also ich hab grbl 1.1 nun auf dem Arduino-Uno, SerialCom stürzt aber nach ein paar Minuten ab mit Fehlermeldung "Schwerwiegender Verbindungsfehler Programm wird geschlossen" Was kann das sein? OS ist Win10/64Bit
anscheinend will ein UNO nicht so, der NANO funktioniert. Allerdings bekomme ich weder bei $ noch bei $$ irgendwas zurück!
Hallo Harald Hast du das Tastenprellen-Problem schon lösen können oder lebst du damit, bzw. was kann ich dagegen tun. Das nervt schon ungemein. Leider hat sich Albert noch nicht hierzu zu Wort gemeldet. Viele Grüße Sven
So, endlich habe ich es hinbekommen! Also ein UNO Verschnitt macht nach 2-3min Fehler, bricht die Ser.Verindung ab. Aber ein NANO (selbst mit CH340) läuft nun, warum ich 2-3x die HEX-Datei mit XLOADER flashen musste, k.A. Nun habe ich seit einigen Stunden eine GCODE Datei "gefräst" (ohne Hardware am NANO) und alles sieht gut aus, $ und $$ funktionieren ebenfalls. Was mich etwas irretiert: Wenn ich SetFeed drücke (100), wird dieser Wert von Werten aus dem GCODE File dann überschrieben oder ist das ein maximaler Wert? Dann noch was ganz wichtiges: Ulrich Albert, erstmal recht herzlichen Dank dafür daß Du Dein tolles Programm so öffentlich teilst! Sowas ist nicht selbstverständlich und ich (und sicher auch viele andere) rechnen Dir das sauhoch an! Weiter so! Wie ist denn der Stand des EasyJobs? Und wofür genau muss man $10 auf 0 setzen? Gruß, Wolfram.
Wolfram F. schrieb: > Was mich etwas irretiert: Wenn ich SetFeed drücke (100), wird dieser > Wert von Werten aus dem GCODE File dann überschrieben oder ist das ein > maximaler Wert? das ist der Feed für den Manuellen Prozess und hat mit den Werten aus dem GCODE File nichts zu tun. > Und wofür genau muss man $10 auf 0 setzen? das ist für die status report options, mask von GRBL Gruß Wolfgang
Hallo an alle, bei mir erscheinen "error 9", "error 22" kann mir einer die genaue Liste für die Fehler mailen? Danke nochmal an Albert und gute Besserung. MfG Klaus
Sven schrieb: > Hast du das Tastenprellen-Problem schon lösen können oder lebst du > damit Hallo Sven, ich lebe damit, weil ich, wie beschrieben, einfach "beherzt" auf die Taste "haue" und damit in 98% aller Fälle Erfolg habe. Du könntest auf jeden Fall mal versuchsweise die Maus durch eine andere ersetzen. Ich muss noch dazu sagen, dass Maus, Tastatur und Monitor rechts von der Fräse aufgebaut sind, der Rechner mit der Steuerung steht links der Fräse. Die Geräte sind mit PS2- bzw. HDMI-Verlängerungen am Rechner angeschlossen, die Kabel laufen hinter der Fräse an der Wand lang. Die langen Kabel helfen sicher nicht unbedingt bei der Signalformung, aber da nicht die Tastenkontakte direkt durchgeleitet werden, sondern Telegramme mit den passenden Informationen, glaube ich nicht, dass es an den Kabeln liegt. Gruß Harald
viel Dank, Wolfgang! Hat jemand schon Erfahrungen mit PC - SerialComCnc - XLCD - GRBL - Endstufen?
Klaus schrieb: > Hallo an alle, > > bei mir erscheinen "error 9", "error 22" > > kann mir einer die genaue Liste für die Fehler mailen? > > Danke nochmal an Albert und gute Besserung. > > > MfG > > Klaus Die kommen bei mir auch. Ob es da eine Liste gibt weiß ich nicht. Error 9 und 22 kommen wenn du nur einmal Alarm Reset gedrückt hast nach zb fahren in einen Endschalter und wenn du nach ALARM RESET nicht wieder die FEET RATE neu bestimmt hast. MfG Dom
>Ob es da eine Liste gibt weiß ich nicht. Nicht schwer zu finden: https://github.com/gnea/grbl/wiki/Grbl-v1.1-Interface#grbl-response-messages Für das leidige Thema dass die Feed Rate nicht gesetzt ist, gibt es hiermit Abhilfe: https://github.com/gnea/grbl/wiki/Grbl-v1.1-Commands#n---view-startup-blocks
Sven schrieb: >>Ob es da eine Liste gibt weiß ich nicht. > Nicht schwer zu finden: > https://github.com/gnea/grbl/wiki/Grbl-v1.1-Interface#grbl-response-messages > > Für das leidige Thema dass die Feed Rate nicht gesetzt ist, gibt es > hiermit Abhilfe: > https://github.com/gnea/grbl/wiki/Grbl-v1.1-Commands#n---view-startup-blocks Danke Sven. Sehr nützlich! Wo wir gerade bei Error sind,.. Wenn meine Maschine in die Endschalter fährt, muss ich Alarm Reset drücken, vollkommen richtig.. Wenn ich aber aus den Endschaltern heraus fahre, schmiert sie mir wieder ab,, wieder Alarm Reseten,.. Ist das bei euch auch so und kann man das abstellen? Ich finde es recht nervig.. Könnte eher wie beim Homing sein,.. MfG Dom
Dominic H. schrieb: > Ich finde es recht nervig.. dann schalt doch die Endschalter aus. $21=0 (Arbeitsbereich per Endschalter kontrollieren, bool) Wolfgang
Hallo, ich kann jetzt dieses Problem mit dem Tastenprellen beim Drücken der Starttaste bestätigen. Da der Schalter nach dem aktivieren zum Notaus-Schalter wird, kann es sein, dass er sozusagen beim Aktivieren gleich wieder in den Notaus geht. @ Albert: Das Problem kannst du bestimmt lösen, wenn du im Programm eine kleine Pause nach dem Drücken vorsiehst, oder die Doppelbelegung rausnimmst und einen eigenen Notausschalter einfügst. Wäre Klasse, wenn du das hinbekommst. Betreust du eigentlich auch noch deine Version 1.x oder muss man beim Update auf die GRBL 1.1 immer umsteigen? Danke und viele Grüße Sven
Sven schrieb: > Tastenprellen beim Drücken der Starttaste Das Problem liegt an der verwendeten Tasten-Komponente. Ich versuche eine Lösung zu finden, event. wird diese Komponente durch einen normalen Button ersetzt. Sven schrieb: > Betreust du eigentlich auch noch deine Version 1.x oder muss man beim > Update auf die GRBL 1.1 immer umsteigen? Zwei Versionen zu betreuen ist mir zu aufwändig. Ich arbeite nur noch an der Version ab GRBL 1.1. Endlich habe ich meine 3040 China Fräse zurück. Die war seit einigen Monaten an meinen Vater (94 Jahre) verliehen, der damit fleissig gewerkelt hat. Jetzt können alle Änderungen an SerialComCNC auch wieder in der Praxis getestet werden :)
Albert M. schrieb: > Vater (94 Jahre) Nicht schlecht - mit 94 an der Fräse arbeiten. Wenn sich die Langlebigkeit vererbt hat dann können wir uns ja auf viele weitere Verbesserungen der Software freuen - wenn du ein bischen mehr auf deine Gesundheit achtest ;-) Danke Albert!
Hallo Albert, wäre es möglich die Werte für SET FEED,SET SPDL und MOVE MM auch in das .INI File abzuspeichern und beim starten wieder einzuladen, so daß man nicht immer erst draufdrücken muss?
Hallo Leute, seit meiner Umstellung auf GBRL 1.1 findet meine Maschine den Endschalter der Z-Achse nicht mehr! alle Kabel abgezogen mit Meßgerät durchgang geprüft ok was kann das sein ? Klaus
Klaus schrieb: > Hallo Leute, > > seit meiner Umstellung auf GBRL 1.1 findet meine Maschine den > Endschalter der Z-Achse nicht mehr! Hallo Klaus, An welchem Pin ist der z-Endschalter angeschlossen. GRBL 1.1 ist standardmäßig auf pwm eingestellt, also z an D12. Viele Grüße Herbert
Albert M. schrieb: > Alternativ könnte ich zum universelleren Betrieb der 2. Schnittstelle > eine Option mit definiertem Startzeichen und nur einem Endezeichen beim > Senden von SerialComCNC zufügen. Wenn die Option aktiviert ist lässt > sich natürlich kein Nextion Display an der Schnittstelle betreiben. Hallo Albert, ich habe mich mal in den bei GRBL 1.1 neuen Jog-Betrieb eingelesen und quick&dirty für eine Achse in meinem Joystick-Controller implementiert. Problem scheint zu sein, dass der Befehl "Jog Cancel" (ein 0x85 EinByte-Befehl) nicht an den GRBL durchgereicht wird. Ziel dieses Jog-Cancel ist, den Jog-Buffer spontan zu leeren wenn der Joystick wieder in Nullstellung geht und somit die Bewegung anzuhalten, auch wenn der geplante (durch Jog-Kommandos eingeleitete) Weg noch nicht zu Ende gefahren ist. Um das Ganze noch abzurunden, sprich, um die zweite SS um die von GRBL 1.1 zur Verfügung gestellten Jog-Befehle zu erweitern, wäre es toll, wenn du aus den Antworten des GRBL ein "ok" filtern und an die zweite SS senden könntest. Das ist das ACK der Jog-Queue, wenn der Befehl erkannt wurde und ein Neuer kommen darf. Zitat aus [[https://github.com/gnea/grbl/wiki/Grbl-v1.1-Jogging]]: Basic Implementation Overview: - Create a loop to read the joystick signal and translate it to a desired jog motion vector. - Send Grbl a very short G91 incremental distance jog command with a feed rate based on the joystick throw. - Wait for an 'ok' acknowledgement before restarting the loop. - Continually read the joystick input and send Grbl short jog motions to keep Grbl's planner buffer full. - If the joystick is returned to its neutral position, stop the jog loop and simply send Grbl a jog cancel real-time command. This will stop motion immediately somewhere along the programmed jog path with virtually zero-latency and automatically flush Grbl's planner queue. Bitte gib mal durch, wie du zu der Idee stehst. Danke! Gruß Harald
Hallo Albert, Entwarnung! Ich vermute, ich habe lediglich den Job-Cancel falsch formatiert abgesendet. Verifikation heute abend oder morgen. Sorry! Aber der Trick mit dem "ok" wäre trotzdem prima :-) Gruß Harald
Ich habe das Jogging per Joystick prinzipiell implementiert und eine Achse schon erfolgreich verfahren können. SCC trackt dabei sauber den zurück gelegten Weg und ein Homing-Befehl führt den Motor auch wieder auf die Ausgangsposition zurück. Allerdings erreicht die Feedrate nicht den angegebenen Wert, ich vermute, dass ich die Jog-Queue nicht ausreichend voll halten kann, da mir die Rückmeldung fehlt, dass der laufende Jog-Befehl in die Queue aufgenommen ist (das "ok" von GRBL). Gruß Harald
Es ist scheinbar doch etwas komplizierter als bisher beobachtet. Der "Jog cancel" (0x85) wird zwar mit #GC durch SCC an den GRBL übertragen, wenn ich den Befehl mit '<' abschließe, allerdings reagiert GRBL scheinbar nicht darauf, denn die Jog Queue wird nicht spontan ausgeräumt, wie in der Jog-Anleitung beschrieben, sondern die Queue wird bis zum Schluss abgearbeitet. Schließe ich hingegen den Befehl an SCC nicht mit '<' ab, hält zwar GRBL (mit Bremsrampe, also im Zweifelsfall mit "Überschwinger") an, aber es werden Fehlercodes erzeugt und in SCC angezeigt. Da muss ich noch weiter forschen... Gruß Harald
@Harald: nur zum Verständnis für mich: Du probierst das JogDial über die 2. Serielle Schnittstelle von SCC? Gibt es eine Liste/Übersicht, was da alles durchkommt oder gefiltert wird? Gruß, Wolfram.
deHarry schrieb: > Schließe ich hingegen den Befehl an SCC nicht mit '<' ab, Alle mit GC durchgereichten G-Code Befehle müssen mit < abgeschlossen werden, ansonsten werden folgende Zeichen mit eingebunden und erzeugen natürlich Fehler. Bist Du beim Senden von (0x85) auch im Jog-Mode? Mir kommt das unter https://github.com/gnea/grbl/wiki/Grbl-v1.1-Jogging beschriebene Jogging Verfahren nicht besonders ausgegoren vor. Daher wird es von mir noch nicht implementiert, da ich es momentan als Zeitverschwendung ansehe. @Wolfram Fischer Die Nextion Schnittstelle kennt nur die von mir festgelegten und von Wolfgang B dokumentierten Befehle : https://www.mikrocontroller.net/attachment/320042/Kommunikation_Nextion_Display.txt oder eignet sich zum Streamen von einzelnen Gcode Befehlen mittels "GC" Prefix. Weiteres wurde oben bereits diskutiert. Heute oder morgen gibt es eine neue SerialComCNC Version mit einer zusätzlichen Nextion Probe Page, Sofort-Abruch beim Joggen, sowie erweiterten Verfahrweiten beim Joggen.
@Albert danke Albert, das hatte ich übersehen. Wie weit bist du denn mit den EasyJob?
Albert M. schrieb: > Bist Du beim Senden von (0x85) auch im Jog-Mode? Das kann ich leider nicht beurteilen. Der letzte Befehl an GRBL vor dem 0x85 ist auf jeden Fall ein Jog-Befehl. Insofern nehme ich an, dass GRBL zu dem Zeitpunkt noch im Jog-Modus ist. > Heute oder morgen gibt es eine neue SerialComCNC Version mit einer > zusätzlichen Nextion Probe Page, Sofort-Abruch beim Joggen, sowie > erweiterten Verfahrweiten beim Joggen. Ich bin gespannt auf die Unterschiede. Vielen Dank! Gruß Harald
Wolfram F. schrieb: > Du probierst das JogDial über die 2. Serielle Schnittstelle von SCC? Jein... fast richtig. Meine Hardware ist kein JogDial sondern zwei kleine Daumen-Joysticks. > Gibt es eine Liste/Übersicht, was da alles durchkommt oder gefiltert > wird? Albert war schneller, siehe seine Antwort.
deHarry schrieb: >> Heute oder morgen gibt es eine neue SerialComCNC Version mit einer >> zusätzlichen Nextion Probe Page, Sofort-Abruch beim Joggen, sowie >> erweiterten Verfahrweiten beim Joggen. > > Ich bin gespannt auf die Unterschiede. Die Änderungen beziehen sich ausschliesslich auf die Jogging Page beim Nextion Display. Die neuen GRBL Jog Befehle werden aus den oben dargestellten Gründen von mir nicht benutzt. Da ich eine neue Schrittweite von 100mm eingeführt habe, ist es sinnvoll das Verfahren der Achsen ohne "Not Halt" abbrechen zu können wenn man sich mal verschätzt hat.
Angehängte Dateien:
-

Nextion_for_SCC.jpg
130 KB
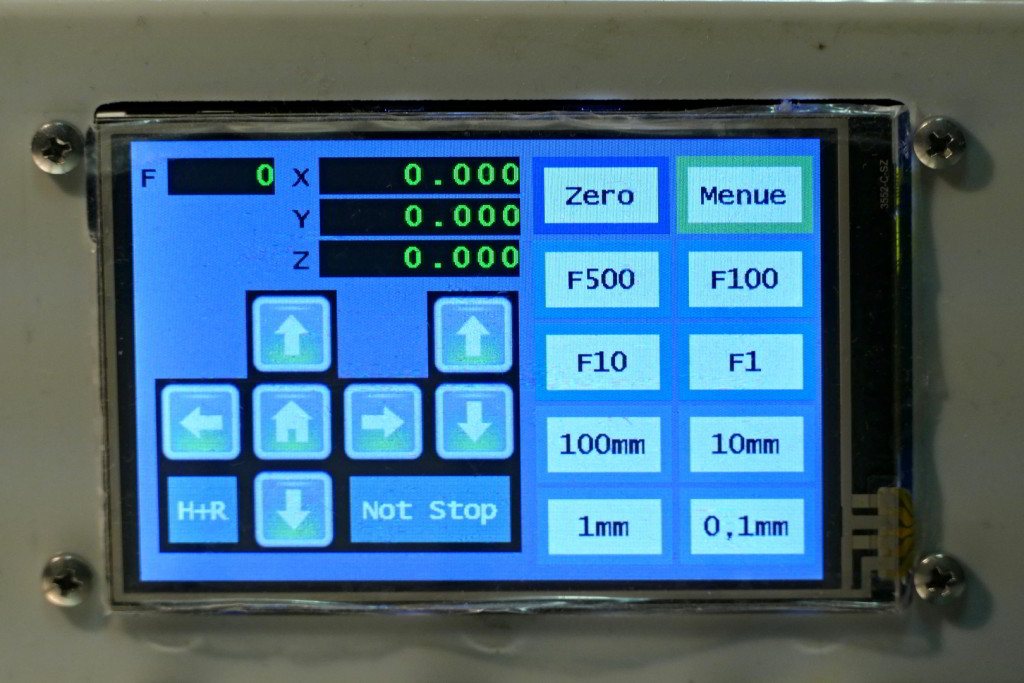
Anbei neue Version SerialComCNC 2.1 Neues Video: https://youtu.be/wr8Tif5CjHs Change Log V2.1 --------------- Wichtig: Alle SerialComCNC Versionen ab Version 2 benötigen GRBL ab Version 1.1e Nextion Touch Display Erweiterung - Probe Page zugefügt. (Die Probe muss vorher in SCC eingerichtet sein) Button "Probe Start" (Entspricht dem Button P in SCC) Die Z-Achse wird in Probe Mode auf die Probe abgesenkt und beim Schalten des Kontaktes wieder hochgefahren. Button "Goto Werkst. Z0" (Entspricht dem Button PU in SCC) Die Z-Achse wird auf den Werkzeug Nullpunkt abgesenkt. Zur Sicherheit müssen weiterhin die Warnhinweise in SCC bestätigt werden. - Im Menue-Punkt Jogging Button H+R zugefügt (Halt+Reset). Damit wird das Verfahren der Achsen abgebrochen und alle weiteren im Puffer befindlichen Befehle gelöscht. Nach erneutem Setzen von Feed und Verfahrweite kann das Jogging fortgesetzt werden. - Im Menue-Punkt Jogging Verfahrweite 100mm zugefügt und 0,01mm entfernt. Die Einstellungen von ComPort Nextion, sowie im Manual Prozess von Spindel und Feed werden beim Benden des Programms gespeichert. Das Hex-File der neuen Version GRBL 1.1f wurde beigefügt. Das angepasste HMI-File für Nextion Editor v0.43 wurde beigefügt. P.S. Änderung des Start Buttons kommt event. in der nächsten Version. Gruss Ulrich Albert http://www.serialcominstruments.com/
Albert M. schrieb: > Die Änderungen beziehen sich ausschliesslich auf die Jogging Page beim > Nextion Display. Achso, schade, zu früh gefreut ;-) Gibt es eine - offizielle - Aufstellung der an der 2. SS unterstützten Befehle (mit dem jetzt neuen "Sofort-Abruch beim Joggen"), die über die von Wolfram bereits zur Verfügung gestellte Version hinaus geht? Wolframs Version scheint mir mit einem Serial-Sniffer mitgeschnitten(?) Danke! Gruß Harald
Harald S. schrieb: > Wolframs Version scheint mir mit einem Serial-Sniffer mitgeschnitten(?) Wolframs? nein mit den Nextion Editor @ Albert >- Im Menue-Punkt Jogging Verfahrweite 100mm zugefügt > und 0,01mm entfernt. ist die Verfahrweite 0,01 nur in Nextion Display entfernt worden? Danke für die neue Version Gruß Wolfgang
Wolfgang B. schrieb: > Wolframs? Na ja, Albert verlinkt halt immer auf deinen Beitrag mit der Datei... :-) > nein mit den Nextion Editor Danke für den Tipp, das wusste ich nicht. Ich habe nur selbst gerade mit einem Sniffer an der SS rumgetüftelt und die Darstellung war sehr ähnlich. Gruß Harald
Moin zusammen, mal wieder ne vielleicht bl.... Frage: würde gerne wenn Maschine Home gefahren ist, immer die gleichen Wege fahren um auf meinem Tisch fast den Nullpunkt für XYZ zu erreichen? Machbar oder nicht! Klaus
Die Definitionen der 2. Schnittstelle ist kein Geheimnis.
