Bohren von Lochraster mit Eingabe x und y Maße der Lage der Bohrungen und Größe des Rasterfeldes wäre sicher auch sehr interessant. Danke für deine Arbeit
Hallo Albert, solche funktionen sind immer gut. Ich habe noch ein weiteres Problem mit der Software. Als ich mein Bedienpult gefräst habe, ist die Maschine öfters beim ausfräsen einer Kontur in die falsche Richtung gefahren. Zum Glück immer in den Ausschuss. Erst bin ich von einem Fehler der Steuerung ausgegangen und habe alles überarbeitet. Nach einem weiteren Durchlauf passierte es aber wieder. Immer bei einem Richtungs-wechsel. Als ich nicht mehr weiter wusste habe ich das Fräsprogramm mal mit dem GRBL Controller gestartet und damit läuft alles Problemlos durch. Nun habe ich immer 2 Programme offen und verbinde für die Manuelle fahrt mit Deinem, weil der GRBL Controller bescheiden ist für das manuelle fahren und für den Automatik Ablauf starte ich den GRBL. Hast Du ev eine Idee woran das liegen kann?? Ein weiteres Problem ist der Automatik-abbruch. Warum nullt sich die Steuerung und man muß danach alles neu anfahren? Gibt es eine Möglichkeit die Automatik zu verlassen ohne den Nullpunkt neu anzufahren? Vieleicht mach ich ja auch was falsch. Beim Drucken zum Beispiel konnte man das Programm auch jederzeit anhalten und die Maschine verfahren. Drückte man nun wieder Start fuhr sie zum Programmpunkt zurück. So etwas finde ich sehr gut um Teile die man ausfräst kurz zu sichern und dann weiter ausfräsen zu lassen. LG, Frank
Frank Schulze schrieb: > ist die Maschine öfters beim > ausfräsen einer Kontur in die falsche Richtung gefahren. Zum Glück immer > in den Ausschuss. Wenn Du dabei gestoppt hast, weisst Du doch nicht wohin die Maschine weiter gefahren wäre. Vielleicht war das so schon richtig und Dein CAM Programm wollte das so? Hast Du Dein CAM schon mal simuliert? Wie auch immer, versuche das ganze mal mit einer Luftnummer (Z hochgefahren) und schau Dir dabei die Ausgabe im Graphic-Monitor an. Wenn im Graphic-Monitor der Fehler auch auftritt, sende mir bitte einen Screenshot, Dein NC-Programm mit der Beschreibung wo der Fehler Auftritt und der Zeichnung. Wenn im Graphic-Monitor alles stimmt, hast Du wahrscheinlich ein EMV-Problem, d.h. durch Störimpulse von ausserhalb wird die serielle Verbindung beeinträchtigt und G-Code Befehle werden nicht korrekt übertragen oder der Controller wird direkt beeinträchtigt. Frank Schulze schrieb: > Problem ist der Automatik-abbruch. Was genau meinst Du mit Automatik-Abbruch?
Moin, also... nehmen wir mal an ich habe mehrere Programmteile/Programme mit denen ich ein Teil bearbeiten möchte. Ich fahre den Nullpunkt für das Programm an und Starte Programm 1. Danach Programm 2 und merke nun ich habe mich mit dem Vorschub vertan oder wie im Fall meines Bedienpultes, die Maschine fährt Plötzlich in die falsche Richtung. Ich halte das Programm nun mit Programm-halt an und würde jetzt gern wieder auf meinen Nullpunkt fahren. Die manuelle verfahr-option steht mir aber in diesem Moment nicht zur Verfügung. Wenn ich jetzt auf Programm-Stop gehe, wird die Maschine auf der momentanen Position auf Null gesetzt, sodass ich mein Teil wieder neu anfahren muss. Wenn ich meinen Nullpunkt nun mit dem ersten Programmdurchlauf weg fräse, habe ich ein Problem. Zu dem Fehler: Ich habe die Seitenteile meines Bedienpultes mit einem 6mm Schrupfräser bearbeitet. Die 3eckigen Aussparungen habe ich in Z-2mm schritten ausgefräst da mein Motor sonst zu sehr Belastet wird. ( habe schon nen neuen) Nachdem ich teilweise schon 10-14 mm tief im Teil war fuhr die Maschine Plötzlich statt z.B. X-40 y-40 schräg nach x-40 Y0/-10 "gerade". Dieses Problem tauchte mehrmals auf und beschränkte sich nicht immer auf die gleiche Richtung. Auch tauchte es nicht immer an der gleichen stelle auf sondern sporadisch auch an anderen Positionen. Bis zu diesen Punkt hatte ich den Automatikablauf/Programmablauf nicht angehalten. Komischer Weise läuft aber genau das selbe Programm mit dem GRBL Controller Problemlos durch. Kann es ev. daran liegen das ein Satz nicht rechtzeitig übertragen wurde oder übersprungen wurde? was mir beim GRBL Controller aufgefallen ist, er braucht immer einen kleinen Momenent bis er den Befehl ausführt. Ich hoffe der Text verwirrt nicht all zu sehr, LG, Frank P.S: Ich werde aber bei gelegenheit den Fehler nochmal Simulieren.
@Frank In kurzen Worten: Du meinst also eine Programm-Restart Funktion die den gesetzten XYZ Nullpunkt intakt lässt und gleichzeitig das manuelle Bedienfeld wieder frei gibt. Kann ich in der nächsten Version einbauen. Nochmal zu den bei Dir sporadisch auftretenden Fehlern: Wenn es mit GRBL Controller läuft, bedeutet das nicht unbedingt dass in SerialComCNC ein Fehler vorliegt. Es ist ebenso eine prekäre Schnittstelle möglich auf die SerialComCNC empfindlicher reagiert. Dies hatte ich mal bei einem Arduino Clone, mit einem Programm war es ok, mit einem anderen sporadische Aussetzer. Hast Du den Luftnummer-Test versucht? Wie auch immer, mehr kann ich ohne Deinen G-Code zu testen nicht sagen. Bei mir treten auch bei langen Jobs keine Fehler auf, bei anderen anscheinend auch nicht, sonst hätte darüber hier schon was gestanden.
Angehängte Dateien:
-

SerialComCNC_Vorschau.jpg
150 KB
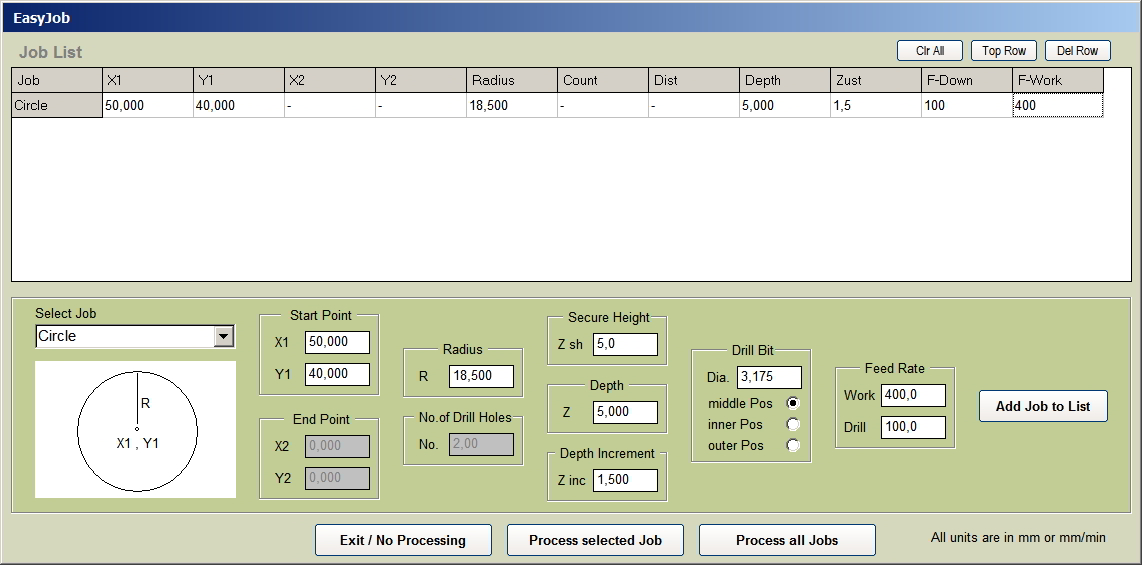
Hier mal eine Vorschau auf die neue Erweiterung "EasyJob" als CAM für Arme. EasyJob wird im Menue von SerialComCNC aufgerufen. Folgende Arbeitsvorgängen werden angeboten: Drill Hole, Line of Holes, Line, Rectangle, Circle. Diese Jobs werden in eine Liste eingetragen. Die Jobs sind innerhalb der Liste auch noch nachträglich verschiebbar. Für Rectangle und Circle kann eine Fräserradius-Korrektur für Innen oder Aussen oder Mitte fräsen eingestellt werden. Es können einzelne Jobs oder alle zusammen konvertiert werden. Bei der Konvertierung wird der G-Code erzeugt und in das SerialComCNC G-Code File Fenster zur Benutzung eingetragen. Das gezeigte Bild diente nur zum Test. Das Layout wird noch überarbeitet.
Hallo Albert, Vielen Dank für die Schnelle Rückmeldung und Danke schonmal für die zusätzliche Funktion die mir doch einiges an Arbeit spart. Ich habe den Test noch nicht gemacht. Ich denke da komme ich am Sonntag erst dazu. Heute habe ich erstmal meinen Bürstenlosen Motor eingebaut. Gibt es eigentlich die Möglichkeit den Motor-Regler/Servoanschluß für den Motor mit dem Ramps 1.4 zu betreiben? Es gibt ja die Möglichkeit Servos auf der Platine zu stecken...die Frage ist nur wie aufwendig das ist dies für den Regler zu konfigurieren. (http://www.ebay.de/itm/CHIRI-PRO-BL-ESC-50A-65A-SBEC-5A-5V-5-5V-6V-Governor-2-6Lipo-/181279299016?pt=LH_DefaultDomain_77&hash=item2a351695c8) Im Moment schalte ich den Motor über den Ramps1.4 ein. der Regler muß dazu auf null stehen und dann muß ich die Drehzahl von hand einstellen. LG,Frank
Guten Tag, du bist ja echt fix. Respekt. Die neue Funktionsvorlage sieht schon gut aus. Die Aufgaben der einzelnen Felder lassen sich gut erschließen. Ich hatte auch schon das Problem, dass ich einen Job abbrechen musste und nach der automatischen Nullung den Startpunkt neu anfahren musste. Wenn es für dich kein Problem wäre, ließe sich doch evtl. in den Einstellungen eine Option einrichten, um das Nullen nach Jobsreset zu unterbinden? Ich habe es bis jetzt so gemacht, dass ich mir vor dem Reset nach dem Halten die Position abgeschrieben habe und dann negativ wieder eingeben habe, um dann wieder zum Ausgangspunkt zu kommen... Ich hatte leider auch schon das Problem, dass mir der Fräser schräg vom Job abgehauen ist. Er lief dann leider in Werkstück. Es war zum Glück nur eine kleine Holzgravur. Das gerade bearbeitete Element war eine Ellipse... Ich hatte den GCODE auch in OpenSCAM erfolgreich getest. Bin aber nicht sicher ob es am SerialComCNC liegt, weil ich keine alternative geteset habe. Außerdem ist das schon ein paar Tage her, also wurde ein ältere Version verwendet (ich glaube 0.7). Wollte nur mitteilen, dass mir sowas auch schon passiert ist. Nur so nebenbei, bei einem anderen Test hat mir das Inkscape-Gcode-Tool Zeilen mit mehr als 49 Zeichen ausgegeben. Da wollte der Fräser auch schräg abhauen (er ist schräg über die Dimensonen des Gcodes hinaus gefahren und kurz vor dem Ende des Fahrwegs habe ich die Stromversorgung unterbrochen :-)), obwohl der GCODE in OpenSCAM keine Probleme machte. Habe dann Kommastellen reduzierte und irgenwann gings... Könnte natürlich auch an der GRBL Firmware liegen. Da es vielleicht im 2. Fall zum Bufferoverflow kam. Ich glaube eine Zeile darf max 49 Zeichen lang sein. Super Arbeit, mach weiter so.
Hier seht ihr eine Video-Vorschau vom neuen EasyJob Modus von SerialComCNC. Der EasyJob-Modus ist für einfache Fräs-Arbeiten und ersetzt CAD und CAM. Es können geometrische Figuren (Hole, Line of Holes, Line, Rectangle, Circle) erzeugt und parametrisiert werden, die dann autom. in G-Code überführt werden. https://www.youtube.com/watch?v=PAm-B0i21cY Gruss Ulrich Albert
...einfach Klasse... Freu mich schon darauf, damit zu Arbeiten. Denkst Du auch noch daran die Positionen bei einem Programm-abbruch nicht zu reseten? LG,Frank
Anbei SerialComCNC Version 0.8c Change Log V0.8c ---------------- Bei Not-Aus/Reset bleibt der XYZ-Nullpunkt erhalten und kann mit dem * Button (rechts neben dem Oberen Cont-Button) angefahren werden. Dabei wird zuerst zur Sicherheit die Z-Achse um 10 mm angehoben und erst bei erreichen von XY Null auf Z0 abgesenkt. Es darf dabei nach dem Not-Reset beliebig manuell verfahren werden. Fehler bei der Graphic-Darstellung und sonstige kleinere Bugs behoben. Gruss Ulrich Albert http://www.serialcominstruments.com/
Hallo Albert Albert M. schrieb: > Bei Not-Aus/Reset bleibt der XYZ-Nullpunkt erhalten und kann > mit dem * Button (rechts neben dem Oberen Cont-Button) Ich habe das Program kurz testen können. Während eines Durchlaufs musste ich das Fräsprogram anhalten und habe "Program-halt" gedrückt. Die Maschine blieb stehen. Dann habe ich das Programm mit "Stop-file" abgebrochen und die Position hat sich wieder genullt. Ich habe auch versucht nach "Programm-Halt" die Maschine mittels dem kleinen Button rechts neben Continue zurück zu fahren. Auch im rechten "Manuell-Feld" hatte ich keine Funktion. Was könnte ich verkehrt gemacht haben? LG, Frank
Frank Schulze schrieb: > Ich habe auch > versucht nach "Programm-Halt" die Maschine mittels dem kleinen Button > rechts neben Continue zurück zu fahren. Der kleine * Button wird erst nach einem Not-Stop aktiviert (schwarzer Rahmen um den Button = aktiv). Die Vorgehensweise: NC-Programm laden, XYZ-Nullpunkt setzen, Programm starten, Halt/Cont nach belieben (dabei aber keine Nullfahrt möglich), Programm-Abbruch mit Stop, jetzt ist der kleine * Button aktiviert und die Maschine fährt bei Button-Click auf den ursprünglichen Nullpunkt zurück, auch nachdem sie event. manuell irgend wohin verfahren wurde. Wenn der ursprüngliche XYZ Nullpunkt erreicht ist, rechts den Set XYZ-Zero Button betätigen (entfällt bei der nächsten Version). Der komplette manuelle Bedienbereich ist immer während eines Programmlaufs gesperrt. Es ist mir jedoch noch ein Fehler aufgefallen, Z wird bei der Nullfahrt mit dem * Button nicht immer korrekt um 10 mm angehoben, also Vorsicht und bis zur Korrektur Z manuell etwas hochfahren. Das werde ich gleich mit einer neuen Version korrigieren.
Anbei SerialComCNC Version 0.8c2 Change Log V0.8c2 ----------------- Z-Fehler bei Nullfahrt nach Not-Stop mittels * Button korrigiert (siehe Beitrag oben). Die Vorgehensweise um nach Not-Halt zum Origal-Nullpunkt zu fahren: - Abwarten bis Nothalt-Prozedur beendet ist. - Auf den nun aktivierten kleinen * Button (oben) klicken. - Die Spindel fährt jetzt um 10mm hoch und dann auf XYZ-Original Null. - Dann den "Set XYZ Zero" Button drücken Info: Original-Null wird beim Betätigen des Set XYZ-Zero aus den Maschinen-Koordinaten erzeugt und gespeichert. Bei Betätigung von * (oben) werden diese Maschinen-Koordinaten wieder angefahren. Der Hintergrund ist, dass GRBL bei Reset die Weltkoordinaten nullt und somit der vorherige Nullpunkt verloren ist. SerialComCNC arbeitet ansonsten immer mit Welt-Koordinaten.
Hallo Albert, ich hatte vorhin nochmal mit der 0.8c getestet und hab es nicht hinbekommen. Wahrscheinlich stell ich mich nur zu doof an. ;) Programm Starten - OK Programm Halt - Maschine bleibt stehen - Stern nicht möglich Stop File - Meldefenster wegklicken/bestätigen und dann ist die Position weg :( Werde Morgen Früh mal die 08.c2 testen... ev hab ich was übersehen. Aber mal davon abgesehen... Super Arbeit... Wenn ich nich so ne kleine Lernschwäche hätte, würde ich mich auch mal mit Programieren beschäftigen. Im Moment arbeite ich mich gerade in Autocad ein. Das fällt mir schwer genug. Mit Sketchup komme ich super zurecht, nur leider stimmen die Maße beim Export als Dfx nicht mehr obwohl alles auf mm steht. Komischer Weise war beim Drucken immer alles ok. Naja, bin eben eher ein Praktiker und lerne durch Probieren. LG,Frank
@Frank Wenn Du die Vorgehesweise wie zu Version 0.8c2 einhälst funktioniert das. Optimal ist dies allerdings nicht, so dass bei der nächsten Version der beim Resetten von GRBL verlorene Weltkoordinaten-Nullpunkt mittels der ursprünglichen (von Set XYZ Zero) und den aktuellen Maschinenkoordinaten berechnet wird. Mit dem G92 G-Code Befehls werden die Weltkoordinaten danach sofort neu gesetzt und erscheinen so auch in der XYZ Anzeige. Auf XYZ Null zurückfahren geht dann mit dem kleinen * Button (Sicherheitshöhe Z = 10mm) oder mit dem * Null-Button rechts (Sicherheitshöhe einstellbar über die "Home Offs. Z0" Eingabe).
Anbei SerialComCNC Version 0.8d Change Log V0.8d ---------------- Internet-Check für neue Versionen (unter Menue Hilfe). Die Versions-Nr. wird dabei aus der Info in der SerialComCNC Web Seite extrahiert. Beim Not-Stop werden die aktuellen Koordinaten neu betrechnet und in die Anzeige eingetragen, sowie den Weltkoordinaten bekannt gemacht. Auf XYZ Null zurückfahren geht jetzt mit dem kleinen * Button (Sicherheitshöhe Z = 10mm) oder mit dem * Null-Button rechts (Sicherheitshöhe einstellbar über die "Home Offs. Z0" Eingabe Ungewollter Neustart eines G-Code File bei Betätigen des Stop Buttons während die Bearbeitung läuft jetzt unterbunden. Diverse Voreinstellung für die Achsen-Skalierung der Graphic. Die Schnittstelle/ComPort ist jetzt unempfindlich gegen Programm-Beenden ohne die Verbindung vorher geschlossen zu haben. Neueste Version GRBL 0.9i (Hex-File) zugefügt.
Folgende noch auftretende Probleme werden mit der nächsten Version korrigiert: Fehler nach Not-Stop während einer Makro-Ausführung. Fehler nach Not-Stop im Manual Process.
Change Log V0.8e ---------------- Fehler nach Not-Stop während einer Makro-Ausführung korrigiert. Fehler nach Not-Stop im Manual Process korrigiert. Sprache der Programm-Oberfläche wahlweise: Englisch / Deutsch. Auch während der Laufzeit änderbar. Einige Übersetzungen fehlen allerdings noch. Es müssen alle Dateien ins Installations-Verzeichnis kopiert werden. Die nächsten Versionen kommen mit einem eigenem Installations-Programm. Gruss Ulrich Albert http://www.serialcominstruments.com/
Ist ja wie Weihnachten :) Vielen,vielen Dank. Übrigends konnte ich die Maschine mit der Version 0.8d das erste mal auf den Nullpunkt zurück fahren. (allerdings auf die sogenannten Weltkoordinaten) Das Teil musste ich trotzdem neu anfahren. Da ich viele Teile aus einer Platte ausfräse, muss ich immer schauen wie ich Platztechnisch positioniere. Wenn ich dann abbrechen muss weil es einen Fehler gab (gestern zum Beispiel schaltete sich mein Motor nicht richtig ein - Reglerfehler) muss ich diesen Punkt neu finden. Ich habe ja, wie schon erwähnt, keine Ahnung wie Aufwendig das ist, so etwas zu Programieren. Deswegen hab ich jedes mal ein schlechtes Gewissen wenn ich Optionen Anfrage. ;) Ich stelle mir den Ablauf wie folgt vor: Teil anfahren - Startposition nullen Programm/File-Start - Maschine Startet Programm Bei einem Fehler - Programm HALT taste betätigen Nun wäre es zwingend erforderlich die exakte Startposition wieder zu erreichen.In der Anzeige stehen ja noch die Koordinaten, wie weit ich davon entfernt bin. Also weiter zum Ablauf: ( ich befinde mich noch im Programm-HALT ) - Das rechte manuelle Bedienfeld wird frei gegeben und ich kann die Maschine Manuell verfahren und/oder den Programm/Teil-Nullpunkt anfahren. - da das Programm noch auf HALT steht kann man nun entweder mit Continue das Programm fortsetzen und die Maschine fährt auf die letzte Programmposition zurück(nicht zwingend erforderlich), oder auf der Programm-Null_Position das Programm abbrechen. An dieser Stelle kann sich die Steuerung auch Reseten, da die Null nach dem Reset/ProgrammSTOP gleichzeitig die ProgrammStart/Teil Null ist. Ich hoffe, ich verlange nicht zuviel, LG,Frank
Frank Schulze schrieb: > Teil anfahren - Startposition nullen > Programm/File-Start - Maschine Startet Programm > Bei einem Fehler - Programm HALT taste betätigen > > Nun wäre es zwingend erforderlich die exakte Startposition wieder zu > erreichen.In der Anzeige stehen ja noch die Koordinaten, wie weit ich > davon entfernt bin. In der Beschreibung der 0.8d oben steht nichts von "Halt" drücken: Albert M. schrieb: > Beim Not-Stop werden die aktuellen Koordinaten neu betrechnet > und in die Anzeige eingetragen, sowie den Weltkoordinaten bekannt > gemacht. Auf XYZ Null zurückfahren geht jetzt mit dem kleinen * Button > (Sicherheitshöhe Z = 10mm) oder mit dem * Null-Button rechts > (Sicherheitshöhe einstellbar über die "Home Offs. Z0" Eingabe Mach einfach mal genau das was da beschrieben steht (also nicht Halt sondern Stop drücken), dann fährt deine Maschine auch nach einem Stop und drücken der * Taste auf die vorher gesetzte Nullposition zurück. Vor dem drücken des * Button (oben oder rechts) kannst Du auch noch manuell beliebig verfahren, da ja nach Stop die Bedienfläche rechts wieder freigegeben ist. Vor dem Drücken der * Taste im manuellen Bedienfeld unbedingt mit "Home Offs Z0" die Sicherheitshöhe einstellen. Bei einem Fehler (Motorausfall) wie von Dir beschrieben wird dann nach Neustart dein G-Code erneut vom vorne abgearbeitet (vom vorher gesetzten Nullpunkt). Bis zur vorherigen Fehlerstelle macht der Fräser dann zwar eine Luftnummer, aber das sollte vorerst ok sein:) Eine Funktionalität für "Halt" während des Programmlaufs, danach beliebiges Verfahren und nach "Cont" Wiederaufsetzen auf den Halt-Punkt wird es demnächst geben. Aber ich denke, Du kannst Dich mit der obigen Methode vorerst gut behelfen.
Albert M. schrieb: > Eine Funktionalität für "Halt" während des Programmlaufs, danach > beliebiges Verfahren und nach "Cont" Wiederaufsetzen auf den Halt-Punkt > wird es demnächst geben. Nach einiger Recherche und Versuchen gibt es anscheinend keine Möglichkei diese Funktionalität mit GRBL zu erreichen. Mit "! Feed hold" kann man die laufende Abarbeitung des G-Codes ohne Schrittverluste anhalten und mit "~ Cycle start" anschliessend genau da weiterarbeiten lassen. Zwischen diesen beiden Kommandos, also nach "!" nimmt GRBL nur noch Realtime-Kommandos an, aber keinerlei G-Code Kommandos. Damit ist die oben genannte Funktionalität gestorben. Falls man jedoch vorher bereits weiss wo man anhalten möchte, kann man alternativ im G-Code ein Dummy Txx Kommando (Tool Chang/Werkzeugwechsel) einfügen. Siehe dazu die entsprechnde Beschreibung in der Hilfe.
Angehängte Dateien:
-

