Ja, gibt es, siehe hier: https://github.com/svenhb/GRBL-Plotter Video: http://www.youtube.com/watch?v=x5UTHpgsfII Allerdings wird entweder das eine oder das andere GRBL-Board angesteuert. Gruß Sven
Auch ein schönes Projekt, nur leider brauche ich keinen Plotter oder 3D Drucker, oder .... Ich muss halt nur in mein Werkstück von der Seite ein paar Schlitze fräsen, ein umspannen ist aufgrund der Abmessungen nicht möglich! Aber für dieses Projekt wäre der Wechsler doch eine wunderschöne Erweiterung. Oder einfach eine 2. Karte die man mit ansteuern kann. Auch hilfreich wären dann Maschinen bezogene M-Befehle die ich aus dem Programm aufrufen kann. Um zB. ein Toolchange aufzurufen oder eine Positions Korrektur (mehr dazu unten). Auch wäre es toll wenn man eine Korrektur Möglichkeit hätte die von einer Kamera gesteuert würde. Hier im Forum denke ich da logischerweise an einen SMD Bestücker, aber ich könnte so was gebrauchen um Winkelschwankungen beim einspannen von Werkstücken zur Nachbearbeitung auszugleichen oder vorhandene Löcher automatisch sauber anzufahren. Das ist immer eine scheiß arbeit solche fremden Teile nachzuarbeiten, nur um noch ein paar eigene Löcher rein zu bekommen. Mfg, Uli
>nur leider brauche ich keinen Plotter oder 3D Drucker Alle bekannten GCode Befehle werden an den Arduino weitergereicht... >Aber für dieses Projekt wäre der Wechsler doch eine wunderschöne Erweiterung. Es liegt ja an dir die entsprechenden Befehle zu definieren - siehe Video >Auch wäre es toll wenn man eine Korrektur Möglichkeit hätte die von einer Kamera gesteuert Kamera ist auch drin - habe ich aber lange nicht mehr getestet... Ansonsten einfach bei Github runterladen und selber erweitern... Gruß Sven
> Ansonsten einfach bei Github runterladen und selber erweitern... Dann könnte ich auch gleich die GRBL Karte ändern oder was eigens schreiben, aber das ist doch genau das was ich nicht will. Die Welt braucht nicht noch ein Projekt zu diesem Thema, mal abgesehen davon das ich mit PC Programmierung nichts zu tun habe. > Es liegt ja an dir die entsprechenden Befehle zu definieren Nur wenn keine 2. Karte im Code drin ist dann kann man nichts definieren. Die Kamera kann aber nicht das machen was ich brauche, keine Winkel Bestimmung oder sonstiges. Die ist nur eine Positionshilfe für den Ref-Punkt, das nutzte ich immer zum nach Bohren. Aber zum nacharbeiten ist das nichts. Die Kamera wird nach der REF Erkennung auch abgeschaltet. Vielleicht kann ja der Entwickler der Software mehr dazu sagen. Mfg, Uli
Angehängte Dateien:
-

Fehlermeldung.jpg
150 KB
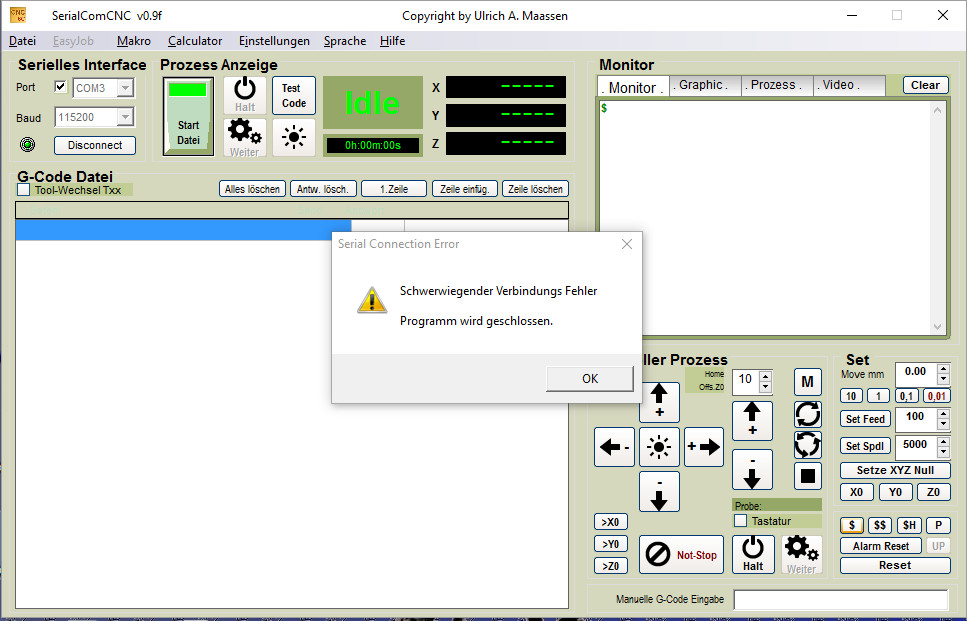
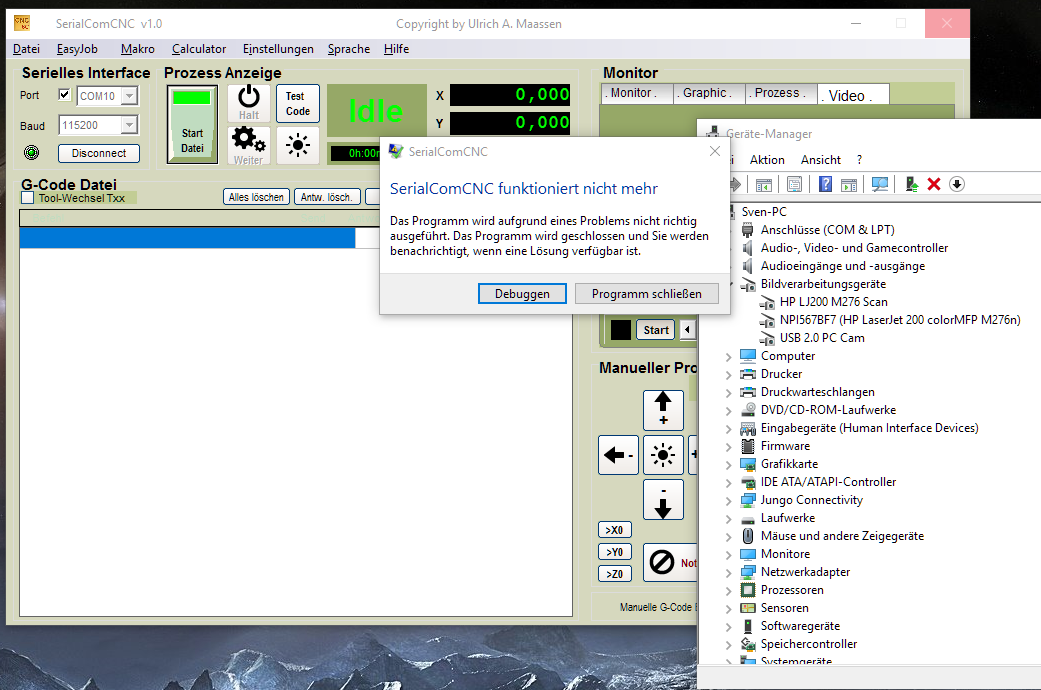
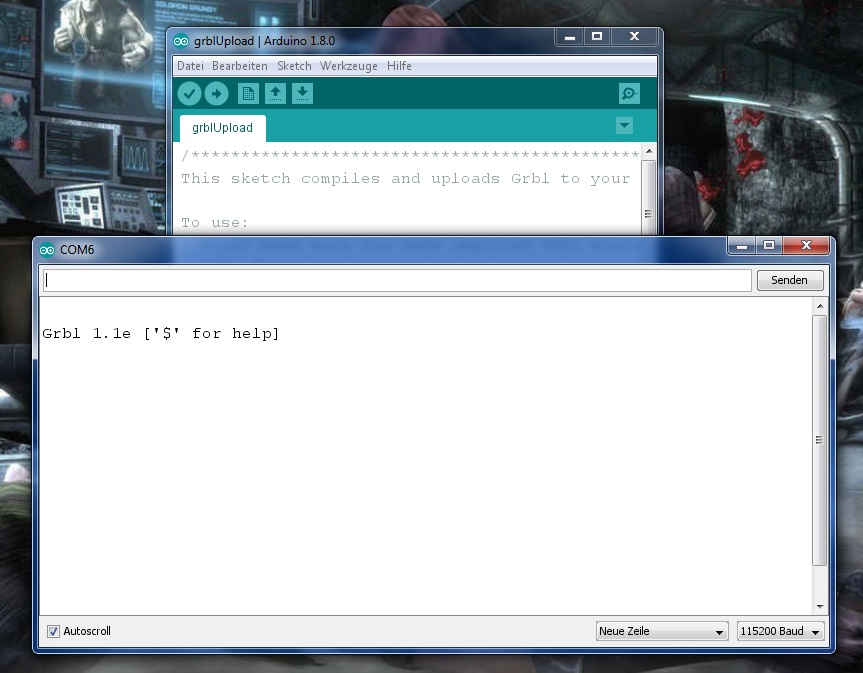
Hallo alle miteinander! Kommt irgendjemandem die Fehlermeldung bekannt vor und hat bestenfalls sogar noch eine Idee, wie man das behebt? Das ganze tritt nach spätestens zwei Minuten relativ unabhängig von irgendwelchen Eingaben auf. Ich bin gerade noch im Aufbau, hab das hex file (ursprünglich das "mitgelieferte", dann manuell installiert, mit gleichem Ergebnis) auf meinem Arduino Uno installiert und wollte eigentlich erstmal nur die Einstellungen prüfen, aber es tut sich nichts, bis zur Fehlermeldung. Wenn der Fehler banal und blamabel ist, ist mir das gerade auch egal, es wäre einfach nur toll, wenns endlich weiterginge. Danke schonmal im voraus!
Hallo Jakob, die Fehlermeldung kommt mir in der Tat bekannt vor. Es dürfte sich hier m.E. nicht um ein Softwareproblem handeln, sondern eher um eine EMV-Störung (aller Wahrscheinlichkeit nach im USB-Kabel). Probier einfach mal ein anderes USB-Kabel aus (am besten mit Ferritringen an beiden Enden, gut abgeschirmt und möglichst kurz). Möglicherweise ist damit das Problem schon beseitigt. Anderenfalls solltest Du checken, ob sich an der benutzten Steckdose irgendwelche "verdächtigen" Verbraucher (z.B. Leuchtstoffröhre mit normalem Starter) befinden - bei mir war das der Grund für die Fehlermeldung ... Ansonsten könnte auf ein Netzfilter hilfreich sein ... Viele Grüße Thomas
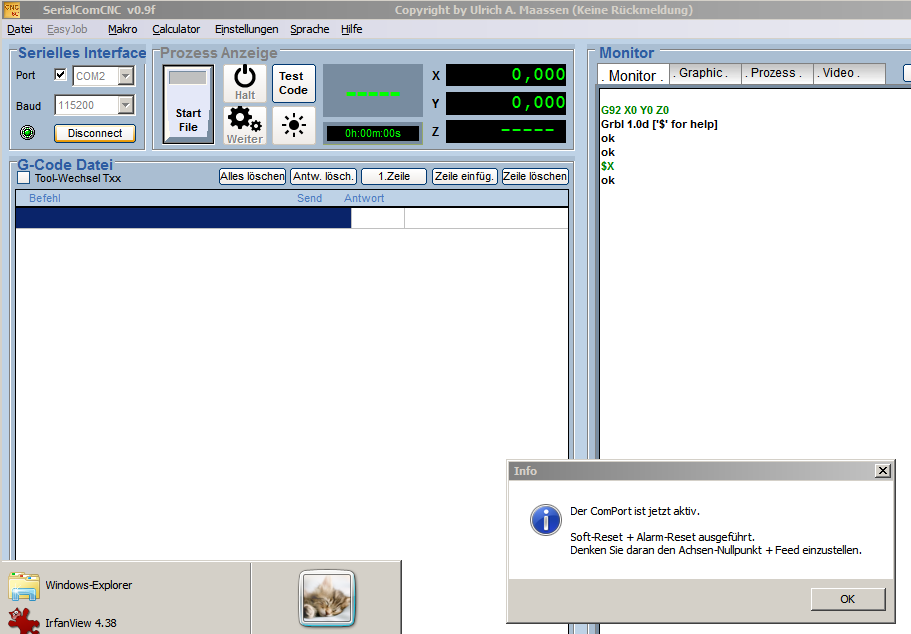
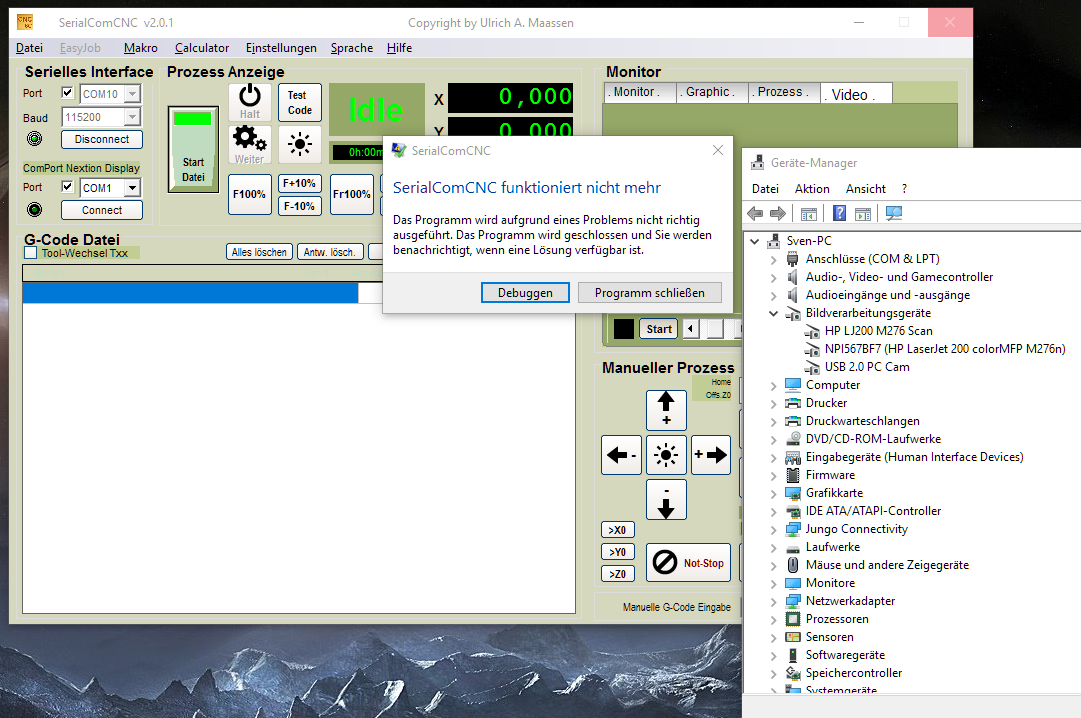
Hallo Thomas Erstmal Danke für die schnelle Antwort, das hört sich alles absolut nachvollziehbar an. Auf die Idee mit dem anderen Kabel bin ich auch schon gekommen, allerdings ist das noch länger, auch nicht hochwertiger und das Ergebnis war das selbe. Intressant ist allerdings, dass ich inzwischen auch ein Programm namens UniversalGcodeSender installiert habe. Mit diesem läuft bisher alles Problemlos. Bisher hab ich schon die Einstellungen vorangepasst und mich ein paar Minuten mit dem Programm beschäftigt und es scheint stabil zu laufen. Wenn das Problem also auf Rauschen zurückzuführen sein sollte, würde SerialComCNC scheinbar wesentlich empfindlicher darauf reagieren. Also vielleicht doch in irgendeiner weise Bastelmaterial für die, die sich mit dem Programm beschäftigen ;)
Angehängte Dateien:
-

