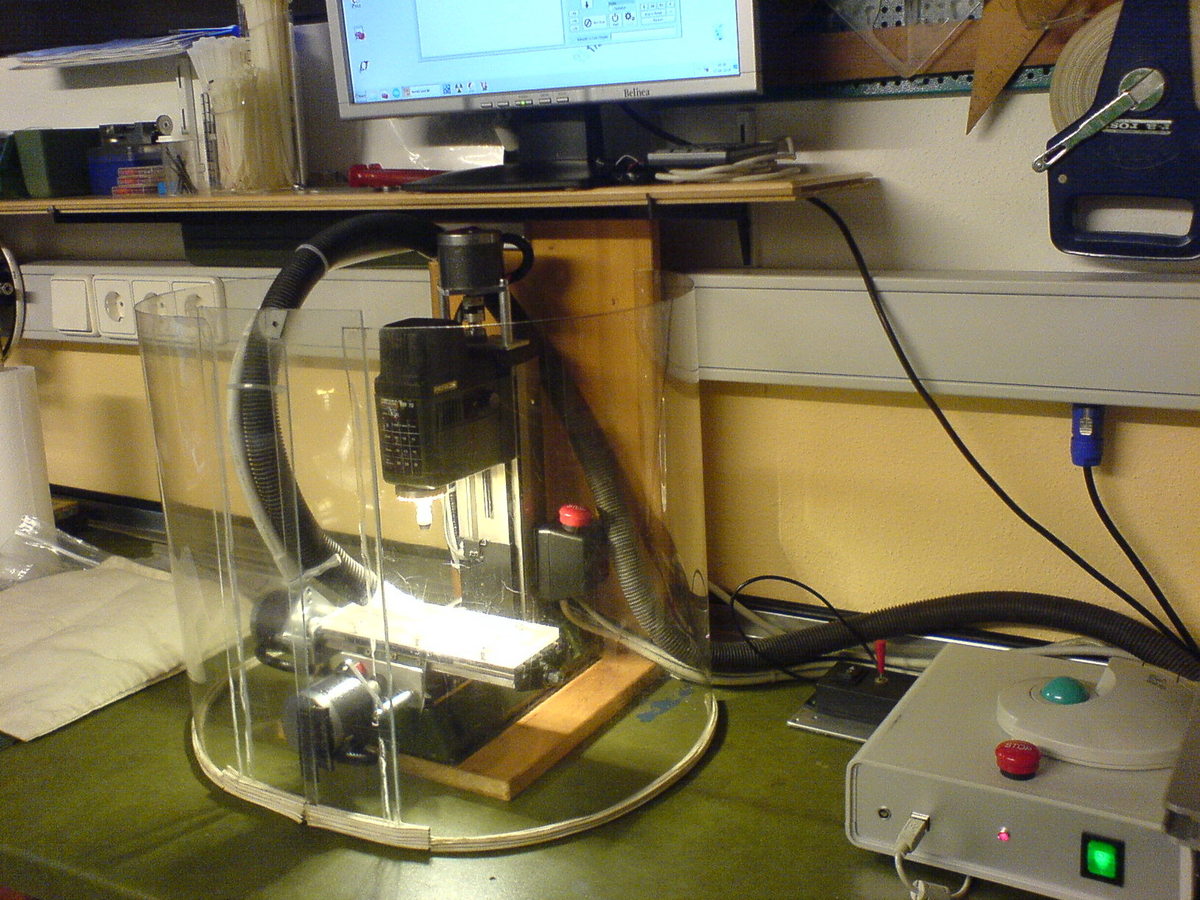
Hallo Ulrich, vielen Dank für die Mühe, die in SerialComCNC steckt. Bei uns ist die MF70 dadurch erst richtig zur Geltung gekommen. Die G-Code Erzeugung passiert mit Estlcam. Es funktionierte alles auf Anhieb perfekt. Dank vieler Foren-Beiträge haben wir gängige Anfängerfehler vermeiden können. Der Toolwechsel war hier ja schon öfter ein Thema. Dazu habe ich noch folgenden Vorschlag: Da der veränderbare Z-Pos Preset in die ini Datei geschrieben wird, ist es meiner Meinung nach wünschenswert auch den angewählten Tool-Wechsel zu speichern. Dann könnte man komfortabel die z.B. von Estlcam für den Tool-Wechsel geschriebenen Mxx durch Txx ersetzen und müsste nicht bei jedem neuen Job das Kästchen wieder ankreuzen. schöne Grüße aus dem Bastelkeller Herbert
Hallo Herbert, warum machst Du nicht gleich alles mit Estlcam? Das steuert doch auch den Arduino an, und die Positionierung mit dem xBox Controller ist genial..... SerialComCNC funktioniert sehr gut, jedoch passiert hier seit langem nichts mehr. Ich habe schon etliche Vorschläge gemacht, stattdessen wird man von Leuten angelabert "das man den armen Autor nicht überfordern sollte"..... Der Autor äußert sich überhaupt nicht..... Dem Projekt würde die Öffnung des Sourcecodes gut tun! ToM
ToM schrieb: > SerialComCNC funktioniert sehr gut, jedoch passiert hier seit langem > nichts mehr. Sehr schade, dass das sich so entwickelt hat. Ich habe auch mal sehr viel darauf gegeben. Mittlerweile benutze ich auch Estlcam und kann nur meine volle Zufriedenheit kund tun. ToM schrieb: > Dem Projekt würde die Öffnung des Sourcecodes gut tun! Das sehe ich auch so, aber vermute mal, das wird nie passieren ... :(
ToM schrieb: > warum machst Du nicht gleich alles mit Estlcam? > Das steuert doch auch den Arduino an, und die Positionierung mit dem > xBox Controller ist genial..... Hallo ToM wir arbeiten hier an mehreren Projekten (Robotik i.d. Schule/HTL), da gibt es also alle möglichen g-code Dateien, Selbsterstellte, aus CREO über Estlcam erstellte etc. Die Möglichkeit, diese Dateien/Teile auf Machbarkeit, Plausibilität und Verträglichkeit mit grbl zu testen und sofort zu ändern und