Wer die Schnittstelle mit eigener Elektronik bedienen möchte, wird hier
fündig. Es werden z.Z. nicht alle Befehle tatsächlich im Nextion Display
genutzt.
Die 2. Schnittstelle (Nextion Display) kennt z.Z. die nachstehend
aufgeführten Kommandos beim Empfang von Daten. Alle Kommandos
benötigen als Präfix ein # und als Delimiter ein <
GC Ermöglicht das Senden beliebigen G-Codes.
Der G-Code wird an die 1. Schnittstelle durchgereicht.
Beispiel: #GCG1X12Y4< sendet G1X12Y4 an GRBL.
Achtung: Die normale G-Code Verabeitung in SCC wird durch
das direkte Durchreichen umgangen. Es findet hier also
keine Überprüfung auf Pufferüberlauf in GRBL statt. Für das
korrekte Timing ist jeder selbst verantwortlich.
Start Betätigt den Start Button in SCC
Halt Betätigt den Halt Button in SCC
Weiter Betätigt den Weiter Button in SCC
NotStop Betätigt den Not-Stop Button in SCC
Probe Betätigt den P Button in SCC
SetProbe Betätigt den PU Button in SCC
F100 Sendet Hex 90 an GRBL (wie SCC Button F100)
F+10 Sendet Hex 91 an GRBL (wie SCC Button F+10)
F-10 Sendet Hex 92 an GRBL (wie SCC Button F-10)
H+R Betätigt 2x den AlarmReset Button in SCC
(Notlösung, da GRBL nach einem Halt keinen
Befehl hat den Command Buffer zu löschen)
Home Betätigt den GoHome * Button in SCC
Zero Betätigt den Setze XYZ Zero Button in SCC
Xminus Betätigt den X- Button in SCC
Xplus Betätigt den X+ Button in SCC
Yminus Betätigt den Y- Button in SCC
Yplus Betätigt den Y+ Button in SCC
Zminus Betätigt den Z- Button in SCC
Zplus Betätigt den Z+ Button in SCC
Fjog1000 Setzt Feed auf 1000
Fjog500 Setzt Feed auf 500
Fjog100 Setzt Feed auf 100
Fjog10 Setzt Feed auf 10
Fjog5 Setzt Feed auf 5
Fjog2 Setzt Feed auf 2
Fjog1 Setzt Feed auf 1
Jog100 Setzt Move auf 100
Jog50 Setzt Move auf 50
Jog10 Setzt Move auf 10
Jog1 Setzt Move auf 1
Jog0,1 Setzt Move auf 0,1
Jog0,01 Setzt Move auf 0,01
Von der 2. Schnittstelle werden nachstehende Daten gesendet.
Wegen der Eigenheiten des Nextion Displays wird kein
Startzeichen benötig jedoch 3x ASCII 255 (Hex FF)als Delimiter
ohne CR oder CRLF.
Aktuelle X, Y und Z Koordinaten
Aktueller Feed
Alle Daten jeweils mit Prefix des Nextion Zielobjektes.
Gruss Ulrich Albert
Danke Ulrich Albert! Gruß Harald
Vielen Dank für die neue Version!!! Da ich noch etliche 128x128 GLCDs habe und tonnenweise nette SMD-Taster, hab ich mich drangesetzt und ein Mobiles-Einricht-Werkzeug angefangen. Nun, nach etlichen probieren mit Seriellen Filtern und mächtig Probleme hab ich schon fast daran gezweifelt, daß ich zu blöd bin, ne einfache Serielle auszulesen! Bis ich darauf gekommen bin, daß SCC sich anscheinend nicht oder fast nie mit nem Arduino-UNO "unterhalten" kann! Senden von Befehlen hingegen funktioniert 100%ig. Umstieg auf nen NANO mit CH340 Chip und alle Probleme sind weg. Albert, woran liegt das? Denn viele andere Programme haben mit dem UNO keine Probleme! Nun denn, das LCD hat im Textmodus 16x16 oder 16x20 Zeichen, ist grün hinterleuchtet und für mich ideal für diesen Zweck. Gerade die Möglichkeiten die sich in Kombinationen mit einigen Tastern ergeben, sind super! An meiner CNC-Portalfräse ist z.Z. noch ein PC mit MACH3 und POKEYS Erweiterung dran, ich behaupte mal, der Arduino an der 2. seriellen von SCC hat etliche mehr Möglichkeiten als die POKEYS! Ist nur noch ne Frage der Zeit bis ich ganz auf SCC und GRBL umsteige! Einziger Wehrmutstropfen: ich müsste dann irgendwie die A-Achse des Rundtisches simulieren. Wäre es nicht möglich, für einen 2. GRBL Controller eine weitere serielle mit einzubinden die nur GCODE-Befehle die G00 A300, oder B300 oder C300 in G00 X300, Y300 und Z300 umzuwandeln? Dann hätte man die Möglichkeit bis zu 6 Achsen anzusteuern (und zum einrichten einen Button GRBL1/2). Ist das viel Aufwand?
Wolfram F. schrieb: > Umstieg auf nen NANO mit CH340 Chip und alle Probleme sind weg. > Albert, woran liegt das? Kann ich dir nicht sagen. Ich habe hier meherer PCs, diverse Unos und Nanos, aber nie Probleme gehabt, kann sie daher auch nicht nachvollziehen und korrigieren. Wolfram F. schrieb: > ich müsste dann irgendwie die A-Achse des > Rundtisches simulieren. > Wäre es nicht möglich, für einen 2. GRBL Controller eine weitere > serielle mit einzubinden die nur GCODE-Befehle die G00 A300, oder B300 > oder C300 in G00 X300, Y300 und Z300 umzuwandeln? Dann hätte man die > Möglichkeit bis zu 6 Achsen anzusteuern Dazu habe ich oben schon mal was gesagt. Ja, ist möglich, allerdings mit der Einschränkung dass man die zusätzlichen Achsen nicht verfahren kann während die X, Y oder Z Achse aktiv ist (und umgekehrt). GRBL lässt sich nicht über mehrere Boards in irgend einer Weise synchronisieren. Wolfram F. schrieb: > Ist das viel Aufwand? Nicht wirklich. Allerdings fehlt mir dazu etwas die Motivation, da ich selber keine weiteren Achsen habe :) Vorrangig schreibe und aktualisiere ich momentan das Manual für SerialComCNC komplett neu im PDF-Format.
ok, danke für die Erklärungen. Ich habe einen 2560 basierenden Controller "PiBot" an meinem 3D-Drucker, der kann bis 5 Achsen ansteuern und hat eine angepasste GRBL Firmware. Wäre nur die Frage, ob SCC nur X,Y,Z Befehle oder alles durchlässt? Viel Erfolg mit der Dokumentation! Wirklich ein SUPER Projekt!
Anbei vorab das neue Manual / Doku für SerialComCNC 2.1 im PDF-Format. Das Aufrufen über Menue/Hilfe ist allerdings erst ab der nächsten Version möglich. Sollte ich was vergessen haben oder Fehler aufgetreten sein, bitte melden. Gruss Ulrich Albert
Angehängte Dateien:
-

P1010276.jpg
290 KB -

P1010278.jpg
380 KB -

Jog-Dail_Tasten.jpg
220 KB -

Jog-Dail_Nano.jpg
230 KB


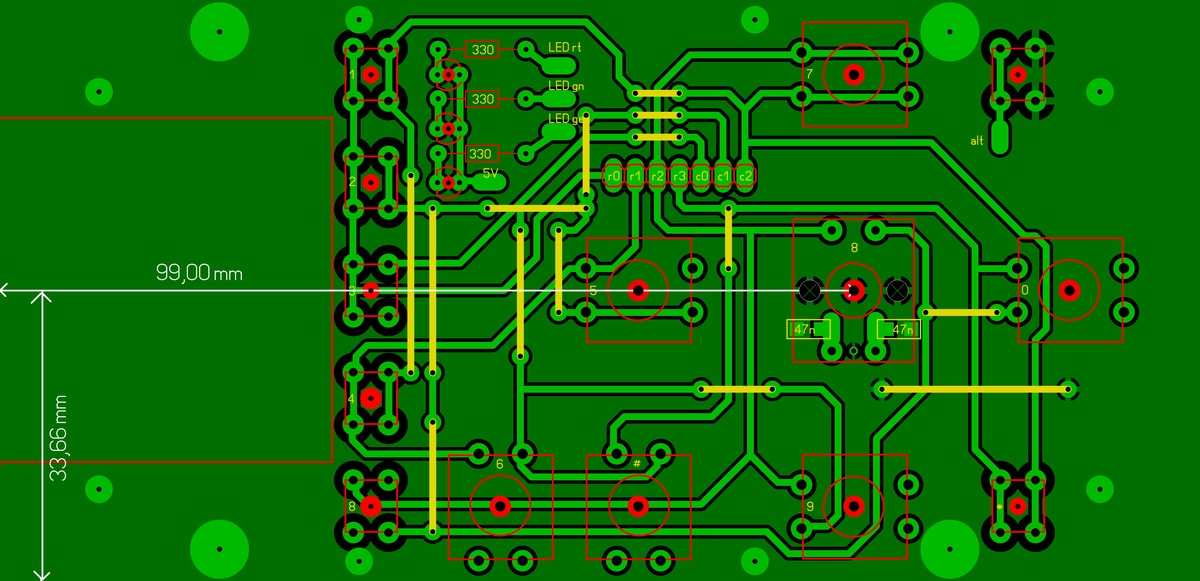
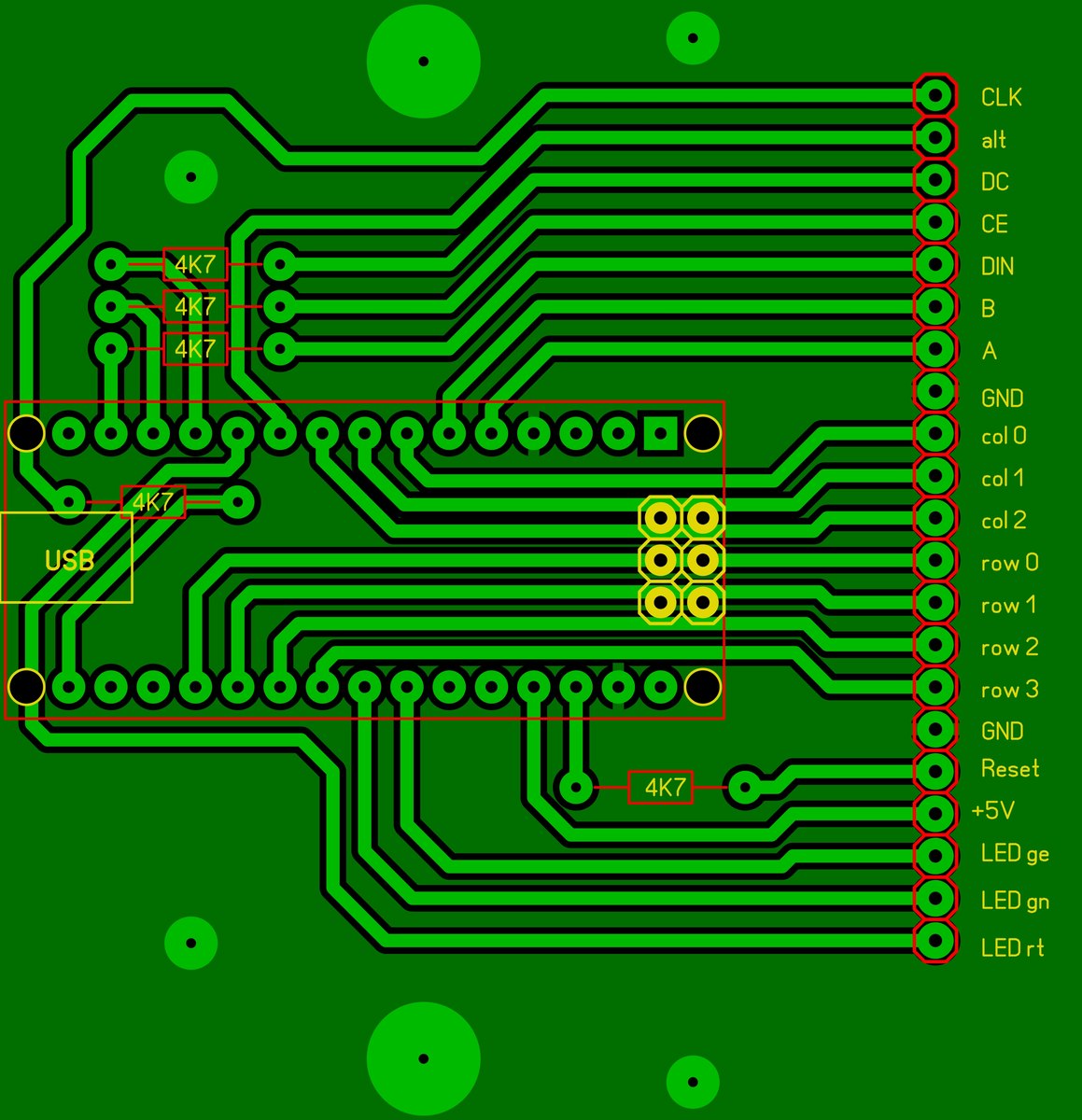
JogDail_V2 - Button Verfahrweite 0,01mm entfernt dafür Halt/Weiter - Beim wechseln der XY oder Z Achse wird beim Button press kein Jog Befehl gesendet. - alt Button + Rotaryencoder Verfahrweite 0,02 mm. JogDial_V2 benötigt SerialComCNC ab 2.xx Gruß Wolfgang
Albert M. schrieb: > Sollte ich was vergessen haben oder Fehler aufgetreten sein, bitte > melden. Hallo Ulrich Albert, ich habe die PDF-Datei redigiert und kommentiert. Soll ich das Dokument hier wieder einstellen? Dann können Andere ggf. meine Kommentare erweitern und du hast nur eine Datei als auszuwertenden Input. ... falls ich Erster war ;-) Gruß Harald
@Wolfgang B Cooles Projekt und Danke fürs Einstellen! @Harald Sattler Danke für Deine Mühe das Manual zu redigieren. Über die Verfahrensweise habe ich nachgedacht und denke dass es nur Verwirrung stiftet, wenn hier weitere Versionen des Manuals eingestellt werden. Bitte sende mir die korrigierte Version per email zu wenn Du möchtest. Ansonsten die Änderungswünsche einach hier diskutieren. Mir ist aufgefallen, dass ich im Manual auf die Bedienung des Nextion Displays nicht weiter eingegangen bin, da diese eigentlich selbsterklärend ist. Wenn ich dazu doch etwas eintragen soll, bitte melden. Gruss Ulrich Albert
Albert M. schrieb: > Bitte sende mir die korrigierte Version per email zu schon unterwegs... :-) Gruß Harald
Hallo Albert, da scheint noch ein kleiner Bug vorhanden zusein, denn der CommPort für das Nextion Display ist zwar gespeichert connectet beim Klick aber nicht. Erst nach erneute Auswahl imm Pulldown Menue ist ein connect möglich. Das Verhalten des ComPorts für GRBL ist OK. Gruß Wolfgang
Hallo Ulrich, mir ist aufgefallen, dass (ohne Nextion Display) der zweite COM Port immer mit COM1 vorbelegt ist, mein Joystick hängt aber an COM3. Ich muss also immer umstellen. COM5 hingegen, auf SS 1 für den GRBL, bleibt eingestellt, solange beim Start GRBL angeschlossen ist. Daraus schließe ich, dass der eingestelle Port der zweiten SS gar nicht gespeichert wird (oder nach dem Nextion sucht?). Gruß Harald
Hallo, es passt nicht direkt hierher. Weiß jemand wie hoch die Summensteprate als Ausgangssignal für die Schrittmotore bei dem AtMega ist? MfG Hans
Hallo, erstmal ein RIESEN DANKE an den Entwickler und alle die bis jetzt an diesem Programm mitgewirkt haben. Nachdem ich das serialcnc com nun auf meinem Notebook installiert habe bekomme ich nach ca. 30 - 60 sec folgenden Fehler angezeigt. " schwerwiegender Verbindungs Fehler Programm wird geschlossen. Ich habe die Version 2.1 installiert und das Hex File per Xloader auf den Arduino Uno geladen. Serialcnc com kann gestartet werden und stürzt nach kurzer Zeit wieder ab. Das Häkchen für Win 10 habe ich deselektiert. Ich habe im Forum nach diesem Fehler gesucht, bin aber nicht fündig geworden. Ich weiß im Moment nicht weiter und brauche Hilfe. Kann mir bitte jemand sagen was ich ändern muss damit es läuft.
Joachim schrieb: > Hallo, > erstmal ein RIESEN DANKE an den Entwickler und alle die bis jetzt an > diesem Programm mitgewirkt haben. > Nachdem ich das serialcnc com nun auf meinem Notebook installiert habe > bekomme ich nach ca. 30 - 60 sec folgenden Fehler angezeigt. > > " schwerwiegender Verbindungs Fehler Programm wird geschlossen. > > Ich habe die Version 2.1 installiert und das Hex File per Xloader auf > den Arduino Uno geladen. Serialcnc com kann gestartet werden und stürzt > nach kurzer Zeit wieder ab. Das Häkchen für Win 10 habe ich > deselektiert. Ich habe im Forum nach diesem Fehler gesucht, bin aber > nicht fündig geworden. > Ich weiß im Moment nicht weiter und brauche Hilfe. Kann mir bitte jemand > sagen was ich ändern muss damit es läuft. Einen Schritt weiter ..... Vers. 1.0 mit GRBL 0.9g läuft ohne Probleme !