Fehler_SerialComCNC.jpg
43 KB
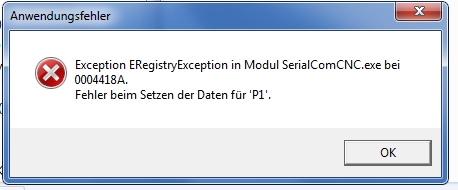
Hallo Albert, nachdem ich SerialComCNC_0.8e auf meinem Windows 7 PC installiert habe bekomme ich die im Bild zu sehende Fehlermeldung. Auch ein Neustart des Rechners hat nichts gebracht. Die Version 0.8d lief noch einwandfrei. Viele Grüße Herbert
@Herbert König Probier bitte mal die beiliegende Version aus (mit und ohne Admin Rechte). Wann tritt der Fehler auf? Ich arbeite auch unter Win7 und kann leider den Fehler nicht reproduzieren. Gruss Ulrich Albert
Hallo Albert, damit gehts! Vielen Dank und ein schönes Wochenende Grüße Herbert
Anbei SerialComCNC Version 0.9 Change Log V0.9 --------------- Der Button für die Funktion "Test Code" ist jetzt im Process Display angeordnet und die Funktion wurde automatisiert. Bei Betätigung wird der geladene G-Code sofort auf dem Arduino ausgeführt, allerdings ohne Signale an die Stepper-Driver auszugeben. Fehler im Code können damit festgestellt werden ohne die Fräse zu bewegen. Fehler bei Excellon-File Import. Eventuelle Kommas wurden bei Konvertierung nach G-Code nicht in Dezimalpunkte gewandelt. Aufruf des Windows-Rechners oder eines frei wählbaren Calculators. Programm-Layout mit wählbarem Farbschema: grau grau-blau grün-beige Gruss Ulrich Albert http://www.serialcominstruments.com/
Hallo Albert, ist es mit viel Aufwand verbunden, bei Fenstermaximierung auf Bildschirmgröße, das Seitenverhältnis der Grafikvorschau zu erhalten. Im Moment kann man ja das Fenster noch nicht bildschirmfüllend maximieren? Ich hoffe, daß ich einigermaßen verständlich erklärt habe was ich meine. Viele Grüße Herbert
Herbert König schrieb: > ist es mit viel Aufwand verbunden, bei Fenstermaximierung auf > Bildschirmgröße, das Seitenverhältnis der Grafikvorschau zu erhalten. > Im Moment kann man ja das Fenster noch nicht bildschirmfüllend > maximieren? Das ist keine Vorschau, sonder die Realtime-Darstelung der Fräser-Bewegung. Durch eine Vergrösserung des Grafikfensters erhält man auch nicht besonders mehr Information. Event. kommt ja zu der jetzigen XY-Verschiebung der Grafik per Mouse noch eine Zoom-Möglichkeit.
Hallo Albert, gestern habe ich mal die Probfunktion getestet und bin nun etwas verwundert. Bis jetzt bin ich davon ausgegangen, dass ich die Prob mit bekannter Höhe auf den Tisch bzw auf das Werkstück stelle und antaste. Danach sollte der Z-Wert / Nullpunkt korrekt eingestellt sein. Beispiel: das Werkstück ist 5mm hoch, die Prob ist 20mm hoch und steht auf dem Werkstück. Der Fräser fährt nach Antasten der Prob 10mm hoch, dann sollte doch der Z-Wert doch auf 30mm stehen. Warum soll ich also das Werkstück noch mal antasten? Was hat es mit den F2, F5 und F10 aufsich? Gruß MartinM
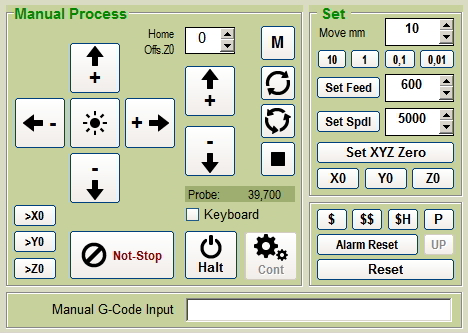
MartinM schrieb: > Bis jetzt bin ich davon ausgegangen, dass ich die Prob mit bekannter > Höhe auf den Tisch bzw auf das Werkstück stelle und antaste. Danach > sollte der Z-Wert / Nullpunkt korrekt eingestellt sein. Es wird bei der erstmaligen Einrichtung der Probe davon ausgegangen, dass die Höhe der Probe nicht genau bekannt ist, was gerade für den Schaltpunkt selbstgebauter Probes zutrifft. Wenn Du die genaue Höhe der Probe (Schaltpunkt) bereits kennst, kannst Du diesen Wert natürlich direkt in Einstellungen/Probe/Probe_Höhe eintragen und mit "Set" F2 bis F10 die Anfahrgeschwindigkeit (Feed) auf die Probe einstellen, die dann rechts unter "P-Feed mm/min) angezeigt wird. Die einmal eingetragene Probe Höhe bleibt auch nach Beenden des Programms erhalten und wird im "Manuellen Prozess" Feld angezeigt. Danach brauchst Du also jedesmal (also auch nach Programm-Neustart) nur die Probe auf das (neue) Werkstück setzen und "P" (Probe) drücken, das Werkzeug tastet jetzt die Probe an und fährt hoch. Danach verfährst Du auf deinen XY-Nullpunkt und drückst "UP" (Use Probe) und das Werkzeug fährt auf Z0 herunter und Du kannst den Button "Setze XYZ Null" betätigen. Falls Du dann nochmal verfahren möchtest ist das kein Problem, der XYZ Nullpunkt bleibt ja erhalten. Siehe dazu auch unter "Probe" in der Hilfe.
Angehängte Dateien:
Anbei SerialComCNC Version 0.9a Change Log V0.9a ---------------- Es wurden 3 Buttons ( >X0 , >Y0 , >Z0 ) zugefügt. Damit können die Achsen auch getrennt auf Null-Position gefahren werden. Buttons 0,1 und 0,01 wurden in der Version 0.9 versehentlich vertauscht. Kleinere Fehler bei der Farbzuordnung beim wählbaren Farbschema behoben. Gruss Ulrich Albert http://www.serialcominstruments.com/
Hallo Albert. danke für sie schnelle Anwort, jetzt ist es auch mir klar, was gemeint ist. Weiter so, super Programm! Gruß MartinM
Hallo Albert, auch auf die Gefahr, dass ich nerve, möcht ich Dich fragen, ob eine automatische Antastung in X und Y-Richtung auch möglich ist. Also sowas in der Art "G38.2 X-10 F10". Dann könnte man damit ja einen 3D-Kantentaster verwirklichen. Technisch ist das leicht umzusetzen, gibt es bei Ebay als Kantentater mit LED. LED raus Kabel mit Stecker dran fertig. Gruß MartinM
MartinM schrieb: > gibt es bei Ebay als Kantentaster mit LED Hast Du Dir auch mal die Schaftdurchmesser (10 bis 20 mm) angesehen? Die kann man auf einer Hobby-Fräsmaschine nur schwer oder garnicht einspannen.
Hallo zusammen, Das mit dem Kantentaster finde ich eine gute Idee. Auf welche pins des Atmega/Ramps1,4 setzt man den auf? Ich habe aber noch ein weiteres Problem. Ich kann leider mit den Weltkoordinaten überhaupt nichts anfangen. Nach einem Programm Abbruch kann ich nun die Null Position anfahren, die Maschine fährt aber auf die "Welt 0", also auf den Punkt, auf dem sie stand als ich sie eingeschaltet habe. Meine Werkstück Null ist somit wieder weg und ich muss mir diesen Punkt aufs neue suchen.( Falls er nicht beim ersten Durchgang weg gefräst wurde) Bitte,bitte, bitte...gib mir eine Möglichkeit problemlos zu meinem Werkstücknullpunkt, an dem ich das Programm gestartet habe zurück zu kehren. LG,Frank
Hallo Albert, die Kantentaster von Ebay waren nur als Beispiel für die technische Umsetzung gemeint. Da ich selbst nur eine ER11-Spannzange habe kommen die für mich auch nicht in frage. Ich würde mir selbst eine Drehen ( Kunststoffschaft in die Spannzange und eine Kugel als elek.Kontakt unten dran), das Werkstück würde ich dann an Masse angeschliessen. Radius der Kugel eintragen und somit X- und Y-Achse Nullen. Aber noch mal zurück zum Z-Probing. Wenn der Fräser die Z-Probe berührt hat, fährt er danach 10mm nach oben und im Display steht dann 10.000mm. Ich würde aber erwarte, wenn meine Probe mit 20.000mm angegeben ist, dass dann im Display 30.000mm steht. Damit bräuchte ich den UP-Button nicht mehr und würde die Arbeitsschritte UP anklicken, warten bis Z-Achse runtergefahren ist und dann Z-Achse Nullen einsparen. Gruß MartinM
Hallo Albert, nachdem ich meine Fräsmaschine fertig gebaut habe, habe ich dein Programm getestet, es funktioniert im großen Umfang auf Anhieb. Der Haken ist: das Programm hat keine Werkzeugskorrektur (Txx und M06) und ist somit für CNC-Fräser nicht optimal. Da kannst du nicht dafür, weil es im grbl nicht implementiert ist. Schade. Gruß Tany
Frank Schulze schrieb: > Nach einem Programm Abbruch > kann ich nun die Null Position anfahren, die Maschine fährt aber auf die > "Welt 0", also auf den Punkt, auf dem sie stand als ich sie > eingeschaltet habe. Bei mir fährt nach einem Stop, die autom. Reset-Prozedur abwarten und dann Click auf * die Maschine immer auf den mit "Set XYZ Zero" eingestellten ursprünglichen Nullpunkt zurück. Ich habe jetzt 1 Stunde unter immer neuen Konditionen probiert und es wird immer korrekt auf den eingestellten Nullpunkt zurückgefahren. Ich werde das aber noch weiter untersuchen. Hat noch jemand dieses Problem? MartinM schrieb: > Aber noch mal zurück zum Z-Probing. Das werde ich nochmal überdenken. Tany schrieb: > Der Haken ist: das Programm hat keine Werkzeugskorrektur (Txx und M06) > und ist somit für CNC-Fräser nicht optimal. Da kannst du nicht dafür, > weil es im grbl nicht implementiert ist. Schade. Ja Schade. Leider kann ich mich auch nur auf das stützen was GRBL an Funktionen anbietet.
An die Admins Welcher Idiot hat die Thread Überschrift geändert von ATMega auf Z80? Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit Z80 Wenn sich hier jeder so einhacken kann und Thread-Überschriften nach Belieben manipulieren kann, wird es wohl Zeit dass ich Microcontroller.net verlasse. Laufend werden auch wie von Geisterhand meine gerade eingegebenen Texte hier verändert. Wenn ich A T M G A eingebe wird diese sofort wie von selbst in ZetAchtzig verändert. Ich hab jetzt hier die Schnautze voll! Grsuus Ulrich Albert
@Ulrich ist / war meines wissens ein April Scherz des Forumbetreibers global einige Prozessorbezeichnungen zu vertauschen vlG Charly geht auch mit der Autokorrektur in Office prima, der in die aendern und umgekehrt, die Sekraetaerin wird verzweifeln ;)
Hallo Albert, ich habe es heute tatsächlich geschaft nach einem Fräserbruch meinen Nullpunkt wieder an zu fahren. Ich glaubte das teil schon verloren und probierte denoch die Nullfahrt. Und siehe da... er fuhr zum Startpunkt. Ich werde es nochmal testen, denn seither habe ich die Achsen separat Achse für Achse beim anfahren genullt da diese nicht immer auf dem gleichen Punkt lagen. Ev gibt es einen Unterschied zwischen XYZ Null und achsen einzeln nullen. LG, ein sehr zufriedener Frank
Angehängte Dateien:
-

IMAG0379.JPG
280 KB -

IMAG0378.JPG
170 KB -

IMAG0377.JPG
170 KB -

IMAG0382.JPG
170 KB
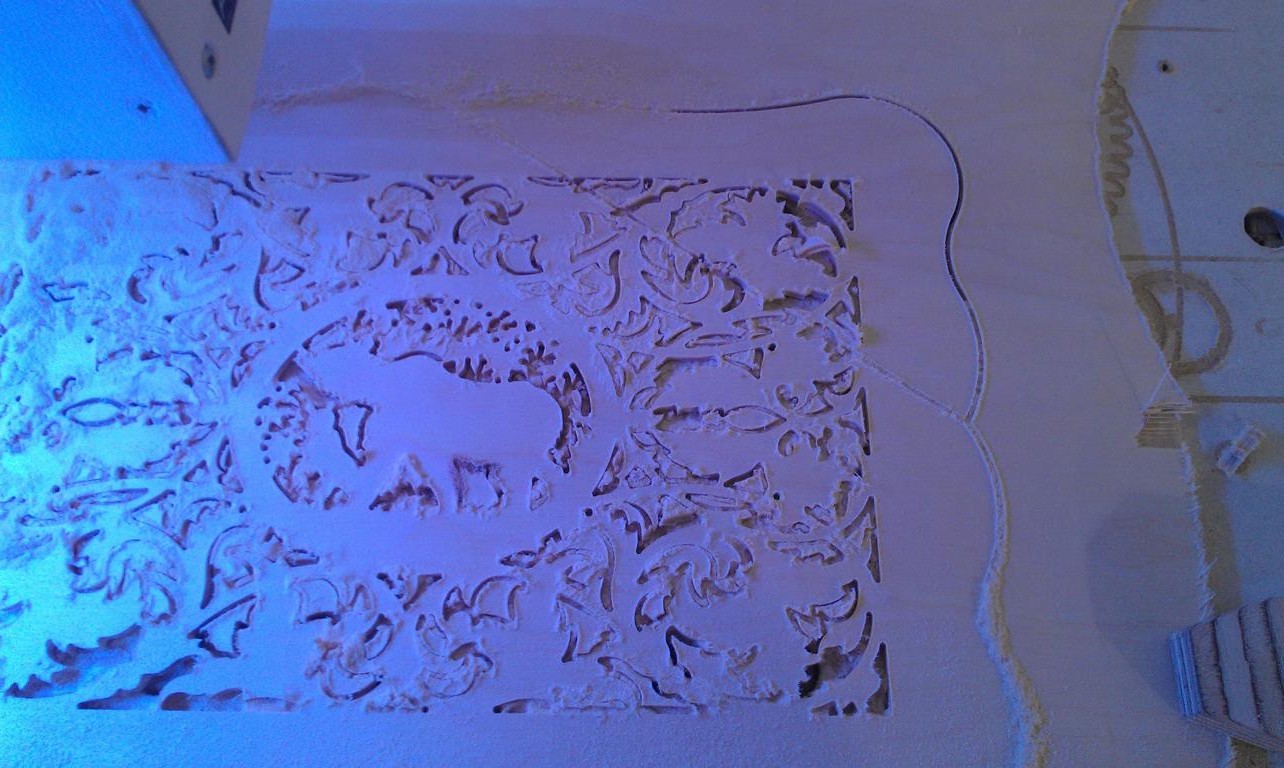


ertappt... Hallo Albert, Wir hatten es letztens davon, das die Maschine sporadisch falsch fährt. Mir ist das immer wieder mal passiert, aber es waren kleine Teile und somit nicht der Rede Wert. Von einem Gcode-Fehler ist zu 200% nicht auszugehen da ich z.B. mit einem Programm schon mehrere Teile ausgefräst habe und es auch nicht immer an der gleichen Stelle auftritt. Gestern war es besonders Ärgerlich da es nicht nur ein großes Teil war, sondern die Maschine nach über einer Stunde Fräszeit durch das fertige Teil gefahren ist. Zum Glück mit der ersten Zustellung beim Teil Ausschneiden. Ich habe nicht abgebrochen und einfach weiterlaufen lassen. Wie man auf den Bildern sehen kann, ist die Maschine von rechts Mitte Teil nach Oben Mitte Teil gefahren und hat die rechte obere Ecke einfach ausgelassen. Also keine Falsche Koordinate angefahren sondern einfach Programmpunkte/Koordinaten ausgelassen/übersprungen. Großes zittern bei der nächsten Zustellung und tatsächlich fährt die Maschine bei den nächsten 2 durchläufen richtig. Großes Fragezeichen??? Störungen bei der Übertragung schließe ich eigentlich aus, da dass USB Kabel direkt beim Board aus der Maschine raus kommt und ohne Umwege in den Rechner geht. Vieleicht ist die Übertragung zu schnell, sodas Sätze übersprungen werden? Ich kenne mich da leider überhaupt nicht aus. LG Frank
Albert M. schrieb: > An die Admins Es gibt nur einen. Es war der 01.04. als Albert M. schrieb: > Welcher Idiot hat die Thread Überschrift geändert von ATMega auf Z80? Wer hat Java erfunden? Ein kleiner Tipp: du solltest nicht allzu spassbefreit und gereizt durchs Leben gehen...
Lothar Miller schrieb: > Es war der 01.04. als Albert M. schrieb: >> Welcher Idiot hat die Thread Überschrift geändert von ATMega auf Z80? > Wer hat Java erfunden? > Ein kleiner Tipp: du solltest nicht allzu spassbefreit und gereizt > durchs Leben gehen... Lothar, ich bin bestimmt der letzte der nicht für einen Spass zu haben ist. Aber in dem Moment hatte ich, wie andere bestimmt auch, einen dicken Hals :)
Frank Schulze schrieb: > Ich habe nicht abgebrochen und einfach weiterlaufen lassen. Wie man auf > den Bildern sehen kann, ist die Maschine von rechts Mitte Teil nach Oben > Mitte Teil gefahren und hat die rechte obere Ecke einfach ausgelassen. > Also keine Falsche Koordinate angefahren sondern einfach > Programmpunkte/Koordinaten ausgelassen/übersprungen. Da hättest Du besser abgebrochen und Dir im G-Code Fenster angesehen ob eine Fehlermeldung angezeigt wurde. Ebenso hättest Du im Monitor/Prozess Fenster die letzten Befehle/Werte ansehen können. Frank Schulze schrieb: > Großes zittern bei der nächsten Zustellung und tatsächlich fährt die > Maschine bei den nächsten 2 durchläufen richtig. Das der Fehler bei Dir sporadisch Auftritt ist eher ein Zeichen von EMV-Störungen. Frank Schulze schrieb: > Vieleicht ist die Übertragung zu schnell, sodas Sätze übersprungen > werden? Das halte ich für sehr unwahrscheinlich. Im Programm wird vor Absenden eines neuen G-Code Befehl geprüft ob der letzte Befehl bereits abgearbeitet wurde und der neue schon in den Eingangs-Puffer passt. Übersprungen werden oder zu schnell sein kann da nichts. Und wenn würde da eher ein systematischer Fehler auftreten, also beim gleichen G-Code File immer an der selben Stelle. Als sonstige mögliche Fehlerursachen kommen in Frage: EMV-Störungen in Deiner Elektronik oder von aussen (Spikes im Netz), Probleme mit dem USB/Seriell Wandler auf dem Arduino Board, Stromversorgung der Elektronik. Wissenswert dazu ist auch, obwohl das eher für systematische Fehlerbilder zutrifft, dass GRBL bei einem nicht akzeptierten Zeichen/Befehl den kompletten Befehlsatz verwirft, also alle in der Zeile stehenden korrekten Code-Segmente. Da ist Vorsicht geboten, da manche CAM-Software G-Code mit Befehlen produziert die in GRBL nicht zulässig sind. GRBL unterstützt ja nur ein Subset der möglichen G-Code Befehle. Wenn man da nicht sicher ist, sollte das G-Code File zuerst mal im Test-Mode durchlaufen und das Ergebnis im G-Code Fenster geprüft werden.
Angehängte Dateien:
-