abzuspeichern (z. B. auf altem XP-Laptop mit Arduino-Clone der Maschinensteuerung für 4€) ohne Material und Zeitverlust bietet uns bisher nur SerialComCNC. Estlcam ist genial für die Übersetzung von dxf Dateien etc., erfordert aber erheblich mehr Rechenleistung (Windowskonformität ??) und hat keinen Simulationsmodus für nc Dateien (oder hab ich da was übersehen ?). Zur Handsteuerung hat sich bisher ein kleiner Selbstbaujoystick mit USB Treiber aus einem Keyboard bewährt. xBox Controller wird vielleicht noch folgen, nachdem ich einen Gamimg-Kurs belegt habe....zu viele Knöpfe... Bei Gelegenheit werden wir auch mal Estlcam zum Ansteuern der Maschine verwenden und wahrscheinlich ebenso zufrieden sein. ..never change a running system..oder doch? Herbert
Hallo, > Dem Projekt würde die Öffnung des Sourcecodes gut tun! Ich habe mal versucht die Funktionalität von SerialComCNC nach zu programmieren und zu erweitern - falls der Code nicht gefällt: ich bin nur Hobbyprogrammierer und das ist bis jetzt mein größtes Projekt. Ich hoffe ich blamiere mich hier nicht und das Tool läuft auch bei anderen Leuten: https://github.com/svenhb/GRBL-Plotter Benutzung auf eigene Gefahr - das Tool ist vermutlich nicht Fehlerfrei. Die Oberfläche ist zwar auf 2D Bearbeitung ausgelegt, aber der GCode an sich (auch 3D) wird ja einfach nur an den Arduino durchgereicht. Gruß Sven
Hallo zusammen, schön, dass sich so viele melden, und das sich Innovationen auftun.... Bei Estlcam (Lizenzierte Version) habe ich bisher das Problem, dass Komplexe G-Codes nur stockend ablaufen. Laut dem Autor passiert das bei "zu vielen Engen Kurven". Ich habe ihm bereits mitgeteilt, dass der selbe Code einwandfrei mit SerialComCNC und GRBL zusammen sauber abläuft. Zudem habe ich vorgeschlagen eventuell einen leistungsstärksten Arduino einzusetzen: https://www.arduino.cc/en/Main/ArduinoBoardMega2560..... Leider noch keine Lösung.... Auf jeden Fall solltet ihr Estlcam mal testen. Mann kann direkt aus Estlacm den Arduino flashen! Und er spielt auch sauber wieder die vorgerige Firmaware (GRBL) zurück! ToM
Angehängte Dateien:
-

P1020844_small.jpg
240 KB

