Danke Wolfgang
Wolfram F. schrieb: > Harald S. schrieb: >> Du kannst versuchen, über den Parameter "Maximalfrequenz bei analoger >> Steuerung" eine doppelt so hohe Maximalfrequenz einzustellen, Also das würde ich auf keinen Fall machen, unter umständen "platzt" die Spindel. PWM mit Tiefpass glätten und mit OP verstärken wäre der richtige Weg. Gruß Manfred
Manfred A. schrieb: > unter umständen "platzt" die Spindel Das kann nur passieren, wenn die Eingangsspannung größer als 5 V werden könnte. Da der Eingang im beschriebenen Fall aber an einem Arduino hängt, wird hier unter allen Umständen die Spannung kleiner 5 V sein. Zur Sicherheit kann er noch eine 5 V Z- Diode dranhängen. Aber ich gebe dir recht, was den richtigen Weg angeht, keine Frage. Gruß, Harald
Angehängte Dateien:
-

Jobs_Row_of_Circles_und_Pocket.png
98 KB -

Jobs.png
34 KB
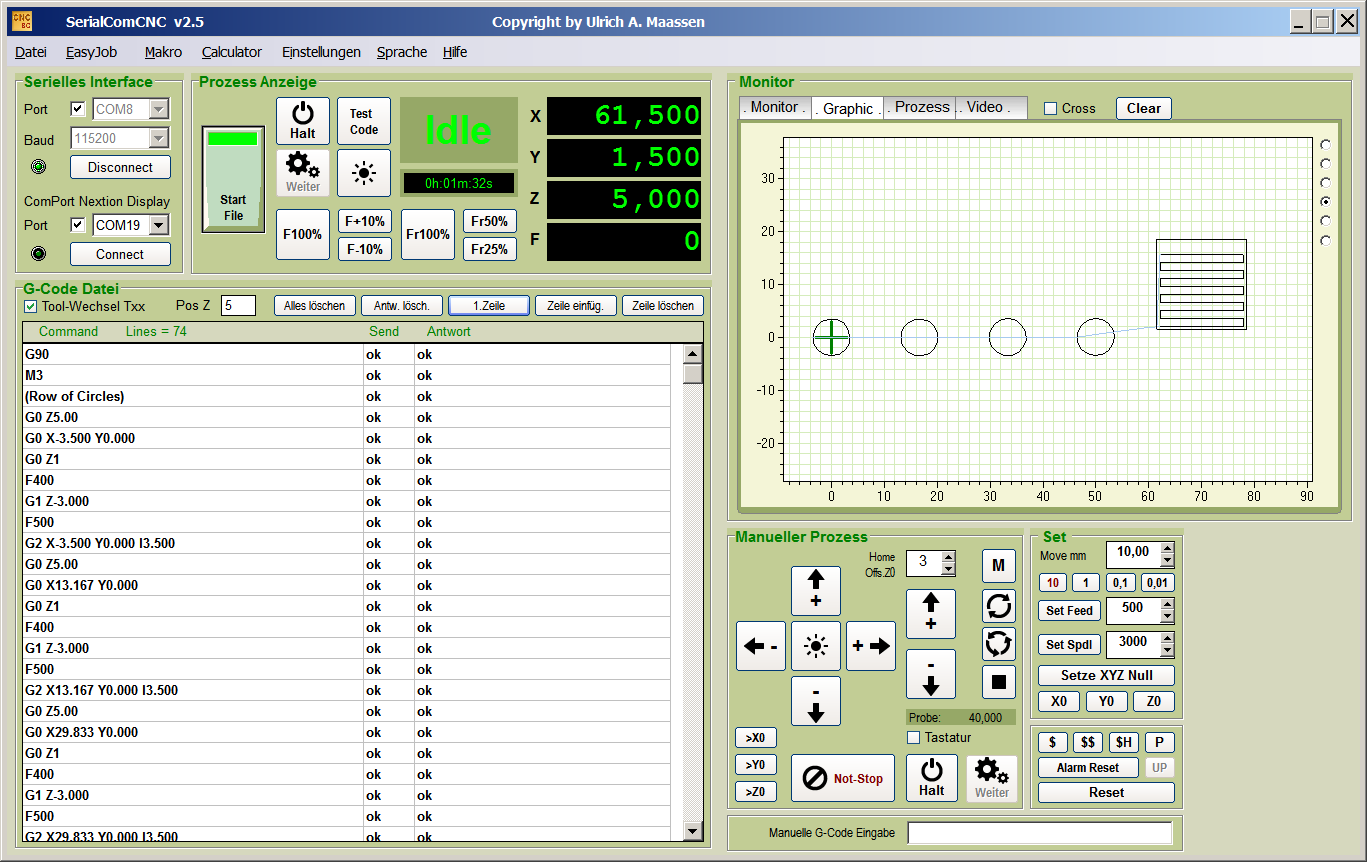
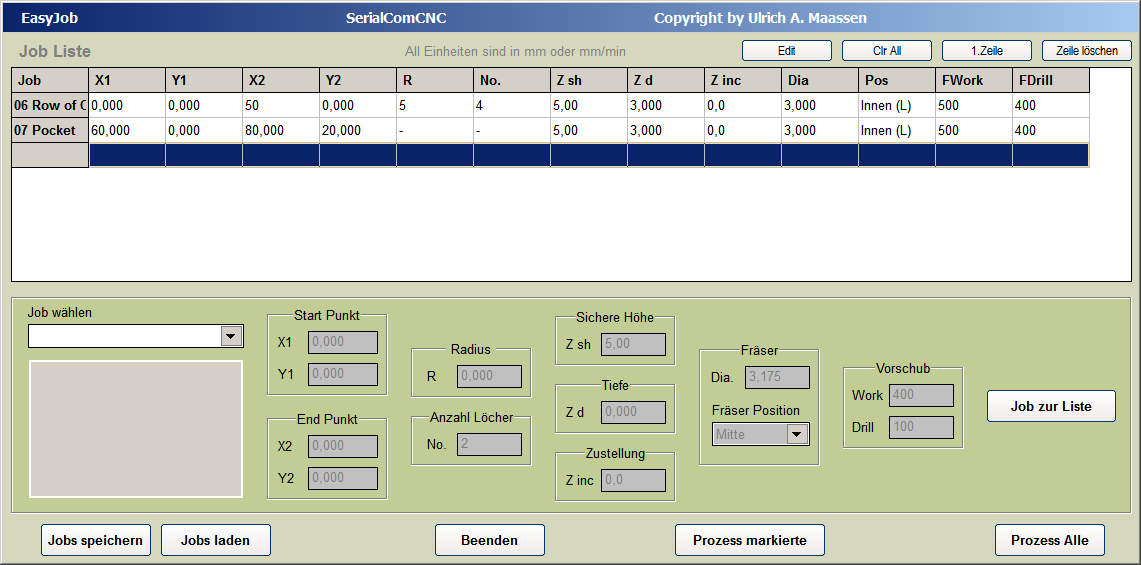
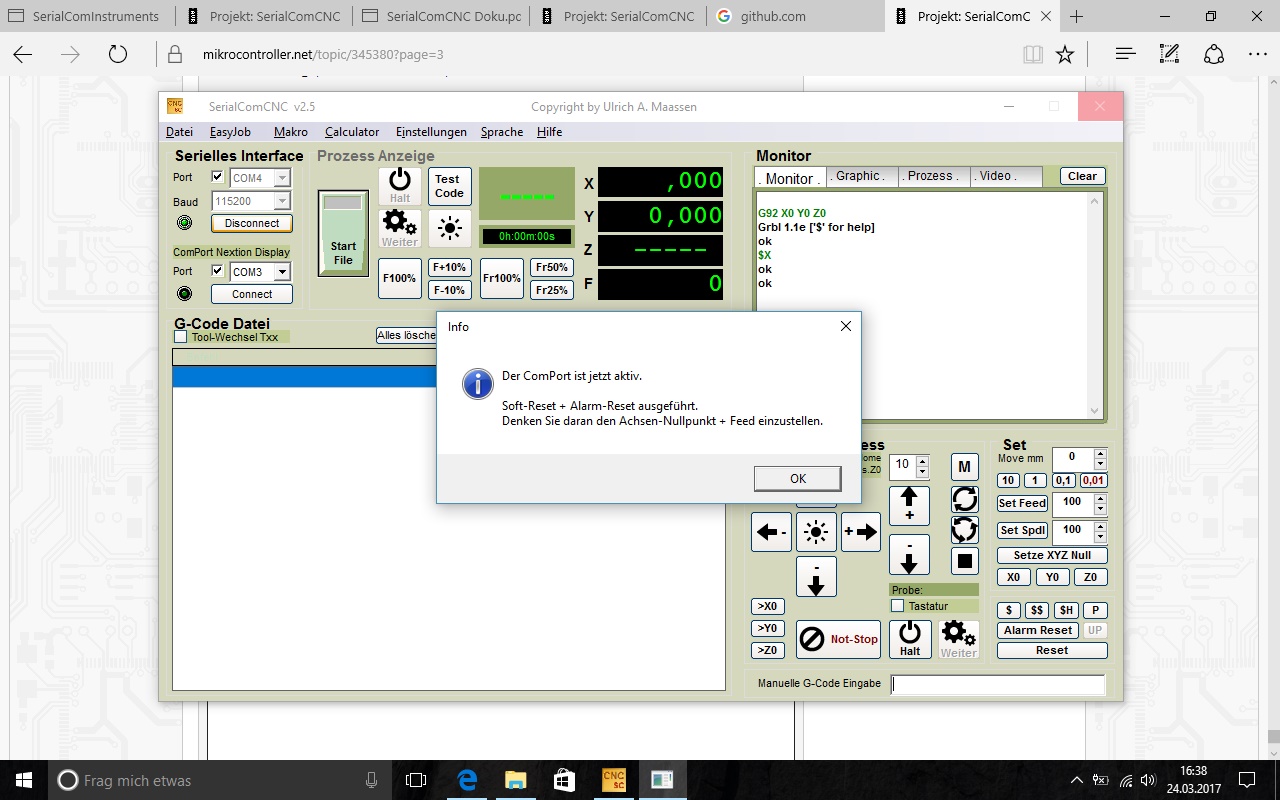
Anbei neue Version SerialComCNC 2.5 Change Log V2.5 --------------- EasyJob - Neuer Job "Row of Circles" Fräst eine Reihe von Kreisen, Fräserposition innen. Richtung der Reihe und Anzahl der Kreise ist beliebig. Makros - Fehler nach Makro-Aufruf (M) im Menue "Einstellungen" behoben. Das Bild zeigt 2 Jobs (Row of Circles und Pocket) die in einem EasyJob Batch abgearbeitet wurden. Gruss Ulrich Albert http://www.serialcominstruments.com/
@ Albert Super Arbeit Danke . Bitte aber noch dran Denken und vielleicht schaffst Du es ja noch bevor Du in deine verdiente Sommer pause gehst . Nach Werzeugwechsel kein Nullen Möglich (per Z0 ) Probe auch nicht möglich. Auch ist dann noch die Manuelle Gcode Eingabe Gesperrt Set move und Set Feed Funktionieren ja mittlerweile Super ! Schade das Die Cam jetzt weg ist .....aber das sagtest Du ja schon wegen Performanz Problemen . Beste Grüße Sven
Sven W. schrieb: > Schade das Die Cam jetzt weg ist .....aber das sagtest Du ja schon wegen > Performanz Problemen . Mein fehler ist Doch noch da ... Grüße Sven
Hallo Albert,
>Fehler nach Makro-Aufruf (M) im Menue "Einstellungen" behoben.
Danke für den schnellen Fix und die Erweiterungen für EasyJob
@ Sven W. (Gast)
Nach Werkzeugwechsel Nullen der Z Achse (per Z0 ) ist ab V2.3 möglich
und Funktioniert auch.
Gruß Wolfgang
Angehängte Dateien:
-

Z_0_Werkzeugwechsel.jpg
220 KB
Wolfgang B. schrieb: > Nach Werkzeugwechsel Nullen der Z Achse (per Z0 ) ist ab V2.3 möglich > und Funktioniert auch. Egal wie oft ich Z0 klicke (Im Monitor erscheint auch G92 Z0 ) Bleibt Z Unverändert .... Habe allerdings danach nicht auf weiter gedrückt ..... um ein crash zu vermeiden Grüß Sven
Sven W. schrieb: > Egal wie oft ich Z0 klicke (Im Monitor erscheint auch G92 Z0 ) Bleibt Z > Unverändert .... wo den? In der Anzeige der Z Achse ändert sich der Wert erst nach Weiter. Probier es in einer sicheren Höhe aus. Gruß Wolfgang
Wolfgang B. schrieb: > wo den? In der Anzeige der Z Achse ändert sich der Wert erst nach > Weiter. > Probier es in einer sicheren Höhe aus. Grrrr Verdammt Du hast recht .... es geht .... ich kenne es halt nur so das sich der wert dann sofort ändert und nicht erst nach dem man weiter Drückt um auch eine Visuelle Bestätigung zu bekommen . Besten dank
im G-Code in deinem Bild würde ich Z erstmal in eine sicheren Höhe fahren nach T1 Wolfgang
Wolfram F. schrieb: > mal testen, wenns soweit ist. Ansonsten nen OP, der x2 verstärkt. > Die 10V liefert der FU ja. ha, grade ne ganz einfache Idee bekommen: man nehme einen kleine mosfet und schliesst diesen an die 0-5V pwm an, die andere seite an die +10v des FU's mit Widerstand und evt. noch nen Kondensator zum glätten, fertig ist der 0-5 zu 0-10v Wandler!
Angehängte Dateien:
Hallo Wolfram, wenn du das fertig hast, gib bitte Bescheid! Ich habe sowas schon probiert, möglicher Weise zu kompliziert (2 FETS wegen Phasendrehen), aber es hat nicht funktioniert :-( Das ist zwar fast ausschließlich digital, aber schon noch ein bisschen analog, so dass ich mich mir gegenüber rausreden konnte: Analog verstehe ich nicht bis in die letzte Konsequenz, zumindest nicht soweit wie Digital :-) Mich interessiert dieses Thema, weil der PWM-Eingang des FU mit der Filterung (Serien-R und Prallel-C) keine vollen 5 V erreicht und somit meine Spindel nur noch maximal 22000 (statt 24000) Ump schafft. Hatte ich oben schon mal erwähnt aber einen falschen Wert angegeben. Gruß, Harald
Angehängte Dateien:
-

Pegelwandlung.jpg
21 KB
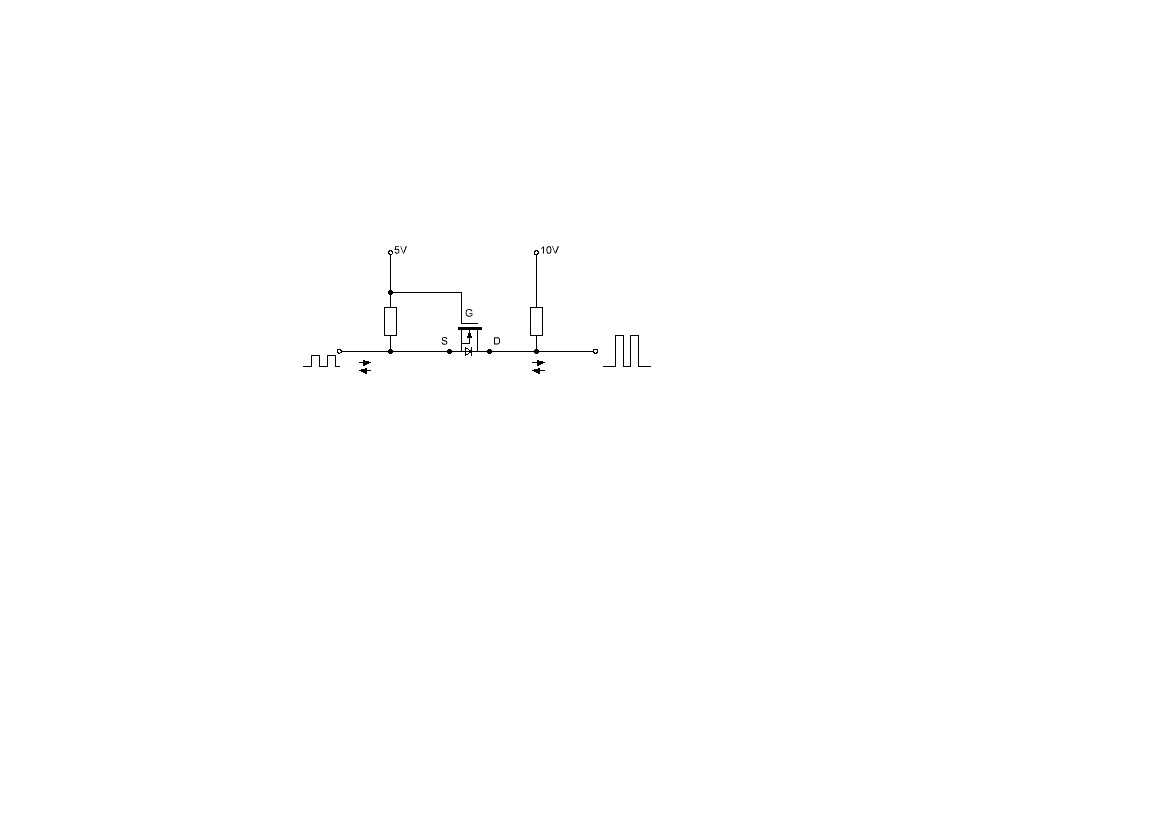
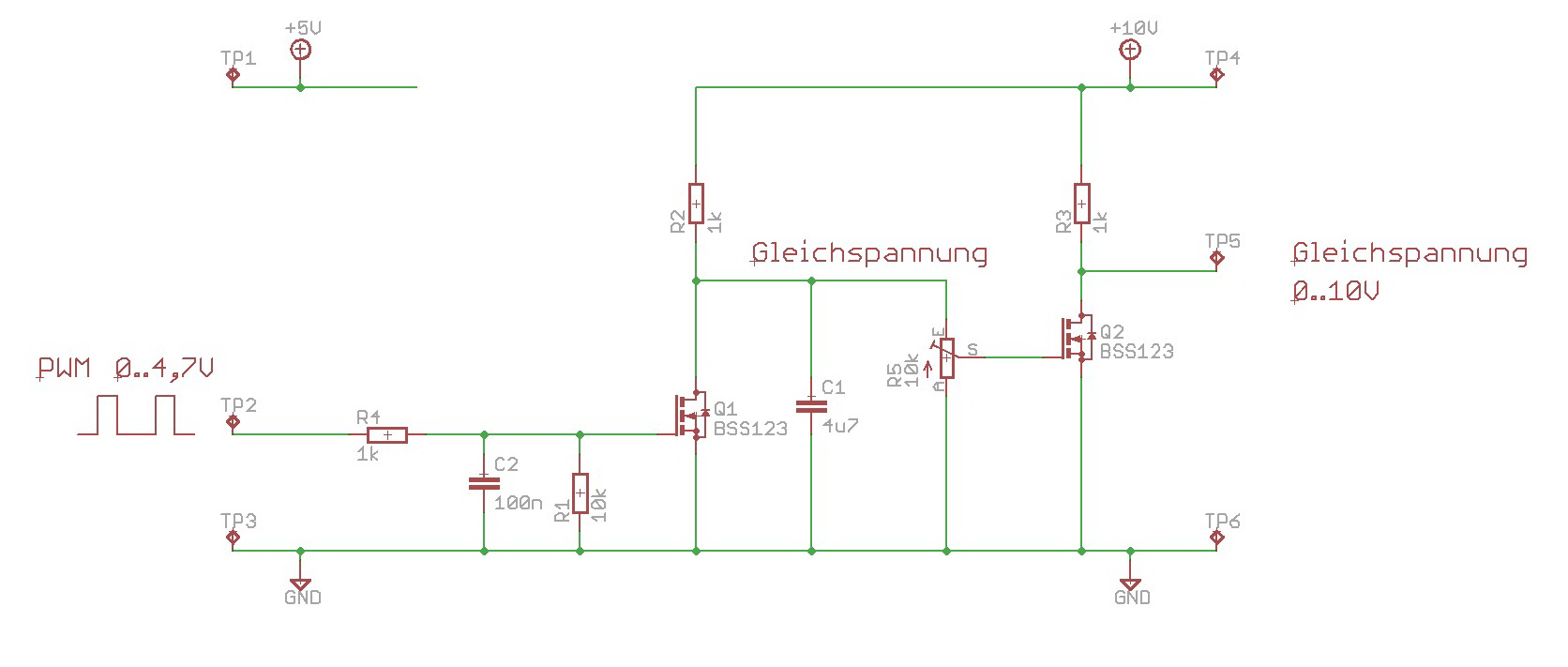
Harald S. schrieb: > Ich habe sowas schon probiert, möglicher Weise zu kompliziert (2 FETS > wegen Phasendrehen), aber es hat nicht funktioniert :-( Hallo Harald, versuch es mal so. Gruß Wolfgang
Der klassische Level-Shifter... Genial!! DA hätte ich auch selbst drauf kommen können, die habe ich schon mehrfach in meinen Quadro- und HexaCoptern verbaut. Dann muss nur noch am Ausgang ein Glättungsglied eingebaut werden, ggf. mein schon vorhandener RC-Tiefpass, und schon ist alles in Butter? Werden an dem Tiefpass nicht wieder ein paar 100 Millivolt abfallen und ich bin so weit wie vorher? Gut, bei 10 V (statt 5 V) und gleichem Spannungsabfall am R bin ich dann geschätzt schon bei 23000 Upm, aber immer noch nicht Vollgas. Danke! Gruß, Harald
Harald S. schrieb: > Werden an dem Tiefpass nicht wieder ein paar 100 Millivolt abfallen und > ich bin so weit wie vorher? dann leg doch die 10V etwas höher.:-) Wolfgang
Das könnte ich ja auch mit den 5 V schon tun, aber falls da dann etwas schief geht, kann die Spindel tatsächlich durchgehen, wie von Manfred angemerkt... obwohl... das ist wohl eher ein anderes Problem als eine zu hohe Steuerspannung. Die Höchstfrequenz wird ja im FU eingestellt und sollte dann auch nicht überschritten werden, wenn die Steuerspannung über den Maxiamlwert steigt. Viel schlimmer in meinem Zusammenhang: Die 10 V wird vom FU erzeugt und zur Verfügung gestellt. Daran rumfuddeln ist nicht so mein Ding, wer weiß, wozu diese Spanung intern noch alles herhalten muss? Und dafür (für 0,3 V) außen noch einen Stepup Converter dranbauen ist dann doch etwas zu aufwändig, oder? :-) Will sagen: 22000 sind ja auch schon ganz schön schnell. Gruß, Harald
22000 sind bei meiner isel-spindel das maximum, schnell genug für alles was ich so fräse. man kann auch einfach nen max232 nehmen, aber so wie wolfgangs schaltung reicht es sicher auch. Ob das Ausgangssignal nun invertiert ist oder nicht spielt keine Rolle denk ich. Ich sag Bescheid, wenn ich es probiert habe. Noch läuft meine Fräse mit MACH3 und meiner alten 1/8tel Schritt Steuerung, GRBL ist noch nicht einsatzbereit (Gehäuse, NT usw.)
Harald S. schrieb: > Und dafür (für 0,3 V) außen noch einen Stepup Converter dranbauen ist > dann doch etwas zu aufwändig, oder? :-) > Will sagen: 22000 sind ja auch schon ganz schön schnell. Das einfachste ist doch, das PWM-Signal über einen Tiefpass auf einen "Rail to Rail" Opamp mit einstellbarer Verstärkung(X2) zu geben. Der Opamp wird durch die 10V des FUs versorgt. Am Besten du nimmst einen 2-Fach Opamp (mit Rail to Rail Ausgang) im Dip-Gehäuse. Der erste Opamp wird als Impedanzwandler hinter dem Tiefpass geschaltet, der zweite als einstellbarer Verstärker für den ersten Opamp. Diese Schaltung liefert dann auch bei 100%-PWM 10V am Ausgang. Als Opamp könnte ein TS912B funktionieren. Wichtig: An der Spannungsversorgung des Opamps direkt am Gehäuse einen Keramikkondensator 100nF anbringen. Gruß, Manfred
Dieser Opamp dürfte gehen. Nicht vergessen: Am Verorgungsanschluss des Opamps einen Keramikkondensator 100nF anbringen. Gruß, Manfred
Angehängte Dateien:
-