SerialComCNC__preview.jpg
430 KB -

SerialComCNC__preview2.jpg
180 KB
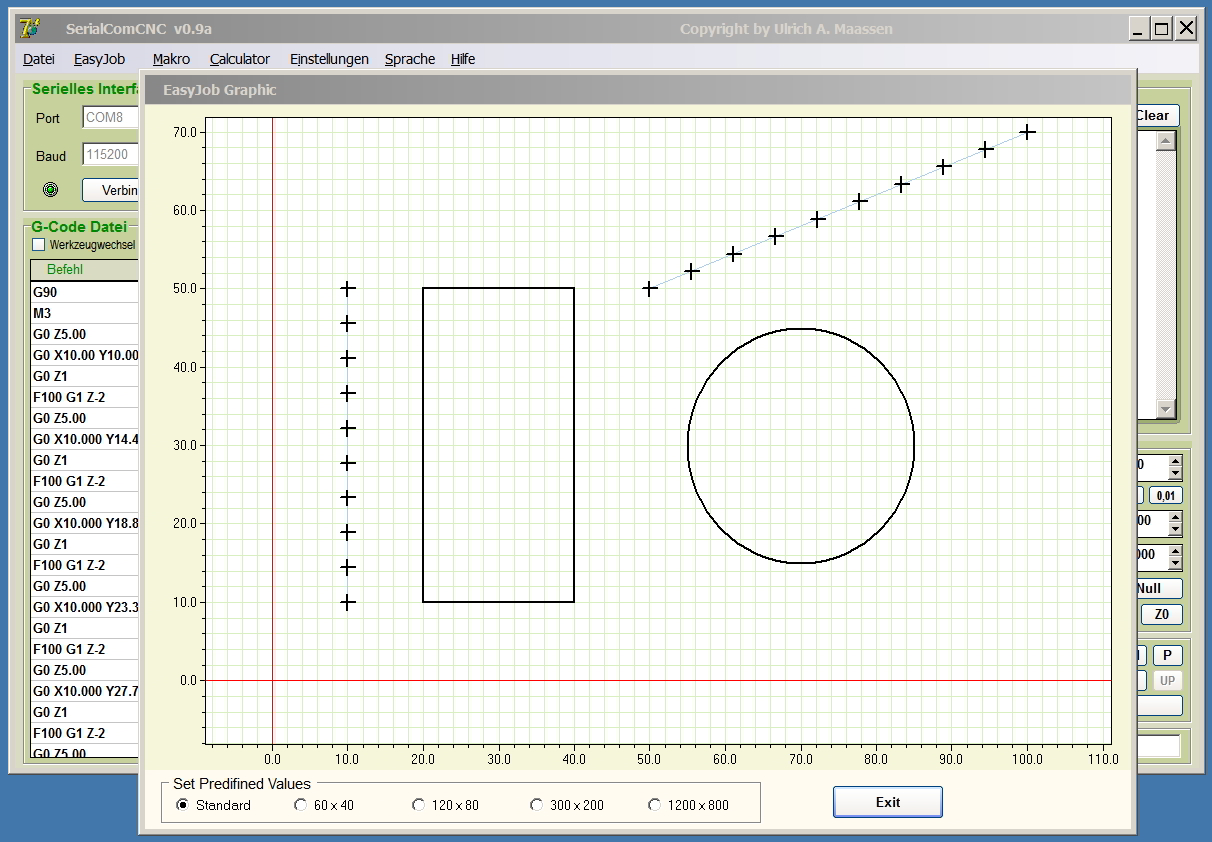
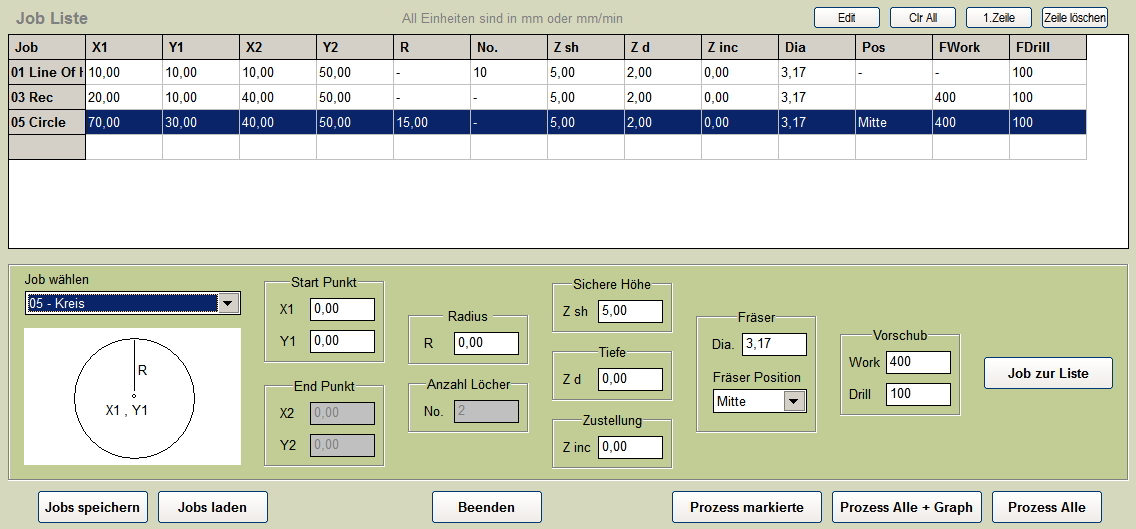
Hier eine neue Vorschau auf den EasyJob Modus. Der EasyJob-Modus ist für einfache Fräs-Arbeiten gedacht und ersetzt dabei CAD und CAM. Es können folgende geometrische Figuren/Jobs erzeugt und parametrisiert werden, die dann autom. in G-Code konvertiert und in das Hauptprogramm übertragen werden. Drill Hole : Einfache Bohrung mit Fräser-Durchmesser Drill Line of Holes : Eine Reihe von Löchern mit Fräser-Durchm. Line : Eine Linie, Fräser mittig, links, rechts Rectangle : Rechteck, Fräser mittig, aussen, innen Rounded Rectangle : Rechteck runde Ecken, sonst wie Rechteck Circle : Kreis, Fräser mittig, aussen, innen Line of Circles : Reihe von Kreisen, sonst wie Kreis Rectangular Pocket : Rechteck-Tasche, Fräser innen Rect. Rounded Pocket : Rechteck-Tasche mit runden Ecken Circular Pocket : Kreistasche, Fräser innen Die Jobs werden in eine Liste eingetragen und können einzeln oder zusammen in G-Code überführt werden. Optional kann eine Graphik der Jobs als Vorschau zur Überprüfung der Einstellungen angezeigt werden (siehe Bild oben, kleine Kreuze = Drill Line of Holes). Die Job-Liste ist auch noch nachträglich frei editierbar und lässt sich zur weiteren Verwendung speichern. Voll Funktionsfähig sind zur Zeit bereits Drill Hole, Drill Line of Holes, Line, Rectangle und Circle. Es ist noch viel zu tun :) Schon mal frohe Ostern! Gruss Ulrich Albert http://www.serialcominstruments.com/
Moin, Frank Schulze schrieb: > Wir hatten es letztens davon, das die Maschine sporadisch falsch fährt. > Mir ist das immer wieder mal passiert, aber es waren kleine Teile und > somit nicht der Rede Wert. Von einem Gcode-Fehler ist zu 200% nicht > auszugehen da ich z.B. mit einem Programm schon mehrere Teile ausgefräst > habe und es auch nicht immer an der gleichen Stelle auftritt. > Gestern war es besonders Ärgerlich da es nicht nur ein großes Teil war, > sondern die Maschine nach über einer Stunde Fräszeit durch das fertige > Teil gefahren ist. Zum Glück mit der ersten Zustellung beim Teil > Ausschneiden. das Problem kann ich mit GRBLFeeder/GCodeSender oder wie das jetzt heißt als Frontend bei meinem GRBL-MF70-Umbau ebenfalls bestätigen. Bei der 0.8er trat es bei mir sporadisch auf, mit der aktuellen hatte ich es zweimal in zwei Jobs, hatte das dann zurückgeflasht und mich geärgert. Ich kann auch bestätigen, dass das mit 99%iger Wahrscheinlichkeit nicht mit der seriellen Verbinung zusammen hängt. Der GRBL scheint wohl seinen RAM zu korrumpieren oder sowas. Bei mir sieht das dann so aus, dass die Fräse einen Versatz fährt und anschließend weiterläuft, als wär nix gewesen. Für die Theorie spricht auch, dass die Maschine danach bei mir falsche Arbeitskoordinaten hatte. Der Fehler tritt scheinbar auch häufiger auf, wenn ein G92 (Bezugspunkt) gesetzt ist. OT: Ich hab vor einiger Zeit mal ein I/O-Board für die Verwendung mit GRBL angefangen. Das implementiert auf einem Mega32U2 einen virtuellen COM-Port und stellt acht Open-Collector-Outs, acht optisch getrennte Inputs und zwei Relaisausgänge zur Verfügung. Wenn ich mal wieder dazu komme an der Firmware weiterzuarbeiten, wird man die Eingänge auch auf Key-Events mappen können(zB F13..F20). Ich werde das mal hier im Wiki dokumentieren. Wäre vielleicht was, ums in das Frontend zu integrieren, falls das Board hier auf Interesse stößt. Ich habs damals entworfen, weil ich keine Lust auf Aluspäne in der Laptoptastatur habe.
@Frank Schulze + Andreas Lang In den Englischen Foren findet sich dazu folgendes: @CaptainFeature : Yes it's highly likely your energy saving feature is causing the issue. It's recommended to disable all of these when running a job. Antwort dazu: After switching off the energy saving stuff of my laptop everything runs smoothly. Thanks for your support. @SixthGenie : I also noticed that the whole USB - Arduino - CNC-Shield thing is quite sensitive to fluorescent lamps being switched on and off. I definively will also try a shielded usb cable as chamnit suggested. Ausserdem werden dort einige Fälle diskutiert wo die langen Endschalterkabel als Antennen für Störimpulse ausgemacht wurden, sowie Fälle wo durch einschalten von elektrischen Geräten in der Nähe Probleme auftraten. Für meine These, dass ein EMV-Problem vorliegt spricht auch, dass bei mir die geschilderten Probleme noch nie aufgetreten sind. Und das trotz erheblich langer Testzeiten, die eure Fräs-Zeiten sicherlich um ein mehrfaches übertreffen. Im übrigen benutze ich keine Endschalterkabel, die ja ansonsten ganz ungeschützt direkt an einem Arduino-Port liegen.
Hallo Albert, nein, ich habe keine CNC-Fräse zuhause und nutze somit Dein Programm (noch) nicht. Kann sich aber schnell mal ändern :-) Ich steh beruflich täglich an einer erwachsenen CNC-Fräse mit Heidenhain-Steuerung. Dein "EasyJob" macht ja schon die ersten Schritte in diese Richtung. Evtl. findest Du ein paar Inspirationen hier im Handbuch der Heidenhain-Steuerung: http://content.heidenhain.de/doku/tnc_guide/pdf_files/TNC400/280476-xx/bhb/340_135-17.pdf Der für Dich interessante Teil steht wohl ab Seite 285 bei den Zyklen für Kreis- und Rechtecktaschen und Seite 210 für die Bohrzyklen. Vielleicht ist ja was für Dich dabei... Viele Grüße Gerhard
Gerhard W. schrieb: > Evtl. findest Du ein paar Inspirationen hier im > Handbuch der Heidenhain-Steuerung: > http://content.heidenhain.de/doku/tnc_guide/pdf_files/TNC400/280476-xx/bhb/340_135-17.pdf Danke für den Verweis auf die interessante Lektüre. Daraus hab ich weitere Ideen für den EasyJob Modus in meinem Programm: Circle Segment : Teilkreis (Fräser-Durchm.) Circular Pocket Isle : Kreis-Tasche mit Insel Circle Segment Pocket X : Teilkreis-Tasche (Teilkreis-Nut) Holes on Circular Orbit : n Bohrungen (Fräser-Durchm.) auf Kreisbahn Holes on Circular Segment: n Bohrungen (Fräser-Durchm.) auf Teilkreis Circ. Pockets on Orbit : n Kreis-Taschen auf Kreis Circl.Pockets on Orb.Segm: n Kreis-Taschen auf Teilkreis Die bisher fertigen/geplanten: Drill Hole : Einfache Bohrung mit Fräser-Durchmesser Drill Line of Holes : Reihe von n Löchern mit Fräser-Durchm. Line : Eine Linie, Fräser mittig, links, rechts Rectangle : Rechteck, Fräser mittig, aussen, innen Rounded Rectangle : Rechteck runde Ecken, sonst wie Rechteck Circle : Kreis, Fräser mittig, aussen, innen Line of Circles : Reihe von n Kreisen, sonst wie Kreis Rectangular Pocket : Rechteck-Tasche, Fräser innen Rect. Rounded Pocket : Rechteck-Tasche mit runden Ecken Circular Pocket : Kreis-Tasche Damit lassen sich einzeln oder durch Kombination der Jobs ein Grossteil der Standard-Fräsarbeiten ohne zusätzliche CAD und CAM Software schnell erledigen. Gruss Ulrich Albert
Hallo Albert, bei einer Tasche kann man oft, je nach Material, nicht mit dem Fräser senkrecht ins Material tauchen. Entweder der Fräser mag es nicht, es gibt grausige lange Späne, die sich um den Fräser wickeln, oder der Schnittdruck wird einfach zu stark für ne einfache Hobbymaschine. Ich benutze daher vor dem Taschen-Zyklus einen der folgenden Zyklen, einfach um am Einstechpunkt der Tasche das Material raus zu bekommen: - Zyklus 208 Bohrfräsen auf Seite 251 - Zyklus 210 Nut pendelnd auf Seite 300 Den Unterschied macht dabei die schräge Rampe aus, auf der der Fräser fährt. Zum Bohren verwende ich eigentlich immer den Zyklus 203 auf Seite 245. Der Vorteil dieses Bohrzyklus ist das Spanbrechen alle paar Millimeter. Viele Grüße Gerhard
Gerhard W. schrieb: > Zum Bohren verwende ich eigentlich immer den Zyklus 203 auf Seite 245. > Der Vorteil dieses Bohrzyklus ist das Spanbrechen alle paar Millimeter. Das macht SerialComCNC im EasyJob Modus bereits. Ist beim Bohren eine Zustellung angegeben, so fährt der Bohrer nach jeder Zustellung aus dem Bohrloch hinaus, damit Späne aus den Loch entfernt werden. Gerhard W. schrieb: > bei einer Tasche kann man oft, je nach Material, nicht mit dem Fräser > senkrecht ins Material tauchen. Da hatte ich auch bereits ein schräges Eintauchen auf die Zustell-Ebenen vorgesehen. Das gleiche gilt für die Kreistaschen.
Hallo Albert, gestern habe ich versucht eine QuickCam Pro 9000 von Logitech zur Anzeige in SerialComCNC zu bewegen, leider ohne Erfolg. Sie wurde vom Betriebssystem als Webcam erkannt und man konnte Sie auch benutzen, doch SerialComCNC meinte, dass keine Webcam vorhanden sei. Was mache ich falsch? Ich weiß, dass Du gerade dabei bist EasyJob zu verbessern, ich möchte aber das Thema Z-Probing und Kantentaster noch mal hervorkramen. Es wäre schön, wenn man auch die X- und Y-Achse nullen könnte. Ebenso wäre es möglich den Mittelpunkt einer Bohrung mittels Kantentaster zu finden. Wenn man den Radius/Durchmesser ein gibt, sollte man doch mit zwei Messpunkten den Mittelpunkt berechnen können. Das alles könnte man in einen Setupdialog durchführen um die eigentliche Bedienoberfläche nicht zu überfrachten. Gruß MartinM
MartinM schrieb: > gestern habe ich versucht eine QuickCam Pro 9000 von Logitech zur > Anzeige in SerialComCNC zu bewegen, leider ohne Erfolg. Sie wurde vom > Betriebssystem als Webcam erkannt und man konnte Sie auch benutzen, doch > SerialComCNC meinte, dass keine Webcam vorhanden sei. Was mache ich > falsch? Alle 7 von mir getesteten Webcams diverser Hersteller, auch Logitech, bis hin zur 9 Euro Endoskop Stiftcam haben bei mir funktioniert. Das Erkennen einer Webcam kann schon mal was dauern. Mit einem Rechtsclick auf das schwarze Kästchen links neben Start-Button im Video-Bereich ist der passende Treiber auszuwählen (siehe Hilfe). Ansonsten benutze ich für Video eine fertige freie Delphi-Komponente zu ich keinerlei weiteren Support für die Akzeptanz diverser Treiber anbiete. MartinM schrieb: > ich möchte aber das Thema Z-Probing und Kantentaster noch mal hervorkramen. Das spricht Du jetzt zum mind. 3. Mal an. Glaube mir, das ich alle Info's und Wünsche von Anwendern notiere. Beim Kantentaster finde ich bis jetzt keine akzeptable oder bezahlbare Konstruktion für Hobby-Fräsen. Also ist das für mich nicht aktuell. MartinM schrieb: > Ebenso wäre es > möglich den Mittelpunkt einer Bohrung mittels Kantentaster zu finden. > Wenn man den Radius/Durchmesser ein gibt, sollte man doch mit zwei > Messpunkten den Mittelpunkt berechnen können. Woher willst Du denn mit Bestimmtheit sagen können, dass Du gerade genau an den Stellen des grössten Durchmessers misst? Es sind mind. 3 Kantenmessungen erforderlich um einen beliebigen Kreis zu bestimmen und damit hast Du 3 Gleichungssysteme. Google mal unter "Kreis mit 3 Punkten bestimmen".
Angehängte Dateien:
-