SerialComCNC.jpg
140 KB -

SerialComCNC_Antivir_Meldung.jpg
62 KB
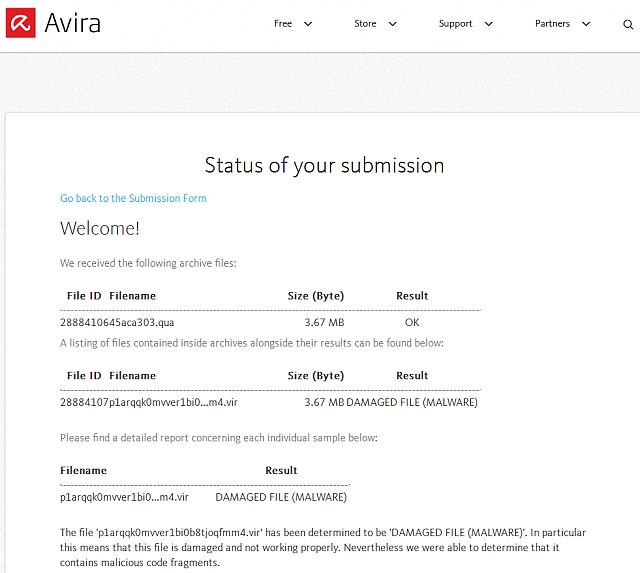
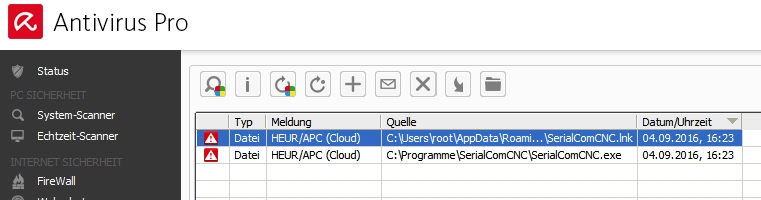
Hallo, ich möchte mich zunächst beim Autor dieses Produktes ganz herzlich für das zur Verfügung stellen von SerialComCNC bedanken. Ich möchte dieses auch sehr gerne für meine kleine umgebaute Proxxon Fräsmaschine einsetzten. Leider melded mein Avira Antivirus ständig, das dieses Programm scheinbar eine Malware beinhaltet "HEUR/APC (Cloud)"... siehe dazu auch das erste hochgeladene Foto. Daraufhin habe ich direkt mit Avira Kontakt aufgenommen und die sind der Meinung, dass dort zumindest Teile eine Malware beinhaltet sind. Bitte nicht über die kryptischen Dateinamen im zweiten Bild wundern, das passiert wenn man die Datei an Avira sendet. Nun meine Frage, ggf. auch an den Autor... könnte tas mal bitte jemand überprüfen und /oder bestätigen? Wenn ich die Datei von online Scannern prüfen lasse, kommen unterschiedliche Antworten von OK bis... Virusmeldung. Vielen lieben Dank Torsten
Albert M. schrieb: > Betr. Viruswarung bei der neuen Version von SerielComCNC > > Ich habe eine Mitteilung von einem Anwender erhalten, dass die Software > einen Virus-Alarm auslöst. > Dazu folgendes: > Die Software SerialComCNC ist ab Version 0.9c durch eine > Virtualisierungs-Software vor Hacker, Analyse, Modifikation und > Disassembierung geschützt. > Durch die Virtualisierung und die interne Virtual Maschine können > Codefragmente entstehen, die Ähnlichkeiten mit Virus Signaturen haben > und daher bei einigen Virenscannern in der Heuristik Alarm auslösen, > vermeiden lässt sich das leider nicht. > Ich versichere aber ausdrücklich, dass meine Software keinerlei Virus > enthält. Grüße
Vielen lieben Dank für die Antwort. LG Torsten
Hallo Torsten, wegen der Viruswarnung musst du dir wohl keine Gedanken machen. Wahrscheinlich liegt das an dem von Ulrich eingebundenen Tool für die Zeitbegrenzung der Software. Allerdings habe ich die neueren Versionen nicht mehr genutzt - also Aussage ohne Gewähr. Gruß Einhart
Is this software compatible with Arduino Mega 2560 - I can not access the COM port on my Mega to connect!? Thank you Sorry my German writing is bad! Mike
Will this software run with Atmega 2560 + LCD 12864 + ramps 1.4 A4988.? I tried but my COM port is not getting connected... Mfg, Mike
Angehängte Dateien:
Dear Mike, I had the same problem and just fixed this using the following branch supporting the ATMEGA2560 https://github.com/gnea/grbl-Mega/ Just download the git files as a zip file, remove the previous grbl library from your Arduino library, unzip the new version and put it into the library path. Then use the library function within the Arduino IDE to load the new library. before starting to compile and to upload this to your ATMega2560, just change the MAKEFILE accordingly by romoving the questionmarks starting line 31 of the makefile. Following is how it should look like DEVICE = atmega2560 CLOCK = 16000000L PROGRAMMER = -c avrisp2 -P usb SOURCE = main.c motion_control.c gcode.c spindle_control.c coolant_control.c serial.c \ protocol.c stepper.c eeprom.c settings.c planner.c nuts_bolts.c limits.c \ print.c probe.c report.c system.c sleep.c BUILDDIR = build SOURCEDIR = grbl # FUSES = -U hfuse:w:0xd9:m -U lfuse:w:0x24:m FUSES = -U hfuse:w:0xd2:m -U lfuse:w:0xff:m Now you can compile and upload the hex file using the Arduino IDE. Afterwards SerialComCNC should allow communication with your ATMega2560 board. Hope this helps... Greetings from Berlin (Germany)
Anbei neue Version SerialComCNC 1.0 Alle Beschränkungen entfernt: - Keine zeitliche Beschränkung mehr (bisher 2 Jahre). - Obfuscation, Virtuelle Protection Maschine und Länderbeschränkungen entfernt. Techn. entspricht die Version 1.0 der letzten Version, allerdings mit oben genannten Änderungen. Die Entwicklung wird in den nächsten Wochen fortgeführt. Gruss Ulrich Albert http://www.serialcominstruments.com/
Hallo Albert, super wieder von dir zu hören. Freue mich schon auf die weitere Entwicklung deines tollen Programmes. Gruß Frank
Sehr schön das alles. Vielen Dank Ulrich
Hallo Ulrich, super, dass sich hier wieder was tut :-) Ich bin gespannt... Gruß Harald
Schön das es weiter geht. Denk mal nach über: eine 2. GRBL Karte, verbesserte Kamera Positionierung und spezielle Makros die man aufrufen kann. Damit man zB. einen Wechsler, 2. Antrieb, nach arbeiten von schräg eingespannten Teilen, ... machen kann. VG, Uli
Beim Thema Erweiterungsideen fällt mir sofort ein Interface in SCC (SerialComCNC) für extern eingespeiste Koordinaten/Steps ein, die z.B. von einer externen Joystick-Steuerung erzeugt werden. Ja, ich gebe zu, dass ich dabei an meinen Joystick-Controller denke http://www.harald-sattler.de/html/joystick-steuerung.htm#Ausblick den ich hier schon mal vorgestellt habe Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Gruß Harald
@Uli Ich warte die Entwicklung für GRBL 1.0 für Arduino Mega ab. Hier das Statement von Cham (Entwickler von GRBL): chamnit commented on 6 Jun I've recently decided that 4th axis will not be available in the 328p version of Grbl. It's a memory and flash constraint. The Mega2560 version of Grbl will be pulled out of this repo and has been placed here. This will contain 4th axis in the near future. Link zum Thread hier: https://github.com/grbl/grbl/issues/1001 Das Kamera-Interface ist ein Thema für sich. Ich habe diverse Interfaces bis hin zu DirectX getestet, alle hatten irgendwelche Probleme. Keines hat alle bei mir vorhandenen 3 unterschiedliche USB-Cams auf Anhieb erkennen können. Es ist schwierig herauszufinden ob es an den zum Teil grottigen Cam-Treibern oder den Interfaces liegt. Zudem steigt die PC-Prozessor Auslastung z.T. auf bis zu 20% an und das bei meinem i5 PC. Bei älteren PCs ist daher der kontinuierliche Cam Betrieb nicht zu empfehlen. Ich versuche aber weiter eine praktikable Lösung zu finden. @Harald Sattler Ich schau mir die älteren Einträge an. Kann aber ca. 2 Wochen dauern bis ich dazu was sagen kann, da ich mich z.Z. um familiäre Angelegenheiten meiner Eltern kümmern muss.
Auf das Mega2560 System wollte ich nicht gerade umsteigen, habe erst seit wenigen Monaten den ganzen Aufbau in einem Gehäuse sauber drin. Bin mit dem 328 auch voll zufrieden bis auf das ich eigentlich noch 2 Achsen mehr brauche. Aber wenn es dann nötig wird muss ich halt alles wieder zerlegen und neu bauen. VG, Uli
Albert M. schrieb: > Ich warte die Entwicklung für GRBL 1.0 für Arduino Mega ab hm...ich habe die Version 1d hier für Mega2560. Es war schon eine Weile her. Allerdings nur für 3 Achen, was ich i.O finde. Der Link dazu finde ich nicht mehr :-(
Ich hab hier ebenfalls den Mega 2560 mit Ramps 1.4 und A4988 Aber wie bekomm ich das alles zum laufen? English kann ich leider nicht und der Beitrag von Torsten K. versteh ich nicht so genau, vor allem was ich mit dieser Makefile anstellen soll. Ich hoffe mir kann jemand helfen, die Software scheint ja echt der Hammer zu sein.
Serial_Connect schrieb: > Aber wie bekomm ich das alles zum laufen? an welche Stelle hast du Problem?
Es fängt ja schon damit an wie ich die Daten auf den Mega 2560 bekomme,habe den grbl Ordner in die Bibliothek vom Arduino Verzeichnis kopiert, bekomme dieses aber nicht auf den Arduino gespielt.
Serial_Connect schrieb: >...habe den grbl Ordner in die Bibliothek vom Arduino Verzeichnis > kopiert, bekomme dieses aber nicht auf den Arduino gespielt. Schritt für Schritt steht doch alles da: https://github.com/grbl/grbl/wiki/Compiling-Grbl
Ich glaube er schrieb weiter oben "...Englisch kann ich leider nicht..." insofn hilft hier der Wiki Link wenig bis garnicht. Nun im grbl Verzeichnis findest Du ein/das Makefile welches Du an die weiter oben in meinem Post geschriebenen Werte anpassen musst. Danach wechselst Du in das Verzeichnis "Examples->Grbl" unterhalb des "grbl" Hauptvzeichnisses und rufst die Datei "grblupload" auf. Hier sind keine Änderungen vorzunehmen. Diese kannst Du nun in der Arduino GUI kompilieren und auf Deinen angeschlossenen Arduino MEGA laden lassen. Vorher musst Du sicherstellen, dass Du die richtige Serielle/USB Schnittstelle ausgewählt hast, an welchem Dein Arduino hängt. Wenn Du alles richtig gemacht hast, wird das grbl Mega Paket kompiliert und dann auf Deinen Arduino geladen. Dann solltest Du den Arduino nach verlassen der Arduino GUI via SerialComCNC (auch hier nach Auswahl der richtigen PC Schnittstelle) ansprechen können, bzw. mit dem links oben befindlichen Button "Connect" eine Verbindung zu Deinem Arduino hstellen können. Have fun...
Wenn man die Sprache nicht so gut kann dann hilft doch meistens einer der Online Übersetzer. Ich muss mich regelmässig mit Chinesisch herum schlagen, kann aber nichts davon lesen oder schreiben.
Hi, grbl in Version 1.1d ist online! Da hat sich ganz schön was getan. https://github.com/gnea/grbl Gruß
Cnc schrieb: > grbl in Version 1.1d ist online! Da hat sich ganz schön was getan. Und was? Da reisst mich nichts vom Hocker. Ein bischen Spindel RPM Gefrickel und Jogging, aber sonst? "Optimizing" hier und da.
Hi, das sehe ich nicht so! -Real-time Overrides: ist wohl das wichtigte Feature für mich. Denn es kommt oft vor, dass man wärend des Fräsjobs feststellt, dass die Feedrate zu gross oder zu klein ist. Erstes kostet den Fräser, zweites die Zeit. -Jogging Mode -Laser Mode -Sleep Mode -Significant Interface Improvements: und da liegt der Haase im Pfeffer, denn dafür müsste SerialComCNC angepasst werden! Gruss Cnc
Hallo Albert M. können wir mit einem Update rechnen? Gruß Cnc
Cnc schrieb: > können wir mit einem Update rechnen? Ja, sobald es von GRBL 1.0 eine Stable Version gibt. Eigentlich wollte ich in diesem Winter zuerst die "Easy Job" Erweiterung zufügen. Da aber noch nicht wirklich klar ist, welche Änderungen für die GRBL 1.0 Version letztlich in SerialComCNC notwendig sind, möchte ich eigentlich bis zur Stable Version abwarten. Cnc schrieb: > -Significant Interface Improvements: > und da liegt der Haase im Pfeffer, denn dafür müsste SerialComCNC > angepasst werden! Nicht so tragisch, was ich bisher bei GRBL 1.0 sehe, dürfte das relativ schnell machbar sein. Gruss Ulrich Albert
Angehängte Dateien:
-

job.jpg
160 KB

Hallo Herr Albert M., vielen Dank für die tolle Software! ein großartiges Projekt mit welchen Tasten auf der Tastaur kann man Getrenntes Setzen des X, Y, Z Nullpunktes den Button Halt, den Button Weiter und Not Stop betätigen? Es macht sich sehr schlecht die Button mit ein Laptop oder Mausschubsen zu betätigen. Freu mich schon auf die "Easy Job" Erweiterung. Gruß Wolfgang
Hallo Ulrich Albert, ich habe mir eine Proxxon MF70 gekauft (Käsefräse??) und möchte diese auf eine CNC Steuerung umbauen, um erste Erfahrungen damit zu sammeln. Eventuell reicht sie sogar für meine Bedürfnisse aus (Flugmodellbau). Ich bin über die Seite „Herberts-Spur N-Projekt“ auf deine HP gestossen, weil ich mir eigentlich die Fräse von Herbert genauso nachbauen möchte. Ich denke, er hat da ein super Preis/Leistungsverhältnis hinbekommen. Ein Arduino Uno R3 Board habe ich bereits gekauft, 3 Motor Stepper Boards TB6560, sowie 3 Nema 17 Motoren sind bestellt. Als CAD Programm habe ich mir ein 2D CAD Programm von Franzi`s installiert, eine Testversion von ESTLCAM habe ich auch auf einen alten XP-Laptop installiert. Und natürlich dein Frontend in der Version 1.0. Ich muss dich an dieser Stelle aber erst mal loben, was du da Tolles für dich und die Allgemeinheit erstellt hast. Einfach klasse! Auf deinen „Easy Job“ freue ich mich besonders, denn ohne diese Verbesserung, muss man schon Aufwand betreiben und 3 Programme bemühen (so die Theorie), auch um nur Kleinigkeiten zu fräsen. Ich habe erst mal die gesamte Software installiert und nur die Arduino Karte über USB verbunden. Erkennen und flashen klappte, die Handsteuerung über die Pfeiltasten klappt auch. Bei ganz einfachen Formenfräsen lief die Automatik auch durch, nur bei etwas komplexeren Formen (Kreis, Radien oder Textgravuren) startete das Programm nicht, unterbrach die Verbindung zum Arduino Uno und verband sich neu. Ich habe es dann nach mehreren Versuchen (nach Achsennullen, Reset, Feed drücken) irgendwie zum Laufen bekommen, weiß aber nicht recht, was ich falsch oder richtig mache. Vielleicht kann mir da mal jemand helfen (bin blutiger Anfänger auf diesem Gebiet). Die bald anstehende Verkabelung (Uno mit Drivern und Motoren) bekomme ich hin, soweit habe ich mich über die Foren eingelesen. Ich würde nur gerne später einen mechanischen „Not-Aus“ anschließen, weiß aber nicht, an welche Pins vom Uno ich diese legen muss. Kann mir da auch jemand mal einen Tip geben… Ach ja, reicht eigentlich ein 12 V Netzteil mit 10A aus, um die gesamte Steurung zu betreiben? Gemäß Datenblatt der Motoren sollen diese sowieso nur 3,1V brauchen ?!? Vielen Dank im Voraus Sven
Hi, >unterbrach die Verbindung zum Arduino Uno und verband sich neu. Wichtig ist ein gut geschirmtes USB Kabel. Geschirmte Motorkabel können auch nicht schaden. Sowie getrennte Stromversorgung für Motortreiber und Arduino. >Ach ja, reicht eigentlich ein 12 V Netzteil mit 10A aus Sollte dicke reichen für Nema 17 / 23 Motoren. Allerdings wäre eine höhere Spannung besser um den nötigen Strom schneller in die Motoren zu bekommen. Die Treiber können ja meistens 35V. Vergiss das Datenblatt der Motoren, Du stellst den max. Strom in den Treibern ein, wird der Motor heiß war es zu viel und drehst den Strom wieder etwas runter.
Danke Sven, Auf den Motortreibern stelle ich aber nur die Stromstärke ein (A) und nicht die Spannung, korrekt?
>Auf den Motortreibern stelle ich aber nur die Stromstärke ein
Korrekt
Man fängt mit einer kleinen Stromstärke an und guckt wie sich die
Mechanik verhält (Schrittverluste). Und erhöht den Strom so weit wie
nötig damit die Mechanik gut arbeitet.
Hallo Albert, Grbl 1.1 (Master) ist online! Wir freuen uns schon auf die neue kommende Version. Gruß Cnc
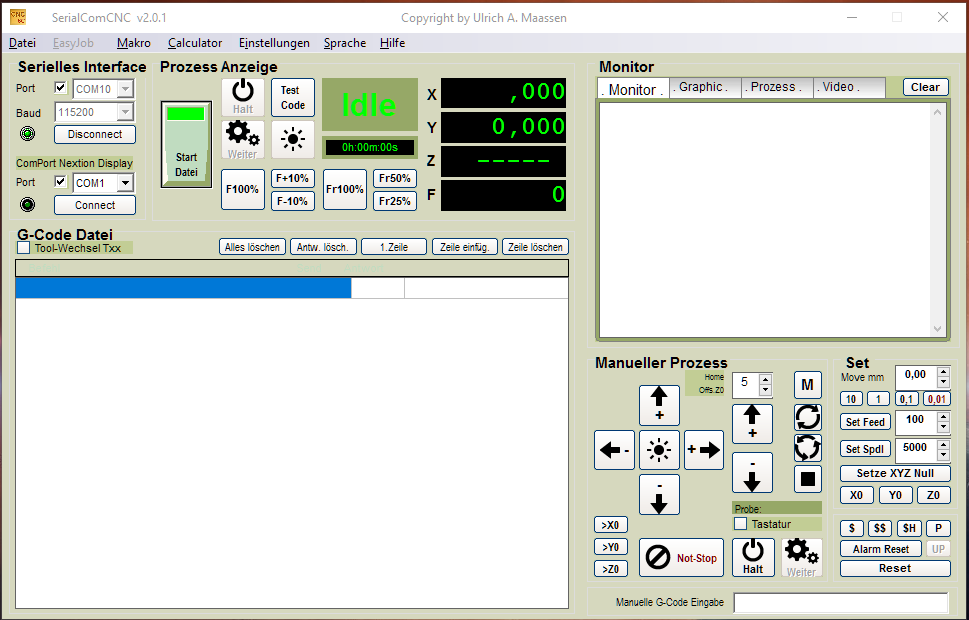
Cnc schrieb: > Grbl 1.1 (Master) ist online! Danke für die Info, hatte ich noch nicht bemerkt! Mehr über die neue GRBL Version 1.1 gibt es hier: https://github.com/gnea/grbl/wiki Da gibt es so viel Neues, das muss erst mal verdaut werden. Wie auch immer, gerade habe ich SerialComCNC soweit upgedatet, dass es mit der neuen GRBL 1.1e Version zumindest problemlos läuft. Die ganzen Feinheiten und neuen Möglichkeiten werde ich jetzt mal in Ruhe angehen :) Gruss Ulrich Albert http://www.serialcominstruments.com/
Hallo, Ich bräuchte dringend Hilfe, wo ich am Arduino eine Reset Schalter und einen Werkzeuglängensesor anschließe. Oder funktioniert das gar nicht?
Der Reset-Schalter kommt an den Reset-Pin, wo Du den findest kommt auf Deinen Arduino an. Bei dem Sensor kommt es auf die Art bzw den Anschluß an. Erzähl mal ein bischen mehr.
Hallo Albert! Danke für deine ganze Arbeit, dein Programm ist echt klasse. Dickes LOB! Albert M. schrieb: > Wie auch immer, gerade habe ich SerialComCNC soweit upgedatet, dass es > mit der neuen GRBL 1.1e Version zumindest problemlos läuft. Gibt es die Version auch zum Download? Sven P.
Hallo Won Ko, Ich habe den Uno R3 Reset Pin habe ich gefunden, über der Analogen Pinleiste. Geht die Funktion dann mit dem Verbinden auf Masse?
Sven P. schrieb: > Albert M. schrieb: >> Wie auch immer, gerade habe ich SerialComCNC soweit upgedatet, dass es >> mit der neuen GRBL 1.1e Version zumindest problemlos läuft. > > Gibt es die Version auch zum Download? Der Download würde Dir z.Z. nicht viel helfen, da Du damit die erweiterte GRBL 1.1e Funktionalität noch nicht benutzen kannst. Die neuen GRBL Features bedingen eine Änderung/Erweiterung der Bedienoberfläche. Momentan habe ich nur den internen Command Interpreter soweit geändert, dass die GRBL 1.1e Version damit klaglos läuft.
Angehängte Dateien:
-

SCC_2.0.png
69 KB
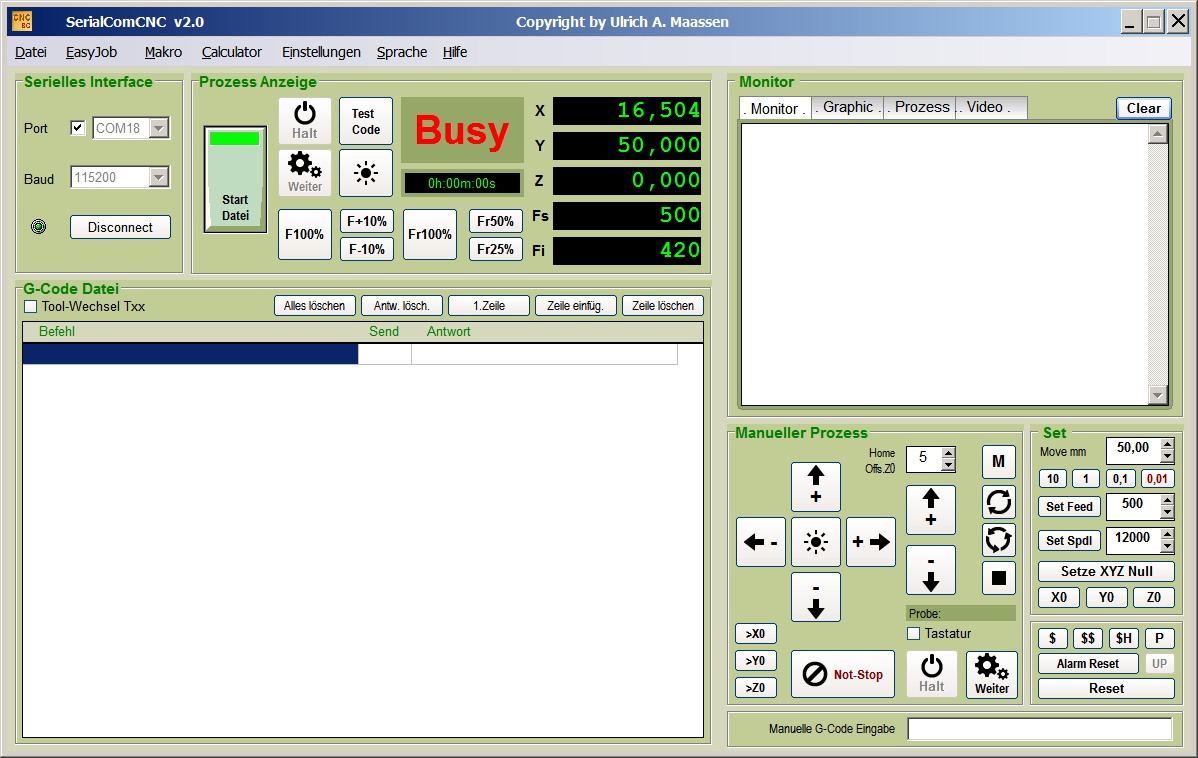
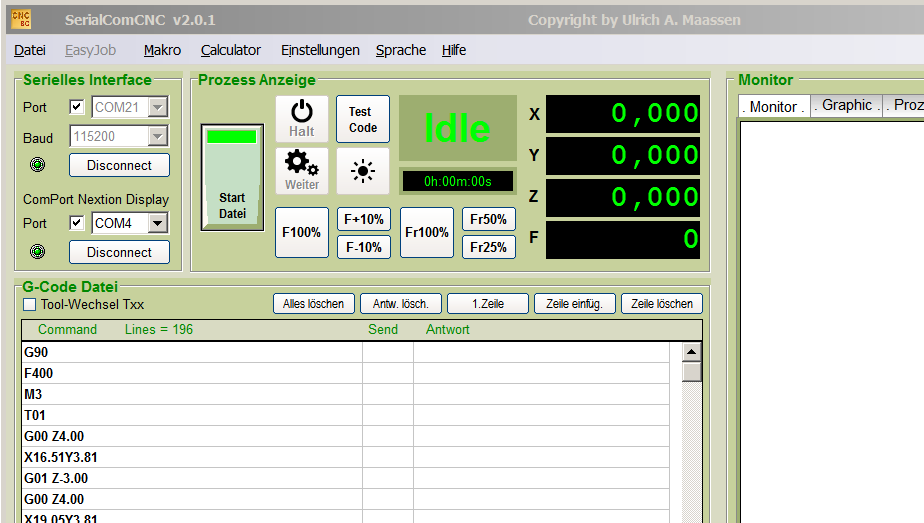
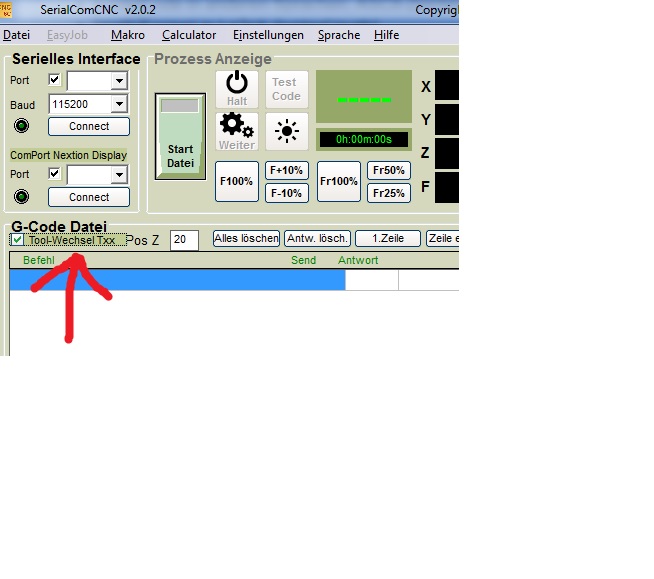
Hier eine Vorschau auf das neue Layout für SerialComCNC 2.0 angepasst auf GRBL 1.1e. Mit den zusätzlichen Buttons in der Prozess Anzeige lässt sich nun in Realtime während der laufenden Bearbeitung der Feed (Vorschub) sowie der Rapid-Feed verändern und damit die programmierten Feeds überschreiben. Beim Feed bei jedem Klick um +/- 10%, sowie wieder auf 100% rücksetzen. Beim Rapid Feed ist eine Reduzierung auf 50% oder 25% möglich. Der programmierte Feed Fs (Feed soll) und der tatsächliche Feed (Fi Feed ist) werden in den Realtime Statusanzeigen laufend aktualisiert. Eine Anpassung an die neuen Jogging Möglichkeiten von GRBL 1.1e folgt. Zusätzlich erwäge ich die Ansteuerung einer weiteren seriellen Schnittstelle mit den Prozess-Parameteren, so dass eine Anzeige direkt an der Fräse ohne grossen Aufwand für jeden möglich ist. Ich verweise da mal auf die günstigen intelligenten seriellen Touch Displays von NEXTION. Gruss Ulrich Albert http://www.serialcominstruments.com/
Angehängte Dateien:


Hallo Albert, das sieht ja schon mal gut aus :-) Hast du den schon mal in Erwägung gezogen einen probe Button und home Button anzulegen, mit der Möglichkeit die Offsetwerte zu speichern?? Mal abgesehen davon das meine Fräse sich noch im Aufbau befindet und nichts ausser der Steuerung schon Funktioniert (auch der WZLS(eigenbau)) :-) , bin ich schon sehr zufrieden mit deinem Tool. Hast du schon ein Display in Benutzung? Wie kann ich mir das Vorstellen? Sendet das Programm die Daten an das Display? Das wäre mal Klasse, aber dann müsste mann doch noch einen Usb-Hub in der Fräse einbauen?! Oder zweites Kabel an den PC? :-) Sorry für die Fragen, aber ich bin halt ein Bastelnoob :-) Was ich habe ist noch nicht viel siehe Fotos, das Material für die Mechanik ist noch unterwegs :-) Sven
Hallo Sven, ich vermute mal, dass die Anbindung des Touch-Displays direkt über den Arduino via SPI (Two-Wire Interface) erfolgt (das wäre zumindest einfach machbar) ... Grüße Thomas
Die Anbindung des Nextion Displays ist über ein 2 Euro USB-TTL Wandler Modul realisiert. Die Kommunikation ist string-orientiert, die optionalen HEX-Codes vom Display werden nicht genutzt. Das Nextion Display ist programmierbar und beliebig konfigurierbar über den kostenlosen Nextion Editor. SerialComCNC schickt dem Display die Werte mit vorangestelltem Objekt Identifikator. Die entsprechenden Objekte auf dem Display sind dabei die numerischen Anzeigefelder. Das Layout der Anzeige kann im Editor frei designed werden. Einfach mal den Editor downloaden und mit rum spielen, geht auch ohne angeschlossenes Display über die integrierte Simulation. Die Displays kosten zwischen 12 Euro und 70 Euro je nach Grösse und Bezugsquelle. Ich selber benutze ein 2.4", 3.2" und ein 3.5" Display. Das 3.2" dabei mit integrierter RTC und GPIOs. Nextion Display Seiten: https://www.itead.cc/display/nextion.html Nextion Instruction Set: https://www.itead.cc/wiki/Nextion_Instruction_Set Und hier noch ein Video mit meinem ersten Display Test. Es ist dabei kein MC an das Display angeschlossen, alle Aktionen bedient das Display selbst: https://www.youtube.com/watch?v=59U_KtUAX9Q Ein Standard Display Layout für die Koordinatenanzeige füge ich der kommenden Version von SerialComCNC bei. Dieses kann dann einfach auf das Display geladen werden. Damit ist das Display sofort betriebsbereit ohne dass der Anwender irgend etwas programmieren muss.
Hallo Albert, super! Das ist ja noch einfacher als ich gedacht hatte - von diesen Nextion Displays hab ich bis jetzt noch nichts gehört, aber die scheinen ja geradezu ideal für den Einsatzweck - klasse! Und übrigens nochmals vielen Dank für Deine Mühe und das suuper Programm, das Du auf die Beine gestellt hast und uns hier einfach so zur Verfügung stellst. Viele Grüße Thomas
Hallo Albert, ist das die Frontendversion im Beitrag vom 22.09. die mit der Grbl-Version 1.1e zusammenarbeitet? Vielen Dank Hans
Hallo Hans, das Frontend für die GRBL 1.1e Version wird ähnlich wie in meinem Beitrag vom 20.12.2016 gezeigt. Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Die neue Version von SerialComCNC wird zusätzlich (wie oben beschrieben) ein zweites serielles Interface zur Kommunikation mit einem Nextion Touch Display haben. Damit lassen sich die wichtigsten Prozess-Parameter direkt an der Fräse anzeigen. Geplant ist demnächst auch eine direkte Bedienung über das Nextion Display, wie Start, Stop, simples Jogging usw. Gruss Ulrich Albert
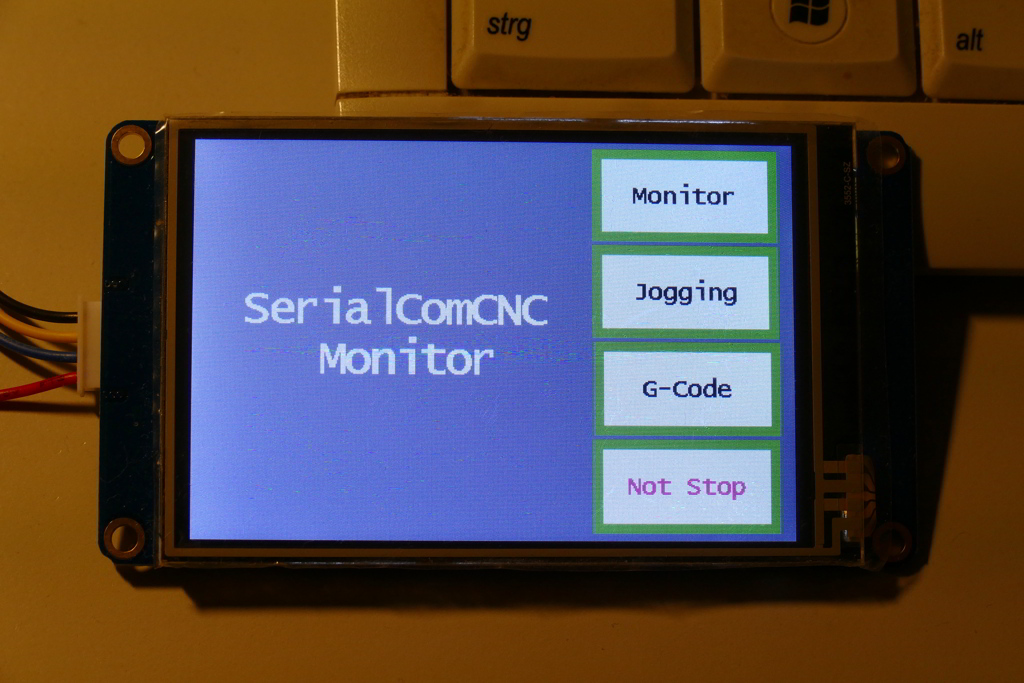
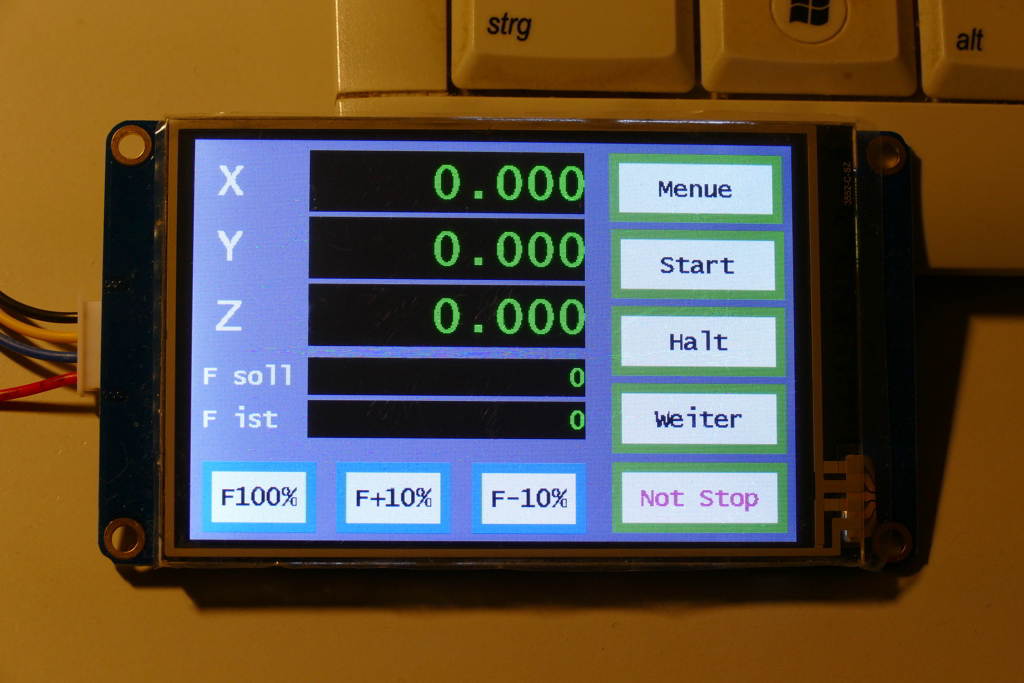
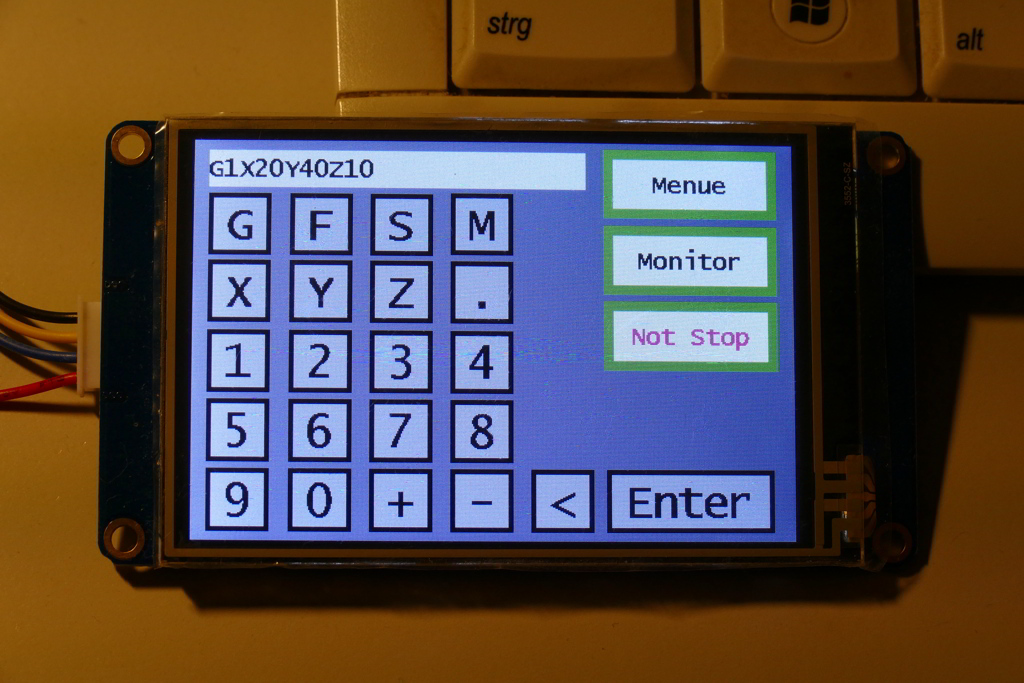
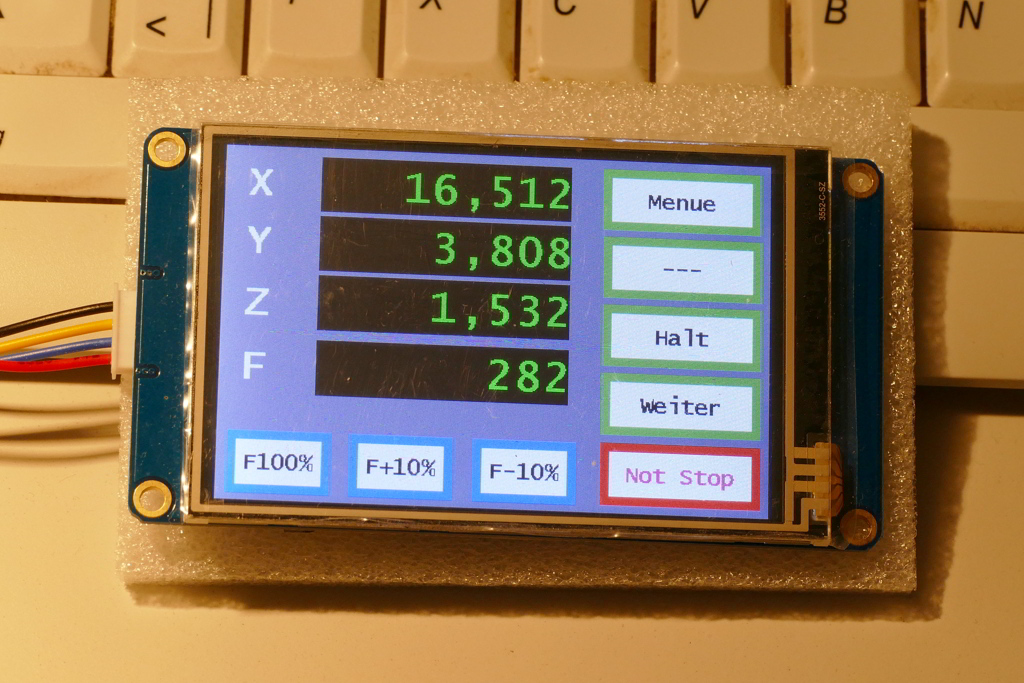
Neues zum Bedienen und Monitoring über ein serielles 3.5" Nextion Touch Panel für die kommende Version von SerialComCNC. Die Bilder oben zeigen die bereits vorhandenen Pages auf dem Display.
Feine Sache, Ulrich. Habe gleich mal ein passendes Nextion geordert. Danke für deine Arbeit und alles Gute für 2017
Anbei neue Version SerialComCNC 2.0 Alpha zum Vorabtest Change Log V2.0 Alpha --------------------- Update auf GRBL 1.1e - Achtung: Diese Programm-Version funktioniert nicht mehr mit GRBL Versionen kleiner 1.0 - Das Hex-File für GRBL 1.1e liegt der Software bei und kann mit dem ebenfalls beigefügten XLoader auf einen Arduino Uno direkt geflasht werden. Wichtig: Bitte die Konfiguration auf $10=0 einstellen. (Die komplette Konfiguration kann mittels $$ angezeigt werden) Implementierte neue Funktionen - Realtime Feed Korrekturen (Process Anzeige Buttons F) - Realtime Rapid Feed Korrekturen (Process Anzeige Buttons Fr) - Zusätzliche Realtime Feed Anzeige im Process Display. Add On: Nextion Touch Display (Status z.Z. Experimental) - Ansteuerung eines seriellen Nextion 3.5" Display über einen zusätzlichen virtuellen Com Port. Konfiguration über Menue Einstellungen / System. Das Display benötigt lediglich ein billiges TTL-USB Wandler Modul, sowie eine Versorgung von 5V DC mit ca. 150mA. Das benötigte HMI File sowie die Fonts sind beigefügt und können einfach über den kostenlosen Nextion Editor auf das Display geflasht werden. Damit ist das Display betriebsbereit. Besitzer von Nextion Displays in anderen Grössen als 3.5" können mittels Nextion Editor das Layout einfach anpassen. - Funktionsfähig ist z.Z. die Menueseite "Monitor" mit folgender Funktionalität: - Realtime Anzeige von X, Y, Z, Feed - Starten eines Fräsfiles - Halt und Weiter während des laufenden Fräsvorgangs - Not Stop - Feed 100%, Feed um jeweils 10% erhöhen, Feed um 10% verringern Die Hilfe wurde noch nicht angepasst. Hier gibt es, wenn auch ein schlechtes, Video vom Betrieb: https://youtu.be/Gx5W_z9Vbsk Gruss Ulrich Albert http://www.serialcominstruments.com/
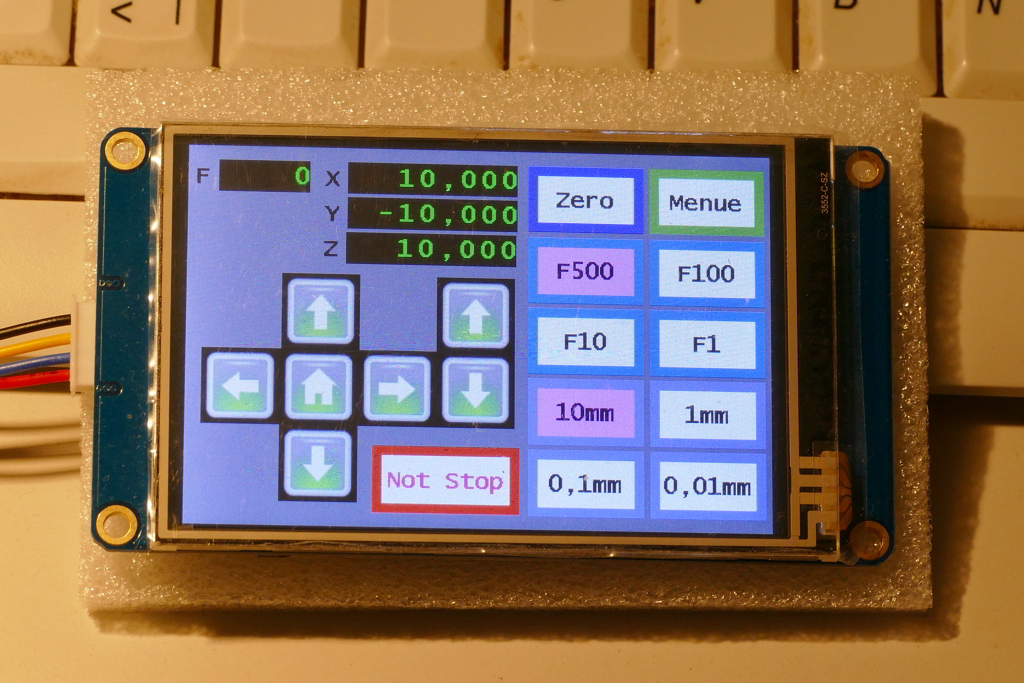
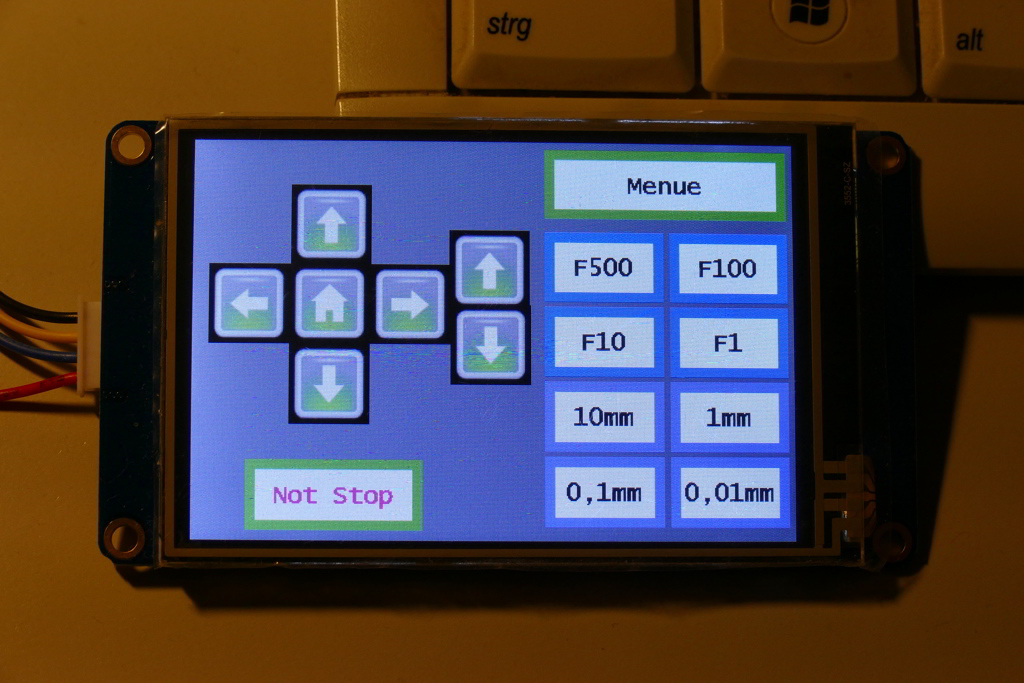
Anbei neue Version SerialComCNC 2.0.1 Alpha Video hier: https://youtu.be/A4_mC6n_ajc Change Log V2.0.1 Alpha ----------------------- SerialComCNC - Interface für Nextion Display auf die Main Page verlegt - Kommunication mit Nextion Display erweitert Nextion Display - Jogging Page nun funktionsfähig - Zugehöriges HMI Display File upgedatet und beigefügt Download für den kostenlosen Nextion Editor hier: https://nextion.itead.cc/download.html Dieser kann auch ohne Display genutzt werden mittels integriertem Simulator. Gruss Ulrich Albert http://www.serialcominstruments.com/
Hallo, da ich halt mehr Achsen brauche als die XYZ habe ich bei den Jungs von openPnP eine grbl Variante (0.9g) gefunden die zusätzlich die C Achse hat. Jetzt die Grosse Frage was würde Passieren wenn ich diese Variante an Deine Software dran hängen würde und im G-Code die C-Achse benutzen würde. Um die C-Achse zu bekommen wäre es nett wenn Du so was vorsehen könntest. Kann ja ein/ab-schatbar sein. Den grbl Code würde ich mir selber zusammen stellen damit das in der 1.1 drin wäre. Noch etwas Kritik: Die ganzen netten Display spielchen bringen übrigens nicht viel wenn der Rest (Toolchange, Autopositionsfindung / Werkstückausrichtung durch Kammera, 2. grbl karte, ...) noch nicht da ist. Das ist zwar nur meine Meinung aber mir und dem Projekt würde es glaube ich mehr bringen. VG, Uli
Uli schrieb: > Noch etwas Kritik: > Die ganzen netten Display spielchen bringen übrigens nicht viel wenn der > Rest (Toolchange, Autopositionsfindung / Werkstückausrichtung durch > Kammera, 2. grbl karte, ...) noch nicht da ist. > Das ist zwar nur meine Meinung aber mir und dem Projekt würde es glaube > ich mehr bringen. Dann bist Du hier bei meinem Projekt falsch. Das ist ein Projekt für den normalen Hobby Fräser, wenn Du eher Profi Features sucht musst Du Dich anderswo umsehen und dafür zahlen. Nach meiner langen Erfahrung hier im Forum kann ich dazu nur eins sagen: Diese Software und auch die anderen Projekte erstelle ich zu MEINER eigenen Erbauung und Zeitvertreib und teile sie hier. Ich implementiere Features die ICH gerade brauche oder die MIR Spass machen. Wenn das auch anderen nützlich ist freue ich mich. Anpruchsdenken von Anwendern ist hier jedoch völlig daneben.
Angehängte Dateien:
-