RollerControl4.png
3,3 MB
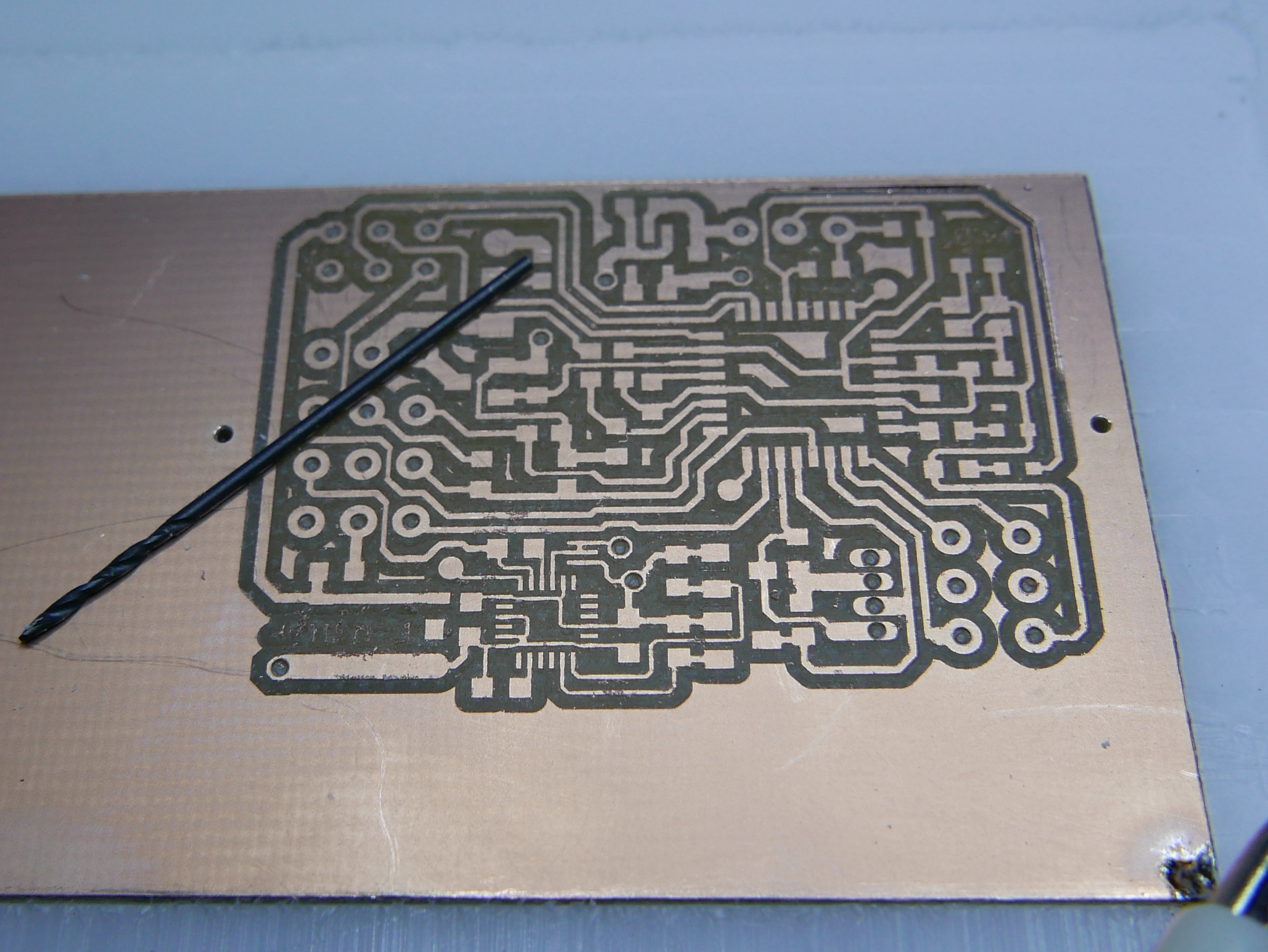
Hallo Manfred, du schüttelst solche Schaltungen einfach aus dem Ärmel, ja? Toll! :-) Ok, ich versuche das und berichte hier. DIP muss ja nicht sein, ich habe ein Fräse und die Lizenz zu löten, da frickle ich schnell ein Platinchen zusammen und schmeiß den Kram drauf, das klappt gut. Habe gerade gestern abend dieses gefräst: (siehe Bild) Der Bohrer im Bild hat 0,8 mm Durchmesser, die Leiterbahnen 0,3 - 0,4 mm, die Zwischenräume teilweise nur 0,1 mm. Hat mich einige Versuche und Tests gekostet, aber dann hats ganz prima geklappt. Ich habe OpenCNCPilot verwendet, weil SCC noch kein Abtasten unterstützt. Gruß, Harald
Harald S. schrieb: > weil SCC noch kein Abtasten unterstützt. Auto Levelling für Platinen-Fräsen habe ich bei mir schon als Proof of Concept in SerialComCNC erfolgreich laufen. Für ein Release dauert es aber noch etwas.
Manfred A. schrieb: > Das einfachste ist doch, das PWM-Signal über einen Tiefpass auf einen > "Rail to Rail" Opamp mit einstellbarer Verstärkung(X2) zu geben. > Der Opamp wird durch die 10V des FUs versorgt. > Am Besten du nimmst einen 2-Fach Opamp (mit Rail to Rail Ausgang) im > Dip-Gehäuse. Das mit dem Schaltung und Bauteildimensionierung wird nicht richtig Funktionieren. Du hast am Eingang vor deinem Tiefpass einen Spannungsteiler eingebaut der die 5V PWM auf max. 1,24V Gleichspannung reduziert. 100k + 33k Ohm. Der Impedanzwaldler hat keine Verstärkung und der Sollwert Opamp maximale Verstärkung von 2 was am Ausgang max. 2,48V liefert. Gruß Waldemar
Angehängte Dateien:
-

Beleuchtung_1.JPG
61 KB -

Beleuchtung_3.JPG
62 KB


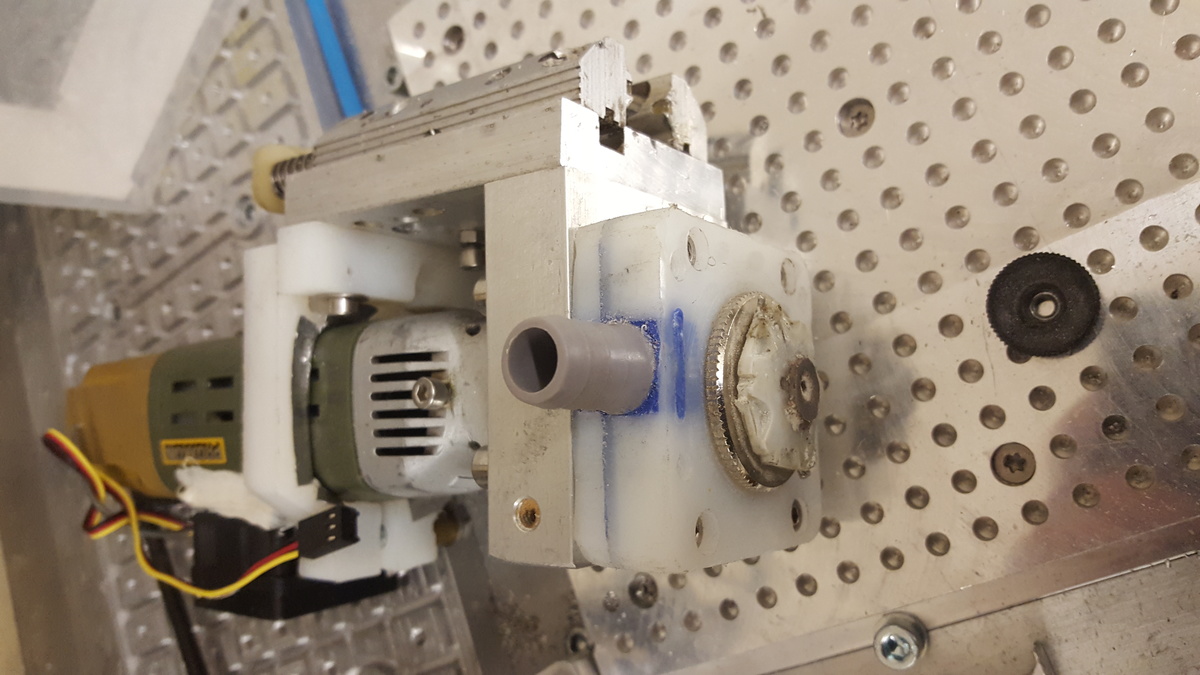
Moin zusammen, meine neue Z-Achse ist nun an der Maschine, hier nun das erste Teil. MfG Klaus
Hallo, erstmal Glückwunsch zu diesem Superprogramm. Es gibt so verschiedene Übertragungen von Grbl auf 32bit Controller. Funktioniert SerialComCNC auch mit so einer geänderten Version? Oder kennt jemand eine funktionierende 32bit Grbl Version die funktioniert und auch mit SerialComCNC funktioniert? MfG Hans
Früher wurde zuerst mal ins Manual geschaut und dann gefragt. Im Manual steht alles was Du brauchst.
Albert M. schrieb: > Auto Levelling für Platinen-Fräsen habe ich bei mir schon als Proof of > Concept in SerialComCNC erfolgreich laufen. Hallo Albert, das klingt gut :-) > Für ein Release dauert es aber noch etwas. das wiederum hilft mir zur Zeit nicht weiter, weshalb ich auf die Alternative ausgewichen bin. Für andere Arbeiten verwende ich bisher weiterhin dein SCC, keine Frage. Gut ist, dass beide Tools GRBL 1.1 unterstützen, man kann leicht hin und her schalten. Gruß, Harald
Waldi schrieb: > der Sollwert Opamp maximale Verstärkung von 2 was am Ausgang max. 2,48V > liefert. Da hast du recht!. Ich hatte diesen Teil zur Anschauung aus meiner Spindelansteuerung kopiert. Dabei hatte ich übersehen, dass bei meiner Ansteuerung ja alle 5V Signale wegen der Potentialtrennung über Optokoppler zu 24V Signalen werden(24V vom FU). Die Opamps werden mit 10V vom FU versorgt. Bei einem 5V-Signal muss Teilerwiderstand natürlich raus. Ich würde allerdings nie auf eine Potentialtrennung verzichten (Störungen,Schutz der Rechnerhardware) Gruß, Manfred
Klaus S. schrieb: > Moin zusammen, > > meine neue Z-Achse ist nun an der Maschine, hier nun das erste Teil. > > MfG Klaus Schön wenn etwas funktioniert. Ich bin dazu übergegangen LED-Ringe mit Inverter für 12/24VDC zur Beleuchtung einzusetzen. Die gibt es in verschiedenen Größen für ein paar € in der Bucht Gruß, Manfred
Manfred A. schrieb: > LED-Ringe mit Inverter für 12/24VDC Tipp: die Dinger laufen auch gerne mal unter "angel eyes" Gruß Harald
Dominic H. schrieb: > Mir ist aufgefallen dass das Fenster in der aktuellen Version nach > Beendigung und erneutem öffnen wieder seine ursprüngliche Größe hat und > nicht die, in die man es gezogen hat,.. > > Desweiteren habe ich immer Probleme mit dem Nextion Display... Ich kann > zu Anfang eigentlich alles damit machen,.. Aber dann auf einmal nicht > mehr zb nach kürzerem nicht benutzen,.. Muss es dann immer abklemmen, > anklemmen und neu connecten, meistens sogar SCC neu starten.. Daten > empfängt es glaube ich noch, zb aktuelle Position aber es geht nichts > mehr raus.. > > Was kann das sein und wer weiß Abhilfe? > > Und zu guter letzt,.. Kann ich und wenn wie kann ich in SCC einen gcode > in einer bestimmten Zeile starten bzw fortführen? > Diese Probleme habe ich leider immer noch, komme auch nicht weiter. Auch versuche ich immer noch krampfhaft, da ich bei grbl eine Änderung in der config.h gemacht habe, mit winavr eine neu hex datei zu erstellen. Bei grbl 0.9 ging das ohne Probleme. Mit Eingabeaufforderung ins Verzeichnis navigiert, wo das makefile ist, make eingeben, enter gedrückt, fertig.. Jetzt bei 1.1f bekomme ich immer nur Error 1. cc1.exe: error: unrecognized command line option "-flto" make.exe:***[build/main.o] Error 1 ich verstehe da mal überhaupt nichts, und hoffe es weiß jemand Rat :( MfG Dom
Warum nimmst DU nicht den vorgeschlagenen Workflow über die Arduino IDE? https://github.com/gnea/grbl/wiki/Flashing-Grbl-to-an-Arduino
"-flto" bei dem alten WINAVR wird nicht gehen. Entweder raus werfen oder einen neueren GCC nehmen. VG, Uli
Hallo Dominic, die Erstellung einer HEX_Datei mit WINAVR hat bei mir auch nicht mehr mit GRBL 1.1 geklappt, gleicher Fehler. Habe da Problem auch mit dem Arduino IDE umgangen. Klappt super und ist eigentlich auch einfacher ;-) Viele Grüße Sven L.
Hallo liebe Gemeinde, wie schließt man den so ein Nextion Dislay eigentlich an? Man braucht das Display und ein USB-TTL Wandler und dann?? Um kurze Info wäre ich dankbar, eventuell gönne ich mir auch solch ein Teil ;-) MfG Sven
Steht in der Hilfe beschrieben :)
Toll, wenn mir die Hilfe gereicht hätte, hätte ich nicht gefragt. Solche Kommentare helfen nicht weiter...
Sven schrieb: > wie schließt man den so ein Nextion Dislay eigentlich an? Man braucht > das Display und ein USB-TTL Wandler und dann?? Bastler schrieb: > Steht in der Hilfe beschrieben :) Sven schrieb: > Toll, wenn mir die Hilfe gereicht hätte, hätte ich nicht gefragt. Solche > Kommentare helfen nicht weiter... Zitat aus der SerialComCNC Hilfe: Über die 2. Schnittstelle kann ein 3.5" Nextion Touch Display angeschlossen werden. Das passende HMI File für das Nextion ist in der SerialComCNC Distribution enthalten. Im HMI File ist die komplette Menue Struktur und interne Verknüpfungen für das Display enthalten. Die notwendigen Fonts werden ebenfalls mitgeliefert. Für die Integration des Nextion Display gehen Sie wie folgt vor: Laden Sie von der Nextion / Itead Webseite den Nextion Editor herunter und installieren diesen auf ihrem PC. Das Display benötigt 150 mA, die von der USB-Schnittstelle nicht in allen Fällen zur Verfügung gestellt werden. Ansonsten verwenden Sie eine andere 5 V DC Quelle für die Versorgung des Displays. Verbinden Sie das Display über ein Serial/USB Wandler Modul (wenige Euro über ebay) mit der zweiten Schnittstelle von SerialComCNC. Laden Sie das HMI File in den Nextion-Editor. Klicken Sie im Nextion Editor auf "Upload", stellen Sie dort die Port Nummer des Serial/USB Wandlers ein und belassen die Baudrate auf 115200. Die Nextion Schnittstelle von SerialComCNC darf dabei nicht aktiv sein! Klicken Sie auf "Go". Das compilierte HMI File wird nun auf das Display geladen. Das kann etwas dauern, den Fortschritt können Sie im Editor und dem Display sehen. Nach den Upload klicken Sie auf "Exit" und beenden den Editor. Dieser wird nun nicht mehr benötigt, es sei denn es gibt neue Version des HMI Files. Klicken Sie nun in SerialComCNC bei der Nextion Schnittstelle auf "Connect". Das Display ist nun einsatzbereit. Zitat Ende Welche Informationen benötigst Du noch? Auf Deine Bemerkung: "das Display und ein USB-TTL Wandler und dann??" kann man nur tief in die Glaskugel schauen. Konkrete Fragen wären hilfreich.
Sven L. schrieb: > Hallo Dominic, > > die Erstellung einer HEX_Datei mit WINAVR hat bei mir auch nicht mehr > mit GRBL 1.1 geklappt, gleicher Fehler. Habe da Problem auch mit dem > Arduino IDE umgangen. Klappt super und ist eigentlich auch einfacher ;-) > > Viele Grüße > > Sven L. Hey Sven,.. Gut zu hören.. Habe es mittlerweile auch mit arduino Ide hinbekommen. Ging auch erst nicht.. Immer neue Bibliotheken hinzugefügt, testweise grbl 2 , 3 usw genannt und trotzdem war es im Nachhinein immer grbl 0.9j.. Habe dann alle alten grbl Bibliotheken gelöscht aus der liberie von arduino und dann gings.. Danke MfG Dom
Das löschen der vorherigen GRBL Version in der Arduino IDE ist explizit in dem GRBL Link, den Sven gepostet hatte, beschrieben. https://github.com/gnea/grbl/wiki/Flashing-Grbl-to-an-Arduino Da hättest Du Dir sicher viele Versuche sparen können. Merke, es hilft das Lesen einer Anleitung ;-)
Nachtrag: NOTE: Before starting, delete prior Grbl library installations from the Arduino IDE. Otherwise, you'll have compiling issues! https://github.com/gnea/grbl/wiki/Compiling-Grbl
Avantasia schrieb: > Das löschen der vorherigen GRBL Version in der Arduino IDE ist explizit > in dem GRBL Link, den Sven gepostet hatte, beschrieben. > > https://github.com/gnea/grbl/wiki/Flashing-Grbl-to-an-Arduino > > Da hättest Du Dir sicher viele Versuche sparen können. Merke, es hilft > das Lesen einer Anleitung ;-) Da hast du vollkommen recht.. Ich lese es auch meistens. Nur wird aus dem Lesen meist schnell ein überfliegen, da man/ ich nicht jedes Fremdwort auf englisch kennt und dann den Sinn nicht versteht.. ^^Danke MfG Dom
Hallo Albert, ich habe mich mal durch das Internet, die Hilfe und die Foren gewühlt… Folgendes habe ich jetzt verstanden: Ich brauche das Nextion (am besten 3,5“, bei Ebay für 35€) und einen USB-TTL Converter (ca. 3€). Beide verbinde ich mit einen vieraderigen Kabel und dem USB Anschluss vom Converter mit einem zweiten USB Anschluss vom Fräs-Laptop. Falls der USB Anschluss keine 5V 150mA liefert muss ich zusätzlich 5V ins USB Kabel einspeisen (oder erst am Nextion?). Das ist schon die gesamte Verkabelung oder? Der Rest mit der Software ist klar in der Doku beschrieben Ist das so korrekt verstanden? Danke und viele Grüße Sven
Angehängte Dateien:
-