Clipboard01.jpg
12 KB

Sorry wenn ich nerve! Zum Kantentater hab ich mir ein paar Gedanken gemacht und wie ich finde auch eine brauchbare Lösung gefunden. Ich hab mir eine ER11 Spannzange aus Pomm gedreht und einen abgebrochenen Fräser verkehrt herum eingespannt. Krokoklemme an den Fräser und ans Werkstück fertig. Erste Tests waren vielversprechend.
MartinM schrieb: > Zum Kantentater hab ich mir ein paar Gedanken gemacht und wie ich finde > auch eine brauchbare Lösung gefunden. Ich hab mir eine ER11 Spannzange > aus Pomm gedreht und einen abgebrochenen Fräser verkehrt herum > eingespannt. Krokoklemme an den Fräser und ans Werkstück fertig. Erste > Tests waren vielversprechend. Genau sowas ist für mich keine akzeptable Lösung. Leute die Kunstoff oder Holz fräsen, können damit nichts anfangen. Bei Metall-Werkstücken muss man fest daran glauben, dass bei Berührung sofort ein elektrischer Kontakt erfolgt, was bei erodierten/oxidierten Oberflächen nicht immer gegeben ist. Wenn dann der Taster bricht, wird die Schuld auf die Software geschoben.
Tach, tach und vielen Dank für SerialComCNC ... Wenn ich einen Wunsch äußern dürfte, dann wäre es die Funktion "Gewindewirbeln/Gewindefräsen" im EasyJob-Modul. Sich per Knopfdruck einen Satz Gewinde ins Werkstück schneiden lassen zu können, wäre schon sehr, sehr sportlich .. ;) Nur das Beste und Danke für alles, Tillmann
Tillmann schrieb: > Wenn ich einen Wunsch äußern dürfte, dann wäre es die Funktion > "Gewindewirbeln/Gewindefräsen" im EasyJob-Modul. > > Sich per Knopfdruck einen Satz Gewinde ins Werkstück schneiden lassen zu > können, wäre schon sehr, sehr sportlich .. ;) Wenn Du das sofort willst, schau mal auf http://www.estlcam.com/ . Ähnliches könnte ich dann auch in das Easy-Job Modul implementieren. Und ich freue mich, dass Dir meine Software gefällt.
Moin Albert, In Estlcam ist die Funktion angekündigt und wird auch sehnlichst erwartet. Allerdings ist mir der Ansatz eines Easy-Job-Moduls lieber, weil ich nicht über CAD-CAM-G-Code springen muss. Unter LinuxCNC gibt es den Ansatz für einen zentralen G-Code-Generator bereits: http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Simple_LinuxCNC_G-Code_Generators .. und ich mag die Idee, G-Code über Standardfunktionen parametrisiert eingeben zu können. Das minimiert nicht nur die Fehlerquellen sondern erlaubt m.E. auch eleganteres Arbeiten. ... und es können später auch interessierte Programmierer Module dazu beitragen.
Moin Moin, Bugreport: Nach Abarbeitung eines Fräsjobs wird angezeigt,dass das Programm zu Ende ist. Es ist nun aber nicht mehr möglich Werte im Setbereich zu verändern, da ausgegraut. Die Achsen lassen sich noch verfahren, doch die Positionsanzeige aktualisiert sich nicht. Macros werden nicht dauerhaft gespeichert. Grbl 0.9i SerialComCNC 0.9a
Danke für den Bug-Report. NeuerGast schrieb: > Nach Abarbeitung eines Fräsjobs wird angezeigt,dass das Programm zu Ende > ist. Es ist nun aber nicht mehr möglich Werte im Setbereich zu > verändern, da ausgegraut. Die Achsen lassen sich noch verfahren, doch > die Positionsanzeige aktualisiert sich nicht. Wird in der nächsten Version korrigiert. NeuerGast schrieb: > Macros werden nicht dauerhaft gespeichert. Bei mir funktioniert das Speichern der Makros problemlos und dauerhaft. Diese werden beim normalem Beenden des Programms autom. gespeichert. Den dafür verwendeten Speicherort findes Du unten auf dem Info-Panel als TempPath. Vielleicht wird dieser ja von CCleaner oder ähnlichem bei Dir gelöscht. Bitte Überprüfe das mal und gib mir diesbezüglich eine Info, ich werde den Speicherort dann ändern.
Moin Moin, Speicherort ist C:\Users\Name\AppData\Local\Temp\
NeuerGast schrieb: > Speicherort ist C:\Users\Name\AppData\Local\Temp\ Wird in der nächsten Version zur Sicherheit auf C:\Users\Name\AppData\Local\SerialComCNC\ geändert.
Anbei SerialComCNC Version 0.9b Change Log V0.9b ---------------- Beim Connect mit dem Arduino wurde die Schnittstellen-Prüfung auf korrekten Com-Port und Antwort des Arduino verbessert, dauert nun aber etwas länger. Behoben: Der Set-Bereich wurde nach einem Fräsjob nicht mehr aktiviert. Im Set-Panel hat "Move mm" jetzt immer 2 Nachkommastellen. Der Wert im "Move mm" Eingabefeld wird durch Doppelklick in die Eingabe auf Null zurückgesetzt. Die Fenster-Position und das Farbthema werden nun beim Beenden gespeichert und beim Neustart übernommen. Wenn die Schnittstelle nicht aktiv ist, sind alle Elemente in der Prozess Anzeige deaktiviert, die Start Button-Led ist dann grau. Der DatenPfad für die Sicherung der Einstellungen und Makros ist jetzt: C:\Users\User\AppData\Local\SerialComCNC\ wobei User der PC-Benutzer Name ist. Gruss Ulrich Albert http://www.serialcominstruments.com/
Anbei SerialComCNC Version 0.9c Change Log V0.9c ---------------- Sorry, habe gerade noch einen bösen Bug im Timingverhalten entdeckt. Hier die korrigierte Version. Gruss Ulrich Albert http://www.serialcominstruments.com/
Hallo Albert, Wäre es möglich den Werkzeug Wechsel zu automatisieren, damit meine ich einen Ablauf wie folgenden: Programm lauft ab, Txx Kommando kommt im Programm, Maschine fährt auf Makro 1 (Tool Chance Position), SerialComCNC gibt eine Fenster mit der Meldung "Bitte auf Tool3 (z.B. Borer 2.1mm) wechseln!", nach dem wechseln des Werkzeugs und dem drücken eines OK Buttons Fährt die Maschine auf Makro 2 (Probing Position), tastet die werkzeuglänge ab, verrechnet die Längendifferenz, fährt auf die letzten Arbeitskoordinaten zurück und geht in der Abarbeitung des Programmes weiter. Ich selbst habe zwar noch keinen Längentaster an meiner Maschine, aber da ich mir gerne in nicht allzu ferner Zukunft eine zulegen werde, hoffe ich dass du eine solche Funktion in einem des nächsten Release einbauen könntest. Danke im voraus, Gabriel
Gabriel M. schrieb: > Wäre es möglich den Wie wäre es, wenn du , bevor du Ansprüche stellst, dich beim Autor dieses Programms für genau eben dieses erst mal gebührend bedanken würdest ? Dafür das er es als Freeware zur Verfügung stellt und so intensiv weiterentwickelt ?
Hallo Ulrich, Ich verfolge jetzt deinen Thread quasi seit Beginn. Faszinierend und beeindruckend.... !! Ich suche schon seit mindestens 2 Jahren nach einer Alternative für den "klobigen" Linuxcnc Rechner... Hab bestimmt 3/4 der "Googlelösungen" durchexerziert...über hal2arduino und GcodeSender bis Machinekit..... Dein Ansatz, vermutlich ist die Bezeichnung "Lösung" mittlerweile angebracht , könnte echt der Durchbruch für mich sein. Ich sage vermutlich weil ich leider seit version 4 deine software nicht testen kann.... Dachte bis letzte Woche dass es an meinem Arduino Klon liegt...war ja mal im Gespräch .. Mittlerweile hab ich aber auch einen Arduino Uno...dennoch hab ich irgendwie keine Verbindung ..Checkport wird zwar mit ok quittiert..ich bekomm aber über die Dollarzeichen keine Auflistung der GRBL Befehle...Lediglich das Dollarzeichen wird auf dem Monitor ausgegeben..in "Grün" ! Mein Betriebssystem ist mainstream Win7... Dadurch dass in dem langen Thread jetzt keiner mehr mit solchen Problemen zu kämpfen scheint...vermute ich das Problem jetzt langsam vor dem Bildschirm.....Aber ich komm nicht drauf... Ueber den Arduino eigenen serial monitor kann ich GRBL konfigurieren... Vlt fällt dir oder anderen Usern noch was ein... Danke fürs teilen !!! afrikavi.
Danke Nutzer, daß du uns ein solch schönes Programm gebaut hast. Aber mal ehrlich, es hat dich doch keiner gezwungen das zu tun, oder?
Hallo Afrikavi, mein Problem mit den fehlenden Antworten vom Arduino (3 verschiedene Clone probiert)ist nicht gelöst. Problem: Beim Reset bekomme ich noch die GRBL-Version angezeigt als Antwort, danach ist Stille, aber der Arduino reagiert auf manuelle Befehle vom SerialComCNC. Der einzigste funktionierende Workarround ist, dass ich mich als Admin im Win7 anmelde und SerialComCNC ausführe. Selbst eine Win7-Neuinstallation und aktuellere Ch340 Treiber haben nicht geholfen. Hab gerade die v0.9c ausprobiert - keine Änderung. Gruß Sven
Ich habe hier zum Testen folgende Arduino Boards: Arduino Uno R2 mit ATMega 8U2 (Original Arduino) SainSmart UNO R3 ATMEGA328P mit ATMega16U2 (Clone) Nano V3.0 ATmega328P mit FTDI (Clone) Arduino Uno R3 mit ATMega 16U2 (Clone) Alle laufen problemlos unter Windows 7 und XP. Diese Boards benutzen als Serial/USB Wandler als FTDI, 16U2 oder 8U2. Ob der CH340 Wandler bei den Clone Boards Probleme macht kann ich daher nicht sagen.
(noch?)nichtNutzer schrieb: > Danke Nutzer, daß du uns ein solch schönes Programm gebaut hast. > Aber mal ehrlich, es hat dich doch keiner gezwungen das zu tun, oder? Merke dir du Schmierer, ich bin nicht der Programm-Autor, ich hasse nur Leute, die immer nur nehmen, aber nicht geben, und wenn es zumindest ein Danke ist.
@Sven und Afrikavi Ich habe in einem GRBL Forum folgendes gefunden: "With regards the error at 115200 baud - with a 16MHz crystal it is about 2.1%. With asynchronous communications the timing is restarted on every start bit, so it is only cumulative across the 10 bits (start, 8 bits, and stop), giving a max of about 19% on the stop bit (9 x 2.1%). You can theoretically get away with as much as 5% error per bit (+/-45% on the stop bit), but you can have errors on both ends of the communcation, so best to stay below 2.5%, and the lower the error the better. Cheap Arduinos with resonators instead of crystal oscillators will introduce further error, and shouldn't be used at high baud rates." Fazit daraus: Die Kommunikation ist von den GRBL Machern mit den vorgeschriebenen 115200 Baud eh am Rande des Zulässigen festgelegt. Wenn man jetzt noch einen Billig-Arduino mit Resonator anstatt Quarz hat, kann das ganz in die Hose gehen. Desweiteren: "I tested three boundrates 115200,250000,20000000 with my arduino nano and CH340 USB chip. With simple C# code that sends simple G-code 1 Test, start position X0Y0Z0 G0X100 G0X0 Avarage time off all boundrates is almost the same about 6.5Sek 2 Test, same distanse, but gcode every one milimeter - results as above for all boundrates. 3 Test, same distanse, but gcode every 0.1 milimeter Resoult: 115200 - 1/10 ok other fail due to comunication error" Zeigt dass Arduinos mit CH340 in Verbindung mit GRBL zu misstrauen ist.
Hallo Albert, danke für deine Bemühungen. Wie schon vor einigen Wochen mal geschrieben, hatte ich GRBL für 9600Baud neu kompiliert - mit gleichem Ergebnis beim SerialComCNC. Dagegen funktioniert es mit 115200 mit den seriellen Progs. der Arduino IDE und HTerm. Im HTerm kann ich auch deine 7Hz Pos.Abfrage simulieren und bekomme immer eine Antwort vom Arduino. Es handelt sich um Arduino-Nano, sowie -UNO jeweils mit Quarz... Gruß Sven
Sven schrieb: > Es handelt sich um Arduino-Nano, sowie -UNO jeweils mit Quarz... Sven schrieb: > Selbst eine > Win7-Neuinstallation und aktuellere Ch340 Treiber haben nicht geholfen. Zu den CH340 steht ja oben was. Sven schrieb: > Der einzigste funktionierende Workarround ist, dass ich mich als Admin > im Win7 anmelde und SerialComCNC ausführe. Admin Rechte sind nicht notwendig. Wenn nun aber bei fast allen Anwendern SerialComCNC funktioniert, unterscheidet Dich davon eigentlich nur noch Dein spezieller PC. Vieleicht ist da beim Wandler-Chip das Timing gerade am falschen Ende oder irgendwelche System-Tasks pfuschen rein. Hast Du es mal mit einem anderen PC oder Laptop versucht? Nachtrag: Ich habe jetzt gerade mal das Programm auf einem lahmen Uralt-PC mit WinXP getestet. Alles läuft auch auf dem alten Teil wie es soll. Übrigens benutze ich für die Entwicklung einen PC mit Intel Core i7 / 860 Processor mit Win 7 32bit.
Hallo Albert, mit meinem alten XP-Notebook funktioniert es. >Admin Rechte sind nicht notwendig. Mit meinem (fast) neuen Win7-Notebook funktioniert es nur wenn ich als Admin angemeldet bin (SW als Admin starten, bei Normaluser Anmeldung reicht nicht). Ich habe auch schon versucht dem 'Normaluser' Adminrechte zu geben, hat aber auch nicht geholfen. Nur ein echter Admin Login funktioniert. >Wenn nun aber bei fast allen Anwendern SerialComCNC funktioniert, >unterscheidet Dich davon eigentlich nur noch Dein spezieller PC. Das scheint mir auch so, es ist ein Asus N73JF (X7BJ-Series)... Ich denke ich muss damit leben. Gruß Sven
Nutzer schrieb: > Gabriel M. schrieb: >> Wäre es möglich den > > Wie wäre es, wenn du , bevor du Ansprüche stellst, dich beim Autor > dieses Programms für genau eben dieses erst mal gebührend bedanken > würdest ? > > Dafür das er es als Freeware zur Verfügung stellt und so intensiv > weiterentwickelt ? Ja Nutzer, Stimmt, ich habe mich nicht bedankt, und das würde ich hiermit gerne nachholen. Danke Albert für das tolle Programm! Ich werde dir sobald meine Visakarte wieder funktioniert eine kleine Spende für ein extragroßes Bier zukommen lassen! Gabriel
Hi Albert, das Programm schmiert nach "TestCode" folgende CNC Code: N001 G17 G21 G90 G94 G54 N0014 G00 Z10.000 N0016 M04 N0018 G00 X33.441 Y4.800 N0020 G00 Z0.500 N0022 G01 Z-2.000 F300 S1000 N0024 G03 X30.241 Y8.000 I-3.200 J0.000 F100.0 N0026 G01 X-25.000 F300 N0028 G03 Y-8.000 I0.000 J-8.000 F100.0 N0030 G01 X35.000 F300 N0032 G03 Y8.000 I0.000 J8.000 F100.0 N0034 G01 X30.241 F200 N0038 G00 X-100 Y-100 N0040 G00 Z120.000 N0044 M05 weitere Kleinigkeit: Im Setings - Graphic nimmt TEdit Minus Zeichen nicht an. Gibt's ein Grund, warumm du das Format ###,### und nicht ###.### verwendest? Meiner Meinng nach,das macht mehr Aufwand und ist eine Fehlerquelle mehr wie etwa '' ist kein Gleitkommawert... Und wenn ein Grund dafür gibt, müßte bei englisch wieder die Format ###.### anwenden. Nach der Connection des TComport könnte man den default Feed setzen als kleiner Verbesserungsvorschlag. Ansonsten ein gelungenes Programm. Gruß Tany
Tany schrieb: > das Programm schmiert nach "TestCode" folgende CNC Code: Hallo Tany, ich kann auch bei mehrmaligem Durchlauf Deines Test-Codes keinen Fehler finden. Bitte beschreibe genau was bei Dir falsch läuft. Tany schrieb: > Im Setings - Graphic nimmt TEdit Minus Zeichen nicht an. Wird im nächsten Release geändert. Tany schrieb: > Gibt's ein Grund, warumm du das Format ###,### und nicht ###.### > verwendest? Das Komma ist nun mal bei uns der Dezimaltrenner für die Eingabe. Den Fehler " '' ist kein Gleitkommawert" werde ich korrigieren. Tany schrieb: > Nach der Connection des TComport könnte man den default Feed setzen als > kleiner Verbesserungsvorschlag. Den Feed habe ich bewusst aus Sicherheitsgründen nach Connection oder Reset auf Null gesetzt. Falls sich allerdings noch mehr Beführworter für einen Default-Feed finden, werde ich das wieder ändern.
> Nach der Connection des TComport könnte man den default Feed setzen als > kleiner Verbesserungsvorschlag. Man könnte es auch in den GRBL Startup Block legen: https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9#n---view-startup-blocks Gruß Sven
Hallo Sven...und all die andern, die sich "kurz" mit meiner Problematik auseinandergesetzt haben..DANKE. Leider ist das gewünschte Ergebniss ausgeblieben, kann bis Dato nicht mit dem Arduino kommunizieren. Workarounds haben nichts gebracht...Admin bin ich schon...und am ch340 liegts auch nicht..weil nicht vohanden..( UNO r3 SMD original) Wie gesagt, Verbindung steht - gcode kann eingelesen werden - Grafik wird keine angezeigt ... sobald ich auf $ oder $$ oder whatever button drücke fängt der Arduino.. -oder das Programm dermassen an zu schaffen dass der Eindruck ensteht der pc wäre am Limit...Task Manager sagt aber alles ruhig ... ( i5 32 bit WIN7 ) Falls das jemanden bekannt vorkommt..... Ansonsten...Time will tell ..werd eifrig weiterverfolgen.. gruß Afrikavi
Afrikavi schrieb: > Wie gesagt, Verbindung steht - gcode kann eingelesen werden - Grafik > wird keine angezeigt ... sobald ich auf $ oder $$ oder whatever button > drücke fängt der Arduino.. -oder das Programm dermassen an zu schaffen > dass der Eindruck ensteht der pc wäre am Limit...Task Manager sagt aber > alles ruhig Wie wäre es mal mit einer Fehlerbeschreibung die auch ich verstehe? Also detailiert Step for Step und Aktion/Reaktion, angefangen bei Click auf den Button Connect. Welche GRBL Version ist auf dem Arduino geflasht, bezw. wird beim Connect im Monitor angezeigt? Mit welcher SerialComCNC Programm-Version arbeitest Du? Mit Deiner Beschreibung oben kann icht absolut nichts anfangen. Im übrigen, wenn Du im Monitor rechts oben den Graphic-Reiter nicht anklicken kannst, steht auch die Verbindung nicht.
Danke für die Mühe.
- installiere SerialComCNC - keine Fehler
- flashe per xloader grbl_v0_9g edge - kein Fehler
- Starte SerialComCNC - kein Fehler
...port com30..baud 115200...sind vorgewählt
- ich drücke connect
...rechts im Reiter MONITOR wird 6 mal CHECKPORT ausgegeben
...dann erscheint eine info box : "der ComPort ist jetzt aktiv."...
...im Reiter MONITOR steht mittlerweile in "grün" G92 X0 Y0 Z0
Grbl 09g....
ok
ok
$x (in Grün)
ok
-ich quittiere die info box mit OK
-Reiter MONITOR is jetzt blank
-wähle Reiter Grafik an.... kein fehler..sehe fadenkreuz...lässt
sich verschieben..
-das gleiche mit den zwei anderen Reiter...keine Fehler
-noch während ich schreibe und die reiter durchklicke ändert sich die
blinkfrequenz der tx rx leds des arduino...leuchten jetzt
statisch...davor haben sie geblinkt...
versuch den $-button zu klicken...wird erst nach ca. 3sek
angenommen....oben im Reiter Monitor steht jetzt $ in grün....
versuch gcode zu laden...wird verzögert ausgeführt..aber ohne Fehler...
programm hängt mittlerweile so dass ich disconnecte und wieder
connecte..
...läuft dann wieder...tx rx blinken...bis ich den Button Test code
drücke...zb.
...dann hängts wieder...tx rx statisch..
...so in etwa...
Hi Albert, so wie Afrikavi beschreibt, ist's bei mir auch zu beobachten. Ich hab ein Verdacht, es könnte an der Kabellänge liegen. Werde heute Abend testen.
Kurzer Nachtrag, Meine oben beschriebene Vorgehensweise bezieht sich auf den UNO r3 smd und SerialComCNC 0.9c + grbl 0.9g . Betriebssystem und pc_hardware wurden schon erwähnt. Gleiches habe ich nun mit dem Arduino Duemilanove Klon von DFrobot durchgespielt. der Klon verhält sich bis auf ein Merkmal gleich : er schafft sich nicht tot nach einer Minute...will heissen, SerialComCNC bleibt stabil und lässt sich quasi bedienen. Es scheint bloss dem Klon nicht mitteilen zu kÖnnen was er eigentlich will...sprich wenn ich Dollar drücke, bekomme ich keine Ausgabe der Liste...usw..wie oben schon beschrieben... Immerhin hängt das Programm nicht nach einer Minute !! Gleiches Szenario habe ich nun auf einem notebook probiert. i5 32bit win7 SerialComCNC connected sich... verbindung steht...ich drück Dollar... und krieg ne Liste !!!! Lade gcode....drücke start....gcode läuft...fadenkreuz bewegt sich im Monitor...Bahn wird ausgegeben..!! SerialComCNC nach 30 min. immer noch stabil !! Cam gestartet...Led am notebook neben cam leuchtet kurz auf..dann Meldung :keine cam gefunden... Klon drangehängt...Alles bestens !! SerialComCNC nach 30 min. immer noch stabil !! SPRICH AUF DEM NOTEBOKK RENNT DAS DINGENS !! USB Kabel hab ich hin und wieder getauscht...aber alle max 1200mm lang.... hatte nix geändert.. Ich schau mir mal mein Rechner an... Nur zur ERINNERUNG SerialComCNC 0.4a hat auch noch auf meinem PC getan (Klon sowie Original)!! Unter Umständen hilft dieser Nachtrag noch dem einen oder andren auf die Sprünge. ...ansonsten,soweit ich bis jetzt beurteilen kann..Klasse Programm Albert!! Afrikavi.
Ach nö, es liegt nicht daran. Das Programm schmiert immer noch ab. Auch nach dem Disconnect leuchten LEDs dauerhaft... Ich mache mit mein Eigenem weiter... Wünsche dir viel Erfolg. Gruß Tany
Afrikavi schrieb: > Nur zur ERINNERUNG SerialComCNC 0.4a hat auch noch auf meinem PC getan > (Klon sowie Original)!! Meinst Du damit, dass bei Dir Version 0.5 nicht mehr gelaufen ist oder hast Du danach mehrere Versionen übersprungen? Würde mich jetzt interessieren was genau die letzte funktionierende Version war. Ich habe mal die relevanten Prozeduren von 0.4a und 0.5 mit WinMerge http://winmerge.org/ verglichen, da gibt es keine Änderungen im Code.
Hallo, 0.4 _ 0.4a funktionieren. 0.5 _ 0.5a _ 0.6 _ 0.8b1 _ 0.8e1 _ 0.9 _ 0.9c funktionieren nicht. gruss Afrikavi.
Habt ihr den Arduino mal ohne Verbindung zu den Stepper-Drivern Endschalter usw. betrieben? Also nur USB-Kabel an Arduino und dann SerialComCNC starten. Dass bei einigen wenigen PC's Kommunikations-Probleme auftreten hat nichts mit meiner Software zu tun. Dieser Effekt wird auch in diversen deutsch-und englischensprachigen Foren beschrieben, die Arduino/GRBL über andere Front-Ends ansprechen. Hier einige Zitate: "ich hatte bisher mehrfach Probleme mit GRBL wenn das USB-Kabel Mist war. Und zuletzt hat der Fräsvorgang einfach gestoppt weil der USB Port nicht ganz "rund" lief, anderen Rechner genommen und schon ging alles." "Ich hab dann ein gutes USB-Kabel mit Ferrit genommen, alle Eingänge entprellt (RC-Glied) und ein saubere, zentrale Masse aufgebaut, ohne Masseschleifen. Was davon am meisten geholfen hat, kann ich nicht sagen, aber seitdem kann ich den Staubsauger oder die Neinröhren an- und ausschalten, ohne dass GRBL stoppt bzw. abstürzt." "Teilweise sind es auch Potentialprobleme Zwioschen Rechner, Arduino und Fräse Probleme, da hier ja keine galvanische Trennung vorhanden ist. Bei mir lösten so z.B. teils die Endschalter aus wenn ich den Sauger anschaltete."
Hi Albert, lade bitte meine o.g Testcode und drücke auf Button "TestCode", nicht auf "StartDatei". Das schmiert bei mir ab. Normarweise benutze ich sowas nicht. Mit "StartDatei" läuft dein Programm ohne Fehler, auch wenn man mehrmals probiert.
Tany schrieb: > lade bitte meine o.g Testcode und drücke auf Button "TestCode", nicht > auf "StartDatei". Das schmiert bei mir ab. Beim 1. Durchlauf geht es, beim 2. mal Absturz. Ja das ist ein Bug. werde ich für die nächste Version korrigieren.
Anbei SerialComCNC Version 0.9d Change Log V0.9d ---------------- Procedure des Fahrens zum gesetzen Nullpunkt in "Manueller Prozess" geändert. Wenn kein Wert in "Home Offs" gesetzt ist, wird zuerst X und Y auf null gefahren und dann erst Z. Ist ein Wert in"Home Offs" gesetzt ist, wird zuerst Z auf diesen Wert gefahren, dann X und Y auf null gefahren und zuletzt Z auf Null. Es sind nun auch negative Werte bei den Grafik-Einstellungen möglich. Das ComTimer Intervall mit der Daten vom Arduino/GRBL abgefragt werden, ist nun über Einstellungen/Einstellung zugänglich und zwischen 100 ms und 200 ms einstellbar. Laut GRBL-Doku sind 200ms immer sicher, voreingestellt sind jedoch 150 ms, weil damit niemals Fehler bei mir auftraten. Intervalle kürzer als 100 ms verursachen immer Fehler, da GRBL dann interne Timings nicht mehr sicherstellt. Das TimerInterval hat auch Einfluss auf die Graphik: Je kürzer das Interval, desto mehr Daten stehen pro Zeiteinheit der Graphik zur Verfügung, d.h die Graphic hat dann eine höhere Auflösung. Die Einstellung bleibt beim Beenden des Programms erhalten. Fehler bei vertikaler Grössenänderung der Programmoberfläche bereinigt. Fehler bei Benutzung des Test-Modus korrigiert. Im Test-Modus werden jetzt die erkannten Fehler im G-Code File gezählt und im Monitor rot angezeigt: "nnn Errors found in G-Code" Unter Einstellungen/Graphic kann mit "Supress Lines if Z >= 0" optional festgelegt werden, ob die Fräserbewegungen bei Position der Z-Achse >= 0 in der Graphic dargestellt werden. Da dies fast immer nur auf Verfahrwege zutrifft, werden bei Aktivierung der Option die Verfahrwege ausgeblendet. Die Einstellung bleibt beim Beenden des Programms erhalten. Bei der Nullpunkt-Einstellung mittels WebCam wird nun auch der "Home Offs Z0" Wert berücksichtigt. Damit ist die genau senkrechte Ausrichtung der Kamera nicht mehr so kritsch. Im Klartext: Zuerst wird der Nullpunkt grob mit der WebCam gesucht, dann die Z-Achse fast auf Null gefahren und der Nullpunkt im Fadenkreuz genau justiert. Damit stimmt auch die Kamera-Paralaxe für Z0. Bei Betätigen des Use-Buttons wird zuerst die Z-Achse um den Offsetwert angehoben, X und Y zum Nullpunkt verfahren und Z dann wieder auf Z0 abgesenkt. Das Verfahren muss natürlich auch für die einmalige Kalibrierung angewendet werden. Im übrigen ist die Benutzung einer Webcam nur für leistungsstarke PC's empfehlenswert. Gruss Ulrich Albert http://www.serialcominstruments.com/
Suuuupergut: In JCNC hat mich die synchrone Nullpunktfahrt schon eine Reihe von Fräsköpfen gekostet ... damit ist jetzt Schluß ;) ;) Danke vielmalst
Wegen Linux, eine Alte Version funktionierte 0.7, nur wegen der Kamera DLL stuertzte sie ab. Die neue Version funktioniert total nicht. Einige Sachen funktionieren nicht, wie z.B. Excellon->Gerber Resultat zu Uebernehmen, ansonsten funktioniert sie. Hast du ev eine Erklaerung dafuer dass die neue Version durch eine Speicherverletzung (fixe addresse) abstuertzt ?
Chris S. schrieb: > Wegen Linux Sorry Chris, aber Linux/Wine wird von der Software nicht unterstützt und der Betrieb nun unter virtuellen Umgebungen, wie z.B. Linux/Wine, VMWare, VirtualBox usw., generell unterbunden. Gruss Ulrich Albert
Angehängte Dateien:
-

