Hallo, würde gerne über die zweite Schnittstelle meine Fräse gerne mit Tastern steuern! Hat jemand dies schon probiert, wenn ja bitte melden!
Ich denke, hier hat sich ein Großteil der "Beta-Tester" schon umorientiert, da das Projekt wohl nicht weitergeführt wird. Meine Empfehlung : https://github.com/svenhb/GRBL-Plotter
Angehängte Dateien:
-

Makro_Foto_Modul.png
85 KB
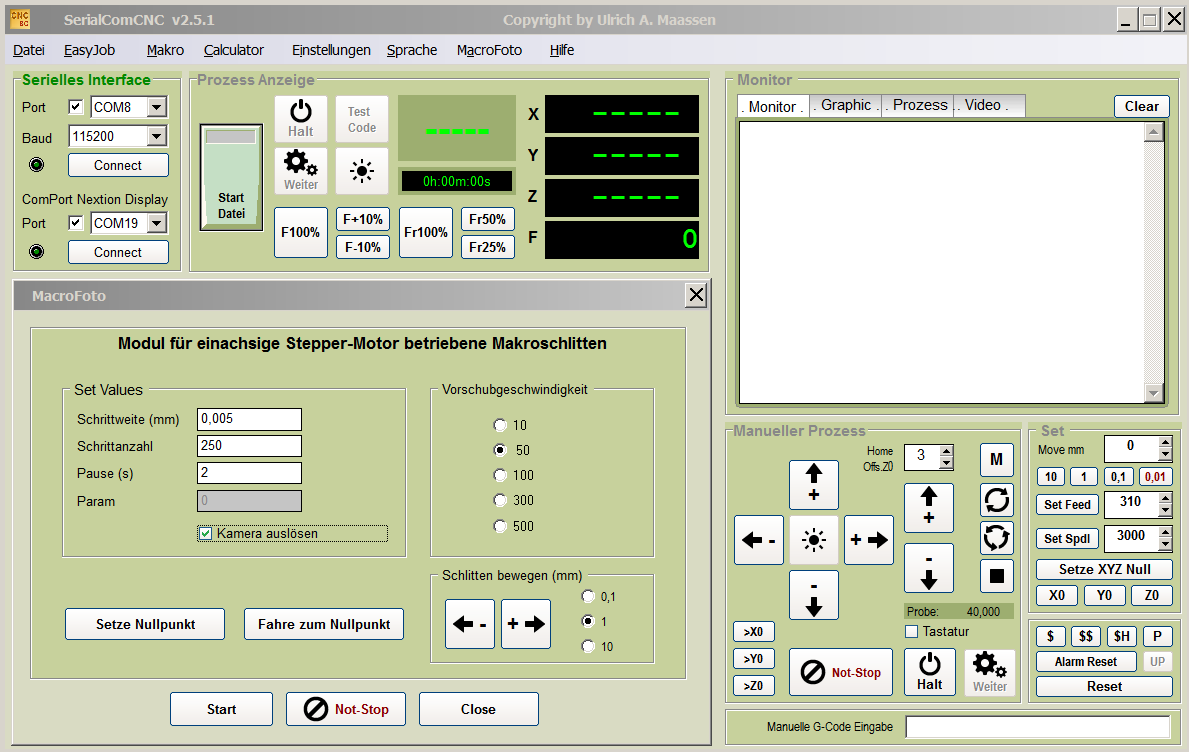
Neues Modul für Extrem-Makrofoto Spezialisten zum Fokus-Stacken Vorgesehen für einachsige Schlitten Es wird ausschliesslich die X-Achse automatisch in der angegebenen Schrittweite jeweils verfahren, dann ein Pause gemacht um event. Schwingungen der Schlittenmechanik abzuwarten und anschliessend die Kamera ausgelöst. Die Anzahl der Schritte und weitere Parameter sind wählbar. Die sonstige CNC-Oberfläche wird beim Aufruf des Makro Foto Moduls deaktiviert.
Anbei neue Version SerialComCNC 2.6.0 Change Log V2.6.0 ----------------- Modul MacroFoto Das Modul MakroFoto dient zur Ansteuerung eines Stepper-Motor betrieben Schlittens zum Fokus Stacking für die Makro-Fotografie. Im Modul MacroFoto wird ausschliesslich die X-Achse benutzt. Bedienung des MacroFoto Mouduls über SerialComCNC Starten Sie SerialComCNC. Wählen Sie im Seriellen Interface den ComPort (Arduino). Öffnen Sie die Verbindung durch Klick auf den Connect Button. Warten Sie ab bis dass die Verbindung bestätig wird. Klicken Sie in der oberen Menue-Leiste auf MacroFoto. Sie befinden sich nun im MacroFoto Modul. Stellen Sie den Schlitten grob auf ihr Objekt/Insekt ein, am Besten kurz vor dem ersten Punkt der scharf abgebildet werden soll. Benutzen Sie dazu die Pfeiltasten rechts unten. Den Verfahrweg pro Klick wählen Sie in den drei Stufen 0,1 - 1 - 10 mm vor. Setzen Sie diese Position als Nullpunkt. Wählen Sie nun die Parameter für das Verfahren des Schlittens. Schrittweite - Angabe in mm, kleinster möglicher Wert 0,001 mm Schrittanzahl - Angabe der Anzahl der gewünschten Schritte/Bilder Pause - Angabe in vollen Sekunden. - Wartet das Nachschwingen des Schlittens und Kamera ab bevor ein Bild gemacht wird. Kamera auslösen - Gibt ein Signal zum Auslösen der Kamera über den Arduino. - Ausgänge für M3/M5 (Spindel Start/Stop) - Alternativ kann natürlich auch nach jedem Schritt per Hand ausgelöst werden. Pause Belichtung - Angabe in vollen Sekunden. - Wartet bei längeren Belichtungszeiten bis zum nächsten Schritt. Vorschubgeschwindigkeit - Angabe im mm/min - Wählen Sie hier die Vorschubgeschwindigkeit der Spindel. Start - Beginnt das Fokus Stacking Abbrechen - Bricht das Fokus Stacking ab Gruss Ulrich Albert www.serialcominstruments.com
Angehängte Dateien:
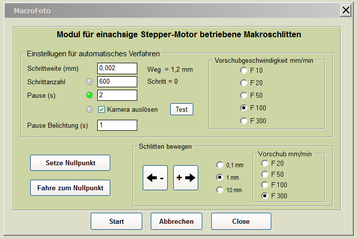
Anbei neue Version SerialComCNC 2.6.1 Change Log V2.6.1 ----------------- Modul MacroFoto - Fehler bei der Kameraauslösung behoben. - Test Button zum manuellen Test der Kamera zugefügt. - Vorschubgeschwindigkeiten erweitert. - Hilfe/Manual erweitert-
Anbei neue Version SerialComCNC 2.6.2 Change Log V2.6.2 ----------------- Modul MacroFoto - Div. Fehler behoben - Kameraanschluss liegt nun am Arduino Pin 13 - Manual aktualisiert
@ Albert Schön, dass du wieder da bist!!! Alles Gute.
Angehängte Dateien:
-