HeightMap.png
74 KB
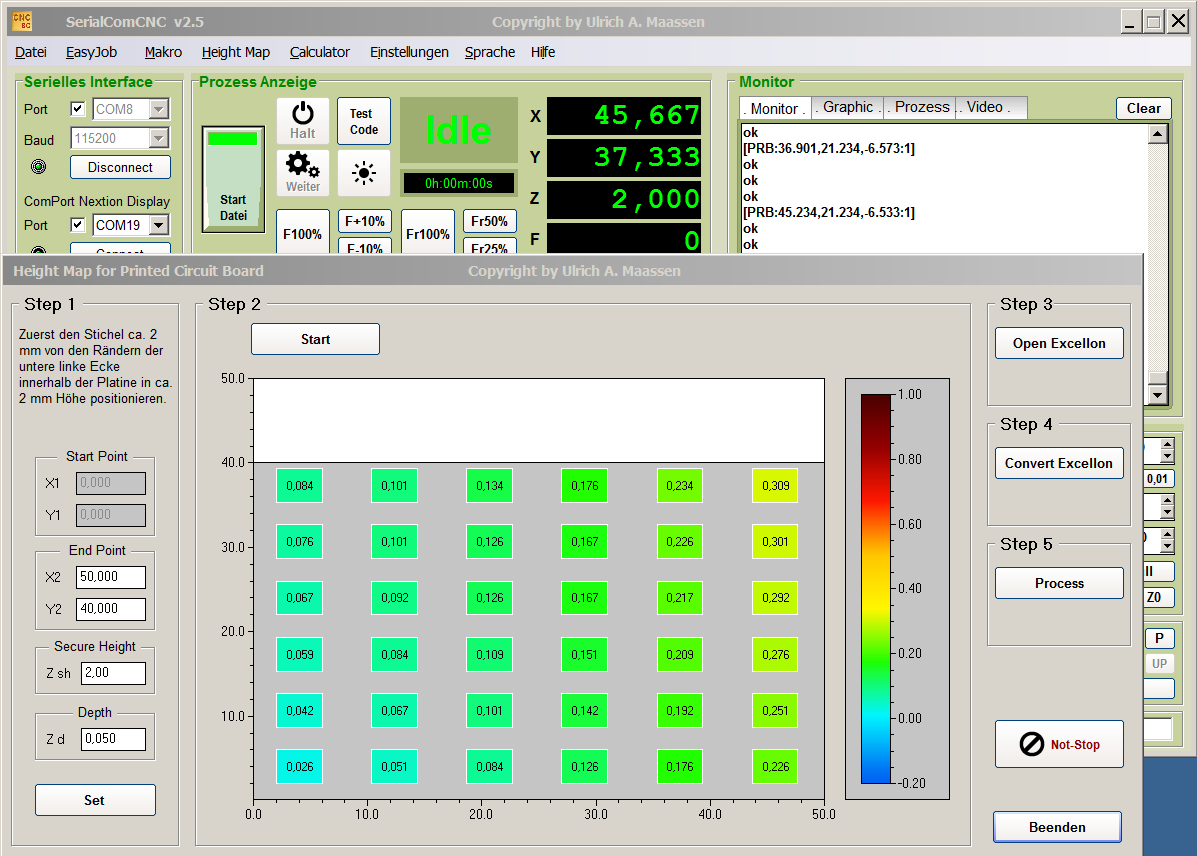
Platinenfräsen mit SerialComCNC Ich überarbeite gerade die Darstellung und die Algorithmen für die demnächst freigegebene Funktion "Height Map". Es lassen sich automatisch Höhenprofile einer kupferbeschichteten Platine erstellen. Das Höhenprofil wird in einer Matrix abgespeichert und in Polynom-Funktionen für die verschiedenen Richtungen transformiert. Die Vectoren im Excellon File (vom Platinen-Layout Programm) werden aufgesplittet und mittels des jeweilig passenden Polynoms verrechnet. Das Ergebnis wird in direkt ausführbaren G-Code überführt und in das Hauptfenster von SerialComCNC zum sofortigen Fräsen eingetragen. Das Bild oben zeigt einen Test mit einer 50x40 mm Platine. Gruss Ulrich Albert
Sven schrieb: > Falls der USB Anschluss > keine 5V 150mA liefert muss ich zusätzlich 5V ins USB Kabel einspeisen > (oder erst am Nextion?). 5 VDC Versorgung direkt am Nextion Display anschliessen. Den USB/TTL Serial Converter würde ich auch direkt am Nextion platzieren. Sven schrieb: > Das ist schon die gesamte Verkabelung oder? Der Rest mit der Software > ist klar in der Doku beschrieben > Ist das so korrekt verstanden? Ja.
Hallo Bastler, ich habe das Manual gelesen. Ich habe zu 32bit Controllern nichts gefunden. Könntest Du mir mal sagen wo ich suchen muß? Wenn Du weißt das es nicht geht wäre es natürlich einfacher gewesen wenn Du gesagt hättest das es nicht geht. Hat jemand Kenntnis über SCC und grbl auf 32bit Controllern? MfG Hans
Albert M. schrieb: > Ich überarbeite gerade die Darstellung und die Algorithmen für die > demnächst freigegebene Funktion "Height Map". Hallo Ulrich Albert, da tut sich ja was. Klasse! Ich habe die Tage ja schon ein bisschen mit OpenCNCPilot Platinen fräsen geübt und bin über die eine oder andere Hürde gestolpert. Mit dabei z.B. die Wahl der abzutastenden Fläche. Muss das abgetastete Rechteck alle Leiterbahnen umspannen? Ich frage wegen "2 mm innerhalb der Umrisse" (sinngemäß). Wird also eine Leiterbahn, die am Rand entlang und somit außerhalb deines Abtastrechtecks verläuft, gefräst werden, oder wird die ausgelassen? OpenCNCPilot nimmt solche Bahnen aus. Dann fällt mir auf, dass du Excellon-Daten verarbeitest. Ich habe einen 0.1 mm Stichel mit 15° verwendet um die feinen Strukturen auf meiner Platine auflösen zu können. Wenn ich mit so einem feinen Stichel nur einmal die Kontur einer Leiterbahn umfräse, habe ich im Zweifelsfall mit 0,1 mm Abstand zum umgebenden Kupfer Lötprobleme (Tiefe war auf 50µ eingestellt, die Kupferschicht wurde also gerade so durchtrennt). Im EAGLE-ULP pcb-gcode.ulp wird deshalb jede/s Leiterbahn/Via/Lötauge mehrfach mit jeweils erhöhtem Abstand umfahren, so dass die Zwischenräume entsprechend breiter werden. Hast du das bei der Umrechnung von Excellon auf G-Code berücksichtigt? Die Reihenfolge bei der Bearbeitung ist auch ein Thema, das Aufmerksamkeit erfordert. (Eher kein Thema für das Programm sondern für den Nutzer) Werden zuerst die Löcher für Vias/Lötaugen/Passlöcher gebohrt, ist es nicht ganz unwahrscheinlich, dass einzelne Tastungen genau in einem Loch landen und somit die Abtastung insgesamt schief geht (es sei denn, du fängst im Programm solche als "zu tief" erkannten Proben ab und interpolierst mit den umliegenden Proben). Hat man erfolgreich (weil noch keine Löcher gebohrt wurden) eine Seite abgetastet und bohrt jetzt die Löcher von der ersten Seite komplett durch, ergibt sich das identische Problem auf der Rückseite. Somit empfiehlt es sich, die Löcher von jeder Seite nur etwas über die Hälfte der Dicke der Platine zu bohren (Passlöcher ausgenommen, aber die kann man ja außerhalb der Platinenumrisse anlegen). So, erst mal Pause Gruß, Harald
Hallo Zusammen! Ich hatte vor ein paar Wochen oder schon Monaten mal die Frage gestellt, ob Ulrich Albert eine Funktion in SCC einbauen könnte, mit der man die Drehzahlangaben im S G-Code auf die echte Drehzahl der Spindel umrechnen kann. Alte Fräsen-Hasen werden damals vielleicht müde mit den Schultern gezuckt haben, weil das so trivial ist... Gestern habe ich gelernt, dass dieses Problem keines ist, da GRBL mit den Angaben $30 und $31 die Maximal- und Minimaldrehzahl für 100% bzw. das Minimum der auszugebenden PWM lernt und damit die Drehzahlangaben des S-Befehls linear in 255 Schritten auf den verfügbaren Drehzahlbereich mappt. Die Defaulteinstellung für $30 ist 1000 (der MaxWert), somit erklärt sich die Angabe in 10tel Prozent, wie von Ulrich in seiner Hilfe angegeben. Erfahrungsgemäß muss man ein bisschen mit den Grenzwerten spielen, bis das Mapping bestmöglich passt. Der untere Grenzwert ($31) muss auf 0 stehen, sonst klappt es gar nicht. Gruß, Harald
Harald S. schrieb: > Mit dabei z.B. die Wahl der abzutastenden Fläche. > Muss das abgetastete Rechteck alle Leiterbahnen umspannen? Ich frage > wegen "2 mm innerhalb der Umrisse" (sinngemäß). Wird also eine > Leiterbahn, die am Rand entlang und somit außerhalb deines > Abtastrechtecks verläuft, gefräst werden, oder wird die ausgelassen? Diese erste Abtastung mit 2 mm Abstand von den Rändern innerhalb der Platine in der unteren linken Ecke bestimmt nur den Nullpunkt auf den sich die nachfolgenden Abtastungen beziehen. Die Fräsbahnen können beliebig auf der Platine verlaufen. Die Fräsbahnen müssen im HPGL- / PLT-Format vorliegen, die Bohrdaten im Excellon-Format. Die Excellon Daten werden ausgeführt wie empfangen. Eine zusätzliche Eingabe für die gewünschte Tiefe der Löcher muss ich noch einführen. Die Reihenfolge der Bearbeitung wird bestimmt durch die Boardabtastung, diese muss vor dem Ausführen der Bohr(Excellon)-Datei erfolgen. Lass Dich nicht von der momentanen Menueführung verwirren, da wird sich noch einiges ändern. Ein grundsätzliches Problem gibt es allerdings bei Verwendung von relativ dünnen und biegsamen Platinen für das ich keine Lösung finde: Wenn diese z.B. in der Mitte höchgewölbt sind, so ist das bei der Abtastung eigentlich kein Problem, da der Stichel bei Berührung sofort stehen bleibt ohne die Platine durchzudrücken. Beim Fräsvorgang werden allerdings diese Platinen durch den Sticheldruck nach unten gebogen, so das die ganze Höhenabtastung für die Katz ist.
Albert M. schrieb: > relativ dünnen und biegsamen Platinen Ich habe "normales" 1,5 mm FR4 Material verwendet, da kommt das natürlich nicht vor. Aber die Art der Befestigung hilft bei den dünnen Platinen eventuell weiter. Ich verwende doppelseitiges Teppichklebeband um die Platine auf einem plangefrästen Bett aufzukleben, an zwei Seiten ergibt sich durch das planfräsen jeweils eine Kante als Anschlag. Für das Fräsen der Leiterbahnen ist diese Befestigung stabil genug, nur beim Konturenfräsen muss ich mir noch etwas anderes ausdenken, denn die Platine verdreht sich etwas durch den seitlichen Fräserdruck (Außenmaß der Platine 30 x 40 mm, die Klebefläche ist also nicht besonders groß). Mit dem Klebeband, ggf. vollflächig verklebt, nicht nur an zwei Punkten, sollte die Aufwölbung in der Mitte unterbunden werden können, oder? Gruß, Harald
Hans L. schrieb: > Hat jemand Kenntnis über SCC und grbl auf 32bit Controllern? Hier im Thread war mal irgendwann jemand der GRBL auf einen STM Controller portiert hat. Vielleicht gibt es bei GitHub auch einen Fork dazu. Aber warum willst Du unbedingt GRBL auf einem 32 Bitter laufen lassen? Nehm einen Arduino und gut is. Dann gibt es auch keine Kompatibilitätsprobleme mit SerialComCNC.
Harald S. schrieb: >> relativ dünnen und biegsamen Platinen > > Ich habe "normales" 1,5 mm FR4 Material verwendet, da kommt das > natürlich nicht vor. Ich teste hier mit einer 1,6 mm Pertinax Platine, die sich bei Fräsen kräftig durchbiegt. Wegen dem schädlichen Staub bei FR4 Material wollte ich dies fürs Probieren eigentlich nicht nehmen :) Da muss ich mir wohl doch mal FR4 Platinen bestellen.
Albert M. schrieb: > Ich teste hier mit einer 1,6 mm Pertinax Platine Ah, dann tastest du in der Tat mit einem Taster und nicht per metallischem Kontakt ab... Aber davon abgesehen sollte sich auch 1,5 mm Pertinax, flächig auf geklebt, nicht verbiegen. Spannst du die Platine seitlich ein? Ohne Unterlage?
Harald S. schrieb: > Albert M. schrieb: >> Ich teste hier mit einer 1,6 mm Pertinax Platine > > Ah, dann tastest du in der Tat mit einem Taster und nicht per > metallischem Kontakt ab... Sorry, nicht Pertinax, sondern einseitig kupferbeschichtete Hartpapier Platine. Und Abtastung mittels elektrischem Stichel-Kontakt auf die Kupferoberfläche der Platine.
Albert M. schrieb: > kupferbeschichtete Hartpapier Da kann ich die Wölbung nachvollziehen, das Zeug ist aus meiner (sehr! frühen. Wir reden über Jahrzehnte :-) Erfahrung schon in sich verzogen, wenn es aus der Verpackung kommt. Aber dem Stichel ausweichen... wie gesagt, auf eine Unterlage pappen und das Problem sollte weg sein.
Angehängte Dateien:
-

Vakuum1.jpg
230 KB -

Vakuum2.jpg
230 KB
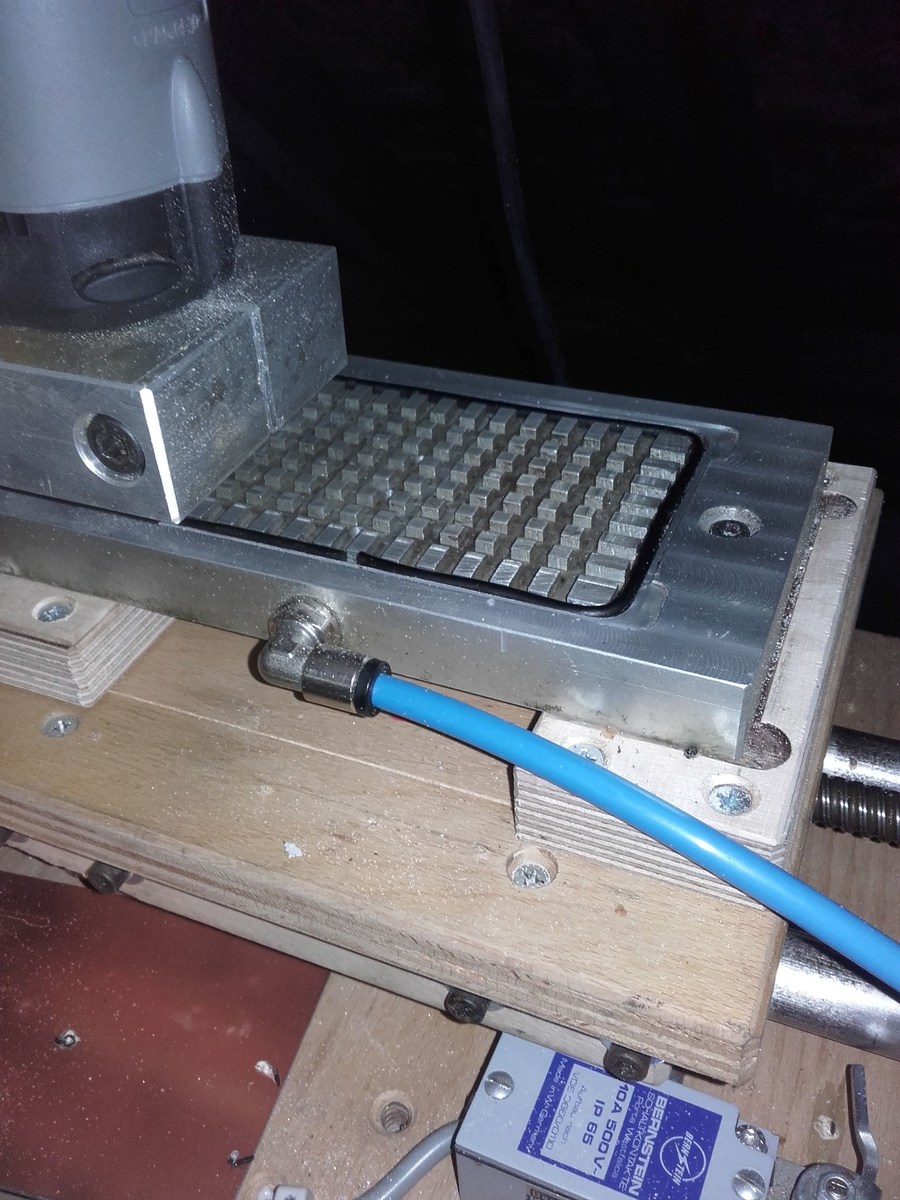

Hallo, ich denke das die Taktfrequenz mit einem 32bit Controller höher ist. Könnte bei einem UHU was bringen. Ich habe das Durchbiegeproblem mit einer Vakuumplatte die ich aus einem Alurest gefräst habe, für meine Ansprüche ist das ausreichend. Die Auflagen habe ich vorher mit der Kress-Spindel in der gleichen Z-Höhe überfräst. MfG Hans
Hans L. schrieb: > ich denke das die Taktfrequenz mit einem 32bit Controller höher ist. Welche Taktfrequenz meinst du? Der GRBL Arduino liefert maximal gegen 30 kHz Step-Impulse, das reicht zumindest für meine Fräse längstens aus. Mehr als 600 mm/Minute schafft meine Mechanik nicht, bei 200 Steps/Umdrehung und 8tel Schritten sowie 3 mm Steigung der Gewindespindel verwende ich also maximal etwa 5,3 kHz, habe also jede Menge Luft nach oben. Der GRBL Controller braucht also in meinen Augen keine höhere Taktrate als die gegebenen 16 MHz. Hilft dir das weiter? > Könnte bei einem UHU was bringen. Mhmm, du meinst sicher nicht den altehrwürdigen Hochstartsegler? Gruß, Harald
Danke Albert für deine Antwort. Ich habe mir eben ein Nextion Display bestellt, sowie ein USB TTL Modul. Ich hoffe, dass ich das Richtige gekauft habe (gab so viele verschiedene Bauformen) 3V/5.5V USB to RS232 Serial TTL PL2303 USB UART Board PL-2303HX CP12004 C54 http://www.ebay.de/itm/3V-5-5V-USB-to-RS232-Serial-TTL-PL2303-USB-UART-Board-PL-2303HX-CP12004-C54-/281353505760?hash=item4181f9cbe0:g:2-MAAOSwnbZYFRMc#rwid Viele Grüße Sven
Sven schrieb: > Ich hoffe, dass ich das Richtige > gekauft habe (gab so viele verschiedene Bauformen) > > 3V/5.5V USB to RS232 Serial TTL PL2303 USB UART Board PL-2303HX CP12004 > C54 Braucht natürlich noch den passenden Windows treiber für das Board.
@Hans Lang: Was für eine Pumpe nimmst du für das Fixieren der Platine auf der Vakuumplatte?
zum Platinenfräsen: Ich mache das seit Jahren schon und benutze immer Teppichklebeband. Da muss man aber aufpassen: NICHT das billigste benutzen! Ich habe die besten Erfahrungen mit Faserverstärkten Klebeband gemacht. Es kommt zudem noch dazu, wenn es mal kalt in der Werkstatt ist, kleben die billigen schlecht bis garnicht. @Albert: Es wäre schön, wenn das Modul nicht nur plt sondern auch GCODE Dateien einlesen könnte! zum Frequenzumrichter per PWM: Ich habe es gestern erfolgreich ausprobiert, einen kleinen Mosfet, Gate an den PWM Ausgang mit 5V und Drain an die +10V des FU's, Source an den AnalogEingang des FU's mit nem 47µF Elko gegen Masse. Da dies jedoch eine Invertierung erzeugt, habe ich im FU die Werte für min und max Drehzahl einfach vertauscht. Das ansteuern des FU klappt damit prima! Allerdings habe ich mich entschlossen, doch einfach nur per Relays die Spindel ein/auszuschalten. Die Drehzahl stelle ich per Hand am FU ein. Ist einfacher für mich, da die meist sowieso mit 22000U/min läuft. Wenns mal weniger sein soll, muss ich die Drehzahl sowieso von Hand anpassen, wie z.B. bei Kunstoffen. Dann noch etwas: Ich habe unter der Spindel eine Aluscheibe mit 4x 3W LEDs zur Beleuchtung. In diese Scheibe sind nun 2 Löcher für Linienlaser dazugekommen, um Werkstücke winklig aufspannen zu können. Das funktioniert auch recht gut, allerdings musste ich feststellen, daß das Gehäuse der Linienlaser mit + verbunden ist! Ich habe mir nen Wolf gesucht, da die Steuerung nicht mehr wollte und rumgesponnen hatte! Also aufpassen, wenn solche Laser an die gleiche Stromversorgung angeschlossen werden sollen! Ich habs nun so gelöst: +der Laser an GND und -der Laser an -5V des ATX Netzteils! da die nur etwa 40mA ziehen, reichen die -5V vom Netzteil aus. Gruß, Wolfram.
Wolfram F. schrieb: > @Albert: > Es wäre schön, wenn das Modul nicht nur plt sondern auch GCODE Dateien > einlesen könnte! Ich schließe mich dem unbedingt an. Gcode sollte eigentlich an erster Stelle stehen. Danach dann die anderen Formate... Bitte nochmal darüber nachdenken, Ulrich. Vielen Dank
Angehängte Dateien:
-

VacPump.jpg
500 KB

Hallo, ich hatte in meinem Fundus eine alte Laborvakuumpumpe, die habe ich mit Festoschlauch an die Pumpe angeschlossen. MfG Hans
zum Thema Vakuumpumpen: Ich habe mehrere Pumpen die aus der ZV von VW/Seat oder auch älteren Mercedes stammen. Diese eignen sich sowohl für Druck als auch zum saugen sehr gut und kosten auf dem Schrottplatz fast nix. Z.B. habe ich so eine an meiner Lötstation zum entlöten i.V. mit dem Weller Entlötkolben seit Jahren im Einsatz. Ich plane noch, 2 Vakuumplatten herzustellen, eine kleine, ca. A4 groß für Platinen und eine große 630x450 für den ganzen Tisch (diese wird aber wohl einen Staubsauger benötigen). für die kleine sollte so eine KFZ-Pumpe jedoch ausreichen.
Hallo liebe SCC-Gemeinde, ich habe mir jetzt auch ein Nextion und einen USB-TTL Converter bestellt und habe den Tipp bekommen, das Display an eine externe 5VDC Stromquelle anzuschließen. Habt ihr Nextion-Nutzer das auch so gemacht oder geht es nicht auch alles über USB. Ich würde gerne so wenig wie möglich „Kabelsalat“ haben. Sonst kämen ja zwei Kabel aus den Nextion-Gehäuse, eines zum USB Anschluss zum Laptop und eines zur Stromquelle. Wie habt ihr die Verkabelung gelöst? Um Tipps und Hinweise wäre ich dankbar. Viele Grüße Sven
Sven schrieb: > ich habe mir jetzt auch ein Nextion und einen USB-TTL Converter bestellt > und habe den Tipp bekommen, das Display an eine externe 5VDC Stromquelle > anzuschließen. > Habt ihr Nextion-Nutzer das auch so gemacht oder geht es nicht auch > alles über USB. Das 3.5 Nextion benötigt bis zu 150 mA @ 5 VDC. Für kurzes Testen versorge ich es über USB. Für längere Fräss-Sessions ist mir das aber nicht geheuer. Ich habe keine Lust mein PC Motherboard aufs Spiel zu setzen. Wahrscheinlich bin ich aber auch nur zu vorsichtig :) Letztendlich musst Du selber wissen was Du machst.
Bastler schrieb: > keine Lust mein PC Motherboard aufs Spiel zu setzen. Da brauchst du keine Angst haben, die USB-Anschlüsse sind abgesichert und liefern prinziell bis zu 500 mA (wenn das angeschlossene USB Device dem Port mitgeteilt hat, dass es so viel bzw. mehr als den defaulmäßig zur Verfügung gestellten Strom benötigt). Die USB-Seriell Converter handeln im Allgemeinen keinen höheren Strom mit dem USB Controller im Rechner aus, somit ist der nach USB Norm zur Verfügung gestellte Strom max 100 mA. Damit läuft das Display nach den Aussagen hier im Forum nicht. Ich kenne aber kein Motherboard bei dem der Strom tatsächlich begrenzt wird, wenn das Device (der USB-Seriell-Wandler) mehr als ausgehandelt (oder eben mehr als 100 mA ohne Aushandlung) zieht. Über den Eigenschaftendialog des USB-Controllers kannst du überprüfen, ob der Controller "Überstrom" meldet, oder ob ihm der höhere Strom egal ist. Von älteren USB-Festplattengehäusen kenne ich solche USB-Anschlusskabel mit zwei USB-A-Steckern auf der Rechner-Seite. Damit wird der Ausgangsstrom von zwei USB-Ports parallel geschaltet. Damit könntest du ebenfalls eine Abschaltung des USB-Ports vermeiden. (Ich habe aber auch schon Stimmen gehört, die vor der Verwendung dieser Doppel-Stecker-Kabel warnen). Aber auch von meiner Seite: Du musst selbst wissen, welches Risiko dir das eingesparte Kabel wert ist. Gruß, Harald
Hallo Wolfram Fischer was sind das genau für Pumpen? Ich brauche aktuell auch eine Pumpe und bin gereade auf der suche nach einer. Uli
Ok, danke schon mal für die Antworten. Könnte ihr ein paar Bilder von euren Nextion incl. Verkabelung einstellen. Würde mir helfen. Danke und viele Grüße Sven
Uli schrieb: > Hallo Wolfram Fischer was sind das genau für Pumpen? > > Ich brauche aktuell auch eine Pumpe und bin gereade auf der suche nach > einer. > > Uli meiner Meinung nach sind das Drehschieberpumpen. http://www.gutmbh.de/Bilder/Vakuumpumpen/DrehschieberPrinzip.gif
Habe mich wohl falsch ausgedrückt. Das Prinzip ist mir dabei egal nur wo ist die verbaut und als was? Ist das eine Scheibenwischerpumpe, Hydraulikpumpe, Ölpumpe, ..... ? Und ist die überhaupt als Luftpumpe haltbar? Uli
Wolfram F. schrieb: > Ich habe mehrere Pumpen die aus der ZV von VW/Seat oder auch älteren > Mercedes stammen. das hab ich doch geschrieben! und haltbar sind die auch, damit kannst du auch prima 100erte Luftballons für nen Kindergeburtstag aufblasen! :-) nur darauf achten, daß sie nicht zu heiss werden, daher besser mit drehzahlregler. Einfach mal probieren...
Height Map für Platinen fräsen Ich werfe gerade die bisherige Mathematik für die Höhenkarte über Board. Das bisherige Konzept hatte zwar soweit funktioniert, war aber teilweise unbefriedigend. Also was anderes ausprobiert, man hat ja sonst nichts zu tun :) Neuer Ansatz: Mit den Werten der Platinen-Abtastung (z.B. alle 10 mm in X und Y) wird eine farbcodierte 3-D Contour mit interpolierten Werten (eine Interpolation pro 2 mm) zwischen den Abtaststellen erstellt. Damit ist zu jedem beliebigen XY Wert, auch zwischen den Interpolationsstellen, die zugehörige Höhe in der 3D-Contour mit ausreichender Genauigkeit bekannt. Das zu verarbeitende File (HPGL, PLT oder G-Code) wird nun wie folgt verarbeitet: Jeder Verfahrweg (z.B. G1 X30 Y0) wird in Sub-Steps von z.B. 5 mm aufgesplittet. Bei jedem Step wird die zugehörige Höhe aus der 3-D Countour ermittelt und verrechnet. Bei nicht rechtwinkligen Verfahrwegen werden die Werte mit passendem Vector berrechnet. Das funktioniert so weit ganz gut. Die erzeugte G-Code Datei ist danach natürlich um ein Vielfaches grösser als die Ursprungs Datei (Abhängig von der Sub-Step Grösse). Gruss Ulrich Albert
Hallo Albert, Chapeau, da kann man nur seinen Hut ziehen, bei dem was du auf die Beine stellst. Ich kann es kaum erwarteten die Abtastung zu testen. Sobald ich meinen Frästisch wieder plangefräst habe werde ich die neue Version testen... ach halt ich nehme die gleich zum Planfräsen :) Wie gesagt, meine Hochachtung und danke für die Software. MFG EGS
EGS schrieb: > ach halt ich nehme die gleich zum Planfräsen :) Achtung, Scherz! Nicht jeder kennt die Smilies... ;-)
EGS schrieb: > ach halt ich nehme die gleich zum Planfräsen :) Achtung, Scherz! Nicht jeder kennt die Smilies... ;-) Wolfram F. schrieb: > Wolfram F. schrieb: >> Ich habe mehrere Pumpen die aus der ZV von VW/Seat oder auch älteren >> Mercedes stammen. > > das hab ich doch geschrieben! ZV=Zentralverriegelung
Angehängte Dateien:
-