Angehängte Dateien:
-

Bild_003.JPG
62 KB

Moin, seither habe ich immer nur Fragen gestellt, nun aber mal was für die Fräse: Bin zur Zeit am Bau meiner neuen Fräse Maße Y 1200 X 1000 Z 150 Hab jetzt meine Z-Achse fertig läuft gut. Bild ist von dem Wechselsystem der Z-Achse (43mm), da ich noch einen Fräsmotor mit 34 mm Durchmesser an der Aufnahme fahre. Schönen Sonntag MfG Klaus
Harald S. schrieb: > Hallo Ulrich, > > mir ist aufgefallen, dass (ohne Nextion Display) der zweite COM Port > immer mit COM1 vorbelegt ist, mein Joystick hängt aber an COM3. > Ich muss also immer umstellen. > COM5 hingegen, auf SS 1 für den GRBL, bleibt eingestellt, solange beim > Start GRBL angeschlossen ist. > > Daraus schließe ich, dass der eingestelle Port der zweiten SS gar nicht > gespeichert wird (oder nach dem Nextion sucht?). > > Gruß Harald Hallo Harald, ich habe kein Nextion Display bin aber am programmieren und nutze die 2.Serielle dafür. Bei mir wird der zuletzt benutzte COM Port benutzt, brauche auch nur auf Connect klicken, dann gehts. Was mich nun für Stunden zurückgeworfen hat ist die eigenartige Benutzung der Seriellen! Ich lese die Daten der 2.Seriellen ein und vergleiche mit
1 | if (!strcmp(inStr, "tx.txt=")) |
auf die x-achsen werte... Am Anfang lief es prima, dann irgendwann erkennt der Arduino nix mehr, egal ob ich auf tx oder txt oder tx.txt= vergleiche. Dachte ich hätte da irgendwo ne bug mit eingebaut... Bis ich auf die Idee kam, anstatt SCC den Seriellen Monitor der Arduino-IDE zu benutzen und selber mal tx.txt= einzugeben. Es wird sofort erkannt! Egal auf was ich vergleiche und wie lang der String ist, es funktioniert immer! Auch mit Hterm getestet. Nur SCC macht es mal und mal nicht. @Albert, da es auch Probleme mit verschiedenen Arduinos (GRBL) gibt, kannst Du da nicht nochmal nachschauen, ob die Seriellen in deinem Programm irgendwas spezielles oder etwas vom standart angesprochen werden? Anscheinend bin ich auch nicht der einzige, der mit verschiedener HW Probleme hat! Joachim schrieb: > Nachdem ich das serialcnc com nun auf meinem Notebook installiert habe > bekomme ich nach ca. 30 - 60 sec folgenden Fehler angezeigt. > > " schwerwiegender Verbindungs Fehler Programm wird geschlossen. > > Ich habe die Version 2.1 installiert und das Hex File per Xloader auf > den Arduino Uno geladen. Serialcnc com kann gestartet werden und stürzt > nach kurzer Zeit wieder ab. Das Häkchen für Win 10 habe ich > deselektiert. Ich habe im Forum nach diesem Fehler gesucht, bin aber > nicht fündig geworden. > Ich weiß im Moment nicht weiter und brauche Hilfe. Kann mir bitte jemand > sagen was ich ändern muss damit es läuft. >Das Häkchen für Win 10 ? Wo ist dieses Häkchen?
Wolfram F. schrieb: > ich habe kein Nextion Display Hallo Wolfram und Wolfgang, ich bitte um Entschuldigung, ich habe eure beiden Namen beim Zitieren durcheinander gebracht. Soll nicht wieder vorkommen! ;-) So, jetzt zu Deinem Schnittstellenproblem. SCC schießt mit 115200 Baud auf den Arduino und die Strings sind nicht die kürzesten, oder? (Deren Format habe ich mir noch nicht angeschaut, da für meinen Joystick nichts Brauchbares dabei ist - ich bräuchte das "ok" vom GRBL, nachdem ich einen Jog-Befehl rausgehauen habe). Kann es sein, dass dein Arduino nach einer Weile einfach nicht mehr mitkommt und Pufferüberlauf hat oder Ähnliches? Falls das der Grund ist, müsste es jeweils nach einem Reset des µC wieder eine Weile laufen. Ich habe ein kleines Menu in meinen Joystick-Controller eingebaut und mit einer länglichen if()-Kette die möglichen Befehle für die Parametrierung meines Joystick aus dem Input rausgefischt. Bei den Tests mit den neuen Jog-Befehlen (hier benötige ich die Menu-Befehle erst mal nicht, habe sie aber drin gelassen) habe ich bemerkt, dass die Laufzeit durch die Schleife zu lang ist und das Lauern auf "ok" in den if-Zweig, alle anderen Befehle in den else-Zweig des "ok" gelegt, dann klappte es wieder. (Vorher wurden alle if-Abfragen der Reihe nach durchlaufen). Ich habe allerdings, ähnlich wie du, SCC für die Entwicklung erst mal beiseite gelegt und die beiden Schnittstellen der Arduinos mit Termite gekoppelt. SCC liefert das "ok" des GRBL ja nicht durch, mit Termite spreche ich direkt mit dem GRBL-Controller, also kommt auch das "ok". Aber ich schweife ab... Gruß Harald
Wolfram F. schrieb: > Am Anfang lief es prima, dann irgendwann erkennt der Arduino nix mehr, > egal ob ich auf tx oder txt oder tx.txt= vergleiche. vermutlich ist das ein laufzeit Problem deiner SW auf den Arduino Harald S. schrieb: >habe ich bemerkt, dass die Laufzeit durch die Schleife zu lang ist ähnliches Problem hatte ich auch bei der Entwicklung der SW für den JogDail. Es wurden teilweise die X, Z oder F, Y Strings nicht erkannt. 115200 Baud kontinuierlichen Streame und strcmp erfordert schon einiges an Optimierung der Laufzeit. Gruß Wolfgang
Hallo zusammen, ich bräuchte mal eure Hilfe. Ich versuche bei mir SerialComCNC in der aktuellen Version zum Laufen zu bekommen. Auf dem Funduino Uno läuft GRBL 1.1f. Ich kann SerialComCNC nach dem Start mit den Funduino verbinden, und auch einige Kommandos ausführen, aber nach einigen Minuten scheint die USB-Verbindung zusammenzubrechen. Die LEDs TX/RX leuchten nach anfänglichem Flackern dann dauerhaft und der Funduino nimmt keine Kommandos mehr an. Merkwürdig ist auch, die die X/Y-Koordinaten von Anfang an auf 0 stehen und sich auch nicht ändern, bei Z stehen nur Bindestriche. Ich hatte gleiches Phänomen auch mit der Vorgängerversion von SerialComCNC. Unter Candle läuft die Steuerung ohne Probleme, damit kann ich meine Fräse (Proxxon MF70) betreiben. Trotzdem würde ich gerne auf SerialComCNC umsteigen. Vielen Dank schon mal für eure Kommentare. Grüße, Jörg
Wolfgang B. schrieb: > ähnliches Problem hatte ich auch bei der Entwicklung der SW für den > JogDail. Es wurden teilweise die X, Z oder F, Y Strings nicht erkannt. > 115200 Baud kontinuierlichen Streame und strcmp erfordert schon einiges > an Optimierung der Laufzeit. Hallo Wolfgang, wie konntest du das optimieren? ich habe nun anstatt mit strcmp ne lange if-schleife probiert die erst nach 't' abfragt dann verzweigt, je nach x,y oder z., dann .txt=" usw. X Werte kommen so nach etwa 3-5sek, Y-Werte nach evt. 2-3min(!) und Z-Werte nie. Es scheint auch die u8glib für das t6963-128x128 LCD nicht unschuldig für "Zeitverschwendung" zu sein, habe deshalb die Daten fürs Display nur alle 2sek übertragen, dies hat jedoch nicht spürbar Verbesserung gebracht. Sollte man den Arduino vielleicht einen anderen Quarzoszillator spendieren?
Joachim schrieb: > Joachim schrieb: >> Hallo, >> erstmal ein RIESEN DANKE an den Entwickler und alle die bis jetzt an >> diesem Programm mitgewirkt haben. >> Nachdem ich das serialcnc com nun auf meinem Notebook installiert habe >> bekomme ich nach ca. 30 - 60 sec folgenden Fehler angezeigt. >> >> " schwerwiegender Verbindungs Fehler Programm wird geschlossen. >> >> Ich habe die Version 2.1 installiert und das Hex File per Xloader auf >> den Arduino Uno geladen. Serialcnc com kann gestartet werden und stürzt >> nach kurzer Zeit wieder ab. Das Häkchen für Win 10 habe ich >> deselektiert. Ich habe im Forum nach diesem Fehler gesucht, bin aber >> nicht fündig geworden. >> Ich weiß im Moment nicht weiter und brauche Hilfe. Kann mir bitte jemand >> sagen was ich ändern muss damit es läuft. > > Einen Schritt weiter ..... > > Vers. 1.0 mit GRBL 0.9g läuft ohne Probleme ! ....................................................... Change Log V2.1 --------------- Wichtig: Alle SerialComCNC Versionen ab Version 2 benötigen GRBL ab Version 1.1e MfG Dom
Wolfgang B. schrieb: > Dominic H. schrieb: >> Ich finde es recht nervig.. > > dann schalt doch die Endschalter aus. > > $21=0 (Arbeitsbereich per Endschalter kontrollieren, bool) > > Wolfgang ^^Das ist für mich keine Lösung.............................. Wolfram F. schrieb: > Hallo Albert, > > wäre es möglich die Werte für SET FEED,SET SPDL und MOVE MM auch in das > .INI File abzuspeichern und beim starten wieder einzuladen, so daß man > nicht immer erst draufdrücken muss? ^^Da bin ich auch für........................................ MfG Dom
Jörg Wagner schrieb: > Merkwürdig ist auch, die die X/Y-Koordinaten von Anfang an auf 0 stehen > und sich auch nicht ändern, bei Z stehen nur Bindestriche. $10=0 setzen in GRBL >1.1e
deHarry schrieb: > ich bräuchte das > "ok" vom GRBL, nachdem ich einen Jog-Befehl rausgehauen habe Nur im ersten Schnittstellen-Thread von SerialComCNC wird die volle bidirektionale Kommunikation mit GRBL behandelt. Der zweite Schnittstellen-Thread war eigentlich ausschliesslich zum Betrieb eines Nextion Touch Display entworfen, d.h. für die Kommunikation zwischen SerialComCNC (PC) und Nextion Display. Nun haben ja findige Anwender die zweite Schnittstelle genutzt, um eigene Elektronik anzuschliessen. Das ist ja so weit in Ordnung und wird von mir auch, so weit möglich und sinnvoll, unterstützt. Der Wunsch von Harald für ein OK-Response auf die von der zweiten Schnittstelle auf die erste Schnittstelle durchgereichten G-Code Kommandos ist verständlich, aber nur umständlich umzusetzen. Beim normalen Betrieb des Displays an der 2. Schnittstelle würde durch ein "OK" auf der Schnittstelle die Anzeige erheblich gestört. Da im Normalbetrieb je nach G-Code Kommandos viele Male pro Sekunde der OK Befehl von der ersten Schnittstelle kommen kann, müsste eine Abfrage auf externen Jog-Betrieb stattfinden (z.B. zusätzlicher Button) und nur im Jog-Betrieb die OKs auf die zweite Schnittstelle zum Senden umgeleitet werden. Das ist mit einigen Tücken und noch zu prüfenden event. Timing Problemen behaftet und mir z.Z. zu aufwändig.
Hans L. schrieb: > Weiß jemand wie hoch die Summensteprate > als Ausgangssignal für die Schrittmotore bei dem AtMega ist? Siehe Manual SerialComCNC v2.1: Es ist unbedingt zu beachten die max. Ausgabefrequenz von ca. 30 kHz der GRBL/Arduino Kombination nicht zu überschreiten. Es können sonst unerwartete Effekte, vom Schrittverlust bis zum Überschreiben der Arduino Speicher auftreten. Berechnung der aktuellen Ausgabe-Frequenz in kHz: (XYZ step/mm)*(XYZ mm/min)/60/1000 Beispiel für die Einstellungvon 1600 steps/mm und 800 mm/min: 1600*800/60/1000 = 21,33 kHz liegt also noch im akzeptablen Bereich
@Albert könntest Du BITTE BITTE dies mit einbauen: > Werte für SET FEED,SET SPDL und MOVE MM auch in das > .INI File abzuspeichern und beim starten wieder einzuladen, so daß man > nicht immer erst draufdrücken muss? Mir sind noch ein paar Dinge aufgefallen: Wenn ich den Haken unter Einstellungen/System "Enable Jogdial" setzte oder nicht setze, gibt es keine Änderung! Ebenso werden die Einstellungen für die Farbwahl nicht richtig dargestellt! Wenn ich "blau" anwähle, wird es auch blau. Beim Neustart ist es auch Blau, aber der Radio-Button steht auf grün! Dann unter Einstellungen/Graphic: Warum ist Ymax nicht editierbar? Meine Fräse hat einen Arbeitsbereich von X630 und Y450, kann ich diese Werte als Default-Werte irgendwo einstellen? Das Problem, das man für die 2.Serielle erst nochmals auf COM5 (in meinem Fall) drücken muss, besteht auch noch immer! Drückt man einfach nur auf Connect, passiert nix. Dies gilt jedoch nur, wenn man das Programm neu gestartet hat! Optisch hat es die Einstellung zwar übernommen, programm technisch ist jedoch keine COM ausgewählt! hier meine unter C:\Users\mega-\AppData\Local\SerialComCNC\ gespeicherte SerialComCNC.ini: (Win10-64)
1 | [FormEinstellung] |
2 | FormVersion=0 |
3 | ShowCmd=1 |
4 | Flags=0 |
5 | PixelsPerInch=96 |
6 | MinMaxPos(3520x1200)=-1,-1,-1,-1 |
7 | MinMaxPos=-1,-1,-1,-1 |
8 | NormPos(3520x1200)=401,301,991,706 |
9 | NormPos=401,301,991,706 |
10 | sliderTimerMS_Position=200 |
11 | checkBoxSupressConnectionLines_Checked=TRUE |
12 | checkboxEnableJogDial_Checked=TRUE |
13 | |
14 | [FormEinstellung\MemoMakro1_Lines] |
15 | Item0= |
16 | Count=1 |
17 | |
18 | [FormEinstellung\MemoMakro2_Lines] |
19 | Item0= |
20 | Count=1 |
21 | |
22 | [FormEinstellung\MemoMakro3_Lines] |
23 | Item0= |
24 | Count=1 |
25 | |
26 | [FormEinstellung\MemoMakro4_Lines] |
27 | Item0= |
28 | Count=2 |
29 | Item1= |
30 | |
31 | [Form1] |
32 | FormVersion=0 |
33 | ShowCmd=1 |
34 | Flags=0 |
35 | PixelsPerInch=96 |
36 | MinMaxPos(3520x1200)=-1,-1,-4,-4 |
37 | MinMaxPos=-1,-1,-4,-4 |
38 | NormPos(3520x1200)=145,23,1635,933 |
39 | NormPos=145,23,1635,933 |
40 | lblCalX_Caption=lblCalX |
41 | lblCalY_Caption=lblCalY |
42 | editToolChangeWaitPos_Text=20 |
43 | lblProbeVal_Caption= |
44 | PanelBackColor_Color=15127230 |
45 | PanelBackDarkColor_Color=10521720 |
46 | PanelBtnColor_Color=16312548 |
47 | PanelPanelColor_Color=13811370 |
48 | PanelTextColor_Color=12548683 |
49 | PanelTextHeadColor_Color=10574893 |
50 | CheckBoxSupressLines_Checked=TRUE |
51 | ComComboBox1_Text=COM10 |
52 | ComBaudBox1_Text=115200 |
53 | EditOffsZ0_Value=10 |
54 | checkboxEnableJogDialClone_Checked=TRUE |
55 | ComComboBox2_Text=COM5 |
56 | EditSpindel_Value=22000 |
57 | editFeed_Value=540 |
58 | editManualmm_Value=1 |
Gruß, Wolfram.
Wolfram F. schrieb: > Wenn ich den Haken unter Einstellungen/System "Enable Jogdial" setzte > oder nicht setze, gibt es keine Änderung! Die Anzeige des simulierten JogDial ist erst ab einer Fensterbreite von über 1740 Pixel horizontal sichtbar. Diese Anzeige wird bei nachfolgenden Versionen event. nicht mehr unterstützt. Wolfram F. schrieb: > Dann unter Einstellungen/Graphic: > Warum ist Ymax nicht editierbar? > Meine Fräse hat einen Arbeitsbereich von X630 und Y450, kann ich diese > Werte als Default-Werte irgendwo einstellen? Ymax ist nicht editierbar um das korrekte Seitenverhältnis der Graphik immer beizubehalten (sonst würden die Fräsbahnen gestaucht/gestreckt aussehen). Wenn Du bei Deinem Arbeitsbereich Xmax auf 1000 einstellst passt Dein Xmax von 630 rein. Event. auch die Fensterbreite ändern, da die Graphik autom. jeweils neu kalibriert wird. Bei ungefähr quadratischer Fenstergrösse geht Xmax=700, dann wird Ymax auch 700. Die anderen Punkte werde ich üperprüfen/korrigieren.