CNC_foto_2.jpg
150 KB
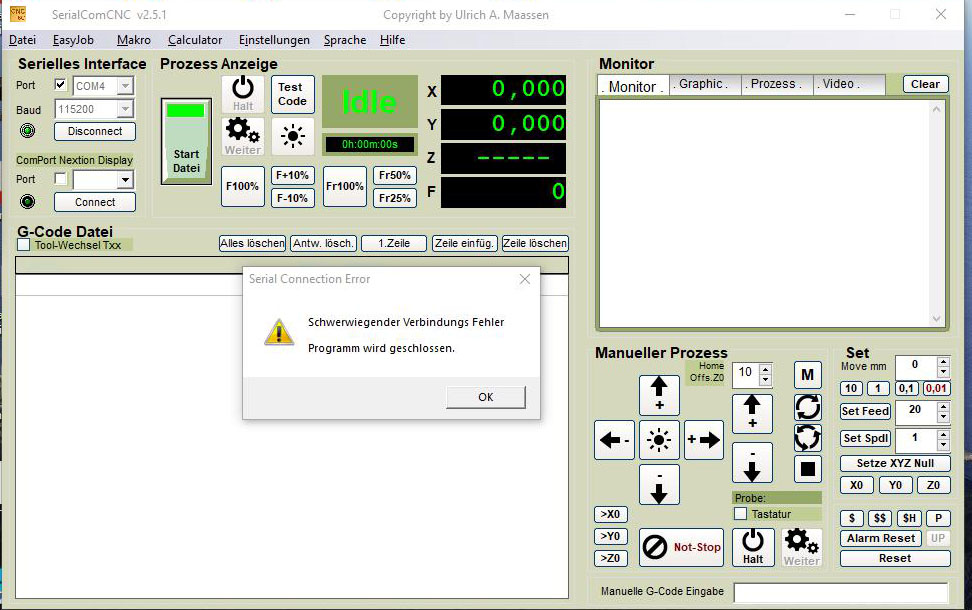
Ich bin ein Neuling im einem Forum. Ich besitze ein Arduino uno mit CnC Shield und Steppermotor Nema 17 und möchte damit einen Fotoschlitten für Stackingaufnahmen (Schichtaufnahmen) antreiben.Dafür benötige ich ein programm wie SerialComCNC. Meine Frage ist warum immer die Fehlermeldung schwerwiegender Verbindungs Fehler Programm wird geschlossen kommt Hex Datei grbl 0,9 wird hochgeladen mfG Günter H
1 | Change Log V2.1 |
2 | --------------- |
3 | Wichtig: Alle SerialComCNC Versionen ab Version 2 |
4 | benötigen GRBL ab Version 1.1e |
Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"
Tany schrieb: > @ Albert > Schön, dass du wieder da bist!!! > Alles Gute. Dem möchte ich mich auch anschließen. Finde es toll das es weiter geht, Danke schon mal von mir. Gruß ic_tester
Hallo Albert, Schön, wieder etwas von dir zu lesen. Daniel
Hallo albertm. Dein Programm Makro Foto finde ich sehr gut gelungen. Ich weis nicht warum bei mir das Bild Makro Foto nicht vollkommen angezeigt wird. Gruß Hartmut
Angehängte Dateien:
-

Ekran_Al_nt_s_.JPG
170 KB
Hi Albert, I have cronos maker cnc board. Grbl 1.1f firmware not working. please help me.
Abdullah G. schrieb: > Michael schrieb: >> Set $10=0 > > Not available $$ command function. :( Goto Manual G-Code Input Type: $10=0 Enter MfG Michael
Angehängte Dateien:
-

Ekran_Al_nt_s_.JPG
160 KB
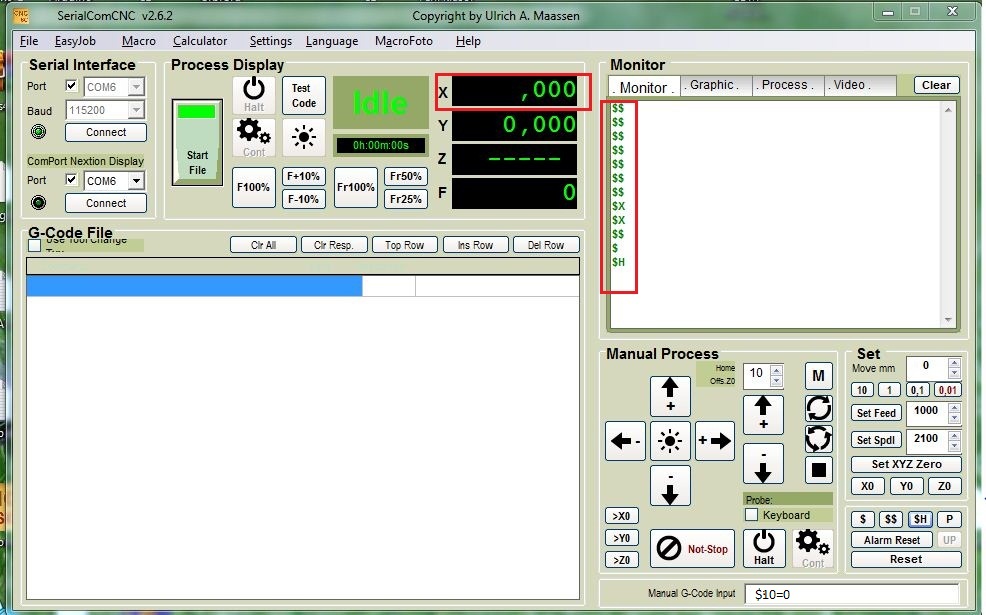
Michael schrieb: > Abdullah G. schrieb: >> Michael schrieb: >>> Set $10=0 >> >> Not available $$ command function. :( > > Goto Manual G-Code Input Type: > $10=0 > Enter > MfG Michael
Hallo an alle Serialcom CNC Nutzer Mein Name ist Jochen und ich habe letztes Jahr schon mit Serialcom CNC gefräst. Nach einer Neuinstallation habe ich nun wieder Serialcom CNC auf einem Win10 System installiert. Soweit so gut, mit dem Nextion Display fährt meine Fräse manuell 100 mm ohne Probleme, aber mit einem *.nc Code wird alles 1:10 gefräst, aus 200 mm werden dann 20 mm. Ich weiß nicht wie ich das nun ändern kann. Kann mir jemand weiterhelfen was ich nun tun muss um wieder im Maßstab 1:1 zu fräsen ? Würde mich sehr freuen wenn mir jemand das Brett vorm Kopf abnehmen und helfen könnte und ich wieder fräsen kann.
Muss wohl an der Datei liegen, alles andere läuft gut
Hallo Bin vor kurzem auf dieses Projekt gestoßen und das sieht ja wirklich gut aus: Chapeau, Chapeau! Hab V2.6.2 gleich mit meiner T8-Fräse (reicht mir zum Platinenfräsen am Schreibtisch) ausprobiert, vorerst nur die manuelle Bedienung und nun 2 Fragen dazu: Wenn ich unter 'Set , Move mm' auf die vorgegebene Werte 10, 1, 0.1 und 0.01 klicke passiert nichts. Sollten diese Werte nicht ins Eingabefeld darüber übernommen werden? Hab' ich was falsch verstanden, liegt's an meinem PC/Win10 oder hat sich da ein Fehler eingeschlichen? Die andere Frage: beim Drücken der manuellen Jog-Tasten werden G91-Codes abgeschickt. Sollten diese nicht mit '$J=G91 ...' beginnen? Diese speziellen Jogging-Befehle werden ja seit Version 1.1 von GRBL unterstützt (und könnten, wenn mehrere davon abgeschickt sind, leichter wieder unterbrochen werden bzw. sind auch bei den Soft-Limits von Vorteil). Danke schon mal für die Antworten. LG Chris
Chris F. schrieb: > Wenn ich unter 'Set , Move mm' auf die vorgegebene Werte 10, 1, 0.1 und > 0.01 klicke passiert nichts. Sollten diese Werte nicht ins Eingabefeld > darüber übernommen werden? Hab' ich was falsch verstanden, liegt's an > meinem PC/Win10 oder hat sich da ein Fehler eingeschlichen? nein das sind Steppwerte für das Eingabefeld, Up/down Gruß Wolfgang
Angehängte Dateien:
-