2017-03-24_112420.png
210 KB -

2017-03-24_112949.jpg
270 KB
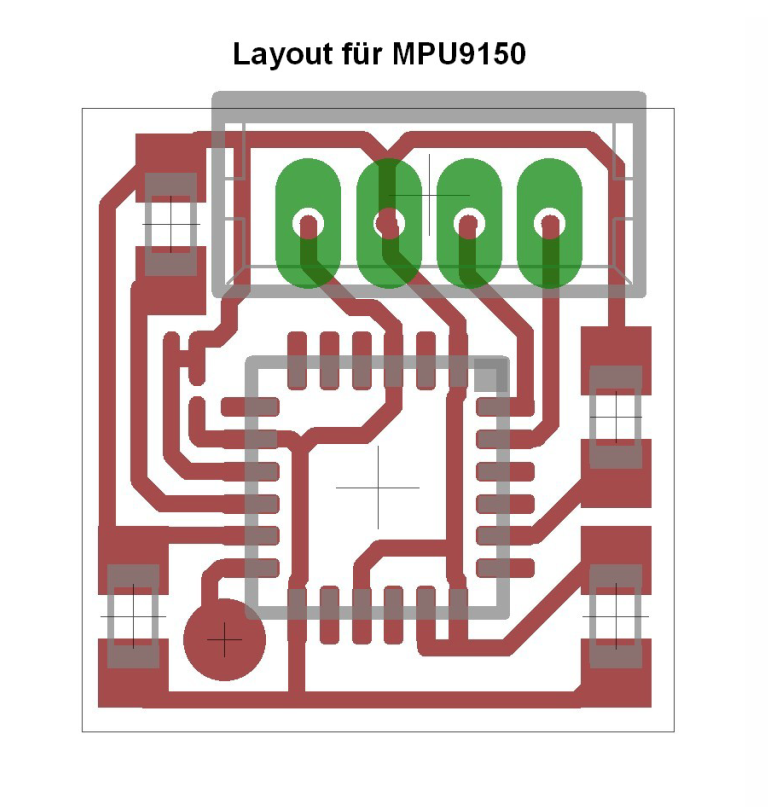
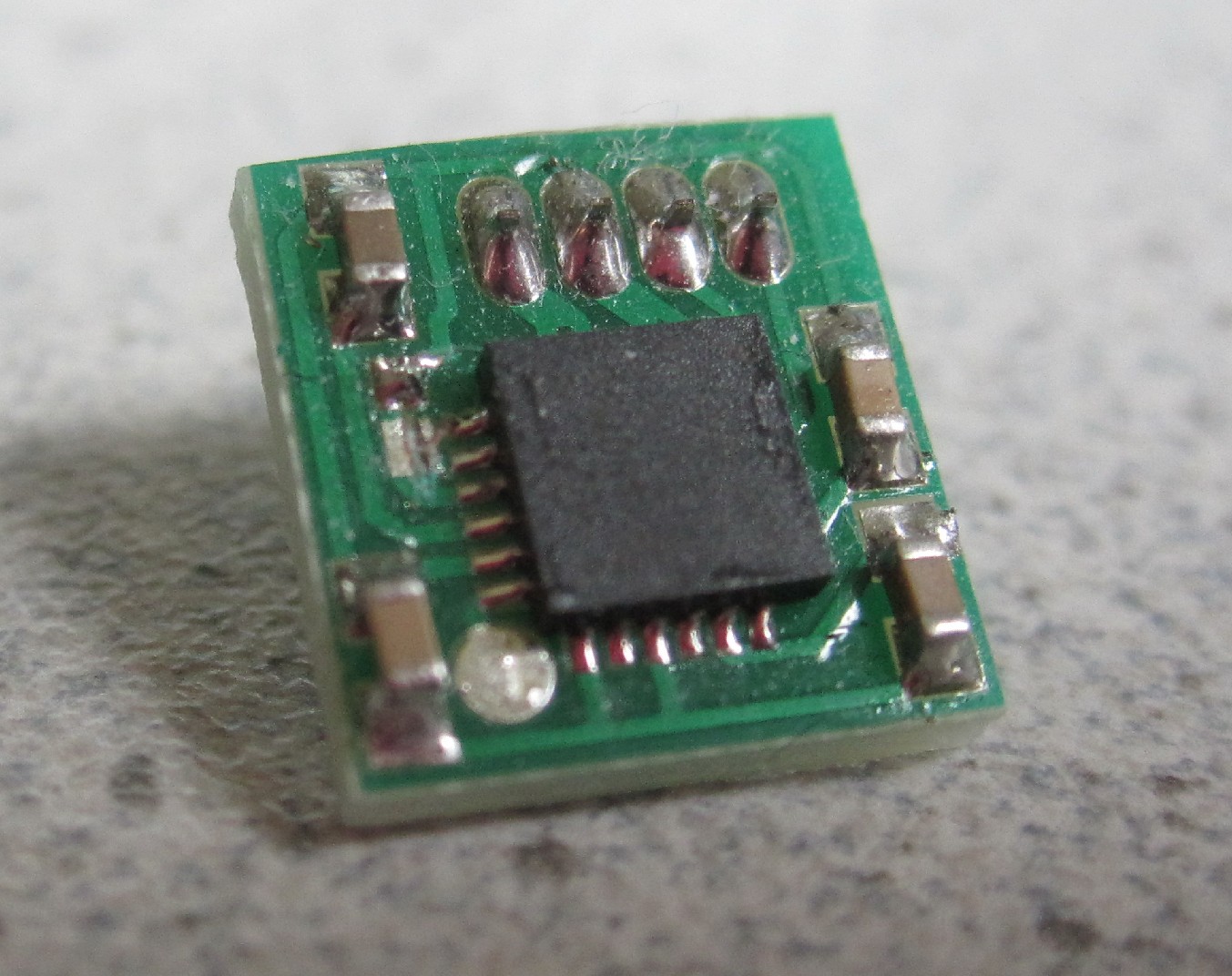
Albert M. schrieb: > eine farbcodierte 3-D Contour mit interpolierten Werten (eine > Interpolation pro 2 mm) zwischen den Abtaststellen erstellt. Hallo Albert, klingt gut und vertraut ;-) > Das zu verarbeitende File (HPGL, PLT oder G-Code) G-code: Prima, vielen Dank! Das erlaubt die Verwendung von z.B. PCB-GCODE.ULP in EAGLE, das in meinen Augen sehr ausgereift mit der Aufgabe umgeht. > Jeder Verfahrweg (z.B. G1 X30 Y0) wird in Sub-Steps von z.B. 5 mm aufgesplittet. Spannend wird's dann bei Kreisen und Radien... > Platinen-Abtastung (z.B. alle 10 mm in X und Y) Nur als Anregung: Einige meiner Platinen sind kleiner als das Raster (Beispiel: Platine für MPU9150 - 9DOF Bewegungssensor. Der Chip ist 4x4 mm groß). Man kann anführen, dass dann auch keine allzu großen Abweichungen auf der Z-Achse zu erwarten sind. Bei Platinen stimmt das sicher (eine schräge Aufspannung beim Fräsen mal außen vor gelassen). Aber erinnern wir uns zurück... du wolltest ursprünglich mit einem Taster auch nicht leitendes Material abtasten. In diesem Umfeld kann ich mir durchaus Oberflächen vorstellen, die ein engeres Abtastraster fordern. Kurz: Vielleicht solltest du das Raster einstellbar machen? Gruß, Harald
Hallo, hat denn keiner mal Bilder von seinem Nextion inclusive der Verkabelung für mich zum Abgucken? Danke im Voraus ;-) Sven
Sven schrieb: > Hallo, hat denn keiner mal Bilder von seinem Nextion inclusive der > Verkabelung für mich zum Abgucken? > > Danke im Voraus ;-) > > Sven Was ist daran so Schwer ? kable die Beschriftest sind TX/RX sind Gekreutzt +5V ----+5V GND ---- GND TX ----RX RX ----TX Grüße Sven
Angehängte Dateien:
-

SerialCom.jpg
250 KB
Hallo, ich bin hier neu und habe folgendes Problem. Ich habe zwei Arduino Nano v3 ATmega328P USB ch340 in der Bucht gekauft. Damit der Rechner den Arduino erkannte, musste ich einen Treiber von deren Verkaufsseite runterladen. Der Arduino wurde dann erkannt, ich konnte aber mit den XLoader den Arduino nicht flashen. Das habe ich dann mit dem AVRStudio gemacht. Mit einem Terminalprogramm kann ich $ oder $$ eingeben und bekomme die Status entsprechend angezeigt. Starte ich SerialComCNC kann ich den Arduino connecten, bekomme auch die Meldung das conneted ist etc. Aber wenn ich das Fenster weg klicke, dann kann ich z. b. die Status abfrage kommt nichts im Monitorfenster... Die TX LED des Arduino blinkt so ca. 5 x in der Sekunde.. Vor daher denke ich das der Arduino richtig läuft... Weiß jemand Rat??
Thomas schrieb: > Starte ich SerialComCNC kann ich den Arduino connecten, bekomme auch die > Meldung das conneted ist etc. Aber wenn ich das Fenster weg klicke, dann > kann ich z. b. die Status abfrage kommt nichts im Monitorfenster... > > Die TX LED des Arduino blinkt so ca. 5 x in der Sekunde.. Vor daher > denke ich das der Arduino richtig läuft... > > Weiß jemand Rat?? Meist hift SerialComCNC Manual lesen ungemein. Schau mal auf die Seite "GRBL konfigurieren". Da sind 4 Zeilen extra für Dich in fetter Schrift :)
Manual Leser schrieb: > Meist hift SerialComCNC Manual lesen ungemein. > Schau mal auf die Seite "GRBL konfigurieren". > Da sind 4 Zeilen extra für Dich in fetter Schrift :) Du hättest auch schreiben können das er $10=0 eingeben muß um die Statusanzeigen anzupassen So ist ihm doch nicht geholfen da er ja Die Ursache nicht kennt Manchmal sieht man den Wald vor Bäumen halt nicht Einfache frage = Einfache Antwort Kundendienst sagt ja auch nicht lesen Sie das User Manuel da Steht es drin Grüße Sven W
Manual Leser schrieb: > Meist hift SerialComCNC Manual lesen ungemein. > Schau mal auf die Seite "GRBL konfigurieren". > Da sind 4 Zeilen extra für Dich in fetter Schrift :) Hallo Manual Leser, joo, das war es... Jetzt wird mir in SerialComCNC auch die Status angezeigt. Hatte zwar schon gelesen - die Stelle aber überlesen... Musste den Befehl mit einem Terminalprogramm eingeben... Danke für den Hinweis. Gruß Thomas
Hallo Sven,
Das mit dem Nextion Display ist keine große Sache.
Der USB TLL und auch das NEXTION Display ist beschriftet.
Kabel liegt dem NEXTION bei das passt perfekt an den USB TLL (zumindest
bei mir )
USB TTL 3V3
TXD ---------RXD
RXD ---------TXD NEXTION
GND ---------GND
+5V ---------+5V
Den 3V3 am TLL brauchst Du nicht.
Das Display benötigt bis zu 160mA bei 100% (Nachgemessen)
Ich habe es mit „Dims=30“ auf 30% runder gestellt dies bleibt auch nach
dem Ausschalten erhalten und schon sind es nur noch 54 mA. Damit ist
kein externes Netzteil notwendig.
Bis 50% Helligkeit geht es noch am USB Port. Mir reicht es vollkommen
aus. Der USB Port würde bei Überlastung Abschalten.
Wenn es Dir zu heikel ist, nimm ein 5V Netzteil denke dabei daran das
der TLL und NEXTION gemeinsame Masse haben müssen.
Gruß Daniel
Wenn mir jemand zv übersetzt dann kann ich die. Pumpe auch einordnen. Vg, Uli
Hans L. schrieb: > ich hatte in meinem Fundus eine alte Laborvakuumpumpe Ich denke nicht, dass diese Pumpen auf einer Raster-Vakuumplatte eine gebohrte Platine halten, das geförderte Volumen ist zu klein. Ungebohrte Platinen könnten wohl gehalten werden. Um die Leckagen der Bohrungen auszugleichen brauchte man schon einen Staubsauger oder Seitenkanalverdichter.
uli schrieb: > Wenn mir jemand zv übersetzt dann kann ich die. Pumpe auch einordnen. > Vg, Uli Hallo Uli! Du musst schon alle Beiträge mal anschauen, wenn du in einem Forum geholfen haben möchtest, z.B. diesen hier: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Und natürlich sinnbegreifnd lesen :-) Gruß, Harald
Manfred A. schrieb: > brauchte man schon einen Staubsauger Hallo Manfred, klappt das wirklich? Das Ansaugen wohl sicher, aber ich fürchte, der Staubsuger läuft heiß, denn normaler Weise dient die angesaugte Luft auch der Motorkühlung, und in diesem Fall strömt ja kaum Luft, oder? Ich habe schon Probleme (Staubi schaltet nach eine paar zig-Minuten ab wegen Überhitzung) wenn ich den Saugschnorchel vorne mit einem 20er Installationsrohr verkleinere um die Luftgeschwindigkeit zu erhöhen und näher an den Fräser zu kommen. Gruß, Harald
Hallo, ich körne die Bohrungen mit dem Gravierstichel nur an und bohre dann manuell weil meine Z-Achse pneumatisch hoch bzw. runterfährt. MfG Hans
Bezüglich Staubsauger läuft heiss... dem kann man abhelfen, in dem man einen zusätzlichen Lufteingang schafft. Viele käufliche Staubsauger haben so eine Art Luftschlitz am Saugrohr oben am Handgriff, wo man zusätzliche Luft einströmen lassen kann. Soetwas halt auch für den CNC Staubsauger und die Gefahr des heißlaufens auf Grund geringer Luftmenge ist behoben.
Angehängte Dateien:
-