Albert M. schrieb: > Die Anzeige des simulierten JogDial ist erst ab einer Fensterbreite von > über 1740 Pixel horizontal sichtbar. Diese Anzeige wird bei > nachfolgenden Versionen event. nicht mehr unterstützt. Aha, ok, das geht, aber warum ist das "maximize Window"-Icon nicht anwählbar?
deHarry schrieb: > SCC liefert das "ok" des GRBL ja nicht durch, mit Termite > spreche ich direkt mit dem GRBL-Controller, also kommt auch das "ok". etw kannst Du das HW mässig lösen? ist zwar ne Krücke aber was soll's Gruß Wolfgang
Angehängte Dateien:
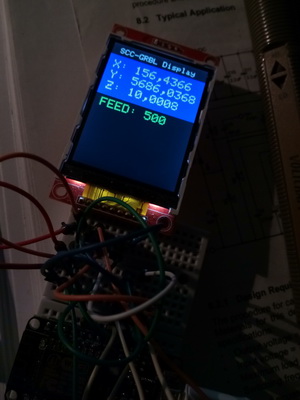
So, mein Display läuft! Und auch super stabil! Es zeigt XYZ und FEED an, seit Stunden ohne Probleme! Ich habe aber erstmal wegen Bedenken um die 115200 Baud keinen UNO sondern nen ESP8266 und ein ILxxx TFT genommen. Die Tests auf nem UNO kommen noch! (Serenifly, vielen Dank für die Hilfe!) hier das Listing:
1 | #include "SPI.h" |
2 | #include "Adafruit_GFX.h" |
3 | #include "Adafruit_ILI9341.h" |
4 | |
5 | #define TFT_DC 15
|
6 | #define TFT_CS 2
|
7 | |
8 | |
9 | Adafruit_ILI9341 tft = Adafruit_ILI9341(TFT_CS, TFT_DC); |
10 | |
11 | unsigned long previousMillis = 0; |
12 | const int SERIAL_BUFFER_SIZE = 20; |
13 | char serialBuffer[SERIAL_BUFFER_SIZE]; |
14 | |
15 | const unsigned char END_CHAR = 0xFF; |
16 | |
17 | void setup ( void ) |
18 | {
|
19 | SPI.begin(); |
20 | tft.begin(); |
21 | tft.setRotation(0); |
22 | tft.setCursor(0, 0); |
23 | tft.fillScreen(ILI9341_BLACK); |
24 | tft.setTextSize(2); |
25 | tft.fillRect(0, 32, 240, 110, ILI9341_BLUE); |
26 | tft.setTextColor(ILI9341_WHITE); |
27 | tft.setCursor(20, 10); |
28 | tft.print ( "SCC-GRBL Display" ); |
29 | |
30 | Serial.begin(115200); |
31 | while (!Serial.available()) |
32 | {
|
33 | tft.setCursor(90, 45); |
34 | tft.setTextColor(ILI9341_RED, ILI9341_BLUE); |
35 | tft.setTextSize(3); |
36 | tft.print("NO"); |
37 | tft.setCursor(30, 75); |
38 | tft.print("CONNECTION"); |
39 | tft.setCursor(50, 105); |
40 | tft.print("to SCC!"); |
41 | delay(500); |
42 | tft.setCursor(90, 45); |
43 | tft.setTextColor(ILI9341_BLUE, ILI9341_BLUE); |
44 | tft.print("NO"); |
45 | tft.setCursor(30, 75); |
46 | tft.print("CONNECTION"); |
47 | tft.setCursor(50, 105); |
48 | tft.print("to SCC!"); |
49 | delay(250); |
50 | }
|
51 | |
52 | }
|
53 | |
54 | void loop ( void ) |
55 | {
|
56 | unsigned long currentMillis = millis(); |
57 | // if (currentMillis - previousMillis >= 5000)
|
58 | // {
|
59 | // previousMillis = currentMillis;
|
60 | //
|
61 | // Serial.print("#GCG91G1X1<");
|
62 | // Serial.print("#GCG91G1Y2<");
|
63 | // Serial.print("#GCG91G1Z1<");
|
64 | // }
|
65 | |
66 | if (readSerial(Serial) == true) |
67 | {
|
68 | parseSerial(); |
69 | }
|
70 | |
71 | }
|
72 | |
73 | bool readSerial(Stream & stream) |
74 | {
|
75 | static byte index; |
76 | static byte endLine; |
77 | |
78 | while (stream.available()) |
79 | {
|
80 | unsigned char c = stream.read(); |
81 | |
82 | if (c == END_CHAR) |
83 | {
|
84 | endLine++; |
85 | }
|
86 | else if (c >= 32 && index < SERIAL_BUFFER_SIZE - 1) |
87 | {
|
88 | serialBuffer[index++] = c; |
89 | }
|
90 | |
91 | if (endLine == 3) |
92 | {
|
93 | serialBuffer[index - 1] = '\0'; // -1 um das " zu ignorieren |
94 | index = 0; |
95 | endLine = 0; |
96 | return true; |
97 | }
|
98 | }
|
99 | return false; |
100 | }
|
101 | |
102 | void parseSerial() |
103 | {
|
104 | if (strncmp_P(serialBuffer, PSTR("tx.txt=\""), 8) == 0) |
105 | {
|
106 | tft.setCursor(15, 45); |
107 | tft.setTextColor(ILI9341_YELLOW, ILI9341_BLUE); |
108 | tft.print("X: "); |
109 | tft.print(serialBuffer + 8); |
110 | }
|
111 | else if (strncmp_P(serialBuffer, PSTR("ty.txt=\""), 8) == 0) |
112 | {
|
113 | tft.setCursor(15, 75); |
114 | tft.setTextColor(ILI9341_YELLOW, ILI9341_BLUE); |
115 | tft.print("Y: "); |
116 | tft.print(serialBuffer + 8); |
117 | }
|
118 | else if (strncmp_P(serialBuffer, PSTR("tz.txt=\""), 8) == 0) |
119 | {
|
120 | tft.setCursor(15, 105); |
121 | tft.setTextColor(ILI9341_YELLOW, ILI9341_BLUE); |
122 | tft.print("Z: "); |
123 | tft.print(serialBuffer + 8); |
124 | }
|
125 | else if (strncmp_P(serialBuffer, PSTR("tf.txt=\""), 8) == 0) |
126 | {
|
127 | tft.setCursor(15, 150); |
128 | tft.setTextColor(ILI9341_GREEN, ILI9341_BLACK); |
129 | tft.print("FEED: "); |
130 | tft.print(serialBuffer + 8); |
131 | }
|
132 | }
|
Gruß, Wolfram
@ Wolfram Fischer Warum spamst Du hier den Thread mit Deinen Programm-Listings zu. Das ist unhöflich den Mitlesern gegenüber. Einfach als ZIP anhängen und schon bleibt der Thread lesbar.
Angehängte Dateien:
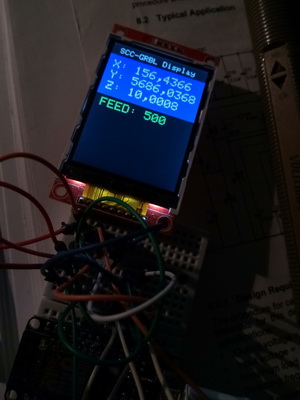
So, mein Display läuft! Und auch super stabil! Es zeigt XYZ und FEED an, seit Stunden ohne Probleme! Ich habe aber erstmal wegen Bedenken um die 115200 Baud keinen UNO sondern nen ESP8266 und ein ILxxx TFT genommen. Die Tests auf nem UNO kommen noch! (Serenifly, vielen Dank für die Hilfe!) anbei das Listing.. @Admins: den Beitrag mit dem Listing als [code] bitte löschen! (und diese Zeile auch, danke)
Albert M. schrieb: > Einfach als ZIP anhängen und schon bleibt der Thread lesbar. "ZIP ist das ungeeigneste Format!" schreibt einer vom Smartphone aus, weil er es nicht auspacken kann. Sinnvollerweise werden einfach *.c oder *.bas oder *.ino Dateien angehängt. Man kann auch mehrere Dateien anhängen... BTW: Weil Arduino Quelltext das selbe wie C ist, ist [c] der geeignete Token zum Formatieren.
Wolfram F. schrieb: > also ich hab grbl 1.1 nun auf dem Arduino-Uno, SerialCom stürzt > aber > nach ein paar Minuten ab mit Fehlermeldung "Schwerwiegender > Verbindungsfehler Programm wird geschlossen" > Was kann das sein? > > OS ist Win10/64Bit Hey, das hatte ich auch, nachdem ich das setup in C/Programme installiert habe läufts
Möchte mal wieder mein Feedback dazu geben, Hallo Albert M.! Erst mal Vielen Dank von meinem Kumpel Hannes und mir für dieses sehr gute Projekt! Wir verfolgen dies schon seit 1 ½ Jahren. SCC Ver. 0.9f lief jetzt schon seit einem Jahr fehlerfrei bei Uns. (XP SP3) Aktuell läuft SCC Ver. 2.0.2 und GRBL 1.1e (UNO) mit 3,5“ Nextion Display Hannes Prüft seit einer Woche die 2.0.2 ohne das ein Fehler auftrat (XP SP3 und UNO) Das Update 2.2 und 1.1f wird demnächst aufgespielt. Eine CAM Hat noch keiner von uns beiden an der Fräse. Hatte bis jetzt keine Priorität Störung in der Verbindung konnte ich bis jetzt fasst immer Auf EMV oder Wackelkontakt zurückführen. Wenn ich zum Beispiel das Licht (Neonröhre)Einsteckte an der gleichen Steckdose. Abgeschirmte USB Kabel ist ein Muss, die bei denen nur 4 Drähtchen drin sind reichen nicht. Einfach mit einem Durchgangsprüfer beide enden Buchse und Stecker direkt am Metall messen. Sollte gegen null Ohm liegen. Wenn nicht. Kabel tauschen! War bei mir der fall. Danach hatte ich ruhe. Ich kann das Nextion Display nicht gleich mit Connect Verbinden obwohl der COM Anschluss der richtige ist. Erst wenn ich den selben COM Port erneut Auswähle und erneut auf Connect klicke. Ist bei Hannes ebenso. Find ich aber jetzt nicht so tragisch. Fräse manchmal zwei drei Stunden ohne die Verbindung zwischendurch zu trennen. Überwiegend nutzen wir das Programm Sprint-Layout 6.0 zur Leiterplatten Erstellung. In SCC wird diese Datei über den HPGL Import in G-Code umgewandelt. Eine Möglichkeit die noch nützlich wäre ist das Einstellen einer Materialstärke. Wenn zum Beispiel die Stärke 4mm beträgt und in 4x Durchgängen -1mm tief gefräst werden soll. Importiere ich die Datei nach jeden Durchgang neu ein und erhöhe um 1mm. Hat jemand einen Tipp wie ich das doch in einen Fräsvorgang machen könnte? Gruß Daniel!
Moin Albert, moin all, Fehler: Mein "Display Zeit" rührt sich nicht. Wunsch: Anzeige des aktuellen Spindlespeed. Wird gebraucht, um im Lasermodus schneller Erfahrungen sammeln zu können ... @Albert: Gute Besserung ...
Sorry: SerialComCNC 2.2 gibt es noch nicht. Ich meinte 2.1. Albert M. ich wollt nichts vorwegnehmen.;) Hallo Jörg, ich habe es folgender weise gemacht: Mit dem XLoader Das Hex-File der neuen Version GRBL 1.1f aufspielen. SerialComCNC 2.1 starten und Verbindung aufbauen. Danach sofort unten rechts $10=0 und Enter drücken. Jetzt die Verbindung wieder trennen und Neu Verbinden. Wenn alles geklappt Hat Meldet sich der UNO mit " Grbl 1.1f ['$' for help] OK OK Jetzt kann die Taste $$ unten rechts gedrückt werden um die Parameter zu sehen und zu ändern. Gruß Daniel
Wolfram F. schrieb: > Es zeigt XYZ und FEED an, seit Stunden ohne Probleme! Hmm, DAS war gestern! Ohne was zu ändern bekomme ich heute wieder Zeichen hinter den Zahlen die da nicht hingehören! Mal hier, mal da.... Also an der Geschwindigkeit des µC kann es wohl nicht liegen, 80 oder 160Mhz sollten keine Probleme machen. Sende ich einen langen Stream mit den Nexion-Daten per Hterm an den ESP, treten NIE Fehler auf! @Albert: gibt es vielleicht Unterschiede ob SCC unter C:\ oder C:\Programme installiert ist? Vielleicht etwas mit Rechten oder so? Und noch einen weiteren BUG gefunden: Wenn man eine HPGL Datei einlädt (habe etliche versucht), kommt beim druck auf "Process Datei" eine Fehlermeldung: "ist kein gültiger Gleitkommawert! @Wolfgang: Wie hast Du diese Probleme gelöst? Ich spiele schon mit dem Gedanken, nen SERIAL-PROXY zu programmieren der alle Befehle zum/vom GRBL durchschleift, sollte der ESP schaffen. A la dem XLCD... Ist mir ein Rätsel mit den SCC Seriellen...
Wolfram F. schrieb: > Wie hast Du diese Probleme gelöst? ich habe das Problem nicht, begrenze die Ausgabe auf maximal 9 Zeichen Gruß Wolfgang
Daniel S. schrieb: > Möchte mal wieder mein Feedback dazu geben, > > Hallo Albert M.! Erst mal Vielen Dank von meinem Kumpel Hannes und mir > für dieses sehr gute Projekt! > Wir verfolgen dies schon seit 1 ½ Jahren. > SCC Ver. 0.9f lief jetzt schon seit einem Jahr fehlerfrei bei Uns. (XP > SP3) > Aktuell läuft SCC Ver. 2.0.2 und GRBL 1.1e (UNO) mit 3,5“ Nextion > Display > Hannes Prüft seit einer Woche die 2.0.2 ohne das ein Fehler auftrat > (XP SP3 und UNO) > Das Update 2.2 und 1.1f wird demnächst aufgespielt. > Eine CAM Hat noch keiner von uns beiden an der Fräse. Hatte bis jetzt > keine Priorität > > Störung in der Verbindung konnte ich bis jetzt fasst immer Auf EMV oder > Wackelkontakt zurückführen. > Wenn ich zum Beispiel das Licht (Neonröhre)Einsteckte an der gleichen > Steckdose. > Abgeschirmte USB Kabel ist ein Muss, die bei denen nur 4 Drähtchen drin > sind reichen nicht. > Einfach mit einem Durchgangsprüfer beide enden Buchse und Stecker direkt > am Metall messen. > Sollte gegen null Ohm liegen. Wenn nicht. Kabel tauschen! War bei mir > der fall. Danach hatte ich ruhe. > > Ich kann das Nextion Display nicht gleich mit Connect Verbinden obwohl > der COM Anschluss der richtige ist. > Erst wenn ich den selben COM Port erneut Auswähle und erneut auf Connect > klicke. Ist bei Hannes ebenso. > Find ich aber jetzt nicht so tragisch. Fräse manchmal zwei drei Stunden > ohne die Verbindung zwischendurch zu trennen. > > Überwiegend nutzen wir das Programm Sprint-Layout 6.0 zur Leiterplatten > Erstellung. > In SCC wird diese Datei über den HPGL Import in G-Code umgewandelt. > Eine Möglichkeit die noch nützlich wäre ist das Einstellen einer > Materialstärke. Wenn zum Beispiel die Stärke 4mm beträgt und in 4x > Durchgängen -1mm tief gefräst werden soll. Importiere ich die Datei nach > jeden Durchgang neu ein und erhöhe um 1mm. > Hat jemand einen Tipp wie ich das doch in einen Fräsvorgang machen > könnte? > > Gruß Daniel! Normalerweise geht das mit dem Cam Programm. Wenn du sagst, 4mm tief fräsen und in der Werkzeugliste dein ausgewählter Fräser auf 1mm Zustellung eingestellt ist, dann berechnet das Cam Programm automatisch 4 Durchläufe und stellt pro weiteren Durchgang 1mm mehr zu.. Ein Bsp wäre Estlcam. Wenn dein Sprint Layout das nicht kann, vllt kann Eagle es dann. MfG Dom
$10 schrieb: >> Merkwürdig ist auch, die die X/Y-Koordinaten von Anfang an auf 0 stehen >> und sich auch nicht ändern, bei Z stehen nur Bindestriche. > > $10=0 setzen in GRBL >1.1e Der Tipp war Gold wert, nachdem ich $10=0 gesetzt hatte, waren alle Probleme, die ich hatte, mit einem Schlag verschwunden. SerialComCNC läuft, das Nextion Display läuft, super. Ich danke Dir. Grüße, Jörg
>Wenn dein Sprint Layout > das nicht kann, vllt kann Eagle es dann. Eagle kann mit dem gcode.ulp bis zu 4 Durchgänge! Wobei sogar 4 Nutzen-Ausbruch-Bereiche stehen bleiben können (einstellbar)
@Wolfgang: was bedeutet
1 | …. |
in deiner Routine? 0xFF und ?
Wolfram F. schrieb: > was bedeutet…. > in deiner Routine? 0xFF und ? Keine Ahnung was Du damit meinst. Gruß Wolfgang
Wolfgang B. schrieb: > Keine Ahnung was Du damit meinst. Jetzt hab ichs Windofs ist nur zu sich selbst kompatibel.:-( Darstellung Unicode (UTF-8) Gruß Wolfgang
moin, was muß genau für den Werkzeugwechsel im G-Code stehen? Estlcam!! MfG Klaus
T und die Werkzeug NR zB. T2 Gruß Wolfgang
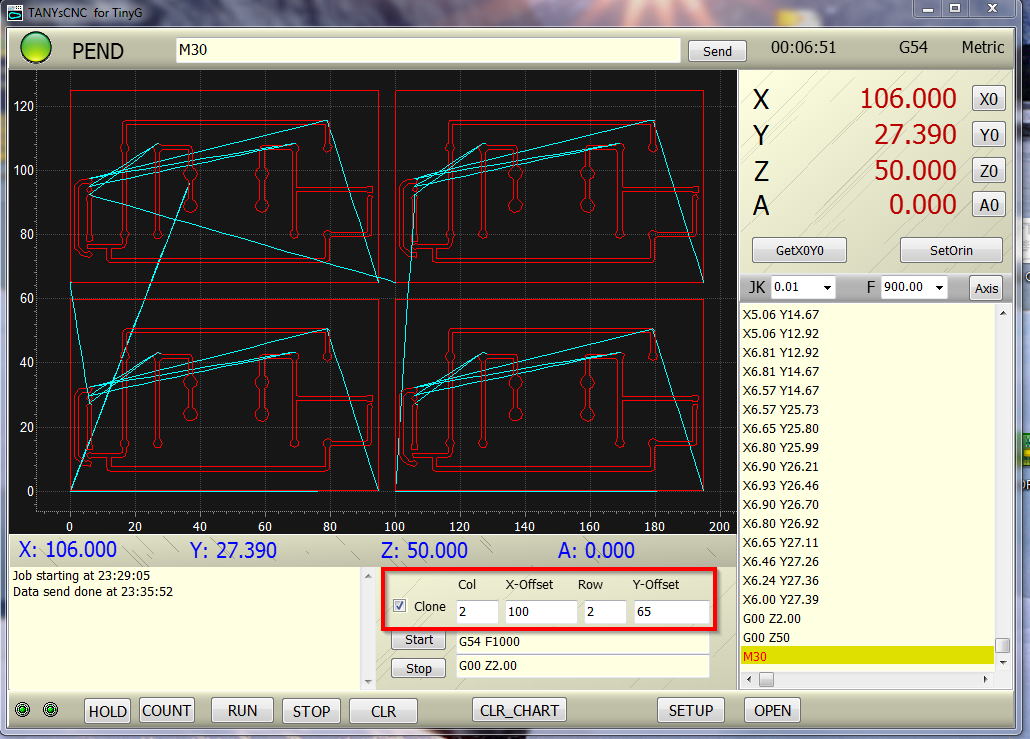
Angehängte Dateien:
-

EasyJob.png
37 KB
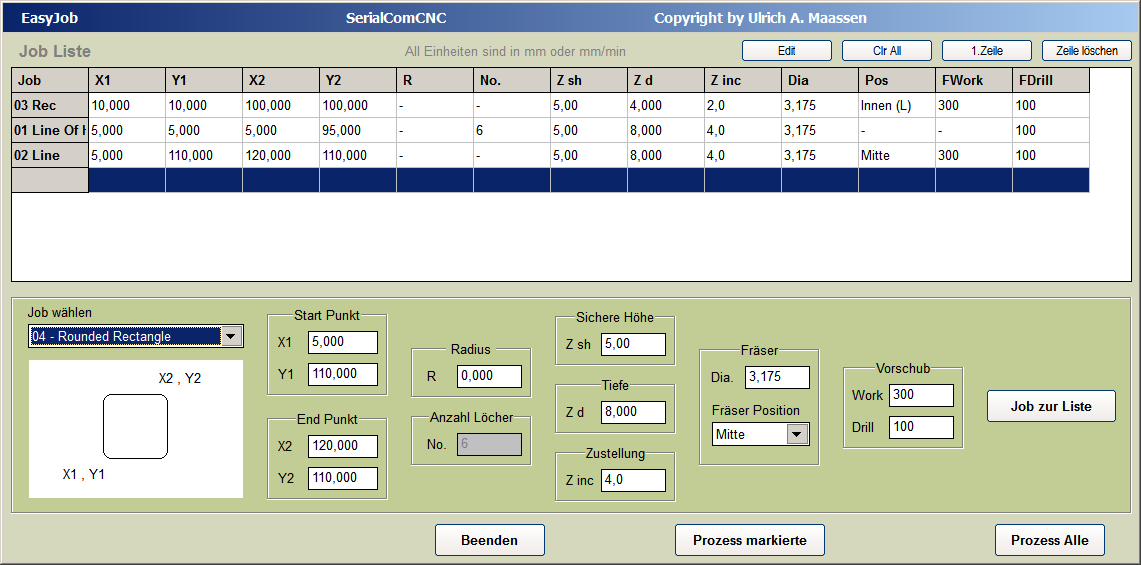
Anbei neue Version SerialComCNC 2.2
(Nochmal eingesetzt, da eben gepostete Version fehlerhaft war)
Change Log V2.2
---------------
Easy Job teilweise freigegeben (Experimental)
Video, allerdings noch mit der alten Bedienoberfläche von SCC:
Youtube-Video "SerialComCNC neuer EasyJob Modus"
Easy Job stellt einfache Bearbeitungmöglichkeiten zur Verfügung
ohne CAD- und CAM- Programme benutzen zu müssen.