SerialComCNC.jpg
190 KB
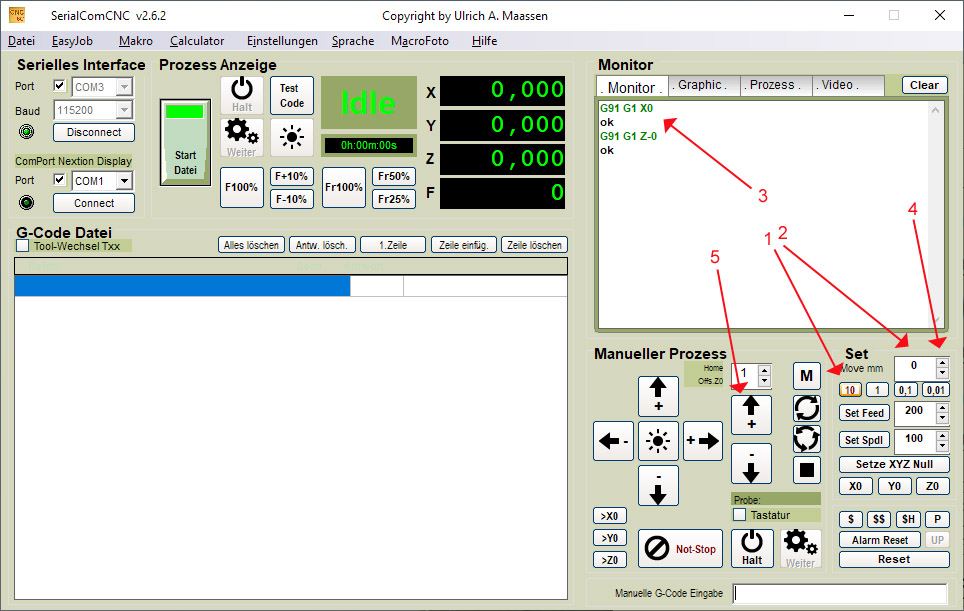
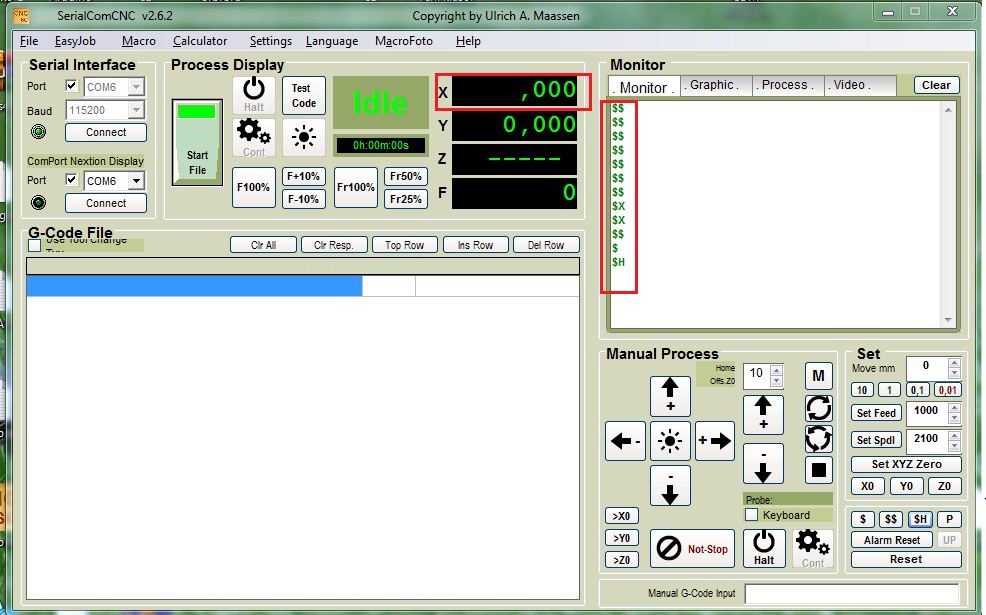
Hallo und Danke für die Antwort. Meinst du mit Up/Down die kleinen Pfeilchen hinter dem Eingabefeld (4 in meinem Bild) oder die Button für die Z-Achse (5 in meinem Bild)? Also für das Z-Achsen Up/Down ändert sich nichts, wenn ich die Zahlen 10, 1, ... (1 in meinem Bild) drücke, der Wert des Eingabefelds (2 in meinem Bild) bleibt immer 0, wie man auch an den G-Codes (3 in meinem Bild) sieht: X0 und Z0, erst wenn ich den Wert im Eingabefeld (2 in meinem Bild) direkt oder mit den kleinen Pfeilchen (4 in meinem Bild) ändere, bewirken die Jog-Tasten eine Bewegung, da andere Werte für X,Y und Z als 0 gesendet werden. Wozu dienen also die Tasten 10, 1, ... (1 in meinem Bild)? Was geschieht bei dir/euch, wenn du/ihr sie drückt? Danke schon mal und lG Chris
Read Manual Kapitel: Set Display
Angehängte Dateien:
-