20170325_174200.jpg
220 KB -

20170325_174414.jpg
230 KB -

20170325_174524_001.jpg
220 KB -

20170325_174528.jpg
230 KB -

20170325_174604.jpg
240 KB
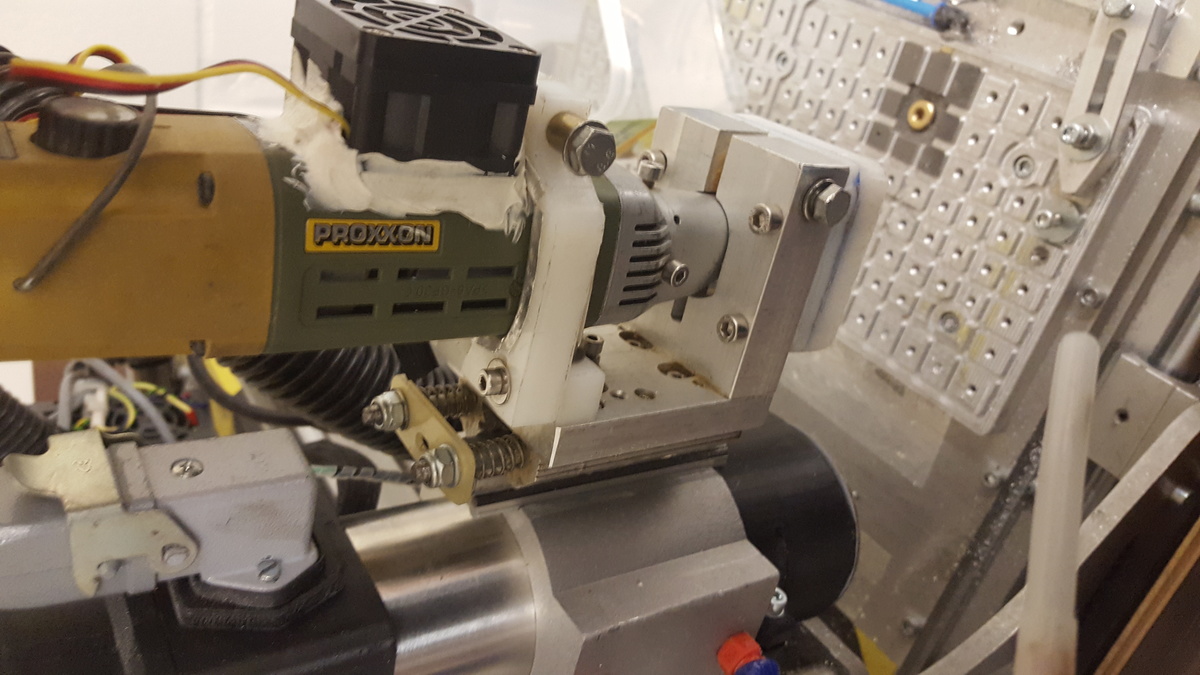
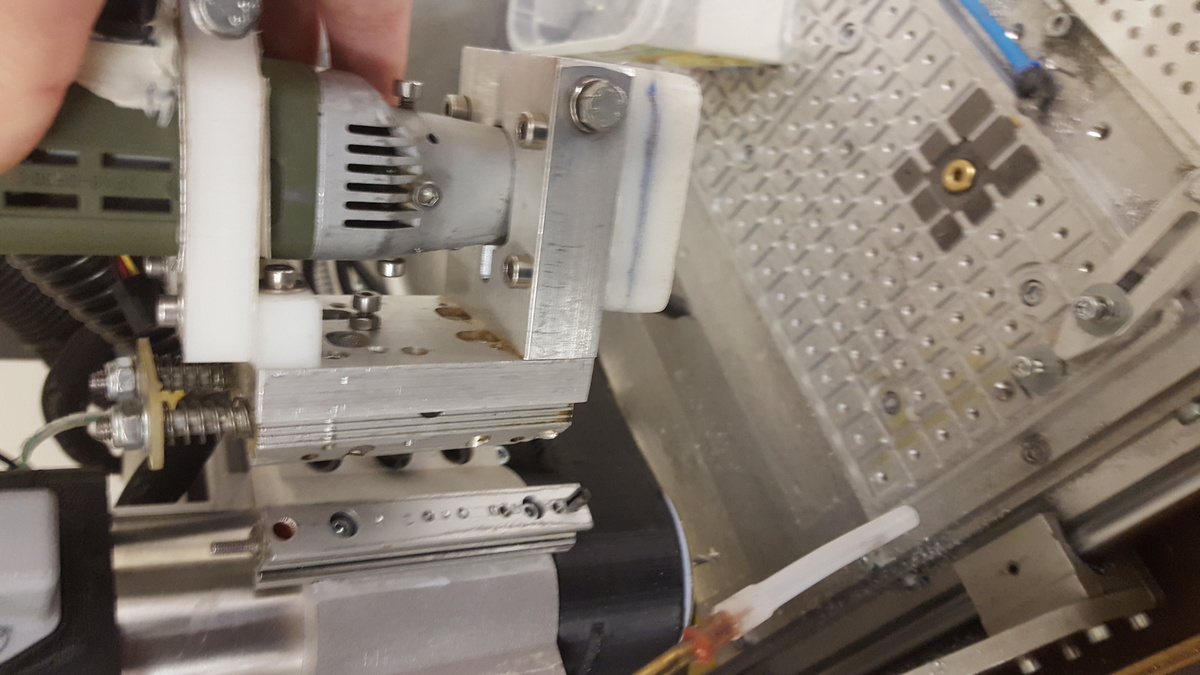
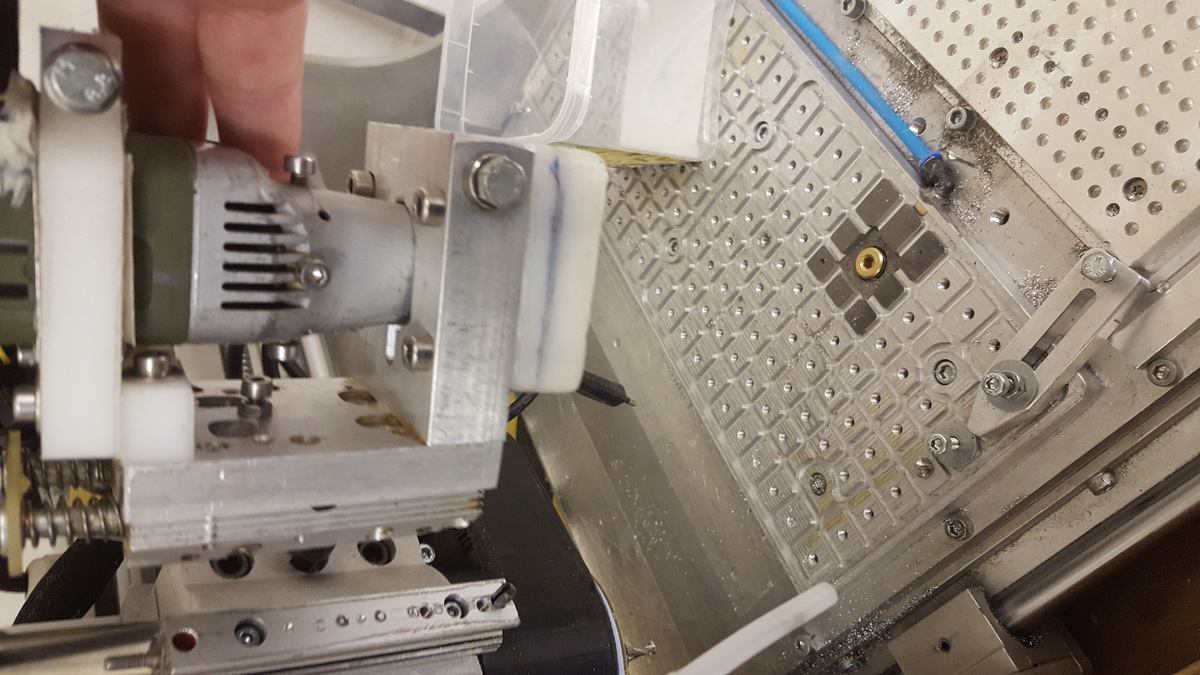
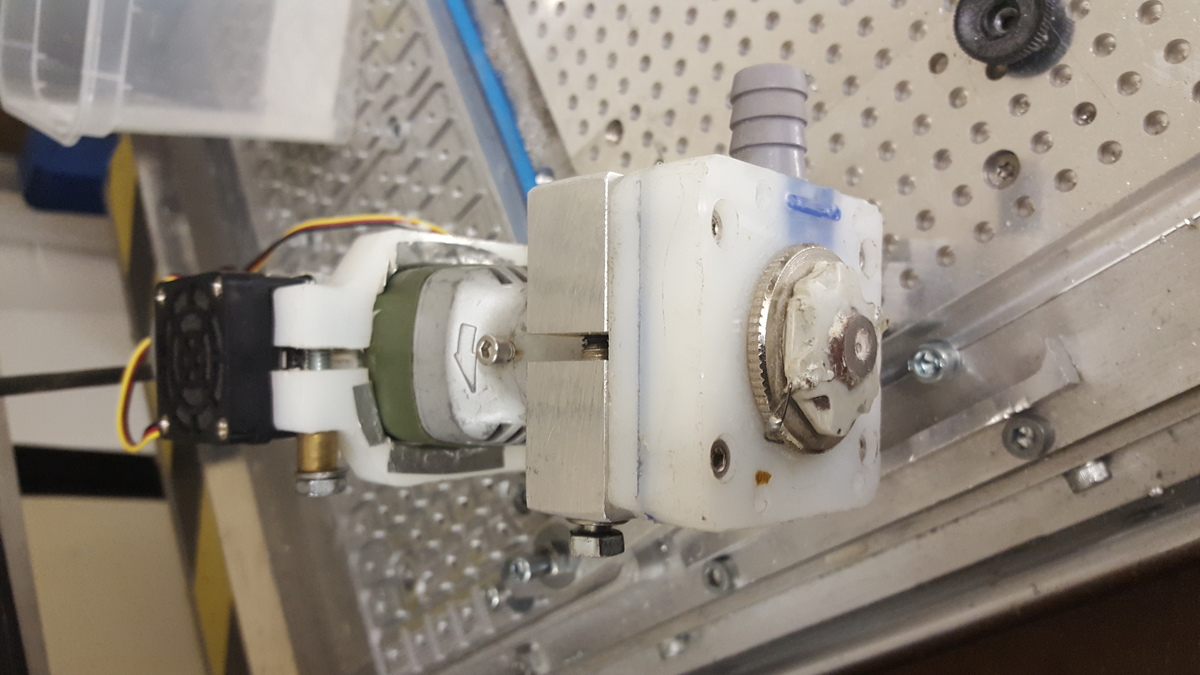
Avantasia schrieb: > und die Gefahr des > heißlaufens auf Grund geringer Luftmenge ist behoben. So gehe ich auch vor. Zum Platinenfräsen benutze ich eine Lochraster-Vakuumplatte mit 0,2mm Bohrungen und Staubsauger, funktioniert einwandfrei. Link zur Vakuumplatte: https://www.vakuumtisch.de/index.php?page=product&info=560 Zum Isolationsfräsen: Die besten Erfahrungen habe ich mit einem sebstgebauten Tiefenregler (mit Staubabsaugung) und einem 230V Proxxon Bohrschleifer gemacht. Dabei liegt die gesamte Fräseinheit durch Eigengewicht mit einem Kunststoffstopfen auf der Platine auf. Im Zentrum des Stopfens läuft der Fräser. Der Stopfen hat ein Aussengewinde. Die Frästiefe wird durch verdrehen des Stopfens eingestellt. So habe ich immer die richtige Frästiefe, egal wie krumm das Platinenmaterial ist. Den Poxxon habe noch mit einer Kühlung und zusätzlichen Lagern vesehen(durch verspannen der Lager von aussen konnte ein besserer Rundlauf eingestellt werden). Gruß, Manfred
Hi Da hier aktuell auch über Vakuum-Pumpen gesprochen wird: Selber habe ich neben einer Drehschieberpumpe auch Kühlschrank-Kompressoren am laufen. Letztere brauchen im Vakuum-Betrieb <10W, im Druck-Betrieb steigt die aufgenommene Leistung mit dem Druck stark an, über 20bar kann man im INet findet, habe selber aber nur bis 10bar probiert (kalte Füße und so). Auch ist der Kühlschrank deutlich leiser als die Drehschieber-Pumpe. Beide stoßen aber Öl-Nebel aus, wobei der Kühlschrank hier um Längen weniger davon produziert. Die Drehschieberpumpe fördert wesentlich mehr Volumen, ist also um Längen unempfindlicher auf Leckagen! (sprich: der Unterdruck ist nicht so schnell weg) Die weiter oben gezeigten Vakuum-Pads kommen mir bekannt vor, selber nehme ich 4mm Moosgummi-Schnüre, was Besseres fiel mir auch noch nicht ein. Die ebenfalls 4mm messenden Luftschläuche sind allerdings nicht für große Volumen gedacht, auf 500mbar sinkt der Druck bereits bei völlig offenem Pad nur wegen dem Schlauch. MfG
Angehängte Dateien:
-

20170326_160312_resized.jpg
240 KB

Hallo Albert, zuerst einmal VIELEN DANK für deine wirklich Tolle Arbeit. Ich finde es Genial was du alles machst. Ich hab heute mal wieder ein wenig mit dem Easy Job rumgespielt. Dabei bin ich warscheinlich auf einen kleinen Fehler beim Rounded Rectangle gestoßen. Ich hab als Startpunkt 0,0 und endpunkt 40,40 mit Radius 5mm eingegeben. Beim fräsen ist der Fräser jedesmal nach Ende eines Durchgangs erst wieder auf 0,0 gefahren, ist dann auf die nächste Tiefe gegangen und anschließend den nächsten Durchgang gestartet. Das hatte zur folge, daß ich unten links eine Kante hatte. Kannst du dir das mal bei gelegenheit ansehen? Gruß Detlef
Detlef S. schrieb: > Ich hab als Startpunkt 0,0 und endpunkt 40,40 mit Radius 5mm eingegeben. > Beim fräsen ist der Fräser jedesmal nach Ende eines Durchgangs erst > wieder > auf 0,0 gefahren Das ist natürlich ein Bug. Wird in der nächsten Version behoben.
Anbei neue Version SerialComCNC 2.5.1 Change Log V2.5.1 ----------------- EasyJob - Fehler bei der G-Code Erzeugung in Rounded Rectangle behoben. - Speichern/Laden der Jobs nun unter eigenem Namen mit der File-Extension ".job" Gruss Ulrich Albert http://www.serialcominstruments.com/
Angehängte Dateien:
-

Nextion_Display_Menue.png
1,7 KB -

Nextion_Display_Einstellen.png
1,2 KB
Anbei eine Erweiterung zum 3.5" Nextion Touch Display:
Über den neuen Menue-Punkt "Display" lässt sich die
Helligkeit des Displays von 20% bis 100% einstellen.
Mit Verringerung der Helligkeit wird auch der Strombedarf
des Displays gesenkt. Gemessene Werte:
Helligkeit % mA
100 145
75 110
50 80
30 60
Eine Einstellung zwischen 50% und 75% bietet ausreichend
Helligkeit. Damit lässt sich dann das Display direkt
gefahrlos über USB betreiben (ohne zusätzliches Netzteil).
Das neue HMI-File incl. Fonts befinden sich im beigefügten
ZIP-File. Die entpackten Dateien in den Unterordner
"Nextion Display" von SeriaComCNC kopieren.
Die Bilder sind eine Screen-Copy vom Nextion Editor/Debugger.
Gruss Ulrich Albert
Angehängte Dateien:
-