Fehler.png
180 KB -

Fehler1.png
240 KB
Hallo Albert, Ich habe ein Problem mit deinem Programm. Wenn ich die Kamera Starten will Stürzt dein Programm ab. Treiber sind alle Aktuell, die Kamera ist neu und funktioniert einwandfrei, nur eben nicht mit deinem Programm. Egal ob Version 1.0 oder 2.1. Hast du einen Tipp? An bei mal die Fehlermeldung. Sven P.
Es spricht doch nichts dagengen das Du und andere das Display super finden. Und Du deine Freizeit dafür einsetzt und uns daran teilhaben läst. Ich selber habe mir gerade auch eins gekauft. Ist ein schönes Spielzeug nur es hilft mir nicht wirklich weiter! Zumal der PC gleich daneben steht. Ich habe 3 Fräsen alle liefen mit MACH3, alles Hobby! Ob da überhaupt eine Kammera dran arbeitet habe ich noch nie getestet. Meine Shapeoko habe ich aber auf grbl wieder umgebaut. Und da brauche ich inzwischen halt etliche Sachen mehr wie früher. Das wichtigste ist halt die dumme 4. Achse. Zur Zeit löse ich das in dem ich anhand der Spindel Richtung und Speed die 4. Achse steuere, das ist aber umständlich. VG Uli
@Uli Das Problem bei speziellen Erweiterungen ist die Kompatibilität zu den Standard GRBL veröffentlichung. Ich will davon nicht abweichen. Wenn Du jedoch in der Lage bist GRBL selbst zu ändern, dann ist es wichtig das Format des Status String, der nach der zyklischen Eingabe von "?" von GRBL ausgegeben wird nicht zu ändern. Damit bleibst Du dann erst mal kompatibel zu meiner Software. Ich lasse von GRBL die Work Koordinaten, sowie danach den Feed ausgeben. Das hat sich ja in GRBL 1.1 geändert.
Sven P. schrieb: > Wenn ich die Kamera Starten will Stürzt dein Programm ab. Dazu ist im Thread schon von anderen und mir einiges geschrieben worden. Vielleicht hilft es Dir.
Angehängte Dateien:
-

Fehler2.png
74 KB -

Fehler3.png
71 KB -

Fehler4.png
72 KB
Hmm, Kamera ist jetzt erstmal egal. Ich habe da noch andere Probleme siehe Bilder: Die Rückmeldung scheint nicht mehr zu funktionieren. Im Monitor sehe ich nix mehr. Auch Spinnt ab und zu die X-Achsen Anzeige da fehlt dann die 0 vor dem Punkt. Fahre ich Manuell(G-Code eingabe) bewegen sich alle Achsen, nur Anzeigen tut er nix mehr. Ich habe kein Display angeschlossen, liegt das daran? Sven P.
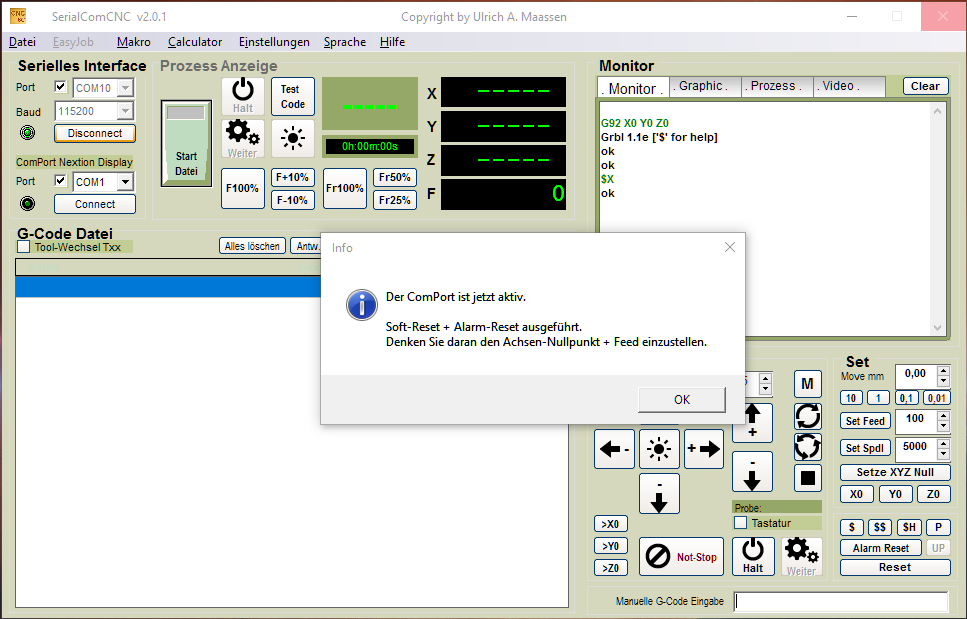
Hallo Sven, sollte daran liegen. Wichtig: Bitte die Konfiguration auf $10=0 einstellen. Von Albert beschrieben. Gruß Frank
Angehängte Dateien:
-

GRBL.jpg
110 KB
Hallo Sven P. Ich hatte das selbe problem ... Der Gute Albert , dem ich sehr dankbar für seine Arbeit bin . erwähnte folgendes : Update auf GRBL 1.1e - Achtung: Diese Programm-Version funktioniert nicht mehr mit GRBL Versionen kleiner 1.0 Mir viel auf das ich immer noch auf 0.9 war und dabei deine gleichen fehler erhielt . Trotz upload der hex datei von albert . Fix GRBL Datei gedonloadet und via Arduino IDE Geflascht seriellen monitor an und sihe da 1.1 und Fehlerfrei Ich hoffe ich konnte helfen
Angehängte Dateien:
-

Autolevel.jpg
79 KB
Autoleveling wie im Bild zu sehen (andere freie Software) Wie macht ihr das habt ihr dazu ein Macro , da mir SerialComCNC ansonsten super gefällt . Wäre Dankbar für Anregungen . Schöne grüße und guten rutsch Sven W.
Sven.W schrieb: > Autoleveling wie im Bild zu sehen (andere freie Software) > Wie macht ihr das habt ihr dazu ein Macro Ich denke darüber auch schon einige Zeit nach. Das Problem dabei ist eher die mechanische Seite. Die üblichen Höhentaster sind mehr auf harte Materialien ausgelegt und drücken durch die zu starre Feder im Innern die zu vermessende Platine nach unten durch, so dass das Messergebnis verfälscht wird. Vielleicht kennt jemand einen bruchbaren Taster, möglichst mit 3mm Schaftdurchmesser. Ich würde mir da gerne etwas ganz Neues konstruieren, etwa ein kleines Rad welches mittels Fräse über die Platine geführt wird und dabei die Höhenänderung in der leichtgängigen, flexiblen Vertikalachse vermessen wird. Nur so eine Idee. Oder hat schon mal jemand versucht die Platine mit Unterdruck gerade auf die Auflage zu bekommen? Eure Vorschläge würden mich interessieren, das Programmtechnische ist nicht das Problem. Ansonsten ist die Entwicklung für den Anschluss eines Nextion Displays jetzt soweit komplett fertig. Die noch fehlende GCode Eingabe über das Display funktioniert nun. Die neue Version dazu gibt es in der nächsten Woche.
Hallo erstmal. Zu aller erst mal ein RIESEN Lob an Albert. Was du da so alles Entwickelst, und es auch noch für uns bereitstellst, ist schon Genial. Das Nextion Display ist seit heute auch angekommen und läuft. Zur Autoprobe: Schau mal bei Gelegenheit nach BLTouch. Viele verwenden den für das Bedleveling beim 3D-Druck. Hier mal ein Video welches die Funktion zeigt. https://www.youtube.com/watch?v=3bPx5PDBLzc Gruß Detlef
Frank schrieb: > Wichtig: Bitte die Konfiguration auf $10=0 einstellen. > Von Albert beschrieben. Danke Frank, daran lag es. Allen einen guten Rutsch ins neue Jahr!! Grüße aus Berlin Sven P.
Hallo, zum Thema Autolevel Schau dir doch mal an wie das Christian Knüll bei Estlcam macht: https://www.youtube.com/watch?v=ApBfHW7AhsM https://www.youtube.com/watch?v=bhZdbgM6S70 Ich glaube bCNC macht das ähnlich https://www.youtube.com/watch?v=Z59BkvBOx5A Und noch ein anderer: https://www.youtube.com/watch?v=kzXzvcUAuus Mit diesen Methoden hat man keinen zusätzlichen Hardwareaufwand. Wäre super wenn du das integrieren könntest mit dem Autolevel. Danke nochmal für dein super Programm und ein frohes 2017 an alle. Max
Hallo Albert , da ja nun schon einiges genannt wurde ....in BCNC mache ich es halt so ,mit den Platienen, ein kontackt am fräser, den anderen an der Platiene, Klabt super .... bei Holz und Ähnlichen habe ich mir einen taster seber gebau, ein Stück Pom ,wo im innen ein alter Gravierfräser drin ist der dann auf einen drucktaster trifft .....bisher nur gute erfahrungen damit gemacht . Wenn Du magst kannst Du es ja Softwahremäßig einfügen , ich Denke es sind genügend freiwillige zum testen ... werde Die Tage vom Tasten noch Bilder hochstellen .
Danke für alle Antworte für eine event. neue Leveling Funktion. Die simple Methode möchte ich nicht anwenden, da das Leveling auch für nicht leitende Oberflächen arbeiten soll. Interessant ist der von Deltef genannte Taster BLTouch. Der Software Aufwand ist doch ziemlich umfangreich. Ich würde die Topologie des Objektes auf Quadrate reduzieren, den GCode untersuchen wo welche Quadrate gequert werden und falls die vom GCode vorgegebene Vektoren Quadratkanten überqueren den Vector im GCode jeweils aufteilen und in einer weiteren GCode Zeile mit geänderter Höheninformation fortführen. Das machen wohl alle so, die Levelling in ihrer Software anbieten. Bei geradlinien Bewegungen scheint es problemlos, inwieweit das auch für Kreissegmente zutrifft müsste ich untersuchen (Böses Beispiel Spirale, die mehrere Topologie-Quadrate schneidet, auch wieder die Ursprungsquadrate). Ich werde mir jetzt erst mal einen BLTouch Taster bestellen.
Hallo Albert , Ich habe mir den Taster mal angeschaut ... er besitzt 5 Anschlüße 3Pin: braun (-,GND) rot (+5V) orange (Kontrol Signal) 2Pin Schwarz (-,GND) weiss (Zmin) GND 5V wären klar Zmin eventuell A5 bein arduino aber das Krontrol Signal ?! dazu müsste er ja auch noch daten emfangen um den Taststift zu heben und senken . Bisher nur gefunden das es in der marlin firmenware bei den 3D Druckern verwendedt wird GRBL wüste ich nicht wie .... Ansonsten schönes teil .
Wäre so ein Taster nicht besser ? http://www.robocnc.nl/?p=1699 Der wäre ja auch leicht herzustellen ... Schöne grüße
Hallo, erst einmal wünsche ich ein gesundes + erfolgreiches neues Jahr. Sven.W schrieb: > GND 5V wären klar Zmin eventuell A5 bein arduino aber das Krontrol > Signal ?! > dazu müsste er ja auch noch daten emfangen um den Taststift zu heben und > senken . > Bisher nur gefunden das es in der marlin firmenware bei den 3D Druckern > verwendedt wird GRBL wüste ich nicht wie .... Bei den 3D-Druckern wird für die Leveling Funktion (Pin heben/senken) ein PWM-Signal wie für ein Servo im Modellbau benutzt. Einige Leveling-Systeme benutzen auch ein Modellbauservo zum auf-/abschwenken eines Endschalters. Bei der PWM wird eine Impulslänge von ca. 1mSek.(links)--> 1,5mSek.(mitte)--> 2mSek.(rechts) generiert.siehe: https://www.mikrocontroller.net/articles/Modellbauservo_Ansteuerung Gruß, Manfred
OK das habe ich verstanden, habe selber mal einen Servo mit Hilfe von Arduino und einen Poti betrieben ... Habe mir mal das pinout von Grbl angeschaut A4 wäre noch frei , den müsste man dann mit einem der der Limit X oder Y Achse tauschen um einen freien Port fürs PWM zu bekommen, und dann noch in GRBL Einfügen ...um den Taster zu benutzen ... Aber das ist Software wovon ich nix verstehe da lass ich mich gerne überraschen was Albert Zaubert .... Und ich betone noch einmal eine super Software und ganz herzlichen dank für die Super Arbeit hier
Albert M. schrieb: > Die simple Methode möchte ich nicht anwenden, da das Leveling auch für > nicht leitende Oberflächen arbeiten soll. Interessant ist der von Deltef > genannte Taster BLTouch. Hallo Albert, so als Gedanke nebenbei... Vielfach wird Leveling doch sicher bei der Platinenherstellung verwendet. Immanent hat man hierbei die leitende Oberfläche zur Abtastung ohnehin zur Verfügung und der Zusatzaufwand in Sachen Hardware für perfekte Platinen würde sich mit einer Level-Funktion in deiner Software auf Null belaufen. Das benötigte Signal wird in Form des Probe-Tasters auch schon passend durch den Arduino durchgeleitet. Insofern würde ich mir die neue Funktion in deiner Software parametrierbar wünschen, also einfaches Tasten gegen Masse mit geringer Vorschubgeschwindigkeit für die Leiterplattenfraktion und für die Künstler unter uns (die beliebige, auch nichtleitende Oberflächen mit Gravur verschönern wollen) die Option mit BLTouch. Nur zum drüber nachdenken :-) Danke! Gruß Harald
Angehängte Dateien:
-

Scc_Nextion.jpg
220 KB

Anbei neue Version SerialComCNC 2.0.2
Change Log V2.0.2
-----------------
Wichtig: Alle SerialComCNC Versionen ab Version 2
benötigen GRBL ab Version 1.1e
Nextion Touch Display Erweiterung
- GCode Eingabe Page funktionsfähig.
Damit ist nun die Steuerung über das Display voll einsatzbereit.
- Der über die Display-Tastatur eingegebene GCode wird beim
Drücken des Enter Buttons an SerialComCNC gesendet und
sofort ausgeführt, sowie dort im Process Monitor protokolliert
und im Fehlerfall der entsprechende Error-Code angezeigt.
Eine Fehler-Rückmeldung zum Nextion Display erfolgt z.Z. nicht,
könnte ich aber nachrüsten.
- Die Bezeichner für GCode Kreiselemente (I,J,K) sind auf der
Display Tastatur nicht aufgeführt, weil sich diese nicht
für die ad hoc Eingabe sonderlich eignen. Sollte ein
dringlicher Wunsch danach laut werden, kann ich die
3 Bezeichner gerne einfügen.
- Das notwendige HMI Display File und die Font Files sind
im Unterordner Nextion zu finden.
Wen es interessiert, hier einige Infos über die "Innereien":
Die bidirektionale Kommunikation zwischen Nextion Display
und SerialComCNC geschieht in Klartext (ASCII).
Richtung SerialComCNC wird die Übertragung vom Display mit #
als Startzeichen eingeleitet und mit < beendet.
Richtung Nextion Display wird kein Startzeichen benötigt,
das Ende der Übertragung verlangt 3x ASC255 (3x Hex FF).
SerialComCNC kann auf alle Display Objekte anhand ihres
internen Namens und Property direkt zugreifen.
Die komplette Menue- und Button Logik geschieht auf dem
Display selbst in einer BASIC ähnlichen Sprache und bleibt
auch nach Ausschalten der Versorgungsspannung erhalten.
Gruss Ulrich Albert
http://www.serialcominstruments.com/
Vielen Dank ! Es macht von Version zu Version mehr Spaß. Möge es dir beim Programmieren auch so gehen, lieber Ulrich
Angehängte Dateien:
-