Set_Display.jpg
78 KB
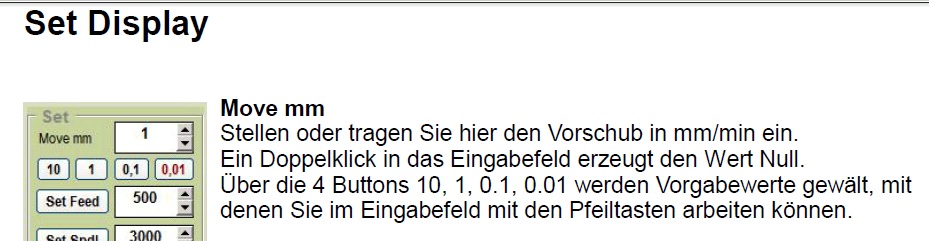
Danke für den Hinweis. Genau so wie im Manual beschrieben hab' ich mir die Funktion dieser Tasten erwartet. Aber - siehe oben - ein Klick darauf wählt bei mir keinen Vorgabewert, der dann in das Eingabefeld übernommen wird. Genaugenommen passiert gar nichts bei Klicks darauf. Ich würde nun nur gern wissen, ob das nur bei mir so ist, oder ob bei dieser Programmversion bei diesen Buttons ein Fehler vorliegt. Darum meine Bitte, ob das einer von euch einmal kurz testen könnte. Ich weiß, ich bin ein bißchen hartnäckig wegen dieser Lapalie - aber wenn's ein Fehler ist kann das der Programmautor in einer neuen Version leicht beheben, wenns nur bei mir auftritt, muss ich schauen, was auf meinem PC los ist. Danke schon mal u. lG Chris
erst mit Klick auf die die kleinen Pfeilchen hinter dem Eingabefeld ändert sich der Wert des Eingabefelds um den um den gewhlten wert 10, 1, 0,1, 0,01 Die Tasten dienen dazu den Wert des Eingabefeld um 10, 1, 0,1, 0,01 rauf oder runter zuzählen snst nichts. Der Wert des Eingabefeld muss >0 sein sonst bewegen sich deine Achsen nicht. Gruß Wolfgang
Danke, jetzt hab ich die Funktion verstanden. Mein Standardprogramm (GRBLPanel) hat sehr ähnliche Button, aber dort funktionieren sie anders. Konnte mich nicht von dieser Vorstellung lösen. Danke u. lG Chris
Schaut euch mal GRBL-Plotter an... Weitaus besser und wird aktiv gepflegt.
hallo , bitte wo can ich das file fuer das Nextion Display finden. danke Volker
Hallo Volker, du musst erst mal Programm Installieren, dann findest du alles im Verzeichnis. Gruß
Hallo Albert, erst einmal vielen Dank für das tolle Programm. Habe aber noch eine Anmerkung zu den Fehlermeldungen. Seit der Version 1.1X gibt bei Github in Grbl im Verzeichnis Docs noch ein Unterverzeichnis csv. Hier sind alle Fehler - Alarmmeldungen sowie die Settings in Tabellen vorhanden. Durch einfaches parsen der Dateien mit der Fehler(Alarm, Settings)nummer könnte man den Klartext im Gui darstellen. Vielleicht denkst du in einer kommenden Version mal daran. Gruß
Guten Abend, ich habe mir eine kleine Steuerung für meine Käsefräse Proxxon MF70 zusammengebaut. Diese besteht aus: 3 Stück TB6560 3A Schrittmotor Treiber-Platine 1 Stück Arduino UNO Rev 3 1 Stück Netzteil Meanwell RS-150-24 3 Stück Nema 17 Motoren. Auf dem Arduino ist grbl_v1.1f.20170131.hex aus der letzten SerialComCNC Version 2.6.2 installiert. Verwende ich nun SerialComCNC so wird eine Verbindung mit dem Arduino erfolgreich hergestellt und die beiden LED's TX/RX blinken. Ich kann auch eine Homefahrt über den entsprechenden Button in SerialComCNC auslösen. Auch lassen sich einige Befehle zum Verfahren der X oder Y Achse wie z.B. G90 G0 Y10 absetzen. Das geht aber leider nur einige Male... irgendwann wird SerialComCnc träge und die beiden LED's TX/RX leuchten durchgehend. Danach bricht die Kommunikation entweder ab, oder wenn ich ein Disconnect absetzte dauert es sehr lange bis dieser ausgeführt wird. Ich habe in SerialComCnc unter Einstellungen - System das ComTimerInterval schon auf 200ms gesetzt, dies bringt aber keinerlei Verbesserung. Als Rechner kommt ein IBM Thinkpad T41 mit Win 7 zum Einsatz, aber das gleiche Verhalten sehe ich auch wenn ich ein T41 mit Win XP einsetze. Zwischenzeitlich habe ich auch mit einem Arduino Mega 2560 gearbeitet, hier aber das gleiche Verhalten gesehen. Meine GRBL Einstellungen anbei: $0=10 (step pulse, usec) $1=25 (step idle delay, msec) $2=0 (step port invert mask:00000000) $3=6 (dir port invert mask:00000110) $4=0 (step enable invert, bool) $5=0 (limit pins invert, bool) $6=0 (probe pin invert, bool) $10=3 (status report mask:00000011) $11=0.020 (junction deviation, mm) $12=0.002 (arc tolerance, mm) $13=0 (report inches, bool) $20=0 (soft limits, bool) $21=1 (hard limits, bool Endschalter) $22=0 (homing cycle, bool) $23=0 (homing dir invert mask:00000000) $24=25.000 (homing feed, mm/min) $25=500.000 (homing seek, mm/min) $26=250 (homing debounce, msec) $27=1.000 (homing pull-off, mm) $100=1606.000 (x, step/mm) $101=1606.000 (y, step/mm) $102=1604.000 (z, step/mm) $110=500.000 (x max rate, mm/min) $111=500.000 (y max rate, mm/min) $112=500.000 (z max rate, mm/min) $120=10.000 (x accel, mm/sec^2) $121=10.000 (y accel, mm/sec^2) $122=10.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm) Was könnte das beschriebene Verhalte auslösen? Noch als Nachtrag: der Arduino ist über einen Traco TEN 5-2411 vom 24V Meanwell Netzteil galvanisch getrennt um die USB Schnittstelle im Laptop nicht zu gefährden...
Also einen Fehler habe ich eben schon selbst gefunden $10 muß den Wert 0 haben... das war vorher nicht so... nun mal sehen was jetzt funktioniert
Hallo Torsten, das bestimmt nicht Auslöser von deinem Problem ist, aber in Config mit SerialComCNC $10=0 muss sein nicht 3 weil SerialComCNC so läuft nicht und die Koordinaten werden nicht angezeigt. Gruß
Juliaes schrieb: > Hallo Torsten, > > das bestimmt nicht Auslöser von deinem Problem ist, aber in Config mit > SerialComCNC $10=0 muss sein nicht 3 weil SerialComCNC so läuft nicht > und die Koordinaten werden nicht angezeigt. > > Gruß Hallo Juliaes, ja das habe ich jetzt auch rausgefunden. Danke. Mittlerweile läuft meine Maschine it den folgenden Einstellungen... $0=10 (Schrittpulse in usec) $1=25 (Schrittpulse Pause in msec) $2=0 (Schrittpulse port invertieren Maske:00000000), Maske(00000XYZ) $3=2 (Richtung Impuls invertieren Maske:00000010), Maske(00000XYZ) $4=0 (Start Signal enable invertieren, bool) $5=0 (Referensschalter invertieren, bool) $6=0 (Probe pin invertieren, bool) $10=0 (status report mask:00000000), Machine und Arbeits Position $11=0.020 (Vor Ecken bremsen in mm) $12=0.002 (Bögen und Kreise auf Linien teilen in mm) $13=0 (Koordinaten Anzeigen in inches, bool) $20=0 (Arbeitsbereich per Software kontrollieren, bool) $21=0 (Arbeitsbereich per Endschalter kontrollieren, bool) $22=0 (Referenzfahrt, bool) $23=0 (Richtung der Referenzfahrt invertieren Maske:00000000), Maske(00000XYZ) $24=25.000 (Referensschalter anfahren langsam/suchen in mm/min) $25=250.000 (Referensschalter anfahren schnell in mm/min) $26=250 (Referensschalter entprellen in msec) $27=1.000 (Referensschalter freifahren, mm) $30 - (Max spindle speed, RPM $31 - (Min spindle speed,) $32 - (Laser mode, boolean) $100=1606.000 (x, step/mm), (stepsProUmdrehung * microsteps) / mmProUmdrehung $101=1606.000 (y, step/mm), (stepsProUmdrehung * microsteps) / mmProUmdrehung $102=1604.000 (z, step/mm), (stepsProUmdrehung * microsteps) / mmProUmdrehung $110=500.000 (x Maximale Geschwindigkeit, mm/min) $111=500.000 (y Maximale Geschwindigkeit, mm/min) $112=500.000 (z Maximale Geschwindigkeit, mm/min) $120=10.000 (x accel, mm/sec^2) $121=10.000 (y accel, mm/sec^2) $122=10.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm) Danke Nachtrag: auch das Jog Dial von Wolfgang B. reagiert jetzt ;-) @Wolfgang B. gab es da eventuell nochmal einen Update?
Noch ein kleiner Nachtrag: Der GRBL Parameter $10 führt bei einem Wert ungleich 0 zu oben beschriebenem Verhalten. SCC wird dann irgendwann sehr träge. Das nur als Anmerkung. Mein Controller funktioniert nun. Nachtrag 2: es gibt auf Github neu die GRBL Version 1.1h, habe ich zwar schon herunter geladen, aber noch nicht getestet.
Language: Hello, can we have English version of your Serial Com CNC? Regards, Castle
Angehängte Dateien:
-