CIMG0035.JPG
62 KB -

CIMG0036.JPG
64 KB -

CIMG0037.JPG
68 KB


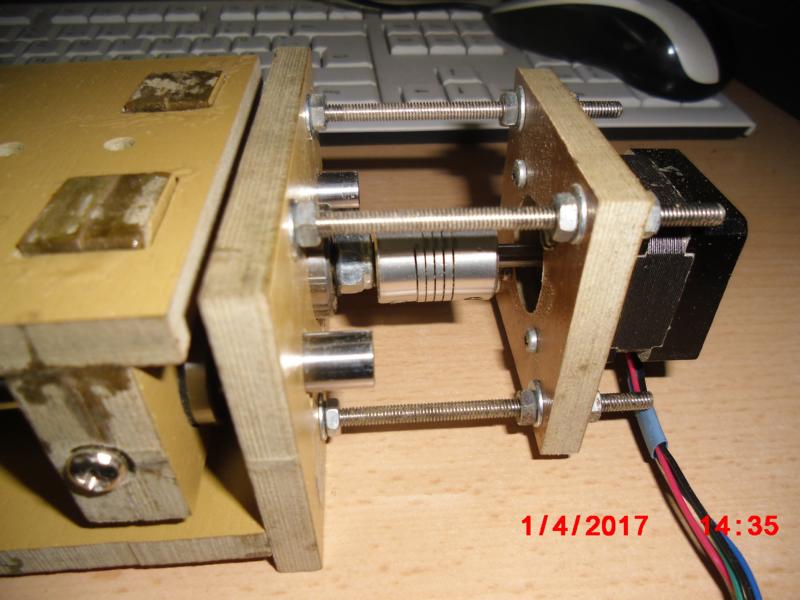
Moin, habe nochmals eine Z-Achse gebaut - läuft unter SCC mit 1500 U/min Wünsche allen ein frohes Osterfest MfG Klaus
Klaus, was willst du mit mit so einer Spielzeugachse?
Hallo Albert, kannst du in deine Dokumentation die Touch-Funktionen vom Nextion mit aufnehmen. Vieles ist zwar selbsterklärend, aber einige Funktionen könnten vielleicht eine kurze Erklärung bekommen. In den Forum ist zwar irgendwo alles beschrieben, ist aber sehr müssig alles durchzulesen und zu finden. Ansonsten funktioniert alles und sehr klasse ist das letzte Update mit der Anpassung der Helligkeit. Ich habe meins auf 68% eingestellt und spare mir die damit den Kabelsalat. Super, danke!!! Viele Grüße Sven
Hallo Albert, unterstützt GRBL eigentlich auch user-definierte variablen so wie MACH3? z.B. #500 = 20 Wenn ja, wäre es recht einfach eine Autoleveling Routine zu schreiben! Z-runter bis Probe Kontakt hat, Z-Wert in Variable speichern, weiter mit nächster Position... Später dann den GCODE mit (#500 - Z-0.07) ergänzen.. Wenn nicht, wie würdest Du es machen? Gruß, Wolfram
Wolfram F. schrieb: > unterstützt GRBL eigentlich auch user-definierte variablen so wie MACH3? > z.B. #500 = 20 > Wenn ja, wäre es recht einfach eine Autoleveling Routine zu schreiben! > > Z-runter bis Probe Kontakt hat, Z-Wert in Variable speichern, weiter > mit > nächster Position... > Später dann den GCODE mit (#500 - Z-0.07) ergänzen.. > > Wenn nicht, wie würdest Du es machen? Nein, User-definierte Variablen werden nicht unterstützt. Und Dein Beispiel ist etwas zu kurz gedacht und funktioniert nicht :) Dazu habe ich hier bereits einiges geschrieben: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" und Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"
Mir ist ein Bug im EasyJob aufgefallen: Wird ein Job mit einer Fräserposition Aussen/Innen gewählt und anschliessend ein Job DrillHole/RowOfHoles/Line gewählt, so bleibt die Position Aussen/Innen eingestellt, obwohl Mittig richtig wäre. Abhilfe: EasyJob Fenster schliessen und neu aufrufen. Dieser Fehler wird in der nächsten Version behoben.
Hallo Albert, Erstmal vielen Dank für dieses Programm! Müssen wir erstmal acht geben beim EasyJob bis zur nächsten Version. Ich erstelle den Gcode mit inkscape. Nach dem laden der Datei in SCC und starten des Vorgangs erhalte ich eine Error Meldung. Dabei steht hinter jeder Zeile im gecode Error und die Maschine fährt in eine Richtung und lässt sich nur durch not stop anhalten. Lasse ich den code durch den Test laufen werden keine Fehler gefunden. Starte ich dann kommt es vor das es klappt. Oder wieder error und nochmal test.keine errors. jetzt weiß ich nicht woran es liegt? Manchmal braucht es vier oder fünf Anläufe bis es klappt. Läuft es einmal, läuft der code auch bis zum Ende durch ohne error. Bei den code aus inkscape steht in der ersten und letzten Zeile nur ein "%" die erste Zeile lösche ich raus da der test dort immer einen error anzeigt. Die letzte wird von SCC ignoriert da der code bis dahin fertig ist. Es handelt sich dabei immer um die gleiche Datei Frohe Ostern! Daniel
Daniel S. schrieb: > Ich erstelle den Gcode mit inkscape. Nach dem laden der Datei in SCC und > starten des Vorgangs erhalte ich eine Error Meldung Zur Inkscape kann ich nichts sagen. Wenn der erzeugte GCode GRBL kompatibel ist, wird er auch ordnungsgemäss funktionieren. Wenn nicht, versuche mit einem anderen CAM Tool, wie z.B. Estlcam, die Zeichnung zu konvertieren. Daniel S. schrieb: > Lasse ich den code durch den Test laufen werden keine Fehler gefunden. > Starte ich dann kommt es vor das es klappt. Oder wieder error und > nochmal test.keine errors. > jetzt weiß ich nicht woran es liegt? > Manchmal braucht es vier oder fünf Anläufe bis es klappt. Läuft es > einmal, läuft der code auch bis zum Ende durch ohne error. Das hört sich eher nach EMV Problemen an. Dazu wurde hier im Thread schon mehrfach einiges geschrieben und Tips zur Vermeidung gegeben. Um den Fehler einzugrenzen, würde ich zuerst mal die Zeichnung mit der Testversion von Estlcam in GCode konvertieren und in SerialComCNC laufen lassen. Treten dann noch immer die von Dir beschriebenen Fehler auf, hast Du ein EMV Problem.
Hallo Albert, ich werde es mit der Testversion von Estlcam versuchen, Das es an SCC liegt glaube ich nicht, die HPGL (*.plt)Dateien liefen immer fehlerfrei mit SCC und das schon seit über einem Jahr, Es hat den Anschein als ob GRBL mit den Daten Format Schwierigkeiten hat. Denn die Error Meldung kommt doch von GRBL oder? Aktuell ist GRBL 1.1f und SCC Ver. 2.5.1 und NEXTION Ver. 2.5.2 , Der Fehler trat auch schon mit SCC Ver. 0.9f und GRBL 0.9 auf. Ich habe es mir heute nochmal genauer angesehen. In den Moment wo die Maschine verrücktspielt. Zum Ablauf: Ich lade den Gcode ein. Lösche die erste Zeile raus. Da sie nur „%“ enthält. Setze Nullpunkt. Lege Spindelgeschwindigkeit fest und Drücke „Start File“ Der Spindelmotor läuft an. Die Z Achse fährt auf Z 5mm hoch. Die Maschine fährt (X,Y)in Richtung ersten Ziel. Und JETZT! bleiben die Code Zeilen stehen, hinter jeder Zeile steht jetzt Error. Maschine bewegt sich immer noch in Richtung erstem Ziel. Sie hält dort aber nicht an um Z Abzusenken sondern fährt über den Wert hinaus. Das Grafikfenster in SCC, Fadenkreuz läuft weiter. Auch werden die X,Y koordinaten Fortgesetzt, Auch am NEXTION Display. SCC bekommt also die Aktuelle Position vom UNO mitgeteilt. An Hand der X,Y koordinaten erkennt man das die Maschine über das Ziel hinaus fährt und droht zu kollidieren! Ich habe dann immer ein NOT-STOP ausgelöst. Ein Stoppt des Vorgangs würde auch gehen, SCC Lässt sich in den Moment normal bedienen. (Ohne NEXTION Display passiert dies auch.) Ich drücke dann den Code-Test Knopf bei SCC. Der ganze Code saust durch und in roter Schrift die Meldung! 0 Errors gefunden. Fahre die Maschine wieder auf den Nullpunkt zurück, prüfe Spindelgeschwindigkeit setze nochmal „Set Spdl“ Und drücke „Start File“ Maschine setzt sich in Bewegung und läuft bis zum Code ende Fehlerfrei durch. Was mir Aufgefallen ist, Wenn ich den Gcode nach dem einladen in SCC erst mit „Test Code“ prüfen lasse und danach Fräse, ist die Wahrscheinlichkeit das dieses Fehlverhalten auftritt gering. Wer nutzt ebenfalls inkscape (Ver.0.92) ? Und kann mir über seine Erfahrung mit Gcode Erstellung für SCC berichten? Viel Spaß beim Eier suchen! Gruß, Daniel!
Daniel S. schrieb: > ich werde es mit der Testversion von Estlcam versuchen Hallo Daniel, lass deinen G-Code mal durch den freien NC-Corrector (nc-corrector.inf.ua)laufen. Man kann dort auch Einzelschritte beobachten. Hat uns schon geholfen, Fehler zu finden. Diese Fehler waren Unterbrechungen im Zeichnungsverlauf, insbesondere in Kurven. Wenn mit anderen Dateiformaten alles fehlerfrei funktioniert hat, kann man EMV Probleme wohl eher ausschließen ?! Zu inkscape kann ich leider nichts sagen,da wir CREO benutzen. Die Konvertierung durch Estlcam funktioniert bei uns in allen Fällen tadellos. Daniel S. schrieb: > Das es an SCC liegt glaube ich nicht Nach unserer Erfahrung glaube ich das auch nicht. Das aktuelle Projekt hat über 1000 Zeilen und läuft über 60min problemlos, wobei man sich auf die Verarbeitung durch SCC(danke an Albert)verlassen kann. Wenn du deinen Code hier einstellst, kann man das Problem vielleicht besser nachvollziehen und statt Eier Fehler suchen... viele Grüße Herbert
Hallo Herbert, Habe die Datei mal hier rein gestellt. Zu den Einstellung in inkscape: Einheit = mm Unterpfad für Unterpfad Maximale Teilungstiefe = 1 (1 -10 Einstellbar) Minimaler Bogenradius 0,05 Postprozessor > Alle Werde auf vier stellen runden Z- Sicherheitshöhe G00 = 5 mm Skalieren entlang der Z Achse = 1,00000 Versatz entlang der Z Achse = 0,00000 Tool: diameter =0.5 feed =200 penetration angle =90 penetration feed = 100 depth step = 0.5 tool change gcode (None) Spindel geschwindigkeit lege ich dann in SCC fesst. Ich prüfe Die Datei immer mit „OpenSCAM“ Mit NC Corrector konnte ich auch keine Auffälligkeiten feststellen. Läuft fehlerfrei durch. Ich danke Dir für die mühe! Gruß Daniel!
Hallo Daniel, dein Problem hat mich ebenfalls interessiert, weshalb ich deinen Code einfach mal in meine Testumgebung am Bürorechner geladen habe. Ich bin genauso verfahren, wie du oben beschrieben hast (erste Zeile löschen und dann loslaufen lassen), habe allerdings keinerlei Probleme erfahren. Der Code wird einfach abgearbeitet, keine Fehlermeldungen, das Grafic-Display wird aktualisiert und zeigt das ZAhnrad an. Mittlerweile werdne dier Zähne in der dritten RUnde gezeihcnet, ich denke nach deiner Beschreibung wäre ein Fehler inzwishcen aufgetreten, oder? Ich habe allerdings keine Fräse dran, was aber keinen Unterschied machen dürfte, denn GRBL (hier läuft gerade V1.1f zusammen mit SCC 2.5.1) liefert ja keine Rückmeldungen von der Fräse (Endschalter und Tiefensensor mal ausgenommen). Ich würde also sagen, der von inkscape (und deinen sonstigen Tools) gelieferte G-Code ist einwandfrei. Gruß, Harald
Daniel S. schrieb: > Habe die Datei mal hier rein gestellt. Harald S. schrieb : > Der Code wird einfach abgearbeitet, keine Fehlermeldungen, das > Grafic-Display wird aktualisiert und zeigt das ZAhnrad an. Hallo Daniel, nachdem Eier suchen sowieso ins Wasser gefallen ist, habe ich deine Datei auf unserer Minifräse versucht laufen zu lassen. Wie bei dir und beim Harald auch, lief der Testmodus in SCC (erste Zeile gelöscht) ohne Fehler durch. Mit Maschine dran gab's aber bei Zeilen mit I und J Errormeldungen, in diesem Fall Error 33 bei allen Zeilen mit I und J und die Maschine fuhr gegen die Endschalter. Daraufhin wurde Estlcam mit der Datei gefüttert und meckerte über wahnwitzige F Raten und das die Maschine vor jeder Kurve abbremsen müsste. Der nächste Test fand mit GRBL-Panel (V1.0.9.13) statt, wo ich dein Zahnrad ohne ändern der Datei und ohne Probleme (nur Spindel aus) mehrfach fräsen konnte. Danach habe ich sämtliche F Werte von .000 befreit und auf für unsere Maschine verträgliche Werte reduziert. Mit dieser Änderung habe ich dein Zahnrad auch mit SCC mehrfach problemlos gefräst. So richtig werde ich nicht schlau draus, warum die Originaldatei mit GRBL-Panel funktioniert und mit SCC nicht. Viele Grüße Herbert
Herbert Janssen schrieb: > beim Harald auch, lief der Testmodus in SCC Nein, ich habe die Datei normal abgearbeitet, nur auf meinem TestSYSTEM (nicht Testmodus in SCC), also auf meinem Rechner im Büro, wo keine Fräse angeschlossen ist, nur ein Arduino Nano mit GRBL 1.1f drauf. Für den Rechner und damit für SCC ist das wie mit Fräse, nur laufen keine Motoren. Aber das nur am Rande. Gruß, Harald
Hallo Harald und die andern. Ja! Zwischen Start und Fehler liegen nur 5 sec. Der Fehler wäre schon längst Aufgetreten. Ist bis dahin alles OK läuft es auch bis zum Ende durch. Die Fräse läuft bei mir nur unter XP. Ohne Internet. Und nur das notwendigste drauf. Als ich letztens beim Kumpel Hannes war haben wir auch Dateien von Inkscape gefräst. Er nutzt an seiner Fräse die gleiche Hardware und gleiche Software wie ich. Bei der dritten oder vierten Datei trat dann der Fehler auf. Ich habe fünf versuche gebraucht damit es lief. Er nutzt auch nur PC mit XP Keiner von uns beiden hat Aktuell eine Webcam im Einsatz, Das System hat auch keine Auslastung Pentium 4 mit 2 Ghz und 2 GB RAM. Der Fräsvorgang der letzten drei Zahnräder hat 1 ½ Stunde gedauert. Da bin ich sogar runder vom Boden und habe erst mal Kaffee getrunken. Lief fehlerfrei. Soviel vertrauen habe ich in meine Fräse und Alberts Proramm. Bei den Gcode Zeilen in SCC Steht dahinter immer OK bei Send und OK Bei Antwort. Wenn der Fehler auftritt steht bei Antwort error und für die nächsten c.a. 10 Zeilen. Ich mache mal ein Foto wenn es wieder auftritt. Ich habe Die Datei ebenfalls an einen anderen PC (XP) trocken Laufen lassen, nur UNO Ohne Motortreiber. Bis jetzt habe ich c.a 10 Dateien von Inkscape gefräst. So viel Erfahrung habe ich mit dem Programm noch nicht. Das letzte Jahr habe ich Ausschließlich nur mit Sprint-Layout 6.0 von Abacom gearbeitet. Damit habe ich *.plt Dateien zum isolationsfräsen erstellt. Einfache Geometrische Figuren waren auch möglich. Den Gcode konnte ich dank Albert von SCC erzeugen lassen. Beim Fräsen gab es nie diese Störung. Meine EMV Störung hatte ich in Griff bekommen. Es ist auf jeden Fall empfehlenswert den PE mit an die Fräse zu legen. Kurzes Abgeschirmtes USB Kabel. Seit dem habe ich bei meiner aus Alu ruhe mit EMV. Vorher musste ich aufpassen das ich das Licht (Leuchtstoffröhre) vorher anmachte. Machte ich es wäret der Verbindung SCC > UNO An kam sofort ein Fenster Verbindungsfehler!!! Ich habe grade alle Dateien (6) durch SCC laufen lassen ohne Motortreiber. Keine Fehler! So wie es aussieht bin ich und Hannes die bei denen der Fehler auftritt sonst niemand? Wenn ich eine Lösung habe werde ich darüber hier berichten. Schöne Grüße ! Daniel!
Hallo Herbert. Ich Danke Dir für die Analyse! Was mich stutzig macht das Die gleiche Datei einmall läuft und einmal nicht. Habe bis heute früh. Einige Dadeien durchlaufen lassen genau wie Harald ohne fräse. Nur UNO am Pc mit SCC. Bei keiner trat der Fehler auf! Wollte so spät nicht nochmal auf dem Boden wo die fräse steht. Vielleicht ist auch eine Einstellung in Inkscape die Ursache. Was ich nicht verstehe ist die Datei fehlerhaft oder nicht? Du bekommst die dabei zum laufen (fräsen) wenn Du den Test bei SCC vorher durchlaufen lässt. Dann werden auch keine Fehler mehr angezeigt. ohne den Test kam häufig der Fehler. Habe mitunter die Datei fünf mal laden müssen bis sie von GBRL Akzeptiert wurde.Ich habe bis jetzt jede Datei fräsen können. Gruß Daniel
Da Du das Thema Leuchtstoffröhre angesprochen hast... ich habe bei mir einen grösseren Netzfilter für die Steckdosen der CNC Geräte installiert... damit waren dann solche Probleme wie das Einschalten der Leuchtstoffröhren Vergangenheit.
Hallo Avantasia, das mit dem Netzfilter ist eine gute Idee. Ich habe noch so eine Steckdose mit Überspannung- Blitz –Schutz. Ist da ein solcher Filter drin? Ich hatte einige EMV Störung als ich die Ganze Steuerung für die Fräse inklusive UNO in ein Metallgehäuse steckte. Dachte grade mit PE geerdet und gut. Ergebnis war ich konnte überhaupt nicht mehr Fräsen, Nach dem Verbinden in SCC Kam nach 10 sec. Ein Fenster Verbindungsfehler!!!! Als ich die Uno Platine raushing lies ging es wieder ohne Probleme. Musste nur auf die Leuchtstofflampe aufpassen. Als ich letztens den UNO wieder rein steckte und den PE an die Fräse klemmte war der Fehler weg. Eindeutig EMV. Allerdings war die UNO Platine vorher so verbaut das die USB Buchse direkt hinten raus schaute und Kontakt mit dem Gehäuse hatte. Jetzt habe ich sie weiter rein genommen so das der kontakt USB-Buchse und Gehäuse nicht mehr besteht. Werde ich vielleicht isolieren. Hallo Herbert und Harald Ich werde mir die Datei nochmal genauer anschauen. In Bezug auf Zeilen mit I und J und F Werte mit .000 ich vermute das GRBL damit überfordert ist. Ich werde versuchen das bei der Gcode Erstellung mit Inkscape zu optimieren. Vielleicht übermittelt GRBL-Panel (V1.0.9.13) die .000 nicht mit und deshalb kein Fehler? Zur Zeit Plane ich noch ein Display (20*4) an die Fräse zu bauen, Was mir die Spindel Umdrehung (U/min) Anzeigt und die Temperatur (Spindel, Schrittmotoren und Steuerung) überwacht. Bei Übertemperatur einen NOT-STOP Auslöst. Allerdings nach dem Fräsvorgang. Das ganze läuft unabhängig von dem Rest der Elektronik. Am Spindelmotor Kommt oben am Lüfter-Rad eine Lichtschranke und Reflektoren (4) am Lüfter. Die Berechnung und Anzeige übernimmt ein Atmega8 mit 16 Mhz, Damit habe ich 4 Pegel/U oder 8 Flankenwechsel/U die der Atmega8 pro Sekunde Zählt und auf eine Minute hoch rechnet. Aktualisiert wird einmal pro sec. über die analogen Eingänge kommen die fünf Temperatursensoren. Ich finde die Anzeige sehr hilfreich. Grade bei unbekannten Plexiglas aus alten LCD Fernseher hatte ich schon öfters Schwierigkeiten bis es lief. Als Hannes dann anfing mit Plexiglas, konnte ich ihn von meine Erfahrung berichten. Aber zu sagen ich habe bei SCC 200 bei „Set Spdl“ Angegeben nutzt ihm nichts Da seine Spindel mit 20V Läuft und meine mit 49V. Er müsste grob das Doppelte angeben Um auf die gleiche U/min zu kommen. Da ich ihm auch so ein Drehzahlmesser mit Atmega8 und Display bauen werde kann er die U/min direkt ablesen. Gruß Daniel!
Also ein EMV Filter ist kein Überspannungsblitzschutz. Ich habe soetwas (jetzt nicht genau diesen) in meinen Brüstungskanal mit Steckdosen eingebaut... Beispiel: https://www.buerklin.com/de/entstoerfilter-einphasig/p/73d240
Hallo Avantasia, Ich werde mir die Stecker-Leiste heute Abend mal von innen anschauen ob da ein Netzfilter mit drin ist, wenn nicht kommt einer rein. Die leiste ist nicht länglich sondern Quadratisch Aufgebaut 2x3 Dosen. Da ist sicherlich noch Platz drin. Da sind auch Anschlüsse für Antennen-Kabel dran. Gruß Daniel
Daniel S. schrieb: > ich habe bei SCC 200 bei „Set Spdl“ Angegeben nutzt ihm > nichts Da seine Spindel mit 20V Läuft und meine mit 49V. Er müsste grob > das Doppelte angeben Um auf die gleiche U/min zu kommen. Hallo Daniel, vielleicht hilft dir dieser Beitrag weiter (zumindest, was die Drehzahl angeht): [[Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"]] Ich denke schon :-) Gruß, Harald
Hallo Harald S. Daran kann ich mich gut erinnern. Soweit ich das richtig verstehe sollte $31 auf 0 bleiben und $30 Standard 1000 (Maximalwert) Nach unten hin anpassen bis die Eingabe bei „Set Spdl“ direkt die Spindel Drehzahl in 10tel Wert entspricht. Bei Eingabe von 240 müsste die Spindel mit 2400 U/min laufen. Je nach Spannung und Maximal Speed der Spindel muss ich das an Hand der $30 Austesten. Quasi Kalibrieren. Dazu bräuchte ich ja auch einen Drehzahlmesser um zu prüfen wann es passt. Mir würde es nicht auf die korrekte U/min drauf ankommen da ich weiß das 255 Stufen ziemlich grob ist. Die Einstellung müsste bei jeder Maschine separat und mit eigen wert erfolgen. Wie in den Beispiel bei Hannes 20V und bei mir mit 49V brächte er auch einen andern Wert. Wie weit bist du damit gekommen? Konntest du es damit Anpassen damit Du eine gute Abstimmung hast? Daniel!
Hallo Daniel, ich habe das gut anpassen können, bis auf ein paar Upm stimmt die Anzeige meines Spindel-Umrichters mit der Vorgabe in SCC überein. Allerdings habe ich mich wohl etwas ungenau ausgedrückt. Ich versuche es nochmal... $31, für den unteren Grenzwert muss auf 0 bleiben, sonst funkt der Offset dazwischen, den man mit einem anderen Wert für $31 einstellen würde. Also $31=0. $30, für den oberen Grenzwert stellt man in erster Näherung auf die Maximaldrehzahl der Spindel ein, bei einer Chinaspindel wie meiner also z.B. 24000. GRBL teilt die Drehzahlspanne dann in 255 gleiche Teile ein und gibt am Ausgang für die analoge (PWM) Drehzahleinstellung dann eine Spanunng (genaugenommen eine PWM die geglättet eine Spannung ergibt) aus, die den Spindel-Controller dazu animiert, die in SCC gewählte Drehzahl einzustellen. Dabei muss in SCC dann die gewünschte Drehzahl ohne Mathematik eingestellt werden: Du willst 18500 Upm, du gibst in SCC 18500 an. Mein Spindel-Controller hat eine Digitalanzeige, die unter anderem auch die aktuelle Drehzahl ausgibt. Da ich nicht wusste, wie die Angaben in SCC mit der Drehzahl korrelieren, habe ich recht früh mit einer Reflexionslichtschranke und einem Oszi die echte Drehzahl der Spindel gemessen, während ich Werte in SCC eingestellt habe. Mit der erhaltenen Tabelle konnte ich dann, ähnlich wie du das gemacht hast, dedizierte Werte in SCC einstellen um die gewünschte Drehzahl zu erhalten. Zu diesem Zeitpunkt hatte ich den Trick mit GRBL noch nicht gekannt, möglicher Weise kannte GRBL den Trick damals (V0.9) ebenfalls noch nicht. Mit Umstieg auf GRBL V1.1 klappt das jedenfalls prima. Was jetzt die unterschiedlichen Spannungen für Vollgas angeht, ist das GRBL (und SCC) eigentlich egal. Der Arduino kann sowieso nur Spanungen bis 5 V (genaugenommen sind es bei mir maximal 4,7 V durch den Tiefpass, ein R in Reihe, ein C parallel am Eingang des Spindel-Controllers) ausgeben, ihr müsst also für eure Controller einen Spannungs-Converter zwischen Ausgang des Arduino und den Eingang des Spindel-Controllers schalten, der die 255 Stufen zwischen 0 und 5 V des Arduino in 255 Stufen zwischen 0 und 20 bzw. 0 und 49 V verstärkt. Das habe ich selbst bisher noch nicht geschafft, meine Spindel dreht deshalb maximal bis 22400 (statt der erreichbaren 24000). Das ist auch der Grund, weshalb ich "etwas mit den Einstellungen spielen musste". Mein Controller versteht übrigens von Hause aus 0..10 V (und 24mA Stromschleife und noch ein paar andere Eingangssignale), das kann ich aber umparametrieren auf 0..5 V, was ich getan habe. Irgendwann setze ich einen der von den Kollegen hier im Forum vorgeschlagenen Pegelwandler (weiter oben suchen) ein um die vollen 24000 Upm zu erreichen, dann kann ich für $30=24000 einsetzen. Ich hoffe, das ist jetzt besser verständlich? Gruß, Harald
Hallo Albert, erst einmal vielen Dank für dein Programm. Bisher das beste, was mir untergekommen ist. Habe nach einer langen Fraespause jetzt auf die neueste Version mit Nextion Display aufgerüstet. Betriebsystem ist win10 ohne Cam. Scc Läuft immer allein auf dem Rechner. Mit Grbl 09f und SCC wurden meine Profili-Dateien korrekt abgearbeitet. Mit der neuen Version habe ich mit von Profili erzeugten Dateien das gleiche Problem wie Daniel Steinboeck mit inkscape. Der Test ist immer Fehlerfrei. Die Fraese fährt auf die erste Position, senkt die Z-Achse ein bisschen ab( jetzt gibt es einen Errorcode) und fährt dann in die Endschalter. In NC-Korrektor läuft alles einwandfrei. Mit Estlcam erzeugte Dateien laufen immer einwandfrei. EMV kann ich, glaube ich, ausschließen; hatte noch nie ein Problem damit. Werde morgen mal auf die alte Version zurück gehen und erneut testen.
Hallo Harald, Jetzt ist es klar. die 1000 ist nicht die Obergrenze sondern die Voreinstellung und entspricht 5V auf dem PWM Ausgang. Die Spindel läuft bei angabe in Scc 1000 mit 100% 49V wenn ich denn wert für 100% Leistung also $30=12000 setze muss ich in SCC 12000 eingeben um auch auf 12000 =100% Zu kommen. 12000 ist bei meiner daß maximale U/min. Und bei Eingabe von 2400 in SCC müsste dann auch 2400 U/min raus kommen. Werde es mit dem Ozzi nach messen. Mein Spindeltreiber bekommen direkt den PWM Ausgang vom UNO und der liegt bei 100% bei 5V (Jetzt $30=1000 und Eingabe SCC 1000 ) ich werde es mal mit $30=12000 ausprobieren. Ich hoffe ich kann den wert auch höher als 5000 in SCC eingeben? Hatte ich noch nie versucht. Gruß Daniel!
Hallo Daniel, genau so ist es. Gruß, Harald
Ich habe es auch kurz mal probiert, max. war 22000U/min. Hat auch funktioniert, sowohl mit SCC/GRBL als auch mit MACH3/PC. In der Praxis jedoch fand ich es eher störend, immer die passende Drehzahl angeben zu müssen. Ich habe es zurückgerüstet, daß die Spindel nur ein oder ausgeschaltet wird, die Drehzahl ist meist immer 22000U/min, nur bei Holz und Kunstoffen muss ich die von Hand anpassen, das geht prima am FU. Aber ist ja trotzdem ne nette technische Möglichkeit!
Hallo! Ich habe das mit der Spindel Umdrehung mal umgesetzt. Zuerst habe ich den Wert bei $30=1000 so belassen und 1000 in SCC angegeben damit ich bei 100% liege. Mit dem Oszilloskop habe ich mir die PWM Angeschaut. Die lag genau auf 5V. Am Lüftungsrad der Spindel ist ein streifen schwarzes Isolierband angebracht. Damit habe ich ein Signal pro Umdrehung. Sollte reichen. mit der Eigenbau Lichtschranke aus IR Diode und einer Foto Diode. Diese habe ich in einen Winkel von c.a. 30° Angeordnet. Naja eher habe ich solange rumprobiert bis das Signal gut zu sehen war. Sieht fast so aus wie die PWM mit 80% 20% Verhältnis und um einiges langsamer. Rund 204 Hz *60 = 12240 U/min . Also habe ich bei SCC $30=12240 Eingetragen. Und bei „Set Spdl“ ebenfalls 12240. Messung wie erwartet 204 Hz. Bei der Angabe von 2400 „Set Spdl“ 40 Hz *60 =2400 U/min. das dies passt ist eher Zufall Bei Eingabe von 3000 müsste ich auf 50Hz kommen. Es schwankt bei 50,5 Hz = 3030 U/min bei 2999 dreht sie nur mit 2970 U/min dies ist auch nicht verwunderlich. Bei 255 Stufen bekommt man immer eine U/min von +- 50. Und das reicht mir vollkommen aus. Mir kommt es dabei nicht auf die genaue Umdrehung an. Ich finde dies ziemlich brauchbar. Den wenn ich Hannes meine Werte für Plexiglas gebe und grade das Bastelglas was ohnehin Empfindlich ist. Und ich sage 2400 U/min 0,94mm Fräser 2-schneider ,F200 und Max 0,3 mm Zustellung. Denn kann er auch damit etwas anfangen. Seine läuft nur auf 20V mit gleichem Motor. Wenn ich sage: habe 200 bei SCC eingestellt würde es bei ihm keinen Sinn machen. Sie würde viel zu langsam laufen. c.a. nur mit 1000 U/min .was ihn sicherlich seinen Fräser kosten würde. So kann ich bei seiner Maschine die gleiche kalibrierung durchführen und dann kommt bei ihm auch 2400 U/min raus, wenn er 2400 bei SCC Angibt. Das ist der Hintergrund warum ich das mit der Drehzahl haben möchte. Man sollte nur die Maximale U/min im Kopf haben damit man weiß wo die Grenze ist. Vielen Dank noch mal an Harald S. Gruß Daniel!
Wenn Du oft das gleiche Material (plexiglas etc.) fräst und diese Daten dann noch weitergeben möchtest, ist die Drehzahlregelung natürlich sehr sinnvoll! In meinem Fall ist es aber oft so, daß bei Kunstoffen alles mögliche "anfällt" und ich immer die Drehzahl anpassen muss, ob das Bastlerglas aus dem Baumarkt, nen alten Plattenspieler-Deckel (immer ein guter Materialspender ;-) ), ganz frisches oder ganz altes Plexiglas, da gibt es dann doch große Unterschiede, daher brauche ich diese automatische Drehzahleinstellung nicht. Noch ein Tip: wenn Ihr einen Mosfet mit RC-Glied zum glätten an die 10V vom FU anschliesst, wird das PWM invertiert. Bei meinem FU habe ich dann einfach minimum Drehzahl auf 22000 und maximum Drehzahl auf 0 im Setup des FUs eingestellt. Weiss nicht, ob das bei jedem FU geht, bei der Siemens Micromaster Serie gehts. Interessant wird die PWM Steuerung für mich, wenn der Laser an die Fräse kommt! Dann kann man prima die Leistung regeln. Schönen Abend noch und Albert, weiter so! Daumen hoch!
Hallo Hr. Massen, würde die Möglichkeit bestehen einen weitere Funktion um eine Kühlmittelpumpe einzuschalten in Ihre Software einzubauen (Nano Pin A3) Würde mich über eine Antwort freuen.
K.S. schrieb: > würde die Möglichkeit bestehen einen weitere Funktion um eine > Kühlmittelpumpe > einzuschalten eine Kühlmittelpumpe kann im G-Code mit M8 eingeschaltet M9 ausgeschaltet werden oder in SerialComCNC mittels Manuelle G-Code Eingabe. M8 eingeschaltet = Nano Pin A3 5V M9 ausgeschaltet = Nano Pin A3 0V Gruß Wolfgang
Hallo, Das mit der Spindelsteuerung über GRBL Funktioniert nicht so wie erwartet. Auch wenn es bei 2400 U/min noch passt bei 3400 U/min verläuft es nicht linear, sondern in einer Kurve. Die Geschwindigkeit nimmt im unteren PWM Bereich sehr schnell zu so das man bei Angabe von 6000 U/min auf 10000 kommt. Im obersten Bereich nimmt die Geschwindigkeit nur noch gering zu. Was die Sache wieder unbrauchbar macht. Mit den zwei Werten $30 und $31 zu spielen macht für mich keinen Sinn, damit würde man die Kurve nicht glätten können. Man bräuchte Da schon eine Zwischenschaltung die aus dieser Spannungs Kennlinie eine lineare Funktion macht. Ich habe meine Einstellung wieder zurück genommen. Es bleibt erst mal bei $31=0 und $30=1000. Werde mir doch das Display für die Drehzahlanzeige bauen, damit ich zumindest einen Eindruck auf die tatsächliche Drehzahl habe. Hallo Avantasia! In der Stecker Leiste ist kein Netzfilter (EMV Filter)drin. Werde da noch einen mit einbauen. Hallo Herbert Janssen, Das mit den F Werten (.0000) bei inkscape konnte ich bis jetzt nicht lösen. Ich habe mir die Einstellung beim Postprozessor angeschaut und probiert. Es wird Empfohlen dort die Einstellung „Auf Vier Stellen nach dem Komma zu Runden“ zu wählen wenn die Datei mit GRBL Gefräst wird. Das hatte ich bis jetzt auch getan. Bei anderen Einstellung sind es sogar noch mehr nullen hinter dem Komma bei den F Werten. Nur wenn ich die F Werte von .0000 befreie ist der Fehler weg. Wie du beschrieben hast. Ein Feed von 200,0000 macht für mich auch keinen Sinn. Wie es Harald S. auch beschrieben hat tritt der Fehler nicht auf wenn keine Fräse Beziehungsweise keine Motortreiber Verbunden sind. Das Gleiche habe ich auch Festgestellt. Meines achtendes kann Der UNO beziehungsweise GRBL das nicht unterscheiden da keinerlei Rückmeldung erfolgt. Mir ist dies ein Rätzel. Der Fehler müsste doch in beiden Fällen auftreten?? Konntet Ihr den Fehler lösen? Außer die Werte selbst zu korrigieren? Hallo Isensewa! Liegt es bei dir auch an den F Werten mit „ ,0000“ Angabe? Hast Du den Fehler bei Dir beseitigen können? Gruß Daniel!
wozu sollen die F-Werte überhaupt Stellen nach dem Komma haben? Wen interesiert es, ob die Spindel 10000 oder 10000.123 U/min macht? Die schwankt beim fräsen und selbst im Leerlauf doch sowieso.
Angehängte Dateien:
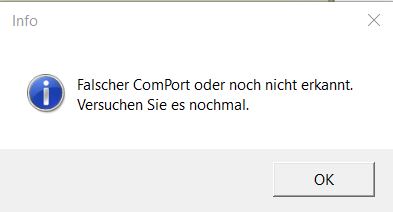
Hallo Hat jemand für mich eine Idee wo das Problem sein könnte das SerialComCNC (Version 2.51) die USB Schnittstelle (Com3, Baud 115200)nicht mehr erkennt (siehe Fehlermeldung). Den Ardunio habe ich schon auch an anderen PC angeschlossen gleiches Problem. Die Schnittstelle hat schon mal funktioniert mit SerialComCNC (evt. ältere Version) Hat jemand eine Idee für mich an was es liegen könnte? (PC W10 64-bit und W10 32-bit). Mit anderer Softsoftware wird Arduino erkannt. Grüße Uwe
Hallo Uwe W. Wenn du es bis jetzt nicht lösen konntest, hier ein paar Tipps! Arduino an einen USB 2.0 Port anschließen (Kein USB 3.0). Den Arduino erst anstecken wenn der PC bereits läuft. Wenn bei Windows 10 die Benutzerkontensteuerung aktiv ist, dürfen Programme nicht Direkt auf Hardware zugreifen, es sei denn Sie werden als Admin ausgeführt. Starte SerialComCnc mal als admin. Bei SerialComCnc das Häkchen vor Port entfernen (autom. Portsuche aus) und dann den gewünschten ComPort aus der Liste wählen. Den Arduino angesteckt lassen und den Treiber deinstallieren, Arduino ab und dran stecken, Treiber erneut installieren. Gruß Daniel!
Hallo Daniel Danke für die Tips mit den USB Port. Leider bin ich nicht weitergekommen, habe alles ausprobiert wie du beschrieben hast. Das seltsame ist mit Estlcam und Ardunino Entwicklungsumgeben wird das Board problemlos erkannt nur nicht mit SerialComCNC. Hast du noch eine Idee für mich? Grüße Uwe
Mir fällt gerade nichts ein. Das mit dem Häkchen raus nehmen hast Du probiert? Ich nutze es nur unter XP. Da gab es nie etwas damit. Unter Windows 7 läuft es auch. SCC hat auf die Treiber keinen Einfluss. Es könnte allerdings der imstallations Ordner damit zusammen hängen. Imstalliere das SCC in einen separaten Ordner. Ich habe es auf C:\Programm installiert. Dort installiere ich immer meine Programme hin. Mache ich schon seit Windows 98 so. Einen Versuch wäre es wert. Gruß Daniel!
Hallo Uwe, Erkannt denn Windows deinen Arduino im Gerätemanager? Eventuell ist das Bosrd defekt, hatte ich auch mal... Kauf dir einen neuen Arduino und probiere es nochmal. Die Dinger kann man immer gebrauchen ? Viele Grüße Sven
Oder einfach mal einen anderen USB Port versuchen und das Kabel tauschen
Mir fällt noch etwas ein, du musst bei SCC 2.x die Grbl1.x auf den Arduino korrekt geflasht haben, sonst kann es nicht klappen mit der Erkennung im SCC
Daniel S. schrieb: > Es wird Empfohlen dort die Einstellung „Auf Vier Stellen nach dem Komma > zu Runden“ zu wählen wenn die Datei mit GRBL Gefräst wird. Hallo Daniel, da deine Datei zumindest bei mir mit einem anderen Programm (Grbl-Panel) klaglos (mit Fräse !) läuft, liegt es vielleicht an der unterschiedlichen Prozessdatenaufbereitung in Richtung GRBL. Die Fehlergrenze für ijk Berechnung liegt bei "0.005mm AND 0.1% radius" (siehe gcode.c) und erzeugt bei Überschreitung den Fehler 33, der bei mir ab dem ersten G02 Kommando entsteht. Für die Mathematiker unter uns ist es sicher ein Leichtes auszurechnen, ob es da einen Zusammenhang gibt, wenn auf 4 statt auf 3 Nachkommastellen gerundet wird !? Estlcam bietet nicht umsonst verschiedene Optionen der Gcode-Erzeugung bezogen auf Kreisinterpolationen an. Vielleicht ist der UNO mit eventuellen Rundungsaufgaben überfordert, wenn die Hardware angeschlossen ist ?. Aber vielleicht bin ich mit diesen Überlegungen völlig auf dem Holzweg, da ja die Probleme nur bei uns auftreten. Möglicherweise kann uns Albert ja bei der Lösung weiterhelfen ? Daniel S. schrieb: > In der Stecker Leiste ist kein Netzfilter (EMV Filter)drin. > Werde da noch einen mit einbauen. Die Probleme mit EMV Störungen haben wir nicht. Beim Zusammenbau der Komponenten habe ich mich von Beginn an geweigert, die 5V Versorgung und die UNO I/O Konnektoren mehr als 10 cm von der Platine zu entfernen. Einzig der gemeinsame Gnd der Versorgungsspannungen (Motortreiber 20V und UNO Versorgung 5V) liegt an den Schaltern an der Maschine. Endschalter und Sensor sind über Relais entkoppelt. Im Umkreis von 2 m haben wir in der Werkstatt Bohrmaschine mit FU, Drehmaschine, Schleifbock Elekronikarbeitsplatz und etliche Leuchtstoffröhren in Betrieb. Am Rechner sind zusätzlich Wlan-Stick, Kamera, N-Display + Jogging-Bedieneinheit aktiv. Bisher gab's keine Probleme. Wenn Interesse besteht, kann ich den Verdrahtungsplan einstellen. viele Grüße Herbert
Hallo Sven Der Tip mit den flashen auf die aktuelle GBRL war Gold richtig. Muss ich beim letzten Update von SerialComCNC wohl vergessen haben. Vielen Dank nochmal. Grüße Uwe
Hallo Uwe, Aber gerne doch, freut mich wenn ich dir helfen konnte und deine Fräse wieder funktioniert Viele Grüße Sven
> Daniel S. schrieb: >> Es wird Empfohlen dort die Einstellung „Auf Vier Stellen nach dem Komma >> zu Runden“ zu wählen wenn die Datei mit GRBL Gefräst wird. Hallo Daniel, nochmal zum Thema Inkscape und Gcode-Erzeugung: das Problem ist offensichlich die Kreisinterpolation (wie schon vermutet) hat aber wohl weniger mit den Nachkommastellen zu tun. GRBL akzeptiert nur inkrementelle Kreiskoordinaten (relativ zur letzten Position). Kann man in SCC einfach testen: G90.1 (abs. IJ) error:20 G91.1 (inc. IJ) ok Schau mal in Inkscape, ob du das einstellen kannst. Estlcam erzeugt je nach Einstellung unterschiedlichen Code, der eine funktioniert, der andere macht error 33 (in SCC). Vielleicht wird bei anderen Programmen der Gode GRBL verträglich gemacht. Das NC Corrector keine Fehler erkennt, ist damit auch klar, denn der Code ist in beiden Fällen ja korrekt, nur in einem Fall nicht GRBL kompatibel ! viele Grüße Herbert
Hallo Herbert, Erst mal danke für deine Analyse! Es ist erst mal sehr gut das Du die eigentliche Ursache finden konntest und den Fehler reproduziert hast. Ich werde versuchen das in Inkscape zu Optimieren. Gruß Daniel!
Was ist denn mit Albert los? Geht es dir gut? Mann hört ( oder liest) gar nichts mehr von dir ... Viele Grüße Sven
Hallo Sven, du musst den ganzen Thread lesen, dann weißt du Bescheid ;-) Im Sommer ist Albert draußen mit dem Foto unterwegs. Gruß, Harald
Ok, dann brauche ich mir also keine Sorgen machen...
Hallo Ich bin gerade dabei mich in Sachen CNC einzuarbeiten. Ich habe ein Arduino Uno mit einem CNC-Shield V3 und GRBL 1.1. Durch Suchen bin ich auf das geniale Programm hier gestoßen. Ich würde gerne bei meiner Fräse Endschalter verbauen. Auf dem CNC-Shield habe ich die Möglichkeit, für alle 3 Achsen, Endschalter anzuschließen. Aus der Industrie kenne ich es so, das für Hardwareendschalter immer Öffner benutzt werden. Ich würde das genau so machen wollen. Bei Tests haben sich jetzt aber einige Fragen aufgetan. Die GRBL-Parameter $21 und $5 habe ich auf 1 gesetzt. Fahre ich jetzt in einen Hardwareschalter rein, bleibt die Fräse auch mit entsprechender Meldung stehen. Meine Fragen wären: Ist es möglich, aus dem Hardwarschalter wieder heraus zu fahren oder kann ich die Achse nur per Hand verschieben? Ich kann nachdem ich auf einen Hardwareschalter gefahren bin den Fehler nicht quittieren, weder mit "Reset" noch mit "Alarm Reset", ich bekomme immer wieder "error9". Erst nach einem kompletten Neustart läuft wieder alles. Wie quittiert man einen Alarm, wenn man auf einen Hardwareendschalter aufgefahren ist? Schon mal Danke für eure Hilfe! MfG computerpap
Hallo Andreas, Im Moment habe ich keine Erschallter dran, hatte es vor einiger Zeit (1 Jahr) selbst versucht (SCC Ver. 0.9f) Soweit ich mich erinnern kann musste ich immer „Alarm Reset“ Drücken nach den ich in einen der Schalter gefahren bin. Ich hatte sie genau wie Du es vorhast als Öffner und in Reihe für jeweils einer Achse. Es waren Kontaktschalter. Ich musste die Pins vom UNO XYZ Achse Limit mit Kondensatoren gegen Masse legen damit es als Öffner funktionierte. Allerdings trat das Schalterprellen auf. Wenn man nach dem Alarm Reset aus den Schalter raus fuhr, kam gleich wieder Alarm! So das man mehrmals Reset drücken muss damit man wieder raus kam. Habe dann die Achse von Hand rausgefahren da es schneller ging. GRBL-Parameter $21 und $5 auf 1 Also Endschalter Funktion eingeschaltet und löst bei fallender Flanke aus. Wenn ich mich nicht irre. Laut GBRL Wird beim auslösen des Schalters sofort gestoppt ohne abzubremsen, und nimmt dabei Schrittverluste im Kauf. Das heißt Dein Nullpunkt ist ohnehin dahin! Weiterhin heißt es der Alarm muss erst quittiert werden damit man wieder fahren kann. Jetzt kann ich nicht sagen in wie weit Änderung in der GBRL 1.1f vorgenommen wurden, das der „Alarm Reset“ nicht mehr so funktioniert. Und wenn der „Alarm Reset“ nicht Funktioniert kannst du auch ein Komplett Reset machen. Dies dient ja als Not-Fall. Bevor etwas kaputtgeht. Nach dem Umbau der Maschine hatte ich dann die Schalter weg gelassen und wollte dann mit Lichtschraken testen. Das geht bestimmt besser. Bin bis jetzt noch nicht dazu gekommen es zu testen. Ich muss sagen ich habe sie auch nicht vermisst. Wenn ich die Maschine verbinde fahren ich Manuel auf meinen Null- Punkt und Nulle. Dieser liegt meist immer an der gleichen Stelle, Ich weiß aus dem Kopf wie weit ich fahren kann. Und wenn ich denke es könnte knapp werden messe ich nochmal nach. Als ich letztens die Störung mit dem GCODE von inkscape hatte, währen die Endschalter nützlich gewesen. Da ich aber daneben stand und merkte das die Maschine über das Ziel hinaus fuhr, löste ich sofort einen NOT-Aus aus. Zumal der Fehler gleich in den ersten 5 Sekunden auftrat. Gruß Daniel!
Daniel S. schrieb: > Allerdings trat das Schalterprellen auf. Wenn man nach dem Alarm Reset > aus den Schalter raus fuhr, kam gleich wieder Alarm! Hallo Daniel, Der erneute Alarm ist, glaube ich kein Schalterprellen, sondern entspricht der GRBL Endschalter Überwachung, die auf jede Änderung der Schalter reagiert ! Blöderweise kann man nach dem Reset in die gleiche Richtung weiter fahren, da die Auslöserichtung, wenn sie denn gespeichert/gesperrt würde, auch verloren geht. Viele Grüsse Herbert
Andreas V. schrieb: > Wie quittiert man einen Alarm, wenn man auf einen > Hardwareendschalter aufgefahren ist? > Schon mal Danke für eure Hilfe! > > MfG > computerpap Normalerweise unterstützt GRBL dafür den Parameter Homing debounce. Hier wird angegeben, wieviel mm die jeweilige Achse nach dem erreichen der Homing-Endschalter wieder aus dem Schalter fahren soll um den Homing-Zyklus abzuschließen. Die Endlagenschalter sind entweder im Normalbetrieb als Schutzfunktion zu sehen, die verhindern sollen, dass die Fräse das Portal "verlassen" will. In zweiter Funktion dienen Sie dazu die Home-Position zu definieren. Ablauf: Homing starten -> Fräse verfährt die Achsen mit der Homing Geschwindigkeit (Achtung in GRBL festgelegt!!! anzupassen) -> bei erreichen der Home-Position wird noch ein Debounce ausgeführt um die in GRBL eingestellte Distanz mit der Debounce-Geschwindigkeit -> die Maschinenpositionsdaten sind nun auf 0;0;0 gesetzt. Wenn die Endlagen im normalen Programmablauf erreicht wurden, kann man diese nur durch händischen Eingriff wieder verlassen. Ein Homing-Zyklus ist auch dann nicht möglich. Irwie hab ich das Gefühl, dass kaum einer die GRBL-Doku liest... MfG EGS
Herbert Janssen schrieb: > > Der erneute Alarm ist, glaube ich kein Schalterprellen, sondern > entspricht der GRBL Endschalter Überwachung, die auf jede Änderung der > Schalter reagiert ! > > Blöderweise kann man nach dem Reset in die gleiche Richtung weiter > fahren, da die Auslöserichtung, wenn sie denn gespeichert/gesperrt > würde,... Die Auslöserichtung wird nicht erfasst, die Endlagen sind in GRBL nur Achsbezogen. entweder der eine oder andere Endlagenschalter löst den Alarm aus. ES IST ABER IMMER DER GLEICHE ALARM! Also entweder Z-, X- oder Y-Achse hat eine Endlage erreicht, nicht oben/unten oder links/rechts. Da gibt es keine Differenzierung bei GRBL. Außerdem ist es einstellbar wie GRBL das Endlagenschalter-Signal verarbeiten soll. Entweder high oder low-aktiv. Lest die Doku zu GRBL!!! MfG EGS
So hier mal was zum lesen: https://github.com/gnea/grbl/wiki/Grbl-v1.1-Configuration Parameter die für die letzten 4 Beiträge relevant sind: $5, $21-$27 Wer kein Englisch kann, ich übersetz dass auch gerne mal ;-) MfG EGS
Hallo Daniel und Herbert Danke für eure Hilfe. Ich habe es jetzt rausbekommen, wie ich die Achsen nach einen Anfahren des Endschalters wieder bewegen kann. Mann muß nach einem "Reset" noch ein "$X" für die X-Achse)an GRBL senden, dann kann man die Achsen wieder verfahren. Das bekommt man als Nachricht angezeigt, ich hatte das überlesen. Ich versuche meine Endschalter jetzt mal über Optokoppler anzuschließen, ich hatte da was im Netz gefunden. Mal sehen ob das besser funktioniert als die Widerstand-Kondensator-Schaltung. @EGS, sicher hab ich mir die Doku zu GRBL angeschaut und weil ich nicht perfekt englisch spreche, hab ich mir diese übersetzen lassen. Meine Fragen galten jedoch der Software "SerialComCNC" und da findet man in der Doku zu GRBL logischerweise nichts. Homing-Zyklus ist noch gar nicht aktiviert, weil ich erstmal die Endschalter nur als reine Hardwareendschalter einsetzen möchte. MfG computerpap
> Meine Fragen galten jedoch der Software "SerialComCNC" und da findet man > in der Doku zu GRBL logischerweise nichts. Homing-Zyklus ist noch gar > nicht aktiviert, weil ich erstmal die Endschalter nur als reine > Hardwareendschalter einsetzen möchte. > > MfG > computerpap Da SCC nur ein Frontend ist, ist es schon relevant was GRBL macht. SCC erzeugt auch nur den G-Code der diese Funktionen ausführt. Zusätzlich hat Albert nette Funktionen zum automatischen erzeugen von bestimmten Codes und Erleichterungen eingebaut, damit man nicht immer mit einer Terminalsitzung G-Code verschicken muss. Alles was SCC macht könnte man auch mit Putty machen, nur nicht so schön angenehm wie mit Alberts Tool. Wenn du die Endtaster in HW benutzt, schließt du diese an dein GRBL fähiges Controllerboard an und schon ist es immer GRBL das relevant ist. Albert hat seine Funktionen auch hinreichend dokumentiert (in der Software). Die Softlimits sind da noch ein ganz anderes Thema... Ich will dich nicht angehen, es ist aber nun mal so, dass die GRBL-Doku 80% der Fragen dieses Threads klären kann :P Gruß EGS
Andreas V. schrieb : > Ich versuche meine Endschalter jetzt mal über Optokoppler anzuschließen, > ich hatte da was im Netz gefunden. Mal sehen ob das besser funktioniert > als die Widerstand-Kondensator-Schaltung. Hallo Andreas, was genau funktioniert mit deinen Endschaltern nicht ? Ist es der erneute Alarm beim Zurückfahren der Achse ? Diese Schalter haben 2 Funktionen in grbl: a) Sicherheitsfunktion (Endanschläge) b) HOMING Alles was jetzt kommt, habe ich mit meinem mangelhaften Englisch so verstanden ( Bitte um Korrektur, wenn's falsch ist..) Beim Zurückfahren der Achsen aus den Endschaltern kommt der Alarm erneut weil bei der Sicherheitsfunktion der Endschalter JEDE Kontaktänderung zum Alarm führt !? Beim Homing kann sich grbl offensichtlich die Bewegungsrichtung merken und selbstständig wieder aus dem Endschalter herausfahren. ... Es steht nämlich geschrieben, das die Sicherheitsfunktion der Endschalter beim Homing deaktiviert ist (deshalb kein Notausschalter an Endschalter Pins ! Hoffentlich stimmt das jetzt...? Endschalter Verdrahtung ist hier: https://github.com/gnea/grbl/wiki/Wiring-Limit-Switches EGS schrieb : > Lest die Doku zu GRBL!!! und > Ich will dich nicht angehen, es ist aber..... Das ist jetzt nicht wirklich hilfreich, sehrwohl aber mal eine Übersetzung der Grbl Doku, ich würde mich drüber freuen! Viele Grüsse Herbert
@Harald Wo hast du deine Fräse her? Ist das die hier->https://de.aliexpress.com/item/200W-Three-axis-Ball-Screw-CNC-Router-Engraver-Engraving-Milling-Drilling-Cutting-Machine-CNC-3040-Z/32712744259.html?spm=2114.13010208.99999999.264.BidAjG Wie hast du die Joystick Steuerung eingebunden?
Hallo Richard, ich dachte, mit der Angabe des Namens "LCF-1" wäre alles erklärt... Der Hersteller des Bausatzes ist Reinhold Müller [http://county24.de/shop47/CNC-Fraesmaschinen/CNC-Fraesmaschine-Bausatz-LCF-1-A4.html], Google liefert den Link mit "LCF-1" als Suchbegriff gleich an oberster Stelle. Die Anbindung des Joystick ist momentan wie im Text auf meiner Homepage beschrieben gelöst, einfach über das Interface, das bei meinen Stepper-Treibern dabei war. Wie du das Interface findest, ist auf meiner Seite ebenfalls beschrieben. Wenn du weitere Fragen hast, die auf meiner Seite nicht beschrieben sind, einfach nochmal melden, aber ich möchte eigentlich Alberts Thread nicht für sowas kapern. Gruß, Harald
Christoph C. schrieb: > unter http://www.einfach-cnc.de/platinen_frasen.html findest > Du eine Beschreibung wie das mit einem Plugin für > Eagle einfach generiert werden kann. Welches G-code Style soll ich fürs Bohren/Fräsen mit GRBL nehmen? @Harald Danke. Ich werde mir deine Seite nochmal durchlesen. Es sind mittlerweile über 1150 Einträge. Da wird man von Informationen fast schon erschlagen...
Richard B. schrieb: > Es sind mittlerweile über 1150 Einträge. Da wird man von > Informationen fast schon erschlagen... Joh, der Thread ist länglich und ich finde hin und wieder auch Beiträge nicht mehr, von denen ich weiß, dass ich sie selbst irgendwann geschrieben habe (weil ich den genauen Wortlaut zum Suchen nicht mehr kenne :( Mit ein Grund, Fragen nach bestimmten Teilen einer speziellen Lösung nicht hier zu diskutieren. Gruß, Harald
Hallo Harald, Schick uns doch nochmal den Link auf deine Homepage. Viele Grüße Sven
[Www.Harald-Sattler.de] oder über [Stler.de]
Hallo Herbert Das Problem mit den Endschaltern war, dass ich egal ob ich Reset oder Alarm Reset gedrückt habe, immer wieder error 9 bekam. Wie ich schon schrieb habe ich die Nachricht überlesen, die beim Auffahren auf einen Endschalter kommt, nämlich das man noch ein $X für z.B. die X-Achse an GRBL schicken muß, um diese wieder zu "entsperren". Das Problem ist damit glücklicher Weise behoben. >Das ist jetzt nicht wirklich hilfreich, sehrwohl aber mal eine >Übersetzung der Grbl Doku, ich würde mich drüber freuen! Da kann ich nur zustimmen! MfG computerpap
EGS schrieb: > Wer kein Englisch kann, ich übersetz dass auch gerne mal ;-) > > MfG EGS Dann freuen wir uns alle mal auf deine Übersetzung!!
Hallo Albert, erst einmal tolles Programm, doch einige Fragen habe ich dazu. und zwar woran könnte es Liegen das ich Trotz druck auf "$$" keine Grbl Einstellungen angezeigt bekomme? meine grbl verion ist die aktuellste "1.1f" und benutze einen Arduino nano so wie die Aktuellste Version von SCC. mit einer vorgänger version von SCC und GRBL hat es super funktioniert, aber nach dem update gestern nachdem ich für mein neues projekt grbl 1.1f aufgespielt habe geht das nicht mehr.
Setze bitte $10=0, danach sollte es funktionieren. Wurde weiter oben schon mal beschrieben...
hallo und guten Tag, ich wollte "SerialComCNC" ausprobieren, war aber nichts. was herauskam :siehe unten. Das Verfahren der 3 Achsen in positiver Richtung funktioniert, in negativer Richtung-unabhaenging von der Achse-funktioniert nicht. Die Status Anzeige bleibt auf Idle und die Anzeige der Achsen springt auf irgendwelche zufaellige Werte. Spielwiese: Windows 7 32 bit, Arduino UNO ,GRBL 1.1f und 1.1e. Hier die Ausgabe des Monitor-Fensters: ok G91 G1 Y8 ok G91 G1 Y-8 ok ALARM:3 G92 X0 Y0 Z0 Grbl 1.1e ['$' for help] [MSG:'$H'|'$X' to unlock] G92 X0 Y0 Z0 Grbl 1.1e ['$' for help] [MSG:'$H'|'$X' to unlock] error:9 error:9 Fuer einen erhellenden Hinweis waere ich dankbar. Gruss Klaus
Hallo Klaus, hast du den GRBL-Parameter $10=0 eingestellt? error 9 bedeutet "G-code lock G-code commands are locked out during alarm or jog state." Irgend etwas an deiner Fräse setzt GRBL in den ALARM-Zustand? Könnte also sein, dass du Limit-Schalter eingebaut und enabled hast, diese aber nicht auf OPERATE stehen, sprich, die Schalter melden GRBL, dass die Fräse irgendwo auf Anschlag gelaufen ist. Falls das der Fall ist, kannst du die Polarität der Schalter invertieren. Das geht mit dem GRBL Parameter 5. Gruß, Harald
hallo Harald, vielen Dank fuer Deine schnelle Antwort.$10=0 ist gesetzt.Das Teil funktioniert ja, nur nicht richtig.Die Fraese mit irgendwelchen Limits kann es auch nicht sein, die ist abgehaengt.Ich nehme doch an dass dies keine Rolle spielt?,oder doch?. In der Zwischenzeit habe ich das Ganze mit dem UniversalGcodeSender-musste dafuer Java installieren-probiert.Das Ergebnis ist identisch,d.h. Fehler bei Verfahren der Achsen in negativer Richtung. Damit scheidet fuer mich die Anwendung,egal welche, als Ursache aus.Hier klemmt es zwischen Hardware und Firmware.und damit glaube ich bin ich im falschen Forum. Danke nochmal und Gruss Klaus
hallo, Ergänzung zu meinem vorigen Post: Nach Wechsel auf einen anderen UNO(musste ihn erst aus einem Geraet ausbauen)funktionierte alles bestens.Ein gwisses Unbehagen bleibt allerdings weil letztlich die Ursache fuer das Nichtfunktioniern unbekannt bleibt.Sei's drum. Jedenfalls konnte ich, was ich urspruenglich vorhatte, die Software testen, und ich muss sagen ein gelungenes Stueck Arbeit, Dank dafuer. Gruss Klaus
Hallo Cnc Freunde, bin Rentner, habe mir eine Cnc Fräse (Maxyposi) gebaut. Auf der Suche nach einer Software bin auf dieses Forum gestoßen. Daraufhin habe ich diese Programm SerialComCNC auf meine Laptop eingerichtet. Nachdem ich $10=0 eingegeben habe wollte ich den 1. Versuch starten. Manuell die einzelnen Achsen starten. Leider brachte er den Fehler Error 22. Mein Betriebssystem ist Windows 7 Ultimate, Arduino Uno mit Cnc-Shield und 3 A4988 Treiber mit 3 Nema 17 Motoren. Der Versuch eine passende Datei einzufügen ging, aber Ausführung ging auch nicht das Programm hat deinen einen Restart gemacht ( Serialport wurde wieder geladen) Wer gibt mir etwas Hilfestellung, weil ich nicht mehr weiter weis. Gruß Fritz
GRBL kennt deine Feedrate nicht. Drück mal auf der rechten Seite auf "Set Feed". Danach solltest du die Achsen steuern können. Gruß Detlef
Hallo Detlef, erst einmal vielen Dank für die schnelle Antwort. Den set Feed habe ich gedrückt was er mit F100 und ok bestätigt hat. Wenn ich dann auf manuell gehe bestätigt er mir mit G91 G1 Y0 und ok, aber es passiert nichts. auch x oder z das gleiche. Manuell über die Eingabe geht alles. Was nun?
Ich noch einmal, Habe gerade festgestellt das bei Move mm 0,00 eingestellt war. Das bedeutet es geht jetzt. Aber wenn ich eine Datei hochlade und Start file drücke bricht er ab und startet neu.
Hallo Fritz, möglicher Weise hast du das Problem mit der prellenden Maustaste. Das wurde hier im Forum schon mehrfach thematisiert. Das Tasten-Control, das Albert verwendet hat, ist ein Toggle-Control, das heißt, wenn das Control zweimal bedient wird, schaltet es ein und sofort wieder aus. Wenn ich ihn richtig verstanden habe, versucht er (Albert), das Control durch ein Solches mit besserem Verhalten zu ersetzen. Oder das Ganze hat bei dir einen anderen Grund... Testweise könntest du z.B. mal eine andere Maus anschließen, oder die linke Maustaste für den Programmstart sehr beherzt betätigen (feste druff). Das hilft bei mir meistens, das Prellen zu unterdrücken. Gruß, Harald
Hallo Harald, Erst einmal vielen Dank für die Antwort. ich habe noch eine andere Maus die ich genommen habe. Geht leider auch nicht. Nur noch einmal zur Kontrolle ich meine wenn ich eine Datei reinlade und Sie ausführen möchte bringt er diese Information wie schon beschrieben. Die Set feet Taste muss immer drücken wenn ich was laden will. Gruß Fritz
Hallo Fritz, hmm, wie sieht denn deine Datei aus? Ich erstelle meinen G-Code mit Estlcam, da werden die Feedrate(s) und die Drehzahl(en) für den Fräser schon mitgegeben, die stehen als Fxxx und Sxxx Werte in der Datei drin. Weiterhin wird das Bezugssystem angegeben sowie absolute oder relative Koordinaten eingestellt (G21, G90, G94). Hier bin ich aber kein Profi, das kann eventuell jemand anderes besser erklären (wahrscheinlich Jeder ;-) Die ganzen Voreinstellungen damit GRBL dein Fräse kennt, hast du eingestellt (Steps/Umdrehung, max Speed auf den verschiedenen Achsen, und was der Dinge mehr sind)? Die Werte, die GRBL kennt kannst du mit $$ abrufen. Da die Ausgaben (Antworten) von GRBL seit dem Umstieg auf V1.x nicht mehr sprechend sind (Platzbedarf im ROM des µC), musst du dir auf der GRBL-Seite erlesen, welcher Wert was bedeutet. -> [[https://github.com/gnea/grbl/wiki/Grbl-v1.1-Configuration]]. Wichtig: auf jeden Fall $100..102, $110..112 und $120..122, wenn deine Fräse eine variable SPindel-Drehzahl hat auch $30, $31. Ist der G-Code fehlerfrei? Das kannst du testen, indem du vor "Start" den Button "Test Code" drückst. Dabei wird der komplette Code, zeilenweise wie immer, an GRBL übergeben und GRBL checkt, ob es mit allen Befehlen etwas anfangen kann. Die ganzen Buttons im Bereich "Manueller Prozess" und "Set" haben mit der Abarbeitung einer G-Code-Datei nichts zu tun, die kannst du in diesem Fall ignorieren (wenn deine Fräse zum Zeitpunkt des Starts schon auf dem Nullpunkt deines Werkstücks positioniert ist. Ist das nicht der Fall, musst du natürlich das Voodoo um das manuelle Positionieren herum durchziehen und anschließend X, Y, und Z auf Null setzen). Gruß, Harald
Hallo Harald, Ich wollte erst einmal einen Test machen. Der Schriftzug wurde mit Estlcam erstellt. Habe ich evtl. da einen Fehler gemacht? Im Moment kann ich meinen Schriftzug nicht mehr nachvollziehen. Müsste noch einmal einen erstellen. Was muss ich beachten? Gruß Fritz
Hallo Fritz, also in Estlcam kannst du auf jeden Fall mal dein Projekt speichern, so dass du ggf. später Änderungen vornehmen kannst und nicht alles neu anlegen musst. Das hilft dir jetzt wahrscheinlich nicht weiter, aber sicher beim nächsten Mal. Das prinzipielle Vorgehen vom ersten Schritt im Designprozess bis zur fertigen G-Code-Datei sollten wir nicht hier in Alberts SCC-Thread breit treten. Christian Knüll (Autor von Estlcam) hat dazu ausführliche Tutorials erstellt. Vielleicht erst mal ein einfacheres Gebilde als einen Schriftzug für den Einstieg verwenden: Rechteck, Kreis? Dann wird auch der erzeugte (und in SCC angezeigte) G-Code übersichtlicher und man kann ihn verstehen. Dazu musst du allerdings ein Design-Programm vorschalten. Ich verwende die von RS elektronik gestellte Freeware DesignSpark mechanical (gegen kostenfreie Registrierung). Gruß, Harald
Hallo Kann es sein das bei der umwandlung von Excellon zu g-code ein Fehler drin ist? Es müsste doch ein minus Zeichen in der Zeile stehen. Bohrer auf Werkstück nullen. Ich stelle ein 4mm Sicherheitshöhe 2mm Tiefe Bei Programmstart fährt die Achse 4mm hoch ,und bohrt dann frei in der Luft herum. Gruss Marco
Marco schrieb: > Hallo > > Kann es sein das bei der umwandlung von Excellon zu g-code ein Fehler > drin ist? > Es müsste doch ein minus Zeichen in der Zeile stehen. > > Bohrer auf Werkstück nullen. > Ich stelle ein 4mm Sicherheitshöhe 2mm Tiefe > > Bei Programmstart fährt die Achse 4mm hoch ,und bohrt dann frei > in der Luft herum. > > Gruss Marco Hallo Marco, definitiv ein Fehler, aber nicht im Programm. Wenn du in der Tiefe zustellen willst, musst du ins minus gehen. Vorgehensweise bei den meisten CAM-Softwares: -Werkstück definieren (Maße XYZ) -Nullpunktfestlegen -Objekt erstellen -Sicherheitshöhe festlegen (deine 4 mm), hier ist die Höhe über Z 0 gemeint in der keine Hindernisse zu erwarten sind. Die Fräse verfährt in dieser Höhe zu neune Koordinaten. Z 0 ist entweder die Werkstück-Oberfläche oder dein Frästisch. -Zustellung der Bearbeitungen in Z-Richtung festlegen. Wenn Z 0 gleich Werkstückoberfläche, dann alles negative Werte. Ist dein Frästisch die Eben Z 0 dann musst die höhe verringert werden. -Maschinencode ausgeben Sollte hier es immer noch vorkommen, dass die Fräse "Luft bearbeitet", fährt die Z-Achse verkehrt herum. Dann muss die Z-Achse entweder umgestellt werden oder der Motor anders angeschlossen werden. Ob die generell richtig arbeitet erst einmal im manuellen Verfahrmodus testen. MFG EGS
Grad nochmal gelesen...du meinst den Excellon import von SCC. Ich sollte erst nach dem Frühstück schreiben :\
Hallo EGS Meine Daten kommen von SprintLayout6. Mit HPGL bzw PLT Datein geht es. Auch mit den gcode Generator von burger-web.com klappt es. Es ist also definitiv ein Fehler von SCC . Gruss Marco
Angehängte Dateien:
-