CIMG1783.JPG
230 KB -

CIMG1784.JPG
230 KB
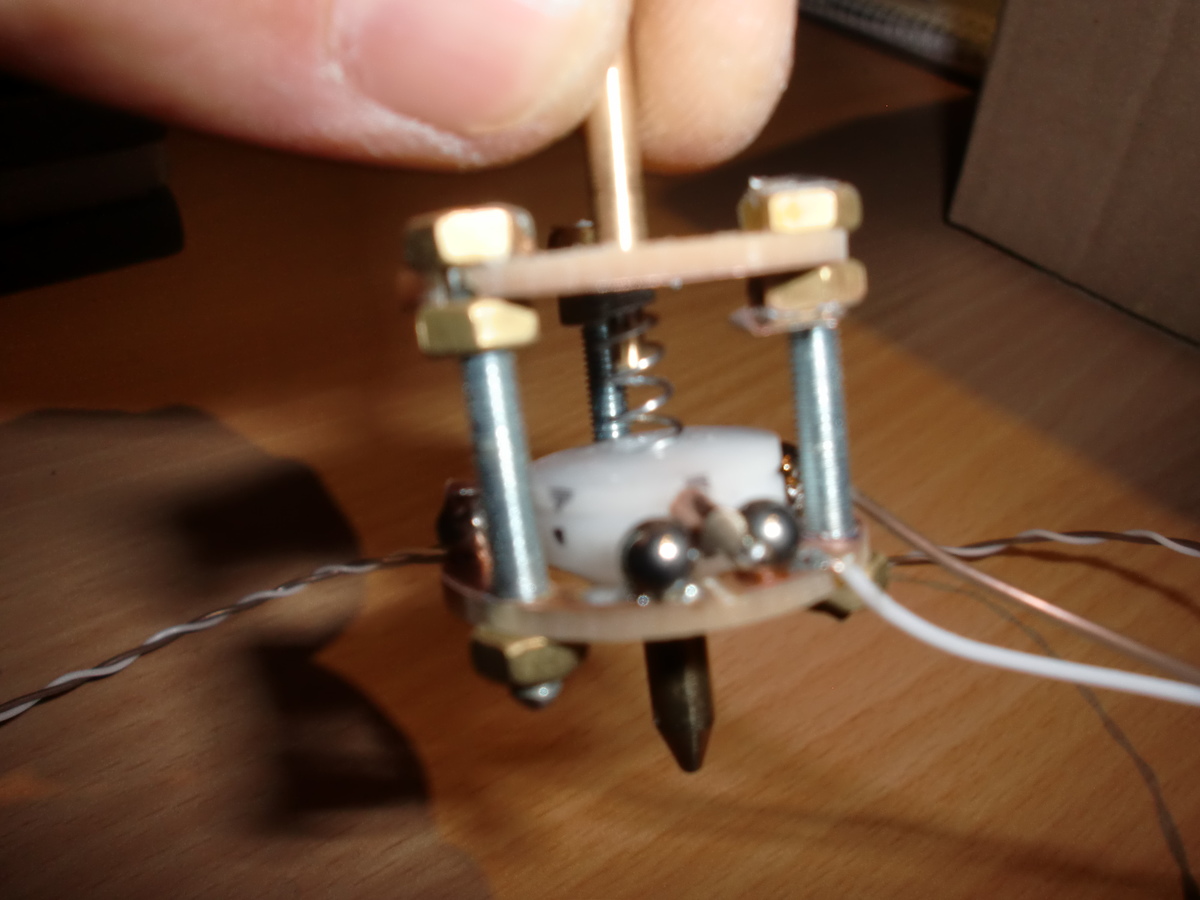
Wie Versprochen mein Taster der als Öffner fungiert ... Ca 25 mm in durchmesse und direkt in der Spindel einzusetzen wenn ich damit eine Platine fräse ist das Super die feder ist nur dazu da um den Taster in Position zu halten .. Schöne grüße
Hallo Sven! Ah, Öffner! Das heißt, wenn Albert so einen Taster und einen BLTouch und die Sparversion für Leiterplatten unterstützen wollte, müsste er zumindest die Polarität parametrierbar machen... Du schreibst, "wenn ich damit eine Platine fräse"... Welche Software(kette) verwendest du bis dato? GrblHeightProbe2[[https://github.com/martin2250/GrblHeightProbe2]]?
Harald S. schrieb: > Welche Software(kette) verwendest du bis dato? > GrblHeightProbe2[[https://github.com/martin2250/GrblHeightProbe2]]? Hallo Harald , GrblHeightProbe2 angeschaut ist mir aber zu aufwendig da BCNC dieses enthält Da ich bisher nur klein teile gemacht habe fürs Arduino , wurde die Zeichnung mit Fritzing erstellt und die Gerber/Exelon Datei dann mit Flatcam in Gcode umgesetzt, Gefräst mit BCNC wegen dem Leveling , obwohl mir eigentlich SerialCom lieber ist , . Das Öffnen bzw Schießen säst sich aber in Grbl einstellen unter $6=0 schließen $6=1 Öffnen Beste grüße Sven
Hi, Ich wollte ebenfalls das schoene Programm von Albert M. verwenden. Leider tritt bei mir exakt der gleiche Effekt auf, den User Sven am 26.2.2015 zum ersten Mal beschrieben hat. Das Programm laesst sich initialisieren, verbindet sich korrekt und verschluckt sich dann. Ich kann G-code Kommandos an den Arduino schicken, es kommt aber keine Antwort mehr. TX und RX LEDs blinken im Takt der Statusabfrage. Nach reproduzierbar exakt 60sec scheint ein Puffer ueberzulaufen/Timeout zuzuschlagen und das Programm bricht ab. GRBL 1.1e, SerialCNC v2.02, Windows10 Home V1607, DELL Laptop. Mir scheint, das Problem ist nicht ganz so selten. Vermutlich geben viele User nach dem ersten Versuch auf... Gibt es inzwischen eine Loesung? Regards Henry
Ich vergass noch: Arduino IDE/Monitor 1.6.9 USB Driver Version 1.2.3.0 Programm ausgefuehrt mit/ohne Administratorberechtigung. Mit dem Serial Monitor des Arduino laesst sich GRBL ohne Probleme ansteuern. Alle Parameter in GBBL auf Default gesetzt, $10=0. Henry
Hi >Leider tritt bei mir exakt der gleiche Effekt auf, den User Sven am >26.2.2015 zum ersten Mal beschrieben hat >Gibt es inzwischen eine Loesung? Da Du das Problem anscheinend immer noch hast, scheint es leider noch keine Lösung zu geben... Die Lösung für mich war: >Ich bastel mir nun meinen eigenen GRBL-Sender: https://github.com/svenhb/GRBL-Plotter Gruß Sven
Hallo zusammen, erst mal vielen Dank an Albert für die Arbeit! Ich beobachte und benutze die Entwicklung schon fast seit Anfang an. Aber leider läuft das Programm seit Version 0.9f und GRBL 0.9 nicht mehr einwandtfrei. Ich habe mit den selben Problemen wie viele andere hier zu kämpfen: - Kommunikation - Webcam - uvm. Ich benutze unter anderem auch bCNC, GRBL-Plotter, Candle und Estlcam. Jedes hat so seine Vor - und Nachteile. Vor kurzem bin ich bei meiner Suche nach weiteren Frontends auf ein sehr gut funktionierendes (auch WebCam und Probe) gestossen und möchte es gerne mit euch teilen. Es heisst einfach nur CNC und wird von Cheton Wu entwickelt. Hier die Beschreibung: https://github.com/cheton/cnc/wiki/Desktop-App Und hier der Download: https://github.com/cheton/cnc/releases Viel Spaß und viele Grüsse Wolf
Nachtrag: Ich habe das von Wolf angefuehrte Programm mal äusprobiert mit unveraenderter Arduiono Firmware/Treiber. Spasseshalber habe ich das billigste chinesische USB Kabel verwendet, das ich finden konnte. Ergebnis: Mehrere Stunden Betrieb mit einem 1000+ langen G-Code File ohne Stoerung. Auch auf meinem alten XP Rechner lief das Paket. SerialComCNC scheint ein Problem in der Kommunikation zu haben. Regards (aus Silicon Valley) Henry
Erratum: Der alte Computer war Win7, nicht XP. Das Programm laeuft nicht unter XP. Henry
Schade das CNC nicht unter XP läuft. Hatte mich schon gewundert warum ich ständig eine Fehlermeldung bekommen hatte. Und nur dafür einen alten PC zu ersetzen ist mir dann doch zu Blöd. SerialComCNC wird bestimmt den Fehler auch bald nicht mehr haben, wobei der mir noch nicht untergekommen ist. Peter
@Sven (GRBL-Plotter) Hast Du auch irgentwo ein Forum? Du hast zwar einiges drin was mir helfen würde aber einiges auch so gemacht das es für mich nicht brauchbar ist. Es gibt auch einiges was mich schon nach 20sec genervt hat. SerialComCNC ist zwar auch nicht perfekt und ich bräuche echt dringent eine 2 GRBL Karte da dran, aber genervt hat mich hier noch nie was. VG, Peter
Hallo Peter, nein ein Forum hab ich (bisher) nicht. Aber man kann ja im GitHub 'Issues' erzeugen die ich dann bearbeiten würde. Allerdings muss ich feststellen dass meine weiteren Funktionswünsche (für mich) einen immer größeren Aufwand bereiten. Parallel dazu stelle ich fest das Estlcam inzwischen eigentlich alles kann was mir nützlich erscheint (z.B. SVG-Import) - ausser der echten GRBL-Unterstüzung (immerhin wird nun das GRBL-Pinlayout unterstützt), die Estlcam Firmware habe ich bisher aber noch nicht getestet. >Es gibt auch einiges was mich schon nach 20sec genervt hat. Hm, das ging ja schnell. Wenn es was einfaches ist könnte ich evtl. Abhilfe schaffen... >SerialComCNC ..., aber genervt hat mich hier noch nie was. Wenn es denn bei mir korrekt laufen würde... Mich nervt, dass man gefühlt zigmal ok drücken muss bis man arbeiten kann. Da finde ich mein Auto-Reconnect echt toll ;-) Gruß Sven
Sven da fällt mir sontan ein: Frei herum fliegende Fenster, die übereinander lagen und ich suchen musste. SVG Import dein Test Bild-> Speicher zu klein???? Kann bei 4Gb RAM nicht sein! Da waren noch einige Punkte an die ich mich jetzt nicht mehr so genau erinnere. Das man gefühlt zigmal ok drücken muss ist mir nicht aufgefallen, oder ich bin in der Bezieung unempfilndlich. Aber was mir gestern abend aufgefallen ist, ist das mir die Verbindung 3 mal abgebrochen wurde. Ich denke nun gehöre ich auch zu denen mit dem Serial Bug. VG, Peter
Moin, erstmal vielen Dank an Albert für seine Bemühungen. Software ist großee Klasse!!!!! Nun zu meinem Anliegen: Komme seit gestern nicht mehr auf meinem Nano ins $$ was kann das sein? Hab mir einen neuen zugelegt da geht es wieder! Hoffe es weis einer was?
Hallo Klaus, Gib mal im Befehlsfeld $10=0 ein. Danach einmal disconnect und wieder connect. Dann solltest du mit $$ wieder alles sehen. Gruß Detlef
moin Detlef, danke für die schnelle Antwort. Habs probiert geht nicht. Hab in neu geflasht, nochmal probiert wieder nix. Glaub ist defekt!!! Klaus
moin, ich schon wieder. Beim neuen GBRL sind im $$ viele neue Angaben. Kann mir einer sagen, was die neuen alle bedeuten. Hab noch keine neue Liste dafür gefunden! Klaus
>Hab noch keine neue Liste dafür gefunden! Steht alles im Wiki: https://github.com/gnea/grbl/wiki/Grbl-v1.1-Configuration
Hallo Albert/all, verwende SerialComCNC testweise um ins Thema CNC reinzukommen, sieht sehr gut aus, aber kaempfe etwas mit der manuellen Steuerung. Benutze Arduino Uno (Grbl 0.9j), TB6560 treiber und Nema17 motoren. Mit'grbl controller' kann ich die motoren ansteuern (manuell, x, y, z und verschiedene 'schrittweiten)), unter SerialComCNC hab ich den Dreh noch nicht raus. Deshalb ein paar Fragen (und Bitten) hier: a) sind fuer SerialComCNC besondere grbl settings ($$) noetig? In der Doku nichts gefunden hierzu. b) gibt es etwas Besonderes zu beachten bei der manuellen Steuerung fuer SerialComCNC? Besondere Initialisierung o. ae. wie der anfaengliche Hinweis (Nullpunkt/Feed)? Falls ja, waere etwas ausfuehrlichere Doku hilfreich! c) hab auch versucht ein einfaches 'Testprogamm' under SerialComCNC laufen zu lassen, aber nach den ersten Kommandos scheint nichts mehr zu passieren. War irgendein vermeintlich einfacher g-code aus dem web (Rechteck, Kreis, Schriftzug etc.), aber vermute eher das Problem ist allgemeiner Natur weil die manuelle Steuerung auch nicht klappt. Hat jemand ein einfaches, kurzes g-code Beispiel mit dem ich SerialComCNC und mein setup mal testen kann? Danke schonmal fuer alle Hinweise und Tipps! Gruesse, Martin
Sorry Leute, zur Zeit bin ich Out Of Order. Ein echter Mann kennt keinen Schmerz habe ich gedacht und meine Bauchschmerzen 3 Tage ertragen. War wohl zu lange. Nach einer nächtlichen Not-OP wegen durchgebrochenem Blinddarm bin ich nun gerade wieder Zuhause aber alles andere als fit. Sicher könnt ihr euch erstmal gegenseitig helfen :) Gruss Ulrich Albert
Gute Besserung, kurier dich ordentlich aus. Alles Andere kann warten!
Gute Besserung , Erst wieder Fitt werden alles andere ist Zweitrangig
Hallo Martin SerialComCNC 2.xx benötigt GRBL ab Version 1.1e settings $10 =0 und was deine CNC so benötigt. Nullpunkt, Feed und Move setzen. Wenn in Move 0,00 bewegt sich nichts. Gruß Wolfgang G0 Z 10.000 (*** LAYER: Kontur ***) T2 (Fraeser 1mm) S6000 (* SHAPE Nr: 1 *) G0 X 27.300 Y 5.500 M3 M8 G0 Z 3.000 F100 G1 Z -0.500 F250 G1 X 27.300 Y 15.200 G1 X 38.700 Y 15.200 G1 X 38.700 Y 5.500 G1 X 27.300 Y 5.500 F100 G1 Z -1.00 F250 G1 X 27.300 Y 15.200 G1 X 38.700 Y 15.200 G1 X 38.700 Y 5.500 G1 X 27.300 Y 5.500 F100 G1 Z -1.500 F250 G1 X 27.300 Y 15.200 G1 X 38.700 Y 15.200 G1 X 38.700 Y 5.500 G1 X 27.300 Y 5.500 F100 G1 Z -2.000 F250 G1 X 27.300 Y 15.200 G1 X 38.700 Y 15.200 G1 X 38.700 Y 5.500 G1 X 27.300 Y 5.500 F100 G1 Z -2.500 F250 G1 X 27.300 Y 15.200 G1 X 38.700 Y 15.200 G1 X 38.700 Y 5.500 G1 X 27.300 Y 5.500 F100 G1 Z 3.000 G0 Z 10.000 M9 M5 G0 X 0.000 Y 0.000 M30 (Program end)
Gute Besserung und werd wieder Gesund.
Hallo, ich habe da mal eine Frage zu Unterprogrammen im G-Code. Laut Befehlsliste von GRBL kann der ja kein M98 und M99. Gibt es aber trozdem eine Lösung die ich übersehe? Mir ist aufgefallen das ich alle alten Programme nach arbeiten muss, weil die Kommentare von SerialComCNC falsch eingelesen werden. Ich habe neben "()" auch ";" kommentare sowie etliche Leerzeilen. MACH3 schlukt das ohne Probleme! Lösche ich die ganzen Zeilen geht der G-Code. Und noch eine weiter Frage an alle, gibt es schon so was wie ein Überwachungssystem für eine Fräse? Damit meine ich nicht die >5000€ Varianten der Marktführer. Ich habe nun sehr sehr lange Erfarung darin und wollte nun privat ein solches Projekt starten. Wird dann aber im ersten schritt nur eine Einfache Überwachung werden im bereich der normalen 5000€ Klasse, nur halt für 0€. Aber wenn es so was schon gibt züchte ich lieber Rosen. Auch von mir gute Besserung. Klaus
Hallo Klaus , Definiere doch bitte mal Überwachung ... wenn Du meinst CNC Raum 1 ,Benutzer Raum 10 , Zuschauen auf dem Monitor ? So etwas kostest ja keine 5000 Kreuser ,mit IP Cam realisierbar . Das Aufrufen von Standgig wiederholbaren Unterprogrammen (das meinst Du doch mit M98/99 denke ich könnte man bestimmt aber Softwaretechnisch im Gcode sender Implementieren , ähnlich wie ein Werkzeugwechsel?! Aber das wäre ja etwas für Albert . Grüße Sven
Nun den Werkzeugwechsel gibt es in SerialComCNC leider noch nicht. Das man das alles machen kann, wenn man (Albert) will, ist doch klar. Selber hinsetzen und eine eigene Software zuschreiben könnte ich zwar, aber vielleicht kann man Albert ja überreden. Da zu muss er aber erst mal wieder gesund sein. Wenn Du bei dem Begriff "Überwachung" am eine IP-Kammera dennkst solltes Du die Suchmaschinen mal benutzen, sorry aber das hat mit sowas absolut nichts zutun. Aber ich nehme Dir mal etwas Arbeit ab. Überwachung der XYZ Achsen & Spindel auf wiederholbare Wirkleisung, Strom, Drehmoment oder jede andere messbare Grösse. Die einfachste Art ist eine Maximal Prüffung der Signale, das bekommt man sogar mit einem OP einfach hin. Ab da wird es dann kommplizierter (Fehlt Erkennung, Stumpf Erkennung). Das ganze bezieht sich dann meistens auf gelernet Werte, ist damit nichts für einmalige Teile. Aber dafür gibt es auch andere Arten der Überwachung. So was kann man dann kaufen (und auch meine Gehalt sichern), oder so was in kleiner gibt es halt frei wenn interesse besteht. VG, Klaus
Angehängte Dateien:
-

Tool.jpg
68 KB
Hallo Klaus , Deswegen ja die Definierung . Also eine Fehlerüberwachung ... Der Werkzeugwechsel ist doch drin . Schon selber benutzt und ist super ..... Grüße Sven
Automatischer Wechsel ist das was interessant ist! Den manuellen nutze ich jetzt auch, nur ich könnte bei mir auch ein Magazin anfahren und dort wechseln, wenn es denn drin wäre. Da mein Magazin aber auf einer Kette ist kann ich nicht mal eben den Wechsel im Code einbauen. Da wäre dann ein Unterprogram auch sehr hilfreich! Für einen Kettenmagazinwechsler bräuchte man eine 4. Achse + einen Kontakt und wie ich gesehen habe, brauchen andere die auch. Ich hatte zwar jetzt geplant mir ein Magazin mit festen Positionen dran zu bauen, aber auch das wäre immer viel manuelles eingreifen in den Code. Darum meine Frage wegen dem Umterprogram. Eine Fehlerüberwachung ist es nur indireckt, man kann halt auch erkennen ob der Fräser stumpf wird. Aber ansonsten ist es eine Klassische Fräserbrucherkennung, die bei fast allen als Standartüberwachung verkauft wird. VG, Klaus
Nun gut ... Also das mit den Unterprogrammen kann ich voll und ganz nachvollziehen . Deine Überwachung im Hobbybereich Sinnvoll ?! Nicht das Du mich falsch verstehst generell eine schöne Sache so etwas haben wir auf Arbeit auch . Aber ob sich der aufwand lohnt .Da ich nicht den Hintergrund kenne in diesem Bereich bin ich nur Benutzer ohne jegliche Kenntnisse Zu Achse 4 . Wer so etwas braucht sollte sich echt mal grbl-plotter anschauen , den zugriff über ein 2tes Arduino wo zwar jedes mal die Achsen so angesteuert werden müssen (Turn pen storage a little bit to touch gripper) (^2 G91 G0 X0.15) (Close gripper - RC-Servo via Spinde PWM) (^2 M5) (^2 G4 P0.5) (#TOOL-IN) Gute Idee aber noch derbe Luft nach oben mit einer Doko bzw Anleitung da irgendwie nicht wirklich vorhanden und alles auf englisch warum nicht gleich zweisprachig aber alles eine persönliche Meinung Da das eine oder andere nur schwer nachvollziehbar ist Aber wer hat den schon die EierlegendeWollmichsau ... Ich finde SerialCom schon echt klasse besonders mit dem Nexiton und lobe Noch einmal Albert
Mir wäre es lieber das Albert so was einbaut wie das ich was anderes benutze oder gar was selber schreibe. Manche Wünsche die an Albert ran getragen werden kann ich auch nachvollziehen, leider aber auch das er nur das macht was ihm spass macht. Hoffentlich lässt er sich erweichen und macht eine 2. Karte in die Software rein und bitte auch Unterprogramme. Aber ich denke das der Serialbug wohl den meinsten helfen wird, so wie ich das es hier lese, ich habe den aber noch nie bemerkt. Zur Überwachung: Bei Holz und anderen weichen Stoffen bringt eine Überwachung nicht viel. Auch wenn ich in meinen 3KW Motor einen 1mm Fräser überwachen wollte. Aber so ab 3mm in ALU ist das schon recht hilfreich. Ich mache recht häufig immer wieder die selben Teile für einen Verein und bin bis jetzt recht gut gefahren mit einer Überwachung. Diese ist zwar eine Alte von der Arbeit aber die läuft gerade noch so. Als Überwachung für den kleinen Beutel würde ich das ganze auf ein Minimum reduzieren, wobei ich alles neu schreiben würde und viele neue Ideen die ich woanders nicht umsetzen darf hier einbauen. VG, Klaus
Hallo Albert, Was ist denn zeitlich geplant für das Update mit dem Easyjob?
Hallo, Albert M. schrieb: > Wichtig: Alle SerialComCNC Versionen ab Version 2 > benötigen GRBL ab Version 1.1e Vielleicht kann mir jemand bei folgendem Problem helfen: nach erfolgtem Update auf o.a. Versionen, gibt SerialComCNC nach Anfahren eines beliebigen HardLimits (#define DEFAULT_HARD_LIMIT_ENABLE 1) den Error 9 (STATUS_SYSTEM_GC_LOCK) aus. Error 9 ist so lange nicht rücksetzbar, bis der Schalter wieder deaktiviert ist. Freifahren der Achse ist also nicht möglich. Sind die Änderungen in report.h bzw. protocol.c umgesetzt ? Hat noch jemand dieses Problem, mach ich was falsch ? Andere Programme wie GrblPanel etc. funktionieren einwandfrei. viele Grüße Herbert
Herbert Janssen schrieb: > nach erfolgtem Update auf o.a. Versionen, gibt SerialComCNC nach > Anfahren eines beliebigen HardLimits (#define DEFAULT_HARD_LIMIT_ENABLE > 1) den Error 9 (STATUS_SYSTEM_GC_LOCK) aus. > Error 9 ist so lange nicht rücksetzbar, bis der Schalter wieder > deaktiviert ist. Freifahren der Achse ist also nicht möglich. Hallo Herbert , mir ist das auch schon aufgefallen aber keine Sache von SerialCom glaube ich , hatte es auch schon mit BCNC und CNC . Die Ausgabe ist so gewollt von GRBL zu lesen unter : https://github.com/gnea/grbl/wiki/Grbl-v1.1-Interface Im Abschnitt : Grbl Response Messages Hmm weiß gar nicht mehr was ich gemacht habe entweder Homing oder per Hand frei geschoben . Grüße Sven
Hallo Leute. . Heute ist mein nextion Display gekommen. Ich habe es geschafft mit dem editor die hmi datei aufzuspielen und es werden mir auch die daten von x y z angezeigt nach einer Bewegung. . Nur kann ich vom Display aus nichts steuern. Senden von Display zu pc funktioniert wohl iwie nicht.. auch weiß ich nicht wofür die anderen 3 datein sein sollen die im Ordner von nextion zu finden sind.. kann sie im Editor nicht mal öffnen. . Weiß jemand Rat? Danke im voraus. Dom
Konverter ist ein pl2303hx von ebay..
Hallo Dominic, hast du denn im Menü Jogging die feedrate und weite ausgewählt? Sprich z.b. F500 und 10mm angeklickt bzw. gedrückt. Danach solltest du die Fräse vom Display aus steuern können. Gruß Detlef
Ja. Habe ich. Jedoch ohne Resultate . Notstop funktioniert nicht. G-code abschicken auch nicht.. also alles was von Display zu pc geht..
Hmmmm, wenn dein Display daten von SC CNC empfängt, du aber nix senden kannst. Ich schieße jetzt mal so ins Blaue. 1. Treiber nicht ok. ( Ich habe da auch so meine Probleme mit Prolific unter Win 10 gehabt) 2. USB TTL wandler defekt (Hast du evtl. noch nen anderen?) 3. Kabel am TTL Wandeler falsch gesteckt. 4. Buchse am Nextion Display hat nen lockeren Lötanschluß. Detlef
Bei meinem Rechner mit Win10 64bit funktionierte es mit dem Treiber pl2303_64bit_installer.exe im Anhang. (Ich hoffe das ich den Treiber hochladen kann und darf) Gruß Detlef
Hey... ich bin mir nicht sicher bei der kabelbelegung vom Konverter. . Ich habe nur einen.. bei dem soll es sein das .. Rot - 5v Schwarz - gnd Grün - tx Weiß - rx ist. Da habe ich aber meine Zweifel dran.. laut diverser Bilder im netz soll grün tx sein.. da funtionierte aber nichts.. also hab ich tx und rx vertauscht und ich konnte die hmi datei aufspielen. . Ich werde den konverter öffnen und direkt an der Platine nachsehen wie es sein muss( ist im Gehäuse mit kabel dran.. dann versuche ich nen anderen treiber.. von zweien Ging nämlich nur einer.. mein Betriebssystem für die fräse ist xp sp3... Mfg dom
Angehängte Dateien:
-