Excellon.jpg
40 KB
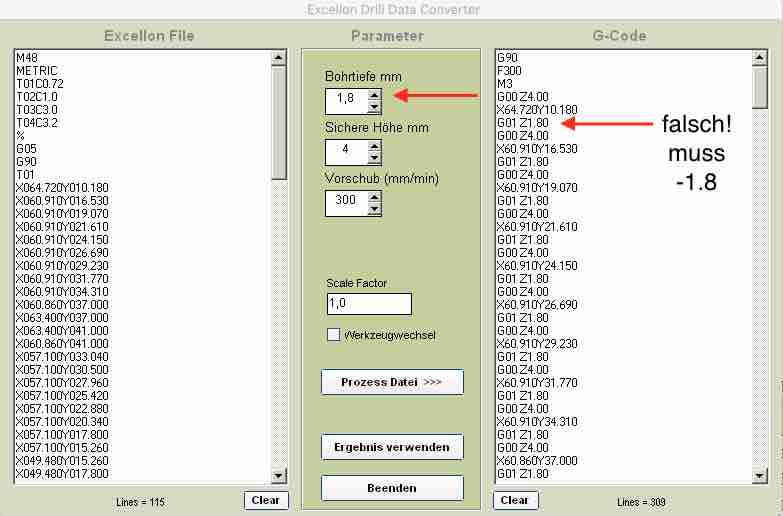
Hallo Albert, es ist ein Bug in den Excellon Drill Data Converter die Bohrtiefe ist immer Positiv! somit ist ein Bohren nicht möglich. Die G-Code Datei von Hand zu Editieren ist umständlich und sollte nicht sein. Ich glaube auf den Bug ist schon mal hingewiesen worden. Gruß Wolfgang
Hallo Wolfgang, ich habe hier schon vor Monaten mal darüber berichtet , es hat sich nichts getan. Die 3 oder 4 letzte Version funktioniert noch. Ich habe auf Estlcam gewechselt, ein Super Programm . die 50€ waren es mir wert. Gruß Marco
@Marco: nun Estlcam mag gut sein, was aber wirklich stört ist die unterschiedliche Belegung der Arduino Pins... und ganz ehrlich, es ist mir ein Rätsel warum das sein muß. Ja klar... der Owner möchte seine eigene HW verkaufen... das würde aber auch klappen wenn er sich an die GRBL Pinbelegung halten würde. Ich habe Estlcam auch käuflich erworben, aber das ist ein für mich massives Problem, denn ich möchte ungern meinen CNC Controller anpassen nur weil jemand seinen Profit sichern will. Ich mag damit alleine stehen... aber Estlcam ist bei mir auf Grund dieser Tatsache wieder vom Rechner deinstalliert worden. Ich mag es nicht wenn jeder meint ein eigenes Süppchen zu kochen. Das ist meine ganz persönliche Meinung... denn ich denke aus dem Thema proprietäre Lösungen sollten wir allmählich raus sein. Gruß Torsten Nachtrag: was ich persönlich schade finde ist die Tatsache, daß das Programm SerialComCNC nicht weiterleben wird, sofern Albert keinen Nachfolger benennt oder benennen mag, der sich um die Pflege des Programms kümmert.
Torsten K. schrieb: > nun Estlcam mag gut sein, was aber wirklich stört ist die > unterschiedliche Belegung der Arduino Pins... Das stimmt so nicht. Ich weiß ja nicht welche Version von Estlcam du hattest. Bei Version 11 von Estlcam ist alles Software seitig einstellbar. Gruß Marco
Estlcam mag ja wie auch andere Lösungen gut sein. Für mich ist ist es die einfache Umsetzung von SerialComCNC. Ich benutze SerialComCNC überwiegend als intelligente Bohrmaschine um Platine zu Bohren. Der Bug in den Excellon Drill Data Converter ist schon etwas nervig. Gruß Wolfgang