ToM schrieb: > Der Autor äußert sich überhaupt nicht..... Der Autor hat in den schönen Jahreszeiten Sommerpause. Der Autor geniesst da sein Rentnerleben, macht viel Urlaub und vertrödelt seine Zeit mit seinen Sommerhobbies. Der Autor hat während dieser Zeit überhaupt keine Lust auf Elektronik und Programmieren. Und dann auch keine Motivation hier dauernd reinzuschauen und Posts zu beantworten. Gruss Ulrich Albert
Hallo Albert, Grundsätzlich auch richtig, zumal alles in Freizeit und nicht kommerziell passiert. Aber ohne der Böse sein zu wollen: Da war auch die "schlechte Jahreszeit" echt ne Weile Ruhe. Nichts desto trotz geniess das gute Wetter?, hab auch grad wenig Lust auf Technik. Der nächste Herbst/Winter kommt leider mit Gewissheit. MfG, EGS, der sich auf die Easy-Jobs freut ☺
Albert M. schrieb: > Der Autor hat in den schönen Jahreszeiten Sommerpause. > > Der Autor geniesst da sein Rentnerleben, macht viel Urlaub und > vertrödelt seine Zeit mit seinen Sommerhobbies. > > Der Autor hat während dieser Zeit überhaupt keine Lust auf Elektronik > und Programmieren. Das ist eindeutig und sein gutes Recht. Mal ein kurzes " Machts gut, liebe Leute, bin mal weg bis zum Herbst weil -siehe oben- " haette wohl den meisten hier ein neidisches und wohlwollendes verstaendnisvolles Gefuehl abgelockt und nicht dazu gefuehrt, sich sorgenvolle oder enttaeuschte Fragen zu stellen... Die letzten Regentage hier war ich z.B. viel im Bastelkeller und habe die anderen Programme mal ausprobiert. Sven schrieb: > Ich hoffe ich blamiere mich hier nicht und das Tool läuft auch bei > anderen Leuten: https://github.com/svenhb/GRBL-Plotter Blamieren wirst du dich damit sicher nicht, das Gegenteil wird eintreten. Bleib dran und eroeffne bitte dazu UNBEDINGT einen eigenen Thread, um gebuehrende Aufmerksamkeit zu bekommen. Ein sehr interessantes Programm. DANKE Sven
Hobbiest schrieb: > Blamieren wirst du dich damit sicher nicht, das Gegenteil wird > eintreten. > Für Hobbyprogrammierer ist's aureichend. > Bleib dran und eroeffne bitte dazu UNBEDINGT einen eigenen Thread, um > gebuehrende Aufmerksamkeit zu bekommen. ja, bitte, würde dir paar Fehler auflisten. EGS schrieb: > ...der sich auf die Easy-Jobs freut Mach dir nicht so sehr große Hoffnung.