Nach Eingabe des gewünschten Jobs und Parameter wird automatisch
G-Code erstellt und in das "G-Code Datei" Fenster des Hauptfensters
eingefügt.
Es können mehrere Jobs erstellt und in der Reihenfolge geändert
werden. Die Jobs lassen sich einzeln oder insgesamt zu G-Code
konvertieren.
Freigegebene Jobs:
- Drill Hole
Ein Loch an der angegebene Position bohren.
- Line of Holes
Beliebige Anzahl von Löchern in einer Reihe bohren.
Vertikal, horizontal oder diagonal.
- Rectangle
Rechteck fräsen.
- Rounded Rectangle
Rechteck mit gerundeten Ecken fräsen. Eckenradius wählbar.
Weitere Jobs kommen demnächst dazu.
Update des PDF-Manuals, aufrufbar über Menue Hilfe.
Gruss Ulrich Albert
http://www.serialcominstruments.com/
wow! SUPER! Darauf hab ich gewartet! Danke Vielmals! @all: sollten wir nicht mal "zusammenschmeissen" und ne nette Spende an Albert schicken? freu...
Wolfgang B. schrieb: > Wolfgang B. schrieb: >> Keine Ahnung was Du damit meinst. > > Jetzt hab ichs > > Windofs ist nur zu sich selbst kompatibel.:-( > > > Darstellung Unicode (UTF-8) > > > Gruß Wolfgang Hmmm... aber was die Zeichen darstellen sollen oder machen, weiss ich noch immer nicht. Kannst Du nicht mal mein Listing an Dein Display anpassen und testen? Meiner Meinung nach ist doch alles richtig, oder?
Wolfram F. schrieb: > Hmmm... aber was die Zeichen darstellen sollen oder machen, weiss ich > noch immer nicht. Wenn Du mal die Darstellung Textcodierung auf Unicode (UTF-8) einstellst siehst Du dass das nur einfach ... . ist. bedeutet der Rest ist Ausgeschnitten.... Gruß Wolfgang
:-) Achso ! Grins... Trotzdem könntest Du das mal testen? Ich habe gerade noch was geändert, hatte ja direkt aus dem String einen Teil aufs Display dargestellt, da ich es aber schön rechtsbündig haben wollte, habe ich einen 2. String lcdBuffer zusammengestellt und diesen lasse ich jetzt darstellen. Nun scheint das Problem mit evt. mal andere Zeichen im TFT weg zu sein! (Klopf auf Holz, morgen ist es wieder da...) In readSerial(Stream & stream) wird der String zusammengesetzt. Natürlich laienhafte Programmierung, bin aber auch nicht sooo der Programmierer. Anbei das aktuelle Listing. Gruß, Wolfram.
Wolfram F. schrieb: > da ich es aber schön rechtsbündig haben > wollte, habe ich einen 2. String lcdBuffer zusammengestellt und diesen > lasse ich jetzt darstellen. Warum so umständlich? du brauch's doch nur die Zeichen zwischen den " " und die kann man beim einsammeln mit zählen und man hat gleich die cursor Position. Mit den .ino kann ich so nichts anfangen das ist für die Arduino Umgebung und das benutze ich nicht, ist mir zu undurchsichtig.:-( Die HW ist ganz OK. Gruß Wolfgang
Lothar M. schrieb: > BTW: > Weil Arduino Quelltext das selbe wie C ist, ist [c] der geeignete Token > zum Formatieren. Was ist denn undurchsichtig? Was sind eigentlich die Unterschiede zwischen tx.txt und t0.txt usw.?
Wolfram F. schrieb: > Was ist denn undurchsichtig? Die gesammte Strucktur angefangen mit den Pin/Port Bezeichnungen, Libraries und behandlung der Timer. Ich Progammiere mit Xcode in C und da weis ich meistens was ich mache. Aber diese Diskussion gehört hier nicht hin. >Was sind eigentlich die Unterschiede zwischen tx.txt und t0.txt usw.? sind beides die gleichen daten, wird wohl für das Nextion Display so gebraucht. Gruß Wolfgang
Danke Albert M. ! Werde mir den Easy Job heute noch ansehen. Da meine Maschine im Moment nicht einsatzbereit ist muss mein Kumpel Hannes dies testen. Hallo Dominic H. Danke für den Hinweis! Ich werde mir Estlcam und Eagle anschauen da das Sprint-Layout auf Leiterplatten Erstellung ausgelegt ist. Die Materialstärke oder frästiefe lässt sich nicht definieren. Dank Albert M. Kann ich die *.plt Dateien in SCC Importieren. Gruß Daniel
Hallo Albert M, erst mal Vielen Dank für die neue version mit Easy Job. Ich habe mir mal den Easy Job einfache Bearbeitungmöglichkeiten angeschaut. Währe es nicht einfacher beim Rectangle (Rechteck fräsen) den Bezugspunkt in die Mitte vom Rechteck zulegen X,Y und für das Rechteck Höhe,Breite eingeben? ewt. auch den Punkt als Dezimaltrennzeichen abfangen sonst werden aus 2.5mm schnell 25mm.:-( Gruß Wolfgang
Wolfgang B. schrieb: >>Was sind eigentlich die Unterschiede zwischen tx.txt und t0.txt usw.? > > sind beides die gleichen daten, wird wohl für das Nextion Display > so gebraucht. Leider lassen sich ankommende Daten im Nextion Display nicht mit z.B. einem OnChangeEvent an andere (Text)Objekte weiterleiten. Eine Anfrage bei Nextion/Itead ergab, dass daran nichts geändert wird. Daher müssen, wenn die gleichen Daten auf mehreren Display Pages gezeigt werden sollen, diese auch mehrmals von SCC geschickt werden. Das verdoppelt den Datenverkehr auf der zweiten Schnittstelle. Ich versuche dazu eine Lösung zu finden, z.B. die Daten nur einmalig an Variablen-Objekte des Displays zu senden und mit einem Timer des Display 10 mal pro Sekunde diese Variablen an die Text-Objekte der Pages weiterzuleiten. Damit ist es möglich, dass sich die Bezeichner in den von der zweiten Schnittstelle gesendeten Daten in Zukunft ändern, ebenso wie das HMI-File des Displays. Wolfgang B. schrieb: > Währe es nicht einfacher beim Rectangle (Rechteck fräsen) > den Bezugspunkt in die Mitte vom Rechteck zulegen X,Y und > für das Rechteck Höhe,Breite eingeben? Dass die Position eines Rechtecks durch seinen Mittelpunkt bestimmt wird ist wohl eher unüblich. Durch die bestehende Angabe der Koordinaten der linken unteren und rechten oberen Ecke ist das Rechteck ausreichend und exakt definiert.
Albert M. schrieb: > Ich versuche dazu eine Lösung zu finden, z.B. die Daten nur einmalig an > Variablen-Objekte des Displays zu senden und mit einem Timer des Display > 10 mal pro Sekunde diese Variablen an die Text-Objekte der Pages > weiterzuleiten. Da Timer im Nextion-Display leider auch nicht global sind, musst du einen Timer pro Page verwenden. Also eine globale Variable, die du über die serielle fütterst. Dann einen Timer pro Seide, der dann die globale Variable auf die gewünschten Objekte DIESER Seite spiegelt. Das ist zwar etwas aufwendig, läuft aber ganz gut.
Albert M. schrieb: > Dass die Position eines Rechtecks durch seinen Mittelpunkt bestimmt wird > ist wohl eher unüblich. Das mag vielleicht so sein, aber für die Platzierung eines Rechtecks Bzw. Durchbruch auf den Werkstück ist es meines Erachtens einfacher. Durch die Angabe der Koordinaten die Größe des Rechtecks zu bestimmen ist schon etwas abstrakt. Gruß Wolfgang
Angehängte Dateien:
-

EasyJob.png
37 KB
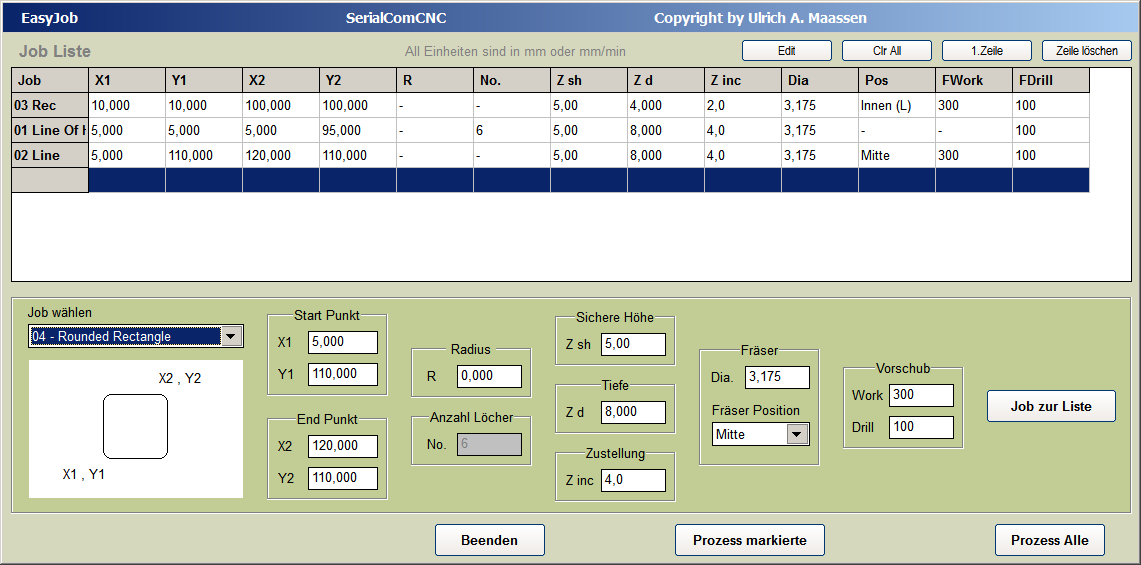
Wolfgang B. schrieb: > Albert M. schrieb: >> Dass die Position eines Rechtecks durch seinen Mittelpunkt bestimmt wird >> ist wohl eher unüblich. > > Das mag vielleicht so sein, aber für die Platzierung eines Rechtecks > Bzw. Durchbruch auf den Werkstück ist es meines Erachtens einfacher. > > Durch die Angabe der Koordinaten die Größe des Rechtecks zu bestimmen > ist schon etwas abstrakt. Was ist daran abstrakt? Ich habe das User Interface für den Easy Job oben nochmals zur Verdeutlichung für die Mitleser eingefügt. Wie würdes Du es dann weniger abstrakt z.B. mit einer Linie halten die nicht senkrecht oder wagerecht ist, sonder schräg verläuft? Jetzt sag nicht Länge und Winkel angeben. Das hat schon seinen Grund wie das User Interface aufgebaut ist. Damit lassen sich alle Möglichkeiten erschlagen. Wer mit CNC arbeitet hat sich an Koordinaten eigentlich gewöhnt. Am User Interface des EasyJob werde ich daher nichts ändern.
ich bin deiner Meinung, Albert! Wenn allerdings irgendwann Kreise dazukommen, sollte man x und y als Kreismittelpunkt sowie Radius und ob innen oder aussen angeben können. Hat eigentlich jemand SUB-D-Makros um "mal eben" Löcher für SUB-D Buchsen (oder Lüfter usw.) an X,Y zu fräsen?
Wolfram F. schrieb: > Wenn allerdings irgendwann Kreise dazukommen, sollte man x und y als > Kreismittelpunkt sowie Radius und ob innen oder aussen angeben können. Ist alles schon genau so seit langem fertig, der Kreismittelpunkt wird in der "Startpunkt" Box und der Radius in der "Radius" Box eingegeben. Nicht passende Boxen werden bei den verschiedenen Jobs ausgeblendet. Ich hatte vor einiger Zeit schon mal geschrieben, dass ich den komplettem EasyJob neu überarbeite. Das dauert halt seine Zeit. Folgende Jobs werden der Reihe nach als nächste veröffentlicht: - Kreis, auch benutzbar für "Bohrungen" grösser als Fräserdurchmesser - Reihe von Kreisen - Teilkreis - Rechteck-Tasche, Rechteck Tasche mit gerundeten Ecken - Kreistasche, Kreis-Tasche mit Insel - n Bohrungen auf Kreisbahn - n Bohrungen auf Teilkreis
Albert M. schrieb: > Was ist daran abstrakt? Hallo Albert M., wenn ich für einer Frontplatte ein 20mm x 80mm (BxH) Durchbruch auf der Position Y60mm X160mm benötige muss ich erstmal umrechnen. X1 = X160-80/2 Y1 = Y60-20/2 Y2 = Y1+20 X2 = X1+80 Albert das war keine Kritik sondern nur ein Vorschlag den Jop zu vereinfachen. >Wer mit CNC arbeitet hat sich an Koordinaten eigentlich gewöhnt. keine Bange das hab ich.:-) Gruß Wolfgang
Angehängte Dateien:
-

nullpunkt.png
933 Bytes
Wie wäre es mit einer Auswahl wo der Nullpunkt liegen soll? Braucht ja nicht viel Platz...
Wolfgang B. schrieb: > Hallo Albert M., > wenn ich für einer Frontplatte ein 20mm x 80mm (BxH) Durchbruch auf > der Position Y60mm X160mm benötige muss ich erstmal umrechnen. > > X1 = X160-80/2 > Y1 = Y60-20/2 > Y2 = Y1+20 > X2 = X1+80 > > Albert das war keine Kritik sondern nur ein Vorschlag den Jop > zu vereinfachen. Deine Gedankengänge versteh ich jetzt nicht. Ich glaube Du denkst da viel zu kompliziert :) Es ist ganz einfach: Unter Startpunkt (Ecke links unten) eingeben: X1 = 160 , Y1 = 60 Das sind ja die Entfernungen von Deinem gewählten Nullpunkt auf den sich alle weiteren Angaben beziehen. Unter Endpunkt (Ecke rechts oben) eingeben: X2 = 160 + 20 , Y2 = 60 + 80 Fertig
sven schrieb: > Wie wäre es mit einer Auswahl wo der Nullpunkt liegen soll? > Braucht ja nicht viel Platz... Da gibt es nichts auszuwählen. Den legt man einmalig fest. Der Nullpunkt auf den sich alle Job-Koordinaten beziehen ist der bei der Fräse aktuell gesetzte Nullpunkt. Am Besten legt man den auf die linke untere Ecke seines Werkstückes, kann aber auch sonst wo liegen. Alle eingetragenen Jobs in der Liste beziehen sich ausschliesslich auf diesen Nullpunkt.
Albert M. schrieb: > Es ist ganz einfach: > so einfach ist das nicht, Die Position Y60mm X160mm ist der Mittelpunkt des Rechteck.:-(
>Unter Startpunkt (Ecke links unten) eingeben: >X1 = 160 , Y1 = 60 >Das sind ja die Entfernungen von Deinem gewählten Nullpunkt >auf den sich alle weiteren Angaben beziehen. >Unter Endpunkt (Ecke rechts oben) eingeben: >X2 = 160 + 20 , Y2 = 60 + 80 das Objekt wird beschrieben Ecke links unten X1 160, Y1 60 und Ecke rechts oben X2=X1+20, Y2 = Y1+80. das heißt ich brauch X1 und Y1 (Startpunkt Ecke links unten), des weiteren X2=X1+Breite, Y2=Y1+Länge (Ecke rechts oben)! beim Mittelpunkt des Objekt brauch ich lediglich X,Y die Position und Länge und Breite des Objeckt die bekannt sind! Die Fräser Position + Kompensation kann das Programm berechnen. ist ähnlich wie bei einen Kreis Kreismittelpunkt + radius was soll's war nur ein Vorschlag.
Wolfgang B. schrieb: > brauch ich lediglich X,Y die Position und Länge und Breite des Objeckt Wenn das Objekt parallel zur Achsen liegt, kann man nach Lust und Laune das Objekt beschreiben(bemaßen). Es sieht anders aus, wenn dies ein beliebigen Winkel zur Achsen hat, beschreibt man übriger weise erst die Lage und dann die Eigenschaften.
Tany schrieb: > Es sieht anders aus, wenn dies ein > beliebigen Winkel zur Achsen hat auch das lässt sich über den Winkel zur Achse berechnen. Wolfgang
So, der Test mit dem Display auf dem Arduino-Uno war erfolgreich! Dort habe ich nicht das SPI-TFT sondern ein 128x128 T6963 LCD angeschlossen. Der eigentliche sporadische Fehler für Scchrott-Zeichen war die fehlende 0-Ende-Kennung des LCD-Strings! Alles funktioniert nun wunderbar! Als nächstes kommen Tasten und Endschalter Abfragen sowie Referenzfahrt hinzu! @Albert: hier nochmal ne kleine Liste mit Bugs und Wünschen: 1) BUG: Wenn man eine HPGL Datei einlädt (habe etliche versucht), kommt beim druck auf "Process Datei" eine Fehlermeldung: "ist kein gültiger Gleitkommawert! 2) BUG: 2.Serielle COM3 (z.B.) ist dargestellt, connect geht aber erst, wenn man die COM3 erneut anwählt! (Nur, wenn das Prg neu gestartet wurde!) 3) Wunsch: Feedrate in ini datei abspeichern und beim start wieder einladen und auch setzen! 4) Wunsch: Spindel Wert in ini datei abspeichern und beim start wieder einladen und auch setzen! 5) Wunsch: Move mm Wert in ini datei abspeichern und beim start wieder einladen und auch setzen! 6) BUG: Wärend des Fräsens darf der Easy-Job nicht anwählbar sein! 7) BUG?: Maximize Window nicht anwählbar. 8) Wunsch: EasyJob: Tisch plan fräsen, Angabe von Xmax,Ymax, Fräser dm. 9) Wunsch: Weiterleitung der Endschalter von GRBL zur 2. Seriellen 10) Wunsch: Anzahl der Programmdurchläufe mit einstellbaren Z Zähler/Durchlauf. Gruß, Wolfram.
Ich möchte mich dieser "Wunschliste" von Wolfgang gern anschließen mit der Bitte an Ullrich, diese Vorschläge in die nächsten Releases evtl. nach und nach mit einfließen zu lassen. Interessant wäre bei dem Easyjob vielleicht noch die Möglichkeit, auch Lochfelder zu bohren mit Angabe von X und Y x Anzahl Löcher mit Abstand n Vielen Dank für deine Arbeit. Kann ich ständig nur wiederholen.