ERROR2.jpg
240 KB
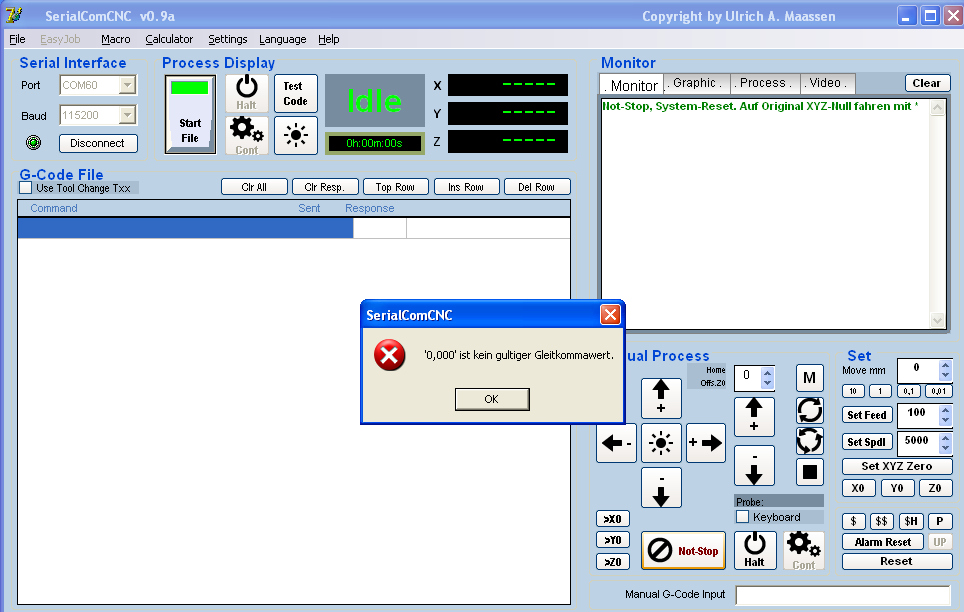
Hallo, Was kann ich tun, normal zu arbeiten? Schauen Sie, was ich Fehler. Vielen Dank im Voraus. Luben Lambov
Liubo schrieb: > Schauen Sie, was ich Fehler. > Vielen Dank im Voraus. Der Fehler ist mir bekannt und wird demnächst korrigiert. Einfach OK drücken und weiter arbeiten. This bug is already known and will be corrected asap. Just press the OK button and go ahead. Nothing strange will happen after that.
Übrigens kann in der nächsten Version das Programmfenster beliebig vergrössert werden. Damit wird die graphische Darstellung notwendiger Weise immer isometrisch. Bei der Einstellung der Achsen können dann nur noch Xmin, Xmax und Ymin geändert werden. Ymax wird daraus autom. so berechnet, dass sich eine isometrische Darstellung (Kreis ist immer rund) ergibt.
Hallo Albert, erst mal Vielen dank für das Programm SerialComCNC. Ich selbst bin grade dabei eine CNC Maschine zu bauen. Das ganze ist grade noch im Bau. Löte grade die Controllerplatinen der Schrittmotoren für jeder der drei Achsen. Habe mir zwischenzeitlich Gedanken über die Steuerkommunikation gemacht LPT, RS232 oder USB Die Entscheidung hast du mir schon abgenommen. Da ich schon seid Jahren Atmega Chips brutzle ist Arduino mir bekannt. Arduino Uno mit Atmega328p besorgt und die Hex aufgespielt. Das ganze erst mal mit Steckbrett, Steuerung und Schrittmotoren zum laufen gebracht. (Teste das auf einen alten XP Laptop) keinerlei Probleme mit der Verbindung, habe das schon stundenlang am laufen. Motoren liegen dabei nur auf dem Tisch sind noch nicht angebracht. Für den Test lasse ich den Gode immer wieder durchlaufen ohne das Programm neu zu starten. Läuft ohne Störung. Das USB-Kabel ist noch recht kurz. Es zeigt das dein Programm stabil läuft und das auf dem Steckbrett! Die Erweiterung "EasyJob" ist eine sehr gute Idee Das Programm finde ich sehr gut, grade mit CAM Wenn ich da noch einen Joystick in Windows einbinde und dabei die Tasten der Steuerung übernehme lässt sich das ganze bestimmt auch gut manuell steuern. Wollte nur mal mein Feedback dazu geben. LG Daniel
Daniel Steinbock schrieb: > Wollte nur mal mein Feedback dazu geben. Hallo Daniel, freut mich hier auch mal Feedback zu bekommen was selten genug ist. Gruss Ulrich Albert
Hallo Frank. Den von Dir beschriebenen Fehler „das die Maschine sporadisch falsch fährt“ trat bei mir ebenfalls auf. Dabei drehte plötzlich die x Achse für ca. 5 -10 sec. Mit voller Geschwindigkeit. Ich ließ den Gode min 10x durchlaufen um dem Phänomen auf die Spur zu kommen. Auf den Bildern von dir ist gut zu erkennen das es auch ein paar Sekunden bei Dir sein müssten. Er trat nie an der gleichen Stelle auf. Fehler im Code kann ich auch ausschließen. Da es immer min. 5 - 10 sec. Hat man doch eine gewisse Zeit um in diesen Moment etwas zu tun. Also zog ich das USB-Kabel raus. ??? Motor drehte natürlich weiter. In der Graphische Darstellung von SerialComCNC keine abweichung. kein Sprung Im Process View in diesen Moment zu erkennen. Ein Bug im Programm des 328p ??? Also klein angefangen: ATmega 8 zur Steuerung des Controllers mit Joystick (Hatte noch einen alten WII stick. Stecker ab und neu verlötet. Die haben 10k Poti drin die sind dafür gut, nur 5V auf die eine und Grund auf die andere und der Schleifer direkt am Analogen Port des Atmega 8 . Halt einen einfachen Spannungsteiler. ) Programmierte den Atmega so das ich mit dem stick den Motor nicht nur bewegen sondern auch die Richtung und Geschwindigkeit regeln konnte. Beim Anschlag in eine Richtung Summte der Motor nur noch naja das Timing passte nicht auf die Schnelle. Damit spielte ich ein paar Minuten rum. Und siehe da: plötzlich drehte er wieder 10 sec. Somit war klar Programm im 328p i.o. USB-Kabel vermutlich auch i.o. PC i.o. Hallo Albert! Und somit kein Fehler beim SerialComCNC ! aus meiner Sicht zumindest. Als ich die Controller tauschte (X <> Y) blieb der Fehler auf dem gleichen Controller. Bei der Überprüfung fiel mir auf das der Control Eingang (L297) nicht definiert war (Wackelkontakt). Also weder auf Masse noch auf VCC Auf dem anderen Controller der keine Macke hatte lag der Control auf Masse. Laut Datenplatt: verstehe ich, sollte dieser definiert sein. Die Störung lies sich danach auch nicht mehr reproduzieren. Also war das vermutlich der Fehler bei mir. Sorry wenn ich so ausführlich berichte, es sollte nachvollziehbar sein. LG Daniel
Hallo Albert, zuerst mal vielen dank für deine mühe und für so ein tolles programm. ich wollte dich fragen, wenn es nicht allzu mühsam ist bei register video noch ein capture mode zum bilder machen oder live video daten beim fräsen zum aufzeichnen hinzufügen kannst ? Es geht bei mir um ein projekt, wobei ich die anfangspunkte mit webcam fotografiert haben möchte und für beobachten live aufnahmen benötige. Wäre es ein grosse aufwand ? Zwei buttons fotomachen und aufnehmen ? Danke im vorraus, und hoffe du machst lange weiter so, beobachte die entwicklung seit anfang an und benutze dein programm gerne. LG C.S
@Daniel Steinbock Danke für Deinen Bericht. c.s schrieb: > bei register > video noch ein capture mode zum bilder machen oder live video daten beim > fräsen zum aufzeichnen hinzufügen kannst ? Es geht bei mir um ein > projekt, wobei ich die anfangspunkte mit webcam fotografiert haben > möchte und für beobachten live aufnahmen benötige. Anscheinend hast Du Deine Webcam falsch montiert :) Die WebCam wird neben der Spindel montiert, mit Blickrichtung senkrecht nach unten und ist nur dazu gedacht optisch den gewünschten Nullpunkt zu bestimmen. Also stimmen bei richtiger Montage Blickrichtung der Camera und Position des Fräsers nicht überein und liegen einige Zentimeter auseinander. Dementsprechend kannst Du mit der Camera auch nicht den Fräsvorgang beobachten. Im übrigen wird nach Test mit diversen Webcam's und deren zum Teil miserablen Treibern die Webcam während des Fräsvorgang ab der nächten Software Version komplett abgeschaltet. Gerade bei älteren PC's ist der Resourcenverbrauch derart hoch, dass das korrekte Timing während des Video-Betriebs in SerialComCNC negativ beeinflusst wird (wurde bis jetzt auch schon deaktiviert, lässt sich aber demnächt während des Fräsens nicht mehr starten).
Naja so war es nicht gemeint, aber ich kann dich auch verstehen :) Ich habe mich ganz kurz befasst, da alles bei mir läuft und ich bei meinem projekt die kamera nicht als nullpunkt bestimmer nehme :) ich habe es so eingestellt das ich damit das schnittverhalten, einfluss von schnittgeschwindigkeit und schnittwerkstoffe vergleiche, ich will nicht weiter darauf eingehen. Zur zeit mache ich das über externes programm. Es war auch nur für mich gemeint aber das wäre zuviel verlangt. Wollte nur fragen. Trotzdem danke ! :)
Hello Albert, application is nice. I tested English language and there are several notices which can help you, maybe. App language *App is not remember language settings after exit and restart. *App when producing message box (i.e. error case), it always use german. (i.e. when COM port connected, disconnected, etc) Another notices from testing app, *When multiple commands are on one line "T4 M06 G43" and you run "Test Code", it notify you for error. But I think M06 and G43 are supported as example. Can we make red just wrong command and not whole line? (i.e. I am using HeeksCAM 1.1) *Somebody wrote there that is good to remember last used COM port in new start of application. i.e. I have COM26 and it is quite big listing :-) In listing I have first 8-10 COM ports without number, they are just named COM and they not works. It is some issue with listing COM ports from Windows. *App is not remember settings of graphical window. I set it to 300x200mm, after app restart it was smaller as before. (100x60 or something like that). *Sometimes after finishing G-code program with milling, the app behave strange. Some warning comes up, then GRBL is restarted, and again and again. I will try to repeat and make photos of that behaviour. Exit and restart application helped. * I am curious to understandable what some buttons doing. I.e. Process Display "Cont", "Halt", and in ManualProcess "Not-Stop" "halt" "Cont". Please can you explain what these buttons are doing with process,with GRBL, with coordinates etc.? can be help in German I can help you with Czech language files and help, If I can please you to add this language into app :-). K.
@KPr thank you for your comments. KPr schrieb: > *App is not remember language settings after exit and restart. > *App when producing message box (i.e. error case), it always use german. Will be corrected within the next versions. This is also true for the settings of graphical window. KPr schrieb: > *When multiple commands are on one line "T4 M06 G43" and you run "Test > Code", it notify you for error. But I think M06 and G43 are supported as > example. Error checking is not provided by my software but all done by GRBL. The check results are just displayed in the monitor window. But even if you type "T4 M06 G43" in the input box it gives you the error "Unsupported command". So there is something wrong with that command (G43). Read GRBL documentation on the GRBL wiki sites. So far I can remeber there are some issues discussed about tool length commands in GRBL forums. KPr schrieb: > Can we make red just wrong command and not whole line? No, see above comment. KPr schrieb: > *Sometimes after finishing G-code program with milling, the app behave > strange. Some warning comes up, then GRBL is restarted, and again and > again. I will try to repeat and make photos of that behaviour. Exit and > restart application helped. It seems that there are some EMV problems within your wiring of components. The behavior looks like an arduino reset due to voltage spikes within your wiring. If it mostly happends during end of job check influence of power off of the milling spindle or something like that. KPr schrieb: > * I am curious to understandable what some buttons doing. I.e. Process > Display "Cont", "Halt", and in ManualProcess "Not-Stop" "halt" "Cont". > Please can you explain what these buttons are doing with process,with > GRBL, with coordinates etc.? can be help in German "Halt" means an intermediate stop of the running G-Code file. "Cont" means go ahead after a "Halt". Do not move the axis manually during a "Halt" cause no halt coordinates are stored (will be changed in a later version). "Not-Stop" means stop file processing and reset the arduino. Use "Not-Stop" for emergency case if something is going wrong or just for interrupt e.g. long test programs a.s.o. During a "Not-Stop" the XYZ zero point is stored and you can drive the machine back to that point by pressing the "*" button. KPr schrieb: > I can help you with Czech language files and help, If I can please you > to add this language into app :-) I can provide a seperate windows app which will show up a side by side language conversion. So you can convert to Czech language and make the change persistend. But this software is somewhat complicated. A more easy way for you is just to change the German or enlish lng-file simply with a text editor. But dont change the file name itself.
Hallo an alle, Zuerst einmal reißen Respekt und wow. Da schon öfter der Werkzeug Wechsler angesprochen wurde haben ich mir da mal ein paar Gedanken gemacht und würde mich anbieten einen Wechsler und die Controller Software zu entwickeln. (natürlich so dass jeder seinen eigenen Wechsler damit betreiben kann) Aufgrund deiner Programmierung mit der Möglichkeit einen wechselpunkt anzufahren wäre es durchaus möglich um Grbl herum zu arbeiten und das Ganze mit einem zweiten Controller zu realisieren. Ich stelle mir das folgendermaßen vor: Du implementierst eine zweite Schnittstelle für den Wechsler, die nur Infos über das momentane und angeforderte Werkzeug sendet und empfängt. Die Einstellungen und Justierung des Wechslers erfolgt über ein von mir generiertes GUI (das nur zur Justierung genutzt und für den späteren Wechsel Ablauf nicht gebraucht wird). Ich versuche die Programmierung so allgemein zu halten wie möglich, dass sowohl Schrittmotoren, Servos oder Magnete verwenden werden können. Damit ist gewährleistet dass jeder einen für seine Ansprüche passenden Wechsler bauen kann. Zum Ablauf SerialcomCNC - Die vordefinierte Wechsler Position wird automatisch angefahren - Wenn angefahren Meldung an den Wechsler Controller welches Werkzeug eingespannt ist z.B. W4 - Meldung an den Wechsler Controller welches Werkzeug benötigt wird z.B. W6 Wechsler Controller - Die Aufnahme für das Werkzeug ``W4‘‘ wird in Position gefahren - Das Werkzeug wird ausgeworfen - Die Aufnahme für Werkzeug W4 wird abgefahren - Die Aufnahme für Werkzeug W6 wird in Position gebracht - Werkzeug wird verriegelt - Die Aufnahme W6 wird abgefahren - Meldung an SerialcomCNC ``W6´´ (eingespanntes Werkzeug) diese Meldung kann dazu benutzt werden um die fräse wieder weiter arbeiten zu lassen und um beim nächsten Wechsel die Info über das genutzte Werkzeug an den Wechsler Controller zu senden. SerialcomCNC - Werkzeuglänge bestimmen - UND WEITER GEHT’S Soweit die Idee. Sensoren für die Bestätigung dass das Werkzeug eingesetzt ist oder ähnliches kann wenn überhaupt Interesse besteht noch mit eingebracht werden. Sollet die Möglichkeit bzw. Interesse von dir oder den anderen vorliegen dann bitte einfach ein Feedback schreiben.
Ich bin ein absoluter Freak wenn es um Automatisierung geht und ein Werkzeugwechsler ist echt ne feine Sache. Allerdings kann ich mir nicht vorstellen das dies hier jemand umsetzen kann da die meisten kleinen Fräsmaschienen, meine inbegriffen, über Spannzangenaufnahmen verfügen. LG, Frank P.S: Falls Du Fit im Programieren bist, ich suche noch ne UNO Firmware für meinen 6-Achs Servo Roboter Arm. Beitrag "Re: Suche Projekthilfe bei 5 Achsen Roboterarm mit Schrittmotoren"
Angehängte Dateien:
Hi Benjamin, Warum so kompliziert? Man könnte die Werkzeuge auch einfach direkt an ihren Ablage Positionen abholen, wie es z.B. bei LPKF bei der ProtoMat Serie gemacht wird. Das einzige was man dafür benötigen würde wären frei Steuerbarer Ein- und Ausgänge für das Öffnen der Spannzange und einem Sensor, ob sich ein Werkzeug im Halter befindet. Leider verfügt die GRBL Firmware über keine freien ein- und Ausgänge. L.G. Gabriel
Morgen, Ersteinmal zu Frank. Klar sollte was machbar sein. Und jetzt zu Gabriel. Albert meinte, das er nicht vor hat einen werkzeugwechselvorgang in seine Software aufzu nehmen, schon aus dem Grund das grbl die funtionen nicht unterstützt und er sonnvollerweise die grbl Firmware nicht verändern wollte. Deshalb, wie er es so schön gesagt hat, die Klimmzüge von mir. Zum Problem mit der spannzange, da kann man auf einen eigenbau industriestanart zurückgreifen, allerdings nicht mit druckluft sondern servos oder Stepper motoren. Ich suche nachher nach einem youtube video. Da hat sich einer was gutes einfallen lassen. Habs auf die Schnelle aber nicht gefunden.
Betrifft: Werkzeugwechsler Ich habe jetzt mal Versuche mit mehreren seriellen Schnittstellen in SerialComCNC gemacht. Diese verliefen erfolgreich, es lassen sich also über zusätzliche MC's (Arduinos oder was auch immer) weitere beliebige I/O Funktionen unabhängig von GRBL ausführen. Trotzdem bleibt ein Werkzeugwechsler zuerst mal Zukunftsmusik, da die in der Entwicklung befindlichen EasyJob Funktionen sehr umfangreich und zeitraubend sind. Überdies denke ich, dass im Hobbybereich kaum jemand einen Werkzeugwechsler an seiner Fräse einsetzt.
Hallo Albert, erst einmal ein dickes Lob und Danke für die Software. ich habe ein emechanisch auf der Shapeoko 2 basierende Portalfräse gebaut. Arduino Uno R3 SMD OEM, DRV8522 Treiber, Protoneer Shield, 65x65x10cm Berabeitungsraum) Mit deinem Frontend hat die Fräse auf Anhieb funktioniert, was man von den zur Shapeoko empfohlenen Tools nicht sagen kann (GBRL-Kontroller geht, hat aber Fehler in der Abarbeitung, Universila G-Code Sender übernimmt Parameter nicht korrekt -> Wegstreckenfehler). Albert M. schrieb: > A more easy way for you is just to change the German or enlish lng-file > simply with a text editor. But dont change the file name itself. Hier habe ich genau das gemacht, also die Dateien einfach umbenannt in einer deiner frühen Versionen, bisher ohne Probleme. Ich habe nun mit der Version 0.9c gearbeitet, bisher auch alles super, jedoch habe ich folgendes Verhalten beim ende eines Jobs: in einigen Fällen, bleibt die Software mit "Das Ende des G-Code Files wurde erkannt. Befehle im Puffer werden noch verarbeitet. Bitte warten bis Anzeige "Idle" ok" stehen und kann nur durch "abschießen wieder benutzt werden (alternativ über den Reset des Arduino (der Zustand der Software zeigt aber bereits "Idle" an). Vielleicht liegt's ja auch an den umbenannten Sprachdateien... :P Ansonsten scheint seit der Version 0.9c das Icon für Windows verschwunden zu sein, wobei bei gestartetem Programm in der Taskleiste alles schick ist. Ich freue mich schon darauf, den Easy-Job Modus zu testen wenn du ihn fertig hast, Dann muss man dir eigentlich mal nen Dankeschön zukommen lassen. PS: kleine Frage, hast du vor eine Art .ini Datei zum Speichern der Programmeinstellungen zu verwenden in zukünftigen Versionen (für Grafik Fenster, Sprache, verwendeten COM-Port...)? Wie gesagt großes Lob und Danke für deine bisherige Leistung und Mühe. MfG EGS (ja ich hab ne Anmeldung, ist aber grad nicht mein PC an dem ich Schreibe...)
Hallo, erstmal klasse Programm! Nun zu meinem Problem: Webcam ist die "Hama Black Tube" Treiber ist der "Microsoft WDM Image Capture (Win32)" Das Programm meint aber keine Webcam zu finden. Einen eigenen Treiber liefer aber Hama nicht mit. Was kann ich machen um es trotzdem zum laufen zu bringen? Gruß NeuerGast
NeuerGast schrieb: > Webcam ist die "Hama Black Tube" > Treiber ist der "Microsoft WDM Image Capture (Win32)" > Das Programm meint aber keine Webcam zu finden. > > Einen eigenen Treiber liefer aber Hama nicht mit. > Was kann ich machen um es trotzdem zum laufen zu bringen? Siehe dazu weiter oben im Thread: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" und hier: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"
EGS schrieb: > Albert M. schrieb: >> A more easy way for you is just to change the German or enlish lng-file >> simply with a text editor. But dont change the file name itself. > > Hier habe ich genau das gemacht, also die Dateien einfach umbenannt in > einer deiner frühen Versionen, bisher ohne Probleme. Verstehe ich jetzt nicht. Du bist doch offensichtlich deutschsprachig, warum änderst Du dann die Sprachdateien? EGS schrieb: > in einigen Fällen, bleibt die Software mit> > "Das Ende des G-Code Files wurde erkannt. > Befehle im Puffer werden noch verarbeitet. > Bitte warten bis Anzeige "Idle" > ok"> > stehen und kann nur durch "abschießen wieder benutzt werden (alternativ > über den Reset des Arduino (der Zustand der Software zeigt aber bereits > "Idle" an). Siehe dazu einen Beitrag weiter oben. Es handelt sich bei Dir anscheinend auch um EMV Probleme. Ein deutlicher Hinweis darauf ist auch Deine Aussage: "was man von den zur Shapeoko empfohlenen Tools nicht sagen kann (GBRL-Kontroller geht, hat aber Fehler in der Abarbeitung, Universila G-Code Sender übernimmt Parameter nicht korrekt -> Wegstreckenfehler)." bestätigt. Diese beiden Tools kaufen normalerweise fehlerfrei. Wenn sie bei Dir zicken hat das andere Ursachen, nämlich die von mir vermuteten EMV Probleme. Lies dazu mal weiter oben was dazu in mehreren Beiträgen geschrieben wurde. Im übrigen ist die aktuelle Software Version 0.9d, da solltest Du nicht mehr die ältere Version benutzen.
Hallo Albert, Super Programm!! Bin noch beim testen, glaube aber das ein kleiner Fehler beim vorgeben des Weges besteht, manchmal stimmen Vorwahl mit Wertänderung nicht. zB. 0,1mm vorgewählt Änderung aber um 1mm Kann es sein das sich beim z offset auch ein Fehler eingeschlichen hat? Z-Achse fährt bei Homefahrt auf offset Wert und dann wieder auf 0. Gruß Frank und weiter so!
Frank schrieb: > manchmal stimmen Vorwahl mit Wertänderung > nicht. > zB. 0,1mm vorgewählt Änderung aber um 1mm Ist bei mir noch nie vorgekommen, werde ich aber nochmal überprüfen. Du benutzt auch die neue Version 0.9d? Frank schrieb: > Kann es sein das sich beim z offset auch ein Fehler eingeschlichen hat? > Z-Achse fährt bei Homefahrt auf offset Wert und dann wieder auf 0. Das ist schon richtig so. Es verhindert dass der Fräser während der Nullfahrt über die Oberfläches des Werkstücks kratzt oder an Erhebungen anstösst. Genau dazu ist der Offset Wert gedacht. Siehe dazu den Change Log v0.9d bei den Downloads und diesen Kommentar von Tillmann: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"
Albert M. schrieb: > Verstehe ich jetzt nicht. Du bist doch offensichtlich deutschsprachig, > warum änderst Du dann die Sprachdateien? Das war noch eine der früheren Versionen, da ist das Programm immer mit Englisch gestartet. Als Abhilfe habe ich dann die Sprachdateien umbenannt, damit's immer gleich deutsch ist... ? EMV-Probleme muss ich mal schaun, habe nen schon recht kurzes USB-Kabel mit Ferriten an beiden Enden, kann mir höchstens die Treiberbausteine oder das Netzteil (Meanwell 24 VDC, 10 A) als Störquelle vorstellen. Kanns aber erst am Tag der Arbeit wieder testen, jetzt is erstmal schaffen in Berlin angesagt. MfG EGS
EGS schrieb: > EMV-Probleme muss ich mal schaun, habe nen schon recht kurzes USB-Kabel > mit Ferriten an beiden Enden, kann mir höchstens die Treiberbausteine > oder das Netzteil (Meanwell 24 VDC, 10 A) als Störquelle vorstellen. Weitere gute Kanditaten sind auch die Spindel oder die Kühlung/Absaugung, jeweils Motor an/aus.
Angehängte Dateien:
-