20170129_120730_resized.jpg
420 KB
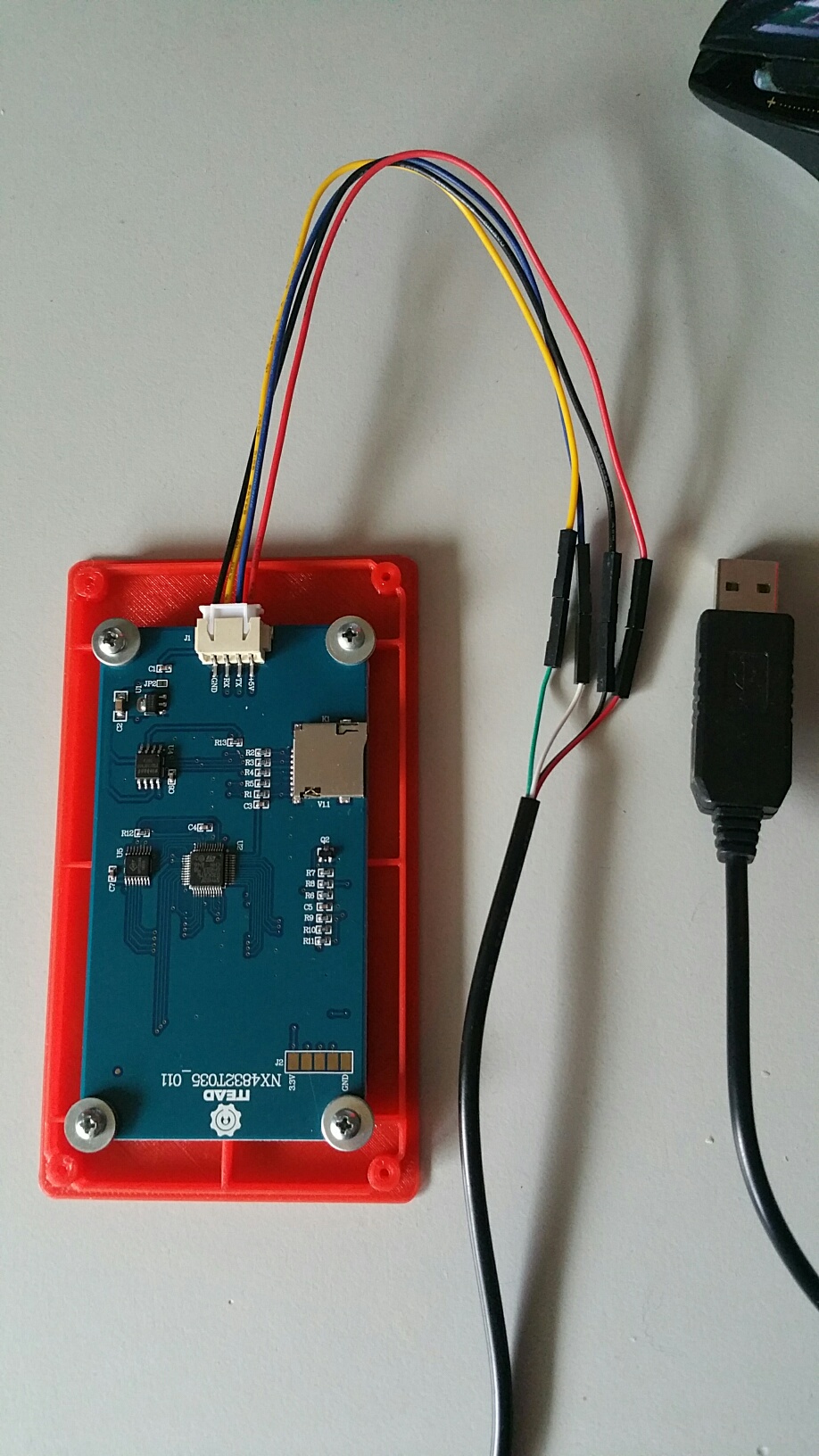
Hallo Dominic, ich glaub das du da den gleichen Wandler hast, wie den ich gerade nutze. ich hab dir mal ein Foto von meiner Verkabelung gemacht. Gruß Detlef
Hey.. ja. Sieht identisch aus... ich gucke mir das butz noch mal an.. grün geht bei dir auf tx.. ich hab das kurze kabel vom Display weggelassen und direkt die 1pol buchsen am Display angeschlossen. ..
habe mich veguckt,. grün geht bei dir auf RX.. habe einen anderen/neueren Treiber installiert,.. jetzt geht es,.. zwischendurch... eher nur kurzzeitig,.. komisch auch.. ich habe denn konverter geöffnet,.. dort geht das grüne kabel auf txd.. weiß auf RXD.. am display weiß auf TX, grün auf RX.. ist das so richtig weil senden von display auf empfänger vom konverter muss und anders rum senden von konverter auf empfänger display ? ich dachte die ganze zeit an rx auf rx,. tx auf tx,...
Neee, TX vom Sender muss immer auf RX beim Empfänger und RX vom Sender auf TX vom Empfänger. Na wenn es jetzt funktioniert ist alles gut. Gruß Detlef
Hallo Albert . Zum Nextion . Könntest Du bitte noch eine vierte Seite hinzufügen und dort das probe wie auch die Macaos unterbringen . Beste Grüße Sven und ich hoffe Du bist wieder fit .
Danke erstmal an Detlef,.. Funktionieren bei einem von euch die Button [10] - [1] - [0,1] - [0,01] ? Bei mir sind die iwie ohne Funktion, oder ich benutze sie falsch,.. Hat jemand schon Makros erstellt ? Mich würde interessieren was ihr sie machen lasst,.. MfG Dom
Angehängte Dateien:
-

Move_Set.jpg
14 KB

Dominic H. schrieb: > Funktionieren bei einem von euch die Button [10] - [1] - [0,1] - [0,01] > ? Im Nextion Display oder in SerialCom Funktionieren beide sind dazu da um die Distanz festzulegen die bei den Richtungstasten gefahren werden sollen In Serial Com muss zusätzlich (siehe Bild) die menge eingestellt werden
im display funtioniert es,.. die menge zusätzlich ? dann hab ich das wohl falsch interpretiert,.. ich dachte ich klicke zb auf [10] und dann zb X+ und er fährt dann 10 mm nach rechts,..
Dominic H. schrieb: > ich dachte ich klicke zb auf [10] und dann zb X+ und er fährt dann 10 mm > nach rechts,.. Ebend nicht ... ist der wert Null fahrt sie nicht außer über das Display da geht es so
Angehängte Dateien:
-

Nextion.jpg
310 KB
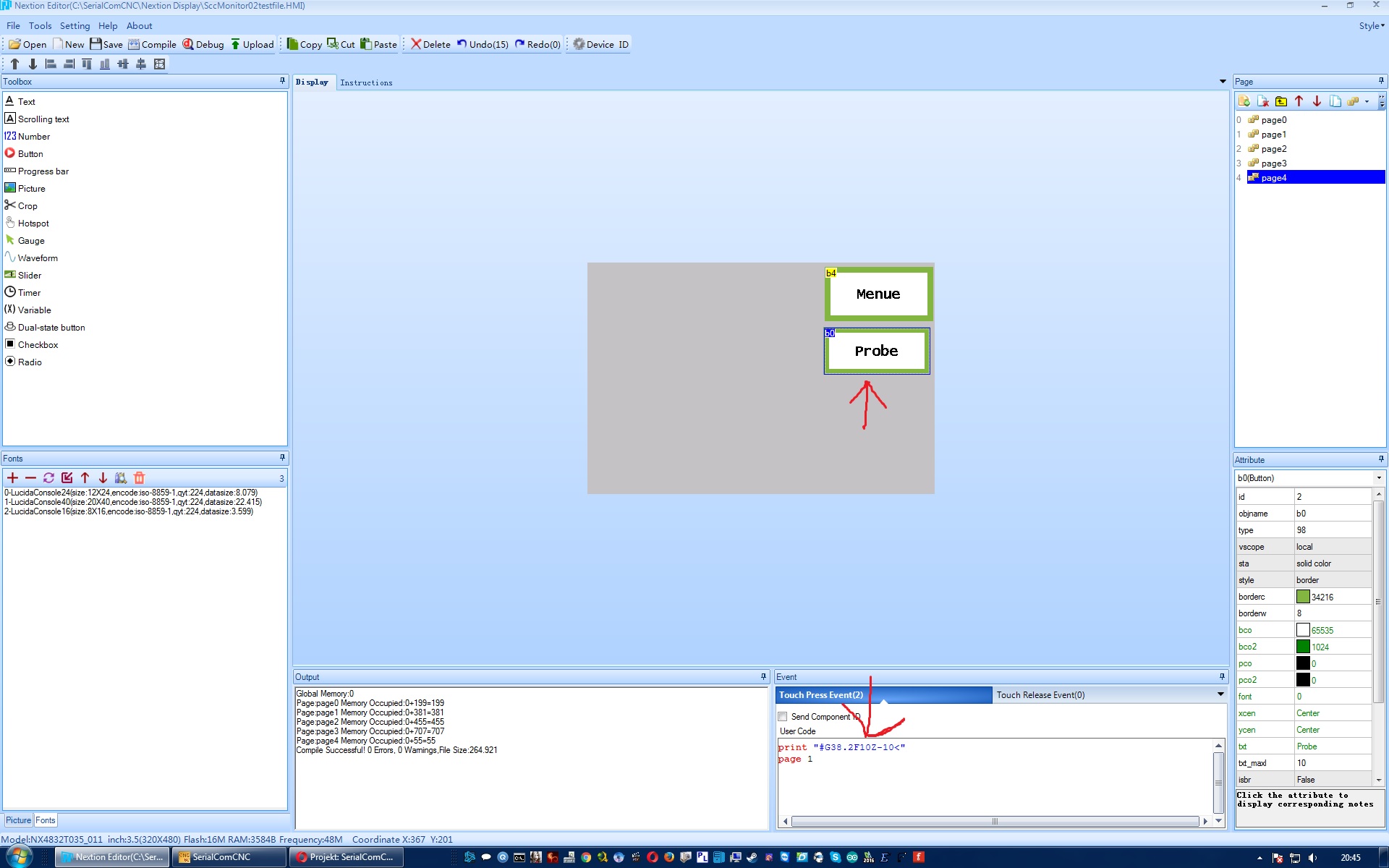
Albert M. schrieb: > Die bidirektionale Kommunikation zwischen Nextion Display > und SerialComCNC geschieht in Klartext (ASCII). > Richtung SerialComCNC wird die Übertragung vom Display mit # > als Startzeichen eingeleitet und mit < beendet. > Richtung Nextion Display wird kein Startzeichen benötigt, > das Ende der Übertragung verlangt 3x ASC255 (3x Hex FF). > SerialComCNC kann auf alle Display Objekte anhand ihres > internen Namens und Property direkt zugreifen. > Die komplette Menue- und Button Logik geschieht auf dem > Display selbst in einer BASIC ähnlichen Sprache und bleibt > auch nach Ausschalten der Versorgungsspannung erhalten. Folgendes Probiert Eine 4te Seite hin zugeführt (Siehe Bild ) Die Menü Steuerung geht tadellos aber SerialCom Reagiert nicht drauf Wo Liegt Mein Fehler print "#G38.2F10Z-10<" page 1 Danke Für eure Hilfe Sven
SvenW. schrieb: > Folgendes Probiert > Eine 4te Seite hin zugeführt (Siehe Bild ) > Die Menü Steuerung geht tadellos aber SerialCom Reagiert nicht drauf > Wo Liegt Mein Fehler > > print "#G38.2F10Z-10<" > page 1 Der Befehlsinterpreter von SerialComCNC reagiert nur auf vordefinierte Befehle. Um vom Nextion Display GCode direkt auf die andere Schnittstelle (Über SerialComCNC zum Arduino) zu schreiben kann der Prefix GC benutzt werden. Alles was hinter GC kommt wird dann als GCode interpretiert. Beispiel für Nextion Display: va1.txt="#GC"+MeinGcode+"<" print va1.txt Das Anlegen einer Variablen im Display (hier va1) ist dann notwendig, wenn der Befehlsstring erst zusammengesetzt werden soll. Ansonsten geht es auch direkt im print Befehl: print "#GCG38.2F10Z-10<" Habe ich jetzt nicht getestet, müsste aber so funktionieren. Gruss Ulrich Albert
Hallo Albert besten Dank klapt super Grüße Sven
Schade, das so viel Energie in das Nextion Display verwendet wird... nettes Gimmick, wäre der EasyJob nicht viel schöner? Was meint ihr? Viele Grüße Sven
Würde ich auch sofort unterschreiben und habe ich auch hier schon so ähnlich gesagt. Auch wenn ich inzwischen selber so ein Display dran habe, wäre mir trozdem lieber hiermit würde es vorran gehen: - Serial Probleme - 2. Karte (Wechsler 456 Achse ???) - EasyJob - Unterprogramme Das ist nur so eine Auflistung der von mir gefunden Wünsche, von mir und Anderen. Das würde dem Projekt echt viel mehr bringen. VG Peter
Freut euch doch einfach über das Geschenk von Albert. Ich gehe mal davon aus, daß er wenn er Spaß daran findet, das eine oder andere Entwickeln wird. Aber mal Ehrlich: Würdet Ihr eure Zeit vergeuden, etwas zu Programmieren, was Ihr selbst nicht braucht? @Albert Schön mal wieder was von dir zu lesen. Hoffendlich get´s dir wieder besser! Gruß Detlef
Peter schrieb: > - Serial Probleme > - 2. Karte (Wechsler 456 Achse ???) > - EasyJob > - Unterprogramme Serial Probleme kann ich keinesfalls feststellen . Wo habt ihr die ? 2. Karte braucht ihr wirklich eine 4te Achse ? und wozu ? Easy Job hey Gcode ist nicht schwer ein Viereck oder Kreis oder ein paar Bohrlöcher sind doch schnell geschrieben dazu brauch man noch nicht einmahl ein CAD Programm Aber Ja Klick Klick Klick ist schneller Unterprogramme ja das wäre auch für mich etwas ... Was der Gute Alber umsetzt und wann liegt bei ihm .... lassen wir und doch überraschen ... Ich persönlich finde das es sich bisher super entwickelt hat. Beste Grüße Sven
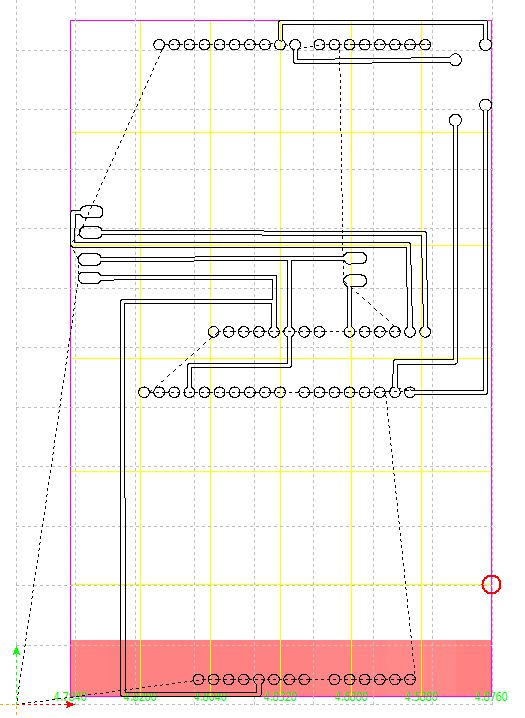
Hallo, falls jemand es gebrauchen kann... Ich habe von meiner Steuerung mal einen Schaltplan gebastelt. Ich hoffe der ist als pdf.Dokument lesbar. Verbaut habe ich einen Arduino Uno, drei Treiber TB6560. Der MPX Stecker dient nur zum Trennen der Leitungen beim Öffnen der Steuerbox. Die 1 LED (rot) zeigt die angelegte 12 V Spannung der externen Stromquelle an, die 2. LED (gelb) zeigt die Bereitschaft vom Uno Board an (5V). Die 3.LED (im Plan braun, in Wirklichkeit grün) leuchtet wenn alle Motoren mit der Steuerung verbunden sind. End-Stops sind NO Schalter. Weiter sind zwei 5V Lüfter verbaut, einen Reset-Schalter und ein Anschluss für ein Werkzeuglängenmesser. Der Plan ist natürlich ohne Gewähr und ein Nachbau ist ausdrücklich "eigenes Risiko". Viele Grüße Sven
Sven W. schrieb: > Dominic H. schrieb: >> Funktionieren bei einem von euch die Button [10] - [1] - [0,1] - [0,01] >> ? > > > Im Nextion Display oder in SerialCom > Funktionieren beide sind dazu da um die Distanz festzulegen die bei den > Richtungstasten gefahren werden sollen > > In Serial Com muss zusätzlich (siehe Bild) die menge eingestellt werden habe heute noch mal getestet,.. tut sich nichts,. iwie sind die ohne funktion es wird immer nur gefahren was ich manuell ins feld eintrage zb beispiel steht oben 1,00 ( wo du sagtest - menge) und ein klick auf [10], dann fährt er 1 ...
Detlef Schufen schrieb: > @Albert > Schön mal wieder was von dir zu lesen. > Hoffendlich get´s dir wieder besser! Danke der Nachfrage, leider nicht wirklich. Kinder oder Jugendliche stecken eine Op wegen Blinddarmdurchbruch besser weg, aber mit meinen 67 laboriere ich noch schwer dran rum. Dauert wohl noch was bis dass ich wieder auf dem Damm bin. Zur Fernbedienung mit dem Nextion Display: Also für mich ist das kein Gimmik wie oben gesagt, sondern eine erhebliche Hilfe direkt an der Fräse. Deshalb werde ich diese Funktionalität auch noch weiter ausbauen. Zum Wunsch des Anschlusses eines weiteren Arduino für eine 4. Achse: Abgesehen von der Machbarkeit werde ich keine 4. Achse andenken. Ich, wie wahrscheinlich die Mehrzahl der anderen Nutzer, habe keinen Bedarf dafür. Easy Job (Siehe auch das Video): https://www.youtube.com/watch?v=PAm-B0i21cY Die Easy Job Funktionalität ist ja bei mir schon lange zu ca. 50% betriebsbereit. Allerdings habe ich da Quick und Dirty programmiert, so dass alles eigentlich neu geproggt werden muss, um einiges zu optimieren und damit ich auch später noch mein eigenes Programm nachvollziehen kann. Der Easy Job ist nicht so trivial wie zuerst gedacht, sondern mit vielen Fallstricken gespickt. Man soll es nicht glauben, aber die Anzahl der Codezeilen des Easy Job entsprechen inzwischen der des restlichen Programms. Da muss ich mich erst wirklich aufraffen und Bock drauf haben. Probleme bei einigen Usern mit der Schnittstelle: Sorry Leute, ich kann davon hier auf 3 verschiedenen PCs nichts nachvollziehen. Solche Fehler treten bei mir nicht auf, daher kann ich da auch nicht auf Fehlersuche gehen. Gruss Ulrich Albert
Albert M. schrieb: > Probleme bei einigen Usern mit der Schnittstelle: > Sorry Leute, ich kann davon hier auf 3 verschiedenen PCs nichts > nachvollziehen. Solche Fehler treten bei mir nicht auf, daher kann ich > da auch nicht auf Fehlersuche gehen. > > Gruss Ulrich Albert Ersteinmal gute besserung Ich selber benutze das auf 2 Pc´s Einer meine Fräse der andere Haupt Pc wo ich mit einem 2ten Uno ohne dahinter wirkende Hardware experimentiere mir ist auch aufgefallen das wenn es mal da mal dort und immer wieder einen anderen ComPort bekommt Probleme mit sich bringt oder man diverse andere Gcode Sender installiert hat (in welchen Zusammenhang sich das beeinflusst ist mir unklar). Zuerst wollte das Nextion gar nicht am Experimenten Rechner wären es am Fräsrechner sofort ohne Probleme lief . Da hilft nur eines ,System Sauber halten oder nachträglich bereinigen. Ist sonne persönliche Ansicht bei mir geht das Schnell da ich Software Testen immer in einer VM Mache . Beste grüße und munter Bleiben Sven W.
Das Du mit 67 so eine OP nicht so gut verkraftest kann ich mir gut vorstellen, hoffe das Du bald wieder gesund bist. Ich für meinen Teil brauche Easy Job wirklich nicht um ein paar Zeilen billigen Code zu generieren. Habe das halt nur mit aufgeschrieben. Schade das Du keine 2. Karte einbauen willst, wäre hilfreich. Vielleicht machst Du es ja doch auch wenn Du es persönlich nicht brauchst. Aber Du wirst sehen wenn es einmal dirn ist findet man auch eine Anwendung, sogar Du. Ein Drehteller ist was wunderbares, ein WZW auch. Vielleicht kommt ja das mit den Unterprogrammen. Mein PC ist ganz frisch nur für die Frase aufgebaut und hat so wie es aussieht auch gelegentlich Serial Probleme. Wo das nun herkommt kann ich nicht sagen. VG, Peter
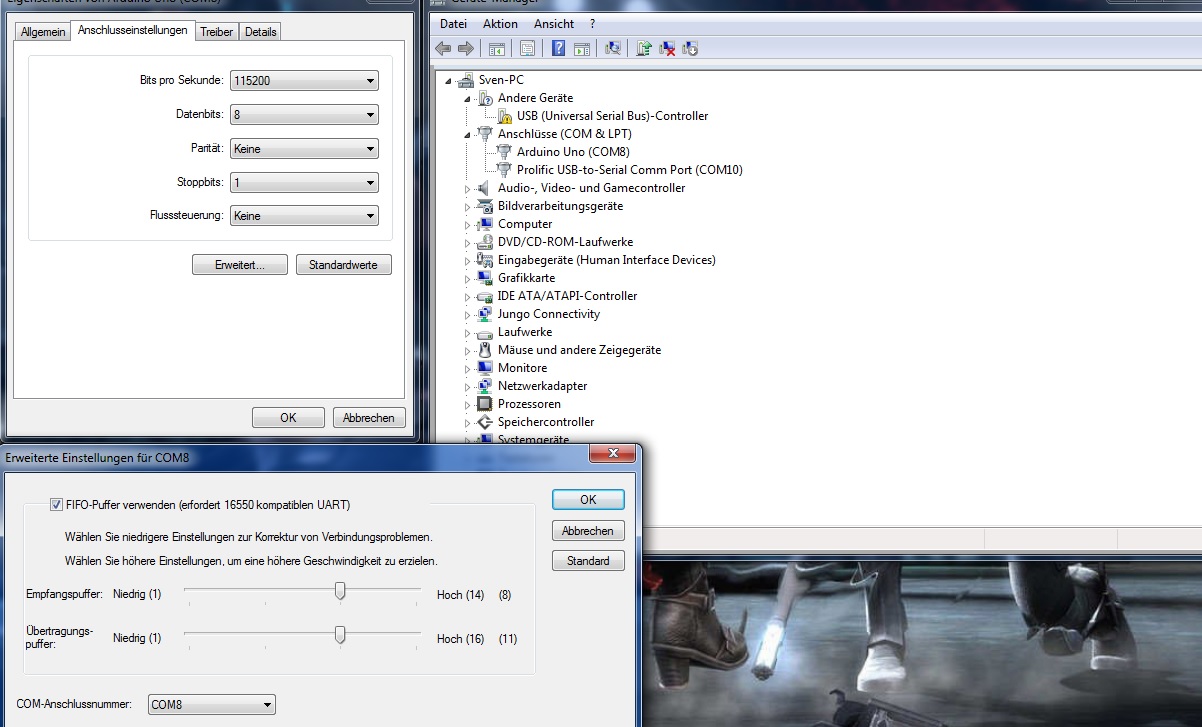
Peter schrieb: > Mein PC ist ganz frisch nur für die Frase aufgebaut und hat so wie es > aussieht auch gelegentlich Serial Probleme. Wo das nun herkommt kann ich > nicht sagen. Häufig ist das USB-Kabel schuld. Mal ein hochwertiges Kabel probieren. Eventuell kann auch eine Anpassung des FIFO-Puffers hilfreich sein. Gruß, Manfred
Was ist denn so ein Fifo Puffer? Ich habe auch immer mal Probleme wenn ich eine Fräsdatei starte. Nach ein paar mal Nullen oder bisschen hin und her fahren geht es dann meistens. Habe das Problem sporadisch auf allen Rechnern und mit verschieden USB Kabel. Allerdings ist mein Uno Board ein Clone, kann es daran liegen? Viele Grüße Sven
Peter schrieb: > Schade das Du keine 2. Karte einbauen willst, wäre hilfreich. Für die 4. Achse gibt es 2 völlig verschiedene Schwierigkeitstufen für die Implementation in SerialComCNC. 1. Asynchroner Modus Damit meine ich folgendes: Die 4. Achse wird verfahren, erst danach machen jeweils die anderen 3 Achsen irgend etwas während die 4. Achse still steht. Das ist relativ einfach zu implementieren und reicht vielleicht für viele Bearbeitungen. 2. Synchroner Modus Die 4. Achse bewegt sich, während gleichzeitig die anderen Achsen verfahren werden und das Werkstück bearbeiten. Hierzu wüsste ich z.Z. keine Lösung, da beide Karten mit GRBL nicht wirklich zu synchronisieren sind. Zu den bei manchen auftretenden Störung auf der Schnittstelle und Board. Hilfreich ist: - Gutes USB Kabel - Schirmung aller Kabel die von der Fräse zum Arduino führen. Die Schirmung nur auf der Arduino Seite zusammen auf Masse legen. - Einbau des Arduino in ein geschirmtes Gehäuse. - Unbeding getrennte Spannungsversorgung für Treiber Boards und Arduino. - Abstand zwischen den Leistungskabeln und den Steuerkabeln halten.
Angehängte Dateien:
-