Hardy F. schrieb: > Ich möchte mich dieser "Wunschliste" von Wolfgang gern anschließen mit Wolfram, nicht Wolfgang :-)
Angehängte Dateien:
-

CNC_Apps.png
150 KB
Hardy F. schrieb: > Interessant wäre bei dem Easyjob vielleicht noch die Möglichkeit, auch > Lochfelder zu bohren mit Angabe von X und Y x Anzahl Löcher mit Abstand so?
Hi Wolfram F. schrieb: > 8) Wunsch: > EasyJob: Tisch plan fräsen, Angabe von Xmax,Ymax, Fräser dm. Tasche Rechteck sollte Das machen, wobei ich da dann auf Maschinen-Koordinaten gehen würde und nicht die Eingabe vom aktuellen Nullpunkt aus, da sich Dieser wohl mit jedem Werkstück ändert, der Tisch selber aber wohl 'an Ort und Stelle' bleibt. Müsste im Keller gucken, was ich mir da aufgekritzelt habe, benutzte aber auch LinuxCNC an meiner Käse-Fräse. MfG
ja, würde auch gehen, dann als Makro speichern. Da an meinem SCC-Display auch noch Taster und die Endschalter abgefragt werden, wäre der Maschinen-Nullpunkt auch kein Problem.
@ Tany Das ist ja schon eine Größenordnung weiter als ich es mir vorstellte. Also noch besser ! Sehr gute Erweiterung. Möge es ebenfalls eine Anregung für Ulrich Albert sein.
@Wolfgang B. Thema Jog-Dial... welchen Alps Encoder hast Du denn für Dein Jog-Dial verwendet? Ich hab Interesse an Deinem kleinen Projekt gefunden und würde das ggf. gerne nachbauen und daher gerade bei TME geschaut, den aber irgendwie nicht gefunden. Danke für eine kurze Info...
Torsten K. schrieb: > welchen Alps Encoder hast Du denn für Dein Jog-Dial verwendet? hatte ich noch in der Bastelkiste rumliegen steht leider nur Alps drauf.:-( ALPS STEC11B müsste passen ggf. die Achse kürzen. Gruß Wolfgang
dafür kann man anstelle eines Encoders auch prima einen Schrittmotor nehmen! Siehe hier : http://www.b-pahl.de/bastel/portalfraese/handrad/inkrementalgeber.GIF http://www.b-pahl.de/bastel/portalfraese/handrad/handrad.html Funktiert super und ist robust! Ist an meiner Fräse für die Feedrate mittels Pokeys und MACH3 angeschlossen.
Hallo Wolfgang, zuerst mal Entschuldigung für die lange Pause, ich habe wohl mal verpasst, mich hier einzuloggen, und somit den Fortgang verpasst. Den Trick mit der Hardware Lösung für die Kommunikation meines Joystick muss ich unbedingt verifizieren, klingt aber erst mal genial :-) Danke dafür! Es kann aber durchaus sein, dass mein Controller nicht schnell genug ist, um die Analogdaten der drei Joysticks genügend schnell einzulesen, so dass ein kontinuierlicher Datenstrom für den GRBL zur Verfügung gestellt werden kann. Momentan klappte es ganz gut für eine Achse, doch sobald eine dazu kommt, stockten die Motoren. Es kann also gut sein, dass die Umwandlung der drei analogen Werte in Jog-Kommandos auf dem Rechner erfolgen muss. Damit wäre das Thema für SCC gestorben. Ich werde berichten. Gruß Harald
Hallo Albert M. Ich habe heute den Easy Job ausprobiert.. Das abgerundete Rechteck. Wie ich festgestellt habe gibt es bei Fräser innen aussen mitte keinen Unterschied.. Wenn ich x2 und y2 auf 20mm setze, sage ich habe einen 8mm Fräser und der soll aussen fahren, müsste er dann nicht zb 28mm oder 36mm verfahren? Er hält sich strickt an die Koordinaten und mein 20x20mm Quadrat wird 12x12mm !? MfG Dominic
Hallo Wolfgang B. Danke für Deine Antwort zum Drehgeber. Es ist wahrscheinlich völlig egal wieviele Impulse pro Umdrehung ausgegeben werden. Ich denke ich nehme einen mit 24 Pulsen pro 360Grad. Ich hab das mal alles in KiCad eingegeben und damit auch gleich die Platinenumrisse entsprechend der Hammond Gehäuse Spezifikation angegeben. Ich versuche auch, dass die Platinen mittels Steckkontakte verbunden werden. Wenn Du das ggf. als Gerberdatei haben möchtest sowie dann die fertigen KiCAD Dateien, kann ich Dir diese gerne zusenden. Noch muss ich einige Arbeiten in KiCAD abschliessen und die Bauteilabstände prüfen. LG Avantasia (Torsten K.)
Avantasia schrieb: > Wenn Du das ggf. als Gerberdatei haben möchtest sowie > dann die fertigen KiCAD Dateien, kann ich Dir diese gerne zusenden. Danke für das Angebot, aber das ist nicht nötig. viel Spass beim Basteln. Gruß Wolfgang
Dominic H. schrieb: > Wenn ich x2 und y2 auf 20mm setze, sage ich habe einen 8mm Fräser und > der soll aussen fahren, müsste er dann nicht zb 28mm oder 36mm > verfahren? nein wenn x2 und y2 = 20mm dann ist x1,y1 = 0 und der Fräser auf -4mm und 24mm, Radius der Ecken = 0 ich habe es mir gerade angeschaut mit und ohne Radius da ist kein Fehler. Gruß Wolfgang
@Dominic alles zurück.:-( Das abgerundete Rechteck beim Easy Job ist doch fehlerhaft. Die Fräser Kompensation wird nicht berücksichtigt. hab mich von der Graphic Anzeige Täuschen lassen.:-( Gruß Wolfgang
Wolfgang B. schrieb: > Das abgerundete Rechteck beim Easy Job ist doch fehlerhaft. > Die Fräser Kompensation wird nicht berücksichtigt. Sorry, Fräser Kompensation ist zwar im Programmcode drin, wird aber falsch aufgerufen. Wird zur nächsten Version berichtigt.
Warum Albert beim "Rectangle Rechteck fräsen“ "Rounded Rectangle Rechteck mit gerundeten Ecken fräsen Eckenradius wählbar“ zwei Jops macht ist mir unergründlich. Wolfgang
Hallo, viel Arbeit so ein Programm. Es ist sehr unvorteilhaft wenn man das Programm nicht anhalten kann ohne Notaus zu machen. z.B bei Werkzeugwechsel ohne Probe. Ich habe versucht aus dem Forum etwas zu erfahren aber ohne Erfolg.Wenn ich nun ein Notstop mache sind die Positionsdaten weg. Ich helfe mir indem ich die Daten aufschreibe und nach einem Reset wieder per Hand mit dem gemerkten Offset wieder auf die alte Position fahre. Diese Prozedur ist auf die Dauer nicht praktikabel. Ich möchte hier nicht stänkern, nur eine Antwort auf meine Fragen. Mit freundlichen Grüßen Udo
Udo schrieb: > Es ist sehr unvorteilhaft wenn man das Programm nicht anhalten kann ohne > Notaus zu machen. z.B bei Werkzeugwechsel ohne Probe. Den laufenden G-Code kann man mittels den nicht zu übersehenden Halt/Weiter Buttons anhalten und weiter laufen lassen. Da das Lesen des Manuals vielleicht mühsam ist zitiere ich hier gerne nochmal den Abschnitt über Werkzeugwechsel: Werkzeugwechsel Txx Automatischer Werkzeugwechsel wird von GRBL nicht unterstützt. SerialComCNC unterstützt jedoch einen manueller Werkzeugwechsel und reagiert auf die Werkzeugwechsel-Befehle Txx im G-Code: Wenn die Checkbox "Use Tool Change" aktiviert ist, wird der jeweils nächste bevorstehende Werkzeugwechsel im Monitor-Fenster incl. der Werzeugnummer Txx angezeigt. Wenn im Programmfluss Txx erreicht wird, werden die Steppermotoren mittels M0 angehalten, die aktuelle Position gespeichert und die Z-Achse um den Wert in der "Change Pos" Eingabe-Box hochgefahren. Es muss abgewartet werden bis im Process Display "Idle" angezeigt wird. Über die Bedienbuttons im Manual Process Fenster können die Achsen jetzt beliebig verfahren werden um eine optimale Position zum Werkzeugwechsel zu erreichen. Nach dem Werkzeugwechsel wird zum Fortfahren der Button "Cont" im Process Display betätigt. Die X- und Y-Achse und danach die Z-Achse werden nun auf die gespeicherte Position gefahren und das G-Code Programm fortgesetzt.
Hallo, und danke für die schnelle Antwort. Natürlich konnte ich das Programm anhalten und weiter fahren lassen. Die Funktion Toolwechsel funktioniert wie beschrieben bei mir nicht. Der Haken ist gesetzt. Im Programm steht an den Wechselpositionen der Befehl M6 T2 z.B. hintereinander. Ich habe dann selber den Befehl M00 reingeschrieben dann hielt die Maschine an. Aber die Lösung war das natürlich für mich nicht. Ich habe die letzte Softwareversion installiert. Gibt es noch ein Parameter was diese Funktion sperrt ? Gruß Udo
Udo schrieb: > Die > Funktion Toolwechsel funktioniert wie beschrieben bei mir nicht. Der > Haken ist gesetzt. Im Programm steht an den Wechselpositionen der Befehl > M6 T2 z.B. hintereinander. M6 muss entfallen, einfach nur T2 alleine in eine Zeile schreiben. Wenn der Interpreter T2 oder weitere Tx erreicht erfolgt die Meldung: Werkzeugwechsel T2 steht bevor. Ende der laufenden Bearbeitung (Idle) abwarten. Die Maschine hält bei Erreichen von T2 an. Die aktuelle Position wird gespeichert und die Achsen können über das Bedienfeld verfahren werden. (Die Verfahrweite muss vorher in "Move mm" festgelegt sein) Nach Werkzeugwechsel weiter mit "Cont" ("Weiter"). Es wird dann über die gespeicherte Position fortgefahren.
Hallo Albert, darf ich hier einhaken und nach dem Nullen der Z-Achse nach dem Werkzeugwechsel fragen? Merkt sich SCC nicht nur die Koordinaten des Txx-Stop, sondern rechnet ebenfalls den neuen Tool-Offset des getauschten Werkzeugs mit ein, wenn ich eine erneute Probe-Fahrt mit dem neuen Werkzeug durchführe? Ist also die Spitze des neuen Werkzeugs an exakt der identischen Position wie die des alten, ausgewechselten Werkzeugs, wenn ich "Cont" klicke (bzw. geklickt habe)? Du hast ja den Absatz aus der Anleitung kopiert, dort steht aber nicht (oder ist zumindest für mich nicht erschließbar), ob ich "mechanisch" beim Einspannen des neuen Werkzeugs für die gleiche Werkzeuglänge sorgen muss, oder ob SCC mich dabei unterstützt (und wenn ja, wie?). Eine kurze Erklärung würde für mich die Sache durchschaubar machen. Danke! Gruß Harald
Hallo Harald, Harald S. schrieb: > ob ich "mechanisch" beim Einspannen des neuen Werkzeugs > für die gleiche Werkzeuglänge sorgen muss Zur Zeit wahrscheinlich ja, siehe unten. >oder ob SCC mich dabei unterstützt (und wenn ja, wie?). Vielleicht: Ich noch nie getestet, ob man die Probe Funktionen von SCC gefahrlos während des Anhaltens nach Tx nutzen kann und ob das überhaupt machbar ist. Leider kann ich diesen Test momentan nicht durchführen, weil ich meine China Fräse wieder mal verliehen habe.
Hallo Albert, nun, ich hätte erwartet, dass du die Funktion "Probe nutzen" explizit in die Bearbeitung der Werkzeugwechsel-Funktion hättest einprogrammieren müssen. Immerhin müsste dafür ja ein neuer Offset für die Z-Achse mit eingerechnet werden, wenn mit "Cont" an die alte Stelle zurück gefahren wird, um mit dem Job fortzufahren. Da du nicht weißt, ob das geht, gehe ich mal davon aus, dass du das nicht getan hast. Und somit würde ich das Probing während Txx in die Ecke "eher unwahrscheinlich" schieben (weil ich mir nicht so recht vorstellen kann, dass so eine komplexe Funktion automatisch mit abfällt). Was müsste ich denn tun, wenn ich die Funktionalität überprüfen wollte?
Harald S. schrieb: > Was müsste ich denn tun, wenn ich die Funktionalität überprüfen wollte? Ich sehe gerade das geht nicht, da der Probe Button P während der Verarbeitung gesperrt ist. Ich werde mich um diese Thematik aber demnächst kümmern.
Ok, danke! :-) [edit] Ich habe gerade mal in der aktuellsten Version SCC 2.2 eine NC-Datei mit 3 Werkzeugen eingespielt und versucht, wenigstens mit den Tasten mal ein bisschen zu verfahren. Leider Fehlanzeige. Der Job pausiert mit dem Hinweis auf Werkzeugwechsel, dann tut sich erst mal nichts. "Weiter" ist inaktiv. Ich muss also "Halt" klicken, damit "Weiter" funktioniert. In der Zeit zwischen "Halt" und "Weiter" reagiert meine Version von SCC auf nichts, alle Tasten in den Feldern "Set" und "Manueller Prozess" sind deaktiviert. Habe ich da etwas übersehen? [\edit] Gruß Harald
@Wolfgang B. eine kleine Frage habe ich noch zu Deiner Jog-Dial Schaltung... wenn ich es richtig verstehe, dann ist der Jog-Dial Drucktaster (Home) parallel zum Taster 8 (Spindel Stop/Weiter) geschaltet. Ist das korrekt interpretiert? Sprich durch alt+Jog-Dial Taster wird eine Homefahrt veranlasst? Gleiches würde dann doch auch bei alt+Taster 8 ausgelöst oder? Lieben Dank für eine kurze Antwort...
Harald S. schrieb: > Ich habe gerade mal in der aktuellsten Version SCC 2.2 eine NC-Datei mit > 3 Werkzeugen eingespielt und versucht, wenigstens mit den Tasten mal ein > bisschen zu verfahren. Ich hatte eben schon geschrieben: Die Verfahrweite muss vorher in "Move mm" festgelegt sein. (Vor Start des G-Codes. Wird demnächst geändert) > Leider Fehlanzeige. Der Job pausiert mit dem Hinweis auf > Werkzeugwechsel, dann tut sich erst mal nichts. > "Weiter" ist inaktiv. Ich muss also "Halt" klicken, damit "Weiter" > funktioniert. Ich habs gerade noch mal getestet, "Weiter" ist bei mir bei jedem T aktiv und lässt sich bedienen. Natürlich das "Weiter" neben dem "Start" Button.
Torsten K. schrieb: > Sprich durch alt+Jog-Dial Taster wird eine Homefahrt veranlasst? > Gleiches würde dann doch auch bei alt+Taster 8 ausgelöst oder? keine Home/Referenzfahrt sondern Home/Nullpunktfahrt. ja, hab ich so beschaltet dass man auch ein Rotaryencoder ohne Taster verwenden kann. Wolfgang
Alles klar, Danke für Deine Antwort Wolfgang.
Albert M. schrieb: > Die Verfahrweite muss vorher in "Move mm" festgelegt sein. Ah, das war mir nicht klar, danke! > Natürlich das "Weiter" neben dem "Start" Button. Bei mir sind beide "Weiter" inaktiv. Vielleicht fehlt noch etwas im G-Code? Ich erzeuge die NC-Datei mit Estlcam V8. Muss ich morgen mal anschauen... Gruß Harald
Harald S. schrieb: > Bei mir sind beide "Weiter" inaktiv. > Vielleicht fehlt noch etwas im G-Code? > Ich erzeuge die NC-Datei mit Estlcam V8. Hallo Harald, das Problem liegt bei ESTLCAM. Das Programm erzeugt bei einem Werkzeugwechsel keinen Tx Befehl, sondern nur M00 (wobei SCC auch stoppt). Um die Funktionen von Albert zu nutzen mußt du einfach im Editor den M00 Befehl in einen Tx Befehl ändern, dann funktioniert alles so wie im Handbuch beschrieben :-) Viele Grüße Sven @Albert: Tolles Programm, Tausend Dank!!
Harald S. schrieb: > ob ich "mechanisch" > beim Einspannen des neuen Werkzeugs für die gleiche Werkzeuglänge sorgen > muss, oder ob SCC mich dabei unterstützt Hallo Harald, Albert, das ist richtig, die Werkzeuglängen müssen exakt gleich sein oder das Offset zwischen den Werkzeugen in deiner Frätiefe in der Fräsdatei berücksichtigen. Vielleicht würde es einfach gehen, wenn man Zugang zum Nullen der Z-Achse beim Werkzeugwechsel hätte. Dann könnten man das wenigstens Manuell machen...oder was meinst du dazu, Albert? Viele Grüße Sven L.
Sven L. schrieb: > Vielleicht würde es einfach gehen, wenn man Zugang zum Nullen der > Z-Achse beim Werkzeugwechsel hätte. Dann könnten man das wenigstens > Manuell machen...oder was meinst du dazu, Albert? Das wäre zuerst mal die einfachste Lösung! Ich werde in der nächsten Version während des Werkzeugwechsel die Boxen "Manueller Prozess" und "Set" freigeben, so dass beliebiges Verfahren sowie ein Nullen der Z Achse über den Button Z0 möglich ist. Für das Nextion Display (zweite Schnittstelle) muss dann nur noch auf der Monitor Page die Möglichkeit zum Z-Nullen geschaffen werden. Um die Page nicht zu überfrachten würde ich die Beschriftungen (links) der Achsenanzeigen X Y Z als Buttons umfunktionieren. Also mit Touch auf die jeweilige Beschriftung wird die entsprechende Achse genullt. Was meint ihr?
Hallo Albert, ich habe bemerkt wenn ein Prozess läuft (Gcode oder HPGL) man über die zweite Schnittstelle JogBefehle senden kann. Das stört natürlich den Ablauf erheblich. Wie hast Du das den mit den Nextion Display gelöst? Eigendlich sollte die Annahme von Befehle über die zweite Schnittstelle während des Prozesslauf bis auf Nothalt/Halt Weiter ggf. Werkzeugwechsel gesperrt sein. Vermutlich vehält sich das mit den Nextion Display genau so. Gruß Wolfgang
habe heute den ganzen Tag getestet mit dem Ergebnis das ich mir etwas kauf was funktioniert.