issue1.jpg
140 KB
@Albert, thanks you for information. So many issues will be solved in new SW generation, nice. About EMV (EMC problem), USB is not industrial proof interface. I researched this problem years ago in school, problem is usually that host or device controller lost synchronisation or they came restarted. Software mostly on operation system side cannot easily recover. I.e. in case of FTDI chip or any VCP solutions, there is problem to recover Windows API working with file I/O access. Usually disconnection and reconnection is needed to refresh also driver. Partially we can solve EMC issue with power-less notebook running from battery, where USB is floating. Also on my breakout board I have galvanic insulation of USART RX/TX, helping to avoid galvanic loops and peaks going thru. I have EMC problems in situation i.e. when GRBL wants to do zero step, like G0 Z0 etc. , it make pulse and inrush to motors, but it must be some issue of GRBL firmware. I expect that zero change do zero motor control without any pulse :-). Issue with COM ports listing attached. Sometimes SerialCOM have problems to enumerat COM ports and you see... Second Issue, when GRBL stopped by SerialCOM "NotStop" and then arduino GRBL goes to restart, it produces this weird message about floating point... . K.
KPr schrieb: > Second Issue, when GRBL stopped by SerialCOM "NotStop" and then arduino > GRBL goes to restart, it produces this weird message about floating > point... . Hi KPr, This is a known bug Albert supposed to,fix with the next Version. Albert has come to know at 19th of april over Libous announcement. That USB is not the best way to communicate with an (half/quarter) semi-professional machine is clear, better way would be rs232 or rs485...i guess ? Even centronics interface or parallel port would be much better, but Albert needs to use the given firmware for grbl-small sytem controllers. No blaming on Albert, he is doing still a great work here ? Greets EGS
@EGS, Thanks you. You are right, better is RS-232 and more better is differential RS-485 or RS-422 for both channels. I have using that in industrial machines, close to heavy engines producing a lot of EMC noise. If something goes wrong, there is also opportunity to add optical (galvanical) insulation of digital signals. They work well. For hobbist the cheapest option is from two pieces, first one is converter USB FTDI RS-232 converter (because FTDI is reliable and no many new computers have COM ports) , second optional is galvanical insulator for RS-232 as single module or breadboarded piece :-). KPr
Hallo Albert, zu > manchmal stimmen Vorwahl mit Wertänderung > nicht. > zB. 0,1mm vorgewählt Änderung aber um 1mm Ist bei mir noch nie vorgekommen, werde ich aber nochmal überprüfen. Du benutzt auch die neue Version 0.9d? Tritt auf wenn Vohrwahl über Tastatur vorgegeben wird und danach über Softbuttons. (Bedienfehler von mir oder zu ändern?) Gruß Frank
Frank schrieb: > Hallo Albert, > >> manchmal stimmen Vorwahl mit Wertänderung >> nicht. >> zB. 0,1mm vorgewählt Änderung aber um 1mm > > Tritt auf wenn Vohrwahl über Tastatur vorgegeben wird und danach über > Softbuttons. (Bedienfehler von mir oder zu ändern?) Dieses Verhalten kann ich bei mir nicht reproduzieren.
Albert M. schrieb: > Frank schrieb: >> Hallo Albert, >> >>> manchmal stimmen Vorwahl mit Wertänderung >>> nicht. >>> zB. 0,1mm vorgewählt Änderung aber um 1mm >> >> Tritt auf wenn Vohrwahl über Tastatur vorgegeben wird und danach über >> Softbuttons. (Bedienfehler von mir oder zu ändern?) > > Dieses Verhalten kann ich bei mir nicht reproduzieren. Auch ich habe dieses Problem schon öfters beobachten können. Nachdem man einen Wert von Hand eingibt ist egal ob 10, 1, 0.1 oder 0.01 ausgewählt ist, es ändert sich immer um 1mm. Zudem kommt, dass (auf jeden Fall bei mir) ein von Hand eingegebenen Beistrich oder Punkt nicht akzeptiert wird.
Bei mir habe ich von Gabriel M. beschriebenes Verhalten ebenfalls feststellen können.
Gabriel M. schrieb: > Zudem kommt, dass (auf jeden Fall bei > mir) ein von Hand eingegebenen Beistrich oder Punkt nicht akzeptiert > wird. Hallo Gabriel, mit welcher Version arbeitest du? In der aktuellen Version 0.9d sollte es gehen. In früheren Versionen habe ich es auch gehabt. Gruß Frank
Ja, en klein Bug! (auch beim 9d!) Vorschlag: die Buttons entfernen. Das schafft mehr Übersicht. Ein "echter" CNC-Fräser wird die nicht vermissen. Genauso wie beim Speed und Feed. Es wäre besser mit Trackbar. Die Buttons '$' '$$', '$H', 'P' werden selten benötigt! ...
Gabriel M. schrieb: > Nachdem man > einen Wert von Hand eingibt ist egal ob 10, 1, 0.1 oder 0.01 ausgewählt > ist, es ändert sich immer um 1mm. Zudem kommt, dass (auf jeden Fall bei > mir) ein von Hand eingegebenen Beistrich oder Punkt nicht akzeptiert > wird. Das zeigt mir, dass Du noch nicht die Version 0.9d verwendest oder das Konzept falsch interpretierst. Und versuche es mal mit einem Komma als Dezimaltrenner :) Noch mal zum Konzept der Vorwahlbuttons: Es wird NICHT, wie Gabriel vielleicht meint, um den Betrag des Vorwahlbuttons verfahren. Die Vorwahlbuttons dienen ausschliesslich dazu den Wert zu wählen um den sich der Betrag in der Eingabebox bei Betätigen der Up/Down-Buttons ändert. Es wird immer ausschliesslich um den Wert verfahren, der in der Eingabebox (Move mm) zu sehen ist. Wie auch immer, in der 0.9d kann ich dazu momemtan keinen Fehler feststellen.
Der hat nicht detailliert beschrieben, wie der Fehler kam. :-) Na dann probiere mal: - du gibst einen Wert (per Tastatur) ein. z.B 12,03 - Ohne Enter zu drücken,(Der Cursor steht noch am Ende im Editfeld), drückst bitte dann den Up/Down Taster mit der Maus. - Wieviele wurde geändert? - 0,01? nicht so schlimm, drückt mit der Maus auf Vorwahlbutton "10" - drücke erneut Up/Down -->Änderung immer noch um 0,01 jedenfalls bei mir!
Tany schrieb: > Der hat nicht detailliert beschrieben, wie der Fehler kam. Ah, jetzt seh ich es. Wird im nächsten Release behoben.
Albert M. schrieb: > Das ist schon richtig so. Es verhindert dass der Fräser während der > Nullfahrt über die Oberfläches des Werkstücks kratzt oder an Erhebungen > anstösst. Genau dazu ist der Offset Wert gedacht. Siehe dazu den Change > Log v0.9d bei den Downloads und diesen Kommentar von Tillmann: > Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit > ATMega" ist schon klar, wurde aber doch schon vorher verhindert weil erst die Z-Achse heraus fuhr. Nicht wie bei JCNC alle Achsen fahren zugleich die Nullfahrt. Wenn offset vergessen wird besteht die Gefahr jetzt aber erst recht. Sorry wenn ich nerve. Wie geht es mit dem Easy Job voran? Hoffe gut. Gruß Frank
Hallo Albert,
kleinen Tippfehler in der GRBL-Hilfe gefunden.
§§ - es werden alle persistenten Systemeinstellungenangezeigt.
müsste
$$ - es werden alle persistenten Systemeinstellungen angezeigt.
sein
Damit ein spitzen Programm noch besser wird.
Gruß
Frank
Frank schrieb: > Gabriel M. schrieb: >> Zudem kommt, dass (auf jeden Fall bei >> mir) ein von Hand eingegebenen Beistrich oder Punkt nicht akzeptiert >> wird. > > Hallo Gabriel, > > mit welcher Version arbeitest du? In der aktuellen Version 0.9d > sollte es gehen. In früheren Versionen habe ich es auch gehabt. > > Gruß > Frank Danke für den Hinweis Frank. Mit dem Update auf 0.9d funktioniert jetzt die Erkennung des Kommas. Albert M. schrieb: > Tany schrieb: >> Der hat nicht detailliert beschrieben, wie der Fehler kam. > > Ah, jetzt seh ich es. > Wird im nächsten Release behoben. Danke Albert, du bist der Größte!
Falls du bem Easy Job sehr konzentrieren muß, hier mein Vorschlag:
Die Vorwahlbuttons (10, 1, 0,1, 0.01) werden mit Tag (1000, 100, 10, 1)
verpasst.
Beim OnKlick:
UpDown1.Tag :=TButton(Sender).Tag;
Und nun beim ChangingEx von UpDownButton:
procedure...
var
k:Smallint;
begin
k:=-1;
if Direction = updUp then k:=1;
Edit1.Text
:=FormatFloat('0.00',StrToFloat(Edit1.Text)+k*UpDown1.Tag/100);
if pos('-',Edit1.Text)>0 then Edit1.Text :='0,00';
end;
@ Tany Der Fehler ist behoben und die Ursache war banal. Die Komponente hat eine Eigenschaft "IncrementSmart" die dummerweise gesetzt war und das Fehlverhalten verursacht hat.
Frank schrieb: > Wenn offset vergessen wird besteht die Gefahr jetzt aber erst recht. > Sorry wenn ich nerve. Änderungen für die nächste Version: Der eingestellte "Home Offs Z0" Wert wird beim Programmende gespeichert und steht im Auslieferzustand der Software auf 10 mm. Ich denke das ist ein tragbarer Kompromiss. Die Einstellungen vom ComPort und die Baudrate werden beim Programmende ebenfalls gespeichert.
Hallo Albert, warum werden die Koordinaten nach abarbeiten eines Files und beim Reset auf 0 gesetzt? (aktuelle Version V0.9d) Nullfahrt ist so etwas schwierig. G92.1 und dann Nullfahrt(Home XYZ) War in älteren Versionen nicht der Fall.(z.b. V0.7c)
Frank schrieb: > warum werden die Koordinaten nach abarbeiten eines Files und > beim Reset auf 0 gesetzt? (aktuelle Version V0.9d) Weil GRBL die Weltkoordinaten bei Reset auf Null setzt. Dieses Problem wurde aber bereits ab Version 0.8d behoben: Beim Not-Stop werden die aktuellen Koordinaten aus den Maschinenkoordinaten neu in Weltkoordinaten umgerechnet und in die Anzeige eingetragen. Auf XYZ Null zurückfahren geht jetzt nach Not-Stop mit dem * Button.
Albert M. schrieb: > Beim Not-Stop werden die aktuellen Koordinaten aus den > Maschinenkoordinaten neu in Weltkoordinaten umgerechnet und in die > Anzeige eingetragen. Auf XYZ Null zurückfahren geht jetzt nach Not-Stop > mit dem * Button. Nicht nach Not-Stop sondern nach normalen File ende. Wenn im File nicht Home Position angefahren wird. Gruß Frank
@ Frank Die Koordinaten werden nach normalem File-Ende NICHT auf Null gesetzt, sondern stehen auf der aktuellen Position. Wenn die Koordinaten bei Dir auf Null gesetzt werden (wahrscheinlich MC-Reset), hat das andere Ursachen, z.B. EMV Probleme durch ausschalten der Spindel am File-Ende oder ähnliches.
Frank schrieb: > warum werden die Koordinaten nach abarbeiten eines Files und > beim Reset auf 0 gesetzt? (aktuelle Version V0.9d) Wenn in der letzten Zeile M05M30 oder M2 steht...
Tany schrieb: > Wenn in der letzten Zeile M05M30 oder M2 steht... G-Code Guidelines: "To end a program, program: M2 or M30. M2 leaves the next line to be executed as the M2 line. M30 "rewinds" the G-code file. These commands can have the following effects: Axis offsets are set to zero" Bei M30 / M2 macht GRBL also einen Reset/Nullsetzung. Um dieses etwas unglückliche Design für GRBL zu umgehen und die Nullsetzung zu verhindern, wird in meiner Software der M30 Befehl abgefangen und nicht auf GRBL ausgeführt. Eine Kombination wie M05M30 ist dabei nicht zulässig. Als letzter Befehl muss M30 daher alleine als letzte Zeile im Code stehen (oder weggelassen werden). Die G-Code Richtlinie ist für GRBL deshalb unglücklich, weil alle Weltkoordinaten bei M30 auf Null gesetzt werden (also auch der gesetzte Nullpunkt), die Maschinenkoordinaten aber nicht manipuliert werden können. Siehe dazu auch die Diskussionen oben im Thread. Daher wird der M30 Befehl von mir nicht zur Ausführung gebracht und nur als Programm-Ende Kennung benutzt. Dadurch bleiben die Nullpunkt-Koordinaten und die aktuelle Position erhalten und ein Reset/Nullsetzung beibt dem Anwender überlassen. Der Befehl M2 wird noch nicht abgefangen (da selten benutzt), dies wird aber für die nächste Version nachgeholt.
@ Tany Problem lag an Anweisung M2 in lezter Zeile. Danke! @ Albert Hinweis: In Version 0.7c war es kein Problem die Anweisung M2 zu verwenden. Vieleicht hilfreich?
Frank schrieb: > Hinweis: In Version 0.7c war es kein Problem die Anweisung M2 > zu verwenden. Vieleicht hilfreich? Wie gerade geschrieben (für die nächste Version): Zusätzlich zum M30 Befehl wird nun auch M2 ignoriert, d.h. diese File-Ende Befehle werden nicht ausgeführt um ein Reset zu vermeiden. M2 und M30 können damit optional am File-Ende stehen, bewirken aber weiter nichts.
Hier noch etwas mehr Hintergrund-Informationen über die M2 / M30 Problematik: https://github.com/grbl/grbl/issues/681
Albert M. schrieb: > Hier noch etwas mehr Hintergrund-Informationen über die M2 / M30 > Problematik: > > https://github.com/grbl/grbl/issues/681 Ohne das zu lesen: Nach M2 und M30 führt gbrl keine weitere G-Code mehr aus. D.h G-Mode ist nicht aktiv. Die nach M2/M30 gesendete G-Code gehen verloren. Um das wieder zu aktivieren braucht man bei Bedarf nur ~ rüber zu schicken und alles wieder i.O. M2 und M30 setzen zwar Controller zurück, die WPos bleibt aber erhalten. Du läßt aber nach dem Reset immer den Befehl G92 X0 Y0 Z0 ausführen und und setzt damit alle auf Null. Gruß Tany
Tany schrieb: > M2 und M30 setzen zwar Controller zurück, die WPos bleibt aber erhalten. Nein. Beweis (einfach mal ein Terminalprogramm am Arduino anschliessen); hier der Terminal-Dump: G92 X0 Y0 Z0 ok ? <Idle,MPos:-60.000,0.000,0.000,WPos:0.000,0.000,0.000> ok G90 ok G0 X-15.000 Y0.000 ok ? <Idle,MPos:-75.000,0.000,0.000,WPos:-15.000,0.000,0.000> ok M30 ~ ok Grbl 0.9i ['$' for help] ok ? <Idle,MPos:-75.000,0.000,0.000,WPos:-65.000,0.000,-9.412> ok Wie Du siehst steht nach ~ in den World-Koordinaten nur noch Unfug. Was meinst Du warum ich die Umstände in der Software mache, teilweise auch aus den Maschinen-Koordinaten zurückrechne, wenn es auch einfacher gehen würde? Das Thema ist für mich jetzt erledigt und ich bleibe vorerst bei meinem Ansatz bis sich event. hierzu in weiteren Versionen von GRBL was ändert.
Albert M. schrieb: > Was meinst Du warum ich die Umstände in der Software mache, teilweise > auch aus den Maschinen-Koordinaten zurückrechne, wenn es auch einfacher > gehen würde? Natürlich geht's viel einfacher, aber das Thema bleibt für dich erstmal erledigt. :-)
Albert M. schrieb: > Beweis (einfach mal ein Terminalprogramm am Arduino anschliessen); > hier der Terminal-Dump G92 X0 Y0 Z0 ok ? <Idle,MPos:0.000,0.000,0.000,WPos:0.000,0.000,0.000> ok G90 ok G0 X-15.000 Y0.000 ok ? <Idle,MPos:-15.000,0.000,0.000,WPos:-15.000,0.000,0.000> ok M30 ~ ok Grbl 0.9i ['$' for help] ok ? <Idle,MPos:-15.000,0.000,0.000,WPos:-15.000,0.000,0.000> ok
@ Tany Das stimmige Ergbnis erzielst Du nur nach einem Hard-Reset (Stecker raus/rein). Ist schon vorher einiges an Code gelaufen und diverse Resets ausgeführt, erhälst Du meistens ein völlig verkehrtes Ergebnis, wie ich oben eindeutig gezeigt habe. Glaube mir, dass ich diesbezüglich ausgiebig Versuchedurchgeführt habe und GRBL in dieser Beziehung nicht zu trauen ist. Daher ist vorerst mein Work-Around die sinnigste Lösung. Und wie schon geschrieben, werde ich mir dazu auch erstmal keine Gedanken mehr machen.
Hallo Albert, Super Programm!! habe eine kleine Frage. Ist es eine Option eine Loop einzubauen mit geändertem Z Wert gebraucht wird es bei mir wenn das Brett etwas dicker ist. z.B. neue Zeile am Ende Loop 3 Nxx Z+= -2 Loop 3 mal nach zeile Nxx mit wert Z + -2 Gruß Heinz
Hallo Albert, vielen Dank für Dein Projekt und das daraus entstandene SerialComCNC. Ich habe es jetzt auf einem Netbook laufen. Die ursprüngliche OS Version Windows 7 Starter wollte per tout keine Werte vom GRBL entgegen nehmen (Serial <-> USB Wandler CP2102). Nun habe ich mir eine Version Windows 7 Home Premium gekauft und siehe da: es funktioniert. Auf dem kleinen Bildschirm passt die Anwendung so gerade drauf. Schön wäre es wenn man einstellen könnte, daß das Programm immer im Vollbild startet (scheint zur Zeit eine festeingestellte Fenstergröße zu haben - kann in der Verknüpfung einstellen was ich will, es startet nicht im Vollbild), da ich das Tool im Autostart habe. Ansonsten bin ich mehr als zufrieden und habe das Programm schon weiter empfohlen. Ach ja, ich betreibe eine eShapeOko mit dem GRBL und einer 3fach TB6560 Treiber Stufe mit NEMA17 Motoren. Marco
Heinz schrieb: > habe eine kleine Frage. > Ist es eine Option eine Loop einzubauen mit geändertem Z Wert Loops werden in GRBL nicht Unterstützt. Was Du brauchst bietet Dir aber jedes CAM Programm mit dem Parameter Zustellung. Wenn Du im CAM Programm eine Frästiefe von z.B. 5 mm eingibst mit einer Zustellung von z.B. 2 mm wird ein G-Code erstellt der genau macht was Du möchtetst. Aber vieleicht habe ich Dich ja falsch verstanden? Marco schrieb: > Auf dem kleinen Bildschirm passt die Anwendung so gerade drauf. Schön > wäre es wenn man einstellen könnte, daß das Programm immer im Vollbild > startet Es freut micht, dass Du mit der Software zufrieden bist. Ab der nächsten Version kann das Arbeitsfenster beliebig vergrössert werden und die aktuelle Position/Grösse wird bei Programmende gespeichert.
Albert schrieb: > WertLoops werden in GRBL nicht Unterstützt. Was Du brauchst bietet Dir > aber jedes CAM Programm mit dem Parameter Zustellung. Wenn Du im CAM > Programm eine Frästiefe von z.B. 5 mm eingibst mit einer Zustellung von > z.B. 2 mm > wird ein G-Code erstellt der genau macht was Du möchtetst. Aber > vieleicht habe ich Dich ja falsch verstanden? ja wenn ich ein CAM Programm nutze ist das schon klar, aber bei einem kleinen Easy Job müsste ich Z ändern und den Rest noch einmal kopieren klar kann ich machen. Nur hatte ich mir gedacht wenn schon im Easy Job mit Parametern gearbeitet wird dann wäre das eine Möglichkeit, so wie bei plt Dateien. Eigendlich will ich das Programm nur loben heinz
Heinz schrieb: > ja wenn ich ein CAM Programm nutze ist das schon klar, aber bei einem > kleinen Easy Job müsste ich Z ändern und den Rest noch einmal kopieren > klar kann ich machen. Nur hatte ich mir gedacht wenn schon im Easy Job > mit Parametern gearbeitet wird dann wäre das eine Möglichkeit Dass Du den EasyJob meintest, ging aus Deinem ersten Post nicht so klar hervor. Der EasyJob erzeugt daselbe wie ein CAM Programm, damit geht dann genau das was Du möchtest.
Albert M. schrieb: > Es freut micht, dass Du mit der Software zufrieden bist. Ab der nächsten > Version kann das Arbeitsfenster beliebig vergrössert werden und die > aktuelle Position/Grösse wird bei Programmende gespeichert. Juhuu ! Vielen Dank ! Freue mich drauf. Bis bald Marco
Hallo Albert. Vielen dank für das gigantische Programm und für die ständige weiterentwiklung! L.G. aus Italien LM317
Hallo Albert,
ich teste v0.9d mit selbst gebautem Kreuztisch und Stift in der Z-Achse.
Im manuellem Prozess verfahre ich x und y um je +20mm setze x und y
auf 0, starte ein einfachen G-Code, bis dahin alles ok.
Komme aber nun nicht mehr auf die Home Position.
Mit v0.7 kann ich mit Reset die aktuelle Position in die Anzeige zurück
bringen und dann Home Position fahren.
Ist es vieleicht möglich es in der nächsten Version wieder wie in v0.7
zu machen?
Freue mich aber auch so die neue Version deines Super Programms zu
testen.
Im jetzigem Stadium meiner Stiftfräse verwende ich halt bis
auf weiteres v0.7.
Gruß
Frank
Frank schrieb: > Im manuellem Prozess verfahre ich x und y um je +20mm setze x und y > auf 0, starte ein einfachen G-Code, bis dahin alles ok. > Komme aber nun nicht mehr auf die Home Position. > Mit v0.7 kann ich mit Reset die aktuelle Position in die Anzeige zurück > bringen und dann Home Position fahren. Version 0.9d: Ich verstehe die Vorgehensweise nicht wirklich :) Normalerweise setzt man die gewünschte Home Position mit dem Button "Setze XYZ Null". Wenn man irgendwann auf Home zurück will betätigt man den * Button. Der Reset Button ist da kontraproguktiv, weil dann die Home Position gelöscht wird. LM317 schrieb im Beitrag #4121921: > Hallo Albert. > Vielen dank für das gigantische Programm und für die ständige > weiterentwiklung! > L.G. aus Italien > LM317 Freut mich, dass es Dir gefällt! Gruss Ulrich Albert
Albert M. schrieb: > Version 0.9d: > Ich verstehe die Vorgehensweise nicht wirklich :) > Normalerweise setzt man die gewünschte Home Position mit dem Button > "Setze XYZ Null". Wenn man irgendwann auf Home zurück will betätigt man > den * Button. Der Reset Button ist da kontraproguktiv, weil dann die > Home Position gelöscht wird. Um ein gleiches Objekt an verschiedenen Positionen zu fräsen(noch zeichnen) und am Ende wieder an die Maschinen Home Position zu gelangen ;) Ist vieleicht doof aber funktioniert mit v0.7. Gruß Frank
Frank schrieb: > Um ein gleiches Objekt an verschiedenen Positionen zu fräsen(noch > zeichnen) > und am Ende wieder an die Maschinen Home Position zu gelangen ;) > Ist vieleicht doof aber funktioniert mit v0.7. Also: Die Version 0.9d macht genau das was Du möchstet, wenn nicht hat das andere Ursachen. Das alles wurde oben im Thread bereits ausgiebig diskutiert.
Hallo Albert, ich glaube ich habe die Tastaturfunktion nicht kapiert: welche Tasten sind denn den einzelnen Achsen zugeordnet ? Die Cursor-Tasten machen jedenfalls nichts. Danke für eine kurze Rückmeldung. Marco
Marco schrieb: > welche Tasten > sind denn den einzelnen Achsen zugeordnet ? Die Cursor-Tasten machen > jedenfalls nichts. Bei "Tastatur" muss der Haken gesetzt sein. Die Steuerung erfolgt dann über den rechten numerischen Block der PC Tastatur (dabei darf die Num-Funktion der Tastatur nicht aktiviert sein). Der allererste Tastenanschlag nach Aktivierung von "Tastatur" wird immer ignoriert. X-Achse = Pfeil rechts/links (Tasten 6/4) Y-Achse = Pfeil oben/unten (Tasten 8/2) Z-Achse = Page Up/down (Tasten 9/3) Es muss natürlich vorher Feed und Vorschub passend gesetzt werden. Wenn man den numerischen Tastaturblock nicht verwenden will können alternativ auch die 4 Pfeil-Tasten und Page up/down der Tastatur genutzt werden. Vorsicht ist jedoch geboten die Tasten nicht solange gedrückt zu halten, dass die Repetierfunktion der Tastatur aufgerufen und beliebig oft in den Tastaturpuffer geschrieben wird und damit die Fräse mit Kommandos überflutet. Also immer nur kurz hintereinander die Tasten drücken :)
Hallo Albert, danke für die Antwort. Gerade im Keller gewesen, ausprobiert und für (fast) gut befunden. Mein Netbook hat weder einen Nummernblock noch Page up/down Tasten die nicht über die "FN" Taste aufgerufen werden. Aber ich habe schon eine Idee: ich habe hier noch einen Arduino pro micro (Leonardo) liegen, der als HID Device programmiert werden kann. Damit werde ich mir einen kleine Handsteuerrung bauen. Ach ja, was war denn nun mein Fehler ? Ich hatte vergessen Feed und Vorschub zu setzen. Wenn man das noch automatisch auf seine gewünschten Werte setzen könnte wäre das Prima: Netbook ein, SerialComCNC im Autostart, zum GRBL verbinden, Feed wird automatisch gesetzt, Handsteuerung ist ein, Fräser positionieren, auf Null setzen, G-Code aufrufen, Drehzahl festlegen und los gehts. Klasse ! Wieder einmal herzlichen Dank ! Das Tool macht immer mehr Spaß Marco
Albert M. schrieb: > Also: Die Version 0.9d macht genau das was Du möchstet, wenn nicht hat > das andere Ursachen. Das alles wurde oben im Thread bereits ausgiebig > diskutiert. Welche Ursachen könnten es sein? Kann machen was ich will es funktioniert einfach nicht. Vieleicht falsche Einstellung in GRBL? Hat oder hatte sonst noch jemand das gleich Problem. Bei Betätigung von * neben "Weiter" fährt nur die z-Achse 10mm hoch und wieder 10mm runter. x und y bleiben auf 0. Über Anregungen oder Lösung würde ich mich freuen. Frank
Frank schrieb: > Kann machen was ich will es funktioniert einfach nicht. Wir machen jetzt mal einen Versuch, gerade bei mir getestet :) Lade folgenden Code (macht einen Kreis um den Nullpunkt) M3 G0 Z2.00 G0 X20.000 Y40.000 G0 Z0.8 F400 G1 Z-3 F800 G2 X60.000 Y40.000 I20.000 G2 X20.000 Y40.000 I-20.000 G0 Z2.00 M5 M30 Setze den gewünschten Nullpunkt mit "Setze XYZ Null". Start Datei. Nachdem die Datei abgearbeitet ist steht in der Anzeige: X 20 Y 40 Z 2 Drücke jetzt den * Button (neben Weiter). Z fährt dann auf 10 hoch X und Y fahren auf Null Z fährt auf Null Somit bist Du nun genau wieder auf Deinen Nullpunkt zurückgefahren. Sollte auch bei Dir problemlos gehen. Wenn mit Deinem eigenem Code die Vorgehensweise nicht funktioniert, würde ich überprüfen ob darin das Koordinatensystem irgendwie beinflusst wird. Wenn bei Dir mit meiner obigen Demo nicht die angebenen Werte in X,Y,Z stehen, sondern Null, probiere das Ganze mal mit ausgeschalteten Treibern, also mit dem Arduino alleine. Funktioniert es dann, hast Du ein EMV Problem.
Hallo Albert, vielen Dank für die schnelle Antwort. Ist aber nicht das eigentliche Problem. Wenn ich z.B. diesen Kreis mehrmals zeichnen möchte in Abstäden von z.B 40mm, komme ich nicht mehr auf den den ursprünglichen Nullpunkt. Was wie schon gesagt mit v0.7 möglich war. Trotzdem Danke! Gruß Frank
@ Frank wie sieht das Programm aus? möchte mit meinem Programm testen... Gruß Tany
Frank schrieb: > Wenn ich z.B. diesen Kreis mehrmals zeichnen möchte in Abstäden von z.B > 40mm, komme ich nicht mehr auf den den ursprünglichen Nullpunkt. Ich könnte event. einen Master-Nullpunkt einführen, der beim Setzen von den Maschinenkoordinaten abgeleitet wird. Beim Aufrufen werden diese dann mit den aktuellen Maschinenkoordinaten verrechnet, d.h. mit den Differenz-Beträgen wird dann auf den Master-Nullpunkt zurückgefahren. Setzen und Aufrufen des Master-Nullpunktes würde dann über das Menue abgewickelt, um nicht noch mehr Buttons auf der Oberfläche zu haben. Der Master-Nullpunkt wäre auch gegen ein Soft-Reset resistent, da die Maschinenkoordinaten nur durch ein Hard-Reset zurück gesetzt weden können.
Angehängte Dateien:
-