Marco schrieb: > Torsten K. schrieb: >> nun Estlcam mag gut sein, was aber wirklich stört ist die >> unterschiedliche Belegung der Arduino Pins... > > Das stimmt so nicht. > Ich weiß ja nicht welche Version von Estlcam du hattest. > Bei Version 11 von Estlcam ist alles Software seitig einstellbar. > > Gruß Marco Okay... Danke für den Hinweis... das schaue ich mir mal an. Aber trotzdem wäre es schön wenn SerialCOmCNC weiter leben würde und Albert, sofern er das nicht mehr machen möchte (kann) das Ganze in vertrauensvolle Hönde legen würde, damit das Programm nicht einfach irgendwann verschwindet. Da ist so viel Arbeit drin und das wäre echt schade. Meine 2 cent
Angehängte Dateien:
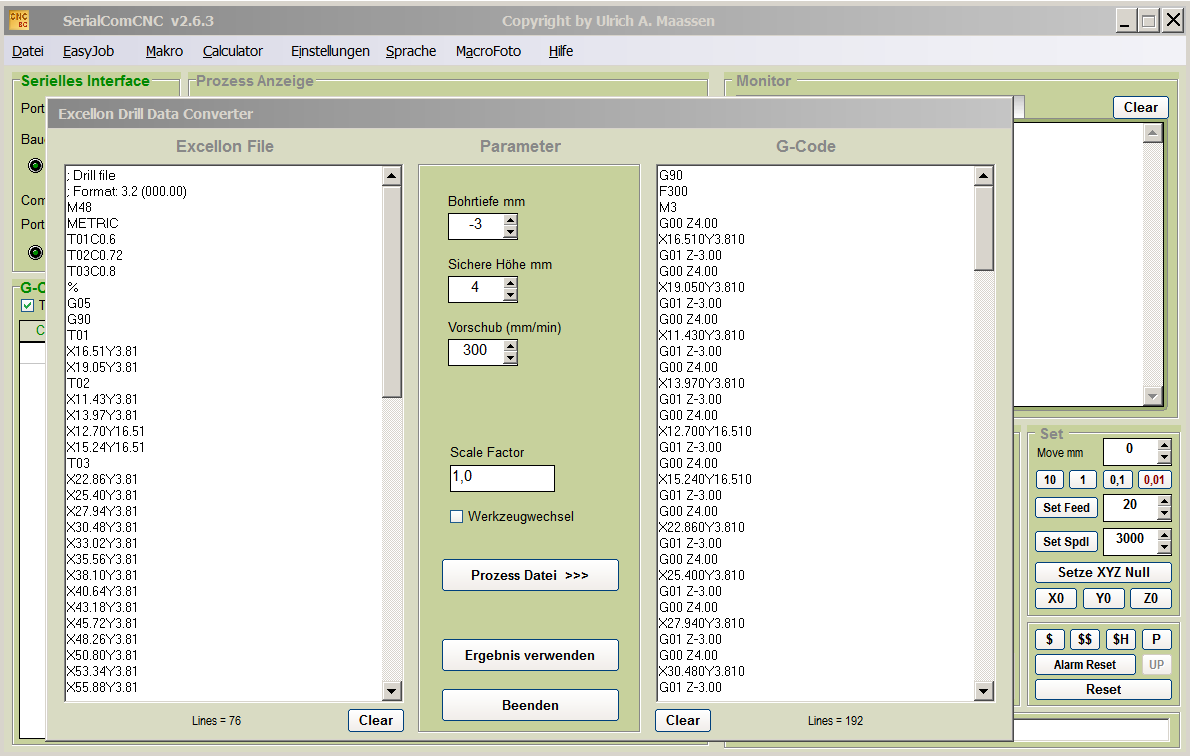
Anbei neue Version SerialComCNC 2.6.3 Change Log V2.6.3 ----------------- Modul Excellon Datei - Die Bohrtiefe lässt sich nun von -10 bis +10 mm einstellen.
Angehängte Dateien:
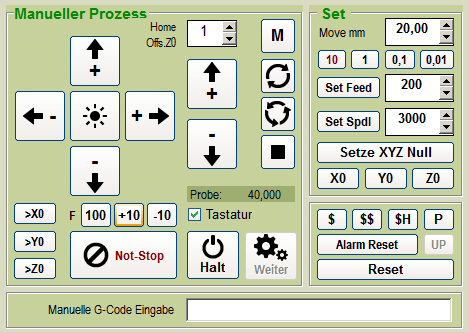
Anbei neue Version SerialComCNC 2.7.0 Change Log V2.7.0 ----------------- 1) Sofortige Änderung des Vorschubes im "Manuellen Prozess" (alle Achsen) während des laufenden Vorschubes. Button 100 setzt F auf eingestellten F Wert von 100% Button +10 erhöht F jeweil um 10% des Grundwertes Button -10 erniedrigt F um jeweils 10% des Grundwertes 2) Jogging / Bedienen der Achsen über PC Tastatur komplett geändert. Wird das Tastatur Häkchen gesetzt, also die Tastatur aktiviert, erfolgt die Steuerung der Achsen mit der PC Tastatur über die Pfeil-Tasten im neuen Jogging Mode der GRBL Version 1.1f. Der wesentliche Unterschied zum Bewegen der Achsen über die Pfeiltasten im "Manuellen Prozess" ist der sofortige Abbruch der laufenden Aktion beim Betätigen einer weiteren Taste und Ausführung der neuen Tastenaktion. X und Y Jogging über die Tastatur Pfeil-Tasten Z Jogging über die Tastatur Bild-Oben und Bild-Unten Tasten Sofortiger Abbruch über die Tastatur Return Taste Gruss Ulrich Albert http://www.serialcominstruments.com/
Hallo, ich hab mich gefreut für die neu Erweiterte Version. Vielen Dank. Ich habe eine Anregung und eine bitte wenn möglich das zu Korrigieren. - EasyJob, Pocket Circle funktioniert nicht. Oberflächen Unschönheit: - Schrift Manueller Prozess teilweise Abgedeckt durch Home Offs Z0 - In Macro Foto Namenanfang, links nicht zu sehen sind, (hritweise, hitanzal, use ). Schade dass, keine Webcam zum Auswahl ist weil wird immer genommen die Erste Cam z.B beim Laptop mit Cam nimmt Cam von Laptop anstatt Externe USB Webcam. Gruß
Hallo zusammen, ich wollte gerade mal wieder auf die Webseite: http://www.serialcominstruments.com/ Aber die ist wohl abgeschaltet :( Sieht so aus als hätte Albert endgültig die Weiterentwicklung von SerialcomCNC und seiner anderen Software eingestellt. Schade, aber trotzdem vielen Dank Albert. Grüße Stephan
Angehängte Dateien:
-