Sven L. schrieb: > im > Editor den M00 Befehl in einen Tx Befehl ändern, dann funktioniert alles > so wie im Handbuch beschrieben :-) Hallo Sven, das war der Trick, danke für den Hinweis! Gruß Harald
Albert M. schrieb: > > > Ich werde in der nächsten Version während des Werkzeugwechsel die Boxen > "Manueller Prozess" und "Set" freigeben, so dass beliebiges Verfahren > sowie ein Nullen der Z Achse über den Button Z0 möglich ist. > Hallo Albert M., vor einiger Zeit habe ich schon mal vorgeschlagen, doch auch die Einstellung des Toolwechselbuttons in der ini Datei abzuspeichern. Vielleicht lässt sich das nun realisieren, wenn's nicht nur für mich von Interesse ist ?! Habe den easyjob verwendet, um den Gehäuseausschnitt für das Nextion Display zu fräsen. Danke für die wesentliche Erweiterung von SCC. Viele Grüße Herbert
Wolfgang B. schrieb: > ich habe bemerkt wenn ein Prozess läuft (Gcode oder HPGL) > man über die zweite Schnittstelle JogBefehle senden kann. > Das stört natürlich den Ablauf erheblich. > Wie hast Du das den mit den Nextion Display gelöst? Wird in einer der nächsten Versionen geändert, incl. Nextion. Sven L. schrieb: > das Problem liegt bei ESTLCAM. Das Programm erzeugt bei einem > Werkzeugwechsel keinen Tx Befehl, sondern nur M00 (wobei SCC auch > stoppt). Um die Funktionen von Albert zu nutzen mußt du einfach im > Editor den M00 Befehl in einen Tx Befehl ändern, dann funktioniert alles > so wie im Handbuch beschrieben :-) Werde ich im Manual vermerken. Herbert Janssen schrieb: > vor einiger Zeit habe ich schon mal vorgeschlagen, doch auch die > Einstellung des Toolwechselbuttons in der ini Datei abzuspeichern. Kommt mit der nächsten Version. Herbert Janssen schrieb: > Habe den easyjob verwendet, um den Gehäuseausschnitt für das Nextion > Display zu fräsen. Danke für die wesentliche Erweiterung von SCC. Freut mich und Danke. Den Fehler im EasyJob beim Rounded Rectangle (Innen/Aussen) habe ich inzwischen behoben und den G-Code für die ARCs von I und J Parameter auf den R Parameter umgestellt. Das vereinfacht nicht nur die Programmierung, sondern macht auch den erzeugten G-Code leserlicher.
Angehängte Dateien:
-

EasyJob_2.3.png
91 KB
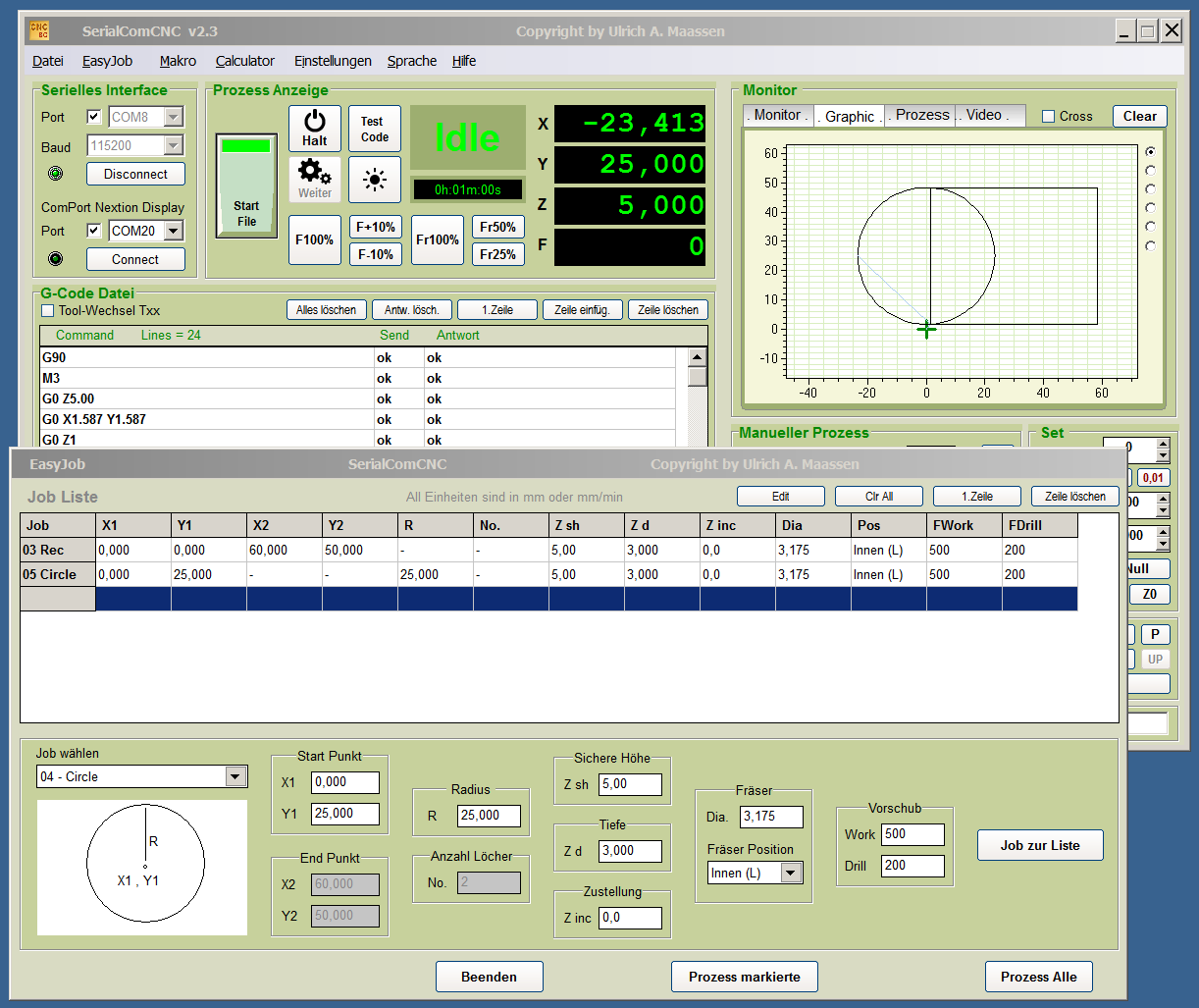
{kind=link}
Anbei neue Version SerialComCNC 2.3 Change Log V2.3 --------------- EasyJob - Neuer Job Circle Fräst einen Kreis, Fäser mittig/innen/aussen. - Rounded Rectangle Modi Innen/Aussen jetz funktionsfähig. Box Toolwechsel Txx - Status wird bei Programmende gespeichert, incl. Txx Pos Z Nextion Display Schnittstelle - Status der Port Nummer wird nun korrekt gespeichert. - Neues Kommando beim Empfang von Daten: "SetZ0" Nullt die Z-Achse, hilfreich bei Werkzeugwechsel Werkzeugwechsel - Während eines Werkzeugwechsel wird die "Set" Box freigegeben, so dass volles Verfahren, sowie Nullsetzen von Z möglich ist. Zur Sicherheit sollte man nach dem Tx des Werkzeugwechsel im G-Code eine Zeile mit dem gewünschtem Feed für G1 des nächsten Befehls eingeben, falls dieser keine Feed Information beinhaltet. - Während des Werkzeugwechsel ist ein Nullsetzen der Z-Achse mittels Z0 Button oder auf dem Nextion Display durch Tippen auf die Z Beschriftung (links der Z-Anzeige) auf der Monitor Page möglich. - Button Home im "Manuellen Prozess" wird nun immer nach einem beendetem G-Code Programm wieder freigegeben. Update des PDF-Manuals, aufrufbar über Menue Hilfe, sowie des Online Manual auf der Webseite. Gruss Ulrich Albert http://www.serialcominstruments.com/
Super Job Albert, vielen Dank. Dein Programm wird immer besser!!! Viele Grüße Sven L.
Super Albert!
Allerdings sind mir 2 Dinge aufgefallen:
1) man muss noch immer auf (z.B.) COM3 bei der 2.Seriellen klicken bzw.
neu auswählen, erst dann funktioniert ein Connect, also wie bisher.
2) Wenn man beim /EasyJob/Circle die Tiefe Z=10 einstellt und bei Z
Zustellung 3, dann fräst er 3,6,9 und 12mm! Es dürfte aber beim letzten
Durchgang nie mehr als in Z-Tiefe eingestellt gefräst werden!
Müsste also so aussehen: 3,6,9,10mm.
If Zustellung >= Tiefe
{
Zustellung = Tiefe
}
Das gleiche gilt auch für die Rechteck Funktion!
Wenn das wie o.g. funktionieren sollte, hätte man die Möglichkeit,
z.B. Tiefe=10, Zustellung=3.3 einzugeben und es würde der letzte
Durchgang schön fein mit 0.1 gefräst.
Wolfram F. schrieb: > man muss noch immer auf (z.B.) COM3 bei der 2.Seriellen klicken bzw. > neu auswählen, erst dann funktioniert ein Connect, also wie bisher. Bei mir funktioniert das auf zwei PCs unter Win 7 und Win XP. Daher ist es schwierig diesen Fehler zu lokalsieren. Welches Betriebssystem nutzt Du? Wolfram F. schrieb: > Wenn man beim /EasyJob/Circle die Tiefe Z=10 einstellt und bei Z > Zustellung 3, dann fräst er 3,6,9 und 12mm! Es dürfte aber beim letzten > Durchgang nie mehr als in Z-Tiefe eingestellt gefräst werden! > Müsste also so aussehen: 3,6,9,10mm Da hast Du Recht. Wird in der nächsten Version für alle Jobs geändert.
Anbei neue Version SerialComCNC 2.3.1 Change Log V2.3.1 ----------------- EasyJob - Fehler bei der Zustellung behoben. Die Zustellung kann jetzt nicht mehr grösser als die eingestellte Tiefe Zd werden. Die Korrektur wurde bei allen Jobs vorgenommen. Sonstige Änderungen siehe oben bei Version 2.3 Gruss Ulrich Albert http://www.serialcominstruments.com/
ich benutze win10/64, an der Fräse aber XP. Problem mit der COM ist behoben! Funktioniert nun! Ebenso das mit der Zustellung! Allerdings ist da ein "schönheitsfehler": Wie im Beispiel habe ich Z-Tiefe auf 10mm und Zustellung auf 3.3mm gestellt, im GCODE steht dann G1 Z-3.29999995231628 G1 Z-6.59999990463257 G1 Z-9.89999961853027 Die Anzeigen und das Display zeigen aber die richtigen Werte an (3.3/6.6/9.9/10) Danke Albert! Klasse Programm!
Wolfram F. schrieb: > Allerdings ist da ein "schönheitsfehler": > Wie im Beispiel habe ich Z-Tiefe auf 10mm und Zustellung auf 3.3mm > gestellt, > im GCODE steht dann > G1 Z-3.29999995231628 > G1 Z-6.59999990463257 > G1 Z-9.89999961853027 Vielleicht hast Du die letzte G-Code Zeile übersehen :) Da steht bei mir dann richtigerweise (bei Drill Hole): F100 G1 Z-10 Das passt dann damit zusammen: Wolfram F. schrieb: > Die Anzeigen und das Display zeigen aber die richtigen Werte an > (3.3/6.6/9.9/10)
nein, die habe ich gesehen! So soll es sein! kam mir nur komisch vor, das da soviele Nachkommastellen sind! denn 3.3 + 3.3 sind ja 6.6 und nicht 6.59999.... :-)
Wolfram F. schrieb: > kam mir nur komisch vor, das da soviele Nachkommastellen sind! > denn 3.3 + 3.3 sind ja 6.6 und nicht 6.59999.... :-) Ja, da habe ich die Format-Routine die ich sonst benutze vergessen. Die Rundungsfehler lassen sich prinzipbedingt bei Fliesskomma-Berechnungen nicht vermeiden. Die Fräsgenauigkeit wird dadurch nicht beeinflusst. In der nächsten Version setzte ich die Format-Routine wieder ein, die dann die Rundungsfehler weitmöglichst eliminiert (3 oder 4 Nachkommastellen). Ich will dafür jetzt nicht direkt wieder eine korrigierte Version hier abladen :)
Prima! Wie ist denn deine Meinung zu den Bugs/Wunschliste? 1) BUG: Wenn man eine HPGL Datei einlädt (habe etliche versucht), kommt beim druck auf "Process Datei" eine Fehlermeldung: "ist kein gültiger Gleitkommawert! ##################### erledigt ################################## 2) BUG: 2.Serielle COM3 (z.B.) ist dargestellt, connect geht aber erst, wenn man die COM3 erneut anwählt! (Nur, wenn das Prg neu gestartet wurde!) ################################################################# 3) Wunsch: Feedrate in ini datei abspeichern und beim start wieder einladen und auch setzen! 4) Wunsch: Spindel Wert in ini datei abspeichern und beim start wieder einladen und auch setzen! 5) Wunsch: Move mm Wert in ini datei abspeichern und beim start wieder einladen und auch setzen! 6) BUG: Wärend des Fräsens darf der Easy-Job nicht anwählbar sein! 7) BUG?: Maximize Window nicht anwählbar. 8) Wunsch: EasyJob: Tisch plan fräsen, Angabe von Xmax,Ymax, Fräser dm. 9) Wunsch: Weiterleitung der Endschalter von GRBL zur 2. Seriellen 10) Wunsch: Anzahl der Programmdurchläufe mit einstellbaren Z Zähler/Durchlauf.
Wolfram F. schrieb: > Wie ist denn deine Meinung zu den Bugs/Wunschliste? > > 1) BUG: > Wenn man eine HPGL Datei einlädt (habe etliche versucht), kommt beim > druck auf "Process Datei" eine Fehlermeldung: > "ist kein gültiger Gleitkommawert! Jeder Grafik/Draw/CAD Programm Hersteller kocht sein eigenes HPGL Formate Süppchen, inzwischen gibt es über 30 Derivate, die ich nicht alle supporten kann und will. Es gibt einige HPGL Format-Konverter, vielleicht die mal auf Brauchbarkeit prüfen. Stelle mal einige Zeilen Deines HPGL Codes hier ein. Vielleicht fällt mir da auf Anhieb was auf. Wolfram F. schrieb: > 2) BUG: 2.Serielle COM3 (z.B.) ist dargestellt, connect geht aber erst, > wenn man die COM3 erneut anwählt! (Nur, wenn das Prg neu gestartet > wurde!) Dazu hatte ich ja bereits oben was geschrieben. Wolfram F. schrieb: > 3) Wunsch: > Feedrate, Spindel Wert und Move mm in ini datei abspeichern und > beim start wieder einladen und auch setzen! Die Werte werden ja bereits gespeichert und wieder geladen. Das Setzen der Werte beim Laden möchte ich aus Sicherheitsgründen vermeiden, da man durch das händische Akzeptieren der Werte nochmal darüber nachdenken kann :) Wolfram F. schrieb: > 6) BUG: Wärend des Fräsens darf der Easy-Job nicht anwählbar sein! Werde ich in einer der nächsten Versionen korrigieren. Wolfram F. schrieb: > 7) BUG?: Maximize Window nicht anwählbar. Das hat technische Gründe, da eine von mir benutzte Delphi Komponente da seltsam reagiert. Das Fenster lässt sich aber von Hand vergrössern. Wolfram F. schrieb: > 8) Wunsch: > EasyJob: Tisch plan fräsen, Angabe von Xmax,Ymax, Fräser dm. Werde ich in einer der nächsten Versionen in EasyJob implementieren. Wolfram F. schrieb: > 9) Wunsch: > Weiterleitung der Endschalter von GRBL zur 2. Seriellen Da werde ich mir mal irgendwann Gedanken drüber machen. Wolfram F. schrieb: > 10) Wunsch: > Anzahl der Programmdurchläufe mit einstellbaren Z Zähler/Durchlauf Bitte genauer erklären was damit gemeint ist. Und bitte nicht Wünsche und Bugs dauernd wiederholen. Alles was hier diesbezüglich geäussert wird notiere ich mir und äussere mich dazu soweit notwendig. Ich habe es ja schon mehrfach betont: Dies ist ein Hobby-Projekt und ich arbeite daran nach dem Lust-Prinzip. Mal habe ich welche und mal eine lange Zeit überhaupt nicht. Über die Sommermonate fröne ich anderen Hobbies. Wünsche arbeite ich zuerst nach meinen eigenen Anforderungen ab oder wenn ich an einer Idee Spass habe ziehe ich diese vor. Wer damit nicht klarkommt findet bestimmt Besseres. Gruss Ulrich Albert
Anbei neue Version SerialComCNC 2.3.2 Change Log V2.3.2 ----------------- EasyJob - Rundungsfehler mit vielen Nachkommastellen behoben. Die G-Code Koordinaten werden wieder mit 3 Nachkommastellen ausgegeben. Sonstige Änderungen siehe oben bei Version 2.3 Gruss Ulrich Albert http://www.serialcominstruments.com/
anbei eine plt-datei, erzeugt von CorelDraw(9) Albert M. schrieb: >> 10) Wunsch: >> Anzahl der Programmdurchläufe mit einstellbaren Z Zähler/Durchlauf > > Bitte genauer erklären was damit gemeint ist. Angenommen, ich möchte ein Loch für eine Sub-D Buchse in eine 5mm Aluplatte fräsen, wäre es cool, wenn man nur die Zeichnung macht mit der END-Tiefe und im Programm dann angeben kann, mit welcher Zustellung das GCODE Programm gefahren wird, ähnlich wie beim EasyJob/Rechteck oder Kreis! Ich weiss, normalerweise ist das Sache des CAD Programms, aber mit CorelDraw z.B. wäre das ideal. Albert M. schrieb: > Dies ist ein Hobby-Projekt... Das respektieren wir auch alle! Sind ja nur Anregungen von denen Du sicher auch etwas hast. Wir sind Dir ja so dankbar daß Du Dein Programm überhaupt öffentlich machst! Da fällt mir noch etwas ein, wie groß darf ein Makro-GCODE sein?
Wolfram F. schrieb: > anbei eine plt-datei, erzeugt von CorelDraw(9) unterstützt werden: PU = Pen Up PD = Pen Down PA = Koordinaten absolut PR = Koordinaten relativ Format (wobei x und y ganzzahlig sind): PU PAx,y PD PRx,y Falsch: PU4583 7338 Richtig: PU PA4583,7338 Schau mal hier nach dem Inkscape Konverter: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Vielleicht kannst Du damit die Corel plt Datei passend konvertieren. Oder gleich in Inkscape zeichnen, hab ich allerdings nie versucht. P.S. Die Bohrtiefe im SerialComCNC HPGL Konverter muss als positiver Wert eingegeben werden.