Test.jpg
91 KB
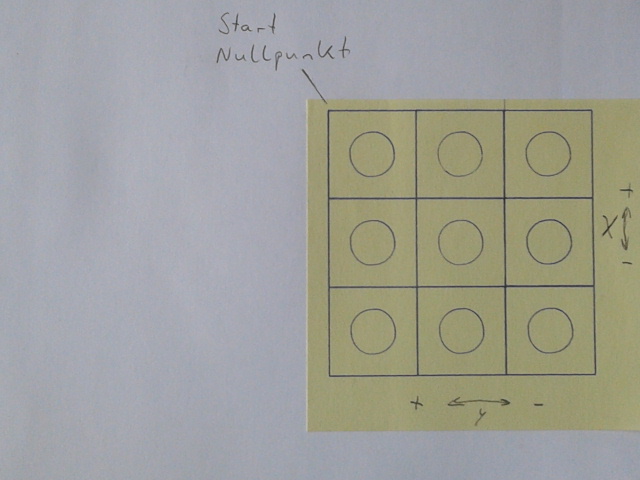
Hallo Tany, hier das Programm und ein Foto fürs bessere Verständnis. G17 G90 G21 G00 Z2 G00 X10 Y15.099 M03 G01 Z-1 F200 G02 X15.099 Y10 I0 J-5.099 F700 G02 X10 Y4.9 I-5.099 J0 G02 X4.9 Y10 I0 J5.099 G02 X10 Y15.099 I5.099 J0 G00 Z2 G90 X0 Y0 G00 Z2 G01 Z-1 F200 X20 Y0 F700 X20 Y20 X0 Y20 X0 Y0 G00 Z0 M05 Erstes zeichnen +20mm,dann nullen, zweites zeichnen und so weiter. Mit v0.7 war es kein Problem nach dem Neunten wieder zum Start Nullpunkt zurück zu gelangen. Reset-Button drücken Koordinaten vom Start Nullpunkt stehen in Anzeige und dann Homefahrt ausführen. Ist alles ist nicht ganz so dramatisch, brauchte ich bis jetzt nur zur Überprüfung der Genauigkeit meines Prototypen. Und funktioniert ja noch immer mit v0.7. Gruß und Danke fürs Interesse Frank
Albert M. schrieb: > Ich könnte event. einen Master-Nullpunkt einführen, Hallo Albert, habe deinen Post gerade erst gesehen. Möchte dich nicht von den wichtigen Aufgaben abhalten sprich "Easy Job" usw. Habe nur gedacht da das Ganze in v0.7 ja schon einmal vorhanden war und auch ohne Probleme funktionierte. Wie in meinem Post an Tany schon geschrieben komme ich für meinen Zweck mit v0.7 klar. Wenn es mit dem Master-Nullpunkt für dich kein zu großer Aufwand ist und das Ganze auch so funktioniert wäre das mega Toll. Gruß Frank
Hallo Frank, bei mir funktioniert so tadellos; G17 G90 G21 G00 Z2 G00 X10 Y15.099 M03 G01 Z-1 F200 G02 X15.099 Y10 I0 J-5.099 F700 G02 X10 Y4.9 I-5.099 J0 G02 X4.9 Y10 I0 J5.099 G02 X10 Y15.099 I5.099 J0 G00 Z2 G90 X0 Y0 G00 Z2 G01 Z-1 F200 X20 Y0 F700 X20 Y20 X0 Y20 X0 Y0 G00 Z0 G54 x40Y0 G92X0Y0 G00 Z2 .... G00 Z0 G54 x40 Y-40 G92X0Y0 G00 Z2 .... G00 Z0 G92.1 G00 X0 Y0 M5 M30 Die Maschine fährt exakt auf 1. Nullpunkt zurück. Ich glaube M30 nutzt die echte CNC Maschine zur Zeilensprung (GOTO MarkeX:) Da die gbrl sehr beschränkt ist, kann man dies auch per Software ergänzen. Probiere mal mit G54 und G92/G92.1, vielleicht klapp's bei dir. Gruß Tany
Frank schrieb: > Wenn es mit dem Master-Nullpunkt für dich kein zu großer Aufwand ist und > das Ganze auch so funktioniert wäre das mega Toll. Ich habe die neue Funktion "Master Zero Point" implementiert: Set Master Zero Point Goto Master Zero Point Nach Setzen des Master Zero Point kann man beliebig oft normale Nullpunkte setzen, G-Code Files abarbeiten oder den Reset-Button betätigen. Nach Aufruf von "Goto Master Zero Point" wird danach immer genau auf den Master Zero Point zurückgefahren. Dabei wird die Z-Offset Einstellung berücksichtigt (Z hoch, verfahren, Z runter).
Albert M. schrieb: > Ich habe die neue Funktion "Master Zero Point" implementiert: Hallo Albert, freue mich schon auf die ersten Tests. Danke für deine Mühe. Hoffe das Thema hat dich nicht zu sehr von den anderen Aufgaben abgehalten. Viele Grüße Frank
Angehängte Dateien:
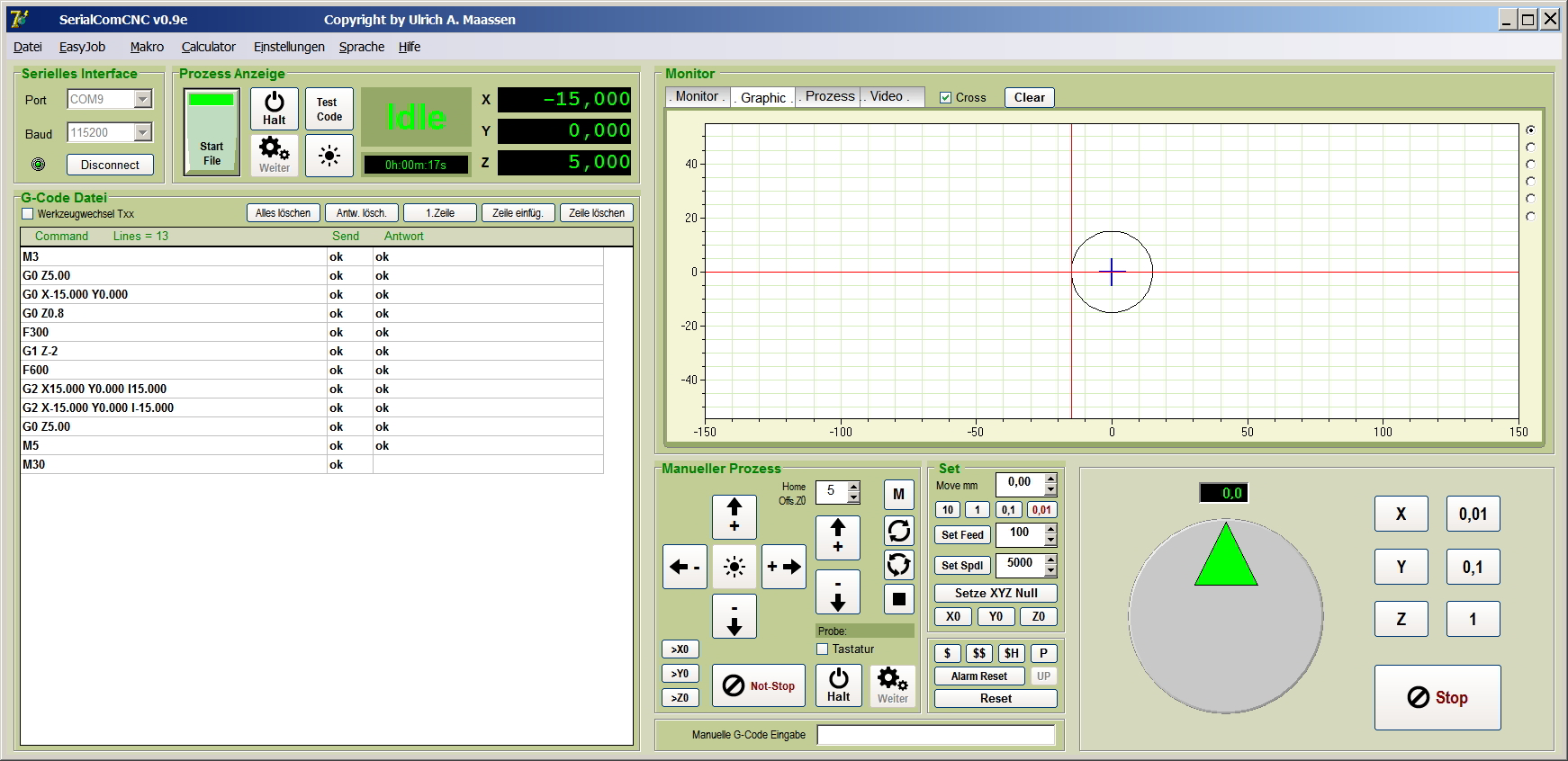
Oben seht ihr eine Vorschau auf die nächste Version im Entwicklungsstadium. Vorgesehen ist unter anderem ein Software JogDial, mal sehen ob sich der problemlos implementieren lässt. Bis jetzt funktioniert es im Prinzip, hat aber noch so einige Tücken. Die JogDial Funktion wird erst bei vergrössertem Programmfenster eingeblendet. Beim Drehen des JogDials verfährt die angewählte Achse je schneller je weiter die Drehung beträgt, beim Loslassen der Mouse-Taste springt der JogDial auf Null zurück. Die Auswertung der jeweiligen Drehposition ist logarithmisch, um bei kleineren Werten einen feinfühligeren Vorschub zu gewährleisten. Die max. Drehung nach rechts/links beträgt 180 Grad. Ausserdem gibt es eine umfangreiche neue Hilfe im HTML Browser Format und im CHM Format. Die EasyJob Funktionen dauern noch.
Angehängte Dateien:
-