Ruesselkaefer_023.jpg
640 KB -

Professional_Photographers_02.jpg
1,4 MB


Hallo Stephan, ja ich habe meine Webseite SerialComInstruments abgeschaltet. Mit meinen 70 Jahren habe ich die Lust an der Software-Entwicklung verloren und mich meinen anderen Hobbies zugewandt (siehe Bilder). Als Naturfotograf lebt man gesünder:) Wer sich für meine Aufnahmen interessiert kann ja mal auf meine Facebook Seite schauen: www.facebook.com/Ulrich.A.Maassen/ Wer nach meinen Programmen sucht wird ja hier auf mikrocontroller.net fündig. Das ist übrigens die einzige Download-Quelle für meine Software. Gruss Ulrich Albert Maassen
Albert M. schrieb: > Wer nach meinen Programmen sucht wird ja hier auf mikrocontroller.net > fündig. Das ist übrigens die einzige Download-Quelle für meine Software. Und das ganze als OpenSource stellen möchtest du nicht ? So bleibt deine Arbeit der Welt länger erhalten, denke ich mal...
Hallo Albert, das kann ich verstehen. Viel Spaß mit deiner neuen Freizeitbeschäftigung. Das Bild des Rüsselkäfers ist übrigens sehr gut. Viele Grüße Stephan
Angehängte Dateien:
-

CNC-Fraesmaschine.jpg
220 KB

Hallo zusammen. Ich möchte mich erstmal bei Albert.M herzlich für die großartige Software bedanken. In dem Projekt steckt sicher viel Entwicklungszeit! Ich lese seit 5 Jahren mit und möchte mich jetzt gerne vorstellen. Mein Name ist Zeljko, 49 Jahre alt, Technikfreak und Fan von Motorradrennsport. Ende der 90-Jahre war ich noch etwas im 1:5 RC-Car-Bereich unterwegs gewesen. Als Krönung habe ich mir einen Leistungsprüfstand für die Cars gebaut gehabt. Als er lief habe ich das Hobby auf den Nagel gesteckt und mich anderen Hobbys gewidmet. Vor 6-7 Jahren sah ich im Fernsehen einen Bericht über Raspberry Pi und habe es gleich gegoogelt. Dabei stieß ich auf den Arduino, was zur Folge hatte dass ich mir für mein Rennmotorrad einen "Schaltautomaten" (Unterbrecher für die Einspritzanlage mit Schaltsensor) mit einem Arduino gebaut hab. Nach einer Weile bin ich dann auf das grbl-CNC gestoßen. CNC mit dem kleinen Arduino? "Gibt es doch gar nicht!" dachte ich mir! Auf der Suche nach der passenden Software fand ich dann SerialcomCNC und fand sie gleich super! Ich bin gelernter Industriemechaniker und Maschinenbautechniker und arbeitete über 2 Jahrzehnte an CNC-Maschinen. Seit der Ausbildung träumte ich von einer eigenen CNC-Fräsmaschine, jedoch haben mich immer die Kosten abgeschreckt. Mit Arduino, grbl und SerialcomCNC war das Thema Software und Steuerung schon abgehakt. Als ich sah wie günstig mittlerweile die Schrittmotoren geworden sind, war der Entschluss gefasst: Ich baue mir eine CNC-Fräse! Das war im Jahr 2015. Ein grobes Konzept war schnell ausgearbeitet. Da ich in der Maschinenbaubranche tätig bin, waren gewisse Ansprüche zu erfüllen. Ich kaufte mir ein neues CNC-Schrittmotoren-Set mit Netzteilen, gebrauchte Kugelrollspindeln und Linearführungen. Dank ebay war alles sehr sehr günstig. Danach ging es Los mit der CAD-Konstruktion. Dank einem guten Freund, der einen Schwißbetrieb und konventionelle Dreh- und Fräsmaschine hat, konnte ich dann die Einzelteile anfertigen. Ein anderer Freund hat mir die benötigten Alu-Platten besorgt und der erste hat sie verschweißt. Da ich Familie, Haus und Job hab und Motorsport betrieben hatte, war für mich die Maschine ein stricktes November-Februar-Winterprojekt. Im 3. Winter wurde die Maschine in meinem Keller zusammengebaut und bewegte sich! Was für ein Erfolg! Im 4. Winter (2018/2019) wurde die Fräseinheit gebaut und die Maschine machte erste Späne. Meine Erwartungen wurden auf jeden Fall übertroffen! Ich glaube behaupten zu können dass ich vom CNC-Fach bin. Mir sind diverse professionelle Maschinensteuerungen bekannt, daher gefällt mir SerialcomCNC auch sehr. Ich bearbeite keine Platinen sondern vor allem Aluminium und Kunststoff im Schraubstock, daher sind Konturen die ich Fräsen muss eher einfach zu programmieren. Für komplexere Bearbeitungen, wie Gewinde fräsen oder Polygone, habe ich mir mit Excel Zyklen geschrieben. Den G-Code kopiere ich dann aus der Tabelle in eine .txt Datei und dann ins SerialcomCNC. Die .txt nutze ich zur Archivierung. Bis jetzt musste ich nur 1x CAM verwenden. Dann bin ich den Weg von meinem CAD über eine Testversion eines CAM-Programms gegangen welches mir den G-Code herausgegeben hat. Das habe ich anschließend im SerialcomCNC verwendet. Wie gesagt, das ist mein Weg. Wenn jemand frisch einsteigt und kein CAD Programm hat, für den sind alternative Programme, die alles in einem abdecken, sicher von Vorteil. So, das war es erstmal mit meiner Vorstellung. Anbei noch ein Bild meiner Maschine. Albert M., nochmals, vielen Dank für das wunderbare Programm! Gruß, zeljko_d
Angehängte Dateien:
-