so_nicht.jpg
41 KB -

bitte_so.jpg
42 KB
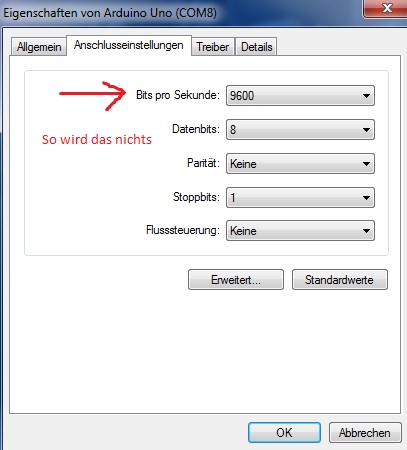
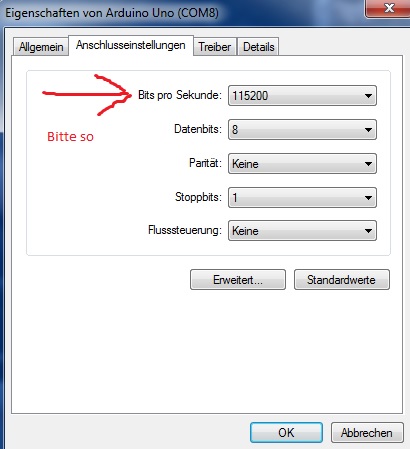
USB Verbindungsfehler Mögliche Ursache : Da Grbl ja mit 115200 bits pro sec funkt hab ihr das auch so in der Geräte Manager (comport) angegeben der ist doch Standarte auf 9600 Siehe Bilder
Die Baudraten Einstellung im Geräte Manager von Windows ist egal und hat keine Bedeutung.
Hallo Albert , Ok das wusste ich nicht , das es für Grbl und Serial egal ist , Da ich auch noch einen Plotter besitze und dem ist das halt nicht egal wenn die Bautrate dort anders eingestellt ist als im Prg . Grüße Sven
Jetzt aber mal an die Elektriker . Folgendes vor : Relay um die Spindel an und aus zu schalten via Pin 11 . Anschluss ist mir soweit bekannt aber nun die frage , da das relay 5v brauch direkt ans Arduino oder eigene Stromquelle oder egal , beim googeln bin ich da schon so auf diverses gestoßen aber aus nichts wirklich schlau geworden
@ SvenW Ich würde nie ein Relais direkt an den Port eines Arduino´s anschließen. Also entweder über nen Optokoppler oder mit nem Transistor und Freilaufdiode. Soweit ich es in Erinnerung habe kann der Port nur max. 20mA. Du würdest Ihn warscheinlich überlasten, und das mögen die Fiecher garnicht. Es gibt in der Bucht diverse Relais mit Optokoppler auf einer Platine. In jedem Fall würde ich dir zu einer zusätzlichen Stromquelle raten. Nimm nen einfachen Stepdownwandler und stell den auf 5V ein. Bei meiner Fräse hab ich zur Steuerung der Schrittmotoren die sog. Easystepper verwendet. Die kosten im 5er Pack so 10 Euro und haben einen 5V 1A Spannungsregler on Board, der für so etwas prima geeignet ist. Aber wenn du deinen Spindelmotor damit steuern möchtest(sprich ein und ausschalten), nimm doch ein Solid State Relais. Das kannste direkt am Port anschließen und die können je nach Typ etliche Ampere schalten. (meiner macht 30A bei 24V) Pass aber bitte auf ob du einen für Wechselspannung oder Gleichspannung brauchst. Mein erster war für AC und den hab ich bei einem DC Motor verwendet. Fazit: Einschalten ging aber nicht mehr ausschalten. Gruß Detlef
@Detlef Hallo Detlef , das hatte ich mir schon so gedacht deswegen diese Relais besorgt . http://www.ebay.de/itm/381254348275?_trksid=p2060353.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT War mir halt nur nicht sicher mit den 5 Volt ob vom Arduino oder extern . Da ich in meiner Schaltkiste ein 24V Netzteil Drin verbaut habe und einen Dual DC Wandler da ich 12 Volt brauche für den Laser und die LED Strips kann ich ja den zweiten Anschluss auf 5 Volt stellen Dann brauche ich ja In1 nur noch mit Pin 11 Verbinden . Da es Ja ein Dual Relais ist war es so von mir gedacht das ich dann halt 2 Steckdosen damit schalte 1mal Pin 11 für die Spindel 1mal Pin öhhm wars jetzt 3 oder 4 für das Kühlwasser ... egal ich weiß ja wo es steht um es nachzulesen sollte man da auch einen Kondensator / Widerstand Zwischensetzen wie bei den Endschaltern ? Grüße Sven
Hallo Albert. Ich denke das der "Asynchroner Modus" völlig reichen wird. Wäre dann so wie in dem GRBL-Plotter von Sven. Die Ansteuerung würde ich so von Sven übernehmen, da hat er sich was gutes ausgedacht. Wenn man dann noch Makros (Unterprogramme) aus dem Code aufrufen könnte, wäre Dein Program fast perfekt (irgendwas gibt es immer was fehlt). Einen Syncronen Modus mit 2 Karten zu machen glaube ich auch nicht das man den wirklich syncron bekommt. Übrigens ich habe gelegentlich die Serialprobleme troz einer sauberen Verkablung mit guter Abschirmung und guten Kabeln. Ob das nun am PC, GRBL, Kabel oder Wetter liegt kann ich nicht erkennen. Viele Grüsse, Peter
>Ich denke das der "Asynchroner Modus" völlig reichen wird. >Wäre dann so wie in dem GRBL-Plotter von Sven. Bei mir ist es 50%/50% synchron / asynchron: Die zweite GRBL-Steuerung bekommt erst Daten wenn die erste fertig - also 'IDLE' ist. Die erste GRBL-Steuerung bekommt solange keine neuen Daten, solange die zweite GRBL noch in Bewegung ist, also nicht in 'IDLE' ist. Gruß Sven
Sven das hintereinander bearbeiten wäre sowieso das einzige was Sinn macht. Sonst bekommst Du nur ablauf Probleme, weil Du quasi Syncron arbeiten würdest. Die 2. Karte muss nicht in der Visu angezeigt werden, das würde die ganze Sache nur unnötig kompliziert machen. VG, Peter
Peter schrieb: > Übrigens ich habe gelegentlich die Serialprobleme troz einer sauberen > Verkablung mit guter Abschirmung und guten Kabeln. > Ob das nun am PC, GRBL, Kabel oder Wetter liegt kann ich nicht erkennen. > > Viele Grüsse, Peter Hallo Jungs, mit der Fräsensteuerung hatte ich bisher keine Probleme in Sachen Störungen, nur mit der Darstellung der Koordinaten meiner Joystick-Steuerungüber SerialComInstruments (SCI V3). Auf meinem Entwicklungsrechnen im Büro lief alles immer perfekt, auf dem Fräsenrechner hat sich mein Code im Arduino sofort verklemmt, wenn ich SCI online geschaltet habe. Es hat ein Weilchen gedauert, bis ich möglicher Weise zufällig auf das Problem gestoßen bin. Die Anschlüsse für den GRBL-Arduino und den Joystick-Arduino habe ich beide über den auf dem Motherboard vorhandenen USB3.0-Anschluss ausgeführt. Dabei habe ich in der Krabbelkiste vorhandene 2mm Pitch Buchsenleisten verwendet. Das hat für die Steuerung der Fräse ziemlich lange gut funktioniert und die Kommunikation zwischen der Joystick-Steuerung und anderen Programmen (verschiedene Seriell-Konsolen) ebenfalls. Kürzlich habe ich mal wieder was fräsen müssen und da konnte ich keine Verbindung mehr zwischen SerialComCNC und dem Arduino aufbauen. Erst als ich die beiden USB-Anschlüsse vertauscht habe, konnte ich die Fräse wieder steuern. Ok, also habe ich Kontaktprobleme zwischen Steuerrechner und Arduino. Ich habe daraufhin ein normales USB3.0-Kabel (die blaue 10pol Buchse) auf 8 pin Pfostenstecker gekauft, eingebaut und alles ist gut, jetzt auch die Kommunikation zu SCI. Die beiden Arduinos sitzen mit im Rechnergehäuse, alle Kabel nach draußen sind geschirmt, die wesentlichen innen ebenfalls. Die drei Endstufen sitzen auch in der Nähe, stören aber offenscihtlich nicht. Gruß Harald
Hallo Albert und Fan-Gemeinde, ich muss doch nochmal nerven... Ich habe immer wieder Schwierigkeiten eine Fräsdatei zu starten. Das Programm bricht die Verbindung zum UNO ab und verbindet sich neu. Dann wieder "Nullen", Feed einstellen etc. Das mache ich ein paar mal und plötzlich geht die Bearbeitung. Ich habe das Problem mit kompletter Steuerung aber auch nur mit dem nackten Arduino Board mit sehr kurzem, geschirmten USB Kabel. Am Rechner kann es nicht liegen, habe drei Rechner getestet (XP, Vista und WIN 7). Könnte es doch ein Bug im Programm geben oder bin ich der Einzige mit diesem Problem. Hilfe ist erwünscht. Danke im Voraus. Viele Grüße Sven
Sven L. schrieb: > Könnte es doch ein Bug im Programm geben oder bin ich der Einzige mit > diesem Problem manchmal hilft's auch, wenn man Arduino Booard separat Strom versorgt, statt von USB.
Ich habe das gleiche Problem und festgestellt, dass das Schweinderl das
Tastenprellen der Maus ist.
Zimperlicher Click -> Programm stoppt sofort wieder
Beherzter Druck auf die Taste -> alles gut, Programm läuft
Hier könnte eine kleine Pause nach dem Click helfen, das müsste aber
Ulrich in SCC einbauen.
Problem: Er kanns wahrscheinlich nicht testen, weil seine Maus das
Problem wohl nicht hat -> wird wohl nicht eingebaut werden
Alternative: Ein Shortcut ("Alt-L" für Los geht's ;-) für den Button
oder ein anderer Accelerator. Damit könnten dann alle mit dem gleichen
Problem mal testen, ob es damit zuverlässig funktioniert.
Gruß
Harald
Brett Vorm Kopf . Werkzeugwechsel : Automatischer Werkzeugwechsel wird von GRBL 0.9b nicht unterstützt. SerialComCNC unterstützt jedoch einen manueller Werkzeugwechsel und reagiert auf die Werkzeugwechsel-Befehle Txx im G-Code: Wenn Werkzeugwechsel "Use Tool Change" aktiviert ist, wird der jeweils nächste bevorstehende Werkzeugwechsel im Monitor-Fenster incl. der Werzeugnummer Txx angezeigt. Wenn im Programmfluss Txx erreicht wird, werden die Steppermotoren mittels M0 angehalten, die aktuelle Position gespeichert und die Z-Achse um den Wert in der "Change Pos" Eingabe-Box hochgefahren. Bis hierhin funktioniert alles ........ Es muss abgewartet werden bis im Process Display "Idle" angezeigt wird. Über die Bedienbuttons im Manual Process Fenster können die Achsen jetzt beliebig verfahren werden um eine optimale Position zum Werkzeugwechsel zu erreichen. Nach dem Werkzeugwechsel wird zum Fortfahren der Button "Cont" im Process Display betätigt. Die X- und Y-Achse und danach die Z-Achse werden nun auf die gespeicherte Position gefahren und das G-Code Programm fortgesetzt. Achsen bewegen nicht möglich . "Cont" nicht auffindbar . Ich habe das doch schon gemacht .... ist zwar schon eine weile her .. wurde das geändert und ich habe das nicht mitbekommen ? Grüße Sven
Nimm doch das Icon "Weiter" Gruß Detlef
Tany schrieb: > manchmal hilft's auch, wenn man Arduino Booard separat Strom versorgt, > statt von USB. Wichtig ist es auch, in den Energiespareinstellungen von Windows die Energiesparoption für den USB-Port zu deaktivieren, damit Windows den Port nicht ausschaltet um Energie zu sparen. Helfen könnte auch, Serialcom eine höhere Priorität zu geben. Gruß, Manfred
Detlef Schufen schrieb: > Nimm doch das Icon "Weiter" > > Gruß Detlef Noch schlimmer "Gcode Fehler " kein T für Werkzeugwechsel .... was für eine Schande ....# läuft wieder alles Grüße Sven W.
Hallo Albert, Was sagst du zu dem Tastenprellen-Problem? Kann das der Fehler sein, bzw. kannst du das ändern? Viele Grüße Sven
Hallo, da ich es (endlich) leid bin, mit den Fehlern von MACH3 weiter zu leben, kam Deine Software gerade rechtzeitig. Was mir bis jetzt nicht aufgefallen ist: Kann die Software "Wiederholungen" machen? Also ich designe ein Stück was am Ende 30mm tief sein soll, möchte aber pro Durchgang nur 1mm fräsen. Gibt es da eine Möglichkeit, die Z-Achse um n zu veringern und das GCode Programm n-mal zu durchlaufen, bis Z= Z im GCode ist? Gruß, Wolfram
Hallo Wolfram, das macht doch dein CAM Programm bei der Erzeugung der G-Codes. Beispielsweise gibst du in ESTLCAM die Frästiefe vom Bauteil an und beim Werkzeug ist die Frästiefe pro Durchgang eingestellt. ESTLCAM errechnet dann die Fräsrunden und gibt dieses im G-Code aus. Viele Grüße Sven
öhmm... mein Cam-Programm... ich hab so gesehen keins. Meist benutze ich Eagle oder CorelDraw und mit HPGL2GCODE wird gewandelt. Mit Mach3 gab es eine Multipass Funktion die ich immer benutzte. Ist ESTLCAM free?
Wolfram F. schrieb: > Ist ESTLCAM free? Ja und nein voll nutzbar ohne Lizenz aber pro erstellten gcode verlängert sich eine warte zeit . Ich besitze die 8er Version und bin vollkommen zufrieden damit http://estlcam.de anschauen lohnt sich Grüße Sven W.
sieht gut aus! Kann man die neueste Version von GRBL nicht mehr in die Arduino IDE einladen und vor dem kompelieren anpassen?
Wolfram F. schrieb: > Kann man die neueste Version von GRBL nicht mehr in die Arduino IDE > einladen und vor dem kompelieren anpassen? Natürlich geht das wo liegt das Problem ?
Angehängte Dateien:
-