Excelon.jpg
120 KB
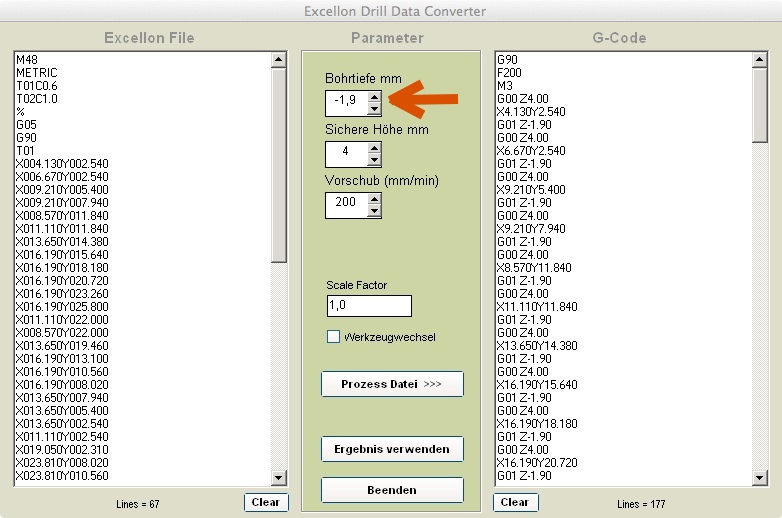
so geht es.:-) bei Excelon Bohrtiefe negativ - angeben! Bei HPGL positiv + angeben! Gruß Wolfgang
Hallo Wolfgang Das habe ich schon Versucht. Es geht einfach nicht ins Minus , bei null ist Ende. Gruss Marco
Marco schrieb: > Es geht einfach nicht ins Minus , bei null ist Ende. benutze die Pfeile vom Eingabefeld der Bohrtiefe (up/down) Gruß Wolfgang
Wolfgang B. schrieb: > benutze die Pfeile vom Eingabefeld der Bohrtiefe (up/down) Habe ich gemacht bei null ist schluss. Auch das anklicken mit der Maus und eingabe von minus kommt kein minus. Gruss Marco
Marco schrieb: > Habe ich gemacht bei null ist schluss. > Auch das anklicken mit der Maus und eingabe von minus kommt kein minus. das kann nicht sein. ist deine Maus defekt? ggf. das Programm noch mal neu installieren. Gruß Wolfgang
Habe mit CCleaner aufgeräumt. SCC neu installiert. Nichts - geht immer noch nicht. Maus funktioniert. Gruss Marco
Marco schrieb: > Nichts - geht immer noch nicht. muss eigentlich gehen.:-( keine Ahnung was mit dein System los ist. Gruß Wolfgang
Wolfgang B. schrieb: > keine Ahnung was mit dein System los ist. Habe es noch auf einen anderen Rechner mit Win7 probiert, auch nichts . Hast du denn bei dir die Probe installiert? ich habe es nicht , könnte daran liegen.
DA FLIEGT MIR DOCH DIE SICHERUNG RAUS......... Version 2.5.1 hat denn Fehler - die alte Version 2.5 funktioniert :-) Werde Albert mal eine email schicken und auf den Fehler hinweisen. Danke dir Wolfgang Gruss Marco
Marco schrieb: > Hast du denn bei dir die Probe installiert? Was für eine Probe? >Version 2.5.1 hat denn Fehler... In der Tat, ich habe auf mein Testrechner sogar nur Version 2.1 :-( Gruß Wolfgang
Wolfgang B. schrieb: > Was für eine Probe? Probe ist die Werkzeuglängenmessung. Taste neben $$ oder über Einstellung Probe
Marco schrieb: > Hast du denn bei dir die Probe installiert? ich habe es nicht Marco schrieb: > Wolfgang B. schrieb: >> Was für eine Probe? > > Probe ist die Werkzeuglängenmessung. > > Taste neben $$ oder über Einstellung Probe Das ist eine Funktion von SCC was soll da installiert oder nicht installiert werden? Du meinst sicherlich die Einstellung? Gruß Wolfgang
Angehängte Dateien:
-