Hallo, (Wie) Ist es möglich (eagle cad) DRILL Daten an GRBL ohne viel Aufwand weiterzugeben? Freundliche Grüße, Richard
Hallo Richard, unter http://www.einfach-cnc.de/platinen_frasen.html findest Du eine Beschreibung wie das mit einem Plugin für Eagle einfach generiert werden kann. Gruß crix
Hallo Albert, ich nutze jetzt schon eine ganze Weile dein GRBL Frontend. Es ist bisher das Beste was ich finden konnte! Ich weiß dass Du den Sommer geniesst und rechne auch nicht mit einer baldigen Antwort ;-) Will aber trotzdem schonmal einige Beobachtungen und Vorschläge notieren: 1) Ich fräse ab und an in Styrodur, was dazu neigt zu schmelzen und am Fräser hängenzubleiben. Es wäre schön wenn man nach Anhalten des Fräsprogramms den Motor stoppen könnte um den Fräser zu reinigen. Aktuell sind allerdings alle Bedienmöglichkeiten unterbunden wenn man auf die Halt Taste drückt. 2) Wenn ich eine Datei geladen habe und auf Start Drücke, passiert es manchmal daß ein Not Stopp ausgelöst wird. In dem Fall scheint der Tastenzustand programmintern nicht synchron zu sein, da die Taste grün ist aber einen not-halt auslöst. 3) Die Koordinaten nach einem Not Halt stimmen oft nicht. Besser ist es wenn man vorher die Halt Taste drückt und dann erst den Not Halt auslöst 4) Nach einem GRBL Neustart ist keine Feed Rate gesetzt, was dann beim Verfahren jedesmal eine entsprechende Fehlermeldung provoziert. Ich würde eine Option begrüssen die automatisch eine default- oder die letzte eingestellte Feedrate setzt. Vielleicht kann man für jede Achse optional eine Default Feedrate setzten die automatisch beim betätigen der Pfeiltasten mitgeschickt wird. Gruß crix
Christoph C. schrieb: > 2) Wenn ich eine Datei geladen habe und auf Start Drücke, passiert es > manchmal daß ein Not Stopp ausgelöst wird. Hallo Christoph, dieses Phänomen beobachte ich bei meinem Rechner ebenfalls. Ich glaube, dass das an einer prellenden Maustaste liegt. Die Lösung von Alberts Seite wäre in diesem Fall, eine (kleine) Pause nach dem Click einzubauen um das Prellen abzufangen/auszublenden -> Entprellroutine. Harald
Angehängte Dateien:
-

SerialComCNC_error_msg.jpg
100 KB
{kind=link}
Hi, Any one can give me an answer? I am a diying GRBL CNC. Just need a multi-function control program. your SerailComCNC is great! But when i install the V0.9f on my Win7 the error message: Can not open / create C: \ SerialComCNC \ Doku \ Configuring GRBL v0.9 ? Grbl Wiki? GitHub.url file !. I therefore use admin authority to install the same error occur. Other V9 version has the same error. Steven
Hello Steven, seems that you installed SerialComCNC (SCC) on drive C:\ Don't know exactly, but perhaps your windows is configured in a way that you have no/not enough access rights to the given path. I installed SCC to drive D:\Programme\SerialComCNC\... and had no problems. My system is german. I suppose yours is english. Might be part of the problem, too, but don't know. Harald
Harald, Thanks for your prompt reply. I already try drive D:\. But the issue is the same. I am using Chinese Win7. Steven
Hi Steven, sorry, no better idea :( Did you try to create this file manually? The exact notation (on my computer) is: "Configuring Grbl v0.9 · grblgrbl Wiki · GitHub" (without quote). Note those centered dots between "v0.9 " and " grblgrbl" and "Wiki " and " GitHub". I suppose, those characters are not recognized in chinese windows or have a different meaning. This theory is hardened by the two "?" in your error message picture. I found this "middle dot" as "U+00B7 · c2 b7 MIDDLE DOT" in UTF-8-Code tabele with Unicode characters. I don't know whether you can change your chinese windows to accept UTF-8 characters as filenames, but in my opinion that seems the only way to succeed. Ulrich Maassen may be able to change this silly name to somthing more feasible, but I think the chance to get Ulrich doing something on that problem just now is very small. He does programming only when the weather is bad and we now have summer.
Hi Harald, Thank you for your effort to solve my problem. As you suggest,I am trying to do two things: 1. Change my chinese windows to accept UTF-8 characters as filenames. (finding out how to do it) 2. Install a English language package and change the display and keyboard to US English. I'll let you know the result. Best, Steven
Hi Harald, You are right. The Chinese Windows does not recognize the character"·" as a filename. I installed SCC successfully after changing the Windows's language and time zone to US English. Thank you so much, Steven
Hi Steven, fine! Thank you for your feedback! Harald
Mal eine Frage. Zur Zeit kann ich ja nur eine GRBL Karte anschließen, was auch super arbeitet. Ich brauche nun aber eine 2. Karte, da ich eine 4. & 5. Achse brauche, ich baue mir gerade eine 2. Spindel dran und die müssen gleichzeitig arbeiten. Was kann ich machen? Gibt es sinnvolle alternativen? Mfg Uli
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.