Bild1.jpg
240 KB -

Bild2.jpg
360 KB -

Jog-Dail_Display.jpg
230 KB -

Jog-Dail_Front.jpg
86 KB
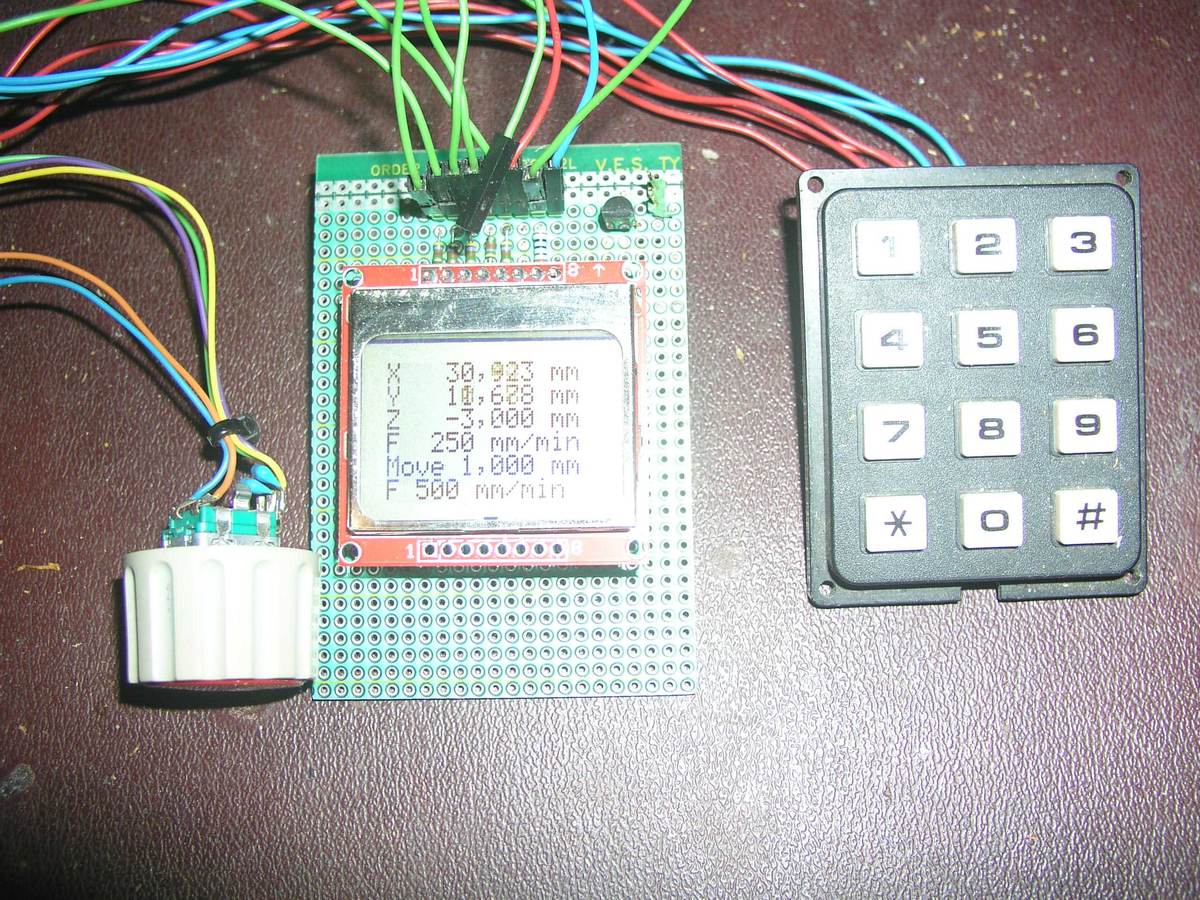

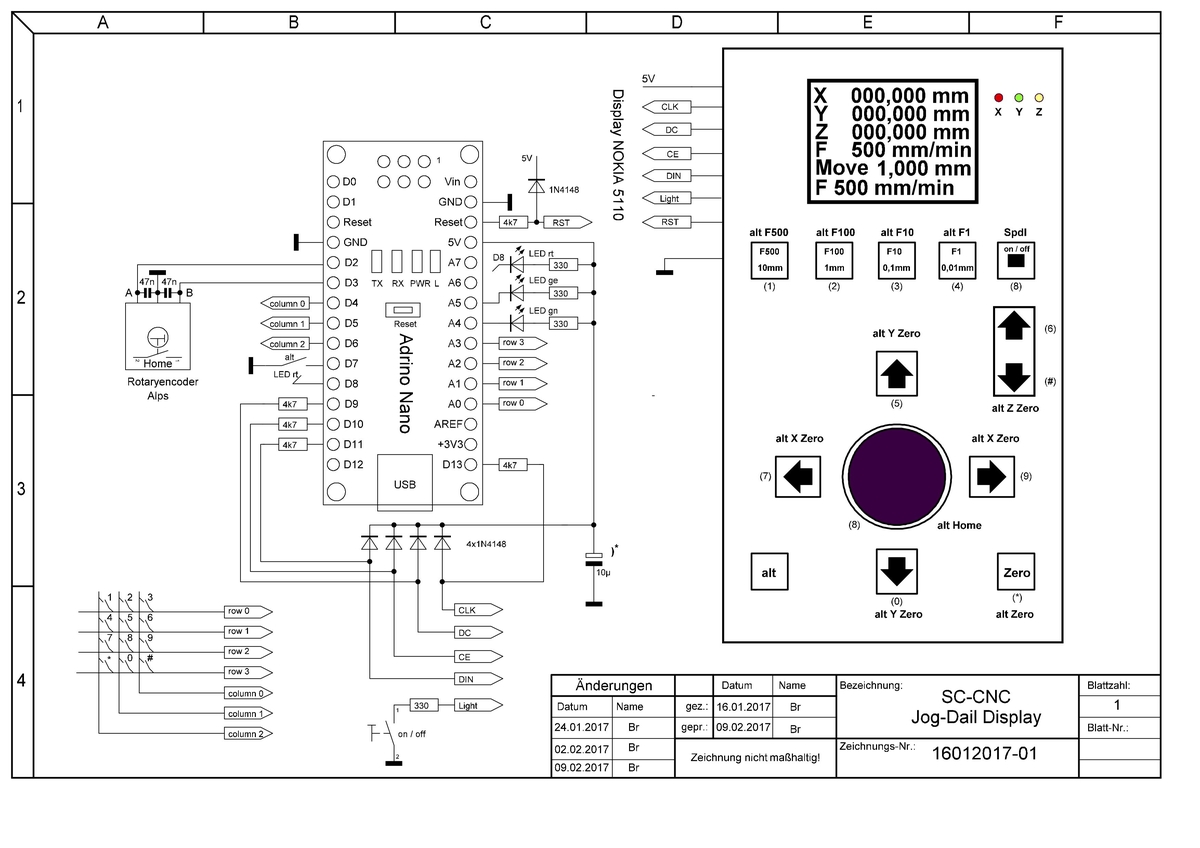
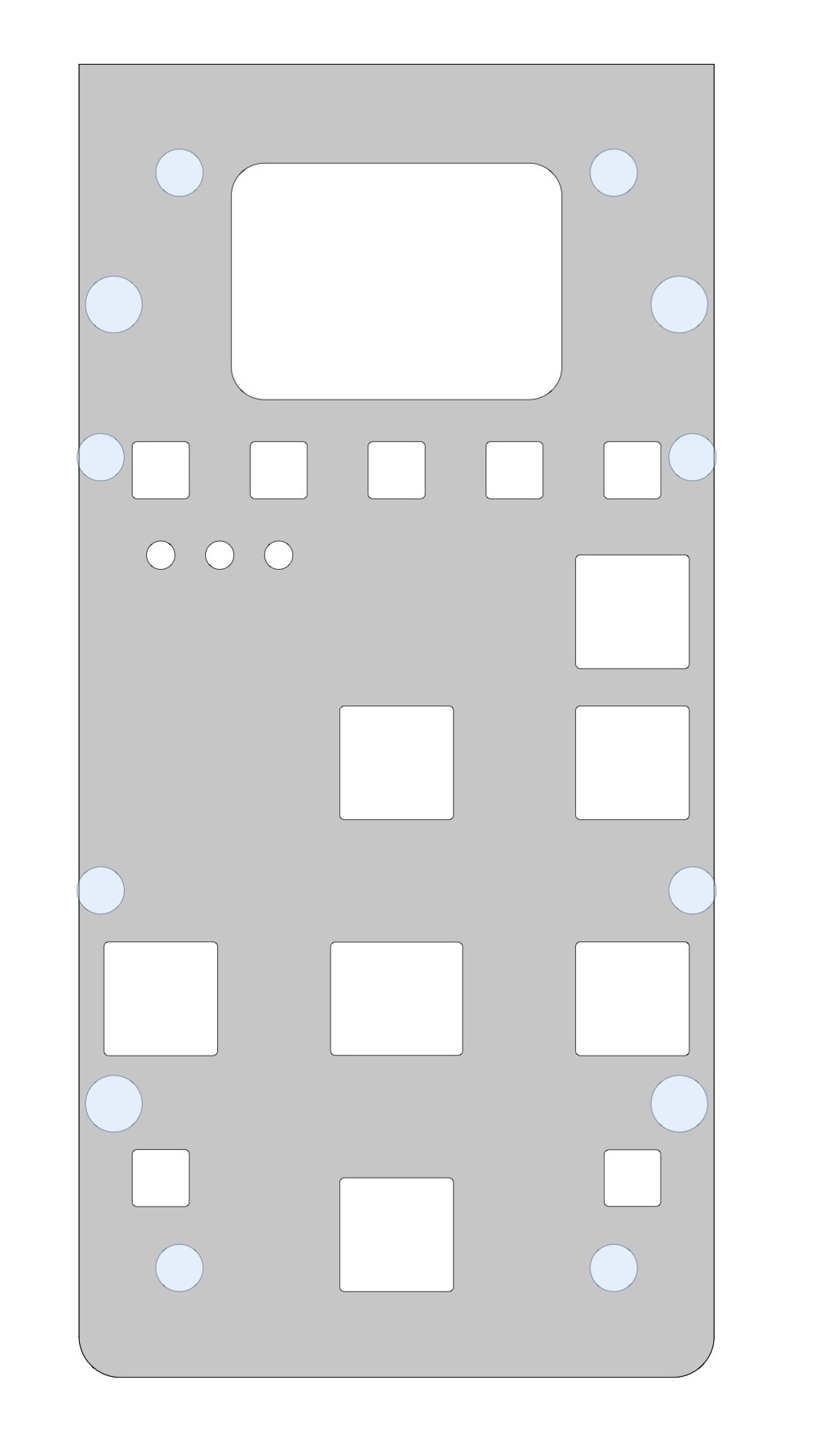
Hallo, Dank Alberts implementierung eines zweites serielles Interface zur Kommunikation mit einem Nextion Display ein Jogdail mit Display. Realisiert wird das mit ein Arduino-Nano, Rotaryencoder, NOKIA 5110 LCD Dispay und einige Taster. Ich warte leider immer noch auf das bestellte Gehäuse Hamond 1553D sonst hätte ich noch ein Bild vom fertigen Gerät beigefügt.:-( Das HEX File kann mit XLoader in den Arduino-Nano geladen werden. Der Arduino-Nano sollte mit ein FTDI Chip sein. Der CH340 Chip bzw Treiber macht einigen Arger spziell mit MacOsX. Nachtrag: unter Windos7 scheint der CH340 Chip bzw Treiber zu laufen. Gruß Wolfgang
Wolfgang B schrieb: > Dank Alberts implementierung eines zweites serielles Interface > zur Kommunikation mit einem Nextion Display ein Jogdail mit Display. Hallo Wolfgang, mit welchen G-Code Befehlen arbeitest du? Vielleicht kann ich meinen Joystick ebenfalls über dieses Interface an SCC anflanschen? [[http://www.harald-sattler.de/html/joystick-steuerung.htm#Ausblick]] Der Joystick erzeugt halt im Gegensatz zu einem JogDial die Impulse für alle drei Achsen gleichzeitig (zumindest kann er das, im Allgemeinen verfahre ich jedoch meist nur mit einer Achse gleichzeitig). Die Impulserzeugung im Arduino meines Joystick so zu ändern, dass IMMER nur eine Achse gleichzeitig bedient wird, wäre trivial, dann würde sich der Joystick wie dein JogDial verhalten, oder? Gruß Harald
Hallo Harald, spezielle G-Code Befehle benutze ich eigendlich nicht es ist bidirektionale Kommunikation zwischen Nextion Display und SerialComCNC wie Albert vorgesehen hat. es läßt sich aber jeder G-Code Befehl übertragen mit #GC'Befehl'< Gruß Wolfgang
Hallo Wolfgang, ja, das hatte ich soweit verstanden. Mein gedankliches Problem ist eventuell der funktionale Unterschied zwischen einem JogDial und einem Joystick. Soweit ich das überblicke, erzeugt das JogDial einzelne Schritte, je "Raste" einen Schritt, dessen Größe (in mm oder Steps) und Richtung (pos/neg und Achse X, Y oder Z) vorher festgelegt wird. Also genauso wie in SCC im Feld rechts unten per Mausclicks auf die Buttons. Der Joystick erzeugt jedoch je nach Weite der Auslenkung vom Nullpunkt immer schnellere Impulse, ggf. auch entlang einer Beschleunigungsrampe. Zur Zeit schalte ich diese Impulse direkt auf die Stepper-Verstärker, SCC ist dabie vollkommen abgekoppelt und bekommt nichts davon mit, mit allen denkbaren Nachteilen :-( Genial wäre jetzt für mich, wenn ich die Kopplung an SCC über die zweite Schnittstelle realisieren könnte, so wie du das offenbar gemacht hast. Nur fehlen mir die Hintergründe in Sachen G-Code, so dass ich nicht weiß, ob es G-Code Befehle gibt, die ich quasi durch SCC hindurch an GRBL streamen kann, so dass die von mir errechneten Stepimpulse in G-Code abgebildet werden und GRBL daraus die gewünschte Bewegung erzeugt. Mhmm, auch schlecht zu verstehen, was ich da schreibe... verstehe ich selbst kaum, und ich weiß, was ich meine :( Konkret: Muss ich für die Bewegung z.B. einzelne relative G1-Codes senden und vorher z.B. die max Feedrate festlegen. Die ideale Entfernung für einen einzelnen "Step" müsste ich dann austesten. Wäre das ein gangbarer Weg, oder denke ich falsch? Gruß Harald
Hallo Harald, um je nach Weite der Auslenkung deines Joystick vom Nullpunkt immer schnellere Impulse zu erreichen müsstes Du mit jeden oder nStepp F erhöhen zB #GCF100 G91 G1 X1< #GCF120 G91 G1 X1< #GCF150 G91 G1 X1< und so weiter mit #GC’G-Code’< kannst Du quasi alle G-Code Befehle durch SCC hindurch an GRBL streamen Gruß Wolfgang
SvenW. schrieb: > Wolfram F. schrieb: >> Kann man die neueste Version von GRBL nicht mehr in die Arduino IDE >> einladen und vor dem kompelieren anpassen? > > Natürlich geht das wo liegt das Problem ? Na, ich finde da nur ne hex-datei! Und eine .ino, die nicht will... bei der ersten version die ich sah (v0.4 oder so) war noch alles schön editierbar...
Wolfram F. schrieb: > SvenW. schrieb: >> Wolfram F. schrieb: >>> Kann man die neueste Version von GRBL nicht mehr in die Arduino IDE >>> einladen und vor dem kompelieren anpassen? >> >> Natürlich geht das wo liegt das Problem ? > > Na, ich finde da nur ne hex-datei! > Und eine .ino, die nicht will... > > bei der ersten version die ich sah (v0.4 oder so) war noch alles schön > editierbar... Hey, versuch es mal hier mit.. Ist sogar schon die 1.1f Version. https://github.com/gnea/grbl/releases Mfg Dom
Hallo, ich arbeite hier mit GRBL 1.1 sowie SerialComCNC v2.0.2 Aber das Programm zeigt keine X-Y-Koordinaten an und wenn ich eine GCode-Datei ausführen will, bleibt das Programm nach den ersten G-Befehlen hängen. Es sieht so aus, als würde SerialComCNC auf irgend eine Rückmeldung warten, die aber nicht, oder falsch kommt. Es scheint mir so, als wenn hier prinzipiell etwas falsch ist. Googlen hat mich nicht wirklich weiter gebracht. Die Achsen an sich kann ich von Hand verfahren und Homing funktioniert auch. Also die Hardware scheint zu funktionieren Hat jemand einen Tipp für mich? Danke...
Andreas E. schrieb: > Aber das Programm zeigt keine X-Y-Koordinaten an $10=0 setzen bei SerialComCNC > v2 Wolfgang
Hallo, danke für den Tip. Jetzt werden zwar Koordinaten angezeigt, sie verändern sich aber nicht beim Verfahren der Achsen :-(
Andreas E. schrieb: > Hallo, > > ich arbeite hier mit GRBL 1.1 sowie SerialComCNC v2.0.2 > > Aber das Programm zeigt keine X-Y-Koordinaten an und wenn ich eine > GCode-Datei ausführen will, bleibt das Programm nach den ersten > G-Befehlen hängen. Hallo Andreas, hast du den grbl Parameter 10 auf 0 umgestellt ? Wurde weiter oben schon mal erwähnt.... https://github.com/gnea/grbl/blob/master/doc/csv/setting_codes_en_US.csv Viele Grüße Herbert
Hallo Herbert, es scheint so, als hätte er den Befehl nicht angenommen. Ich habe den Befehl dann noch mal mit dem Programm GRBL Controller eingegeben und jetzt funktioniert es auch bei SerialComCNC Danke für die Hilfe....
Andreas E. schrieb: > Hallo Herbert, > > es scheint so, als hätte er den Befehl nicht angenommen. Hallo Andreas, Änderungen an grbl Dateien kannst du mit einem Texteditor oder besser mit diversen grbl Editoren durchführen. SCCNC akzeptiert nur G-code. Viele Grüße Herbert
Wolfgang B schrieb: > mit #GC’G-Code’< kannst Du quasi alle G-Code Befehle durch SCC hindurch > an GRBL streamen Das ist zwar für die 2. Schnittstelle (Nextion) zwar soweit richtig, allerdings mit Vorsicht zu geniessen: Die mit dieser Schnittstelle an GRBL über SerialComCNC gesendeten GCode Befehle werden direkt unter Umgehung der internen Ablaufsteuerung von SCC weitergeleitet. Das impliziert, dass wenn GCode Befehle zu schnell hintereinander gesendet werden der GRBL Puffer überlaufen kann, da vorherige Befehle noch nicht abgearbeitet sind. Bei der manuellen Eingabe über das Nextion Display, für das die zusätzliche Schnittstelle eigentlich gedacht ist, besteht diese Gefahr eher nicht. Wird an diese Schnittstelle allerdings ein Mikrocontroller angeschlossen, ist unbedingt auf die obige Problematik zu achten.
Hallo Albert, danke für den Hinweis! Ich vermute mal, dass die Schnittstelle nicht bidirektional arbeitet? Oder kann ich Statusabfragen an den GRBL-Arduino senden, und somit die Ausgabegeschwindigkeit an den Abarbeitungsfortschritt anpassen? Gruß Harald
Harald S. schrieb: > Ich vermute mal, dass die Schnittstelle nicht bidirektional arbeitet? > > Oder kann ich Statusabfragen an den GRBL-Arduino senden, und somit die > Ausgabegeschwindigkeit an den Abarbeitungsfortschritt anpassen? Nein, dafür ist die Nextion Schnittstelle nicht gedacht. Eine Status-Abfrage ("?") über diese Schnittstelle birgt die Gefahr den internen Ablauf erheblich zu stören. Die Status-Antwort kann über diese Schnittstelle nicht erhalten werden. Die Nextion Schnittstelle kennt nur die von mir festgelegten und von Wolfgang B dokumentierten Befehle : Beitrag "Re: Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" oder eignet sich zum Streamen von einzelnen Gcode Befehlen mittels "GC" Prefix. Mit der baldigen Erweiterung zum Nextion Display kommen da noch einige Befehle zu, aber ansonsten wird der Befehlssatz dieser Schnittstelle begrenzt bleiben.
Albert M. schrieb: > Eine Status-Abfrage ("?") über diese Schnittstelle Hallo Albert, ok, dann muss ich selbst darauf achten, den GRBL nicht zu überfahren und die Komandos langsam (genug) abgeben. Hört sich nach implementieren und testen an :-) Ich berichte, wenn ich was vorweisen kann. Identische Probleme müsste doch auch Wolfgang B mit seinem JogDial haben, oder ist die Abarbeitung bei einem JogDial so prinzipiell anders, dass es hier keine run conditions geben kann? Gruß Harald
Harald S. schrieb: > Identische Probleme müsste doch auch Wolfgang B mit seinem JogDial > haben, oder ist die Abarbeitung bei einem JogDial so prinzipiell anders, > dass es hier keine run conditions geben kann? Doch, da könnte er eventuell schon Probleme bekommen. Die für die Nextion Schnitttselle in Frage kommende interne GRBL 1.1 Verarbeitung ist diese (aus GitHub): Grbl essentially has two buffers between the execution of steps and the host PC interface. One of them is the serial receive buffer. This briefly stores up to 127 characters of data received from the host PC until Grbl has time to fetch and parse the line of G-code. The other buffer is the look-ahead planner buffer. This buffer stores up to 17 line motions that are acceleration-planned and optimized for step execution. Since the send-response protocol receives a line of G-code while the host PC waits for a response, Grbl's serial receive buffer is usually empty and under-utilized. If Grbl is actively running and executing steps, Grbl will immediately begin to execute and empty the look-ahead planner buffer, while it sends the response to the host PC, waits for the next line from the host PC, upon receiving it, parse and plan it, and add it to the end of the look-ahead buffer. Vielleicht berichtet Wolfgang B mal über seine Erfahrungen.
Hallo Albert,
die Problematik das der GRBL Puffer überlaufen kann wenn GCode Befehle
zu schnell hintereinander gesendet werden ist mir bekannt.
Das kann auch auftreten wenn mit der Tastatur in SerialComCNC die Achsen
verfaren werden.
Die Abarbeitung mit meinen JogDial ist prinzipiell nicht anders als wenn
auf den Nextion Display die Arrow botton betätigt werden.
hastige Umdrehungen am Rotaryencoder sollte man vermeiden. Die Arrow
botton
haben keine repeat funktinon da kann das Problem nicht auftereten.
Zum Einrichten am Werkstück ist ein Jogdail eine feine Sache.
Mehr Probleme bereiteten mir der Seriele Streame da kein eindeutiges
Startzeichen gesendet wird und ich nur auf "t“ abfagen konnte.
…..
do { c=ser_getc(); }while(c!='t'); // Hole den Anfang einer Message
GetLine('"');// Hole die Message bis "
if(strcmp(line,"x.txt=")==0) RxD('X');
if(strcmp(line,"y.txt=")==0) RxD('Y');
if(strcmp(line,"z.txt=")==0) RxD('Z');
if(strcmp(line,"f.txt=")==0) RxD('F');
if(strcmp(line,"0.txt=")==0) RxD('X');
if(strcmp(line,"1.txt=")==0) RxD('Y');
if(strcmp(line,"2.txt=")==0) RxD('Z');
if(strcmp(line,"3.txt=")==0) RxD('F');
….
Eine feine Sache deine zweite Schnittstelle
Gruß Wolfgang
Wolfgang B schrieb: > Mehr Probleme bereiteten mir der Seriele Streame da kein eindeutiges > Startzeichen gesendet wird Das ist eine merkwürdige Eigenschaft der Nextion Displays, ebenso wie die 3 Endezeichen. Leider nicht zu ändern, wenn ein Nextion Display angeschlossen ist. Alternativ könnte ich zum universelleren Betrieb der 2. Schnittstelle eine Option mit definiertem Startzeichen und nur einem Endezeichen beim Senden von SerialComCNC zufügen. Wenn die Option aktiviert ist lässt sich natürlich kein Nextion Display an der Schnittstelle betreiben.
Albert M. schrieb: > Alternativ könnte ich zum universelleren Betrieb der 2. Schnittstelle > eine Option mit definiertem Startzeichen zufügen. Beim Aktivieren der > Option lässt sich dann allerdings kein Nextion Display anschliessen. wenn sich das Protokoll nicht grundlegend ändert ist das nicht nötig. Danke Gruß Wolfgang
Hallo Albert, Was sagst du zu dem Tastenprellen-Problem? Kann das der Fehler sein, bzw. kannst du das ändern? Viele Grüße Sven
Albert M schrieb: > Alternativ könnte ich zum universelleren Betrieb der 2. Schnittstelle eine Option mit definiertem Startzeichen und nur einem Endezeichen beim Senden von SerialComCNC zufügen. Wolfgang B schrieb: > wenn sich das Protokoll nicht grundlegend ändert ist das nicht nötig. Jetzt zitier ich mich schon sebst.:-) Die Alternativ könnte für ein universelleren Betrieb der 2. Schnittstelle doch sehr hilfreich sein. Gruß Wolfgang
Hallo Albert, ich schließe mich Wolfgang bzgl. der von dir angedachten Erweiterung an, auch wenn ich zur Zeit noch nicht ganz verstehe, wie ich mit der Schnittstelle umgehen muss, damit SCC und meine Fräse das tun, was ich erwarte, wenn ich an meinem Joystick wackele. Aber das wird noch, denke ich :-) Noch eine Frage zur Funktion: Wenn ich G-Code durch SCC hindurch an den anderen Arduino sende, dann bekommt SCC davon erstmal nichts mit. Da SCC aber in Verbindung mit GRBL steht und zyklisch die Statusmeldungen von GRBL abruft, spiegeln sich die über den Joystick oder das JogDial implizierten Änderungen dennoch in den Anzeigen von SCC wieder, richtig? Gruß Harald
Hallo Harald, zum Testen kannst Du einen zweiten Rechner und ein Terminal zb hterm benutzen. Gruß Wolfgang
Hallo Wolfgang, muss nicht am "Ausgang" Richtung GRBL auch wirklich ein GRBL-Controller angeschlossen sein? Sonst fehlen doch die Statusmeldungen und SCC zeigt nichts an. Vielleicht habe ich dich falsch verstanden? Die Ausgaben des Joystick (genauer des Arduino des Joystick) sehe ich ohnehin im seriellen Monitor der Entwicklungsumgebung (AtmelStudio V7 + VisualMicro AddOn). Zur Zeit sende ich auf der Seriellen SS die im Joystick-Arduino berechneten Koordinaten an eine SerialComInstruments-Anzeige mit drei "LED-Displays". Gruß Harald
ohne GRBL-Controller an SerialComCNC geht das Programm nicht. Wenn Du mit ein Terminal über die zweite Schnittstelle deine Befehle sendes dann siehs Du wie das Programm reagiert. Gruß Wolfgang
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.