IMG_0857.JPG
240 KB
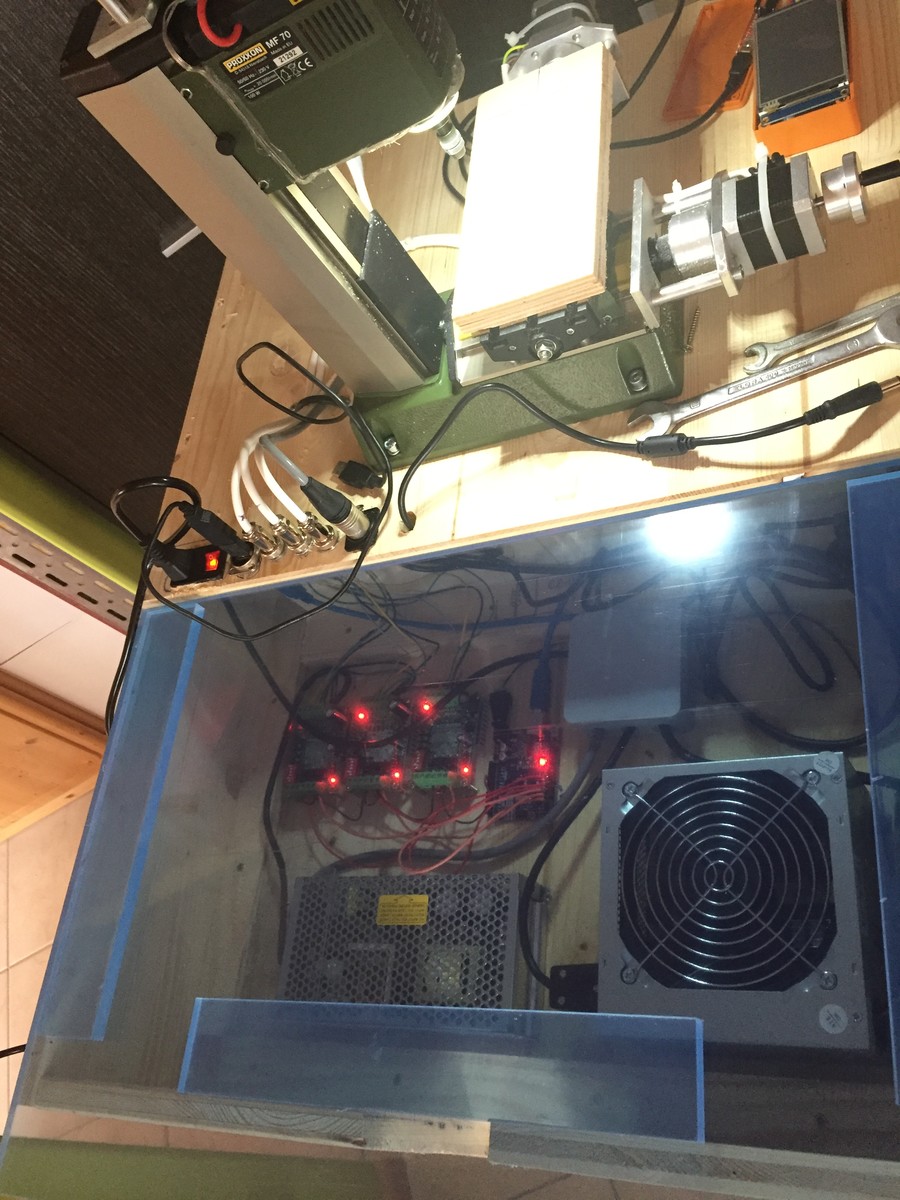
{kind=link}
Hallo, ich wollte meinen Fräsenaufbau mit einer Proxon MF 70 CNC zeigen und eine Erfahrung weitergeben. Meine Proxxon hat nach einem Defekt des Orginalmotors und und der Platine einen Brushless-Motor aus des Helikoptermodellbau der über einen Regler durch einen Servotester gesteuert wird erhalten. Die Stromversorgung erfolgt über ein umgebautes PC Netzteil. Wichtig ist, dass der verwendete Regler den Governor-Mode unterstützt das ist das Hochdrehen des Motors aus dem Stand. Wie Ihr auf dem Bild seht habe ich die komplette Installation mit den Steuerungsplatinen für den Schrittmotor und dem Arduino-Board halbseitig in eine Holzbox eingebaut auf der die Fräse auf der anderen Seite oben befestigt wurde. Unter der Fräse ist eine Schublade für die benötigten Zubehörteile. Die benötigten Versorgungskabel habe ich mit diversen Steckern und Durchführungen aus dem unteren Installationsbereich heraus verbunden Die Stromversorgung erfolgt über den Kaltgerätestecker, die Verteilung für PC-Netzteil, Laptop-Netzteil und Schaltnetzteil ist in der grauen Verteilerdose untergebracht Auch ich hatte bei der ersten Inbetriebnahme erhebliche Probleme mit der Kommunikation des Arduino-Boards und des PCs. Alle Tipps mit abgeschirmten Kabeln etc. brachten keinen Erfolg. Erst nachdem ich das Board gegen ein neues getauscht hatte lief alles problemlos und funktioniert sogar mit dem einfachsten Kabelmaterial und USB-Steckverbindungen. Das Nextion Display habe ich über ein FT232RL 3.3V 5.5V FTDI USB zu TTL Serial Adapter Modul Arduino TE203 verbunden weil auch der USB zu TTL RS232 5V PL2303 HX Adapter Kabel Seriell Konverter Modul für Arduino unter Windows 10 bei mir nicht kommuniziert was anscheinend mit dem Chip zusammenhängt. Viele Grüße Michael
Beitrag #5071925 wurde von einem Moderator gelöscht.
Hallo, wollte mitteilen, wie ich die Videofunktion bei mir zum Laufen gebracht habe. Betriebssystem Windows 10, 4 verschiedene USB-WebCams und die festverbaute Camera im Notebookdeckel haben NICHT funktioniert. Meine Idee war jetzt, die Webcam (mein Favorit ist https://de.aliexpress.com/item/Mini-USB-30M-Mega-Pixel-Webcam-Video-Camera-Web-Cam-For-PC-Laptop-Notebook-Clip-Worldwide/32640706064.html?spm=2114.13010608.0.0.pQYYx6 ) mit dem kostenfreien VLC-Mediaplayer (Medien,Aufnahmegerät öffnen) zum Laufen zu bringen, unter Werkzeuge, Effekte und Filter, Videoeffekte, Overlay, Text hinzufügen (zentriert) "X" als Markierung und den Versatz als Makro in SerialCom zu speichern. Das funktioniert auch, jetzt aber die Überrasschung: Wenn jetzt in SerialCom die Videofunktion geöffnet wird, funktioniert dieses und es kommt ein grünes Bild. Wenn jetzt noch VLC geschlossen wird, ist das Vidobild in Serialcom zu sehen. Klingt komplizierter als es ist . . . Die o.g. Webcam kostet weniger als 3 Euro und hat einen manuellen Fokus der sich z.B. auf drei Zentimeter Abstand einstellen lässt! Viel Erfolg
Uwe R. schrieb: > die Webcam mein Favorit ist Eine schlechtere Kamera hättest du nicht finden können? Für ~35 EUR bekommst du gescheite Kameras samt Linse von ELP.
Hi. Ich bin auch noch cnc Neuling und nach unterschiedlichen grbl Programmen (inklusive dem meiner China cnc2418) bin ich auf serialcomcnc gestoßen. Sieht echt Klasse aus! Der manuelle Mode funktioniert bei mir einwandfrei nachdem ich gemerkt hatte, das die feedrate erst mal setzen muss. Das war in anderen Programmen nicht so. Egal, ich schreibe hier, weil ich mit dem Ausführen von g-code Schwierigkeiten habe. Ich nutze cambam oder fengrave, bei cambam gcode stoppt serialcomcnc bei der ersten Zeile und steht auf busy, nichts passiert mehr. Ich hatte auch schon mal Kommentar Zeilen gelöscht, ohne Erfolg. Kann mir jemand den Fehler zwischen meinen Ohren erklären? Ich nutze übrigens v2.5.1, ich glaube aktuell latest. Danke und Respekt an den Programmierer!
Guten Tag, ich habe SerialComCNC installiert und meine Proxxon Fräse bewegt sich auch. Leider sind die zurückgelegten Strecken in allen Achsen viel kürzer als eingegeben. Nicht um einen festen Faktor, z.B. 1/10, sondern um völlig "krumme" Werte. Wie kann ich das lösen? Vielen Dank Peter Uk.
Den GRBL Konfigurieren und an deine Fräse anpassen Gruß Waldemar
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.