CNC_Handrad.jpg
240 KB -

CNC_Handrad.jpg
240 KB


Hallo zusammen. Lange habe ich ein CNC-Handrad für das SerialComCNC gesucht und nichts für mich passendes gefunden. Das Nextion Display ist an sich eine coole Lösung, jedoch aufgrund des Touch Screens nicht für alle Situationen optimal. Beispielsweise man schaut zum Werkstück und vertippt sich weil man keinen Positionsbezug am Touch hat. Oder man muss schnell anhalten. Bis man optisch das Tastfeld erfasst hat kann es zu spät sein. Für solche Fälle sind Tasten und Handrad besser. Albert hat uns mit der 2. COM Schnittstelle eine schöne Möglichkeit gegeben da was zu machen. Einige haben hier sehr schöne Handradlösungen entwickelt. Da ich keine Platinen fräse oder ätze, erschien mir das zu aufwändig. Ich suchte nach einer einfacheren Lösung und entschied mich was auszuprobieren. Ich nahm folgendes China Handrad und verband es mit einem Arduino Nano: https://www.ebay.de/itm/NEU-Fur-Mach3-CNC-frasmaschine-Elektronisches-Handrad-MPG-Anhanger-4-Achse-DE/333472910447?hash=item4da488cc6f:g:u6kAAOSwtItbrdo4 Das wurde mit 3 Tasten ergänzt (Start, Halt und Weiter). Nach vielen Stunden Programmieren, schließlich hatte ich seit paar Jahren nicht mit Arduino gearbeitet, hat alles so funktioniert wie ich es wollte. Ganz besonders zu erwähnen ist, dass die Stellung "4" des X,Y,Z,4 Schalters dazu dient, das Handrad als Vorschubspoti zu "missbrauchen". :-) Falls es jemand nachbauen will, anbei der Programmcode (Entgegen dem Hinweis im Code sind alle Funktionen erfüllt) und der Verdrahtungsplan. Es ist mit Sicherheit nicht elegant programmiert, jedoch, wenn jemand einen Verbesserungsvorschlag hat, bitte melden. Die hinterlegten Vorschubsgeschwindigkeiten hängen mit dem Beschleunigungswert der Maschine ab. Ein Richtwert kann nach folgender Formel berechnet werden: a = Beschleunigung z.B. bei meiner Maschine, da sind sie alle gleich: $120=150.000 (x accel, mm/sec^2) $121=150.000 (y accel, mm/sec^2) $122=150.000 (z accel, mm/sec^2) s = Weg (0,01mm, 0,1mm, 1mm) F=WURZEL(a*s)/60 Ganz wichtig ist dass die Maschine nicht nachläuft. Man kann etwas mit den Parametern spielen (F, Entprellzeit, Schrittwerte) und für sich den besten Kompromiss erarbeiten. Viel Spaß und Gruß, zeljko_d
Project:Jog Dial Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Änderungen: V2.03 30.03.2020 Toogle Button Start/Nothalt es wird die aktuell geladene Datei gestartet. Nach ende eines Job Button Home(alt+Spindel on/off) drücken. X,Y und Z werden auf Nullposition gefahren und der Nothalt Botten zurück gesetzt. Das verhindert dass bei erneuten Button Start drücken ein Nothalt ausgelöst wird. Button Move in Stepps 10, 1, 0,1, 0,01 mm Button Feed in Stepps 500, 100, 10, 5 mm/min alt + Button Feed F+10% alt + Button Move F-10% Button XYZ F100% Da das Project Jog Dial für mich abgeschlossen ist anbei den Source Code der Firmware Gruß Wolfgang
Hallo, wenn jemand benutzt NEXTION - SerialComCNC , ich möchte überarbeitete Datei HMI und tft zur Verfügung stellen. Grüß
Hallo Albert. Es wäre wirklich super wenn Du den Code frei geben würdest. Weil damit der Code und somit auch Dein Projekt weiter leben könnte. Vielleicht findet sich ja auch jemand (ich nicht) der das aktiv übernehmen würde. Es wäre schade wenn das Projekt hiermit einfach Enden würde.
Hallo zusammen Der Link im Eingangs-Beitrag [Beitrag "Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"] Link: 'http://www.serialcominstruments.com/'; ist (leider) tot, bzw. die Domain steht zum Verkauf. Falls jamand den Artikel noch pflegt. Lieber Gruss (und danke für Eure tolle Arbeit) Sacha
Sacha schrieb: > Hallo zusammen > > Der Link im Eingangs-Beitrag > "Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit > ATMega" ist (leider) tot, bzw. die Domain steht zum Verkauf. Steht weiter oben: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"
Sorry Ja, auch eben gesehen erst (alles) lesen dann ... Entschuldige und Danke trotzdem. Gruss, Sacha
Beitrag #6880599 wurde von einem Moderator gelöscht.
Meine Webseite für SerialComCNC ist umgezogen nach: http://www.serialcominstruments.freecluster.eu Downloads sind dort ebenfalls verfügbar. Gruss Ulrich Albert Maassen
Hallo zusammen. Anscheinend ist die Datei vom Schaltplan beschädigt. Hier nochmal der Schaltplan von meinem Handrad. Gruß, Zeljko
Albert M. schrieb: > Meine Webseite für SerialComCNC ist umgezogen nach: > > http://www.serialcominstruments.freecluster.eu > > Downloads sind dort ebenfalls verfügbar. > > Gruss > Ulrich Albert Maassen Äähhmmmmm: 403 Forbidden Server or website configuration is blocking you from viewing this page
Crazy H. schrieb: >> Meine Webseite für SerialComCNC ist umgezogen nach: >> >> http://www.serialcominstruments.freecluster.eu Da bekommen ich folgende Meldung! Server or website configuration is blocking you from viewing this page
Kann das Ding auch über Ethernet kommunizieren? Ich habe mein GRBL auf ein PIC32 portiert und mit Ethernet versehen.
FLUID NC einfach nutzen, da ist alles schon vorhanden. Zum Beispiel für den ESP32 oder auch andere CPUs. MFG
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.