Foto.JPG
150 KB

Hallo Albert, habe meine alte Handsteuerung für GRBL, die niemals funktioniert hat, wieder rausgekramt und die Platine darin geändert für den Arduino pro micro. Jetzt habe ich noch eine freie Taste (die runde in der Mitte). Kann man noch das "Set all axis to zero" - also Nullpunktsetzen auf eine Taste legen, welche ich dann nutzen kann ? Dann kann ich die Fräse mit der Handsteuerung positionieren und auch gleich den Nullpunkt setzen. Vielen Dank & schönen Sonntag Marco
Marco schrieb: > Jetzt habe ich noch eine freie Taste (die runde in der Mitte). Kann man > noch das "Set all axis to zero" - also Nullpunktsetzen auf eine Taste > legen, welche ich dann nutzen kann ? Dann kann ich die Fräse mit der > Handsteuerung positionieren und auch gleich den Nullpunkt setzen. Werde ich für die nächste Version berücksichtigen. Als Tastenzuordnung werde ich Z benutzen und nicht im Tastatur-Zehnerblock die 5, um versehentliches Nullsetzten für alle die die Pfeiltasten verwenden, zu vermeiden.
Schönen Sontag Abend allerseits. Seit kurzem habe ich begonnen mir eine kleine cnc fräse zu bauen. Da ich bereits einige Erfahrung mit Arduino habe ist die Entscheidung auf grbl gefallen, und als Steuersoftware würde ich gerne deine Software benutzen. Ich habe zwar noch fast noch nie mit einer cnc fräse gearbeitet, aber da ein Bekannter von mir eine „Professionelle“ Maschine besitzt, und ich ihm schon einige Male über die Schulter geschaut habe, wenn er für mich eine leiterplatte gefräst hat, traue ich mir die Bedienung durchaus zu. Seine Maschiene läuft über die Software kay, bei der es die Möglichkeit gibt den gcode zu vervielfältigen, zu drehen und zu spiegeln. Da ich meine fräse in erster Linie zum gravieren und bohren von Leiterplatten verwenden werde, wäre vor allem die Funktion zum Vervielfältigen und zum spiegeln sehr hilfreich. Könnten diese Funktionen eventuell in der nächsten Version eingebaut werden? Es hat aber keine Eile, da ich die Hardware meiner fräse auch erst bauen muss, was bei meinem handwerklichen Geschick einige Tage länger dauern könnte :-). Ich wäre dir sehr dankbar! Ich habe schon etwas mit deiner Software rumgespielt, und da ist mir die Funktion Excelon Drill Data Converter aufgefallen, kann ich damit also CAM direkt mit EAGLE erzeugen und Importieren, ohne irgendein ULP? Ich habe auch noch eine Frage an alle: Was für einen fräsmotor verwendet ihr? Bei meinem bekannten ist ein Bosch (Isel) UFM 500 verbaut, der allerdings für meine Verwendung mit 500W leicht überdimensioniert ist oder was sagt ihr dazu? Ich habe einen Dremel herumliegen, den ich immer zum aufbohren und schneiden von Lochraster verwende. Er hat 130W und geht bis auf 33.000U/min kann ich in verwenden? Reichen 130W wenn ich auch mal etwas dickeres z.B. eine Alu frontplatte fräsen will? Der dremel ist zudem nicht lastgeregelt, was bedeutet, das er bei zu hoher last langsamer wird, ist das ein Problem? Das ist für mich komplettes Neuland, weshalb ich für sämtliche Anregungen offen bin. Hoffe auf zahlreiche Antworten! Thomas D. P.S. Link zu Kay: http://www.galaad.net/galaad3-deu.exe (vielleicht findest du ja sonst noch nützliche funktionen)
Thomas D. schrieb: > Ich habe einen Dremel herumliegen Ich rate dir von der Verwendung eines Dremels als Spindel ab, ich habe selbst einen dremel 3000 an meiner Fräsmaschine und er hat schon zwei Mal mitten bei der Arbeit aufgehört zu drehen und musste repariert werden (zum Glück noch unter Garantie). Zur Leistung kann ich sagen, dass 130W zum Fräsen von Platinen und anderen weichen Materialien durchaus ausreichen. Wie es mit Alu aussieht weiß ich nicht, es hängt aber vor allem vom Durchmesser des Fräsers und dem Vorschub ab.
Albert M. schrieb: > Werde ich für die nächste Version berücksichtigen. Als Tastenzuordnung > werde ich Z benutzen und nicht im Tastatur-Zehnerblock die 5, um > versehentliches Nullsetzten für alle die die Pfeiltasten verwenden, zu > vermeiden. Hallo Albert, tolle News ! Danke ! Gruß Marco
Hallo Albert, ich habe nun einen Arduino Nano V3 mit CH340 seriell/USB Wandler mit GRBL 0.9i im Einsatz. Leider braucht es häufig einen Reset des Controllers mittels Reset-Taster, damit dieser von Deinem Programm erkannt wird. Ein Arduino pro Mini mit einem CP2122 seriell/USB Wandler wird dagegen sofort erkannt. Es scheint so als ob der Controller (ATMega 328P) nicht immer beim Initialisieren der Schnittstelle einen Reset bekommt. Hast Du eine Idee ? Gruß Marco
Marco schrieb: > ich habe nun einen Arduino Nano V3 mit CH340 seriell/USB Wandler mit > GRBL 0.9i im Einsatz. Leider braucht es häufig einen Reset des > Controllers mittels Reset-Taster, damit dieser von Deinem Programm > erkannt wird. Ein Arduino pro Mini mit einem CP2122 seriell/USB Wandler > wird dagegen sofort erkannt. Das sind Treiber Probleme die mit meiner Software nichts zu tun haben. Leider weiss ich da auch keinen Rat. Versuche es doch mal hier: https://github.com/grbl/grbl/issues
Angehängte Dateien:
-

SerialComCNC_v0.9e.png
110 KB
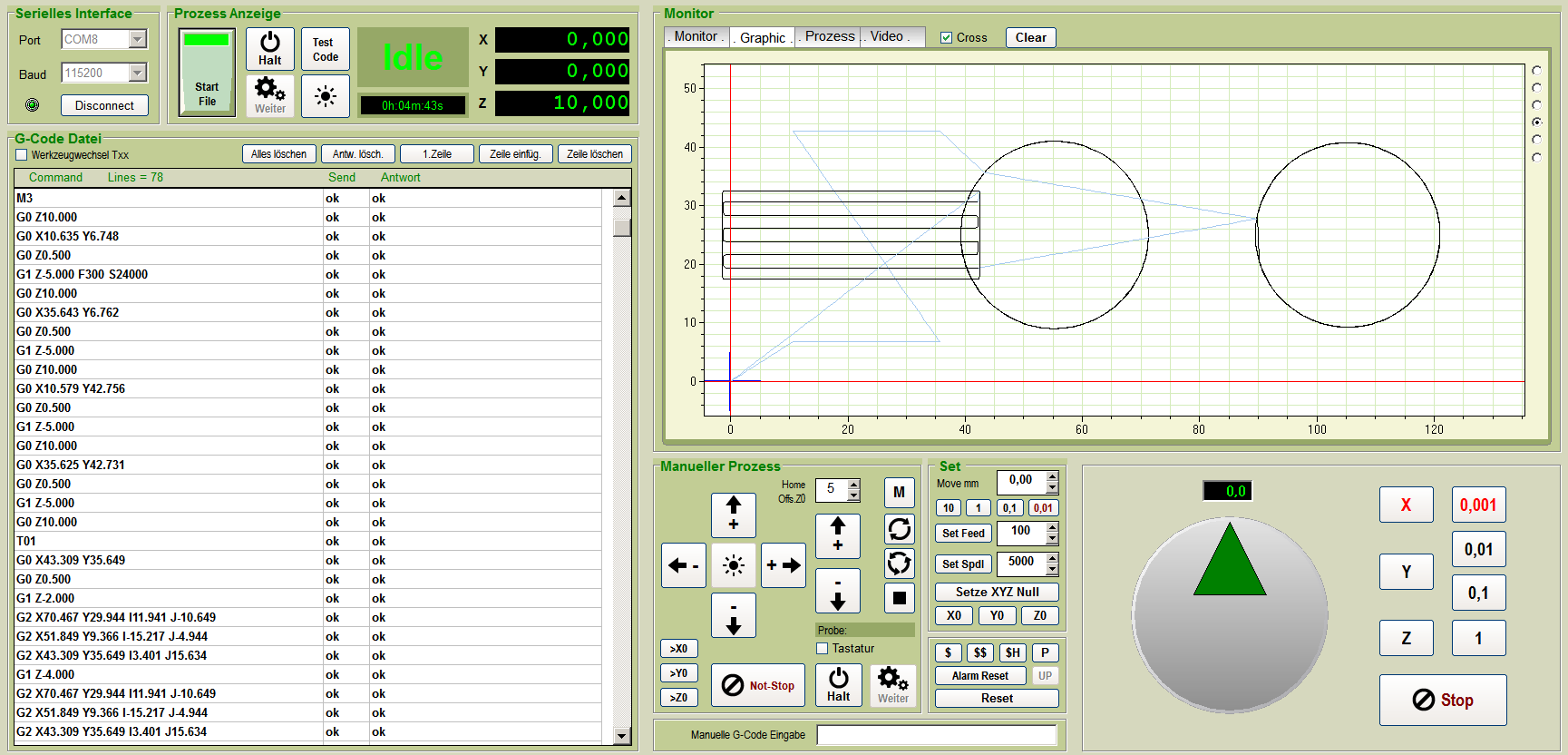
Anbei SerialComCNC Version 0.9e Change Log V0.9e ---------------- Neue ausführliche Hilfe im HTML Browser Format. Es wird dabei der default Web-Browser aufgerufen. Alternativ befindet sich ein CHM-Hilfe File im Ordner. Das Programmfenster kann jetzt beliebig vergrössert werden. Die unter Einstellungen/Graphic vordefinierten Skalierungen können nun auch im Monitor/Graphic Fenster direkt am oberen rechten Graphic-Fensterrand aufgerufen werden. Graphische Darstellung jetzt immer isometrisch. Bei der Einstellung der Achsen können nun nur noch Xmin, Xmax und Ymin geändert werden. Ymax wird daraus autom. bei Klick auf "Update Graphic" so berechnet, dass sich eine isometrische Darstellung (Kreis ist immer rund) ergibt. Beim Vergrössern/Verkleinern des Programmfensters bleibt die Isometrie erhalten. Wenn unter Einstellungen/Graphic "Supress Lines" markiert ist, werden nicht mehr alle XY-Bewegungen schwarz dargestellt, sondern nur noch bei einer Z Höhe kleiner Null. Bei einer Z-Höhe grösser und gleich Null wird die Bewegung nur noch als dünne blaue Linie gezeichnet (siehe Bild oben). Der Video-Modus kann jetzt nicht mehr während des Fräsbetriebes (File-Mode) gestartet werden. Fehler bei den Einstellungen bei Set Move mm behoben. Die benutzte Einstellung wird mit einer roten Button-Beschriftung markiert. Zusätzlich zu den Pfeiltasten an der Eingabebox lassen sich die Werte auch mit mit den Pfeiltasten (Up/Down) des numerischen Keyboards ändern und mit den PageUp/PageDown Tasten um jeweil dem 10 fachen des vorgegebenen Wertes. Fehler nach Notstop "kein gültiger Gleitkommawert" behoben. Bei Programmende werden gespeichert: ComPort und Baudrate, "Home Offs Z0", Position und Grösse des Programm-Fensters. Zusätzlich zum M30 Befehl wird nun auch M2 ignoriert, d.h. diese File-Ende Befehle werden nicht ausgeführt um ein Reset zu vermeiden. M2 und M30 können damit optional am File-Ende stehen, bewirken aber weiter nichts. Hintergründe siehe dazu: https://github.com/grbl/grbl/issues/681 Neue Funktion "Master Zero Point" implementiert, erreichbar über Einstellungen: Set Master Zero Point / Goto Master Zero Point Nach Setzen des Master Zero Point kann man beliebig oft normale Nullpunkte setzen, G-Code Files abarbeiten oder den Reset-Button betätigen. Nach Aufruf von "Goto Master Zero Point" wird danach immer genau auf den Master Zero Point zurückgefahren. Dabei wird die Z-Offset Einstellung berücksichtigt (Z hoch, verfahren, Z runter). Änderung der Menue-Struktur unter Einstellungen. Erweiterung des XYZ Verfahrens über die Tastatur: Über die Taste Z kann jetzt der Button "Set XYZ Zero" simuliert werden. Experimental: Software-JogDial für langsamen manuellen Vorschub. Über Einstellungen/System/JogDial zu aktivieren und erscheint erst beim Vergrössern des Programm-Fensters. Die numerische Anzeige über dem JogDial zeigt lediglich die Umdrehung des Dials von -3 bis +3 an und hat ansonsten keine Relevanz. Da die JogDial Funktion systembedingt erheblich von der Standard-Kommunikation negativ beeinflusst wird und der Nutzen eher Zweifelhaft ist, ist es zur Zeit ungewiss ob es diese Funktion in Zukunft weiter gibt. Dies hängt auch von der Reaktion der Anwender ab. Gruss Ulrich Albert http://www.serialcominstruments.com/
Bug Report Ich habe noch Fehler in der neuen Version festgestellt: Bei der Fenstervergrösserung auf Full-Screen gibt es beim erneuten Start eine Zugriffsverletzung. Diese bis zur Fehlerbehebung einfach ignorieren oder am Besten den FullScreen Mode vermeiden. Der JogDial wird beim Neustart nicht immer angezeigt. Dann unter Einstellungen/System das Häkchen bei JogDial entfernen und neu setzen um den JogDial anzuzeigen. Die Fehler werden inder nächsten Version behoben.
Albert M. schrieb: > Das sind Treiber Probleme die mit meiner Software nichts zu tun haben. Hallo Albert, ich habe gestern Abend noch weiter getestet und kann das bestätigen ! Auf einem ICH7 Board (Samsung Netbook NC10 oder NC110) kommt kein Reset beim Öffnen der Schnittstelle. Nur wenn ich z.B. in Termite explizit die Schnittstellen Parameter auf DTR-Flowcontrol einstelle kommt ein Resst. Bei meinem Desktop Rechner (irgendwas Intel Series 7) funktioniert es mit dem selben Treiber wunderbar und der ATMega wird sauber resetet. Verdammt, langsam verliere ich die Geduld mit dem Netbook. Also weiter testen ... Danke für Deine Geduld ! Marco
Marco schrieb: > Hallo Albert, Ich sehe jetzt erst das Dein Name Ulrich ist und Albert Dein Nachname peinlich ! Tut mir leid das ich das verwechselt habe. Gruß Marco
Marco schrieb: > Ich sehe jetzt erst das Dein Name Ulrich ist und Albert Dein Nachname > peinlich ! Tut mir leid das ich das verwechselt habe. Auch daneben, aber macht nichts. Brauchst nur in mein Programm schauen, da steht der Name vollständig :)
Betr. Viruswarung bei der neuen Version von SerielComCNC Ich habe eine Mitteilung von einem Anwender erhalten, dass die Software einen Virus-Alarm auslöst. Dazu folgendes: Die Software SerialComCNC ist ab Version 0.9c durch eine Virtualisierungs-Software vor Hacker, Analyse, Modifikation und Disassembierung geschützt. Durch die Virtualisierung und die interne Virtual Maschine können Codefragmente entstehen, die Ähnlichkeiten mit Virus Signaturen haben und daher bei einigen Virenscannern in der Heuristik Alarm auslösen, vermeiden lässt sich das leider nicht. Ich versichere aber ausdrücklich, dass meine Software keinerlei Virus enthält. Gruss Ulrich Albert
Angehängte Dateien:
-

Unbenannt.JPG
20 KB

Schönes Wochenende Allerseits! Da ich gesehen habe, dass SerialComCNC immer noch kein eigenes Logo bekommen hat, habe ich schnell eines Zusammengezimmert (der orange/rosa Hintergrund soll Kupfer darstellen). Ich hoffe es gefällt jemanden. Im Anhang das .ico file. Grüße Gabriel
Gabriel M. schrieb: > immer noch kein eigenes Logo bekommen hat Da war ich bis jetzt zu faul für. Dein Vorschlag sieht aber schon mal gut aus :)
Gabriel M. schrieb: > Ich hoffe es gefällt jemanden Jepp, sieht klasse aus und auch gleich gesichert ! Danke & frohe Pfingsten. Marco
Hallo Ulrich, ich gebe auf mit dem CH340G USB-seriell Wandler auf meinem Arduino Nano V3 Clone. Habe mir gerade ein CP2102 Wandler Board bei eBay ersteigert und einen Arduino Pro Mini fertig gemacht. Das passt (läuft ja so schon im Versuchsaufbau) und läuft streßfrei (das wichtigste). Gruß Marco
Hallo Albert,
Goto Master Zero Point funktioniert nach abarbeiten von G-Code bei
mir nicht. Bleibt grau (nicht wählbar) ist das nur bei mir so?
Funktioniert nur wenn ich in Hand verfahre null setze, danach erneut
verfahre null setze usw. dann Goto Master Zero Point.
Alles andere was ich bis jetzt testen konnte sieht super aus.
Gruß
Frank
Frank schrieb: > Goto Master Zero Point funktioniert nach abarbeiten von G-Code bei > mir nicht. Wird in den nächsten Tagen mit neuer Version korrigiert.
Anbei SerialComCNC Version 0.9e1 - Maintenance Release Change Log V0.9e1 ----------------- Fehler behoben: - Goto Master Zero Point wurde nicht korrekt freigegeben. - JogDial wurde beim Programmstart nicht immer angezeigt. - Zugriffsverletzung beim Programmstart behoben. Neues Programm-Icon. Gruss Ulrich Albert http://www.serialcominstruments.com/
Hallo Ulrich, ich habe gestern Abend Deine neue Version getestet. Leider lässt sich diese nicht im Vollbild Modus auf dem Netbook starten. Das merken der letzten Fenstergröße funktioniert aber ! Gruß Marco
Marco schrieb: > nicht im Vollbild Modus auf dem Netbook starten. Das merken der > letzten Fenstergröße funktioniert aber ! Im Vollbildmodus zickt die Komponente welche die Programm-Properties und andere Einstellungen speichert, warum hab ich noch nicht rausgefunden und daher habe ich Vollbilmodus z.Z. deaktiviert. Es ist aber möglich das Fenster bis auf fast Vollbildmodus zu vergrössern, dabei funktioniert auch das Speichern der Fensterposition + Grösse.
Albert M. schrieb: > - Goto Master Zero Point wurde nicht korrekt freigegeben. > - JogDial wurde beim Programmstart nicht immer angezeigt. Hallo Albert, kurze Rückmeldung, Goto Master Zero Point funktioniert prima. :-) JogDial läst sich bei mir nicht aktivieren. Gruß Frank
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.