Hallo Albert, zum leidige Thema Werkzeugwechsel.:-( der Befehl "#Weiter<" nach dem Werkzeugwechseln wird über die zweite Schnittstelle nicht angenommen nur der Weiter Button im Programm. Es währe hilfreich beim Werkzeugwechsel wenn Weiter auch über die zweite Schnittstelle bzw Nextion Display angenommen wird. Für ein "Hobby-Projekt" ein Super Programm Danke. PS: ich war mal auf deine anderen Web Seiten, heiße Käfer.:-) Gruß Wolfgang
Wolfgang B. schrieb: > der Befehl "#Weiter<" nach dem Werkzeugwechseln wird über die zweite > Schnittstelle nicht angenommen nur der Weiter Button im Programm. > Es währe hilfreich beim Werkzeugwechsel wenn Weiter auch über > die zweite Schnittstelle bzw Nextion Display angenommen wird. Die Nextion Anbindung habe ich mit heisser Nadel gestrickt und konnte sie nicht überprüfen da ich Fräse und Nextion wieder mal an meinen Vater verliehen habe. Ich denke Du hast korrekt auf den Buchstaben Z auf der Monitor Page getippt. Wird schnellstmöglich korrigiert. Wolfgang B. schrieb: > PS: ich war mal auf deine anderen Web Seiten, heiße Käfer.:-) Eines meiner Sommer Hobbies :) Diesbezüglich bin ich inzwischen hauptsächlich in Facebook aktiv. Die obigen HPGL Informationen habe ich dem Manual für die nächste Version zugefügt. Wolfram F. schrieb: > Da fällt mir noch etwas ein, wie groß darf ein Makro-GCODE sein? Siehe Manual unter Menue Leiste, Makro
Albert M. schrieb: > Ich denke Du hast korrekt auf den Buchstaben Z auf der > Monitor Page getippt Ich habe leider kein Nextion Display ich benutze mein JogDail Werkzeugwechsel klappt alles Verfahren der Achsen, Nullsetzen der Z-Achse bis auf der Befehl "#Weiter<". Weiter leider nur mit Programm Button.:-( Wolfgang
Wolfgang B. schrieb: > Ich habe leider kein Nextion Display ich benutze mein JogDail > Werkzeugwechsel klappt alles Verfahren der Achsen, Nullsetzen der > Z-Achse > bis auf der Befehl "#Weiter<". Weiter leider nur mit Programm Button.:-( Müsste aber eigentlich gehen, da es mit dem Nextion funktioniert. Das Nextion sendet ja auch nur "#Weiter<". Intern wird auf den eingehenden Befehl #Weiter< von der zweiten Schnittstelle ein "~" (also Continue) an GRBL auf der ersten Schnittstelle gesendet. Zu HPGL Konverter: Google mal unter "dxf to hpgl", da gibt es so einiges.
>Müsste aber eigentlich gehen, da es mit dem Nextion funktioniert >Das Nextion sendet ja auch nur "#Weiter<". hast Du es auch mal beim Werkzeugwechsel getestet? beim Programmdurchlauf funktionieren Halt/Weiter. Wenn ein Werkzeugwechsel erfolgt ist wartet das Programm ja auf "Weiter" wird aber über die zweite Schnittstelle nicht angenommen. Habe mal versucht einfach die Tilde zusenden "#GC~<" wird auch nicht angenommen. Gruß Wolfgang
Hallo Albert, warum machst Du eigentlich beim /EasyJob/Circle 2 halb Kreise? Ich wollte den erzeugten Code mal mit meinem Vergleichen und hatte mich gewundert. Für die Funktion macht das nichts! Ausser ich will anders herum fahren. Kann ich gerade nicth testen, geht das überhaupt? Viele Grüsse, Peter
Wolfgang B. schrieb: > Wenn ein Werkzeugwechsel erfolgt ist wartet das Programm ja auf "Weiter" > wird aber über die zweite Schnittstelle nicht angenommen. > Habe mal versucht einfach die Tilde zusenden "#GC~<" > wird auch nicht angenommen. Ich habe die Ursache gefunden und korrigiert (kommt in der nächsten Version). Falls Du es übers Wochenende probieren möchtest schick mir an meine email Adresse (steht unter Info oder im Manual) eine kurze Nachricht, ich sende Dir dann die korrigierte Version zu. Bin allerdings nur noch 30 Minuten erreichbar. Peter schrieb: > warum machst Du eigentlich beim /EasyJob/Circle 2 halb Kreise? Geht natürlich auch in einer Zeile mit Vollkreis, war mir aber mit 2 Halbkreisen sicherer. Änder ich vielleicht demnächst mal. Peter schrieb: > Für die Funktion macht das nichts! > Ausser ich will anders herum fahren. Das ist für den EasyJob Modus nicht vorgesehen, ebenso wenig wie Rampen usw. Wer das braucht muss seine CAM Software benutzen.
Hallo Albert, hab dir ne mail geschickt Danke Wolfgang
Hallo Albert M. Die Idee mit dem Plan fräsen finde ich Super. Wäre gut wenn Du so etwas umsetzen kannst. Mein Kumpel Hannes fragte mich letztens danach wie er am besten das Brett Plan fräst. Das Programm was er nutzt bietet diese Möglichkeit nicht. Ich habe es bis jetzt immer mit dem Makro Modus in SCC eher umständlich realisiert. Gruß Daniel
Wolfgang B. Beitrag #4913932: jogDial_V2.01 Änderungen: V2.01 09.03.2017 - Toogle Button Halt/Weiter und alt feet F1 entfernt dafür Halt und alt Weiter der Toogle Button Halt/Weiter verursachte Störungen beim Werkzeugwechsel! über die zweite Schnittstelle dürfen wenn ein Prozess läuft (Gcode oder HPGL etc..) keine JogBefehle gesendet werden. Albert arbeitet an einer Lösung. Gruß Wolfgang
Hallo Albert, Du musst wegen mir nicht von Deinen 2 halb Kreisen weg gehen, weil funktionieren tut es ja auch so. Bei mir zeigt es sich öfter das ich je nach Material und Stärke mal so oder so herum fahren muss um ein besseres Kantenbild zu erreichen. Darum wäre andersherum fahren halt noch eine nette Variante. Wenn dann logischerweise bei allen Jobs, wenn schon unverschämt dann richtig. Bei den ganzen netten Sachen denk bitte an die ganzen wirklich hilfreichen, wie 2. Karte, aufrufbare Makros, ... . Viele Grüsse, Peter
Hallo Albert, vorschlag für eine der nächsten Versionen. Der Programmdurchlauf kann ja mit „Halt“ angehalten werden. Es währe schön wenn dann auch die aktuelle Position gespeichert wird und die Achsen zum Verfahren freigegeben werden. (ähnlich wie bein Wekzeugwechsel) Das bitet die Möglichkeiten Korrekturen vorzunehmen zB. wenn eine Spannpratze sich im Fäsweg befindet oder eine nachträgliche Nullpunkt Korrektur der Z Achse etc. Zum Fortfahren den Button "Cont" betätigt. Die X, Y-Achse und danach die Z-Achse auf die gespeicherte Position fahren und das G-Code Programm fortgesetzt. Gruß Wolfgang
ja, das vermisse ich auch sehr bei SSC...
Mir ist aufgefallen dass das Fenster in der aktuellen Version nach Beendigung und erneutem öffnen wieder seine ursprüngliche Größe hat und nicht die, in die man es gezogen hat,.. Desweiteren habe ich immer Probleme mit dem Nextion Display... Ich kann zu Anfang eigentlich alles damit machen,.. Aber dann auf einmal nicht mehr zb nach kürzerem nicht benutzen,.. Muss es dann immer abklemmen, anklemmen und neu connecten, meistens sogar SCC neu starten.. Daten empfängt es glaube ich noch, zb aktuelle Position aber es geht nichts mehr raus.. Was kann das sein und wer weiß Abhilfe? Und zu guter letzt,.. Kann ich und wenn wie kann ich in SCC einen gcode in einer bestimmten Zeile starten bzw fortführen? MfG Dom
Hallo Albert , Du wolltest Dir doch einen Bl Touch Sensor zulegen . Hast Du da schon irgendwelche Infos Drüber ? Danke Für Info und tolle Arbeit
Master Zero Point . Funktioniert nicht wirklich mehr bei mir . Nach setzen des MZP und neuem setzen des Nullpunktes wird zum neuen Nullpunkt angefahren bei go to Master Zero Point aber nicht zum MZP der ursprunglich gesetzt worden ist . Kann das jemand beständigen ? Unter Grbl 0,9 funktionierte dieses noch . Beste grüße Sven
SvenW. schrieb: > Master Zero Point . > Funktioniert nicht wirklich mehr bei mir . Master Zero Point ist nicht mehr funktionsfähig, da das Datenformat in GRBL 1.1 geändert wurde. SerialComCNC arbeitet mit Welt-Koordinaten und benötigt in der GRBL Einstellung $10=0 (senden der Welt-Koordinaten). Die für die Funktion "Master Zero Point" benötigten Maschinen-Koordinaten wurden bei GRBL 0.9 immer mitgesendet, ab GRBL 1.1 aber nur noch ab und an. Daher werden diese nicht mehr ausgewertet. Ich habe nur vergessen "Master Zero Point" zu entfernen bis eine Lösung für das Problem gefunden ist.
Albert, ich hab da auch noch ne Frage: neben den Limit Schaltern hat GRBL ja auch noch Eingänge für Tasten Abort,Hold, Resume und E-Stop. Sollte man die benutzten in Verbindung mit SCC oder besser nicht? Werden die von SCC abgefragt?
Albert M. schrieb: > bis eine Lösung für das Problem gefunden ist. Ich glaube, ich hatte dich darauf Aufmerksam gemacht, wolltest aber keine Gedanken darüber machen. Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"
Hallo, ich bin zufällig auf serialComcnc gestossen und betreibe damit einen Plotter. In der Version 1.0 und Grbl 0.9J konnte ich die Enschalter aktivieren, die dann auch ordnungsgemäß funktioniert haben. Bei der Version 2.3 und Grbl 1.1f gibt es nach dem Anfahren der Endschalter und dem anschließenden Reset die Meldung Error 9. Auch durch Alarmreset lässt sich diese Meldung nicht beseitigen; erst wenn die Verbindung neu hergestellt wird, funktioniert es wieder. Über einen Hinweis zur Lösung wäre ich dankbar.
Beitrag #4935694 wurde von einem Moderator gelöscht.
Hier steht der Fehlercode: https://github.com/gnea/grbl/wiki/Grbl-v1.1-Interface#grbl-response-messages 9 G-code locked out during alarm or jog state Vermutlich wird das Jogging nicht wieder ausgeschaltet oder der Alarm-reset funktioniert nicht? Hier mal gucken: https://github.com/gnea/grbl/wiki/Grbl-v1.1-Jogging
Beitrag #4935790 wurde von einem Moderator gelöscht.
Liegt das problem bei serialcomcnc oder bei GRBL???
Wilfried W. schrieb: > Hallo, > > ich bin zufällig auf serialComcnc gestossen und betreibe damit einen > Plotter. > > In der Version 1.0 und Grbl 0.9J konnte ich die Enschalter aktivieren, > die dann auch ordnungsgemäß funktioniert haben. > > Bei der Version 2.3 und Grbl 1.1f gibt es nach dem Anfahren der > Endschalter > > und dem anschließenden Reset die Meldung Error 9. > > Auch durch Alarmreset lässt sich diese Meldung nicht beseitigen; erst > wenn die Verbindung neu hergestellt wird, funktioniert es wieder. > > Über einen Hinweis zur Lösung wäre ich dankbar. Ist wohl normal, habe ich auch.. einfach 2 mal hintereinander Alarm Reset drücken. Sollte Error 22 kommen muss die Feed Rate auch erneut gesetzt werden. MfG Dom
Sven schrieb: > Hier steht der Fehlercode: > https://github.com/gnea/grbl/wiki/Grbl-v1.1-Interface#grbl-response-messages > > 9 G-code locked out during alarm or jog state > > Vermutlich wird das Jogging nicht wieder ausgeschaltet oder der > Alarm-reset funktioniert nicht? > > Hier mal gucken: > https://github.com/gnea/grbl/wiki/Grbl-v1.1-Jogging Dem ist nicht so .... Es muss ein Homing durchführt werden ... auf jeden Fall ist es bei meiner fräse der Fall und kann auch so auf Github nachgelesen werden Joggen oder ähnliches ist nicht möglich da man den Fehler nicht Quittieren kann . Abhilfe Schaft: Homefahrt. Disconect und neu verbinden oder einfach die Option abschalten @ Albert Stimmt das hattest Du erwähnt aber es war mir nicht wirklich bewusst das es auch den MZP Betrifft . Danke Für Info @ Mega-Hz Die kannst Du benutzen A5 must Du sogar, wenn Du das mit dem tasten Benutzen Möchtest und Hold Start usw leuft Problemlos bei mir
@ Albert Danke dann weiß ich ja jetzt warum @Wilfried Wurch Homefart hilft und löst das Problem hein Problem SCC sondern ist So Gewollt , nachzulesen auf : https://github.com/gnea/grbl/wiki/Grbl-v1.1-Interface#grbl-response-messages @ Wolfram Fischer (mega-hz) Ich benutze Halt /weiter und Start wie auch das Probing und konnte bisher nichts negatives feststellen in Verbindung mit SCC beim Uno A5 Probing A2 cycle start A1 feed hold
Entschuldigung für 2 mal Posten bin mit der 3ten Seite durcheinander gekommen
@Sven, ja danke für die Rückmeldung! Klingt gut! Habe mir gerade so ein Arduino-GRBL Shield bestellt (bzw. ist angekommen), musste das erstmal für die V1.1 von GRBL umstricken, D11/D12 sind ja getauscht worden! Klar, man hätte auch die Spindel am Z-Limit und Z-Limit and SpindelEN anschliessen können, aber wenn man nach nem Jahr mal reinschaut, wundert man sich. So hab ich die Leiterbahnen getrennt und mit Fädeldraht gekreuzt. Passt nun mit dem Bestückungsdruck. Hat jemand Erfahrungen mit dem Spindel-PWM Ausgang i.V. mit nem FU ? Ich habe nen Siemens Micromaster-Vector, der bislang nur manuell bedient wurde. Wie verhält sich das, wenn der nur 0-5V anstatt 0-10V bekommt? Sollte man noch nen Kondensator an den PWM zum glätten anklemmen oder geht das so?
Jogdail_V2.02 Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Änderungen: V2.02 13.03.2017 - Bug in der Statusanzeige beseitigt. V2.01 09.03.2017 - Toogle Button Halt/Weiter und alt feet F1 entfernt dafür Halt und alt Weiter der Toogle Button Halt/Weiter verursachte Störungen beim Werkzeugwechsel! Gruß Wolfgang
Wolfram F. schrieb: > Wie verhält sich das, wenn der nur 0-5V anstatt 0-10V bekommt? > Sollte man noch nen Kondensator an den PWM zum glätten anklemmen oder > geht das so? Am Pwm betreibe ich meine kress 1050 und einen laser je nach dem was ich benutze sind im Bedienfeld Schalter zum manuellen schalten , Genareal dazu gesagt, das Pwm mit dem Laser super kalbt(nicht nur an und aus sonder auch leistung von 0-255) und sich auch via relay die kress perfekt an und aus schalten lässt . alles ohne Kondensator. Benutze beim fräsen folgenden zusatz G4 Px Damit der Motor einen Moment hat um auf turen zu kommen bevor er mit dem eigentlichen gcode beginnt . G4 warte Befehl P X Zeit in sec. (x= wert in sec.) vielleicht konnte ich dir damit helfen . Grüße Sven
Wolfram F. schrieb: > Hat jemand Erfahrungen mit dem Spindel-PWM Ausgang i.V. mit nem FU ? > Ich habe nen Siemens Micromaster-Vector, der bislang nur manuell bedient > wurde. > Wie verhält sich das, wenn der nur 0-5V anstatt 0-10V bekommt? > Sollte man noch nen Kondensator an den PWM zum glätten anklemmen oder > geht das so? Hallo Wolfram, ich nutze den PWM-Ausgang in Verbindung mit einer China-Spindel. Den Controller der Spindel kann man parametrieren, dass er mit 0..10 V arbeitet (das ist der Default), aber in den Tiefen der Parametertabellen findet sich ein Wert, mit dem man den Eingang auf 0..5 V umstellen kann. SCC gibt den als Drehzahlvorgabe eingestellten Wert als 10tel% aus, soll heißen, bei 800 werden per PWM 80% Tasverhältnis am Ausgang des GRBL eingestellt. Ich habe ein R-C-Glied ein die Leitung zum Spindel-Controller eingesetzt um den Controller vor Impulsen am Eingang zu schützen, weiß aber nicht, ob das notwendig ist. Nachteil des Filters: Der Serienwiderstand verhindert, dass der Eingang des Controllers auf 5 V angehoben werden kann, er bleibt bei ca. 4,7 V maximal stehen, somit ist die Spindeldrehzahl entsprechend kleiner (22600 statt 24000). nota bene: Du kannst versuchen, über den Parameter "Maximalfrequenz bei analoger Steuerung" eine doppelt so hohe Maximalfrequenz einzustellen, so dass deine Spindel ihre Max-Drehzahl bereits bei 5 V erreicht. Achtung! Ich kenne deinen Controller nicht, habe nur in der online zu findenden Anleitung [[https://support.industry.siemens.com/cs/document/16749533]] geschmökert. Also auf eigene Gefahr!!! Harald
Hallo Albert M., leider hab ich ein fiesen Bug in SerialComCNC v2.3.2 gefunden.:-( Wenn ein Macro ausgeführt wude und man anschließend in den Menue Einstellungen geht um zum Beispiel Grapic auswählt, dann öffnet sich das Fenster "Macro“. Dieses lässt sich nicht schließen. Dadurch ist das Programm leider blokiert und lässt sich nur noch über den Taskmager beenden.:-( Mein System Win7 32Bit vielleicht kann das auch am System liegen? Gruß Wolfgang
Harald S. schrieb: > Du kannst versuchen, über den Parameter "Maximalfrequenz bei analoger > Steuerung" eine doppelt so hohe Maximalfrequenz einzustellen, genau daran habe ich auch schon gedacht. wären dann 400Hz! mal testen, wenns soweit ist. Ansonsten nen OP, der x2 verstärkt. Die 10V liefert der FU ja. Sven.W schrieb: > Genareal dazu gesagt, das Pwm mit dem Laser super kalbt(nicht nur an > und aus sonder auch leistung von 0-255) cool, hat der Laser nen TTL-Steuereingang? wäre schön, wenn mein Laser mit 200% PWM 6 anstatt 3Watt machen würde :-)
Wolfram F. schrieb: > cool, hat der Laser nen TTL-Steuereingang? > wäre schön, wenn mein Laser mit 200% PWM 6 anstatt 3Watt machen würde Ja hat TTL Meiner hat nur 1Watt da ich ihn nur zum Gravieren und Fotos verwende (In Holz ) dazu reicht er ...ich würde ihn nicht unbedingt dauerhaft überlasten das mögen die Dioden überhaupt nicht und dazu sind sie einfach zu teuer . soltest Du ihn aber zum Schneiden verwenden wollen das hat nen Kumpel von mir aufgegeben und hat sich einen Cina Plasma Laser oder war es os ?!geholt Grüße Sven
Anbei neue Version SerialComCNC 2.4 Change Log V2.4 --------------- EasyJob - Neuer Job Pocket/Tasche fräsen. Es wird zuerst innen geräumt, danach der Rand gefräst. Kann auch zum Planfräsen genutzt werden. Einstellungen - Master Zero Point entfernt. Entfällt wegen der Änderungen in GRBL ab 1.1 EasyJob Menue - Ist gesperrt während BUSY. Der neue Job Pocket ist noch experimental, also mit Vorsicht zu geniessen. Gruss Ulrich Albert http://www.serialcominstruments.com/
Albert M. schrieb: > Anbei neue Version SerialComCNC 2.4 Hallo Albert, Danke für die neue Version. Steuerung über die zweite Schnittstelle beim Werkzeugwechsel (Button Weiter) ist jetzt Einwandfrei. leider ist auch in dieser Version der Bug siehe: Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Gruß Wolfgang
Wolfgang B. schrieb: > leider ist auch in dieser Version der Bug siehe: > Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit > ATMega" Wird in der nächsten Version behoben.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.